Interferometric straightness measurement and application to moving ...

Procedure for performing straightness measurement
Straightness measurements show bending or overall misalignment in the guideways of a machine. This could be the result of wear in these guideways, an accident which may have damaged them, or poor machine foundations that are causing the axis to bow. Straightness error will have a direct effect on the positioning and contouring accuracy of a machine.
The laser system measures the machine straightness accuracy and repeatability by moving the machine to a number of target positions and measuring the straightness deviations. These measurements must be repeated for the two measurement planes. e.g. the vertical measurement plane and the horizontal measurement plane when measuring the straightness of a horizontal axis. This section leads you through a practical exercise where you measure the straightness of a linear axis.
The steps required to perform a straightness measurement are as follows:
Straightness measurement
User guide
This manual is available in English only
© 2000-2001 Renishaw - 8 August 2001 Issue 5.1
IMPORTANT - please read the SAFETY section before proceeding.
Set up the ML10 and the straightness optics. Since straightness deviations are measured in two measurement planes, two sets of measurements need to be taken for each machine axis, using
Page 1 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm
Note: The optical reversal technique can be used to increase the accuracy of the straightness measurement.
Specifications - Gives a full specification for straightness measurement accuracy.
Procedure for performing straightness measurement - Issue 5.1
© 2000-2001 Renishaw
Straightness measurement set-up
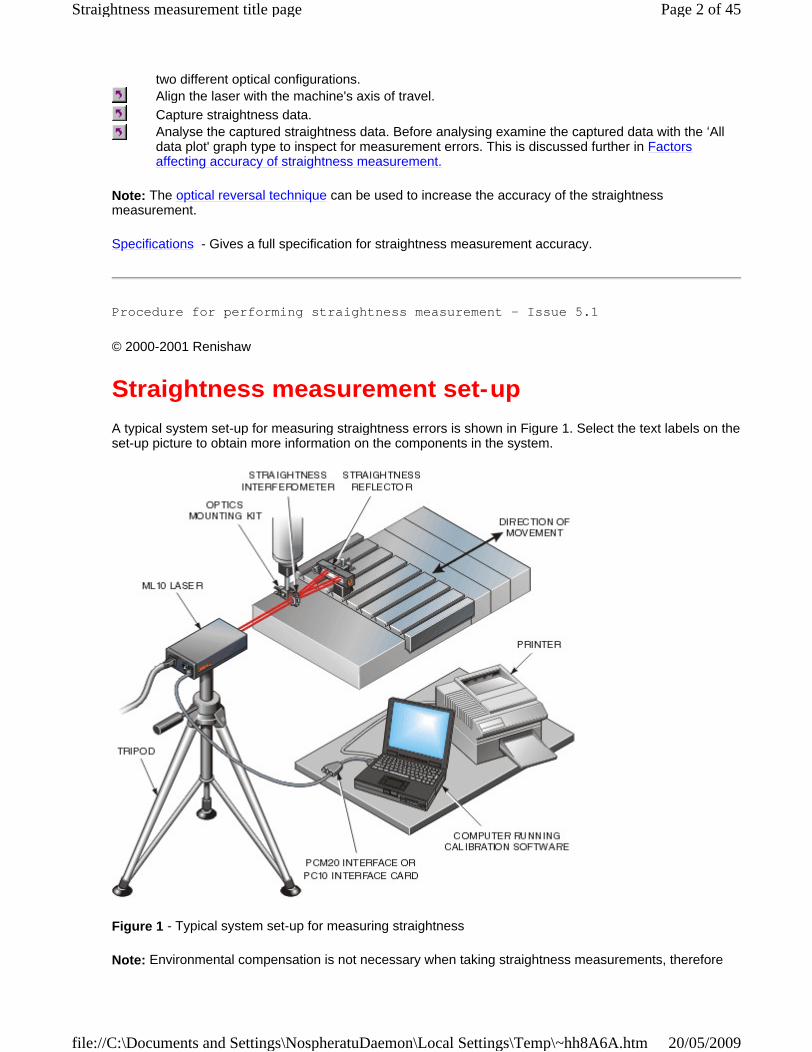
A typical system set-up for measuring straightness errors is shown in Figure 1. Select the text labels on the set-up picture to obtain more information on the components in the system.
Figure 1 - Typical system set-up for measuring straightness
Note: Environmental compensation is not necessary when taking straightness measurements, therefore
two different optical configurations. Align the laser with the machine's axis of travel.
Capture straightness data. Analyse the captured straightness data. Before analysing examine the captured data with the All data plot' graph type to inspect for measurement errors. This is discussed further in Factors affecting accuracy of straightness measurement.
Page 2 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

the EC10 and environmental sensors are not required.
The principles of straightness measurement describes how straightness optics work and the basic optical configuration to perform straightness measurement.
Perform the following steps to set up the laser system for a straightness measurement:
Connect the ML10 to the interface card. Plug one end of the datalink cable into the 5-pin socket on the PC10/PCM20 interface card and the other socket on the rear of the ML10 laser. The two 5-pin sockets on the PC10/PCM20 interface card are common and therefore it does not matter which socket the ML10 is connected to.
Apply mains power to the computer and the ML10 laser.
For safety, the shutter of the ML10 laser should initially be rotated to its closed position shown in Figure 2 below.
Figure 2 - ML10 shutter position - no beam emitted
If you have not already done so, install the calibration software. In addition, you must ensure that one of the following Renishaw interfaces has been installed and configured on your computer:
PCM10 or PCM20 (PCMCIA) card for notebook computers PC10 card for desktop computers
Attach the straightness optics to the machine to be calibrated. For most set-ups the straightness accessory kit will be required. Typical straightness optical set-ups for different machine configurations are shown in the straightness measurements set-ups section. Set the ML10 laser head on the tripod.
WARNINGS
1. TO AVOID RISK OF EYE DAMAGE, DO NOT STARE INTO THE OUTPUT BEAM.
2. DO NOT LET THE BEAM PASS INTO YOUR EYES OR ANYONE ELSE'S, EITHER DIRECTLY OR BY REFLECTION FROM AN OPTICAL ELEMENT OR ANY OTHER REFLECTIVE SURFACE.
Run the short-range or long-range straightness data capture software. It is important that the straightness data capture software matches the straightness measurement optics that are used. i.e. short-range straightness optics must be used with the short-range straightness data capture software and the long-range straightness optics must be used with the long-range straightness data capture software. Which straightness optics are used will depend on the length of axis being measured. Align the laser with the machine's axis of travel.
Page 3 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Straightness measurement set-up - Issue 5.1
© 2000-2001 Renishaw
Straightness measurement optics
Figure 1 - Straightness measurement optics
The straightness measurement optics are used to measure straightness errors in a linear axis. Straightness errors are displacements perpendicular to the axis of travel. A kit comprises the following elements shown in Figure 1 above:
straightness interferometer
straightness reflector
The straightness measurement kit is available in two versions: short-range for measurements from 0.1 m
(4 in) up to 4 m (160 in) and long-range for measurements between 1 m (40 in) and 30 m (1200 in).
Note: For short-range, these distances refer to the separation between the straightness interferometer and the straightness reflector, i.e. the length of the axis that can be tested. For long-range, these distances refer to the separation between the laser head and the straightness reflector.
In both cases, the range of straightness measurement is ±2.5 mm (±0.1 in).
The straightness interferometer and reflector are matched pairs. Therefore, you cannot interchange elements with other straightness kits. Each straightness interferometer and reflector is marked with a unique serial number.
The standard optics mounting kit can be used to attach the optics to the machine.
When measuring vertical straightness in a horizontal axis, or straightness in a vertical axis of a machine, the straightness accessory kit is also required.
Page 4 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

See the dimensions and weights section for the dimensions of the straightness measurement optics.
Straightness interferometer
The straightness interferometer is a prism which splits the laser beam from the ML10 into two diverging beams. The output beam from the ML10 and the return beam from the straightness reflector pass through an aperture in the straightness interferometer. There is also a white circular target and a small diameter aperture for precise beam alignment.
The orientation of the straightness interferometer for both horizontal and vertical deviation measurements
is shown in Figures 2 and 3 below. The interferometer's orientation can be changed by rotating the interferometer's face.
Figure 2 - Orientation for measurement of horizontal straightness deviation
Figure 3 - Orientation for measurement of vertical straightness deviations
The laser beam is returned through the lower aperture of the laser head for horizontal deviation measurements and through the left-hand side aperture of the laser head for vertical deviation measurements.
Straightness reflector
For details of performing straightness measurements using this kit, refer to the straightness measurements section.
See straightness measurement set-ups for different set-up configurations
Page 5 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm
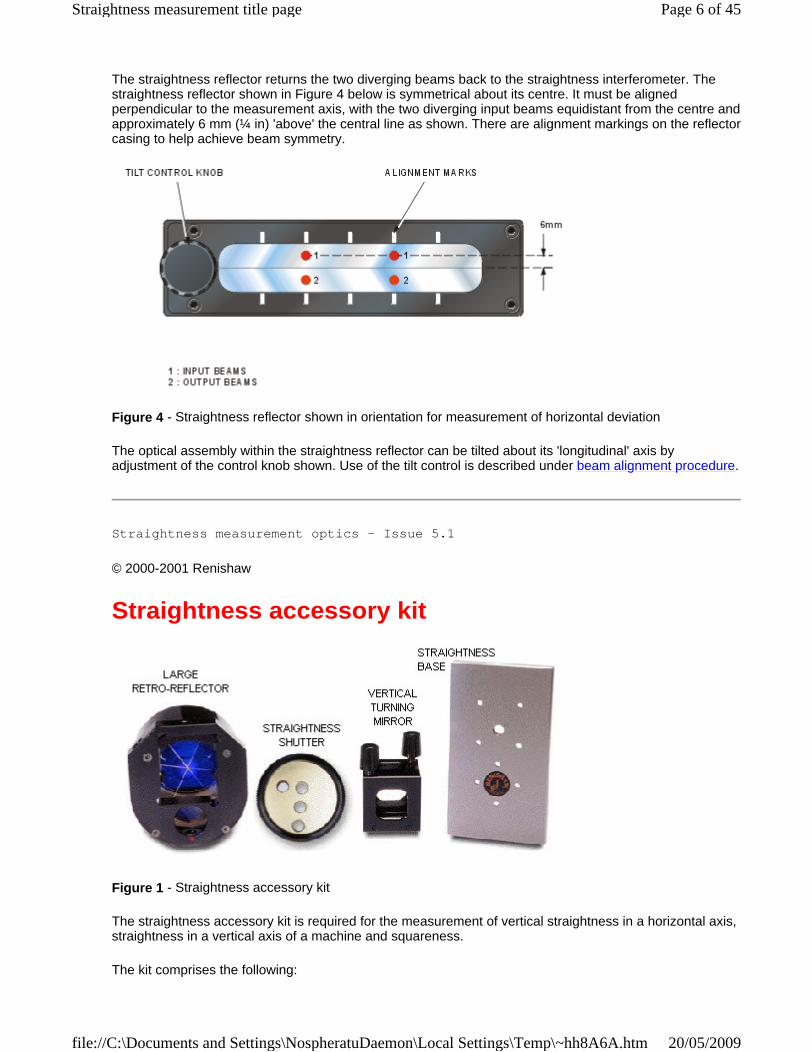
The straightness reflector returns the two diverging beams back to the straightness interferometer. The straightness reflector shown in Figure 4 below is symmetrical about its centre. It must be aligned perpendicular to the measurement axis, with the two diverging input beams equidistant from the centre and approximately 6 mm (¼ in) 'above' the central line as shown. There are alignment markings on the reflector casing to help achieve beam symmetry.
Figure 4 - Straightness reflector shown in orientation for measurement of horizontal deviation
The optical assembly within the straightness reflector can be tilted about its 'longitudinal' axis by adjustment of the control knob shown. Use of the tilt control is described under beam alignment procedure.
Straightness measurement optics - Issue 5.1
© 2000-2001 Renishaw
Straightness accessory kit
Figure 1 - Straightness accessory kit
The straightness accessory kit is required for the measurement of vertical straightness in a horizontal axis, straightness in a vertical axis of a machine and squareness.
The kit comprises the following:
Page 6 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

large retro-reflector
- used for certain applications, e.g. vertical axis straightness.
straightness shutter
- a special shutter assembly for the ML10 laser to accommodate measurements
where the return beam is in the same horizontal plane as the output beam. This may be factory-fitted to the ML10 laser.
vertical turning mirror used particularly for vertical axis straightness.
straightness base
- used to mount the straightness reflector and vertical turning mirror for vertical
axis measurements. This base can also be used for the mounting of linear and angular optics.
See the dimensions and weights section for the dimensions of the straightness accessory kit.
This kit can also be used to measure squareness and parallelism - for more details, refer to the following:
Large retro-reflector
The large retro-reflector reverses the laser beam to pass through an attached straightness interferometer. It is used to measure the straightness of vertical axes. It can also be used in certain horizontal straightness configurations where it is not possible to place the stationary straightness reflector behind the interferometer.
A view of the large retro-reflector and the attached straightness interferometer is shown in two orientations in Figure 2 below.
Figure 2
- Large retro-reflector
For details of performing straightness measurements using this kit, refer to the straightness measurements section.
Squareness measurements section
Parallelism measurements section
Page 7 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Straightness shutter
For straightness measurements in either the horizontal or vertical plane where the optics are configured in such a way that the returning beam is in the same horizontal plane as the output beam, the laser must be fitted with a straightness shutter.
If the straightness optics have been ordered at the same time as the ML10 laser, the straightness shutter may have been factory-fitted to the laser in place of the standard shutter mechanism. If the straightness optics have been ordered at a later date, the straightness shutter will be supplied as part of the straightness accessory kit, to be fitted by the customer.
Figure 3 - Universal shutter mechanism
Unlike the standard shutter mechanism, the straightness shutter has two rotatable elements as shown in Figure 3.
Rotate both elements through 180° to change the shutter from the normal configuration to that required when the returning beam is in the same horizontal plane as the output beam as shown in Figure 4. Rotating by another 90° in the anti-clockwise direction will change the shutter to the shut-off position.
Figure 4
With the shutter in either of the above two measurement configurations, rotating just the outer element clockwise through 90° will cycle the shutter through the sequence shown in Figure 5.
Page 8 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 5
Vertical turning mirror
The vertical turning mirror is used for straightness measurements along vertical axes and can also be used in some horizontal axis measurements. The mirror deflects the linear beam by a nominal 90º.
The mirror has two control knobs (marked 1 and 2 in Figure 6) for fine adjustment within an angle of ± 2º . The control knobs allow fine alignment of the beam without having to rotate the mirror housing or laser head. Control knob 1 provides adjustment in the axis orthogonal to both the input and exit beams, while control knob 2 provides adjustment in tilt. However there is a slight cross-sensitivity on both knobs. The vertical turning mirror can also be used for linear and angular measurement if required.
Page 9 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm
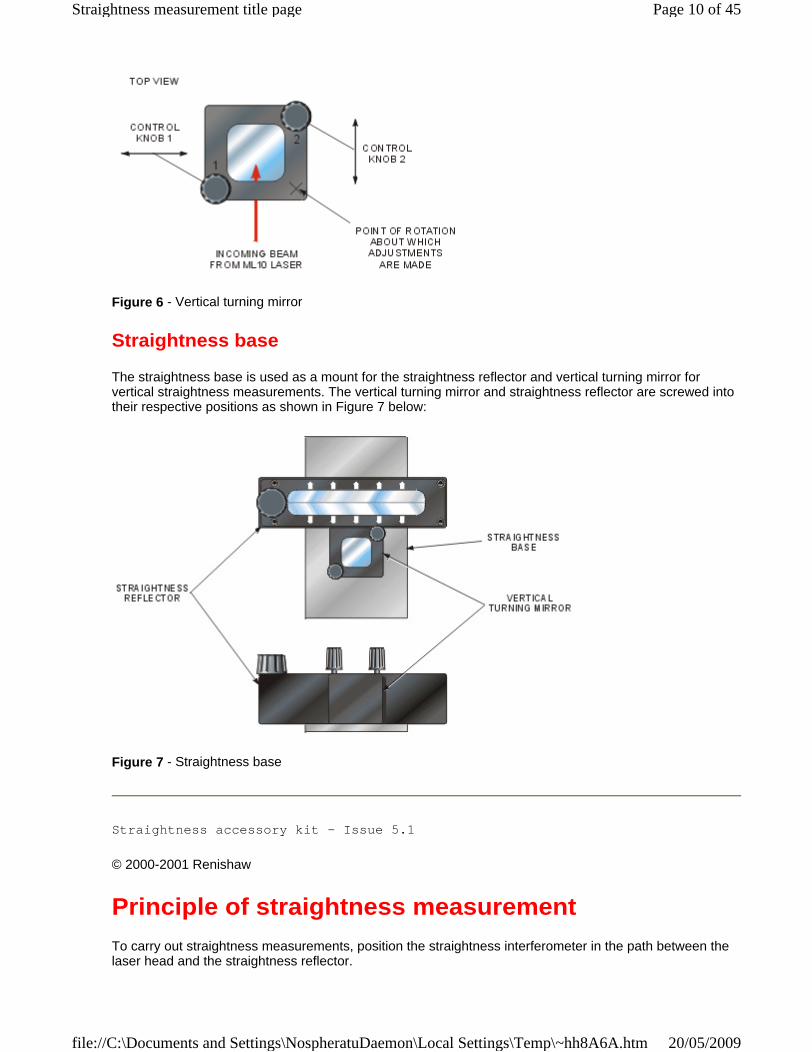
Figure 6 - Vertical turning mirror
Straightness base
The straightness base is used as a mount for the straightness reflector and vertical turning mirror for vertical straightness measurements. The vertical turning mirror and straightness reflector are screwed into their respective positions as shown in Figure 7 below:
Figure 7 - Straightness base
Straightness accessory kit - Issue 5.1
© 2000-2001 Renishaw
Principle of straightness measurement
To carry out straightness measurements, position the straightness interferometer in the path between the laser head and the straightness reflector.
Page 10 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

The outgoing beam from the laser passes through the straightness interferometer which splits it into two beams which diverge at a small angle and are directed to the straightness reflector. The beams are then reflected from the straightness reflector and return along a new path to the straightness interferometer as shown in Figure 1. At the straightness interferometer the two beams are converged and a single beam is returned to the entry port in the laser head.
Figure 1 - Principle of measurement
The straightness is measured by detecting the optical path change from a relative lateral displacement between the interferometer and the reflector. The straightness measurement can be in a horizontal or vertical plane depending on the orientation of both the straightness interferometer and reflector. Figure 1 shows the set-up for a horizontal straightness measurement.
Environmental compensation is not necessary when taking straightness measurements because the two measurement beams are both equally affected by environmental change.
Principle of straightness measurement - Issue 5.1
© 2000-2001 Renishaw
Mounting of straightness optics
For a straightness calibration of a machine tool or CMM, the straightness interferometer and straightness reflector are usually placed at the tool/probe and workpiece positions to 'mirror' the straightness accuracy along the measurement axis.
Select the short-range or long-range straightness kit depending on the length of the axis to be measured. Use the short-range kit to measure axes of up to 3.9 m (153.5 in) and the long-range kit for axes up to 29m (1141 in). See the straightness specification for more information.
To mount the straightness optics to the machine to be calibrated, you will need an optics mounting kit and suitable clamps for fastening the optics to the machine. Figure 1 shows a typical set-up for mounting the straightness optics to the clamp blocks and mounting pillars.
Page 11 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 1 - Mounting straightness optics to clamp blocks and mounting pillars
Note: the straightness interferometer has a threaded hole in its upper surface. This can be used to accommodate the M8 aperture provided in the optics mounting kit.
The mounting pillars are mounted to the machine using magnetic clamp blocks or/and the steel base plates. To minimise measurement errors, fix the optics directly to the points between which measurement is required. One optic is normally fixed to the work holder, and the other optic to the tool or probe holder. Laser measurements will then accurately reflect the errors that will occur between tool/probe and workpiece. Even if machine guards and covers make access difficult, always try to fix both the interferometer and the straightness reflector directly to the machine.
When calibrating an axis with a moving spindle, mount the straightness interferometer on the moving spindle and place the straightness reflector on the stationary bed as shown in Figure 2. If you mount the straightness reflector on the moving spindle, then the measurements are subject to cross-sensitivity with angular deviations. If this is done, great care must be taken in interpreting the results.
Page 12 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 2
When calibrating an axis with a moving table, mount the straightness reflector on the moving table and place the straightness interferometer on the stationary spindle. This mirrors the set-up when performing a measurement with a dial gauge and a straight edge.
Special cases/configurations may require alternative locations for the optical components, e.g. the straightness reflector may need to be located off the machine at the far end of travel or at the near end, using the configuration shown in Figure 3 of the section on straightness measurement set-ups.
The following factors should be taken into account when mounting the optics to ensure any measurement errors are minimised:
Mounting of straightness optics - Issue 5.1
© 2000-2001 Renishaw
Different straightness optic configurations are shown in the straightness measurement configurations section.
Fix optics directly to the points of interest
Fix the optics rigidly
Avoid localised heat sources
Use turning mirrors
Page 13 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Straightness measurement configurations
Most straightness measurement configurations fall into one of the categories shown in Figures 1 to 5 below. The configuration used will depend on the machine type and which axis is being calibrated.
Horizontal axes
Figure 1 - Vertical measurement plane - moving straightness interferometer - stationary straightness reflector
Page 14 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm
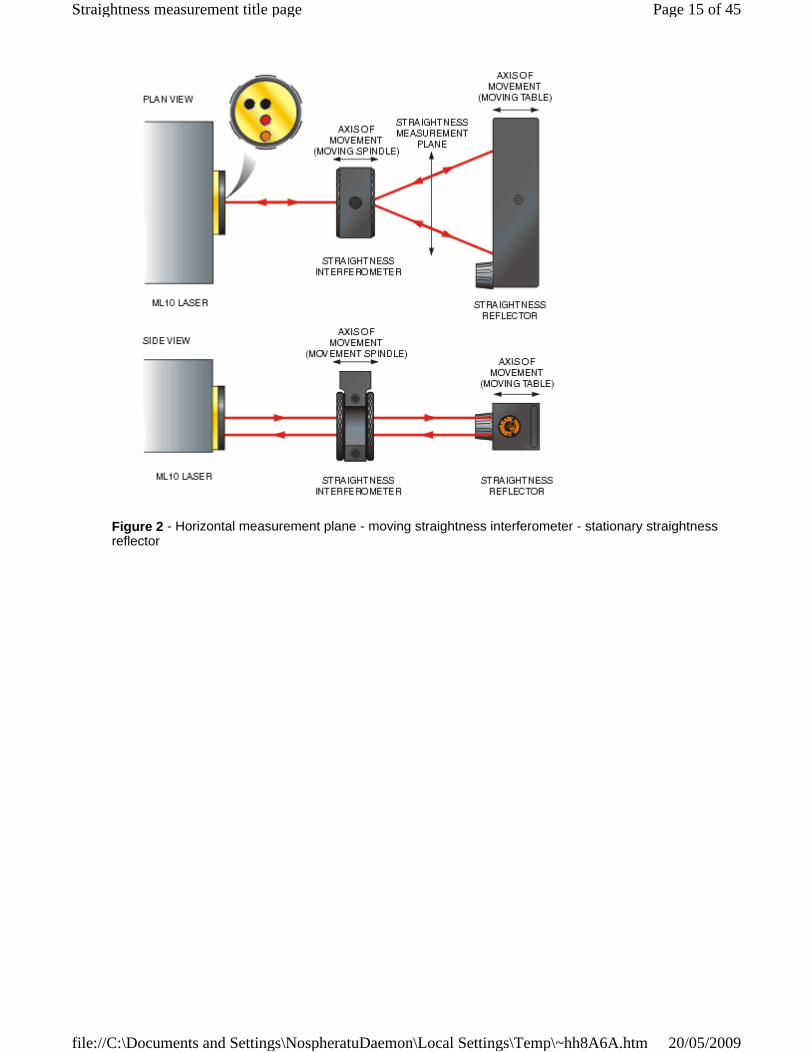
Figure 2 - Horizontal measurement plane - moving straightness interferometer - stationary straightness reflector
Page 15 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 3 - Straightness interferometer fixed to retro-reflector - moving large retro-reflector/straightness interferometer - stationary straightness reflector
Vertical axes
Page 16 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 4 - Straightness interferometer fixed to large retro-reflector - moving large retro-reflector/straightness interferometer - stationary straightness reflector
Figure 5 - Straightness interferometer fixed to large retro-reflector - moving large retro-reflector/straightness interferometer - stationary straightness reflector
Page 17 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Straightness measurement configurations - Issue 5.1
© 2000-2001 Renishaw
Straightness beam alignment
To ensure that enough signal strength is obtained and 'slope' has been removed from the straightness measurements, the ML10's laser beam must be aligned so that it is parallel to the axis of travel.
The following alignment procedures are described in this section.
These procedures can also be adapted to other set-ups shown in the straightness measurement configurations. However, if you are a novice user, we advise you try the simple horizontal axis set-up first to enable you to learn the basic alignment techniques.
Straightness beam alignment - Issue 5.1
© 2000-2001 Renishaw
Straightness alignment procedure along a horizontal axis
The alignment procedure discussed in this section assumes that the optics are set up to measure vertical straightness error along a horizontal axis as shown in Figure 1. The interferometer is the moving optic and the straightness reflector is the stationary optic.
WARNINGS
1. TO AVOID RISK OF EYE DAMAGE, DO NOT STARE INTO THE LASER BEAM.
2. DO NOT LET THE BEAM PASS INTO YOUR EYES OR ANYONE ELSE'S, EITHER DIRECTLY OR BY REFLECTION, FROM AN OPTICAL ELEMENT OR ANY OTHER REFLECTIVE SURFACE.
The laser steerer can be used to simplify beam alignment. It reduces the amount of adjustment that needs to be made to the laser head and tripod.
Vertical straightness measurement on a horizontal axis
Straightness measurement on a vertical axis
Page 18 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm
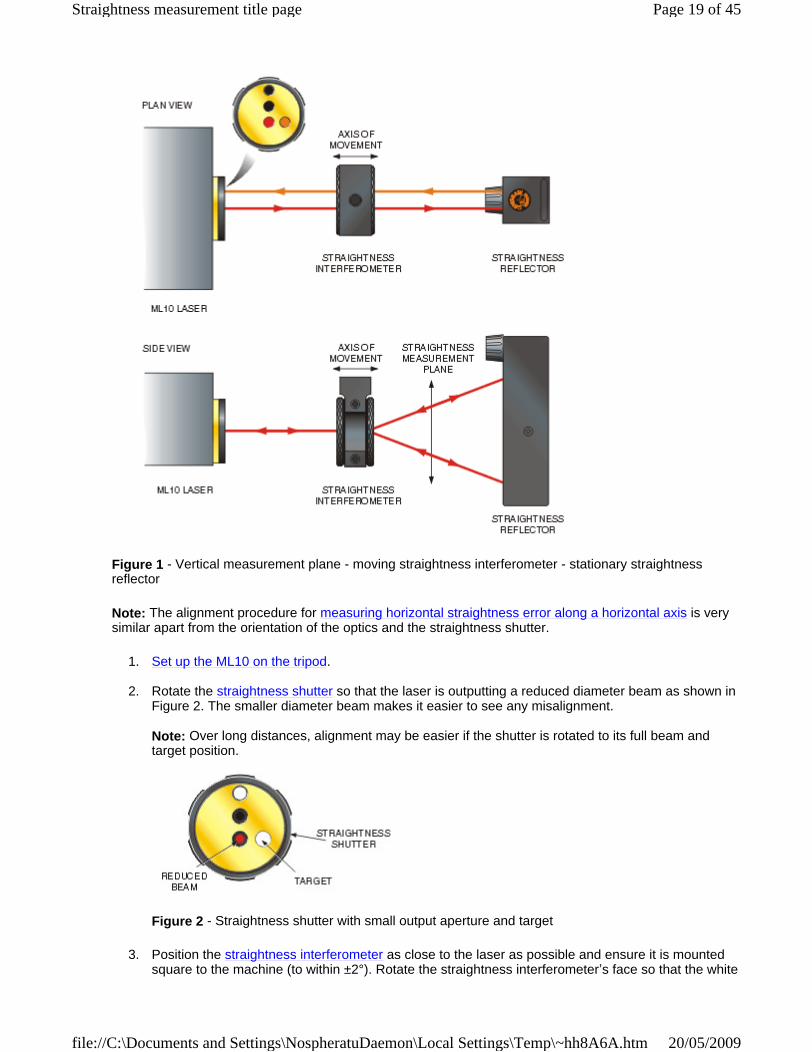
Figure 1 - Vertical measurement plane - moving straightness interferometer - stationary straightness reflector
Note: The alignment procedure for measuring horizontal straightness error along a horizontal axis is very similar apart from the orientation of the optics and the straightness shutter.
1. Set up the ML10 on the tripod.
2. Rotate the straightness shutter so that the laser is outputting a reduced diameter beam as shown in Figure 2. The smaller diameter beam makes it easier to see any misalignment.
Note: Over long distances, alignment may be easier if the shutter is rotated to its full beam and target position.
Figure 2 - Straightness shutter with small output aperture and target
3. Position the straightness interferometer as close to the laser as possible and ensure it is mounted square to the machine (to within ±2°). Rotate the straightness interferometer s face so that the white
Page 19 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

target is on the right hand side as shown in Figure 3. Translate the laser or the machine until the beam hits the white spot on the target.
Figure 3
4. Align the laser so that the laser beam strikes the centre of the target over the length of axis travel.
5. Rotate the face of the straightness interferometer so that the laser beam passes centrally through the right-hand side of the 'input' aperture as shown in Figure 4.
Figure 4
6. Mount the straightness reflector so that its longer edge is mounted vertically as shown in Figure 5. Make sure that it is mounted square to the laser beam (to within ±2°). The straightness reflector should be at a suitable distance from the moving straightness interferometer when the interferometer is at its far end of the travel, i.e. nearest to the straightness reflector (at least 0.1 m
for short-range straightness, and at least 1.0 m for long-range straightness).
Page 20 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 5
7. Position the interferometer so that it is about half way along the axis of travel.
8. Adjust the position and height of the reflector so that the diverging beams from the interferometer strike the right hand half of the reflector as shown on Figure 6. The beams should be approximately equidistant from its centre and approximately 6 mm to the right of the central vertical axis of the straightness reflector. Use the markings on the straightness reflector housing immediately next to the 'window' as a reference.
Figure 6
9. Ensure that the reflected converging beams are focused on the return aperture of the interferometer and then strike the target on the laser's shutter as shown in Figure 7. If they don't, follow steps 10, 11 and 12.
Figure 7
10. If the two beams are returned above or below the centre of the shutter's target, as shown in Figure 8, then adjust the tilt control knob on the straightness reflector.
Page 21 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 8
11. If the two return beams do not overlap, as shown in Figure 9, then finely rotate the interferometer face.
Figure 9
12. If the two beams are returned to the left or to the right of the shutter's target centre, as shown in Figure 10, then translate the straightness reflector or the laser horizontally.
Figure 10
13. When the combined returning beams strike the centre of the shutter's target, rotate the inner element of the straightness shutter so that full measurement beam is emitted and the return beam enters the laser's detector aperture as shown in Figure 11.
Figure 11
14. Check the signal strength meter in the straightness data capture software. If the SIGNAL LOW or BEAM OBSTRUCTED error is shown, then check that the outgoing or return beams are not being clipped by the interferometer. If they are, then translate the interferometer to make sure the beam
Page 22 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm
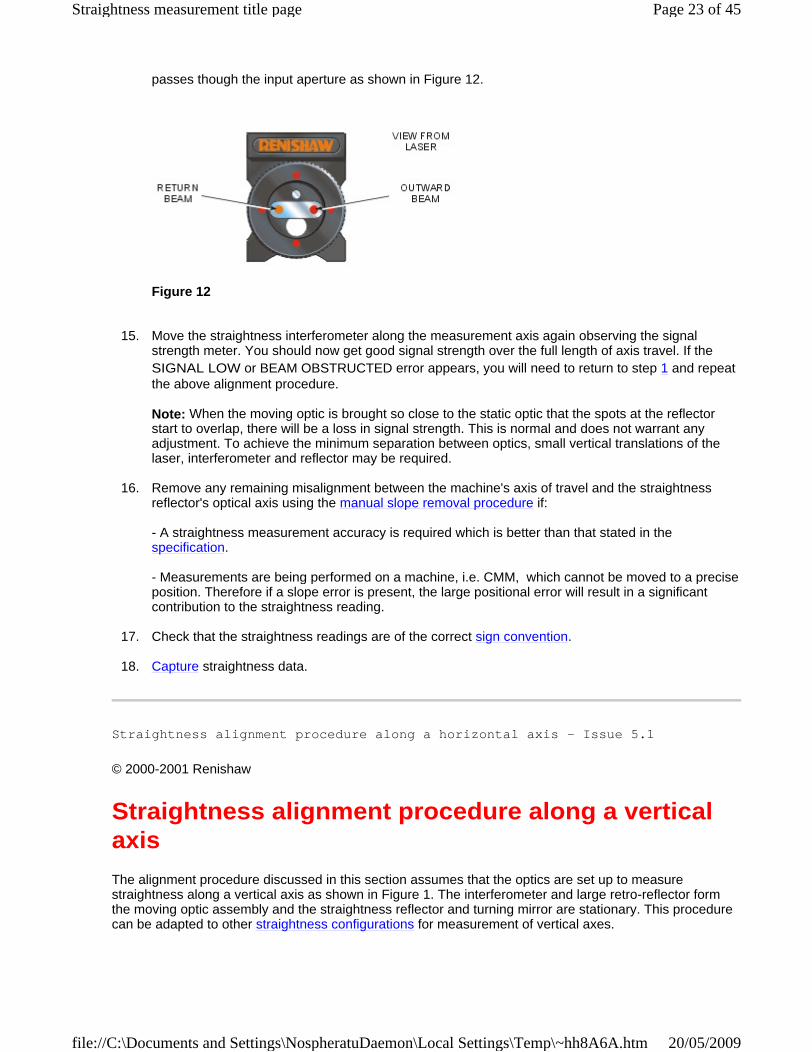
passes though the input aperture as shown in Figure 12.
Figure 12
15. Move the straightness interferometer along the measurement axis again observing the signal strength meter. You should now get good signal strength over the full length of axis travel. If the SIGNAL LOW or BEAM OBSTRUCTED error appears, you will need to return to step 1 and repeat the above alignment procedure.
Note: When the moving optic is brought so close to the static optic that the spots at the reflector start to overlap, there will be a loss in signal strength. This is normal and does not warrant any adjustment. To achieve the minimum separation between optics, small vertical translations of the laser, interferometer and reflector may be required.
16. Remove any remaining misalignment between the machine's axis of travel and the straightness reflector's optical axis using the manual slope removal procedure if:
- A straightness measurement accuracy is required which is better than that stated in the specification.
- Measurements are being performed on a machine, i.e. CMM, which cannot be moved to a precise position. Therefore if a slope error is present, the large positional error will result in a significant contribution to the straightness reading.
17. Check that the straightness readings are of the correct sign convention.
18. Capture straightness data.
Straightness alignment procedure along a horizontal axis - Issue 5.1
© 2000-2001 Renishaw
Straightness alignment procedure along a vertical axis
The alignment procedure discussed in this section assumes that the optics are set up to measure straightness along a vertical axis as shown in Figure 1. The interferometer and large retro-reflector form the moving optic assembly and the straightness reflector and turning mirror are stationary. This procedure can be adapted to other straightness configurations for measurement of vertical axes.
Page 23 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm
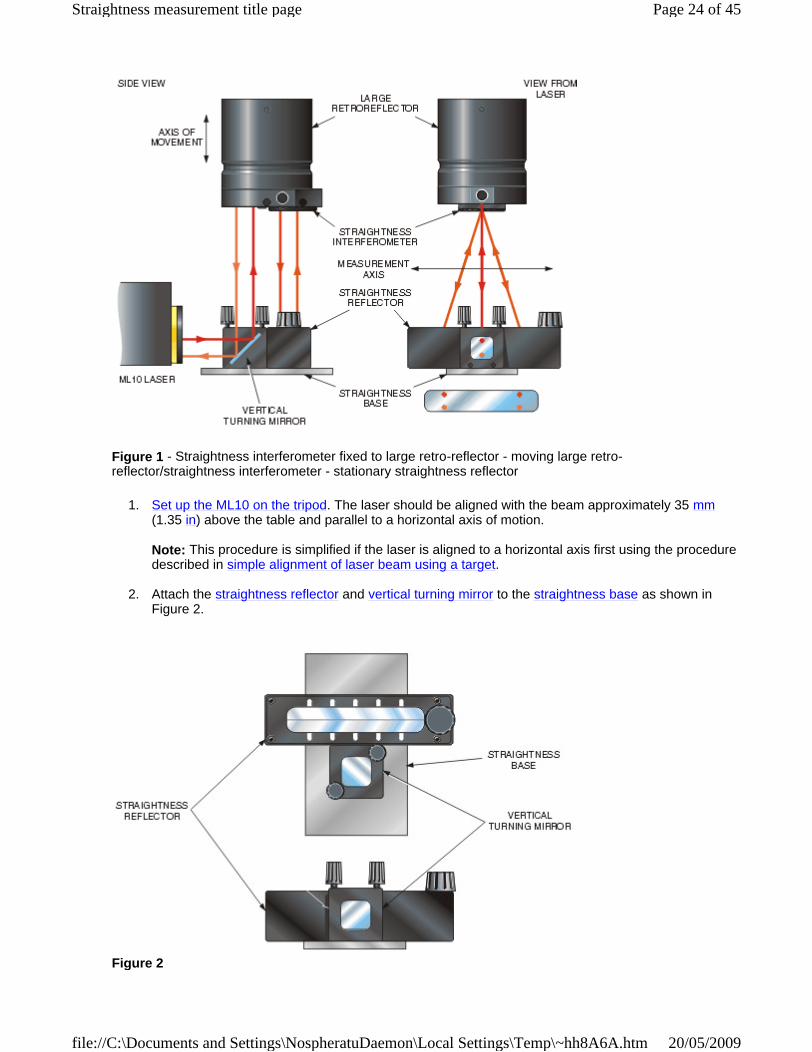
Figure 1 - Straightness interferometer fixed to large retro-reflector - moving large retro-reflector/straightness interferometer - stationary straightness reflector
1. Set up the ML10 on the tripod. The laser should be aligned with the beam approximately 35 mm
(1.35 in) above the table and parallel to a horizontal axis of motion.
Note: This procedure is simplified if the laser is aligned to a horizontal axis first using the procedure described in simple alignment of laser beam using a target.
2. Attach the straightness reflector and vertical turning mirror to the straightness base as shown in Figure 2.
Figure 2
Page 24 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

3. Clamp the straightness base on the machine table directly below the intended location for the large retro-reflector. If available, slots in the machine bed can be used to clamp the straightness base. Make sure that the straightness base is square to the measurement axis. You may want to use the machine's spindle as a reference. The long axis of the reflector should be parallel with the axis in which deviations are to be measured, and the aperture of the vertical turning mirror should face the laser as shown in Figure 1.
4. Mount the straightness interferometer to the large retro-reflector as shown in Figure 3. Rotate the face of the interferometer to the position shown in Figure 3.
Figure 3 - Large retro-reflector
5. Clamp the large retro-reflector to the spindle or vertically-moving element of the machine using the M8 adaptor from the optics mounting kit. The M8 adaptor can be screwed into any one of four holes in the top of the large retro-reflector. The other end of the adaptor can then be screwed into standard magnetic bases, Renishaw clamp blocks, mounting pillars or CMM probe heads.
Figure 4
6. Orientate the large retro-reflector so that the target aperture is above the vertical turning mirror, and the interferometer apertures are above the straightness reflector as shown in Figure 5. Make sure that the large retro-reflector is square with the machine axis in roll, pitch and yaw. Lock the retro-reflector in position using the knurled locking nut on the M8 adaptor and check that the spindle and clamping arrangement does not rotate.
Page 25 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 5
7. Rotate the straightness shutter so that the laser is outputting a reduced diameter beam as shown in Figure 6. The smaller diameter beam makes it easier to see any misalignment.
Figure 6
8. Fit a target to the vertical turning mirror aperture facing the laser so that the white spot is at the top. Vertically and horizontally translate the laser so that the beam strikes the target as shown in Figure 7, then remove the target from the vertical turning mirror.
Page 26 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 7
9. Fit a target to the input aperture on the large retro-reflector so that the white target is on the inside as shown in Figure 8.
Figure 8
10. Lower the large retro-reflector assembly until it is as close as possible to the vertical turning mirror but you can still see the target. A small hand-held mirror may help in viewing the target. Translate the large retro-reflector so that the laser beam is reflected by the vertical turning mirror to strike the middle of the target as shown in Figure 9. If you can not translate the large retro-reflector, then translate either the machine bed, laser and/or straightness base assembly.
Page 27 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 9
11. Raise the retro-reflector to the far end of travel and make sure that the beam hits the target on the retro-reflector by adjusting the two control knobs on the adjustable turning mirror as shown in Figure 10.
Figure 10
Note: If there is not enough adjustment available, then the laser is not aligned with a horizontal machine axis. Align the laser with a horizontal axis first using the procedure described in straightness alignment procedure for a horizontal axis. Alternatively, if you are an experienced user, you may wish to obtain a better coarse alignment by centralising the position of both adjustment knobs and then rotating and tilting the laser until the laser beam strikes the centre of the target. Then continue the fine alignment as previously described.
12. Lower the large retro-reflector to the near end of travel, making sure that the laser beam continues to strike the target on the input aperture of the retro-reflector. If any deviation occurs, translate the large retro-reflector in both horizontal axes to restore the beam.
13. If this is not possible to translate the large retro-reflector, then perform the following adjustments:
To achieve an alignment parallel with the laser s output beam, translate the straightness base away or towards the laser head. If possible, do this by moving the machine bed.
To achieve alignment perpendicular with the laser's output beam, horizontally translate the laser. A parallel displacement of the straightness base will also be required to ensure the beam still enters the turning mirror at the correct position (as shown in Figure 7). Again move the machine bed when possible.
Page 28 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

14. Repeat actions 11 and 12 until no further adjustment is required.
15. Remove the target and return the retro-reflector to the far end of travel. Make sure that the beam passes into the retro-reflector via the aperture and is reflected to the straightness interferometer, where it is split into two diverging beams directed towards the straightness reflector as shown in Figure 11.
Figure 11
16. Rotate the face of the straightness interferometer so that the two diverging beams strike the 'inner' half of the straightness reflector as shown in Figure 12. The beams should be approximately equidistant from its centre and approximately 6 mm below the central longitudinal axis of the straightness reflector. Use the markings on the straightness reflector housing immediately next to the 'window' as a reference. If the beams do not strike the reflector in the correct position, check that the large retro-reflector or the straightness base is square with the machine s axis. If they are not, adjust them so that they are square and repeat the earlier alignment procedure. If the beams still do not strike the reflector in the correct position, translate the retro-reflector or straightness base to achieve the correct alignment. Only translate the laser, if translation of the optical assemblies is not possible.
Page 29 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm
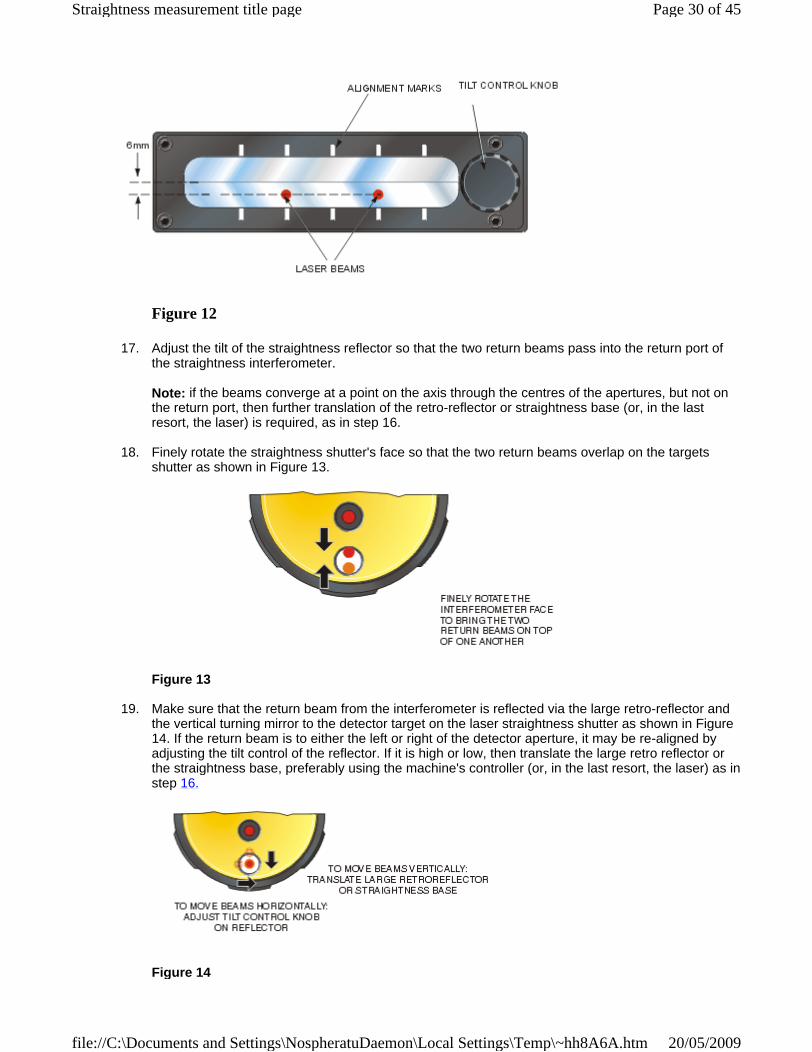
Figure 12
17. Adjust the tilt of the straightness reflector so that the two return beams pass into the return port of the straightness interferometer.
Note: if the beams converge at a point on the axis through the centres of the apertures, but not on the return port, then further translation of the retro-reflector or straightness base (or, in the last resort, the laser) is required, as in step 16.
18. Finely rotate the straightness shutter's face so that the two return beams overlap on the targets shutter as shown in Figure 13.
Figure 13
19. Make sure that the return beam from the interferometer is reflected via the large retro-reflector and the vertical turning mirror to the detector target on the laser straightness shutter as shown in Figure 14. If the return beam is to either the left or right of the detector aperture, it may be re-aligned by adjusting the tilt control of the reflector. If it is high or low, then translate the large retro reflector or the straightness base, preferably using the machine's controller (or, in the last resort, the laser) as in step 16.
Figure 14
Page 30 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm
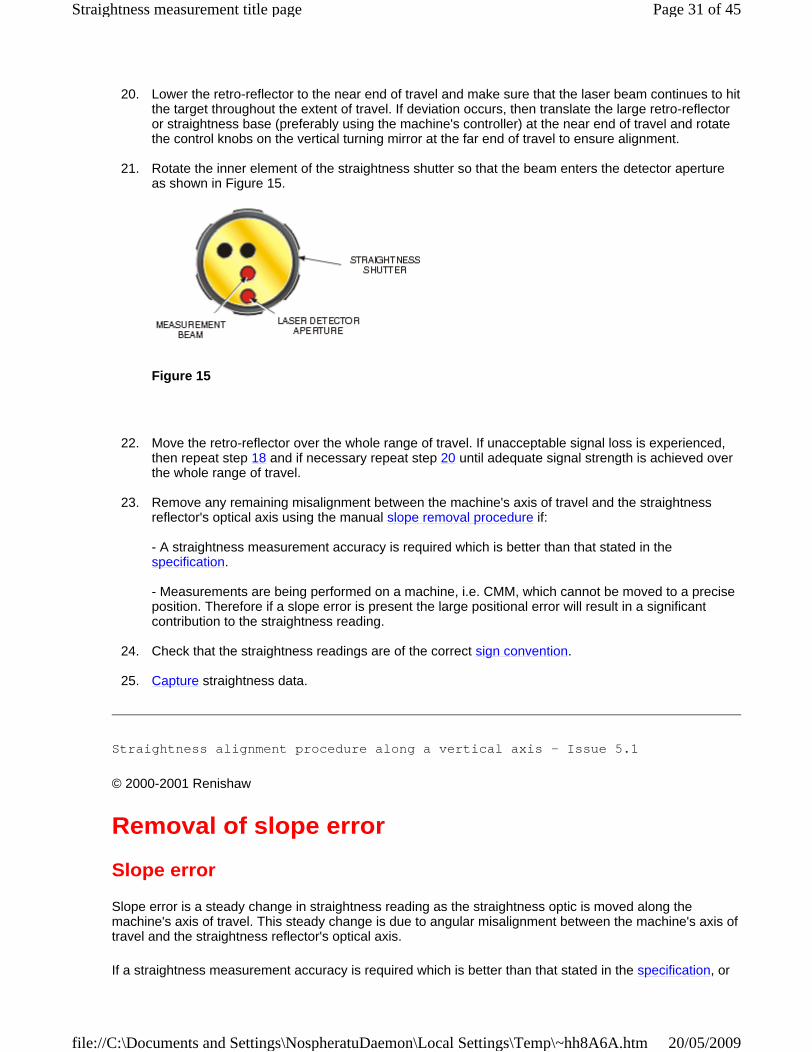
20. Lower the retro-reflector to the near end of travel and make sure that the laser beam continues to hit
the target throughout the extent of travel. If deviation occurs, then translate the large retro-reflector or straightness base (preferably using the machine's controller) at the near end of travel and rotate the control knobs on the vertical turning mirror at the far end of travel to ensure alignment.
21. Rotate the inner element of the straightness shutter so that the beam enters the detector aperture as shown in Figure 15.
Figure 15
22. Move the retro-reflector over the whole range of travel. If unacceptable signal loss is experienced, then repeat step 18 and if necessary repeat step 20 until adequate signal strength is achieved over the whole range of travel.
23. Remove any remaining misalignment between the machine's axis of travel and the straightness reflector's optical axis using the manual slope removal procedure if:
- A straightness measurement accuracy is required which is better than that stated in the specification.
- Measurements are being performed on a machine, i.e. CMM, which cannot be moved to a precise position. Therefore if a slope error is present the large positional error will result in a significant contribution to the straightness reading.
24. Check that the straightness readings are of the correct sign convention.
25. Capture straightness data.
Straightness alignment procedure along a vertical axis - Issue 5.1
© 2000-2001 Renishaw
Removal of slope error
Slope error
Slope error is a steady change in straightness reading as the straightness optic is moved along the machine's axis of travel. This steady change is due to angular misalignment between the machine's axis of travel and the straightness reflector's optical axis.
If a straightness measurement accuracy is required which is better than that stated in the specification, or
Page 31 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm
measurements are being performed on a machine (CMM or machine tool under manual control) which cannot be moved to a precise position, then the slope error should be removed.
The slope error should be reduced to better than 20 µm for short-range straightness or 100 µm for long-range straightness. Then any residual slope error can be removed during analysis using least squares fit of the data.
When performing a squareness or parallelism measurement, any slope error on the first measurement axis should be reduced to a lower value (100 µm) to ensure alignment can be achieved for the second measurement axis.
Removal of slope error
To correct slope error, tilt the straightness reflector so that its optical axis becomes parallel to the machine's axis of travel. The degree of tilt required is calculated in terms of a change in straightness reading. This procedure describes the rotation of the straightness reflector when the straightness reflector and interferometer are at their greatest separation.
1. Datum the measurement reading with the straightness reflector and straightness interferometer at their closest approach.
2. Measure and note the separation between the straightness interferometer and the straightness reflector.
3. Move the machine so that the straightness reflector and interferometer are at their greatest separation. Note the measurement reading as well as the distance travelled by the machine.
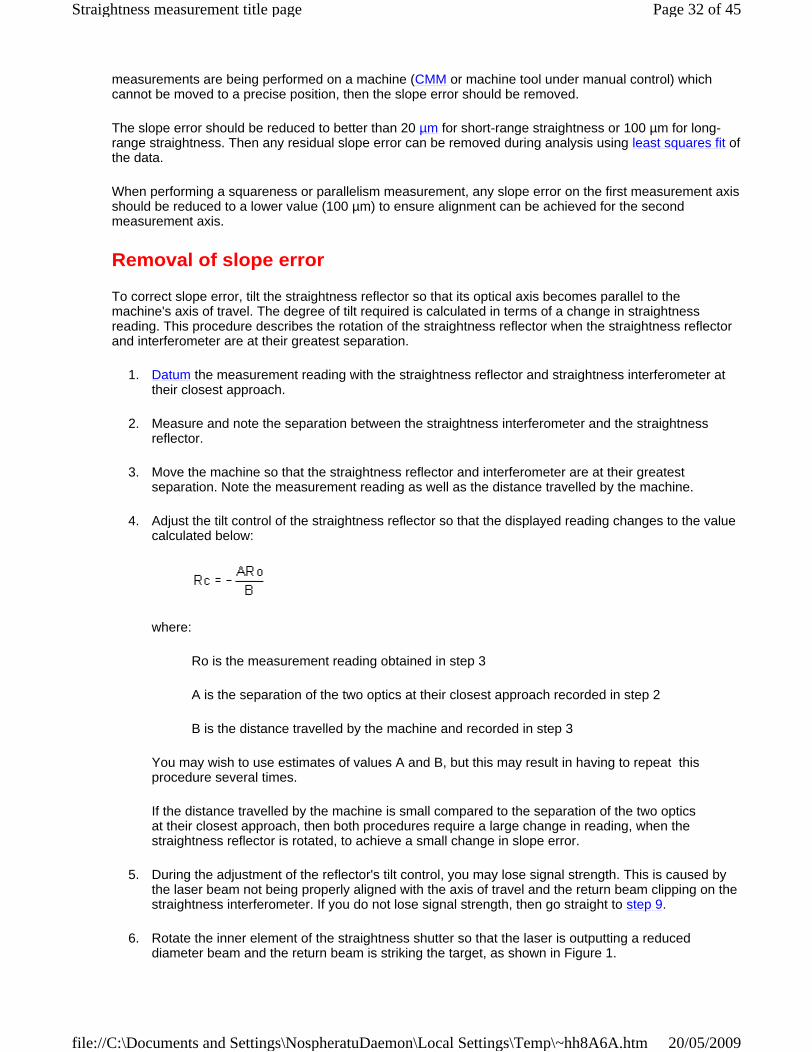
4. Adjust the tilt control of the straightness reflector so that the displayed reading changes to the value calculated below:
where:
Ro is the measurement reading obtained in step 3
A is the separation of the two optics at their closest approach recorded in step 2
B is the distance travelled by the machine and recorded in step 3
You may wish to use estimates of values A and B, but this may result in having to repeat this procedure several times.
If the distance travelled by the machine is small compared to the separation of the two optics at their closest approach, then both procedures require a large change in reading, when the straightness reflector is rotated, to achieve a small change in slope error.
5. During the adjustment of the reflector's tilt control, you may lose signal strength. This is caused by the laser beam not being properly aligned with the axis of travel and the return beam clipping on the straightness interferometer. If you do not lose signal strength, then go straight to step 9.
6. Rotate the inner element of the straightness shutter so that the laser is outputting a reduced diameter beam and the return beam is striking the target, as shown in Figure 1.
Page 32 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Note: If you are an experienced user, you may be able to regain signal strength by rotating and translating the ML10 without rotating the straightness shutter and hence causing a beam break .
Figure 1
7. Rotate the laser head (horizontally for horizontal straightness and vertically for vertical straightness) and translate the laser head (horizontally for horizontal straightness and vertically for vertical straightness) to bring the beam back on to the centre of the shutter s target. Then check the outgoing and return beams pass though the aperture on the straightness interferometer without clipping and the beams are symmetrical about the centre of the straightness reflector as shown in Figure 2.
Figure 2 - Straightness reflector shown in orientation for measuring horizontal deviation
Note: When measuring vertical straightness, angular rotations of the laser beam are achieved by tilting the vertical turning mirror using the appropriate controls.
8. Rotate the straightness shutter back to its measurement position and return to step 1.
9. Datum the display and move the optics to their furthest approach position and check the new reading. If the reading is sufficiently small (typically better than 20 µm for short-range straightness, 100 µm for long-range straightness), the axes are said to be aligned to within the working tolerance.
10. If necessary repeat steps 1 to 9.
Removal of slope error - Issue 5.1
Derivation of equation used during manual removal of slope
Page 33 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

© 2000-2001 Renishaw
Derivation of equation used during manual removal of slope
With reference to Figure 1 below, the interferometer reading is datumed when the separation distance between the straightness interferometer and reflector is A, and this separation is then increased by a further distance B.
Figure 1 - Beam diagram (equation 1)
Thus to first order, the interferometer reading is given by:
Ro = B
where is the angular misalignment between the machine's axis of travel and the straightness reflector's axis.
To align the straightness reflector to the axis of travel, it needs to be rotated by the same amount, . On rotation, it will change the reading by:
R = (A + B) = (A + B) Ro/B
Since the rotation of the reflector decreases the displayed reading, the reading of the display after rotation of the straightness reflector is given by:
Note that, when performing manual removal of slope with squareness, distance B may be smaller than A. In this case, the final reading after rotation will be greater than the initial reading.
Page 34 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Derivation of equation - Issue 5.1
© 2000-2001 Renishaw
Sign convention
Before capturing data, you must define a suitable sign convention. Figure 1 below shows a sign convention covering both horizontal and vertical axes, but alternative conventions may be used if so desired (e.g. based on the machine's coordinate convention).
Figure 1 - Sign convention
Check that the readings are of the correct sign as follows:
1. With the straightness interferometer positioned along the axis of test and stationary, gently push the interferometer in the direction specified in the convention as being a positive deviation.
2. Check that the laser display reads an increasing positive value.
Page 35 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

3. If this is not the case, change the sign by pressing the [Ctrl]+[-] keys or by clicking on the button on the toolbar and check the sign convention again.
Whatever sign convention is used, it is important that it is recorded, particularly when separate measurement results are to be compared (e.g. for squareness or parallelism measurement).
Sign convention - Issue 5.1
© 2000-2001 Renishaw
Optical reversal measurement
To ensure optimum straightness measurement accuracy, the straightness measurement should be repeated with the straightness reflector rotated through 180° so that the 'left hand' and 'right hand' sides are reversed.
After the first set of straightness measurements have been made, remove the straightness reflector carefully from its mounting without disturbing the position of the mounting. Invert and replace the reflector with care, again care being taken not to disturb the position of the mounting. (Where the standard optics mounting kit is used, the clamp block can be removed and inverted with the straightness reflector.)
Provided that the mounting for the straightness reflector was not disturbed and the alignment of the laser beam and position of the straightness interferometer have remained unchanged, the system will be generally aligned except that the tilt adjustment on the straightness reflector will be in the opposite direction to that required. System alignment, including manual removal of slope, should be possible by adjustment of the tilt of the straightness reflector alone.
Now capture a second set of straightness measurements.
The analysed results from the two sets of measurements can be compared; a true measurement (i.e. optimum accuracy) is obtained from the mean of the two.
Optical reversal measurement - Issue 5.1
© 2000-2001 Renishaw
Data capture
Data capture is carried out by moving the machine to a number of different positions (or 'targets') along the axis under test and measuring the machine s error. You can write a part program to drive the machine from one target position to the next, pausing for a few seconds at each target position. Measurements are taken during each pause. The steps required to perform data capture are as follows:
1. The machine's temperature will often rise during operation. So that this effect is included in the calibration, it is recommended you perform a warm-up sequence of moves.
2. Define the units (English or Metric) and resolution of the laser measurement display and error value readings.
Page 36 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

3. Set the direction sense of the laser system to be the same as the machine under test using button on the toolbar or the [Ctrl] + [-] keys. For linear measurements, the sign of the laser display should correspond to the sign of the machine's axis. For angular and straightness measurements, the laser display should match the sign convention defined for the test.
4. For linear measurements, move the linear interferometer and linear reflector close together, then
datum the measurement display using the button on the toolbar or the [Ctrl] + [D] keys. Datuming with the optics close together minimises deadpath error.
5. Move the machine to the calibration start position. To ensure that any backlash in the machine's axis is removed, approach the start position in the same direction as the first run.
6. For linear measurements, if the machine read-out does not agree with the laser read-out, the
preset function may now be used to adjust the laser reading accordingly using the button on the toolbar or the [Ctrl] + [P] keys. For angular and straightness measurements, datum the
measurement display to zero using the button on the toolbar or the [Ctrl] + [D] keys.
7. Set up the target positions and the data capture sequence. If a calibration is being carried out in accordance with an approved national or international standard then set up the number of target points and run sequence as defined in the standard.
The software has an automatic set-up option which guides the user through the normal data capture set-up process by displaying the automatic target generation, capture initialisation and automatic data capture dialog boxes in sequence before starting data capture. To use this option, select
File/New/Automatic Set-up from the menu bar or click on the button on the toolbar.
Data capture - Issue 5.1
© 2000-2001 Renishaw
Straightness data analysis
The Laser10 software allows you to analyse straightness data.
CAUTION
THE RENISHAW SOFTWARE ASSUMES THAT ODD-NUMBERED RUNS ARE POSITIVE APPROACHES. TO COMPLY WITH THE STANDARD CONVENTION THAT POSITIVE
APPROACHES ARE FOR POSITIVELY INCREASING TARGET POSITIONS, PARTICULARLY ON AN AXIS WHERE THE SCALE IS NEGATIVE, ENSURE THAT THE FIRST TARGET POSITION IS MORE
NEGATIVE (OR LESS POSITIVE) THAN THE LAST TARGET POSITION (E.G. FIRST TARGET POSITION = -560; LAST TARGET POSITION = 0).
Select the measurement target positions
Select the measurement target sequence and the number of runs
Set up automatic data capture settings if required
Measure and record machine errors Save the captured data to disk
Analyse the captured data
For general instructions on how to run and use the analysis software, refer to the Analysis section.
Page 37 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm
When selecting a straightness file for analysis, select Straightness (*.st?) from the File of type option. Both short-range and long-range data files are available for analysis, regardless of which module was accessed from the Renishaw Laser10 window.
You can now use the Analysis option on the menu to select the type of analysis to be performed on the data.
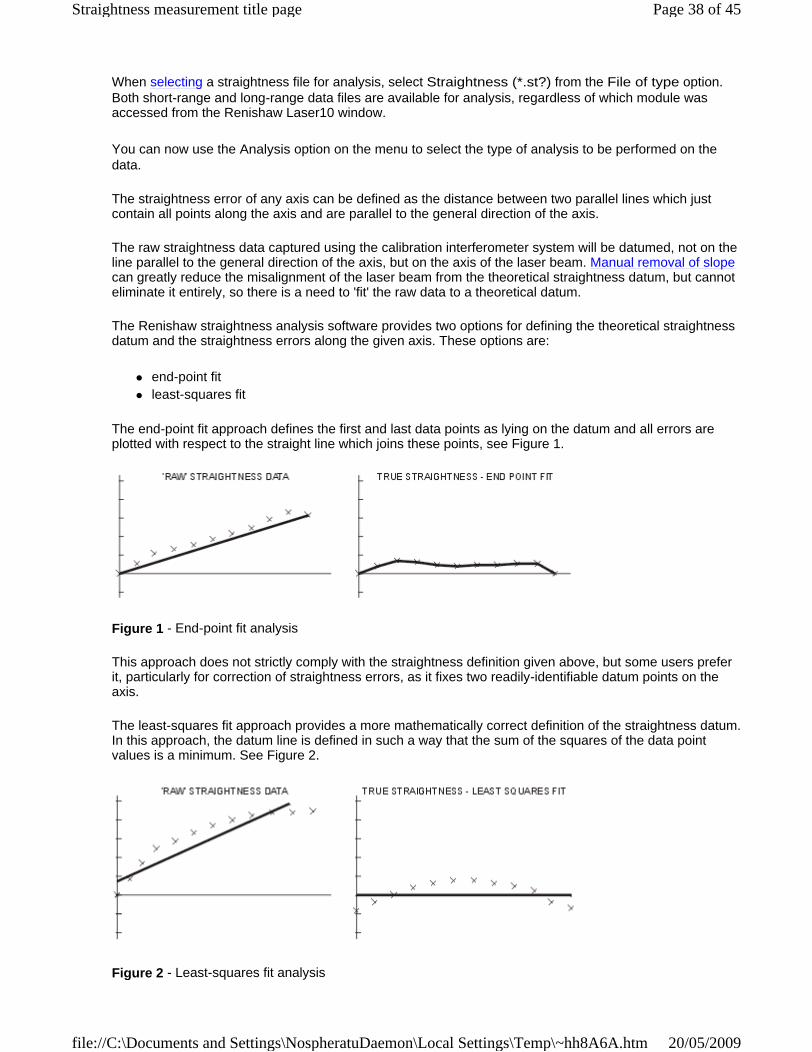
The straightness error of any axis can be defined as the distance between two parallel lines which just contain all points along the axis and are parallel to the general direction of the axis.
The raw straightness data captured using the calibration interferometer system will be datumed, not on the line parallel to the general direction of the axis, but on the axis of the laser beam. Manual removal of slope
can greatly reduce the misalignment of the laser beam from the theoretical straightness datum, but cannot eliminate it entirely, so there is a need to 'fit' the raw data to a theoretical datum.
The Renishaw straightness analysis software provides two options for defining the theoretical straightness datum and the straightness errors along the given axis. These options are:
end-point fit least-squares fit
The end-point fit approach defines the first and last data points as lying on the datum and all errors are plotted with respect to the straight line which joins these points, see Figure 1.
Figure 1 - End-point fit analysis
This approach does not strictly comply with the straightness definition given above, but some users prefer it, particularly for correction of straightness errors, as it fixes two readily-identifiable datum points on the axis.
The least-squares fit approach provides a more mathematically correct definition of the straightness datum. In this approach, the datum line is defined in such a way that the sum of the squares of the data point values is a minimum. See Figure 2.
Figure 2
- Least-squares fit analysis
Page 38 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

To perform end-point-fit, select End-point-fit from the Analysis menu and to perform least squares fit, select Least squares fit from the Analysis menu.
Note: The graphs and data presented will vary depending on whether any analysis of data has taken place before their selection. With newly-loaded data, the presentations provided will be raw data; however, if an end-point or least-squares fit has been carried out on the data, then it will be presented to an end-point or least-squares fit, depending on which was done last. Figures 3 to 5 show all data plots for raw data, end-point fit data and least-squares fit data, respectively.
Figure 3 - All data plot (raw data)
Figure 4
- All data plot (end-fit data)
Page 39 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 5 - All data plot (least-squares data)
The presentation of end-point fit graphs will depend on whether the data was captured unidirectionally or bidirectionally. Unidirectional data will be presented on a single graph (as shown in Figure 6) which gives the mean straightness error plus the 3 sigma (standard deviation) bands on either side of the mean.
Figure 6 - End-point fit analysis (unidirectional data)
Bidirectional data is presented as a triplet (as shown in Figure 7) where:
1. The top graph shows the mean straightness error for the 'positive approach' passes, plus the 3 sigma bands on either side, with the mean being the basis for the end-point fit.
Page 40 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

2. The middle graph shows the mean straightness error for the 'reverse' passes, plus the 3 sigma bands on either side, with the 'reverse' mean being the basis for the end-point fit.
3. The lower graph shows the two means (as above) recomputed to a common end-point fit based on the mean of all data passes. It also shows a composite of the 3 sigma bands, the values shown being the maximum values of ( x + 3 ) and the minimum values of ( x
- 3 ) for each point,
regardless of the direction of travel.
Figure 7 - End-point fit analysis (bidirectional data)
The presentation of least-squares fit analysed data will also depend on whether the data was captured unidirectionally or bidirectionally and will generally follow the same format as for the end-fit presentation, but based on a least-squares analysis (see Figures 8 and 9).
Page 41 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Figure 8 - Least-squares fit analysis (unidirectional data)
Figure 9 - Least-squares analysis (bidirectional data)
There is also a slight difference in the analysis methodologies adopted for the unidirectional and bidirectional cases. With unidirectional data, a least-squares analysis is made for each individual run and the mean values are derived from these individual least-squares analyses.
With bidirectional data (see Figure 10), least-squares fits are carried out on the mean raw data and each
Page 42 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

pass is then fitted to the relevant datum to establish the mean straightness errors.
Figure 10 - Bidirectional raw data
Note: when tabulated data is printed, all 'positive approach' runs are given odd numbers, while all 'reverse' runs are given even numbers.
The following characteristic statements appear in the boxes below the statistically analysed graphical data (see Figures 6 to 9):
(Straightness) accuracy
This is the difference between the maximum and minimum values of ( x + 3 ) and ( x
- 3 ) respectively, regardless of the direction of travel.
i.e. A = ( x + 3 ) max - ( x
- 3 ) min
Unidirectional repeatability
This is the maximum value of the difference between ( x + 3 ) and ( x
- 3
) at any given point, within either direction of travel.
i.e. Urep = [ ( x + 3 ) i - ( x
- 3 ) i ] max
where the values ( x + 3 ) i and ( x
- 3 ) i must be taken from the same direction of travel.
Bidirectional repeatability
Page 43 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

This is the maximum value of the difference between ( x + 3 ) and ( x
- 3 ) at any given point, within
both directions of travel.
i.e. Brep = [ ( x + 3 ) j - ( x
- 3 ) j ] max
where the values ( x + 3 ) j and ( x
- 3 ) j may be taken from different directions of travel.
Mean reversal error
This is the mean value of the differences between the mean straightness errors for the two directions of travel.
Slope
This is the misalignment angle between the laser beam used for data capture and the straightness datum as determined by the analysis.
Straightness error
This is the sum of the maximum and minimum excursions of the mean straightness errors from the straightness datum defined by the analysis.
i.e. straightness error - x
max
+ x
min
Straightness data analysis - Issue 5.1
© 2000-2001 Renishaw
Factors affecting accuracy of straightness measurements
The following factors can effect the accuracy of straightness measurement:
To obtain the maximum possible accuracy of measurement, the measurements should be repeated in accordance with the optical reversal procedure.
i.e. MRV =
Air turbulence
Mechanical vibration
Slope error
Optic errors
Optics not fixed in the correct position
Optics not fixed rigidly
Localised heat sources
Page 44 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm

Optic errors
Allow the optical components to reach thermal equilibrium and don't subject them to temperature changes through excessive handling or other thermal effects. Any change in temperature within any of the optical components may cause difficulty in establishing and maintaining good alignment and signal strength, and will degrade measurement accuracy.
In particular, thermal stresses within the optical reflector due to temperature fluctuations are likely to affect the optical flatness of the reflecting surfaces. When maximum accuracy is required, the optical reversal technique should be used.
Factors affecting accuracy of straightness measurements - Issue 5.1
© 2000-2001 Renishaw
Page 45 of 45Straightness measurement title page
20/05/2009file://C:\Documents and Settings\NospheratuDaemon\Local Settings\Temp\~hh8A6A.htm