
Supplier Production Part A P
21
Supplier Production Part Approval Process PPAP Updated January, 25, 2021
Transcript of Supplier Production Part A P

Supplier Production Part Approval ProcessPPAP
Updated January, 25, 2021

Benefits of PPAP Submissions
• Forces formal part conformance and approval
• Allows suppliers to be Open
• Reduces warranty charges and prevents costs of poor quality
• Prevents use of unapproved and nonconforming parts
• Identifies suppliers that need more development
• Improves the overall quality of the product & customer satisfaction

Significant Production Run
• *PPAP data should be submitted from a “significant production run”, which is identified by AIAG as 300 consecutive pieces (or 8 hours) sampled randomly
If 1st build is less than 300, sample from entire batch including first and last parts
• From production not prototype Production equipment and tooling
Production employees
If final tooling is not ready, submit PPAP with existing tooling and then submit new PPAP with final tooling

When is PPAP “typically” required?
• If the process or the part changes it requires PPAP submission
New part (via RFQ or PO)
Revised part (ECR)
Supplier related changes
Changes in tooling, or equipment
Change in the manufacturing process or method

PPAP “Elements” (Requirements)
(AIAG) 4th Edition PPAP Alto – Shaam PPAP Requirements
1. Design Records 1. Part Submission Warrant (PSW)
2. Engineering Change Documents 2. Design Record (Drawings/Specifications)
3. Customer Engineering Approval, if required 3. Control Plan
4. Design Failure Modes & Effects Analysis (D-FMEA) 4. Dimensional Results
5. Process Flow Diagram 5. Records of Material/Performance Test Results
6. Process Failure Modes & Effects Analysis (P-FMEA) 6. Initial Process Study *
7. Control Plan 7. Sample Production Parts
8. Measurement Systems Analysis (MSA) 8. Measurement Systems Analysis (MSA)
9. Dimensional Results
10. Material, Performance Results
11. Initial Process Study
12. Qualified Laboratory Documentation
13. Appearance Approval Report (AAR)
14. Sample Product
15. Master Sample
16. Checking Aids
17. Customer-Specific Requirements
18 Part Submission Warrant (PSW)
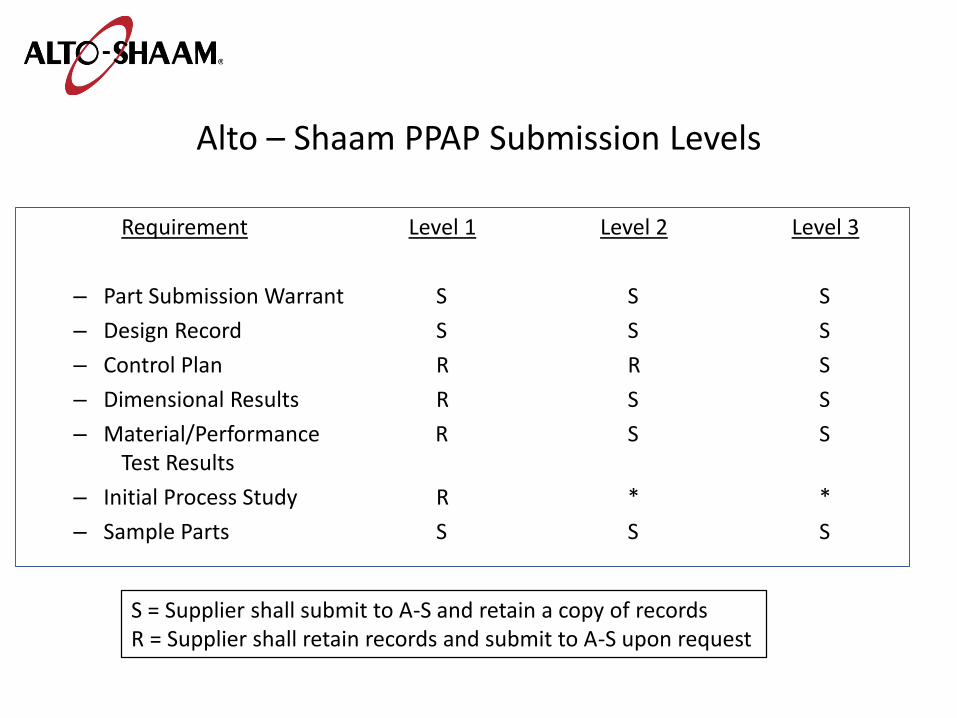
Alto – Shaam PPAP Submission Levels
Requirement Level 1 Level 2 Level 3
– Part Submission Warrant S S S
– Design Record S S S
– Control Plan R R S
– Dimensional Results R S S
– Material/Performance R S STest Results
– Initial Process Study R * *
– Sample Parts S S S
S = Supplier shall submit to A-S and retain a copy of recordsR = Supplier shall retain records and submit to A-S upon request

Application of Levels
• LEVEL 1– Warrant only as requested by Alto - Shaam.– Applied to: "non critical“ – catalog or “Off the Shelf” parts
• Level 2– Warrant with limited supporting data submitted to Alto - Shaam.– Applied to Medium Risk components with increased complexity of Parts
and/or Processes. Default requirement for most parts• Applied to New Parts, ECO’s, and/or from Supplier’s with some previous quality
related issue.
• Level 3– Warrant with product samples and complete supporting data submitted to
Alto - Shaam.– Applied to: Complex components or assemblies, that may or may not affect
customer Safety. Highly complex manufacturing processes. • Applied to Supplier’s of New Parts, ECO’s, Supplier’s with previous quality related
issues.
– Alto-Shaam may send a Quality Person to witness production
X Tooling: New (Alto-Shaam/Enthermics Owned)
Change in Part Processing Tooling: Transfer, Replacement, Refurbishment X
Part Name Address E-mail
Plant: Address Buyer City
State/Province
Country of Origin
Requirement Level 1 Level 2 Level 3
1 Part Submission Warrant S S S
2 Design Record and Bubbled Drawings R S S
All Current Level Drawings (Top and Subordinate) S S
Other Relevant Specifications (as Required) S S
3 Control Plan R R S
4 Dimensional Results (2 Per Part#/1 Per Tool Cavity) R S S
5 Records of Material Certificates/Performance Tests R S S
6 Process Studies (for all Special Characteristics) R S S
7 Sample Production Parts R S S
8 Measurement System Analysis (MSA) On special request
Submission ResultsThese Results meet all design record requirements Yes No If No, Explanation Required In Supplier Comments"
Supplier Authorized Signature Print Name Title
Date
All Submissions should be sent via E-Mail to: [email protected] Attach PPAP Label to Outside packaging.
PPAP Warrant Disposition Approved Rejected Interim approval
Remarks/Conditions:
Quality Assurance or Buyer (Print) (Signature) Date
Engineering (Print) (required for out of tolerance disposition) (Signature) Date
Submission RequirementsSUPPLIER COMMENTS
I affirm that the samples represented by this Warrant are from a significant production run, and are representative of our production
process, utilizing production tooling, gaging, processes, and production operators.
Alto - Shaam Use Only
W164 N9221 Water Street Phone Number
Menomonee Falls, WI 53052-0450 Phone Number
P.O. Box 450
P.O. Number
PART SUBMISSION WARRANT
Part Number and Supplier Part
Number
Rev
Level Manufacturing Process
Supplier
Contact
Required
Submission Level
Reason for Submission
Engineering ChangeInitial Submission
Correction of Discrepancy
Level 1
Level 2
Level 3
Zip Code
Minor design changes require level 2, but only provide measurements on features that change and CTQ's
S = Supplier shall submit to A-S and retain a copy of records * Only required for initial submission
R = Supplier shall retain records and submit to A-S upon request
Supplier Name
Supplier Source Change
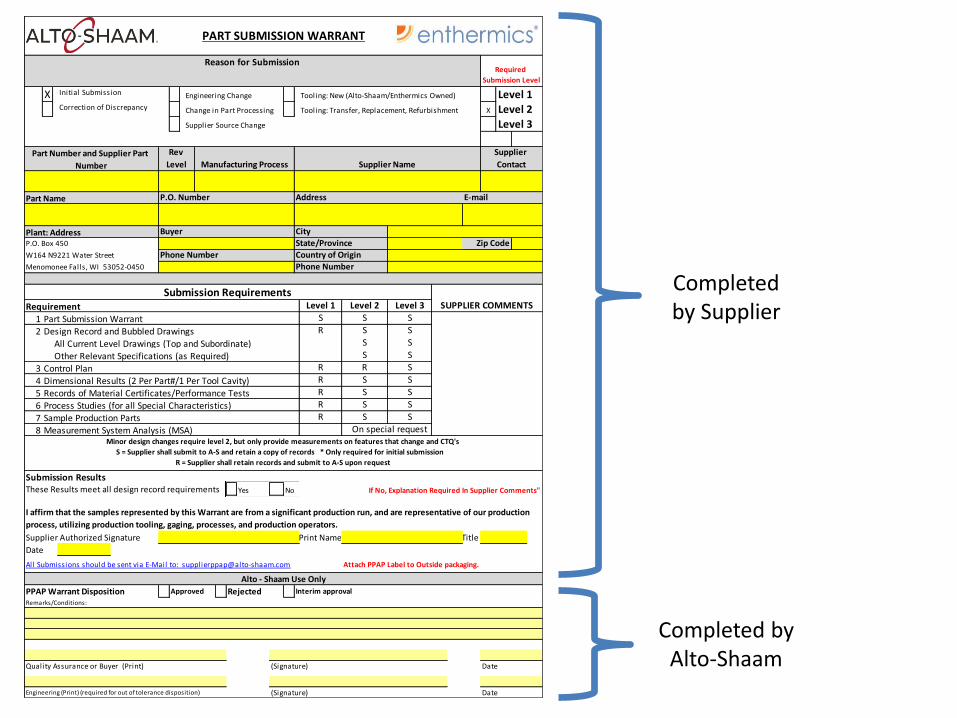
Completed by Supplier
Completed by Alto-Shaam

Completing the PPAP Submission
• Alto – Shaam prefers that all PPAPs be submitted electronically via E-mail in our provided template Excel .XLS or PDF format
• Submission must be received prior to the PPAP due date per RFQ & Purchase Order requirements

Alto – Shaam PPAP Kit
• Alto - Shaam has created a free “PPAP Kit” for suppliers
• Contains all of the forms required for submission
– http://supplierportal.alto-shaam.com/login
• http://supplierportal.alto-shaam.com/doing_business_with_a-s/papp

Element 1 - Part Submission Warrant
X Tooling: New (Alto-Shaam/Enthermics Owned)
Change in Part Processing Tooling: Transfer, Replacement, Refurbishment X
Part Name Address E-mail
Plant: Address Buyer City
State/Province
Country of Origin
Requirement Level 1 Level 2 Level 3
1 Part Submission Warrant S S S
2 Design Record and Bubbled Drawings R S S
All Current Level Drawings (Top and Subordinate) S S
Other Relevant Specifications (as Required) S S
3 Control Plan R R S
4 Dimensional Results (2 Per Part#/1 Per Tool Cavity) R S S
5 Records of Material Certificates/Performance Tests R S S
6 Process Studies (for all Special Characteristics) R S S
7 Sample Production Parts R S S
8 Measurement System Analysis (MSA) On special request
Submission ResultsThese Results meet all design record requirements Yes No If No, Explanation Required In Supplier Comments"
Supplier Authorized Signature Print Name Title
Date
All Submissions should be sent via E-Mail to: [email protected] Attach PPAP Label to Outside packaging.
PPAP Warrant Disposition Approved Rejected Interim approval
Remarks/Conditions:
Quality Assurance or Buyer (Print) (Signature) Date
Engineering (Print) (required for out of tolerance disposition) (Signature) Date
Submission RequirementsSUPPLIER COMMENTS
I affirm that the samples represented by this Warrant are from a significant production run, and are representative of our production
process, utilizing production tooling, gaging, processes, and production operators.
Alto - Shaam Use Only
W164 N9221 Water Street Phone Number
Menomonee Falls, WI 53052-0450 Phone Number
P.O. Box 450
P.O. Number
PART SUBMISSION WARRANT
Part Number and Supplier Part
Number
Rev
Level Manufacturing Process
Supplier
Contact
Required
Submission Level
Reason for Submission
Engineering ChangeInitial Submission
Correction of Discrepancy
Level 1
Level 2
Level 3
Zip Code
Minor design changes require level 2, but only provide measurements on features that change and CTQ's
S = Supplier shall submit to A-S and retain a copy of records * Only required for initial submission
R = Supplier shall retain records and submit to A-S upon request
Supplier Name
Supplier Source Change
Per Notes in Purchase Order
Fill in all yellow highlighted fields
Comments required for any missing or out of tolerance
requirements
Quality Leader Enters Name
Always check Yes or No

Element 2 - Design Records and & Bubbled Part Prints
Bubble all dimensions, notes and specifications in tables
Request from Alto-Shaam any special requirements like Cosmetic
Requirements OTH-08

Element 3 – Control Plan
• Purpose:– A structured approach for the selection and implementation of control
methods used in producing a part.
– Can be on the Alto - Shaam supplied format or AIAG compliant Form.
– Control Plan should list all operations used in the process.
– Control Plans must address and include all print CTQ’s.
• A Control Plan defines the operations, processes, materials, equipment, methodologies, and CTQs (as determined by Alto - Shaam) integral to the manufacturing process. Its purpose is to communicate the supplier’s decisions during the entire manufacturing process from receiving through final packaging.

Control Plan Example
Equivalent Forms are acceptable, important is sample size and frequency of checking
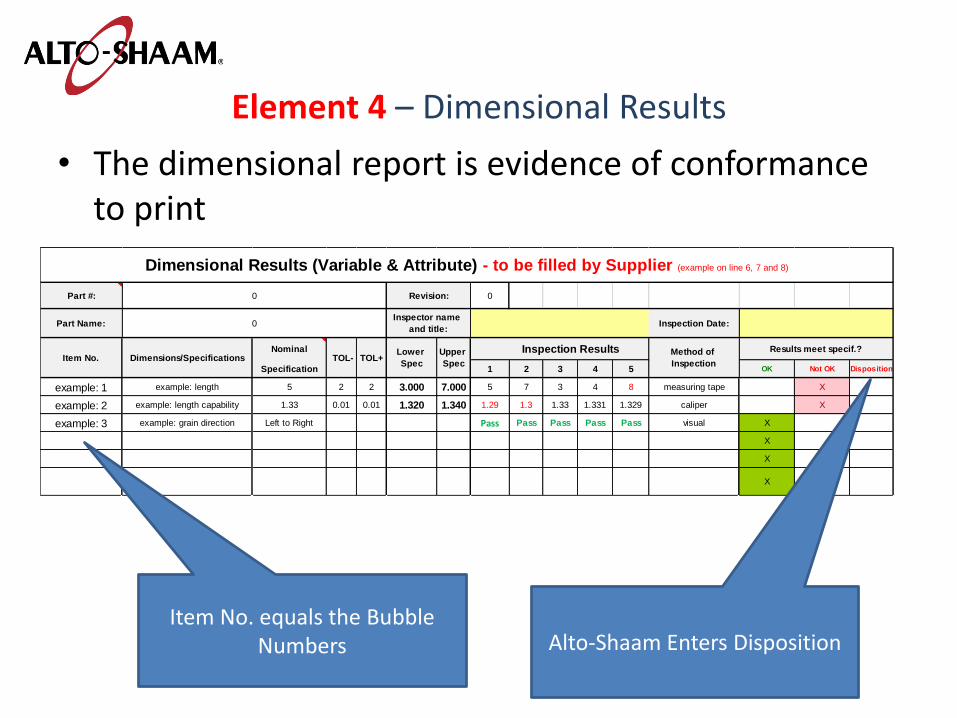
Element 4 – Dimensional Results
• The dimensional report is evidence of conformance to print
Part #: 0
Part Name: Inspection Date:
Nominal
Specification 1 2 3 4 5 OK Not OK Disposition
example: 1 example: length 5 2 2 3.000 7.000 5 7 3 4 8 measuring tape X
example: 2 example: length capability 1.33 0.01 0.01 1.320 1.340 1.29 1.3 1.33 1.331 1.329 caliper X
example: 3 example: grain direction Left to Right Pass Pass Pass Pass Pass visual X
X
X
X
Upper
Spec
Inspection Results Method of
Inspection
Results meet specif.?Item No. Dimensions/Specifications TOL- TOL+
Lower
Spec
Dimensional Results (Variable & Attribute) - to be filled by Supplier (example on line 6, 7 and 8)
0
0Inspector name
and title:
Revision:
Alto-Shaam Enters DispositionItem No. equals the Bubble
Numbers

Element 5 – Material Certificates/Performance Tests
ex: UL certificate, test equipment calibration certificate, material certificate, ISO certificate,…
Qualify Laboratory
You can insert PDF Files or Copy and Paste Pictures

Element 6 – Initial Process StudyProcess Capability Study
Date:
Part #: Supplier:
Measured by:
#1 #2 #3 #4
Nominal Nominal Nominal Nominal
Upper Limit Upper Limit Upper Limit Upper Limit
Lower Limit Lower Limit Lower Limit Lower Limit
Sample # 1 Sample # 1 Sample # 1 Sample # 1
2 2 2 2
3 3 3 3
4 4 4 4
5 5 5 5
6 6 6 6
7 7 7 7
8 8 8 8
9 9 9 9
10 10 10 10
11 11 11 11
12 12 12 12
13 13 13 13
14 14 14 14
15 15 15 15
16 16 16 16
17 17 17 17
18 18 18 18
19 19 19 19
20 20 20 20
21 21 21 21
22 22 22 22
23 23 23 23
24 24 24 24
25 25 25 25
USL-X-bar 26 USL-X-bar 26 USL-X-bar 26 USL-X-bar 26
#DIV/0! 27 #DIV/0! 27 #DIV/0! 27 #DIV/0! 27
28 28 28 28
X-bar-LSL 29 X-bar-LSL 29 X-bar-LSL 29 X-bar-LSL 29
#DIV/0! 30 #DIV/0! 30 #DIV/0! 30 #DIV/0! 30
Min. 0.00 Min. 0.00 Min. 0.00 Min. 0.00
Max. 0.00 Max. 0.00 Max. 0.00 Max. 0.00
Range 0.00 Range 0.00 Range 0.00 Range 0.00
Avg. #DIV/0! Avg. #DIV/0! Avg. #DIV/0! Avg. #DIV/0!
6(Std Dev) #DIV/0! 6(Std Dev) #DIV/0! 6(Std Dev) #DIV/0! 6(Std Dev) #DIV/0!
3(Std Dev) #DIV/0! 3(Std Dev) #DIV/0! 3(Std Dev) #DIV/0! 3(Std Dev) #DIV/0!
Cp #DIV/0! Cp #DIV/0! Cp #DIV/0! Cp #DIV/0!
Cpk #DIV/0! Cpk #DIV/0! Cpk #DIV/0! Cpk #DIV/0!
Cpk for critical dimensions, value of 1.33 or greater.
Measurement
Description:
0 0
Description of measurement equipment and measuring
method.
Measure 30 parts of dimension identifies as a CTQ
Mark each part with corresponding number 1 to 30
If CTQ > 1.33 check the no box on the Warrant and notify Alto-
Shaam

Element 7 – Sample Parts
• Purpose: – To provide actual samples that reflect the parts documented in the
PPAP.
– Sample parts MUST be properly identified by:• Tagging each part in accordance with PPAP reference manual
• Identifying the part as a PPAP Sample Part
– Outside of Box requires below label
SAMPLE #
UNAPPROVED PPAP
SAMPLE PARTS
NOT INTENDED FOR
PRODUCTION USESUPPLIER NAME
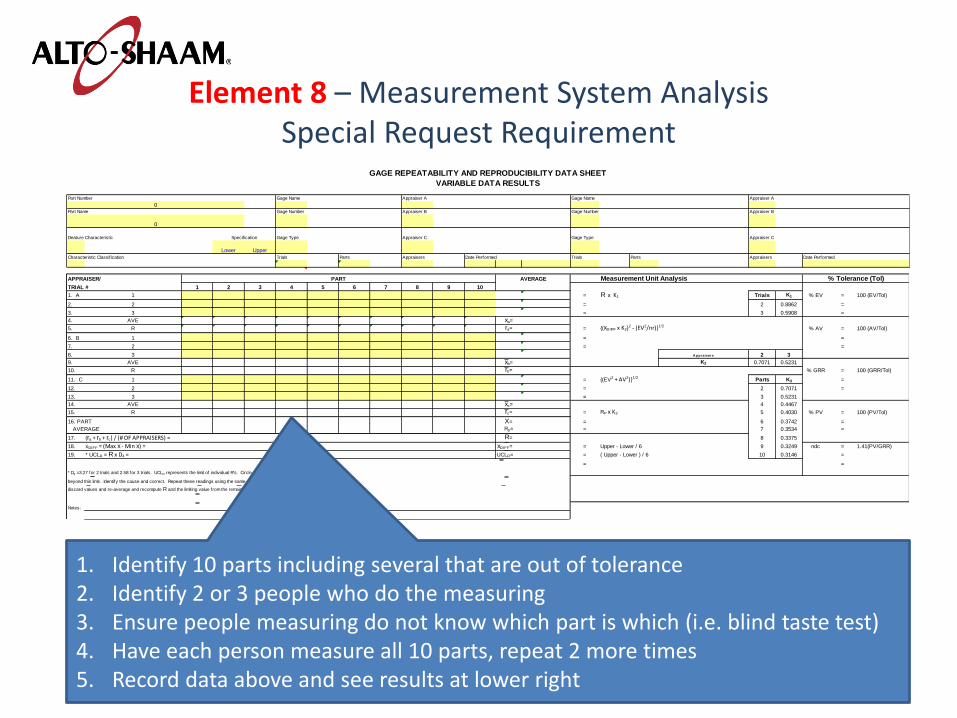
Element 8 – Measurement System AnalysisSpecial Request Requirement
GAGE REPEATABILITY AND REPRODUCIBILITY DATA SHEET
VARIABLE DATA RESULTS
Part Number Gage Name Appraiser A Gage Name Appraiser A
Part Name Gage Number Appraiser B Gage Number Appraiser B
Deature Characteristic Specif ication Gage Type Appraiser C Gage Type Appraiser C
Lower Upper
Characteristic Classif ication Trials Parts Appraisers Date Performed Trials Parts Appraisers
APPRAISER/ PART AVERAGE Measurement Unit Analysis % Tolerance (Tol)
TRIAL # 1 2 3 4 5 6 7 8 9 10
1. A 1 = R x K1 Trials K1 % EV = 100 (EV/Tol)
2. 2 = 2 0.8862 =
3. 3 = 3 0.5908 =
4. AVE xa=
5. R ra= = {(xDIFF x K2)2 - (EV2/nr)}1/2% AV = 100 (AV/Tol)
6. B 1 = =
7. 2 = =
8. 3 A ppraisers 2 3
9. AVE xb= K2 0.7071 0.5231
10. R rb= % GRR = 100 (GRR/Tol)
11. C 1 = {(EV2 + AV2)}1/2 Parts K3 =
12. 2 = 2 0.7071 =
13. 3 = 3 0.5231
14. AVE xc= 4 0.4467
15. R rc= = RP x K3 5 0.4030 % PV = 100 (PV/Tol)
16. PART X= = 6 0.3742 =
AVERAGE Rp= = 7 0.3534 =
17. (ra + rb + rc) / (# OF APPRAISERS) = R= 8 0.3375
18. xDIFF = (Max x - Min x) = xDIFF= = Upper - Lower / 6 9 0.3249 ndc = 1.41(PV/GRR)
19. * UCLR = R x D4 = UCLR= = ( Upper - Lower ) / 6 10 0.3146 =
= =
* D4 =3.27 for 2 trials and 2.58 for 3 trials. UCLR represents the limit of individual R's. Circle those that are
beyond this limit. Identify the cause and correct. Repeat these readings using the same appraiser and unit as originally used or
discard values and re-average and recompute R and the limiting value from the remaining observations.
Notes:
0
0
Date Performed
1. Identify 10 parts including several that are out of tolerance2. Identify 2 or 3 people who do the measuring3. Ensure people measuring do not know which part is which (i.e. blind taste test)4. Have each person measure all 10 parts, repeat 2 more times5. Record data above and see results at lower right

Formal PPAP Dispositions
• Approved: When a submission is completely through review and approved for use in production.
• Rejected: When a submission has been reviewed and determined to be either nonconforming or does not reflect the latest revision.
• Interim Approval: Interim PPAP can be allowed on a limited basis as long as the following criteria is met.– The part is saleable to the customer in its current state
– The part has a plan of action detailed on a specification deviation form
• Interim PPAPs must be controlled with the following conditions.– Request for Deviation initiated and “Approved” by Design Engineer or designee
– Interim can only be granted 3 times
– Each Interim Approval cannot exceed 90 days.

Recommendations
• New Product Design Submissions – Establish PPAP requirements based on overall risk and value to the
business– New product design for the business– New Suppliers, Significant changes in design
• Change Management Submissions – Application based on “Type of Change”– Develop a Process for reviewing and assessing all changes
• Supplier Related Changes• ECN related Changes
– Establish PPAP requirements based on overall risk and value to the business
• In order to manage the risk we need to effectively manage resources– Maximize the value PPAP can bring to Alto - Shaam– Minimize the impact of poorly developed and unapproved product


















