Stelite Welding Stanless Steel WJ_1980_07_s213

of 4
-
Upload
elias-kapa -
Category
Documents
-
view
218 -
download
0
Transcript of Stelite Welding Stanless Steel WJ_1980_07_s213
-
8/17/2019 Stelite Welding Stanless Steel WJ_1980_07_s213
1/4
I n f l uence o f P rehea t Tempera tu re on
Stell i te Deposits
Preheating to 900°Q followed by air cooling to 450°C after depo sition
to avoid further sensitization of the base metal and then
furnace cooling to room temperature produces sound deposits
without any undesirable features
z
UJ
SE
o
>
UJ
Q
I
O
cr
<
to
UJ
a.
o
BY M. D . MA THE W S. L M A NN A N A ND S. K. GUPTA
ABS TRACT. The in f lue nce o f preheat
temperatures in the range 150-900°C
(302-1.652°F) on S tel l i te dep osit s on
Types 304 and 316 stainless steel has
been s tud ied . S te l l ite g rade 6 (AWS
RCoCr-A) bare rod was used and the
oxyace ty lene we ld ing p rocess was em
p loyed to prepare the over lays . The
meta l lu rg ica l eva lua t ion o f the va r ious
depos i ts inc luded me ta l log raph ic in
ves t iga t ions , m ic roha rdness measu re
men ts and e lec t ron m ic rop robe
stud ies on the S te l l i te dep os i t , the
in te r face be tw een S te l li te and base
and the base mater ia l . Microcracks
wer e observed in the S te l l i te as we l l as
a long the in ter face in depos i ts pre
pa red by em p loy ing p rehea t tempera
tures of 150 and 300°C (302 and
572°F).
Preheat ing to 600°C (1112°F) tends to
sensit ize the base material. I t has been
es tab l ished tha t a p rehea t temp era tu re
of 900°C (1652°F) and a i r coo l ing to
450°C (842°F) a f ter depos i t ion ,
f o l
l owed by fu rnace coo l ing to room
tempera tu re p roduces sound depos i ts
w i thou t any undes i rab le fea tu res .
M ic roha rdness measu remen ts we re
taken a long the m ic rop robe t rave rses
to examine the var ia t ion in hardness
a l o n g w i t h e l e m e n t a l d i s t r i b u t i o n
across the in ter face. Microhardness
across the in ter face has been found to
co r re la te w i th the coba l t con ten t .
I n t r o d u c t i o n
Austen i t ic s ta in less s tee ls have been
chosen fo r va r ious s t ruc tu ra l compo-
M. D. MATHEW and S. L. MANNAN are
with the Metallurgy Programme and
S.
K.
GUPTA is with the FBTR Construction
Group, Reactor Research
Center,
Kalpak-
kam Tamil Nadu, India.
nen ts o f sod ium -coo led fas t b reede r
reactors because o f the i r exce l len t cor
ros ion res is tance in l iqu id sod ium and
g o o d e l e v a t e d t e m p e r a t u r e m e c h a n
ica l p ropert ies . The h igh operat ing
temperatures necess i ta te hard fac ing o f
ce r ta in componen ts to avo id ga l l i ng
and a lso to reduce the wear o f the
c o m p o n e n t . I n a d d i t i o n , t h e d e p o s i t
shou ld have good the rma l shock
resistance as w e l l . S te l l i te grade 6 (cor
respond ing to AWS RCoCr-A) has ,
the re fo re , been spec i f ied fo r ha rd fac
ing va r ious com pon en ts l i ke the
c o n
t ro l rod d r i ve mechan ism (CRDM),
co re cove r p la te d r i ve mechan ism, g r id
p la te and var ious subassembl ies in the
reactor core of the fast breeder test
reactor (FBTR) now under construc
t ion at the Reactor Research Centre,
Ka lpakkam.
This paper presents the results of a
de ta i led s tudy o f the in f luence o f p re
hea t tempera tu re on the qua l i t y o f
AW S RCoC r-A depos i ts on Types 316
and 304 sta in less s tee l CR DM co mp o
n e n t . O w i n g t o t h e l o w d u c t i l i t y o f
coba l t -base a l loys , inadequ a te p rehea t
P RE P A RA T I O N
OF CYLINDERS
S TELLIT ING BY
O X Y - A CE T Y LE NE
P RO CE S S
PRE HEAT
150°C
PRE HEAT
300°C
PRE HEAT
600°C
PRE HEAT
900
°C
M AC H INING
METALLURGICAL
E V A L U A T IO N
M I CRO P RO B E
S T U D I E S
H A R D N E S S
M E A S U R E M E N T S
METALLOGRAPHY
I
o
cr
<
UJ
c/>
UJ
cr
-
i -
z
UJ
CL
O
_ l
UJ
>
O
cr
<
UJ
to
Q.
O
o
cr
<
U J
CO
U J
cr
CL
o
_ i
UJ
>
x
o
r
<
U J
CO
U J
cr
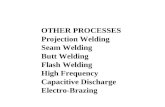
Fig.
1—Block
diagram oi experimental program
W E L D I N G R E S E A RC H S U P P L E M E N T I 213 s
-
8/17/2019 Stelite Welding Stanless Steel WJ_1980_07_s213
2/4
Fig. 2—Part
of control rod drive mechanism
used for surfacing with AWS
RCoCr-A
type
bare rod
:
C B
8S3 iS i$P% S i l l
:
' • • K P ?
•
Fig.
3—Micrographs
showing typical S tellite (i.e., AWS RCoCr-A) deposits prepared by
emp loying prehe at temp eratures of: A-150 °C (302°F);
B-300 C
(572 F);
C-600°
(1112 F);
D-90VC (1652°F)
Table 1 Hardness of AWS RCoCr-A Type
Deposits
HISS
•-
Deposit
A
B
C
D
Rockwell C
45 50
47 49
46 47
47 52
can lead to the c rack ing o f the depos
it s by h igh shr inkage s tresses deve l
oped du r ing we ld ing . P rehea t ing re
duces shr inkage s tresses and e l imi
na tes c rack ing and d is to r t ion , p ro
v ided the p rehea t ing is un i fo rm . In
add i t ion , p rehea t ing to h igh tempera
tures leads to greater d i lu t ion o f the
depos i t w i th the base me ta l impa r t ing
some g rad ien t in i ts mechan ica l p rop
ert ies and consequent res is tance to
shock, though a t the cos t o f wear
resistance. The results of the present
inves t igat io n in d ica te that i t is essen
t ia l to preheat the base meta l to h igher
tempera tu res ~ 900°C (1652°F) f o l
l owed by s low coo l ing in o rde r to
p roduce sound depos i ts w i th the
des i red p rope r t ies .
E x p e r i m e n t a l P r o c e d u r e
Figure 1 show s the b lock d ia gram of
the expe r imen ta l p rog ram.
Preparation of the Deposits
The
c o m p o n e n t o f C R D M
was
ma chin ed f r om a 55 m m (2.17 in .)
d iam eter rou nd as sho wn in F ig. 2 , and
dye -pene t ran t inspec ted . I t was then
tho rough ly c leaned to remove o i l ,
g rease, e tc . , be fore weld ing. For the
150°C
(302° F) preh eat de po sit T ype
V _ -
j :*Ly t~.*'° • •£
- ''.•*'• 3' V / *%tV-'*
• . . , . ••••;:••$
fi % %y M
3
r
1
• _ _ \
:
Fig. 4—Micrographs showing microcracks in deposits prepared by employing preheat
tempe ratures: A-150 °C (302°F) and B-30 0°C (572°F); interface regions w ith pre heat
temperatures:
C-60VC
(1112°F) an d D-900°C (1652°F)
316 stainless steel was used as base for
p repa r ing the ove r lay , wh i le fo r o the r
depos i ts T ype 304 was used. We do
no t expec t any d i f fe renc e be tw een the
behav ior o f over lays us ing Types 316
and 304 stainless steel as the base
meta l .
The oxyace ty lene we ld ing p rocess
w a s e m p l o y e d f o r p r e p a r i n g th e A W S
RCoCr-A depos i ts . Th is process pro
duces h igh qua l i ty depos i ts re la t ive ly
und i lu te d by the base me ta l , co m
pa red to o the r me thods o f p repa r ing
depos i ts , and a lso is more su i tab le for
com p lex shapes and d ime ns ions . The
nature o f the f lame is an im po rtan t
pa rame te r in de t e rm in ing the s t ruc tu re
and propert ies o f the depos i t . In the
present s tudy, a 3X f lame was used;
th is led to some carbon p ick-up in the
depos i ts .
Fou r depos i ts we re p repa red w i th
preheat tem pera tures o f 150, 300, 600
and 900°C (302, 572,1112 and 1652°F);
these are refer red t o as dep osit s A, B, C
and D, respect ive ly , in fu r ther d iscus
s ions. The depos i t A was a i r coo led to
room tempera tu re wh i le depos i t D
was a i r coo led to about 450°C (842°F)
a f te r depos i t ion to avo id sens i t i za t ion
and then s low ly coo led to room
t e m
pe ra tu re in a fu rnace p rev ious ly
hea ted to 45 0°C (842°F). Sa mples B
and C were fu rnace coo led to room
214-sl
JULY 1980
-
8/17/2019 Stelite Welding Stanless Steel WJ_1980_07_s213
3/4
Table 2 Chemical Composi t ion o f AWS RCoCr
E l em en t
Coba l t
C h r o m i u m
Tungs ten
Carbon
S i l ic on
I ron
Bare Rod
63.90
26.59
6.02
1.22
1.01
0.80
Depos i t
A
63.25
28.98
4.13
1.62
0.87
—
-A Type Depostis and Bare Rod
Depos i t
B
63.80
26.96
5.02
1.57
1.04
1.03
Depos i t
C
62.67
27.56
5.52
1.64
1.09
0.80
W C - %
Depos i t
D
62.53
26.00
6.13
1.64
0.65
2.36
temp era tu re a f te r dep os i t io n . The s low
cool ing was resorted to to reduce
stresses due to weld ing.
The as-depos i ted th ickness o f the
over lays was in the range 4-5 mm
(0.16-0.20 in.) and bare rods o f d iame
ter 4.1 mm (0.161 in.) were used for
p repa r ing the ove r lays . Mach in ing o f
the over lays was carr ied out to leave a
th ickness o f the depos i t o f 2 .5 mm
(0.098 in . ) . Dye -p ene t ran t inspe c t ion ,
u l t rason ic inspect ion and hardness
measurements were carr ied out on a l l
the depos i ts be fo re and a f te r mach in
ing. Tab le 1 shows the hardness o f the
depos i ts a f te r mach in ing . Ove r lays
w e r e c o l l e c t e d d u r i n g m a c h i n i n g a n d
analyzed for var ious e lements .
Metallurgical Tests
The me ta l lu rg ica l eva lua t ion o f the
A W S R C o C r - A d e p o s i t s i n c l u d e d m e t
a l log raph ic s tudy o f the depos i ts ,
microprobe scans across the over lays
and m ic roha rdness measu rem en ts
a long the m ic rop robe t rave rses .
Metallography. M e t a l l o g r a p h i c i n
ves t igat ions were carr ied out on t rans
ve rse sec t ions removed f rom va r ious
locat io ns o f the S te l l i ted rounds . A
mix ture o f 25 ml g lycer ine, 25 ml HCI
and 10 ml H N O , was used as the
e tchan t fo r m ic ros t ruc tu ra l examina
t i o n . The ent i re surface o f the sample
was exa min ed to assess the q ua l i ty o f
the depos i t . M ic rog raphs were taken
of important features o f the depos i t
and a lso o f typ ic a l a reas o f S te l l i te fo r
each depos i t .
Electron Microprobe and Micro
hardness Examination.
S ma l l samp les
su i tab le fo r m ic rop robe ana lys is we re
sec t ioned f rom the me ta l log raph ic
samples . These were aga in po l ished
and g iven a l i gh t e tch w i th a m ix tu re o f
20 ml HC I, 20 ml
H 0 10
m l H N O , a n d
0.5g FeCI , b e f o re m i c r o p r o b e a n a ly
sis.
S amp les we re ana lyzed fo r coba l t ,
c h r o m i u m , i r o n , tungs ten and n icke l
to s tudy the ex ten t o f d i lu t io n us ing a
C A M E C A M S - 4 6 E l ec tr o n M i c r o p r o b e
Ana lyse r . M ic rop rob e runs we r e made
across the samples s tar t ing f rom the
AWS RCoCr-A reg ion and ex tend ing
we l l i n to the base . M ic roha rdness
measu remen ts we re ca r r ied ou t on
these samp les a long the m ic rop robe
scans us ing a d ia mo nd inden te r to
s tudy the co r re la t ion be tween e le
men ta l d is t r ibu t ion and the m ic ro
hardness.
Resul ts and Discuss ion
The dye -pe ne t ran t inspec t ion and
u l t rason ic inspect ion carr ied out a f ter
depo s i t ion and a f te r ma ch in in g d id
not reveal any cracks. Figure 3 shows
typ ica l m ic ros t ru c tu re o f S te l l ite fo r
the d i f fe ren t depos i ts . The d end r i tes
appear to coarsen wi th h igher preheat
tempera tu res . The p resence o f m ic ro -
c racks in depos i ts p repa red w i th p re
heat temperatures o f 150 and 300°C
(302 an d 572°F) i s shown , respec t i ve ly ,
in Figs. 4A and 4B.
S ome po ros i ty was also de tec te d in
the depo sit wi th 150°C (302°F) pre heat
tempera tu re . No c racks we re obse rved
w i th p rehea t tempera tu res o f 600 and
900°C (1112 and 1652°F). The typical
m ic ros t ruc tu re o f in te r face reg ion o f
depos i ts w i th these p rehea t tempera
tures are sh ow n in F igs . 4C and 4 D.
Howeve r , p rehea t ing to 600°C
(1112°F) tends to sens i t ize the base
mater ia l—Fig. 4C Therefore , a preheat
to 900°C (1652°F) which is above the
sens i t iza t ion range shou ld be pre
fe r red .
In add i t ion to p roduc ing a
sound depos i t , th is p rehea t tempera
ture is a lso expec ted to re duce the
^ ^ • T
J
> ^ » » a ^ r ^
e
»
50 I00 150 200 250 300 350 iOO i5 0 500
( MI CRO NS )
D I S T A N C E F RO M S T E L L I T E TO B A S E M A T E R I A L
(I M I C R O N S )
A S E M A T E R I A L
^ ' n f r n
1
50 100 150 200 250 300 350 iOO i5 0 ( MsCRONS )
D I S T A N C E F R O M S T E L L I T E TO B A S E M A T E R I A L
Too
( MICRONS)
D I S T A N C E F R OM S T E L U T E T O B A S E M A T E R I A L
Fig. 5-Craphs showing distribution of elements and microhardne ss across sample at: A-150°C (302°F); B-300°C (572°F); C-6 00°C (1112°F);
D~~900°C (16S2°F). Legend: solid black circles-cobalt; open face circles with plus sign-chromium ; open face triangles-iron; open face circles
with dot in center-nickel; X's-tungsten; solid black squares-m icrohardness (Vickers hardness number, load = 50 gm)
W E L D I N G R E S E A R CH S U P P LE M E N T I
215 s
-
8/17/2019 Stelite Welding Stanless Steel WJ_1980_07_s213
4/4
res idua l s tresses. S ens i t iza t ion in the
base mater ia l dur ing coo l ing is
avo ided by fas t coo l ing to about 450°C
(842°F).
Tab le 2 shows the resu lts o f ch em i
ca l ana lys is o f the over lays . The chem
ical analysis of the bare rod used in
prep ar ing these depos i ts is a lso sho wn
in Table 2. It can be seen that no
s ign i f icant d i lu t ion o f the over lays has
taken p lace. Th is is expe cted w he n the
oxyace ty lene p rocess is em p loy ed fo r
d e p o s i t i o n .
The ca rbon con ten t in the
depos i ts is mu ch h ighe r com pared to
that in the bare rod analysis. This has
resu l ted f rom the nature o f the f lame
emp loyed . As the ca rbu r iz ing f lame
(3X) was used in prepar ing these de
pos i ts , excess carbon would have
en te red the depos i ts .
The resu l ts o f the e lec t ron m ic ro
probe and microhardness t raverses are
show n in F ig . 5 . The m ic rop r obe
results are plotted as ratios of X-ray
in tens i t ies f rom the AWS RCoCr-A
depos i t / base to tha t o f pu re e lemen t
for each e lement ana lyzed vs . d is tance
a long t rave rses f rom AWS RCoCr-A to
base me ta l . These in tens i ty p lo ts sho w
d is t r ibu t ion o f each e lemen t in va r ious
reg ions o f the sample . As no correc
t i o n w a s m a d e f o r a m u l t i - c o m p o n e n t
sys tem, these in tens i ty ra t ios sh ou ld
not be cons idered as represent ing
c h e m i c a l c o m p o s i t i o n .
An examina t ion o f the m ic rop robe
resu l ts revea ls that a h igher preheat
tempera tu re resu l ts in smoo the r va r ia
t ion o f compos i t ion ac ross the in te r
face. Th is w ou ld lead to an impro ve
ment in the thermal shock res is tance.
As seen f rom Table 1 , hardness o f the
depos i t is not a f fec ted by th is smal l
am oun t o f d i l u t i on . F igs. 5A and 5 D
also show that there ex is ts a corre la
t ion o f m ic roha rdness w i th the coba l t
content . These resu l ts are s imi la r to
the f ind ings o f Dou ty and S chwar tz -
bart .
1
C o n c l u s i o n
The resu l ts o f th is invest igat ion
revea l that a h igh preheat tem per atu re
is essent ia l to avo id m icro cra ck in g o f
the depos i ts . M ic roc racks we re ob
served in depos i ts prepared by em
p loy ing a preheat o f 150 and 300°C
(302 and 572°F). Preheating to 900°C
(1652°F), fo l lo w ed by ai r co o l i ng to
450°C (842°F) a f ter depo s i t i on to a vo id
any fur ther sens i t iza t ion o f the base
and then fu rnace coo l ing to room
t e m
pe ra tu re p roduced sound depos i ts
w i thou t any undes i rab le fea tu res .
M ic rop robe ana lys is ac ross the de
pos i ts ind ica ted tha t the re i s a sm oo th
e r va r ia t io n in com pos i t ion ac ross the
in te r face in depos i ts w i th h igh p rehea t
tempera tu re . M ic roha rdness measu re
men ts a long the m ic rop robe t rave rses
revea led a co r re la t ion o f m ic roh a rd
ness w i th co ba l t con t en t o f the dep os
its.
Acknowledgments
The authors are indebted to Dr. P.
Rodr iguez for usefu l d iscuss ions.
Tha nks are also due t o S hri K. G.
S amue l fo r he lp in me ta l log raphy , S h r i
S . A rava mu dhan fo r he lp in p repa r ing
the depos i ts and Sh r i S . Venkadesan
fo r m ic rop robe ana lys is .
References
1. Dou ty, R. A., and S chwartzbart, H.,
S urfacing of 304 S tainless S teel for Liquid
S odium S ervice,
Welding lournal,
51(8),
Aug.
1972, Research S uppl., pp. 406-s to
416-s.
WRC Bulletin
257
February 1980
Analysis of the Ultrasonic Examinations of PVRC Weld
Specimens 155
202 and 203 by
Standard
and
Two-Point
Coincidence Methods
by R. A. Buchanan prepared for publication by 0. F.
Hedden
This report descr ibes two me thod s o f ana lys is o f u l t rason ic ex am inat io n data obt a ine d in a 13 team
round - rob in examina t ion o f th ree in ten t iona l l y f lawed we ldmen ts . The ob jec t i ve o f the examina t ions i s to
determine the accuracy o f independent ly detec t ing, locat ing and s iz ing the weld f laws, us ing a f ixed
procedure.
Com pu te r p rog rams to fac i l i ta te comp ar ison o f f law loca t ions w i th the u l t rason ic da ta , fo r each o f the
spec imens and bo th o f the me thods , a re appended to the repo r t .
Pub l i ca tion o f th is repo r t was sponso red by the S ubcom mi t tee on N ondes t ruc t i ve E xamina t ion o f M a te r ia ls
for Pressure Co mp on en ts o f the Pressure Vesse l Research Co m m it t ee o f the We ld in g Research Cou nc i l .
The price of WRC Bulletin 257 is
11.00
per copy, p lus $3.00 for pos tage and hand l ing. Orders shou ld be
sent wi th pa yme nt to the Weld ing Research Cou nc i l , 345 E ast 47t h S t . , Room 8 01 , New York , NY 1001 7.
216-sl JULY 1980