Supplementary Materials for...5 sectional imaging, they were removed from the plastic handles using...
24
science.sciencemag.org/content/369/6504/689/suppl/DC1 Supplementary Materials for How hair deforms steel Gianluca Roscioli, Seyedeh Mohadeseh Taheri-Mousavi, Cemal Cem Tasan* *Corresponding author. Email: [email protected] Published 7 August 2020, Science 369, 689 (2020) DOI: 10.1126/science.aba9490 This PDF file includes: Materials and Methods Figs. S1 to S10 Captions for Movies S1 to S5 References Other Supplementary Material for this manuscript includes the following: (available at science.sciencemag.org/content/369/6504/689/suppl/DC1) Movies S1 to S5
Transcript of Supplementary Materials for...5 sectional imaging, they were removed from the plastic handles using...

science.sciencemag.org/content/369/6504/689/suppl/DC1
Supplementary Materials for
How hair deforms steel
Gianluca Roscioli, Seyedeh Mohadeseh Taheri-Mousavi, Cemal Cem Tasan*
*Corresponding author. Email: [email protected]
Published 7 August 2020, Science 369, 689 (2020) DOI: 10.1126/science.aba9490
This PDF file includes:
Materials and Methods Figs. S1 to S10 Captions for Movies S1 to S5 References
Other Supplementary Material for this manuscript includes the following: (available at science.sciencemag.org/content/369/6504/689/suppl/DC1)
Movies S1 to S5

Submitted Manuscript: Confidential
2
Materials and Methods
Blade cross-section and general sample preparation
Samples for interrupted tests were used and imaged in their commercial settings, housed in their
own plastic handles. In order to use the blades in in-situ SEM hair-cutting experiments and cross-
sectional imaging, they were removed from the plastic handles using a low-speed diamond saw, 5
cutting in a direction perpendicular to the blades and starting from the opposite side of the sharp
edge in order to avoid large deformations in the region of interest. Samples for cross-sectional
imaging for ECCI and EBSD were then cut using wire Electrical Discharge Machining (EDM)
and cold-mounted to avoid unwanted heat treatments. The samples were mechanically ground
using silicon carbide abrasive paper down to P4000 and polished with diamond suspensions of 9, 10
3 and 1 µm diameter before the final polishing step using silica particles with a diameter of 40 nm.
Further characterization of blades’ steel and human hair
Scanning electron microscope images of commercial razor blades cross-sections and energy
dispersive x-ray spectroscopy results (fig. S1) reveal similar composition and lath martensite 15
microstructure among the steels used, in agreement with commercial data (52). Analyzing more in
detail Sample 1 in fig. S1, image analysis revealed a carbide area fraction of 5.84%, with an
average carbide area of 0.42 +/- 0.26 (SD) µm2, corresponding to an average diameter of 0.73 µm
when considering a circular cross-section. In addition, EBSD analyses revealed an area fraction of
retained austenite of 4.75%. The parent austenite grain size was calculated using orientation 20
relationships to the present lath martensite, using the ARPGE software (53), resulting in an average
value of 4.93 µm, with a maximum of 10.42 µm. These small values are in agreement with the
short austenization step of these steels prior to rapid quenching (52).

Submitted Manuscript: Confidential
3
Human hairs were characterized through SEM imaging and pico-indentation hardness tests. The
hardness tests were performed on the outer cuticle layer, along a radial direction perpendicular to
the hair axis. The tests resulted in an average hardness of 170 +/- 23 (SD) MPa, in agreement with
literature data (39).
5
In-situ hair-cutting experiments in SEM
Two different sets of in-situ hair-cutting experiments have been performed inside an SEM, with
two separate micro-mechanical setups.
The first setup used a Deben Gatan micro-tensile deformation stage in compression mode, with
customized clamps manufactured from stainless steel using a wire EDM. The clamp geometry 10
accounts for a 21° tilt of the blade with respect to the cutting direction, and a cutting depth of ~100
µm from the base of the hair, mimicking cartridge design. Figure S5 shows details of the clamps;
Figs. 2A and 2B show the final setup on the micro-tensile stage. This setup enables cutting of a
single hair, multiple aligned hairs, or even a ‘forest’ of hairs randomly or carefully distributed.
Cutting experiments were performed with displacement rates of 0.4 mm/min and 0.2 mm/min. 15
Blade chipping was obtained in both cases, although a smaller rate was preferred for video
capturing. Although it is possible to detect a force when cutting multiple hairs and using a low-
load cell (150N), the force to cut a single hair is lost in background noise.
The second set of experiments involved the use of a Hysitron PI 88 Picoindenter setup. A
customized tip was machined to host the hair, meanwhile the blade was mounted on a rotary-tilting 20
stage in order to replicate blade tilting to 21° (see Figs. 2D and 2E). The experiments were
performed in nanoindentation/compression mode, using a high-load transducer (500 mN, 150 µm).
The tests were performed in displacement-control, setting the maximum displacement equal to the

Submitted Manuscript: Confidential
4
maximum reachable from the setup, i.e. 150 µm. In order to cut large diameter hairs, the tests were
conducted through two consecutive cuts, and the results were later combined. It is important to
note that indentation experiments using this setup enable measurement of the normal cutting force
with respect to blade displacement, and not indentation depth in the hair. Correlation of the position
of the blade with respect to hair depth has been performed through video-frames analysis. 5
Analytical model – Mixed Mode II and III on a bi-material semi-infinite plate with interfacial
crack
The general definition of the energy release rate for an interfacial crack propagating along a bi-
material interface under mixed mode I, II and III can be written as (54–56) 10
𝐽𝐽 = 1cosh(𝜋𝜋𝜋𝜋)2
|𝐾𝐾|2
𝐸𝐸∗+ 𝐾𝐾𝐼𝐼𝐼𝐼𝐼𝐼
2
2𝜇𝜇∗ (1)
where, in the case of plane stress, 2𝐸𝐸∗
= 1𝐸𝐸1
+ 1𝐸𝐸2
and 2𝜇𝜇∗
= 1𝜇𝜇1
+ 1𝜇𝜇2
.
The parameter 𝜀𝜀 is defined as 𝜀𝜀 = 12𝜋𝜋
ln �𝑘𝑘1 𝜇𝜇1⁄ +1 𝜇𝜇2⁄𝑘𝑘2 𝜇𝜇2⁄ +1 𝜇𝜇1⁄ �, where 𝑘𝑘𝑖𝑖 = (3 − 𝜈𝜈𝑖𝑖)/(1 + 𝜈𝜈𝑖𝑖). If the two
materials are the same, 𝜀𝜀 = 0 and therefore cosh(𝜋𝜋𝜀𝜀) = 1. 𝐸𝐸, 𝜇𝜇, and 𝜈𝜈 are the Young’s modulus,
the shear modulus and the Poisson’s ratio, respectively; while 1 and 2 differentiates the two 15
materials on opposite sides of the crack.
The first term in the Eq. 1 contains the complex stress intensity factor 𝐾𝐾, given by the mixed
contribution of mode I and II for a notch at the interface of two different materials. Although
Erdogan’s definition of this complex stress intensity factor (57) implies the same physical units as
for the homogeneous case (58) (𝑀𝑀𝑀𝑀𝑀𝑀 √𝑚𝑚, when using SI units), we use the definition from Rice 20
and Sih (59, 60) for simplicity:

Submitted Manuscript: Confidential
5
𝐾𝐾 = �𝜎𝜎𝑦𝑦𝑦𝑦∞ + 𝑖𝑖𝜎𝜎𝑥𝑥𝑦𝑦∞ �(1 + 2𝑖𝑖𝜀𝜀)𝐿𝐿−𝑖𝑖𝜋𝜋�𝜋𝜋𝐿𝐿2
where L is a characteristic length of the system for which we use 𝐿𝐿 = 2𝑀𝑀, a being the length of the
crack.
Considering no contribution from the opening mode (𝜎𝜎𝑦𝑦𝑦𝑦∞ = 0), and that 𝐾𝐾𝐼𝐼𝐼𝐼𝐼𝐼 = 𝜏𝜏3√𝜋𝜋𝑀𝑀, the energy
release rate (J) of a notch under a mixed mode II and III loading is 5
𝐽𝐽 = 𝑎𝑎𝜋𝜋(1+4𝜋𝜋2)(𝜇𝜇1+𝑘𝑘1𝜇𝜇2+𝜇𝜇2+𝑘𝑘2𝜇𝜇1)𝜏𝜏22sech (𝜋𝜋𝜋𝜋)2
16𝜇𝜇1𝜇𝜇2+ 𝑎𝑎𝜋𝜋
4� 1𝜇𝜇1
+ 1𝜇𝜇2� 𝜏𝜏32 . (2)
In order to analyze the effect of the stress character (varying from pure mode II to pure mode III)
on the energy release rate, we fixed the magnitude of the total stress
𝜏𝜏𝑡𝑡𝑡𝑡𝑡𝑡 = �𝜏𝜏22 + 𝜏𝜏32
and rewrote Eq. 2 as a function of the total stress angle 10
𝛼𝛼 = atan �𝜏𝜏3𝜏𝜏2� .
It is easy to show that this can be achieved through the following substitutions:
𝜏𝜏2 = � 𝜏𝜏𝑡𝑡𝑡𝑡𝑡𝑡2
1 + tan2 𝛼𝛼
𝜏𝜏3 = tan𝛼𝛼 �𝜏𝜏𝑡𝑡𝑡𝑡𝑡𝑡2
1 + tan2 𝛼𝛼
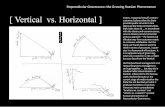
The resulting equation has been used to generate Fig. 3D, where it is possible to see how the energy 15
release rate is affected by materials parameters. In order to later compare the results with the
simulations run on a wedge geometry, the total stress magnitude used was 50 MPa and the crack
length 3 µm.

Submitted Manuscript: Confidential
6
FEM simulations of the blade containing a sequence of notches
A continuum model of a three-dimensional blade was constructed in ABAQUS (61) for our FE
simulations. As shown in Fig. 3A, the geometry of the model follows the geometry obtained from
the cross-section images of the blades. The martensitic steel used in the blade was modeled as a
homogeneous isotropic elasto-plastic material, having a Young’s modulus of 200 GPa, a Poisson’s 5
ratio of 0.3, and a flow stress curve as provided in Fig. S7 obtained from tensile experiments.
The imposed stress of the hair on the blade has been modelled as a static surface traction acting
evenly only on one side of the blade, applied in a ramp load, since when the cut is not orthogonal
the other side of the blade is not in contact. The magnitude was set to 50 MPa, corresponding to a
maximum force of ~0.2 N (most critical value from the single hair cutting experiments of Figs. 10
2D-F and S8) over a 100-µm-diameter semi-circular area corresponding to half of the cross-section
of a hair. Several simulations have been carried out, corresponding to different surface traction
directions (force angles γ in Fig. 3A).
The roughness along the sharp edge has been represented as the extreme condition, i.e. a sequence
of notches with characteristic size (1 µm wide, 3 µm long) derived from blade profile images (see, 15
for instance, Fig. 1C). Referring to Fig. 3A, fixed boundary conditions were applied both to the
bottom plane and to the right cross-sectional one. Symmetry boundary conditions were applied to
the left cross-sectional plane, thus to simulate only half of the model being deformed by the hair.
The size of blade portion simulated consisted in a triangular cross-section 300 µm tall with a 17°
vertex angle, 150 µm deep. A non-constant mesh containing 1,400,000 elements was used 20
throughout the model, coarse towards the bottom-right side (furthest point from the hair) and fine
towards the region containing the notches. A constant mesh size was used in the notched region,
set equal to 100 nm such that the plastically deformed regions resulting from the simulations at

Submitted Manuscript: Confidential
7
higher force angles contained at least 10 elements. A mesh convergence study has been conducted
using models with a number of elements approximately equal to 150,000, 250,000, 460,000, and
1,400,000. Although convergence was already reached for the case with 460,000 elements, all the
simulations have been run using the finer mesh in order to increase accuracy around the notches.
The resulting von Mises stress distribution on the cross-section of the blade are reported in Fig. 5
3B for two particular force angles and in movie S5 for all of them. Following the schematics in
Fig. 3A, the first four notches from the left in Fig. 3B are in contact with the hair, the fifth notch
is in contact with the hair edge (brown dashed line), and the other notches are not contacted by the
hair. The stress value at the tip of selected notches – inside, at the edge of, and outside the hair –
have been plotted as a function of the force angle in Fig. 3C. 10
FEM calculation of the J-integral for a crack propagating from a notch perpendicular to the
sharp edge
A three-dimensional sample (Fig. 3E) was constructed in ABAQUS (61) once more, with loading
conditions and geometry similar to the previous simulations. Only the critical notch with the 15
highest stress intensity factor was considered in our model, i.e. the one in proximity of the edge of
the hair. Fixed boundary conditions were applied to both cross-sectional planes and to the bottom
plane. Figure 3E is a simplified schematic aimed at clarifying the parameters of these simulations,
and it differs from the real simulated model in the region where the surface traction is applied: in
the real simulated model, the notch is in the middle of the blade and the surface traction acts on a 20
semi-circular area with a diameter of 100 µm right next to it, representing half of the cross-section
of the hair. This surface traction has been applied along different directions (different angles γ
referring to Fig. 3E), with 10° increments from 20° to 60°. The energy release rate has been

Submitted Manuscript: Confidential
8
evaluated at the tip of the notch along different crack propagation directions (different angles θ
referring to Fig. 3E) ranging between 0° (vertical) and 90° (horizontal), with 10° increments.
In this series of simulations, the effect of material’s heterogeneity at the tip of the notch on the
energy release rate was systematically studied by changing the two materials on each side of the
notch. Each side has been modelled as an elastic material with a Poisson’s ratio of 0.3 and a 5
Young’s modulus that could assume two possible values, 170 GPa or 200 GPa, corresponding to
a compliant (C) and a stiff (S) phase, respectively. These values were chosen following the data
obtained from continuous stiffness measurements reported in Fig. S9. Parametric simulations were
carried out for the four possible materials combinations (C-C, S-S, C-S, S-C), for the different
surface traction directions and for the different crack propagation angles. The J-integral values 10
were compared with the values obtained from a model having an average Young’s modulus of 185
GPa.

Submitted Manuscript: Confidential
9
Supplementary Figures
Fig. S1. Comparison of commercial razor blades.
Energy dispersive X-ray spectroscopy (EDS) results are shown for several commercial razor blades brands 5
and grades (i.e. razors with 2 or 5 blades). SEM electron backscattered images are shown for each sample,
correlated to the EDS results through the image border color. It is possible to notice that all the razor blades
have a carbide-rich lath martensitic microstructure, and show similar composition from point analyses. Tip
bending in some of the images is an artifact due to blade handling during cartridge removal and sample
polishing. In order to systematically compare the results, the blades used throughout the rest of the paper 10
belong to Sample 1.

Submitted Manuscript: Confidential
10
Fig. S2. Blade microstructure.
(A) SEM back-scattered electron image of the blade cross-section near the tip. (B to E) EBSD images
representing an image quality map with carbides highlighted in blue (B), an inverse pole figure map (C), a
Kernel Average Misorientation map (D), and a grain boundary map (E). No preferential orientation appears 5
from the inverse pole figure map (C), but a highly deformed layer (D) from the honing process is present
on both sides of the sharp edge, merging at the tip in a region with higher grain boundary density (E). (F)
Line-profiles from (E) of the Image Quality value along a direction that includes the tip (line 1) and one
perpendicular to it (line 2) to highlight the deformed regions in the blade (tip and sides).

Submitted Manuscript: Confidential
11
Fig. S3. Interrupted shaving test.
(A to D) Scanning electron images taken at 20kV, using an Everhart-Thornley detector, showing the
evolution of a portion of the blade at its pristine conditions and after 1, 5 and 10 shaving. The halo around
the sharp edge is formed by the high-voltage imaging of the hard-coatings layer. (E) Outcome of an edge-5
detecting Python algorithm, showing the four edges from top to bottom, translated of an arbitrary constant
amount with respect to each other. The algorithm has been used to determine the wear of the blades from
the profile images in units of volume per unit length, resulting in 12 nm3/nm after 1 and 5 shaves (B and C,
respectively) and 13 nm3/nm after 10 shaves (D). Considering the noise present in the images due to
contamination-induced charging, the results obtained can be considered within the resolution limits of this 10
method.

Submitted Manuscript: Confidential
12
Fig. S4. Blade chipping details
Top view of a blade with two chipped regions after an in-situ SEM cutting experiment using Velcro. The
region on the left shows full chipping, meanwhile the one on the right is undergoing failure. The insets
show the ductile fracture surface in the martensitic stainless steel the substrate is made of (left), and the 5
brittle fracture occurring in the hard-coatings layer due to substrate out-of-plane bending (right).

Submitted Manuscript: Confidential
13
Fig. S5. Customized clamps for in-situ SEM shaving experiment.
Details of the clamps used to adapt a Deben Gatan micro-tensile stage, used in compression mode, for in-
situ SEM shaving experiments. The blade on the clamp is tilted at approximately 21 degrees with respect
to the travelling direction to replicate its state on the cartridge. Analogously, the hairs are fixed using silver 5
paint to replicate their state in a follicle: almost fixed at one side but able to bend and to be ‘pulled out’.

Submitted Manuscript: Confidential
14
Fig. S6. Sequence of in-situ Scanning Electron Microscope shaving experiments.
(A to D) Series of four consecutive in-situ SEM shaving experiments performed using the same portion of
a blade. The image at the top of each sequence is before the cut, the one at the bottom is right after it. The
point of view is shown in the schematic top-left inset in (A). The first three cuts did not produce any damage 5
in the blade (inset in C showing a non-chipped blade), meanwhile the fourth cut produced a chip (inset in
D). The four white arrows in the two insets point at the same features of the blade to help identify the
position of the chip. The two scale bars shown correspond to 20 µm. The sequence of videos of these
experiments is reported in movie S3, together with two more cuts that produced one additional chip each.
10

Submitted Manuscript: Confidential
15
Fig. S7. Blade’s martensitic stainless steel mechanical properties.
The first two plots show the engineering and true stress-strain curves, respectively, for the martensitic
stainless steel the blades are made of. The third plot represents the effective true stress as a function of the
effective plastic true strain. This data have been used as input in Abaqus for the elasto-plastic simulations. 5

Submitted Manuscript: Confidential
16
Fig. S8. Single-hair cutting-force measurements for different hairs.
Plots of the hair cutting force as a function of blade displacement for three hairs having diameters of 90
µm, 120 µm and 200 µm. The initial value of the load is not zero due to a pre-approach step, during which
the blade and the hair gets in contact. It must be noted that, due to hair bending and dragging during the 5
initial stages of cutting, the “blade displacement” plotted on the x-axis does not correspond to the cutting
depth. This is also the reason why the final value of the displacement of the blade does not match the
diameter of the hair.
10

Submitted Manuscript: Confidential
17
Fig. S9. Continuous stiffness measurements results.
Results of continuous-stiffness-measurements mode nanoindentation experiments on the carbide-rich lath
martensitic stainless steel. The two plots show how the values for the hardness (left) and storage modulus
(right) vary with indentation depth for 100 different indents. 5

Submitted Manuscript: Confidential
18
Fig. S10. In-situ SEM shaving experiment with half milled blade.
(A) Sideview of a blade partially half-milled using a Focused Ion Beam (point of view in the inset) in order
to be able to look at its cross-section and determine microstructural effects on deformation localization. (B)
Same portion of the blade after having cut several hairs during an in-situ SEM shaving experiment. It is 5
possible to distinguish two features in (B): (i) a chip being created on the left half, and (ii) a post-mortem
image of the blade once the chip has formed. During the chipping formation stage on the left side, it is
possible to notice few cracks starting from the sharp edge, and deformation bands that connect the several
carbides with each other, demonstrating that failure occurs mainly at the weak carbide-martensite matrix
interfaces. The inset at the bottom left in (B) highlights how a crack (yellow arrows) is initiated at the edge 10
when a hair hits the compliant phase separated from a hard carbide (highlighted by red arrows) by an
asperity. The inset on the bottom right of (B), instead, shows a detail of carbide cracking and failure at the
carbide-matrix interface occurring during out-of-plane bending. Finally, on the right half of (B) it is possible
to look at a ‘step forward’ in time: a chip has formed in the blade due to plastic deformation and failure,
meanwhile the hard coatings show a brittle crack. 15

Submitted Manuscript: Confidential
19
Movie S1. Sequence of interrupted shaving test.
Animated sequence of low-voltage scanning electron images taken using an Everhart-Thornley detector,
that shows the evolution of a portion of the blade in its pristine conditions and after 1, 5 and 10 shavings.
Despite the contamination accumulated during the ex-situ shaving, it is evident that the edge morphology
does not change significantly between the several shavings. 5
Movie S2. In-situ SEM single hair shaving experiment.
In-situ SEM video of a shaving experiment performed on a single hair being cut against the grain. The hair
bends backwards, changing the stress state on the blade during the cut as well as the interaction volume as 10
the blade penetrates through it. The final outcome consists in two separate chips on the blade.
Movie S3. In-situ SEM sequence of several hair shaving experiments.
Video showing six consecutive in-situ SEM shaving experiments performed with the same blade. The hairs 15
have been aligned such that consecutive cuts are performed by the same portion of the blade. The first three
cuts do not cause any chips on the blade, meanwhile the latter three produce one chip each. The dark region
at the bottom is a marker used on the blade to align the hairs among consecutive cuts.
20
Movie S4. In-situ SEM single-hair cutting-force measurement.
Video of the experimental measurement of the force needed to cut a single hair, performed inside a scanning
electron microscope using a Picoindenter setup (inset at the top-center). A plot of the load evolution as a
function of the blade displacement is shown alongside the video captured from the SEM.
25

Submitted Manuscript: Confidential
20
Movie S5. Stress distribution in the blade at different cutting angles.
Animated sequence of the results of the first set of 3D simulations. The images show a color coded von
Mises stress distribution along the lengthwise cross-section of the blade at different angles of application
of the force. The left edge is the plane where symmetry boundary conditions have been applied
(corresponding to the center of the hair). The first four notches from left are in contact with the hair, the 5
fifth is in contact with the hair edge, the sixth is not in contact with the hair. The other four notches outside
the hair have been omitted from these pictures due to low stress intensification.

References and Notes 1. E. H. Cline, The Oxford Handbook of the Bronze Age Aegean (Oxford Univ. Press, 2012);
www.oxfordhandbooks.com/view/10.1093/oxfordhb/9780199873609.001.0001/oxfordhb-9780199873609.
2. D. Sapiro, B. Webler, Fabrication of a Bronze Age Sword using Ancient Techniques. JOM 68, 3180–3185 (2016).
3. J. D. Verhoeven, The mystery of Damascus blades. Sci. Am. 284, 74–79 (2001). 4. D. Black, R. Marks, A. Caunt, Measurement of scalpel blade sharpness and its relationship to
wound healing. Bioeng. Skin 1, 111–123 (1985). 5. D. Petersen, R. Link, K. Budinski, Needs and Applications in Precision Measurement and
Monitoring of Wear. J. Test. Eval. 25, 226 (1997). 6. R. W. McGorry, P. C. Dowd, P. G. Dempsey, The effect of blade finish and blade edge angle
on forces used in meat cutting operations. Appl. Ergon. 36, 71–77 (2005). 7. G. E. Gregory, R. C. Hamby, Sharp edge cutting technology - A review of hand held and and
machine knives/blands and their sgarp edge retention. Surf. Eng. 16, 373–378 (2000). 8. W. I. Nissen, R. M. Atwater, Methods and apparatus for sharpening razor blades or similar
cutting tools, U.S. Patent 3,461,616A (1966); https://patents.google.com/patent/US3461616.
9. C. T. McCarthy, M. Hussey, M. D. Gilchrist, On the sharpness of straight edge blades in cutting soft solids: Part I - indentation experiments. Eng. Fract. Mech. 74, 2205–2224 (2007).
10. R. L. Moore, Comparative analysis of razor blade coatings using Auger electron spectroscopy. Thin Solid Films 270, 331–334 (1995).
11. C. J. Clipstone, S. Hahn, N. Sonnenberg, C. White, A. Zhuk, Razor blade technology, U.S. Patent 6,684,513B1 (2004); https://patents.google.com/patent/US6684513.
12. O. H. Claus, J. A. DePuydt, S. S. Hahn, Y. Ju, J. Madeira, K. G. Marchev, K. J. Skrobis, N. Sonnenberg, C. S. White, Razor blades, U.S. 9,079,321B2 (2015).
13. C. Arcona, T. A. Dow, The role of knife sharpness in the slitting of plastic films. J. Mater. Sci. 31, 1327–1334 (1996).
14. G. Keturakis, V. Lisauskas, Influence of the Sharpness Angle on the Initial Wear of the Wood Milling Knives. Mater. Sci. Medzg. 16, 205–209 (2010).
15. U.S. Environmental Protection Agency (EPA), “Environmental Consumer’s Handbook” (EPA, 1990); https://nepis.epa.gov/Exe/ZyPDF.cgi/2000URC7.PDF?Dockey=2000URC7.PDF.
16. J. Marsot, L. Claudon, M. Jacqmin, Assessment of knife sharpness by means of a cutting force measuring system. Appl. Ergon. 38, 83–89 (2007).
17. S. Schuldt, G. Arnold, J. Kowalewski, Y. Schneider, H. Rohm, Analysis of the sharpness of blades for food cutting. J. Food Eng. 188, 13–20 (2016).

18. N. Vásquez, C. Magán, J. Oblitas, T. Chuquizuta, H. Avila-George, W. Castro, Comparison between artificial neural network and partial least squares regression models for hardness modeling during the ripening process of Swiss-type cheese using spectral profiles. J. Food Eng. 219, 8–15 (2018).
19. N. Özkan, H. Xin, X. D. Chen, Application of a depth sensing indentation hardness test to evaluate the mechanical properties of food materials. J. Food Sci. 67, 1814–1820 (2002).
20. O. Hallén, Sharpening the microtome knife. Nature 173, 958 (1954). 21. J. Karltun, K. Vogel, M. Bergstrand, J. Eklund, Maintaining knife sharpness in industrial
meat cutting: A matter of knife or meat cutter ability. Appl. Ergon. 56, 92–100 (2016). 22. Q. Zhu, J. Li, J. Zhang, C. Shi, Effect of Primary Carbides on the Sharpness of Kitchen
Knives Made of 8Cr13MoV Steel. J. Mater. Eng. Perform. 28, 4511–4521 (2019). 23. T. Tamaoki, A. Okada, K. Uemura, Y. Uno, Effect of Plasma Nitriding Treatment of
Stainless Steel Cutlery on Cutting Performance. J. Japan Soc. Precis. Eng. 79, 950–954 (2013).
24. M. I. Mendelson, in Ceramic Engineering and Science Proceedings, vol. 22 (Loyola Marymount University, 2001), pp. 293–300.
25. L. Morsdorf, C. C. Tasan, D. Ponge, D. Raabe, D. Raabe, 3D structural and atomic-scale analysis of lath martensite: Effect of the transformation sequence. Acta Mater. 95, 366–377 (2015).
26. S. M. Thozhur, A. D. Crocombe, P. A. Smith, K. Cowley, N. Mullier, Structural characteristics and mechanical behaviour of beard hair. J. Mater. Sci. 41, 1109–1121 (2006).
27. L. Qi, A. G. Khachaturyan, J. W. Morris Jr., The microstructure of dislocated martensitic steel: Theory. Acta Mater. 76, 23–39 (2014).
28. C. C. Kinney, K. R. Pytlewski, A. G. Khachaturyan, J. W. Morris Jr., The microstructure of lath martensite in quenched 9Ni steel. Acta Mater. 69, 372–385 (2014).
29. S. Morito, H. Saito, T. Ogawa, T. Furuhara, T. Maki, Effect of Austenite Grain Size on the Morphology and Crystallography of Lath Martensite in Low Carbon Steels. ISIJ Int. 45, 91–94 (2005).
30. S. Morito, H. Tanaka, R. Konishi, T. Furuhara, T. Maki, The morphology and crystallography of lath martensite in Fe-C alloys. Acta Mater. 51, 1789–1799 (2003).
31. S. Morito, X. Huang, T. Furuhara, T. Maki, N. Hansen, The morphology and crystallography of lath martensite in alloy steels. Acta Mater. 54, 5323–5331 (2006).
32. T. Ohmura, A. M. Minor, E. A. Stach, J. W. Morris, Dislocation–grain boundary interactions in martensitic steel observed through in situ nanoindentation in a transmission electron microscope. J. Mater. Res. 19, 3626–3632 (2004).
33. C. Lerchbacher, S. Zinner, H. Leitner, Atom probe study of the carbon distribution in a hardened martensitic hot-work tool steel X38CrMoV5-1. Micron 43, 818–826 (2012).

34. J. Zhang, L. Morsdorf, C. C. Tasan, Multi-probe microstructure tracking during heat treatment without an in-situ setup: Case studies on martensitic steel, dual phase steel and β-Ti alloy. Mater. Charact. 111, 137–146 (2016).
35. L. Morsdorf, O. Jeannin, D. Barbier, M. Mitsuhara, D. Raabe, C. C. Tasan, Multiple mechanisms of lath martensite plasticity. Acta Mater. 121, 202–214 (2016).
36. A. Shibata, T. Nagoshi, M. Sone, S. Morito, Y. Higo, Evaluation of the block boundary and sub-block boundary strengths of ferrous lath martensite using a micro-bending test. Mater. Sci. Eng. A 527, 7538–7544 (2010).
37. T. Ohmura, K. Tsuzaki, S. Matsuoka, Nanohardness measurement of high-purity Fe–C martensite. Scr. Mater. 45, 889–894 (2001).
38. Materials and methods are available as supplementary materials. 39. B. Bhushan, C. LaTorre, in Nanotribology and Nanomechanics, B. Bhushan, Ed. (Springer,
ed. 2, 2008), pp. 1325–1485. 40. J. W. Morris Jr., C. Kinney, K. Pytlewski, Y. Adachi, Microstructure and cleavage in lath
martensitic steels. Sci. Technol. Adv. Mater. 14, 014208 (2013). 41. J. Chang, J. Xu, Y. Mutoh, A general mixed-mode brittle fracture criterion for cracked
materials. Eng. Fract. Mech. 73, 1249–1263 (2006). 42. M. R. Ayatollahi, B. Saboori, T-stress effects in mixed mode I/II/III brittle fracture. Eng.
Fract. Mech. 144, 32–45 (2015). 43. K. G. Budinski, Surface Engineering for Wear Resistance (Prentice Hall, 2007).
44. C. T. McCarthy, M. Hussey, M. D. Gilchrist, An Investigation into Scalpel Blade Sharpness Using Cutting Experiments and Finite Element Analysis. Key Eng. Mater. 293–294, 769–776 (2005).
45. Z. Su, T. Huang, L. Fan, H. Mi, X. Deng, X. Deng, The Quality Detection Technology and Characterization Marking of Knife Edge, IOP Conf. Ser. Mater. Sci. Eng. 472, 12054 (2019).
46. C. T. McCarthy, A. N. Annaidh, M. D. Gilchrist, On the sharpness of straight edge blades in cutting soft solids: Part II - Analysis of blade geometry. Eng. Fract. Mech. 77, 437–451 (2010).
47. C. McVeigh, F. Vernerey, W. K. Liu, B. Moran, G. Olson, An interactive micro-void shear localization mechanism in high strength steels. J. Mech. Phys. Solids 55, 225–244 (2007).
48. S. C. O’Keeffe, S. Tang, A. M. Kopacz, J. Smith, D. J. Rowenhorst, G. Spanos, W. K. Liu, G. B. Olson, Multiscale ductile fracture integrating tomographic characterization and 3-D simulation. Acta Mater. 82, 503–510 (2015).
49. J. S.-C. Jang, P.-H. Tsai, A.-Z. Shiao, T.-H. Li, C.-Y. Chen, J. P. Chu, J.-G. Duh, M.-J. Chen, S.-H. Chang, W.-C. Huang, Enhanced cutting durability of surgical blade by coating with Fe-based metallic glass thin film. Intermetallics 65, 56–60 (2015).
50. J. P. Chu, W. Diyatmika, Y.-J. Tseng, Y.-K. Liu, W.-C. Liao, S.-H. Chang, M.-J. Chen, J.-W. Lee, J. S. C. Jang, Coating Cutting Blades with Thin-Film Metallic Glass to Enhance Sharpness. Sci. Rep. 9, 15558 (2019).

51. J. Yi, W. H. Wang, J. J. Lewandowski, Guiding and Deflecting Cracks in Bulk Metallic Glasses to Increase Damage Tolerance. Adv. Eng. Mater. 17, 620–625 (2015).
52. Sandvik, “Stainless chromium steel for razor blades” (Sandvik, 2002); www.materials.sandvik/globalassets/global/downloads/products_downloads/strip-steel-and-strip-based-products/razor-blade-steels-3332-eng-021210.pdf.
53. C. Cayron, ARPGE: A computer program to automatically reconstruct the parent grains from electron backscatter diffraction data. J. Appl. Crystallogr. 40, 1183–1188 (2007).
54. Y. Murakami, Stress Intensity Factors Handbook (Pergamon, 1987); https://books.google.com/books?id=d4hUAAAAMAAJ.
55. C. F. Shih, Cracks on bimaterial interfaces: Elasticity and plasticity aspects. Mater. Sci. Eng. A 143, 77–90 (1991).
56. C. F. Shih, L. Cheng, in Fracture of Engineering Materials and Structures, S. H. Teoh, K. H. Lee, Eds. (Springer, 1991), pp. 41–50.
57. F. Erdogan, Stress Distribution in Bonded Dissimilar Materials With Cracks. J. Appl. Mech. 32, 403–410 (1965).
58. T. Ikeda, N. Miyazaki, T. Soda, Mixed mode fracture criterion of interface crack between dissimilar materials. Eng. Fract. Mech. 59, 725–735 (1998).
59. J. R. Rice, G. C. Sih, Plane Problems of Cracks in Dissimilar Media. J. Appl. Mech. 32, 418–423 (1965).
60. G. C. Sih, J. R. Rice, The bending of plates of dissimilar materials with cracks. J. Appl. Mech. 31, 477–482 (1964).
61. H. D. Hibbit, B. I. Karlsson, E. P. Sorensen, ABAQUS User Manual, version 6.12 (Simulia, 2012).