Structural Integrity Assessment on Solid Propellant …...Structural Integrity Assessment on Solid...
1
Transcript of Structural Integrity Assessment on Solid Propellant …...Structural Integrity Assessment on Solid...

Structural Integrity Assessment on Solid Propellant Rocket Motors
B. Nageswara Rao K L University
Presentation in Pravartana 2016: Symposium on Mechanics at IIT Kanpur during February 12-14, 2016

In a solid rocket motor, the combustion reaction generates a large amount of thermal/potential energy that
is converted to kinetic energy by expansion through a nozzle, whereby the required lift-off thrust is created.

For the solid rocket motor to perform successfully in its mission, it is necessary for it to retain its structural integrity under a wide variety of mechanical loads, that are imposed on it during storage and operational phases.

This lecture deals with solid rocket motor propellant grain structural integrity analysis, including materials characterization, structural analysis, and failure criteria for margin/factor of safety estimation.

Figure-1.1: Free- standing grains and case-bonded grains

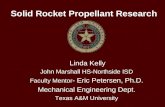
Figure-1.2: Cross-section of a typical case-bonded solid rocket motor. (A) Chamber; (B) Head end dome; (C) Nozzle; (D) Igniter; (E) Nozzle convergent portion; (F) Nozzle divergent portion; (G) Port; (H) Inhibitor; (I) Nozzle throat insert; (J) Lining; (K) Insulation; (L) Propellant; (M) Nozzle exit plane; (N) SITVC system; (O) Segment joint.

Figure-1.3: Evaluation of Structural Integrity.

For selection of grain configuration, the main factors taken into account are: �• Volume available for the propellant grain �• Grain length to diameter ratio �• Grain diameter to web thickness ratio �• Thrust versus time curve, which gives a good idea of what should be the Burning area versus web burned curve (see Figure-2.1) �• Volumetric loading fraction which can be estimated from required total impulse and actual specific impulse of available propellants �• Critical loads such as thermal cycles, pressure rise at ignition, acceleration, internal flow
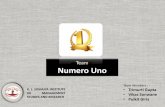
Figure-2.1: Progressive, regressive and neutral burning

Figure-2.3 Typical solid propellant grain geometries.

Axisymmetric configurations
Cylindrical configurations
Three-dimensional geometries

Propellants
• CTPB (carboxy-terminated polybutadiene); • HTPB (hydroxy-terminated polybutadiene); • PBAN (polybutadiene acrylonitrile), • PS (polysulfide); • PVC (polyvinyl chloride).
Loads • pressure load
• Thermal load
• Gravity load

Figure-2.4: Basic geometric parameters of a right-circular cylinder geometry.

Materials Characterization
Structural Analysis
Failure Criteria
Structural Integrity Analysis

Modeling of Structural Response with the Development of Computational Methods
Observation of Response Phenomena
Development of Computational Models
Development / Assembly of Software / Hardware to implement the Computational Models
Post-processing and Interpretation of Results
Use of Computational Models in the Analysis and Design of Structures

Based on the nature of the final matrix equations, finite element methods are often referred to as:
Need experience selection of suitable elements for modeling
specification of boundary conditions for the intended
structural analysis under the specified loading conditions
interpretation of finite element analysis results
displacement method
force method
mixed method Commercial codes (viz., MARC, NASTRAN, NISA, ANSYS, etc.) and user’s guides are currently available to solve structural problems.

Materials Characterization
Figure-6.1: Tensile Specimens.

Figure-6.2: Uniaxial stress-strain behavior at constant strain-rate.
property change due to ageing 00
Ptt logKP +=

Figure-6.5: Master stress relaxation modulus curve with reduced time

Figure-6.3: Failure boundary envelope for HTPB propellant from
fracture data of uniaxial tensile specimens.
Figure-6.4: Variation of strain with temperature reduced
strain rate

Structural Response under various loads
Effect of Thermal Shrinkage
The Effects of gravity
Pressure rise at firing

STAR GRAIN CONFIGURATION FOR IGNITER MOTOR

GRAIN CONFIGURATION OF A TYPICAL MOTOR

HEAD END GRAIN CONFIGURATION

MID SEGMENT GRAIN CONFIGURATION

NOZZLE END SEGMENT GRAIN CONFIGURATION

* To idealize the grain configuration, the following elements are required (i) Axi-symmetric element(2-D model) (ii) Plane- strain element(2-D model) (iii) 3-D Brick element
* TYPES OF LOADS ( i ) Pressure load
( ii ) Thermal load
( iii ) Gravity load

MATERIALS IN SRM. ( i ) Casing (isotropic/orthotropic) ( ii ) Liner (Insulation material) ( iii ) Solid Propellant material
Young’s Modulus and Poisson’s ratio for the solid propellant material will be specified from Master stress relaxation modulus(MSRM) curve and the Bulk-modulus(K).

Master stress relaxation modulus (MSRM)
curve of a HTPB-based propellant grain

(1)
τ
−∑+=∞
=∞
kT1kkrel a2
texpAE)t(E
Where E∞ is the equilibrium modulus,
t is the time
τk ’S are relaxation times
)TT(c)TT(c)a(log
R2R1
Te -+−
= (2)
* The relaxation modulus curve is represented by means of Prony series in the form

c1,c2 are material constants TR – Reference temperature. T- Temperature * For the specified time, the modulus of the propellant material is
t2/1srel ))]t(E(sL[E == (3)
−=
K3E1
21ν (4)

•Hybrid - stress - displacement formulation: (1) Strain – displacement relation
-
{ } [ ]{ }qB=ε (5)
(2) Stress function
{ } [ ]{ }βP=σ (6)
#The elements in [ P ] matrix are functions of co-ordinates.
#These functions are obtained from equilibrium quations(without body forces) and Compatibility equations.
#{β}’s are unknown constants of element which will be expressed in terms of element displacement{q}

(3)Element stiffness matrix:
:
[ ] [ ] [ ] [ ]GHGk 1T −= (7)
Where
And [C] is a compliance matrix [ ] [ ] [ ][ ]dvPCPH T
v∫= (8)
-
Matrix
[ ] [ ] [ ]dvBPG T
v∫=
(9)
{ } [ ] [ ]{ }qGHβ 1−= (10)
(4) Load vector computations are as per standard procedures available in FEAST-C
(5) Assembly of element stiffness matrices and load vector are as per FEAST-C Architecture

* Solution of displacements by solving the following system of linear equations
-
[ ] { } { }GG FδK = (11)
Through,
(i) Frontal solver
(or)
Cholesky solver(Band solver)
available in FEAST-C.

(10) From the displacements for each element,{β} are computed as
{ } [ ] [ ]{ }qGHβ 1−= (12)
Using {β}:
Stresses in the element :
{ } [ ]{ }βP=σ
Strains in the element :
{ } [ ]{ }σCε =

TYPES OF ELEMENTS 4 Node iso-parametric axi-symmetric element
4 Node iso-parametric plane strain element
8 Node 3-D brick element
calculation of relaxation modulus at particular time from prony series

PROBLEM DESCRIPTION • Three layered infinitely long thick cylindrical shell of propellant grain, insulation and casing under
Case (a) pressure load
Case (b) Thermal load
Case (c) Gravity load
• Inside layer is propellant grain, middle layer is insulation and outer layer is casing
Validation of axi-symmetric,Plane strain and 3 D brick element with closed form solution and MARC software

GEOMETRICAL DETAILS •Grain inner radius = 50 cm
•Grain outer radius = 138.9 cm
• Insulation thickness = 0.5 cm
• Casing thickness = 0.78 cm
LOAD DETAILS Case (a) Internal pressure = 50ksc
Case (b) Thermal load of –38.0 oC
Case ( c) Gravity load of 1 g acting downward

Material Young’s modulus (KSC)
Poisson’s ratio
Density Kg/cm3
Coefficient of thermal expansion (/oC)
Casing 190000 0.3 0.0078 0.000011
Insulation 20 0.499 0.00178 0.0003
Propellant Case (a) 50 Case (b) 20 Case (c) 20
0.499 0.00178 0.0001
MATERIAL PROPERTIES

Location ANALYTICAL [ref 1]
Axi-symmetric
Plane Strain
3 D Brick Element
Radial disp. at inner port (cm)
2.6086 2.609 2.6086 (MARC)
2.606 2.558 (MARC)
2.631
Hoop strain at inner port (%)
5.21 5.149 5.1810 (MARC)
5.095 5.506 (MARC)
5.18
Comparison of results with closed form solution for Pressure load

Location ANALYTICAL [ref 1]
Axi-symmetric
Plane Strain
3 D Brick Element
Maximum radial Stress at the interface of propellant and insulation (ksc)
0.4545 0.4617 0.4545 (MARC)
0.462 0.4662 (MARC)
0.4564
Hoop strain at inner port (%)
3.35 3.365 3.327 (MARC)
3.32 3.26 (MARC)
3.326
Comparison of results with closed form solution for Thermal load

Location ANALYTICAL [ref 1]
Axi-symmetric
3 D Brick Element
Maximum slump displacement for vertical storage,w (cm)
0.7875
0.7895 0.7892 (MARC)
0.7859
Comparison of results with closed form solution for gravity load

Time march analysis for slump estimation of S200 Mid-Segement
-8.00 -4.00 0.00 4.00 8.00t in seconds (log base 10 scale)
0.00
0.40
0.80
1.20
1.60
Slump
Wma
x in c
m
Slump Vs Time
Axi-symmetric model3-D model

•STAR SEGEMENT GRAIN
PROBLEM DESCRIPTION: Thermal shrinkage analysis due to cooling from the stress free temperature of 68 oC to the room temperature of 30 oC for star segment grain
GEOMETRICAL DETAILS:
Grain length = 291.3 cm; Grain outer diameter (OD) = 314.4 cm; Star OD fore - end = 266 cm; Star OD aft - end = 270 cm;Insulation thickness=0.5 cm; and Casing thickness=0.78 cm.

•LOAD DETAILS: The nodal temperature difference of –47.5 oC (38*1.25 = 47.5 oC) is applied on each nodes of the propellant, insulation and casing. Here 1.25 is the factor of safety
BOUNDARY CONDITIONS
Symmetry boundary conditions is applied.
DETAILS OF MESH IDEALISATION
One half of a star is idealized using 4 node iso-parametric plane strain element;Type of element: 4 node iso-parametric plane strain element of type 103 *Total No of elements = 60; and Total No of Nodes = 78

•Finite element idealisation

•Deformed configuration

•Resultant displacement under thermal load

Slump estimation analysis of cylindrical segment grain for horizontal storage under gravity load
GEOMETRICAL DETAILS:Grain length = 800.0 cm; Length of the segment = 800 cm; Port diameter = 105 - 125 cm; Grain outer diameter (OD) = 317.4 cm; Insulation thickness=0.5 cm; and Casing thickness=0.78 cm.
LOAD DETAILS: Gravity load of 1 g acting downward direction
BOUNDARY CONDITIONS: Under horizontal storage the cylindrical - segment casing is supported at the bottom 90o arc at both ends. Symmetry boundary conditions are applied at both symmetry plane

Finite element idealisation of Cylindrical segment grain for horizontal storage under gravity load

•4 node axi-symmetric iso-parametric of same type has been used for casing, insulation and propellant using FEAST software * 8 node iso-parametric Hermann element (Type 33 ) has been used for propellant & insulation and 8 node iso-parametric general element of type 28 for casing using MARC software * Tying option is required at the interface of insulation and casing in MARC software for Hermann element whereas no tying option is required for feast-visco element * Results obtained using FEAST-VISCO element with 4 node iso-parametric element is as accurate as with results obtained with 8 node iso-parametric Hermann element using MARC
Additional advantages of FEAST-VISCO Elements

Failure Modes
Two types of failure criteria recognized by rocket industry, are yielding and fracture.
Failure due to yielding is applied to a criterion in which some functional of the stress or strain is exceeded
Fracture is applied to a criterion in which an already existing crack extends according to energy balance hypothesis.

Failure Investigations Experimentation with a variety of materials would show that the theory works well for certain materials but not very well for others.
Designer has to use / establish a suitable failure theory for the intended materials.

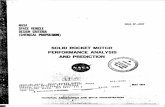
APPLICATION OF FRACTURE MECHANICS TECHNOLOGY TO PRESSURE VESSEL DESIGN AND MATERIAL SELECTION DATES BACK TO THE MISSILE MOTOR CASES OF THE EARLY 1960’S IN THE AEROSPACE INDUSTRY AND BRITTLE FRACTURES IN PETROCHEMICAL PLANTS. AFTER EXPERIENCING THE EXPLOSION OF AMMONIA PRESSURE VESSEL AND THE FAILURE OF A SECOND STAGE MISSILE MOTOR CASE DURING HYDROSTATIC PROOF PRESSURE TESTING
Figure 1. Failed Motor Casing Figure 2. Failed ammonia pressure vessel
HISTORY

Hydro-burst pressure tested AFNOR 15CDV6 steel chamber
Hydro-burst pressure tested ESR 15CDV6 steel chamber

A 300mm diameter maraging steel motor case after burst
BURST PRESSURE = 15.2 MPa MAXIMUM PRESSURE ESTIMATED = 18.9 MPa WITHOUT CONSIDERING MISMATCH (24.4% HIGH) WITH ELASTIC STRESS CONCENTRATION = 11.7 MPa FACTOR (Ke) (22.5% LOW) WITH PLASTIC STRESS CONCENTRATION = 14.6 MPa FACTOR (4% LOWER)

A 2000mm diameter maraging steel motor case after burst.
BURST PRESSURE = 10.3 MPa MAXIMUM PRESSURE ESTIMATED = 10.7 MPa WITHOUT CONSIDERING MISMATCH (5% HIGH) WITH ELASTIC STRESS CONCENTRATION = 9.4 MPa FACTOR (Ke) (8.7% LOW) WITH PLASTIC STRESS CONCENTRATION = 10.3 MPa FACTOR (COINCIDING)

p
Radial
Axial
0
200
400
600
800
1000
0 2 4 6 8 10
Strain x 103
Stre
ss, M
Pa
Equation (12)Test [4]
A typical axi-symmetric finite element model of a cylindrical pressure vessel
Stress-strain curve of Afnor15CDV6 Steel
0
5
10
15
20
25
30
0 4 8 12 16 20
Strain x103
Inte
rnal
pre
ssur
e, M
Pa
FEAFEA with spherical endTest [4]
Hoop strain at the outer surface in the cylindrical shell with internal pressure

0
200
400
600
800
1000
0 200 400 600 800 1000 1200
Internal Pressure, MPa
Effe
ctive
Stre
ss, M
Pa
Inner surface
Midddle layer
Outer surface
Variation of the effective stress from inner surface to outer surface of the thick- walled cylindrical vessel with the applied internal pressure upto the global plastic deformation.
0
200
400
600
800
1000
1200
0 2 4 6 8 10
Strain x 103
Pres
sure
, MPa
FEATest [2]
Hoop strain at the outer surface of the thick- walled cylindrical vessel with the applied internal pressure.

STRESS CONCENTRATION AND STRESS INTENSITY FACTOR

The Kmax - σf relationship
( )
−−
−=
p
u
f
u
fF mmKK
σσ
σσ
11max

ASTM STANDARDS FOR FRACTURE TOUGHNESS EVALUATION AND FATIGUE CRACK GROWTH
ASTM E399 - PLANE STRAIN FRACTURE TOUGHNESS OF METALLIC MATERIALS
ASTM E561 - STANDARD PRACTICE FOR DETERMINATION R-CURVE
ASTM E813 - JIC, A MEASUREMENT OF FRACTURE TOUGHNESS
ASTM E740 - FRACTURE TESTING WITH SURFACE CRACK SPECIMENS
ASTM E645& E646 - FRACTURE TOUGHNESS TESTING OF ALUMINIUM ALLOYS
ASTM E647 - CONSTANT LOAD AMPLITUDE FATIGUE CRACK GROWTH RATES ABOVE 10-8 M/CYCLE
ASTM E812 - CRACK STRENGTH OF SLOW BEND PRE- CRACKED
CHARPY SPECIMENS OF HIGH STRENGTH METALLIC MATERIALS



RUPTURED STEEL CYLINDERS

Failure assessment diagram for M300 grade maraging steel

CRACK GROWTH PHENOMENON
FRACTURE MECHANICS RELATED TO FATIGUE DEALS WITH THE CRACK GROWTH.
IN TERMS OF FRACTURE MECHANICS, THE FATIGUE BEHAVIOR CAN BE EXPRESSED IN THE FOLLOWING CYCLIC LOAD CRACK GROWTH .





1)(arg −=FactorLoadDesignXInduced
AllowableMSSafetyofinM


CONCLUDING REMARKS
Design of the propellant grains involves
vast knowledge and numerous techniques due to the nature of propellants, the geometry and architecture of propellant grains and to their operation modes in rocket motors.

A solid rocket motor is essentially a one – shot proposition.
Despite the advent of reusable motor cases,
a complete rocket motor is used only once, and cannot be pre –tested in full operation.
As a result, individual rocket motor reliability
must be assured by assuming the structural integrity of entire populations of motors on en – masse basis.
Heavy reliance on engineering design
verification processes is unavoidable.

THANK YOU