STRUCTURE AND PROPERTIES OF SUB-ZERO PROCESSED...
6
15. - 17. 5. 2013, Brno, Czech Republic, EU STRUCTURE AND PROPERTIES OF SUB-ZERO PROCESSED LEDEBURITIC TOOL STEELS Jana SOBOTOVÁ 1 , Jiří CEJP 1 , Peter JURČI 2 , Petra SALABOVÁ 3 , Otakar PRIKNER 3 1 Czech Technical University in Prague, Faculty of Mechanical Engineering, Department of Materials Engeneering, Karlovo nám. 13, 121 35 Praha 2, Czech Republic, EU, [email protected] 2 Slovak University of Technology Bratislava, Faculty of Material Science and Technology Trnava, Department of Materials, Paulinska 16, 91724 Trnava, Slovakia, EU 3 Prikner - tepelné zpracování kovů, Martínkovice 279, 550 01, Czech Republic, EU Abstract Three types of ledeburitic cold work steels were austenitized at 1025 °C, nitrogen gas quenched and double tempered. Sub-zero period, made at different temperatures and dwell times, was also inserted between quenching and tempering. For the research was used steel Sverker 21 made by conventional way and two P/M steels (Vanadis 4 Extra and Vanadis 6). The microstructure, mechanical properties and surface resistance to cyclic impact load have been investigated as a function of parameters of heat treatment. There were used metallographic and rtg analysis, hardness measurement, three point bending test and impact test for the evaluation effect of sub-zero processing to observed materials. Analysis of impact craters was made by laser confocal microscopy and SEM. The results proved small differences in behaviour of observed material, which can, under specific conditions, be determinative for lifetime period of tools. Keywords: cold work steel, heat-treatment, sub-zero treatment, three point bending test, impact test 1. INTRODUCTION It is well known, that cryogenic treatment (CT) has been reported to improve mechanical properties of materials. The research about CT has been validated by the first results on machinery tools, which have shown remarkably enhancement in hardness and durability [1]. Sub-zero treatments are classified as Shallow Cryogenic Treatment (SCT) when the samples are placed in a freezer at -80 °C and then they are exposed to room temperature and Deep Cryogenic Treatment (DCT) when the samples are cooled to -196 °C, hold down and gradually warmed to room temperature [1, 2]. Table 1 gives some general indication about CT effects on mechanical properties reported by the literature on tool steels [1]. Table 1 Effects of SCT and DCT on mechanical properties of tool steels It is necessary to take some facts into consideration. There exist a lot of kinds of tool steels with different chemical composition, mechanical properties and request on the usable properties. There is not still perfectly study influence of parameters CT to final properties of tool steels. For example [3] reported, that of the parameters relating to DCT, only the holding time and the heating rate have a significant effect on properties of the steel Sverker 21. On the other side in [4] is stated, that the hardness of sub- zero processed Vanadis 6 does not depend on the sub-zero processing time. Paper [5] observed, as it is well known, that CT increases hardness by decreasing SCT DCT Hardness not available improvement Wear resistance improvement improvement Bending strength not available improvement Yeild strength not available not available Fatigue life not available not available Toughness not available improvement
Transcript of STRUCTURE AND PROPERTIES OF SUB-ZERO PROCESSED...

15. - 17. 5. 2013, Brno, Czech Republic, EU
STRUCTURE AND PROPERTIES OF SUB-ZERO PROCESSED LEDEBURITIC TOOL STEELS
Jana SOBOTOVÁ1, Jiří CEJP1 , Peter JURČI2, Petra SALABOVÁ3, Otakar PRIKNER3
1Czech Technical University in Prague, Faculty of Mechanical Engineering, Department of Materials
Engeneering, Karlovo nám. 13, 121 35 Praha 2, Czech Republic, EU, [email protected]
2 Slovak University of Technology Bratislava, Faculty of Material Science and Technology Trnava,
Department of Materials, Paulinska 16, 91724 Trnava, Slovakia, EU
3 Prikner - tepelné zpracování kovů, Martínkovice 279, 550 01, Czech Republic, EU
Abstract
Three types of ledeburitic cold work steels were austenitized at 1025 °C, nitrogen gas quenched and double
tempered. Sub-zero period, made at different temperatures and dwell times, was also inserted between
quenching and tempering. For the research was used steel Sverker 21 made by conventional way and two
P/M steels (Vanadis 4 Extra and Vanadis 6). The microstructure, mechanical properties and surface
resistance to cyclic impact load have been investigated as a function of parameters of heat treatment. There
were used metallographic and rtg analysis, hardness measurement, three point bending test and impact test
for the evaluation effect of sub-zero processing to observed materials. Analysis of impact craters was made
by laser confocal microscopy and SEM. The results proved small differences in behaviour of observed
material, which can, under specific conditions, be determinative for lifetime period of tools.
Keywords: cold work steel, heat-treatment, sub-zero treatment, three point bending test, impact test
1. INTRODUCTION
It is well known, that cryogenic treatment (CT) has been reported to improve mechanical properties of
materials. The research about CT has been validated by the first results on machinery tools, which have
shown remarkably enhancement in hardness and durability [1]. Sub-zero treatments are classified as
Shallow Cryogenic Treatment (SCT) when the samples are placed in a freezer at -80 °C and then they are
exposed to room temperature and Deep Cryogenic Treatment (DCT) when the samples are cooled to
-196 °C, hold down and gradually warmed to room temperature [1, 2]. Table 1 gives some general indication
about CT effects on mechanical properties reported by the literature on tool steels [1].
Table 1 Effects of SCT and DCT on mechanical properties of tool steels
It is necessary to take some facts into consideration.
There exist a lot of kinds of tool steels with different
chemical composition, mechanical properties and
request on the usable properties. There is not still
perfectly study influence of parameters CT to final
properties of tool steels. For example [3] reported,
that of the parameters relating to DCT, only the
holding time and the heating rate have a significant
effect on properties of the steel Sverker 21. On the
other side in [4] is stated, that the hardness of sub-
zero processed Vanadis 6 does not depend on the
sub-zero processing time. Paper [5] observed, as it is well known, that CT increases hardness by decreasing
SCT DCT
Hardness not available improvement
Wear resistance improvement improvement
Bending strength not available improvement
Yeild strength not available not available
Fatigue life not available not available
Toughness not available improvement

15. - 17. 5. 2013, Brno, Czech Republic, EU
retained austenite. Authors in the paper found, that the hardness of only quenched Vanadis 4 is about
865 HV whereas the hardness of quenched (Q), DCT and double tempered (DT) Vanadis 4 is about 785 HV.
In accordance with it, Baldissera and Delprete [1] state, that the choice of optimal treatment parameters of
CT requires specific investigations on each material.
The current paper deals with study of influence CT to properties of three kinds of ledeburitic cold work tool
steels.
2. EXPERIMENTAL
The chemical composition of used steels is seen in Table 2.
Table 2 The chemical composition of used steels (wt%)
Steel C Si Mn Cr Mo V
Sverker 21 (AISI D2) 1.55 0.30 0.40 11.80 0.80 0.80 C/M steel
Vanadis 4 extra 1.40 0.40 0.40 4.70 3,50 3.70 P/M steel
Vanadis 6 2.10 1.00 0.40 6.80 1.50 5.40 P/M steel
C/M steel made by conventional way
All observed steels are characterized by very high abrasive-adhesive wear resistance, high compressive
strength, very good dimensional stability at heat treatment and in service, there have good through-
hardening properties too.
5 samples for the three point bending test (10x10x100 mm with surface roughness of 0,2 – 0,3 µm) were
heat treated in each set. Heat treatment was the following: vacuum austenitizing at 1025 °C for 30 min,
nitrogen gas quenching at 5 bars pressure, sub-zero treatment at temperature -90 °C and -196 °C per 4 or
10 hours and 2x tempering at 530 °C per two hours for Vanadis 4 extra and Vanadis 6, 2x tempering at
480 °C per two hours for Sverker 21.Three point bending tests were carried out at following parameters: the
distance between supports was 80 mm, loading in the central region and loading rate of 1 mm/min, up to the
moment of the fracture. Microstructure of the material was analysed by the light microscopy, retained
austenite by rtg analysis (RTG diffractometer Philips PW1710 – norm ASTM E975-03). Impact test was carry
out on electromagnetic impact tester, number of hits 10 000 and frequency 10 Hz. It was done 3 craters on
each sample. There were measured diameters of craters. Value of the hardness is average from
5 measurements.
3. RESULTS
Results of three bending test for investigate materials and states are shown in Fig. 1. Not surprisingly there
are the lowest values of bending strength for Sverker 21, bigger for Vanadis 6 and the biggest for Vanadis 4
extra. Whereas CT of Vanadis 6 does not have influence on bending strength, from results is evident
increase this characterization for Vanadis 4 extra compared with conventional treatment e.g. without
cryogenic treatment (CONT). It was proved for Sverker 21 small increase of bending strength for -90 °C/4 h,
bending strengths after the other states of CT are comparable to CONT.
From Fig.2 is evident, that CT does not have influence to hardness for Sverker 21. For P/M steels CT cause
decrease hardness about 1-2 HRC compared with CONT P/M steels.

15. - 17. 5. 2013, Brno, Czech Republic, EU
0
500
1000
1500
2000
2500
3000
3500
4000
4500
50000
-90°C
/4h
-90°C
/10
h
-196
°C/4
h
-196
°C/1
0h 0
-90°C
/4h
-90°C
/10
h
-196
°C/4
h
-196
°C/1
0h 0
-90°C
/4h
-196
°C/4
h
-196
°C/1
0h
Sverker 21 Vanadis 4 extra Vanadis 6
Be
nd
ing
str
en
gth
[M
Pa
]
Fig.1 Bending strength of used steels for observed conditions of the heat treatment
57
57,5
58
58,5
59
59,5
60
60,5
61
61,5
62
0
-90°C
/4h
-90°C
/10
h
-196
°C/4
h
-196
°C/1
0h 0
-90°C
/4h
-90°C
/10
h
-196
°C/4
h
-196
°C/1
0h 0
-90°C
/4h
-196
°C/4
h
-196
°C/1
0h
Sverker 21 Vanadis 4 extra Vanadis 6
HR
C
Fig.2 Bending strength of used steels for observed conditions of the heat treatment
There are some different in results of impact test for used steels and observed conditions of the heat
treatment Fig.3. The smallest diameter of crater was measured form CONT Vanadis 4 and CT Sverker 21
(-90°C/4 h, -196°C/10 h Fig.4a).

15. - 17. 5. 2013, Brno, Czech Republic, EU
The worst results were accomplished for DCT Vanadis 6 (-196°C/4 h, -196°C/10 h Fig.4b). Nevertheless
there were not observed any cracks in the area of crater on these samples either. On the basis of this it is
possible to presume for the steels Sverker 21, Vanadis 4 extra and Vanadis 6 that there are not observed
any obvious unwanted characteristics during this state of loading depending on CT of the steels.
0
50
100
150
200
250
300
350
400
450
500
0
-90°C
/4h
-90°C
/10
h
-196
°C/4
h
-196
°C/1
0h 0
-90°C
/4h
-90°C
/10
h
-196
°C/4
h
-196
°C/1
0h 0
-90°C
/4h
-196
°C/4
h
-196
°C/1
0h
Sverker 21 Vanadis 4 extra Vanadis 6
siz
e o
f c
rate
r [ m
m]
Fig.3 Size of crater measured after impact test of used steels for observed conditions of the heat treatment
a) Sverker 21 -196 °C/10 h b) Vanadis 6 -196 °C/10 h
Fig.4 Craters after impact test for samples Q + DTC + DT
It is well known, that high content of Cr causes decrease of temperature of finish martensite transformation
and thus increase of content of retained austenite. For the steels Vanadis 4 extra and Vanadis 6, which

15. - 17. 5. 2013, Brno, Czech Republic, EU
Table 3 Content of retained austente for Sverker 21 for observed conditions of the heat treatment
compared with Sverker 21 have approximately
half content of Cr, was not surprisingly
measured content of retained austenite less
than 1% after all investigated states of
treatment. It was found out decrease content of
retained austenite for CT Sverker 21 compared
with CONT Table 3. The lowest content of retained austenite was measured for longer time of cryogenic
treatment. Present results of measurement of retained austenite is in good agreement with previous results
and literature as showed Tab.4
Table 4 Results of an X-ray diffraction of Vanadis 4 quenching of 1040°C and quenching, cryogenic
treatment -196 °C/30 min and double tempered 525 °C/30 min and Vanadis 6 after quenching of 1025°C and
quenching, cryogenic treatment -196 °C/4 h and double tempered 530°C/2 h
Steel Heat treatment Content of retained austenite [%] Reference
Vanadis 4 Q 17,7 [5]
Vanadis 4 Q + DCT + DT 1,9 [5]
Vanadis 6 Q 17,76 [6]
Vanadis 6 Q + DCT + DT < 0,5 current paper
The microstructures of the Sverker 21 quenched from 1025 °C, cryogenic treatment -196 °C/4 hours and
tempering 2x 480 °C are shown in Fig.5. The material consists of the matrix and carbides. The matrix
contains mainly the tempered martensite, the second phase is the retained austenite. Distribution and size
of carbides is accordance with C/M steel.
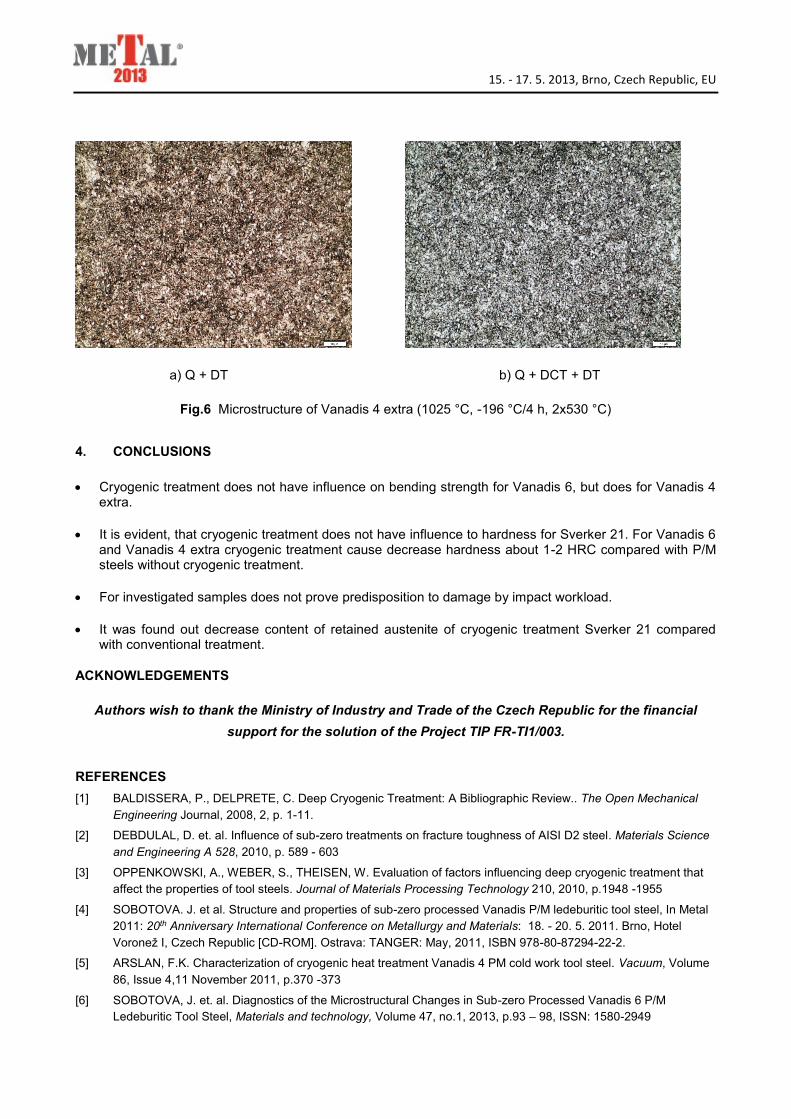
The microstructures of the Vanadis 4 extra quenched from 1025 °C, cryogenic treatment -196 °C/4 hours
and tempering 2x 530 °C are shown in Fig.6. The material consists of the matrix and carbides. The matrix
contains mainly the tempered martensite, the minimal second phase is the retained austenite. Distribution
and size of carbides is accordance with P/M steel.
Nevertheless, resolution of light metallography, is not appropriate for investigation of structural changes after
cryogenic treatment Sverker 21 and Vanadis 4 extra.
a) Q + DT b) Q + DCT + DT
Fig.5 Microstructure of Sverker 21(1025 °C, -196 °C/4 h, 2x480 °C)
Sverker 21 (1025 °C, 2x480 °C)
Cryogenic treatment Content of retained austenite [%]
0 11,7
-90°C/4h 3,4
-90°C/10h 2,3
-196°C/4h 2,9
-196°C/10h 1,6
15. - 17. 5. 2013, Brno, Czech Republic, EU
a) Q + DT b) Q + DCT + DT
Fig.6 Microstructure of Vanadis 4 extra (1025 °C, -196 °C/4 h, 2x530 °C)
4. CONCLUSIONS
Cryogenic treatment does not have influence on bending strength for Vanadis 6, but does for Vanadis 4 extra.
It is evident, that cryogenic treatment does not have influence to hardness for Sverker 21. For Vanadis 6 and Vanadis 4 extra cryogenic treatment cause decrease hardness about 1-2 HRC compared with P/M steels without cryogenic treatment.
For investigated samples does not prove predisposition to damage by impact workload.
It was found out decrease content of retained austenite of cryogenic treatment Sverker 21 compared with conventional treatment.
ACKNOWLEDGEMENTS
Authors wish to thank the Ministry of Industry and Trade of the Czech Republic for the financial
support for the solution of the Project TIP FR-TI1/003.
REFERENCES
[1] BALDISSERA, P., DELPRETE, C. Deep Cryogenic Treatment: A Bibliographic Review.. The Open Mechanical
Engineering Journal, 2008, 2, p. 1-11.
[2] DEBDULAL, D. et. al. Influence of sub-zero treatments on fracture toughness of AISI D2 steel. Materials Science
and Engineering A 528, 2010, p. 589 - 603
[3] OPPENKOWSKI, A., WEBER, S., THEISEN, W. Evaluation of factors influencing deep cryogenic treatment that
affect the properties of tool steels. Journal of Materials Processing Technology 210, 2010, p.1948 -1955
[4] SOBOTOVA. J. et al. Structure and properties of sub-zero processed Vanadis P/M ledeburitic tool steel, In Metal
2011: 20th Anniversary International Conference on Metallurgy and Materials: 18. - 20. 5. 2011. Brno, Hotel
Voronež I, Czech Republic [CD-ROM]. Ostrava: TANGER: May, 2011, ISBN 978-80-87294-22-2.
[5] ARSLAN, F.K. Characterization of cryogenic heat treatment Vanadis 4 PM cold work tool steel. Vacuum, Volume
86, Issue 4,11 November 2011, p.370 -373
[6] SOBOTOVA, J. et. al. Diagnostics of the Microstructural Changes in Sub-zero Processed Vanadis 6 P/M
Ledeburitic Tool Steel, Materials and technology, Volume 47, no.1, 2013, p.93 – 98, ISSN: 1580-2949