Supercritical Fluid Technology in Pharmaceutical Research · supercritical fluid nucleation (SFN)....
4
Dr Arvind K Bansal is an Associate Professor of Pharmaceutical Technology (Formulations) at the National Institute of Pharmaceutical Education and Research (NIPER) in Mohali, India. His current research interests include improvement of aqueous solubility using high- energy amorphous and co-crystals, solid-state characterisation of pharmaceuticals, polymorph screening, particle engineering to improve functionality of excipients, development of conventional and novel dosage forms. He has previously worked with Ranbaxy Laboratories Limited as a Group Leader, Product Development and Research, on the preformulation of new chemical entities and formulation development of generic formulations. He has over 20 publications to his credit and has filed nine patents. Dr Bansal has an M Pharm and a PhD from the University of Delhi, India. a report by Vasu Kumar Kakumanu and Arvind K Bansal Department of Pharmaceutical Technology (Formulations), National Institute of Pharmaceutical Education and Research Abstract Supercritical fluids offer exciting opportunities to the pharmaceutical manufacturing scientists, as they cater to various processing needs. They can be applied in a number of fields such as drug delivery, chroma- tography, synthesis, purification and extraction, providing efficient processes with increased yields, and selectivity as compared with conventional techniques. The basic techniques and applications of supercritical fluid technology in the pharmaceutical industry are discussed in this article. Introduction Pharma science is witnessing a lot of research targeted at meeting delivery and manufacturing demands of the new age molecules. Entirely new technologies and modifications of existing technologies are being developed to address these needs. Supercritical fluid technology (SFT) has been used in many fields for decades, such as the food industry, chemical processing, polymers, textile, forest product industries, and in the cleaning of precision parts other than pharmaceuticals. In the pharmaceutical field it has been widely used for the extraction of natural products like aromatic oils and caffeine, etc. Newer areas of their application have appeared, such as particle size reduction, and designing of novel drug delivery systems. Basis of SF Technology SFs are gases/liquids that are at temperatures and pressures above their critical points (see Figure 1). At critical points, SFs possess properties of both liquid and gas, with density values similar to those of liquids, and flow properties similar to those of gases, and are thus labelled as fluids. The density values of SFs enable substantial solvation power, and the diffusivity of solutes is higher because of lower viscosity of solutes in SF, thus facilitating mass transfer. SFT offers tremendous potential, as it is safe, environmentally friendly and economical. The operating conditions of low temperature and pressure make SFs attractive for pharmaceutical research, especially thermolabile materials. The solubilising power of SFs is sensitive to small changes in operating conditions and, hence, fine tuning of the pressure and temperature can customise the solvent capacity of SFs suited for a particular application. Choice of SFs A number of SFs are available with a range of values for density and critical temperatures. The choice of the solvent is dictated by the physico-chemical properties of the compound of interest and role of solvent in the process in terms of solvency or anti-solvency. Although many SFs are suitable for pharmaceutical applications, the most widely used SF is carbon dioxide because it has low critical temperature (31°C), is non- flammable, non-toxic, has Generally Recognised as Safe (GRAS) status and is inexpensive. Other SFs generally used are nitrogen oxide, ammonia, chloro fluro ethane, tri fluro methane and xenon, etc. Although SFs possess very high solvation power or solute capacity at critical points, their solubility can be further modified with regards to a particular solute by incorporating a co-solvent or a co-solute. The co-solvents could be a polar or non-polar miscible solvent added in small quantities (1% to 5%) to SF, to modify the polarity and solvent strength of the SF. Some examples of co-solvents used are methanol, ethanol, acetone and dimethyl suphoxide. The mechanisms of solubility enhancement by co-solvent/ co-solute can be explained by hydrogen bonding, complex formation, dipole interactions and solvent/ co-solvent-solute/co-solute interactions. SF Technologies Rapid Expansion of Supercritical Solutions A supercritical solvent saturated with a solute of interest is allowed to expand at a very rapid rate, causing the precipitation of the solute. The rapid expansion/decompression is achieved by allowing it to pass through a nozzle at supersonic speeds. This rapid expansion of supercritical solutions leads to super saturation of the solute in it and subsequent precipitation of solute particles with narrow particle size distributions. This process is also known as supercritical fluid nucleation (SFN). Figure 2 provides Supercritical Fluid Technology in Pharmaceutical Research 70 Instrumentation BUSINESS BRIEFING: LABTECH 2004
Transcript of Supercritical Fluid Technology in Pharmaceutical Research · supercritical fluid nucleation (SFN)....

Dr Arvind K Bansal is an AssociateProfessor of Pharmaceutical
Technology (Formulations) at theNational Institute of PharmaceuticalEducation and Research (NIPER) inMohali, India. His current researchinterests include improvement of
aqueous solubility using high-energy amorphous and co-crystals,
solid-state characterisation ofpharmaceuticals, polymorph
screening, particle engineering toimprove functionality of excipients,development of conventional and
novel dosage forms. He haspreviously worked with RanbaxyLaboratories Limited as a GroupLeader, Product Development and
Research, on the preformulation ofnew chemical entities and formulationdevelopment of generic formulations.He has over 20 publications to his
credit and has filed nine patents. DrBansal has an M Pharm and a PhDfrom the University of Delhi, India.
a report by
V a s u K uma r K a k umanu and A r v i n d K B a n s a l
Department of Pharmaceutical Technology (Formulations), National Institute of
Pharmaceutical Education and Research
Ab s t r a c t
Supercritical fluids offer exciting opportunities to thepharmaceutical manufacturing scientists, as they caterto various processing needs. They can be applied in anumber of fields such as drug delivery, chroma-tography, synthesis, purification and extraction,providing efficient processes with increased yields, andselectivity as compared with conventional techniques.The basic techniques and applications of supercriticalfluid technology in the pharmaceutical industry arediscussed in this article.
I n t r o d u c t i o n
Pharma science is witnessing a lot of research targetedat meeting delivery and manufacturing demands of thenew age molecules. Entirely new technologies andmodifications of existing technologies are beingdeveloped to address these needs. Supercritical fluidtechnology (SFT) has been used in many fields fordecades, such as the food industry, chemical processing,polymers, textile, forest product industries, and in thecleaning of precision parts other than pharmaceuticals.In the pharmaceutical field it has been widely used forthe extraction of natural products like aromatic oils andcaffeine, etc. Newer areas of their application haveappeared, such as particle size reduction, and designingof novel drug delivery systems.
Ba s i s o f S F T e c h n o l o g y
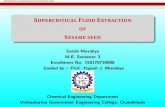
SFs are gases/liquids that are at temperatures andpressures above their critical points (see Figure 1). Atcritical points, SFs possess properties of both liquid and gas, with density values similar to those of liquids,and flow properties similar to those of gases, and are thus labelled as fluids. The density values of SFsenable substantial solvation power, and the diffusivityof solutes is higher because of lower viscosity of solutesin SF, thus facilitating mass transfer. SFT offerstremendous potential, as it is safe, environmentallyfriendly and economical. The operating conditions of low temperature and pressure make SFs attractive for pharmaceutical research, especially thermolabilematerials. The solubilising power of SFs is sensitive to small changes in operating conditions and, hence,
fine tuning of the pressure and temperature cancustomise the solvent capacity of SFs suited for aparticular application.
Cho i c e o f S F s
A number of SFs are available with a range of values fordensity and critical temperatures. The choice of thesolvent is dictated by the physico-chemical propertiesof the compound of interest and role of solvent in theprocess in terms of solvency or anti-solvency.Although many SFs are suitable for pharmaceuticalapplications, the most widely used SF is carbon dioxidebecause it has low critical temperature (31°C), is non-flammable, non-toxic, has Generally Recognised asSafe (GRAS) status and is inexpensive. Other SFsgenerally used are nitrogen oxide, ammonia, chlorofluro ethane, tri fluro methane and xenon, etc.Although SFs possess very high solvation power orsolute capacity at critical points, their solubility can befurther modified with regards to a particular solute byincorporating a co-solvent or a co-solute. The co-solvents could be a polar or non-polar misciblesolvent added in small quantities (1% to 5%) to SF, tomodify the polarity and solvent strength of the SF.Some examples of co-solvents used are methanol,ethanol, acetone and dimethyl suphoxide. Themechanisms of solubility enhancement by co-solvent/co-solute can be explained by hydrogen bonding,complex formation, dipole interactions and solvent/co-solvent-solute/co-solute interactions.
S F T e c h n o l o g i e s
R a p i d E x p a n s i o n o f S u p e r c r i t i c a l
S o l u t i o n s
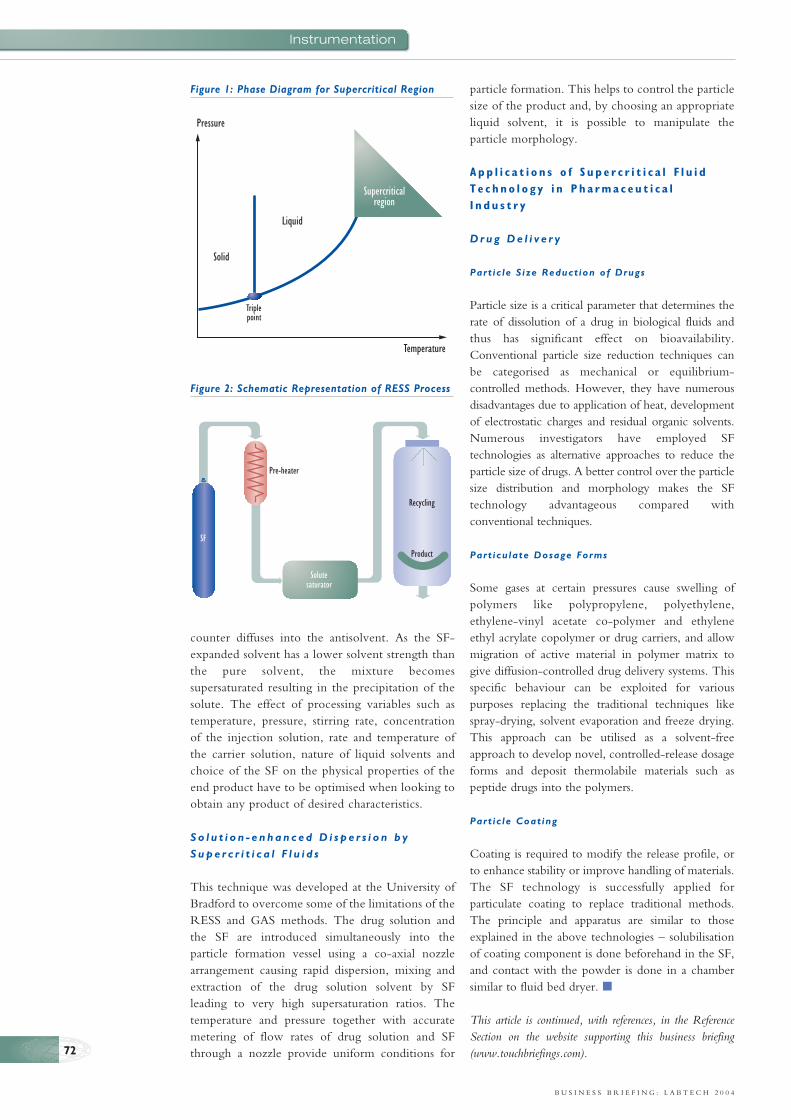
A supercritical solvent saturated with a solute ofinterest is allowed to expand at a very rapid rate,causing the precipitation of the solute. The rapidexpansion/decompression is achieved by allowing itto pass through a nozzle at supersonic speeds. Thisrapid expansion of supercritical solutions leads tosuper saturation of the solute in it and subsequentprecipitation of solute particles with narrow particlesize distributions. This process is also known assupercritical fluid nucleation (SFN). Figure 2 provides
Supercr i t i ca l F lu id Techno logy in Pharmaceut i ca l Research
70
Instrumentation
B U S I N E S S B R I E F I N G : L A B T E C H 2 0 0 4
Bansal_BOOK.qxp 9/9/04 11:51 am Page 70

Supercr i t i ca l F lu id Techno logy
a schematic view of the rapid expansion ofsupercritical solutions (RESS) process. The SF ispumped through a pre-heater into the vesselcontaining the solid solute at a particular temperatureand pressure. The SF dissolves and gets saturated withthe solute, and the resultant solution is introducedinto a precipitation chamber by expansion through acapillary or laser-drilled nozzle. Typically, by alteringthe pressure, the precipitation unit is maintained atconditions where the solute has much lowersolubility in the SF. During expansion ordecompression phase, the density and solubilisingpower of the SF decreases dramatically, resulting in ahigh degree of solute supersaturation and subsequentprecipitation. The morphology and size distributionof the precipitated material is a function of its pre-expansion concentration and expansion conditions.The pre-expansion concentration is dependent onthe choice of SF, nature of solute, addition of co-solvents and operating pressure and temperature. Thehigher the pre-expansion concentration, the smallerthe particles and narrower the particle size range.
G a s A n t i s o l v e n t R e c r y s t a l l i s a t i o n
It is a well known phenomenon that a poor solvent ofa particular solute can be added to the solution toprecipitate the solute. This is called salting out and iswidely used for crystallisation purposes. However,disadvantages of this technique include poor controlover the precipitated crystal morphology, sizedistribution and presence of residual solvents. Utilisinga similar principle, the solubility of pharmaceuticalcompounds in supercritical solvents can be decreasedby using SFs in gaseous form as antisolvents. It ispossible to induce rapid crystallisation by introducingthe antisolvent gas into a solution containing dissolvedsolute. One of the requirements for this approach isthat the carrier solvent and the SF antisolvent must beat least partially miscible. This process works in a semibatch mode, with the supercritical solvent introducedinto an already existing stationary bulk liquid phase.This mode offers better control over the particlecharacteristics as governed by the rate of addition ofthe SF. However, the liquid phase cannot, in general,be completely removed, and requires additionalprocessing steps before a dry product can be recovered.
P r e c i p i t a t i o n w i t h C o m p r e s s e d F l u i d
A n t i s o l v e n t
The solute can be crystallised from a solution usingantisolvents in two ways:
• gas antisolvent rechrystallisation (GAS) method; or• by spraying liquid into the SF antisolvent.
In the latter, the antisolvent rapidly diffuses intothe liquid solvent, and the carrier liquid solvent
B U S I N E S S B R I E F I N G : L A B T E C H 2 0 0 4
www.sias.biz
le t your innovat ion f low…
Xantus
Ixion
Innovative multi-tippedrobotic XYZ liquid handlingsystems and robot friendlyfunctional modules…
Xantus is a modular robotic
pipetting platform, combining
flexible liquid handling with
robotic manipulation of
microplates and other devices.
With all functionality, including
the pumps, housed in the arm,
Xantus design simplifies both
system integration and stand-
alone robotic automation.
Integrating plug and play modules
such as shakers, heaters, vacuum
modules and the Ixion robot
friendly microplate centrifuge can
expand Xantus functionality.
call +41 55 254 1122
email [email protected]
Bansal_BOOK.qxp 9/9/04 11:52 am Page 71
counter diffuses into the antisolvent. As the SF-expanded solvent has a lower solvent strength thanthe pure solvent, the mixture becomessupersaturated resulting in the precipitation of thesolute. The effect of processing variables such astemperature, pressure, stirring rate, concentrationof the injection solution, rate and temperature ofthe carrier solution, nature of liquid solvents andchoice of the SF on the physical properties of theend product have to be optimised when looking toobtain any product of desired characteristics.
S o l u t i o n - e n h a n c e d D i s p e r s i o n b y
S u p e r c r i t i c a l F l u i d s
This technique was developed at the University ofBradford to overcome some of the limitations of theRESS and GAS methods. The drug solution andthe SF are introduced simultaneously into theparticle formation vessel using a co-axial nozzlearrangement causing rapid dispersion, mixing andextraction of the drug solution solvent by SFleading to very high supersaturation ratios. Thetemperature and pressure together with accuratemetering of flow rates of drug solution and SFthrough a nozzle provide uniform conditions for
particle formation. This helps to control the particlesize of the product and, by choosing an appropriateliquid solvent, it is possible to manipulate theparticle morphology.
App l i c a t i o n s o f S u p e r c r i t i c a l F l u i dT e c h n o l o g y i n P h a rma c e u t i c a lI n d u s t r y
D r u g D e l i v e r y
Part ic le S ize Reduct ion of Drugs
Particle size is a critical parameter that determines therate of dissolution of a drug in biological fluids andthus has significant effect on bioavailability.Conventional particle size reduction techniques canbe categorised as mechanical or equilibrium-controlled methods. However, they have numerousdisadvantages due to application of heat, developmentof electrostatic charges and residual organic solvents.Numerous investigators have employed SFtechnologies as alternative approaches to reduce theparticle size of drugs. A better control over the particlesize distribution and morphology makes the SFtechnology advantageous compared withconventional techniques.
Part iculate Dosage Forms
Some gases at certain pressures cause swelling ofpolymers like polypropylene, polyethylene,ethylene-vinyl acetate co-polymer and ethyleneethyl acrylate copolymer or drug carriers, and allowmigration of active material in polymer matrix togive diffusion-controlled drug delivery systems. Thisspecific behaviour can be exploited for variouspurposes replacing the traditional techniques likespray-drying, solvent evaporation and freeze drying.This approach can be utilised as a solvent-freeapproach to develop novel, controlled-release dosageforms and deposit thermolabile materials such aspeptide drugs into the polymers.
Part ic le Coating
Coating is required to modify the release profile, orto enhance stability or improve handling of materials.The SF technology is successfully applied forparticulate coating to replace traditional methods.The principle and apparatus are similar to thoseexplained in the above technologies – solubilisationof coating component is done beforehand in the SF,and contact with the powder is done in a chambersimilar to fluid bed dryer. ■
This article is continued, with references, in the ReferenceSection on the website supporting this business briefing(www.touchbriefings.com).
B U S I N E S S B R I E F I N G : L A B T E C H 2 0 0 4
72
Instrumentation
Figure 1: Phase Diagram for Supercritical Region
Pressure
Temperature
Liquid
Gas
Solid
Triplepoint
Supercriticalregion
Figure 2: Schematic Representation of RESS Process
SF
Solutesaturator
Product
Recycling
Pre-heater
Bansal_BOOK.qxp 9/9/04 11:53 am Page 72

April 5 - 7, 2005New Munich Trade Fair
Centre
Solutions for the BioIndustry2nd International Trade Fair and BioAnalytica Conferences
Bio-process
technologyBio-imaging
Bio-analysis
Labautomation
Bio- startups/regions
Bio- services Environ-
ment
Bio-informaticSoftwareDatabases
Bio- safety/
separation
Pharmaprocessing
Medicaldiagnostic
Pharmaproduction
Clinicallab
analysis
PharmaR & D
Medicalresearch
Qualitycontrolpharma
Drug discovery
Biochips
Food
Organizer/Information: Messe München GmbH · Messegelände · 81823 München · Germany / Tel. (+49 89) 9 49 - 2 03 81 · [email protected]
Best connections
www.analytica-world.com
BioAnalytica_ad.qxp 25/8/04 3:56 pm Page 73