Steam Guide by Armstrong
54
Handbook N-101 Steam Conservation Guidelines for Condensate Drainage Steam Trap Sizing and Selection.
-
Upload
iman-pujitrianto -
Category
Documents
-
view
58 -
download
0
description
Semoga Bermanfaat....!!!
Transcript of Steam Guide by Armstrong

Handbook N-101
SteamConservation
Guidelines forCondensate
DrainageSteam Trap Sizing
and Selection.

© 1997 Armstrong International, Inc.
Table of ContentsIntroduction Gatefold A
Recommendation Chartsand Instructions for Use Gatefold B
Steam Tables 2
Flash Steam 3
Steam...Basic Concepts 4-7
The Inverted Bucket Steam Trap 8-9
The Float & Thermostatic Steam Trap 10-11
The Controlled Disc Steam Trap 11
The Thermostatic Steam Trap 12
The Automatic DifferentialCondensate Controller 13
Steam Trap Selection 14-15
HOW TO TRAP:Steam Distribution Systems 16-19
Steam Tracer Lines 20-21
Space Heating Equipment 22-24
Process Air Heaters 25
Shell and Tube Heat Exchangers 26-27
Evaporators 28-29
Jacketed Kettles 30-31
Closed Stationary SteamChamber Equipment 32-33
Rotating DryersRequiring Syphon Drainage 34-35
Flash Tanks 36-37
Steam Absorption Machines 38
Trap Selection and Safety Factors 39
Installation and Testing 40-43
Troubleshooting 44
Pipe Sizing Steam Supplyand Condensate Return Lines 45-47
Useful Engineering Tables 48
Conversion Factors 49
Specific Gravity-Specific Heat 50
Complete Index Inside Back Cover
Bringing Energy Down to EarthSay energy. Think environment.And vice versa.Any company that is energy conscious is also environ-mentally conscious. Less energy consumed means lesswaste, fewer emissions and a healthier environment.
In short, bringing energy and environment togetherlowers the cost industry must pay for both. By helpingcompanies manage energy, Armstrong products andservices are also helping to protect the environment.
Armstrong has been sharing know-how since weinvented the energy-efficient inverted bucket steam trapin 1911. In the years since, customers’ savings haveproven again and again that knowledge not shared isenergy wasted.
Armstrong’s developments and improvements in steamtrap design and function have led to countless savingsin energy, time and money. This Handbook has grownout of our decades of sharing and expanding what we’velearned. It deals with the operating principles of steamtraps and outlines their specific applications to a widevariety of products and industries. You’ll find it a usefulcomplement to other Armstrong literature and theArmstrong Software Program 1 for Steam Trap Sizingand Selection.
The Handbook also includes Recommendation Chartswhich summarize our findings on which type of trap willgive optimum performance in a given situation and why.
GatefoldA
IMPORTANT: This Handbook is intended to summarize generalprinciples of installation and operation of steam traps, asoutlined above. Actual installation and operation of steamtrapping equipment should be performed only by experiencedpersonnel. Selection or installation should always beaccompanied by competent technical assistance or advice.This Handbook should never be used as a substitute for suchtechnical advice or assistance. We encourage you to contactArmstrong or its local representative for further details.

Instructions for Using the Recommendation Charts
GatefoldB
A quick reference RecommendationChart appears throughout the “HOWTO TRAP” sections of this Handbook,pages 16-38.
A feature code system (rangingfrom A to Q) supplies you with“at-a-glance” information.
The chart covers the type of steamtraps and the major advantages thatArmstrong feels are superior for eachparticular application.
For example, assume you are lookingfor information concerning the propertrap to use on a gravity drainedjacketed kettle. You would:
1 Turn to the “How to Trap JacketedKettles” section, pages 30-31, and
1. Drainage of condensate is continuous.Discharge is intermittent.
2. Can be continuous on low load.3. Excellent when “secondary steam”
is utilized.
B
C
D
E
F
G
H
I
J
K
L
M
N
O
P
Q
CharacteristicFeatureCode
Method of Operation
Energy Conservation (Time in Serv
Resistance to Wear
Corrosion Resistance
Resistance to Hydraulic Shock
Vents Air and CO2 at Steam Temp
Ability to Vent Air at Very Low Press
Ability to Handle Start-up Air Loads
Operation Against Back Pressure
Resistance to Damage from Freezi
Ability to Purge System
Performance on Very Light Loads
Responsiveness to Slugs of Conde
Ability to Handle Dirt
Comparative Physical Size
Ability to Handle “Flash Steam”
Mechanical Failure (Open—Closed
A
How Various Types of Steam Traps Meet
look in the lower left-hand cornerof page 30. (The RecommendationChart for each section is on the firstpage of that particular section.)
2 Find “Jacketed Kettles, GravityDrained” in the first column under“Equipment Being Trapped” and readto the right for Armstrong’s “1st Choiceand Feature Code.” In this case, thefirst choice is an IBLV and the featurecode letters B, C, E, K, N are listed.
3 Now refer to the chart below, titled“How Various Types of Steam Traps MeetSpecific Operating Requirements” andread down the extreme left-handcolumn to each of the letters B, C, E,K, N. The letter “B,” for example,refers to the trap’s ability to provideenergy conserving operation.
4. Bimetallic and wafer traps—good.5. Not recommended for low pressure
operations.6. Cast iron traps not recommended.
InvertedBucket F&T
(1) Intermittent Continuous
ice) Excellent Good
Excellent Good
Excellent Good
Excellent Poor
erature Yes No
ure (• psig) Poor Excellent
Fair Excellent
Excellent Excellent
ng (6) Good Poor
Excellent Fair
Excellent Excellent
nsate Immediate Immediate
Excellent Poor
(7) Large Large
Fair Poor
) Open Closed
JackeKettleGravi
JackeKettleSyph
EquiB
Tra
Specific Operating Requirements
Recommendation Chart References.)
4 Follow the line for “B” to the rightuntil you reach the column whichcorresponds to our first choice, in thiscase the inverted bucket. Based ontests and actual operating conditions,the energy conserving performanceof the inverted bucket steam trap hasbeen rated “Excellent.” Follow thissame procedure for the remainingletters.
AbbreviationsIB Inverted Bucket TrapIBLV Inverted Bucket Large VentF&T Float and Thermostatic TrapCD Controlled Disc TrapDC Automatic Differential
Condensate ControllerCV Check ValveT Thermic BucketPRV Pressure Relief Valve
7. In welded stainless steel construction—medium.
8. Can fail closed due to dirt.9. Can fail either open or closed depending
upon the design of the bellows.
Disc Thermostatic Differential Controller
(2) Intermittent
Fair
Fair
Good
(4) Poor
No
Good
Excellent
Excellent
Good
Good
Excellent
Delayed
Fair
Small
Poor
(9)
Intermittent
Poor
Poor
Excellent
Excellent
No
(5) NR
Poor
Poor
Good
Excellent
Poor
Delayed
Poor
Small
Poor
(8) Open
Continuous
(3) Excellent
Excellent
Excellent
Excellent
Yes
Excellent
Excellent
Excellent
Good
Excellent
Excellent
Immediate
Excellent
Large
Excellent
Open
ted s ty Drain
ted s
on Drain
IBLVB, C, E, K, N
F&T or Thermostatic
DCB, C, E, G, H,
K, N, PIBLV
1st Choice and
Feature Code
Alternate Choice
pment eing pped
(See Chart on Gatefold B for “FEATURE CODE”

2
Steam Tables…What They Are…How to Use ThemThe heat quantities and temperature/pressure relationships referred to in thisHandbook are taken from the Propertiesof Saturated Steam table.
Definitions of Terms UsedSaturated Steam is pure steam at thetemperature that corresponds to theboiling temperature of water at the existingpressure.
Absolute and Gauge PressuresAbsolute pressure is pressure in poundsper square inch (psia) above a perfectvacuum. Gauge pressure is pressure inpounds per square inch above atmo-spheric pressure which is 14.7 pounds persquare inch absolute. Gauge pressure(psig) plus 14.7 equals absolute pressure.Or, absolute pressure minus 14.7 equalsgauge pressure.
Pressure/Temperature Relationship(Columns 1, 2 and 3). For every pressureof pure steam there is a correspondingtemperature. Example: The temperatureof 250 psig pure steam is always 406°F.
Heat of Saturated Liquid (Column 4).This is the amount of heat required to raisethe temperature of a pound of water from32°F to the boiling point at the pressureand temperature shown. It is expressedin British thermal units (Btu).
Latent Heat or Heat of Vaporization(Column 5). The amount of heat (ex-pressed in Btu) required to change apound of boiling water to a pound ofsteam. This same amount of heat isreleased when a pound of steam iscondensed back into a pound of water.This heat quantity is different for everypressure/temperature combination, asshown in the steam table.
How the Table is UsedIn addition to determining pressure/temperature relationships, you cancompute the amount of steam which willbe condensed by any heating unit ofknown Btu output. Conversely, the tablecan be used to determine Btu output ifsteam condensing rate is known. In theapplication section of this Handbook, thereare several references to the use of thesteam table.
Total Heat of Steam (Column 6). The sumof the Heat of the Liquid (Column 4) andLatent Heat (Column 5) in Btu. It is the totalheat in steam above 32°F.
Specific Volume of Liquid (Column 7).The volume per unit of mass in cubic feetper pound.
Specific Volume of Steam (Column 8).The volume per unit of mass in cubic feetper pound.
Properties of Saturated Steam(Abstracted from Keenan and Keyes, THERMODYNAMIC PROPERTIES OFSTEAM, by permission of John Wiley & Sons, Inc.)
Col. 1 Gauge
Pressure
Col. 2 Absolute Pressure
(psia)
Col. 3SteamTemp. (°F)
Col. 4Heat of
Sat. Liquid(Btu/lb)
Col. 5Latent Heat
(Btu/lb)
Col. 6Total Heat of Steam(Btu/lb)
Col. 7Specific
Volume of Sat. Liquid (cu ft/lb)
Col. 8Specific
Volume of Sat. Steam(cu ft/lb)
Inch
es o
f Vac
uum
PSIG
3306.001526.00333.6073.5238.4235.1432.4030.0628.0426.8024.7523.3920.0916.3013.7511.9010.509.407.796.665.825.174.654.233.883.593.333.223.112.922.752.602.342.131.921.741.541.161.030.930.770.500.360.280.240.190.130.110.05
0.0960220.0160270.0161360.0164070.0165900.0166200.0166470.0166740.0166990.0167150.0167460.0167680.0168300.0169220.0170040.0170780.0171460.0172090.0173250.0174290.0175240.0176130.0176960.0177750.0178500.0179220.0179910.0180240.0180570.0181210.0181830.0182440.0183600.0184700.0186020.0187280.0188960.0193400.0195470.0197480.020130.021230.022320.023460.024280.025650.028600.030270.05053
1075.81085.01106.01131.1143.31145.01146.61148.11149.51150.41152.01153.11156.31160.61164.11167.11169.71172.01175.91179.11181.91184.21186.21188.11188.81191.11192.41193.01193.51194.61195.61196.51198.01199.31200.61201.71202.81204.51204.61204.41203.21195.41183.41167.91155.91135.11091.11068.3902.7
0.0021.2169.70
130.13161.17165.73169.96173.91177.61180.07184.42187.56196.16208.42218.82227.91236.03243.36256.30267.50277.43286.39294.56302.10308.80315.68321.85324.82327.70333.24338.53343.57353.10361.91372.12381.60393.84424.00437.20449.40471.60526.60571.70611.60636.30671.70730.60756.20902.70
32.0053.14
101.74162.24193.21197.75201.96205.88209.56212.00216.32219.44227.96240.07250.33259.28267.25274.44287.07297.97307.60316.25324.12331.36337.90344.33350.21353.02355.76360.50365.99370.75379.67387.89397.37406.11417.33444.59456.28467.01486.21531.98567.22596.23613.15635.82668.13679.55705.40
0.088540.21.05.0
10.011.012.013.014.014.69616.017.020.025.030.035.040.045.055.065.075.085.095.0
105.0114.7125.0135.0140.0145.0155.0165.0175.0195.0215.0240.0
300.0400.0450.0500.0600.0900.0
265.0
0.01.32.35.3
10.315.320.325.330.340.350.360.370.380.390.3
100.0110.3120.3125.3130.3140.3150.3160.3180.3200.3225.3250.3
29.74329.51527.88619.7429.5627.5365.4903.4541.418
1200.01500.01700.02000.02500.02700.03206.2
1075.81063.81036.31001.0982.1979.3976.6974.2971.9970.3967.6965.5960.1952.1945.3939.2933.7928.6919.6911.6904.5897.8891.7886.0880.0875.4870.6868.2865.8861.3857.1852.8844.9837.4828.5820.1809.0780.5767.4755.0731.6668.8611.7556.3519.6463.4360.5312.1
0.0

3
Condensate at steam temperature andunder 100 psig pressure has a heatcontent of 308.8 Btu per pound. (SeeColumn 4 in Steam Table.) If this conden-sate is discharged to atmosphericpressure (0 psig), its heat content instantlydrops to 180 Btu per pound. The surplusof 128.8 Btu re-evaporates or flashes aportion of the condensate. The percentagethat will flash to steam can be computedusing the formula:
% flash steam = x 100
SH = Sensible heat in the condensate atthe higher pressure beforedischarge.
SL = Sensible heat in the condensate atthe lower pressure to whichdischarge takes place.
H = Latent heat in the steam at thelower pressure to which thecondensate has been discharged.
% flash steam = x 100 = 13.3%
For convenience Chart 3-1 shows theamount of secondary steam which will beformed when discharging condensate todifferent pressures. Other useful tableswill be found on page 48.
The heat absorbed by the water in raisingits temperature to boiling point is called“sensible heat” or heat of saturated liquid.The heat required to convert water atboiling point to steam at the sametemperature is called “latent heat.” Theunit of heat in common use is the Btuwhich is the amount of heat required toraise the temperature of one pound ofwater 1°F at atmospheric pressure.
If water is heated under pressure,however, the boiling point is higher than212°F, so the sensible heat required isgreater. The higher the pressure, thehigher the boiling temperature and thehigher the heat content. If pressure isreduced, a certain amount of sensibleheat is released. This excess heat willbe absorbed in the form of latent heat,causing part of the water to “flash” intosteam.
Flash Steam (Secondary)What is flash steam? When hot conden-sate or boiler water, under pressure, isreleased to a lower pressure, part of it isre-evaporated, becoming what is knownas flash steam.
Why is it important? This flash steam isimportant because it contains heat unitswhich can be used for economical plantoperation—and which are otherwisewasted.
How is it formed? When water is heatedat atmospheric pressure, its temperaturerises until it reaches 212°F, the highesttemperature at which water can exist atthis pressure. Additional heat does notraise the temperature, but converts thewater to steam.
308.8 - 180 970.3
400
300
200
100
0 100 200 300 400
PRESSURE AT WHICH CONDENSATEIS FORMED – LBS/SQ IN
CU
FT
FL
AS
H S
TE
AM
PE
R C
U F
T O
F C
ON
DE
NS
AT
E
Chart 3-2.Volume of flash steam formed when one cubic footof condensate is discharged to atmospheric pressure
30
0
5
10
15
20
25
– 20 300250200150100500
PE
RC
EN
TAG
E O
F F
LA
SH
ST
EA
M
PSI FROM WHICH CONDENSATE IS DISCHARGED
CURVEBACK PRESS.
LBS/SQ IN
ABCDEFG
105010203040
––
B
C
DEF
A
G
Chart 3-1.Percentage of flash steam formed when discharging condensateto reduced pressure
SH - SL H

4
Steam…Basic Concepts
Steam is an invisible gas generated byadding heat energy to water in a boiler.Enough energy must be added to raisethe temperature of the water to theboiling point. Then additional energy—without any further increase in tempera-ture—changes the water to steam.
Steam is a very efficient and easilycontrolled heat transfer medium. It ismost often used for transporting energyfrom a central location (the boiler) toany number of locations in the plantwhere it is used to heat air, water orprocess applications.
As noted, additional Btu are required tomake boiling water change to steam.These Btu are not lost but stored in thesteam ready to be released to heat air,cook tomatoes, press pants or dry a rollof paper.
The heat required to change boilingwater into steam is called the heat ofvaporization or latent heat. The quantityis different for every pressure/tempera-ture combination, as shown in thesteam tables.
Figure 4-1. These drawings show how muchheat is required to generate one pound ofsteam at atmospheric pressure. Note that ittakes1 Btu for every 1° increase in temperatureup to the boiling point, but that it takes moreBtu to change water at 212°F to steam at 212°F.
+ 142 Btu =
+ 970 Btu =
1 lb steamat 212°F
1 lb waterat 212°F
1 lb waterat 70°F
Steam at Work…How the Heat of Steam is UtilizedHeat flows from a higher temperaturelevel to a lower temperature level in aprocess known as heat transfer. Startingin the combustion chamber of the boiler,heat flows through the boiler tubes to thewater. When the higher pressure in theboiler pushes steam out, it heats thepipes of the distribution system. Heatflows from the steam through the walls ofthe pipes into the cooler surrounding air.This heat transfer changes some of thesteam back into water. That’s whydistribution lines are usually insulated tominimize this wasteful and undesirableheat transfer.
When steam reaches the heat exchang-ers in the system, the story is different.Here the transfer of heat from the steamis desirable. Heat flows to the air in an airheater, to the water in a water heater orto food in a cooking kettle. Nothingshould interfere with this heat transfer.
Definitions■ The Btu. A Btu—British thermal unit—is
raise the temperature of one pound of coheat energy given off by one pound of wa
■ Temperature. The degree of hotness witenergy available.
■ Heat. A measure of energy available withillustrate, the one Btu which raises one pcome from the surrounding air at a tempetemperature of 1,000°F.
Figure 4-2. These drawings show how much heaat 100 pounds per square inch pressure. Note themake water boil at 100 pounds pressure than at aamount of heat required to change water to steam
1 lb waterat 70°F,0 psig
1 lb waterat 338°F,100 psig
+ 270 Btu =
Condensate Steam
Condensate Drainage…Why It’s NecessaryCondensate is the by-product of heattransfer in a steam system. It forms inthe distribution system due to unavoid-able radiation. It also forms in heatingand process equipment as a result ofdesirable heat transfer from the steam tothe substance heated. Once the steamhas condensed and given up its valuablelatent heat, the hot condensate must beremoved immediately. Although theavailable heat in a pound of condensateis negligible as compared to a pound ofsteam, condensate is still valuable hotwater and should be returned to the boiler.
the amount of heat energy required told water by 1°F. Or, a Btu is the amount ofter in cooling, say, from 70°F to 69°F.h no implication of the amount of heat
no implication of temperature. Toound of water from 39°F to 40°F couldrature of 70°F or from a flame at a
t is required to generate one pound of steam extra heat and higher temperature required totmospheric pressure. Note, too, the lesser at the higher temperature.
1 lb steamat 338°F,100 psig
+ 880 Btu =

The need to drain the distributionsystem. Condensate lying in the bottomof steam lines can be the cause of onekind of water hammer. Steam traveling atup to 100 miles per hour makes “waves”as it passes over this condensate(Fig. 5-2). If enough condensate forms,high-speed steam pushes it along,creating a dangerous slug which growslarger and larger as it picks up liquid infront of it. Anything which changes thedirection—pipe fittings, regulating valves,tees, elbows, blind flanges—can bedestroyed. In addition to damage fromthis “battering ram,” high-velocity watermay erode fittings by chipping away atmetal surfaces.
Figure 5-4. Note that heat radiation from the dispoints or ahead of control valves. In the heat excto heat transfer. Hot condensate is returned thro
Vent
Trap
100 psig337.9°F
A B
FLUID TO BE
METAL
SCALE
DIRTWATER
NON-CONDEGASES
STEAM
The need to drain the heat transferunit. When steam comes in contact withcondensate cooled below the tempera-ture of steam, it can produce anotherkind of water hammer known as thermalshock. Steam occupies a much greatervolume than condensate, and when itcollapses suddenly, it can send shockwaves throughout the system. This formof water hammer can damage equip-ment, and it signals that condensate isnot being drained from the system.
Obviously, condensate in the heattransfer unit takes up space and reducesthe physical size and capacity of theequipment. Removing it quickly keepsthe unit full of steam (Fig. 5-3). As steamcondenses, it forms a film of water onthe inside of the heat exchanger.
tribution system causes condensate to form and,hangers, traps perform the vital function of remough the traps to the boiler for reuse.
Trap
Trap
PRV
Figure 5-2. Condensate allowed to collect inpipes or tubes is blown into waves by steampassing over it until it blocks steam flow atpoint A. Condensate in area B causes apressure differential that allows steampressure to push the slug of condensate alonglike a battering ram.
�����������������������������������
yyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyyy
HEATED
NSABLE
COIL PIPE CUTAWAY
Figure 5-1.Potential barriers toheat transfer: steamheat and temperaturemust penetrate thesepotential barriers todo their work.
Condensate Steam Vapor
Non-condensable gases do not changeinto a liquid and flow away by gravity.Instead, they accumulate as a thin filmon the surface of the heat exchanger—along with dirt and scale. All are potentialbarriers to heat transfer (Fig. 5-1).
The need to remove air and CO 2.Air is always present during equipmentstart-up and in the boiler feedwater.Feedwater may also contain dissolvedcarbonates which release carbon dioxidegas. The steam velocity pushes thegases to the walls of the heat exchang-ers where they may block heat transfer.This compounds the condensate drainageproblem because these gases must beremoved along with the condensate.
5
therefore, requires steam traps at natural lowving the condensate before it becomes a barrier
TrapTrap
Trap
50.3 psig297.97°F
Figure 5-3. Coil half full of condensate can’twork at full capacity.

6
Steam…Basic Concepts
Effect of Air on SteamTemperatureWhen air and other gases enter the steamsystem, they consume part of the volumethat steam would otherwise occupy. Thetemperature of the air/steam mixture fallsbelow that of pure steam. Figure 6-1explains the effect of air in steam lines.Table 6-1 and Chart 6-1 show the varioustemperature reductions caused by air atvarious percentages and pressures.
Temp. of Steam Mixed with Various Percentages of Air
(by Volume) (°F)
10% 20% 30%
Pressure(psig)
Temp. of Steam, No Air
Present (°F)
10.3
25.3
50.3
75.3
100.3
240.1
267.3
298.0
320.3
338.1
234.3
261.0
291.0
312.9
330.3
228.0
254.1
283.5
304.8
321.8
220.9
246.4
275.1
295.9
312.4
Steam chamber 100% steamTotal pressure 100 psia
Steam pressure 100 psiaSteam temperature 327.8°F
Figure 6-1. Chamber containing air andsteam delivers only the heat of the partialpressure of the steam, not the total pressure.
Steam chamber 90% steam and 10% airTotal pressure 100 psiaSteam pressure 90 psia
Steam temperature 320.3°F
Table 6-1. Temperature Reduction Caused by Air
Effect of Air on Heat TransferThe normal flow of steam toward the heatexchanger surface carries air and othergases with it. Since they do not condenseand drain by gravity, these non-condens-able gases set up a barrier between thesteam and the heat exchanger surface.The excellent insulating properties of airreduce heat transfer. In fact, under certainconditions as little as ^ of 1% by volumeof air in steam can reduce heat transferefficiency by 50% (Fig. 7-1).
When non-condensable gases (primarilyair) continue to accumulate and are notremoved, they may gradually fill the heatexchanger with gases and stop the flowof steam altogether. The unit is then“air bound.”
CorrosionTwo primary causes of scale and corrosionare carbon dioxide (CO
2) and oxygen.
CO2 enters the system as carbonates
dissolved in feedwater and when mixedwith cooled condensate creates carbonic
Chart 6-1. Air Steam MixtureTemperature reduction caused by variouspercentages of air at differing pressures.This chart determines the percentage of airwith known pressure and temperature bydetermining the point of intersection betweenpressure, temperature and percentage of air
acid. Extremely corrosive, carbonicacid can eat through piping and heatexchangers (Fig. 7-2). Oxygen entersthe system as gas dissolved in the coldfeedwater. It aggravates the action ofcarbonic acid, speeding corrosion andpitting iron and steel surfaces (Fig. 7-3).
bphdt
Eliminating the UndesirablesTo summarize, traps must drain conden-sate because it can reduce heat transferand cause water hammer. Traps shouldevacuate air and other non-condensablegases because they can reduce heattransfer by reducing steam temperatureand insulating the system. They can alsofoster destructive corrosion. It’s essentialto remove condensate, air and CO
2 as
quickly and completely as possible.A steam trap, which is simply an auto-matic valve which opens for condensate,air and CO
2 and closes for steam, does
this job. For economic reasons, thesteam trap should do its work for longperiods with minimum attention.
y volume. As an example, assume systemressure of 250 psig with a temperature at theeat exchanger of 375°F. From the chart, it isetermined that there is 30% air by volume inhe steam.

What the Steam Trap Must DoThe job of the steam trap is to get conden-sate, air and CO
2 out of the system as
quickly as they accumulate. In addition,for overall efficiency and economy, thetrap must also provide:
1. Minimal steam loss. Table 7-1 showshow costly unattended steam leakscan be.
2. Long life and dependable service.Rapid wear of parts quickly brings a trapto the point of undependability. An efficienttrap saves money by minimizing traptesting, repair, cleaning, downtime andassociated losses.
3. Corrosion resistance. Working trapparts should be corrosion resistant inorder to combat the damaging effectsof acidic or oxygen-laden condensate.
4. Air venting. Air can be present in
Figure 7-1. Steam condensing in a heattransfer unit moves air to the heat transfersurface where it collects or “plates out” toform effective insulation.
Condensate Steam
steam at any time and especially onstart-up. Air must be vented for efficientheat transfer and to prevent systembinding.
5. CO2 venting. Venting CO2 at steamtemperature will prevent the formation ofcarbonic acid. Therefore, the steam trapmust function at or near steam tempera-ture since CO
2 dissolves in condensate
which has cooled below steamtemperature.
6. Operation against back pressure.Pressurized return lines can occur bothby design and unintentionally. A steamtrap should be able to operate against theactual back pressure in its return system.
7. Freedom from dirt problems. Dirt isan ever-present concern since traps arelocated at low points in the steam system.Condensate picks up dirt and scale inthe piping, and solids may carry overfrom the boiler. Even particles passingthrough strainer screens are erosive and,
Figure 7-2. CO2 gas combines withcondensate allowed to cool below steamtemperature to form carbonic acid whichcorrodes pipes and heat transfer units. Notegroove eaten away in the pipe illustrated.
Size of Orifice(in)
Lbs Steam WastedPer Month
835,000
637,000
470,000
325,000
210,000
117,000
52,500
1/2
7/16
3/8
5/16
1/4
3/16
1/8
Table 7-1. Cost of Various Sized Steam Leaks at
The steam loss values assume clean, dry steam floatmospheric pressure with no condensate presenlosses due to the flashing effect when a pressur
therefore, the steam trap must be able tooperate in the presence of dirt.
A trap delivering anything less thanall these desirable operating/designfeatures will reduce the efficiency of thesystem and increase costs. Whena trap delivers all these features thesystem can achieve:
1. Fast heat-up of heat transferequipment
2. Maximum equipment temperaturefor enhanced steam heat transfer
3. Maximum equipment capacity4. Maximum fuel economy5. Reduced labor per unit of output6. Minimum maintenance and a long
trouble-free service life
Sometimes an application may demand atrap without these design features, but inthe vast majority of applications the trapwhich meets all the requirements willdeliver the best results.
7
Figure. 7-3. Oxygen in the system speedscorrosion (oxidation) of pipes, causing pittingsuch as shown here.Figs. 7-2 and 7-3 courtesy of DearbornChemical Company.
Total Cost Per Month Total Cost Per Year
$4,175.00
3,185.00
2,350.00
1,625.00
1,050.00
585.00
262.50
$50,100.00
38,220.00
28,200.00
19,500.00
12,600.00
7,020.00
3,150.00
100 psi (assuming steam costs $5.00/1,000 lbs)
wing through a sharp-edged orifice tot. Condensate would normally reduce these
e drop is experienced.

8
The Inverted Bucket Steam Trap
The Armstrong inverted submerged bucketsteam trap is a mechanical trap whichoperates on the difference in densitybetween steam and water. See Fig. 8-1.Steam entering the inverted submergedbucket causes the bucket to float andclose the discharge valve. Condensateentering the trap changes the bucket to aweight which sinks and opens the trapvalve to discharge the condensate. Unlikeother mechanical traps, the invertedbucket also vents air and carbon dioxidecontinuously at steam temperature.
This simple principle of condensateremoval was introduced by Armstrong in1911. Years of improvement in materialsand manufacturing have made today’sArmstrong inverted bucket traps virtuallyunmatched in operating efficiency,dependability and long life.
Long, Energy-Efficient Service LifeAt the heart of the Armstrong invertedbucket trap is a unique leverage systemthat multiplies the force provided by the
1. Steam trap is installed in drain line between stecondensate return header. On start-up, bucket is dopen. As initial flood of condensate enters the trabottom of bucket, it fills trap body and completelyCondensate then discharges through wide open v
FlowHere
Picks UpDirt
ValveWide Open
Figure 8-1. Operatio
St
bucket to open the valve against pressure.There are no fixed pivots to wear or createfriction. It is designed to open the dischargeorifice for maximum capacity. Since thebucket is open at the bottom, it is resistantto damage from water hammer. Wearingpoints are heavily reinforced for long life.
An Armstrong inverted bucket trap cancontinue to conserve energy even in thepresence of wear. Gradual wear slightlyincreases the diameter of the seat andalters the shape and diameter of the ballvalve. But as this occurs, the ball merelyseats itself deeper—preserving a tight seal.
p
a
e
Reliable OperationThe Armstrong inverted bucket trap owesmuch of its reliability to a design thatmakes it virtually free of dirt problems.Note that the valve and seat are at thetop of the trap. The larger particles of dirtfall to the bottom where they are pulver-ized under the up-and-down action of thebucket. Since the valve of an invertedbucket is either closed or fully open, thereis free passage of dirt particles. Inaddition, the swift flow of condensatefrom under the bucket’s edge creates aunique self-scrubbing action that sweeps
am-heated unit andown and valve is wide and flows under submerges bucket.lve to return header.
2. Steam also enters tracollects at top, impartintoward its seat until valvdioxide continually passAny steam passing thro
n of the Inverted Bucket Steam Trap (at pressure
am Condensate Air Flashing Con
123123123123
dirt out of the trap. The inverted buckethas only two moving parts—the valvelever assembly and the bucket. Thatmeans no fixed points, no complicatedlinkages—nothing to stick, bind or clog.
pg
u
Corrosion-Resistant PartsThe valve and seat of Armstrong invertedbucket traps are high chrome stainlesssteel, ground and lapped. All otherworking parts are wear- and corrosion-resistant stainless steel.
Operation Against Back PressureHigh pressure in the discharge linesimply reduces the differential across thevalve. As back pressure approaches thatof inlet pressure, discharge becomescontinuous just as it does on the very lowpressure differentials.
Back pressure has no adverse effect ininverted bucket trap operation other thancapacity reduction caused by the lowdifferential. There is simply less forcerequired by the bucket to pull the valveopen, cycling the trap.
under bottom of bucket, where it rises and buoyancy. Bucket then rises and lifts valvee is snapped tightly shut. Air and carbonthrough bucket vent and collect at top of trap.gh vent is condensed by radiation from trap.
s close to maximum)
ValveClosed
densate

Types of Armstrong InvertedBucket Traps Available to MeetSpecific RequirementsThe availability of inverted bucket trapsin different body materials, piping configu-rations and other variables permitflexibility in applying the right trap tomeet specific needs. See Table 9-1.
3. As the entering condensate starts to fill the bbegins to exert a pull on the lever. As the condemore force is exerted until there is enough to othe differential pressure.
ValveClosed
Type Connections
Operating Pressure(psig)
Capacity(lbs/hr)
Cast Iron
Connections
Screwed
0 thru 250
To 20,000
1/2" thru 21/2"
Table 9-1. Typical Design Parameters for Inv
1. All-Stainless Steel Traps.Sealed, tamper-proof stainless steelbodies enable these traps to withstandfreeze-ups without damage. They may beinstalled on tracer lines, outdoor dripsand other services subject to freezing.For pressures to 650 psig and tempera-tures to 800°F.
2. Cast Iron Traps.Standard inverted bucket traps forgeneral service at pressures to 250 psigand temperatures to 450°F. Offered withside connections, side connections withintegral strainers and bottom inlet—topoutlet connections.
ucket, the bucketnsate continues to rise,pen the valve against
4. As the valve starts tis reduced. The bucketAccumulated air is discflow under the bottom of the trap. Discharge cand the cycle repeats.
SelfScrubbing
Flow
DrawnStainless Steel Forged Steel
Screwed,Socketweld orCompression
Fitting
Screwed,Socketweld or
Flanged
0 thru 650 0 thru 2,700
To 4,400 To 19,000
3/8" thru 1" 1/2" thru 2"
erted Bucket Traps
3. Forged Steel Traps.Standard inverted bucket traps for highpressure, high temperature services(including superheated steam) to 2,700psig at 1,050°F.
4. Cast Stainless Steel Traps.Standard inverted bucket traps for highcapacity, corrosive service. Repairable.For pressures to 700 psig and tem-peratures to 506°F.
9
o open, the pressure force across the valve then sinks rapidly and fully opens the valve.harged first, followed by condensate. Theof the bucket picks up dirt and sweeps it outontinues until more steam floats the bucket,
���
�����
������
�����
���
ValveWide Open
Cast Steel Cast Stainless Steel
0 thru 600 0 thru 700
To 4,400 To 19,000
1/2" thru 1" 1/2" thru 2"
Screwed,Socketweld or
Flanged
Screwed,Socketweld or
Flanged

10
The Float and Thermostatic Steam Trap
The float and thermostatic trap is amechanical trap which operates on bothdensity and temperature principles. Thefloat valve operates on the density principle:A lever connects the ball float to the valveand seat. Once condensate reaches acertain level in the trap the float rises,opening the orifice and draining conden-sate. A water seal formed by the conden-sate prevents live steam loss.
Since the discharge valve is under water,it is not capable of venting air and non-condensables. When the accumulation ofair and non-condensable gases causes asignificant temperature drop, a thermostaticair vent in the top of the trap discharges it.The thermostatic vent opens at a tem-perature a few degrees below saturationso it’s able to handle a large volume ofair—through an entirely separate orifice—but at a slightly reduced temperature.
Armstrong F&T traps provide high air-venting capacity, respond immediatelyto condensate and are suitable for bothindustrial and HVAC applications.
NOTE: These operational schematics of the F&T
1. On start-up low system pressure forces airout through the thermostatic air vent. A highcondensate load normally follows air ventingand lifts the float which opens the main valve.The remaining air continues to dischargethrough the open vent.
Figure 10-1. Operation of the F&T Steam Trap
Reliable Operation on ModulatingSteam PressureModulating steam pressure means thatthe pressure in the heat exchange unitbeing drained can vary anywhere fromthe maximum steam supply pressuredown to vacuum under certain condi-tions. Thus, under conditions of zeropressure, only the force of gravity isavailable to push condensate through asteam trap. Substantial amounts of airmay also be liberated under theseconditions of low steam pressure. Theefficient operation of the F&T trap meetsall of these specialized requirements.
trap do not represent actual trap configuration.
2. When steam reaches the trap, thethermostatic air vent closes in response tohigher temperature. Condensate continues toflow through the main valve which is positionedby the float to discharge condensate at the samerate that it flows to the trap.
High Back Pressure OperationBack pressure has no adverse effect onfloat and thermostatic trap operationother than capacity reduction due to lowdifferential. The trap will not fail to closeand will not blow steam due to the highback pressure.
3. As air accumulates in the trap, thetemperature drops below that of saturatedsteam. The balanced pressure thermostaticair vent opens and discharges air.
Steam Condensate Air

Table 11-1. Typical Design Parameters forFloat and Thermostatic Traps
TypeConnections
OperatingPressure(psig)
Capacity(lbs/hr)
Cast Iron Cast Steel2" thru 3"Connections
Screwed orFlanged
Screwed,Socketweldor Flanged
0 thru 250 0 thru 450
To 208,000 To 280,000
1/2" thru 3"
F
1.tharinorto
SHEMA RatingsFloat and thermostatic traps for pressuresup to 15 psig may be selected by pipesize on the basis of ratings establishedby the Steam Heating EquipmentManufacturers Association (SHEMA).SHEMA ratings are the same for allmakes of F&T traps as they are anestablished measure of the capacityof a pipe flowing half full of condensateunder specific conditions of pressure,length of pipe, pitch, etc.
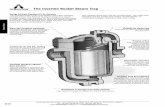
The Controlled D
igure 11-1. Design and Operation of Controlle
Heating Chamber
Control Chamber
Control Disc
Inlet Passage
Outlet Passages
On start-up, condensate and air enteringe trap pass through the heating chamberound the control chamber and through thelet orifice. This flow lifts the disc off the inletifice, and the condensate flows through the outlet passages.
Various specification writing authoritiesindicate different procedures for sizingtraps by SHEMA ratings, and their proce-dures must be followed to assure compli-ance with their specifications. However, asSHEMA ratings provide for continuous airelimination when the trap operates atmaximum condensate capacity rating andprovision is made for overload conditions,no trap safety factor is necessary.
isc Steam Trap
Table 11-2. Typical Design Parameters forControlled Disc Traps
TypeConnections
OperatingPressure (psig)
Capacity(lbs/hr)
Steel
ConnectionsScrewed,
Socketweld orFlanged
10 thru 600
To 2,850
3/8" thru 1"
The controlled disc steam trap is a timedelayed device that operates on thevelocity principle. It contains only onemoving part, the disc itself. Because it isvery lightweight and compact, the CDtrap meets the needs of many applica-tions where space is limited. In additionto the disc trap’s simplicity and smallsize, it also offers advantages such asresistance to hydraulic shock, thecomplete discharge of all condensatewhen open and intermittent operation fora steady purging action.
Operation of controlled disc trapsdepends on the changes in pressures inthe chamber where the disc operates.The Armstrong CD trap will be open aslong as cold condensate is flowing.When steam or flash steam reaches theinlet orifice, velocity of flow increases,
d
2. anveincth
pulling the disc toward the seat. Increas-ing pressure in the control chamber snapsthe disc closed. The subsequent pressurereduction, necessary for the trap to open,is controlled by the heating chamber inthe cap and a finite machined bleedgroove in the disc. Once the system is upto temperature, the bleed groove controlsthe trap cycle rate.
D
dl
e
Unique Heating ChamberThe unique heating chamber inArmstrong’s controlled disc traps sur-rounds the disc body and controlchamber. A controlled bleed from thechamber to the trap outlet controls thecycle rate. That means that the trapdesign—not ambient conditions—controls the cycle rate. Without thiscontrolling feature, rain, snow and coldambient conditions would upset the cyclerate of the trap.
11
isc Traps
High Velocity FlowSeat
Steam enters through the inlet passage flows under the control disc. The flow
ocity across the face of the control discreases, creating a low pressure that pulls disc toward the seat.
3. The disk closes against two concentric facesof the seat, closing off the inlet passage andalso trapping steam and condensate above thedisc. There is a controlled bleeding of steamfrom the control chamber; flashing condensatehelps maintain the pressure in the controlchamber. When the pressure above the discis reduced, the incoming pressure lifts the discoff the seat. If condensate is present, it will bedischarged, and the cycle repeats.
Steam Condensate Air Condensate and Steam Mixture
����@@@@����ÀÀÀÀ����@@@@����ÀÀÀÀ����@@@@����ÀÀÀÀ����yyyy
ControlChamber
Disc is heldagainst twoconcentricfaces of seat

12
The Thermostatic Steam Trap
Table 12-1. Design Parameters for Thermostatic Traps
TypeConnections
Operating Pressure(psig)
Operating Capacity(lbs/hr)
Balanced Pressure Bellows Balanced Pressure Wafer
Connections
0-400
To 70
Body and Cap Material CarbonSteel
0-65
StainlessSteel
Bronze
1/4" thru 3/4" 1/2", 3/4", 1"
Screwed,Socketweld
Screwed,Socketweld
NPT Straight,Angle
0-600
To 77 To 960
Screwed,Socketweld
0-300
To 3,450
1/2", 3/4"
StainlessSteel Bronze
0-50
NPT Straight,Angle
To 1,600Capacity (lbs/hr)
1/2", 3/4" 1/2",3/4"
Armstrong thermostatic steam traps areavailable with balanced pressure bellowsor wafer type elements and are constructedin a wide variety of materials, includingstainless steel, carbon steel and bronze.These traps are used on applications withvery light condensate loads.
Thermostatic OperationThermostatic steam traps operate on thedifference in temperature between steamand cooled condensate and air. Steamincreases the pressure inside the thermo-static element, causing the trap to close.As condensate and non-condensablegases back up in the cooling leg, thetemperature begins to drop and the ther-mostatic element contracts and opens thevalve. The amount of condensate backedup ahead of the trap depends on the load
1. On start-up, condensate and air arepushed ahead of the steam directly throughthe trap. The thermostatic bellows element isfully contracted and the valve remains wideopen until steam approaches the trap.
Figure 12-1. Operation of the
conditions, steam pressure and size ofthe piping. It is important to note that anaccumulation of non-condensable gasescan occur behind the condensate backup.
2. As the temperature inside the trapincreases, it quickly heats the chargedbellows element, increasing the vaporpressure inside. When pressure inside theelement becomes balanced with systempressure in the trap body, the spring effect ofthe bellows causes the element to expand,closing the valve. When temperature in thetrap drops a few degrees below saturatedsteam temperature, imbalanced pressurecontracts the bellows, opening the valve.
Stea
FigurThermostatic Steam Trap
NOTE: Thermostatic traps can also be usedfor venting air from a steam system. Whenair collects, the temperature drops and thethermostatic air vent automatically dischargesthe air at slightly below steam temperaturethroughout the entire operating pressurerange.
Balanced Pressure Thermostatic Waferoperation is very similar to balanced pressurebellows described in Fig. 12-1. The wafer ispartially filled with a liquid. As the temperatureinside the trap increases, it heats the chargedwafer, increasing the vapor pressure inside.When the pressure inside the wafer exceeds thesurrounding steam pressure, the wafermembrane is forced down on the valve seat andthe trap is closed. A temperature drop caused bycondensate or non-condensable gases coolsand reduces the pressure inside the wafer,allowing the wafer to uncover the seat.
Alcohol Vapor
Bulkhead
Alcohol Liquid
Alcohol Chamber
Wafer
m Condensate and Air Condensate
e 12-2. Operation of Thermostatic Wafer

The Automatic Differential Condensate Controller
Armstrong automatic differential conden-sate controllers (DC) are designed tofunction on applications where conden-sate must be lifted from a drain point orin gravity drainage applications whereincreased velocity will aid in drainage.
Lifting condensate from the drain point—often referred to as syphon drainage—reduces the pressure of condensate,causing a portion of it to flash into steam.Since ordinary steam traps are unable todistinguish flash steam and live steam,they close and impede drainage.
Increased velocity with gravity drainagewill aid in drawing the condensate and airto the DC. An internal steam by-passcontrolled by a manual metering valvecauses this increased velocity. Therefore,the condensate controller automaticallyvents the by-pass or secondary steam.
To Secondary Steam Header
Condensate Retu
For the most efficient use of steam energy, Armsrecommends the piping arrangement when seconis collected and reused in heat transfer equipmen
➨DC
Piping arrangement when flash steam and non-care to be removed and discharged directly to thereturn line.
Condensate Return
➨ ➨
➨
DC
Figure 13-1.
➨
➨
➨
This is then collected for use in otherheat exchangers or discharged to thecondensate return line.
Capacity considerations for drainingequipment vary greatly according tothe application. However, a singlecondensate controller provides sufficientcapacity for most applications.
Cast Iron
Screwed
0 thru 250
To 20,000
TypeConnections
OperatingPressure (psig)
Capacity (lbs/hr)
Connections 1/2" thru 2"
Table 13-1.Typical Design Parameters for theAutomatic Differential Condensate Controller
��
�
�
�
�
�
�
�
�
�
�
�
�����
Secondary Steam
Bucket
Inlet
Manual Metering Valve
��� ��
��������
Condensate
Live and Flash Ste
Condensate and S
rn
trongdary steamt.
ondensables condensate
Figure 13-2.
��
���
Condensate Controller OperationCondensate, air and steam (live andflash) enter through the controller inlet.At this point flash steam and air areautomatically separated from thecondensate. Then they divert into theintegral by-pass at a controlled rate,forming secondary steam (See Fig. 13-2).
The valve is adjustable so it matchesthe amount of flash present under fullcapacity operation or to meet the velocityrequirements of the system. Thecondensate discharges through aseparate orifice controlled by theinverted bucket.
Because of the dual orifice design, thereis a preset controlled pressure differen-tial for the secondary steam systemwhile maximum pressure differential isavailable to discharge the condensate.
13
��
�����
���
��
������������
�
�
�
�
��������
���������
Condensate Discharge Valve
Outlet
am
econdary Steam�
�
��
�
��
Dotte
d Li
nes
Indi
cate
Fie
ld P
ipin
g
Condensate Controller Operation

14
Trap Selection
To obtain the full benefits from the trapsdescribed in the preceding section, it isessential to select traps of the correctsize and pressure for a given job and toinstall and maintain them properly. Oneof the purposes of this Handbook is tosupply the information to make thatpossible. Actual installation and operationof steam trapping equipment should beperformed only by experienced person-nel. Selection or instal-lation shouldalways be accompanied by competenttechnical assistance or advice. ThisHandbook should never be used as asubstitute for such technical advice orassist-ance. We encourage you to contactArmstrong or its local representative forfurther details.
Basic ConsiderationsUnit trapping is the use of a separatesteam trap on each steam-condensingunit including, whenever possible, eachseparate chest or coil of a single ma-chine. The discussion under the ShortCircuiting heading explains the “why” ofunit trapping versus group trapping.
Figure 14-3. Continuous coil, constant pressuregravity flow to trap. 500 lbs/hr of condensatefrom a single copper coil at 30 psig. Gravitydrainage to trap. Volume of steam space verysmall. 2:1 safety factor.
Steam Con
Identical Condens
WRONG
Figure 14-1. Two steam consuming unitsdrained by a single trap, referred to as grouptrapping, may result in short circuiting.
Rely on experience. Select traps withthe aid of past experience. Either yours,the know-how of your Armstrong Repre-sentative or what others have learned intrapping similar equipment.
Do-it-yourself sizing. Do-it-yourselfsizing is simple with the aid of ArmstrongSoftware Program I (Steam Trap Sizingand Selection). Even without this computerprogram, you can easily size steam trapswhen you know or can calculate:
1. Condensate loads in lbs/hr2. The safety factor to use3. Pressure differential4. Maximum allowable pressure
1. Condensate load. Each “How To”section of this Handbook contains formulasand useful information on steam condens-ing rates and proper sizing procedures.
Figure 14-4. Multiple pipes, modulated pressuregravity flow to trap. 500 lbs/hr of condensatefrom unit heater at 80 psig. Multiple tubescreate minor short circuiting hazard. Use 3:1safety factor at 40 psig.
densate
ing Rates, Identical Pressures with Differing Sa
RIGHT
Figure 14-2. Short circuiting is impossiblewhen each unit is drained by its own trap.Higher efficiency is assured.
2. Safety Factor or Experience Factorto Use. Users have found that they mustgenerally use a safety factor in sizingsteam traps. For example, a coil con-densing 500 lbs/hr might require a trapthat could handle up to 1,500 for bestoverall performance. This 3:1 safetyfactor takes care of varying condensaterates, occasional drops in pressuredifferential and system design factors.
Safety factors will vary from a low of1.5:1 to a high of 10:1. The safety factorsin this book are based on years of userexperience.
Configuration affects safety factor. Moreimportant than ordinary load and pres-sure changes is the design of the steamheated unit itself. Refer to Figs. 14-3, 14-4 and 14-5 showing three condensingunits each producing 500 pounds ofcondensate per hour, but with safetyfactors of 2:1, 3:1 and 8:1.
Short CircuitingIf a single trap connects more than onedrain point, condensate and air from oneor more of the units may fail to reach thetrap. Any difference in condensing rateswill result in a difference in the steampressure drop. A pressure drop differencetoo small to register on a pressure gaugeis enough to let steam from the higherpressure unit block the flow of air orcondensate from the lower pressure unit.The net result is reduced heating, outputand fuel waste (See Figs. 14-1 and 14-2).
➤
➤
➤
➤
10"-12"
6"
Figure 14-5. Large cylinder, syphon drained.500 lbs/hr from a 4' diameter 10' long cylinderdryer with 115 cu ft of space at 30 psig. Thesafety factor is 3:1 with a DC and 8:1 with an IB.
fety Factors

Economical steam trap/orifice selection.While an adequate safety factor is neededfor best performance, too large a factorcauses problems. In addition to highercosts for the trap and its installation, aneedlessly oversized trap wears out morequickly. And in the event of a trap failure,an oversized trap loses more steamwhich can cause water hammer and highback pressure in the return system.
3. Pressure differential. Maximumdifferential is the difference between boileror steam main pressure or the downstreampressure of a PRV and return line pressure.See Fig. 15-1. The trap must be able toopen against this pressure differential.
NOTE: Because of flashing condensate in thereturn lines, don’t assume a decrease in pressuredifferential due to static head when elevating.
Operating differential. When the plant isoperating at capacity, the steam pressureat the trap inlet may be lower than steammain pressure. And the pressure in thecondensate return header may go aboveatmospheric.
If the operating differential is at least 80%of the maximum differential, it is safe touse maximum differential in selectingtraps.
Differential Pressureor Maximum
Operating Pressure(MOP)
BackPressure or
Vacuum
Trap
A B
Figure 15-1. “A” minus “B” is PressureDifferential: If “B” is back pressure, subtractit from “A”. If “B” is vacuum, add it to “A”.
Inlet Pressureor Maximum
AllowablePressure (MAP)
Modulated control of the steam supplycauses wide changes in pressuredifferential. The pressure in the unitdrained may fall to atmospheric or evenlower (vacuum). This does not preventcondensate drainage if the installationpractices in this handbook are followed.
IMPORTANT: Be sure to read the discussionto the right which deals with less common butimportant reductions in pressure differential.
4. Maximum allowable pressure.The trap must be able to withstand themaximum allowable pressure of the systemor design pressure. It may not have tooperate at this pressure, but must be ableto contain it. As an example, themaximum inlet pressure is 350 psig andthe return line pressure is 150 psig. Thisresults in a differential pressure of 200 psi,however, the trap must be able towithstand 350 psig maximum allowablepressure. See Fig. 15-1.
Figure 15-2. Condensate from gravity drainpoint is lifted to trap by a syphon. Every twofeet of lift reduces pressure differential byone psi. Note seal at low point and the trap’sinternal check valve to prevent backflow.
Steam Condensate
9'
8'
7'
6'
5'
4'
3'
2'
1'
4psi
3psi
2psi
1psi
Steam Main
Water Seal
Trap
Lift in feet
Pressure dropover water sealto lift coldcondensate
Factors Affecting Pressure DifferentialExcept for failures of pressure controlvalves, differential pressure usually varieson the low side of the normal or designvalue. Variations in either the inlet ordischarge pressure can cause this.
Inlet pressure can be reduced below itsnormal value by:
1. A modulating control valve ortemperature regulator.
2. “Syphon drainage.” Every two feet of liftbetween the drainage point and the trapreduces the inlet pressure (and thedifferential) by one psi. See Fig. 15-2.
Discharge pressure can be increasedabove its normal value by:
1. Pipe friction.2. Other traps discharging into a return
system of limited capacity.3. Elevating condensate. Every two feet
of lift increases the discharge pressure(and the differential) by one psi whenthe discharge is only condensate.However, with flash present, the extraback pressure could be reduced tozero. See Fig. 15-3, noting the externalcheck valve.
15
ExternalCheckValve
Figure 15-3. When trap valve opens, steampressure will elevate condensate. Every twofeet of lift reduces pressure differential by one psi.
Trap

16
How to Trap Steam Distribution Systems
Steam distribution systems link boilersand the equipment actually using steam,transporting it to any location in the plantwhere its heat energy is needed.
The three primary components of steamdistribution systems are boiler headers,steam mains and branch lines. Each fulfillscertain requirements of the system and,together with steam separators andsteam traps, contributes to efficientsteam use.
Drip legs. Common to all steam distribu-tion systems is the need for drip legs atvarious intervals (Fig. 16-1). These areprovided to:
Drip leg same asup to 4". Above 4
never l
Trap
Figure 16-2.Boiler Headers
Figure 16-1.Drip Leg Sizing
*Provide internal check valve when pre**Use IBLV above F&T pressure/tempeNOTE: On superheated steam, use an IBand burnished valve and seat.
*On superheated steam never use an F&Always use an IB with internal check va
Steam Mains and Branch Lines Non-freezing Conditions
Steam Mains and Branch Lines Freezing Conditions
B, M, N, L, F,
Alternate
B, C, D, E, F, L
Alternate
1st Choice, Feand Alternate
Equipment Being Trapped
Boiler Header
1st Choice and
Feature Code
AlteCh
Equipment Being
Trapped
IBLVM, E, L, N,
B, Q*F
Recommendation Chart (See Chart o
The properly sized drip legwill capture condensate.Too small a drip leg canactually cause a venturi“piccolo” effect wherepressure drop pullscondensate out of the trap.See Table 18-1.
1. Let condensate escape by gravityfrom the fast-moving steam.
2. Store the condensate until thepressure differential can discharge itthrough the steam trap.
e
sr
E
C
,
C
ro
&
Boiler HeadersA boiler header is a specialized type ofsteam main which can receive steamfrom one or more boilers. It is most oftena horizontal line which is fed from the topand in turn feeds the steam mains.It is important to trap the boiler headerproperly to assure that any carryover(boiler water and solids) is removedbefore distribution into the system.
Trap
Boiler #1
Boiler #2
the header diameter", 1/2 header size, butss than 4".
Header Level
TypicalTakeoffs
to System
sures fluctuate.ature limitations. with internal check valve
T type trap.lve and burnished valve and seat.
0-30 psig
Above 30 psig
, C, D, Q
hoice
*IB
F&T
*IB
**F&T
M, N, Q, J
hoice
*IB
Thermostatic or CD
*IB
Thermostatic or CD
ature Code Choice(s)
nate ice
T
n Gatefold B for “FEATURE CODE” References.)
Steam traps which serve the headermust be capable of discharging large slugsof carryover as soon as they are present.Resistance to hydraulic shock is also aconsideration in the selection of traps.
Trap selection and safety factor forboiler headers (saturated steam only).A 1.5:1 safety factor is recommended forvirtually all boiler header applications.The required trap capacity can beobtained by using the following formula:Required Trap Capacity = Safety Factor xLoad Connected to Boiler(s) x AnticipatedCarryover (typically 10%).
EXAMPLE: What size steam trap will berequired on a connected load of 50,000 lbs/hrwith an anticipated carryover of 10%?Using the formula:Required Trap Capacity =1.5 x 50,000 x 0.10 = 7,500 lbs/hr.
The ability to respond immediately toslugs of condensate, excellent resistanceto hydraulic shock, dirt-handling abilityand efficient operation on very light loadsare features which make the invertedbucket the most suitable steam trap forthis application.
Installation. If steam flow through theheader is in one direction only, a singlesteam trap is sufficient at the downstreamend. With a midpoint feed to the header(Fig. 16-2), or a similar two-directionalsteam flow arrangement, each end of theboiler header should be trapped.

Steam MainsOne of the most common uses of steamtraps is the trapping of steam mains.These lines need to be kept free of airand condensate in order to keep steam-using equipment operating properly.Inadequate trapping on steam mainsoften leads to water hammer and slugsof condensate which can damage controlvalves and other equipment.
There are two methods used for the warm-up of steam mains—supervised andautomatic. Supervised warm-up is widelyused for initial heating of large diameterand/or long mains. The suggestedmethod is for drip valves to be openedwide for free blow to the atmospherebefore steam is admitted to the main.These drip valves are not closed until all ormost of the warm-up condensate hasbeen discharged. Then the traps takeover the job of removing condensate that
Table 17-2. The Warming-Up Load from 70°F,
Pipe Size(in)
sq ft perLineal ft
Pressure, psig 15 30 60 125 180
.12.10.07.06.05.3441
.14.12.09.07.06.43411/4
.16.14.10.08.07.49711/2
.20.17.13.10.08.6222
.24.20.15.12.10.75321/2
.28.24.18.14.12.9163
.32.27.20.16.131.04731/2
.36.30.22.18.151.1784
.44.37.27.22.181.4565
.51.44.32.25.201.7356
.66.55.41.32.272.2608
.80.68.51.39.322.81010
.92.80.58.46.383.340121.03.87.65.51.423.670141.19.99.74.57.474.200161.311.11.85.64.534.710181.451.23.91.71.585.250201.711.451.09.84.686.28024
Pounds of Condensate
Table 17-1. Condensation in Insulated Pipes Cin Quiet Air at 70°F (Insulation Assumed to be 7
2 15 30Pipe Size
(in)wt of Pipeper ft (lbs)
Steam Pressure, psig
Pounds of W
.043.037.0301.691
.057.050.0402.2711/4
.069.059.0482.7211/2
.092.080.0653.652
.146.126.1045.7921/2
.190.165.1337.573
.229.198.1629.1131/2
.271.234.19010.794
.406.352.25814.625
.476.413.33518.976
.720.620.50428.5581.020.880.71440.48101.3501.170.94553.60121.5801.3701.11063.00142.0801.8101.46083.00162.6302.2801.850105.00183.0802.6802.170123.00204.2903.7203.020171.0024
may form under operating conditions.Warm-up of principal piping in a powerplant will follow much the same procedure.
Automatic warm-up is when the boiler isfired, allowing the mains and some or allequipment to come up to pressure andtemperature without manual help orsupervision.
CAUTION: Regardless of warm-up method,allow sufficient time during the warm-upcycle to minimize thermal stress and preventany damage to the system.
Trap selection and safety factor forsteam mains (saturated steam only).Select trap to discharge condensateproduced by radiation losses at runningload. Sizing for start-up loads results inoversized traps which may wear prema-turely. Size drip legs to collect condensateduring low-pressure, warm-up conditions.
Table 17-3. PipSchedule 40 Pipe
250 450 600 900
.186.14 .221 .289
.231.17 .273 .359
.261.19 .310 .406
.320.23 .379 .498
.384.28 .454 .596
.460.33 .546 .714
.520.38 .617 .807
.578.43 .686 .897
.698.51 .826 1.078
.809.59 .959 1.2531.051.76 1.244 1.6281.301.94 1.542 2.0191.5391.11 1.821 2.3931.6881.21 1.999 2.6241.9271.38 2.281 2.9972.1511.53 2.550 3.3512.3871.70 2.830 3.7252.8332.03 3.364 4.434
Per Hour Per Lineal Foot
arrying Saturated Steam5% Efficient)
Chart 17-1.
111098
7
6
5
4.5
4.0
3.53.3
3.0
2.8
2.6
2.5
2.4
2.3
2.2
2.15
PSIG
5.3
10.3
15.3
PRE
BT
U P
ER
SQ
FT
PE
R H
OU
R P
ER
°F
TE
MP
ER
AT
UR
E D
IFF
ER
EN
CE
150° 160° 180° 2
1"
2"
3"
5"
2"
5"
6"
10"FLAT
60 125 180 250
ater Per Lineal Foot
.079.071.063.051
.106.095.085.068
.127.114.101.082
.171.153.136.110
.271.262.215.174
.354.316.282.227
.426.381.339.273
.505.451.400.323
.684.612.544.439
.882.795.705.5691.3401.1901.060.8601.8901.6901.5001.2102.5102.2402.0001.6102.9402.6402.3401.8903.8803.4703.0802.4904.9004.4003.9003.1505.7505.1504.5703.6908.0007.1506.3505.130
Pipe Size(in) Sched
111/411/22
21/23
31/214151628410512614816
101812201724
(See Table 18-1.) Condensate loads ofinsulated pipe can be found in Table17-1. All figures in the table assumethe insulation to be 75% effective. Forpres-sures or pipe sizes not includedin the table, use the following formula:
C =
Where:C = Condensate in lbs/hr-footA = External area of pipe in square feet
(Table 17-1, Col. 2)U = Btu/sq ft/degree temperature
difference/hr from Chart 17-1T1 = Steam temperature in °FT2 = Air temperature in °FE = 1 minus efficiency of insulation
(Example: 75% efficient insulation:1-.75 = .25 or E = .25)
H = Latent heat of steam(See Steam Table on page 2)
A x U x (t1-t2)E H
17
e Weights Per Foot in Pounds
Btu Heat Loss Curves
111098
7
6
5
4.5
4.0
3.53.3
3.0
2.8
2.6
2.5
2.4
2.3
2.2
2.15
2.10
25.3
50.3
75.3
100.
3
150.
3
250.
3
450.
360
0.3
900.
3
1500
.324
00.3
SSURE IN LBS PER SQUARE INCH
TEMPERATURE DIFFERENCE00° 240° 300° 400° 500° 700° 900° 1050°
SURFACES
ule 40 Schedule 80 Schedule 160 XX Strong
2.17 2.85 3.661.693.00 3.76 5.212.273.63 4.86 6.412.725.02 7.45 9.033.657.66 10.01 13.695.79
10.25 14.32 18.587.5712.51 — 22.859.1114.98 22.60 27.540.7920.78 32.96 38.554.6228.57 45.30 53.168.9743.39 74.70 72.428.5554.74 116.00 —0.4888.60 161.00 —3.60
107.00 190.00 —3.00137.00 245.00 —3.00171.00 309.00 —5.00209.00 379.00 —3.00297.00 542.00 —1.00

18
For traps installed between the boilerand the end of the steam main, apply a2:1 safety factor. Apply a 3:1 safetyfactor for traps installed at the end of themain or ahead of reducing and shutoffvalves which are closed part of the time.
Divide the warming-up load from Table17-2 by the number of minutes allowedto reach final steam temperature.Multiply by 60 to get pounds per hour.
For steam pressures and pipe schedulesnot covered by Table 17-2, the warming-up load can be calculated using thefollowing formula:
C =
Where:C = Amount of condensate in lbsW = Total weight of pipe in lbs
(See Table 17-3 for pipe weights)
W x (t1 - t2) x .114H
* DC is 1st choice wh90% or less.
Steam Separator
BE
1s
FEquipment
Being Trapped
Recommendation Chart (See Char
Figure 18-1. Trap draining strainer ahead ofPRV.
t1 = Final temperature of pipe in °Ft2 = Initial temperature of pipe in °F.114= Specific heat of steel pipe Btu/lb-°FH = Latent heat of steam at final tempera-
ture in Btu/lb (See Steam Tables)
A more conservative approach is asfollows: Determine the warming-up loadto reach 219°F or 2 psig. Divide by thenumber of minutes allowed to reach219°F and multiply by 60 to get poundsper hour. Size the trap on the basis of1 psi pressure differential for every 28"of head between the bottom of the mainand the top of the trap.
The inverted bucket trap is recommendedbecause it can handle dirt and slugs ofcondensate and resists hydraulic shock.In addition, should an inverted bucket fail,it usually does so in the open position.
ere steam quality is
IBLV, M, L, , F, N,
Q
*DC
t Choice and
eature Code
Alternate Choice
t on Gatefold B for “FEATURE CODE” References.)
S
FDf
Figure 18-2. Trap draining drip leg on main.
Steam Mains
TB
M
D
H
Installation. Both methods of warm-upuse drip legs and traps at all low spots ornatural drainage points such as:
Ahead of risersEnd of mainsAhead of expansion joints or bendsAhead of valves or regulators
Install drip legs and drain traps even wherethere are no natural drainage points (SeeFigs. 18-1, 18-2 and 18-3). These shouldnormally be installed at intervals of about300' and never longer than 500'.
On a supervised warm-up, make drip leglength at least 11/2 times the diameter ofthe main, but never less than 10". Makedrip legs on automatic warm-ups a minimumof 28" in length. For both methods, it is agood practice to use a drip leg the samediameter as the main up to 4" pipe sizeand at least 1/2 of the diameter of the mainabove that, but never less than 4".See Table 18-1.
team MainSize(in)
DM
Drip LegDiameter
(in)SupervisedWarm-Up
AutomaticWarm-Up
Drip Leg Length Min. (in)
282828282828282828282828283036
101010101010101215182124273036
1234446688101012
1/23/412346810121416182024
H
1/23/4
Drip leg same asthe header
diameter up to 4".
igure 18-3. Trap draining drip leg at riser.istance “H” in inches ÷ 28 = psi static head
or forcing water through the trap.
Above 4", 1/2 headersize, but never less
than 4".
able 18-1. Recommended Steam Main andranch Line Drip Leg Sizing

Branch LinesBranch lines are take-offs from the steammains supplying specific pieces of steam-using equipment. The entire system mustbe designed and hooked up to preventaccumulation of condensate at any point.
Trap selection and safety factor forbranch lines . The formula for computingcondensate load is the same as that usedfor steam mains. Branch lines also have arecommended safety factor of 3:1.
Installation. Recommended piping fromthe main to the control is shown in Fig. 19-1for runouts under 10' and Fig. 19-2 forrunouts over 10'. See Fig. 19-3 for pipingwhen control valve must be below the main.
Install a full pipe size strainer ahead of eachcontrol valve as well as ahead of the PRVif used. Provide blowdown valves, prefer-ably with IB traps. A few days afterstarting system, examine the strainerscreens to see if cleaning is necessary.
Figure 19-1. Piping for runout less than 10 ft.No trap required unless pitch back to supplyheader is less than ^" per ft.
Pitch 1/2" per 1 ft
Figure 19-2. Piping for runout greater than10'. Drip leg and trap required ahead of controlvalve. Strainer ahead of control valve can serveas drip leg if blowdown connection runs to aninverted bucket trap. This will also minimize thestrainer cleaning problem. Trap should beequipped with an internal check valve or aswing check installed ahead of the trap.
Morethan10'
Runout OversizedOne Pipe Size or
More
Pitch Down1/2" per 10 ft
Branch Lines
10' or Less
SeparatorsSteam separators are designed toremove any condensate that forms withinsteam distribution systems. They aremost often used ahead of equipmentwhere especially dry steam is essential.They are also common on secondarysteam lines, which by their very nature,have a large percentage of entrainedcondensate.
Important factors in trap selection forseparators are the ability to handle slugsof condensate, provide good resistanceto hydraulic shock and operate on lightloads.
Trap selection and safety factors forseparators. Apply a 3:1 safety factor inall cases, even though different types oftraps are recommended, depending oncondensate and pressure levels.
Use the following formula to obtain therequired trap capacity:
Figure 19-3. Regardless of the length of therunout, a drip leg and trap are required aheadof the control valve located below steamsupply. If coil is above control valve, a trapshould also be installed at downstream side ofcontrol valve.
Required trap capacity in lbs/hr = safetyfactor x steam flow rate in lbs/hr xanticipated percent of condensate (typically10% to 20%).
EXAMPLE: What size steam trap will berequired on a flow rate of 10,000 lbs/hr?Using the formula:
Required trap capacity =3 x 10,000 x 0.10 = 3,000 lbs/hr.
The inverted bucket trap with largevent is recommended for separators.When dirt and hydraulic shock are notsignificant problems, an F&T type trapis an acceptable alternative.
An automatic differential condensatecontroller may be preferred in manycases. It combines the best features ofboth of the above and is recommendedfor large condensate loads whichexceed the separating capability of theseparator.
InstallationConnect traps to the separator drainline 10" to 12" below the separatorwith the drain pipe running the full sizeof the drain connection down to thetrap take-off (Fig. 19-4). The drain pipeand dirt pocket should be the samesize as the drain connection.
19
Shutoff Valve 10"-12"
Figure 19-4. Drain downstream side ofseparator. Full size drip leg and dirt pocketare required to assure positive and fastflow of condensate to the trap.
Steam Separator
SteamSeparator
IBLVor DC
6"

20
How to Trap Steam Tracer Lines
Steam tracer lines are designed tomaintain the fluid in a primary pipe at acertain uniform temperature. In mostcases, these tracer lines are usedoutdoors which makes ambient weatherconditions a critical consideration.
The primary purpose of steam traps ontracer lines is to retain the steam until itslatent heat is fully utilized and thendischarge the condensate and non-condensable gases. As is true with anypiece of heat transfer equipment, eachtracer line should have its own trap. Eventhough multiple tracer lines may beinstalled on the same primary fluid line,unit trapping is required to prevent shortcircuiting. See page 14.
Figure 20-1.
FreezeProtection
Drain
*
*Select a ‹" steam traenergy and avoid plugg
Tracer Lines A, BJ, N
1st Ca
FeaC
Equipment Being
Trapped
Recommendation Chart (See Chart on
In selecting and sizing steam traps, it’simportant to consider their compatibilitywith the objectives of the system, astraps must:
1. Conserve energy by operating reliablyover a long period of time.
2. Provide abrupt periodic discharge inorder to purge the condensate and airfrom the line.
3. Operate under light load conditions.4. Resist damage from freezing if the
steam is shut off.
The cost of steam makes wasteful tracerlines an exorbitant overhead which noindustry can afford.
CheckValve
Typical Tracer Installation
p orifice to conserveing with dirt and scale.
IB, C, L, , I, K
Thermostatic or CD
hoice nd ture
ode
Alternate Choice
Gatefold B for “FEATURE CODE” References.)
Trap Selection for Steam Tracer Lines.The condensate load to be handled on asteam tracer line can be determined fromthe heat loss from the product pipe byusing this formula:
Q =
Where:Q = Condensate load, lbs/hrL = Length of product pipe between
tracer line traps in ftU = Heat transfer factor in Btu/sq ft/°F/hr
(from Chart 21-1)∆T = Temperature differential in °FE = 1 minus efficiency of insulation
(example: 75% efficient insulation or1 - .75 = .25 or E = .25)
S = Lineal feet of pipe line per sq ftof surface (from Table 48-1)
H = Latent heat of steam in Btu/lb(from Steam Tables, page 2)
L x U x ∆T x ES x H
Figure 20-2.
Iron Pipe Copper orBrass Pipe
Pipe Size(in)
1/2
3/4
1
11/4
11/2
2
21/2
3
4
4.55
3.64
2.90
2.30
2.01
1.61
1.33
1.09
.848
7.63
5.09
3.82
3.05
2.55
1.91
1.52
1.27
.954
Table 20-1. Pipe Size Conversion Table(Divide lineal feet of pipe by factor given for sizeand type of pipe to get square feet of surface.)

EXAMPLE: Three tracer lines at 100 psigsteam pressure are used on a 20" diameter,100' long insulated pipe to maintain atemperature of 190°F with an outdoor designtemperature of -10°F. Assume further the pipeinsulation is 75% efficient. What is thecondensate load?
Using the formula:
Now divide by three in order to get the loadper tracer line—24 lbs/hr.
100 ft x 2.44 Btu/sq ft - °F - hr x 200°F x .250.191 lin ft/sq ft x 880 Btu/lb
and purgetrap is recservice.
Safety fac
On most tto the steafore, the sBased onoperatingtime, hand
Q = = 72 lbs/hr
Figure 21-1.
VacuumBreaker
Freeze Protection Drain
Typical Tracer Installation
the system, an inverted bucketommended for tracer line
tor . Use a 2:1 safety factorwhether exposure to ambient weatherconditions is involved or not. Do notoversize steam traps or tracer lines.Select a 5/64"steam trap orifice toconserve energy and avoid pluggingwith dirt and scale.
racer line applications, the flowm trap is surprisingly low, there-mallest trap is normally adequate. its ability to conserve energy by reliably over a long period ofle light loads, resist freezing
Chart 21-1. Btu Heat LUnit heat loss per sq ft odiameters (also flat surfsteam pressures or tem
111098
7
6
5
4.5
4.0
3.53.3
3.0
2.8
2.6
2.5
2.4
2.3
2.2
2.15
PSIG
5.3
10.3
15.3
25.3
PRE
BT
U P
ER
SQ
FT
PE
R H
OU
R P
ER
°F
TE
MP
ER
AT
UR
E D
IFF
ER
EN
CE
150° 160° 180° 20
1"
2"
3"
5"
2"
5"
6"
10"FLAT S
InstallationInstall distribution or supply lines at aheight above the product lines requiringsteam tracing. For the efficient drainageof condensate and purging of non-condensables, pitch tracer lines forgravity drainage and trap all low spots.This will also help avoid tracer linefreezing. (See Figs. 20-1, 20-2 and 21-1.)
To conserve energy, return condensateto the boiler. Use vacuum breakersimmediately ahead of the traps to assuredrainage on shutdown on gravity drainsystems. Freeze protection drains ontrap discharge headers are suggestedwhere freezing conditions prevail.
21
oss Curvesf surface of uninsulated pipe of various
ace) in quiet air at 75°F for various saturatedperature differences.
111098
7
6
5
4.5
4.0
3.53.3
3.0
2.8
2.6
2.5
2.4
2.3
2.2
2.15
2.10
50.3
75.3
100.
3
150.
3
250.
3
450.
360
0.3
900.
3
1500
.324
00.3
SSURE IN LBS PER SQUARE INCH
TEMPERATURE DIFFERENCE0° 240° 300° 400° 500° 700° 900° 1050°
URFACES

22
How to Trap Space Heating Equipment
Space heating equipment, such as unitheaters, air handling units, finnedradiation and pipe coils are found invirtually all industries. This type ofequipment is quite basic and shouldrequire very little routine maintenance.Consequently, the steam traps areusually neglected for long periods of time.One of the problems resulting from suchneglect is residual condensate in theheating coil which can cause damage dueto freezing, corrosion and water hammer.
Trap Selection and Safety FactorsDifferent application requirements involvingconstant or variable steam pressuredetermine which type and size of trapshould be used. There are two standardmethods for sizing traps for coils.
1. Constant Steam Pressure.INVERTED BUCKET TRAPS AND F&TTRAPS—use a 3:1 safety factor atoperating pressure differentials.
STEAM PRESSURE PS
MU
LT
IPL
IER
201715
12
10
87
6
4
5
2 5 10 15 25
2 5 10 15 25
FORCED AIR CIRCULADRYING WET CLAYDAMP ATMOSPHERES
ORDINARY SPACE HEA
Chart 22-1. Multipliers for Sizing Traps
Unit Heaters
Air Handling Units
Finned Radiation & Pipe Coils
B, C, E, K, N IBLV
Alternate Choice F&T
B, C, E, K, N IBLV
F&T
B, C, E, K, N IBLV
Thermo-static
1st Choice and
Feature Code
ConstaPressuEquipment
Being Trapped 0-30
psig 3
Alternate Choice
Alternate Choice T
*Use IBLV above F&T pressure/temperaturPLEASE NOTE: 1. Provide vacuum breaker 2. Do not use F&T traps on
Recommendation Chart (See Chart o
2. Modulating Steam Pressure.F&T TRAPS AND INVERTED BUCKETTRAPS WITH THERMIC BUCKETS
0-15 psig steam—2:1 safety factorat 1/2 psi pressure differential (on F&Ttraps SHEMA ratings can also be used)16-30 psig steam—2:1 at 2 psipressure differentialAbove 30 psig steam—3:1 at 1/2 ofmaximum pressure differentialacross the trap.
INVERTED BUCKET TRAPS WITHOUTTHERMIC BUCKETSAbove 30 psig steam pressure only—3:1at ^ of maximum pressure differentialacross the trap.
5
5
T
T
f
I
*
I
*
I
A0
hs
ew
n
Trap Selection for Unit Heatersand Air Handling UnitsYou may use three methods to computethe amount of condensate to be handled.Known operating conditions will deter-mine which method to use.
IG
MU
LT
IPL
IER
0 100 125 180 250
0 100 125 180 250201715
12
10
87
6
4
5
ION
ING
or Multiple Coils
BLV B, C, G, H, L F&T *F&T
F&T IBLV IBLV
BLV B, C, G, H, L F&T *F&T
F&T IBT IBLV
BLV B, C, G, H, L F&T F&T
nt re
Variable Pressure
1st Choice and
Feature Code
bove psig
0-30 psig
Above 30 psig
Alternate Choice
Alternate Choice
Alternate Choiceermo-tatic IBLV IBLV
limitations.herever subatmospheric pressures occur.
superheated steam.
Gatefold B for “FEATURE CODE” References.)
1. Btu method. The standard rating forunit heaters and other air coils is Btuoutput with 2 psig steam pressure in theheater and entering air temperature of60°F. To convert from standard to actualrating, use the conversion factors in Table24-1. Once the actual operating condi-tions are known, multiply the condensateload by the proper safety factor.
2. CFM and air temperature risemethod . If you know only CFM capacityof fan and air temperature rise, find theactual Btu output by using this simpleformula: Btu/hr = CFM x 1.08 x tempera-ture rise in °F.
EXAMPLE: What size trap will drain a 3,500CFM heater that produces an 80°F temperaturerise? Steam pressure is constant at 60 psig.
Using the formula:3,500 x 1.08 x 80 = 302,400 Btu/hr.Now divide 302,400 Btu/hr by 904.5 Btu (fromthe Steam Tables) to obtain 334 lbs/hr andthen multiply by the recommended safetyfactor 3. The application needs a trap with a1,002 lbs/hr capacity.
Derive the 1.08 factor in the above formula asfollows:1 CFM x 60 = 60 CFH60 CFH x .075 lbs of air/cu ft = 4.5 lbs of air/hr4.5 x 0.24 Btu/lb -°F (specific heat of air) =1.08 Btu/hr °F- CFM.
3. Condensate method.Once you determine Btu output:1. Divide Btu output by latent heat of
steam at steam pressure used. SeeColumn 2 of Table 24-1 or the SteamTables. This will give the actual weightof steam condensed. For a closeapproximation, a rule of thumb couldbe applied in which the Btu output issimply divided by 1,000.
2. Multiply the actual weight of steamcondensing by the safety factor toget the continuous trap dischargecapacity required.

InstallationIn general, follow the recommendationsof the specific manufacturer. Figs. 23-1,23-2, 23-3, and 23-4 represent the consen-sus of space heating manufacturers.
NOTE: For explanation of safety drain trap,see Fig. 42-1.
Trap Selection for Pipe Coilsand Finned RadiationPipe coils. Insofar as possible, trap eachpipe individually to avoid short circuiting.
Single pipe coils. To size traps forsingle pipes or individually trapped pipes,find the condensing rate per linear foot inTable 24-3. Multiply the condensing rateper linear foot by the length in feet to getthe normal condensate load.
For quick heating, apply a trap selectionsafety factor of 3:1 and use an invertedbucket trap with a thermic vent bucket.Where quick heating is not required, usea trap selection safety factor of 2:1 andselect a standard inverted bucket trap.
Multiple pipe coils. To size traps todrain coils consisting of multiple pipes,proceed as follows:1. Multiply the lineal feet of pipe in the
coil by the condensing rate given inTable 24-3. This gives normal conden-sate load.
Figure 23-1. Trapping and Venting Air Heat C
Strainer
Return Main
F&T SafetyTrap
Air
Strainer
Return Main
Figure 23-2. Trapping and Venting Air Heat C
F&T SafetyTrap
To Dra
SteamMain
InvertedBucket Trap
ModulatingSteam Control
Valve
A
T
ModulatingSteam Control
Valve
SteamMain
InvertedBucket Trap
2. From Chart 22-1 find the multiplier foryour service conditions.
3. Multiply normal condensate load bymultiplier to get trap required continu-ous discharge capacity.Note that the safety factor isincluded in the multiplier.
Finned radiation. When Btu output isnot known, condensing rates can becomputed from Tables 24-2 and 24-4with sufficient accuracy for trap selectionpurposes. To enter Table 24-4, observesize of pipe, size of fins, number of finsand material. Determine condensing rateper foot under standard conditions fromTable 24-4. Convert to actual conditionswith Table 24-2.
Safety factor recommendations are to:1. Overcome the short circuiting hazard
created by the multiple tubes of theheater.
2. Ensure adequate trap capacityunder severe operating conditions.
oil
ThermostaticAir Vent
Primary Trap
Primary Trap
oil
in
Vacuum BreakerWhere Return is
Below Trap
OverheadReturn Main(Alternate)
BrokenLines Applyto Overhead
Return
ir
o Drain
Vacuum BreakerWhere Return is
Below Trap
OverheadReturn Main(Alternate)
BrokenLines Applyto Overhead
Return
ThermostaticAir Vent
In extremely cold weather the enteringair temperature is likely to be lower thancalculated, and the increased demandfor steam in all parts of the plant mayresult in lower steam pressures andhigher return line pressures—all ofwhich cut trap capacity.
3. Ensure the removal of air and othernon-condensables.
WARNING: For low pressure heating, use asafety factor at the actual pressure differential,not necessarily the steam supply pressure,remembering the trap must also be able tofunction at the maximum pressure differentialit will experience.
23
Figure 23-3. Generally approved method ofpiping and trapping high pressure (above 15psi) horizontal discharge heaters. Figs. 23-3and 23-4 drip leg should be 10"-12" minimum.
Figure 23-4. Generally approved method ofpiping and trapping low pressure (under 15psi) vertical discharge heaters.
GateValve
CheckValve
ReturnIB TrapDirt Pocket6" Min.
Supply
Pitch Down
Dirt Pocket6" Min.
IB TrapReturn
Pitch Down
Supply
10" to 12"
GateValve10" to 12"

24
Table 24-1. A Table of Constants for determining the Btu output of a unit heater with conditions other than standard—standard being with 2 lbssteam pressure at 60°F entering air temperature. To apply, multiply the standard Btu capacity rating of heater by the indicated constant.(Reprinted from ASHRAE Guide by special permission.)
.9
5
1015
30
60100
125
175
Steam Entering Air Temperature °F
Temp. (°F) 45 55 65 70 75 80 90
Steam Pressure
(psig)
215.0
227.1
239.4249.8
274.0
307.3337.9
352.9
377.4
1.22
1.34
1.451.55
1.78
2.102.43
2.59
2.86
1.11
1.22
1.331.43
1.66
2.002.31
2.47
2.74
1.00
1.11
1.221.31
1.54
1.872.18
2.33
2.60
.95
1.05
1.171.26
1.48
1.812.11
2.27
2.54
.90
1.00
1.111.20
1.42
1.752.05
2.21
2.47
.84
.95
1.051.14
1.37
1.692.00
2.16
2.41
.75
.81
.911.00
1.21
1.511.81
1.96
2.21
Steel Pipe, SteelFins Painted
Black
Copper PipeAluminum Fins
Unpainted
Condensatelbs/hr per
Foot of Pipe
1.12.02.61.62.43.11.52.43.11.62.22.82.23.03.6
PipeSize(in)
11/4
2
11/4
11/4
11/4
FinSize(in)
31/4
41/4
41/4
31/4
41/4
FinsperInch
3 to 4
3 to 4
2 to 3
4
5
No. of PipesHigh on
6" Centers
123123123123123
Table 24-2. Finned Radiation Conversion Factors for steampressures and air temperatures other than 65°F air and 215°F steam.
Table 24-4. Finned Radiation Condensing Rates with 65°F Air and215°F Steam (for trap selection purposes only).
1/23/4
111/4
11/2
221/2
331/2
4
Steam Pressure (psig) Temp. Rise from 70°
15180°
30204°
60237°
125283°
180310°
250336°
sq ft perLineal ft
Pipe Size(in)
.220 .13 .15 .19 .26 .30 .35
.275 .15 .19 .24 .33 .38 .45
.344 .19 .23 .28 .39 .46 .54
.434 .23 .28 .36 .49 .57 .67
.497 .26 .32 .41 .55 .65 .76
.622 .33 .40 .50 .68 .80 .93
.753 .39 .47 .59 .81 .95 1.11
.916 .46 .56 .70 .96 1.13 1.311.047 .52 .63 .80 1.08 1.27 1.501.178 .58 .70 .89 1.21 1.43 1.72
Pounds of Condensate per hr per Lineal ft
Table 24-3. Condensing Rates in Bare Pipe Carrying Saturated Steam
Entering Air Temperature °FLatent Heat of Steam -10 0 10 20 30 40 50 60 70 80 90 100
Steam Pressure lbs per sq in
1.078 1.000 0.926 0.853
1.127 1.050 0.974 0.901
1.211 1.131 1.056 0.982
1.275 1.194 1.117 1.043
1.333 1.251 1.174 1.097
1.429 1.346 1.266 1.190
1.511 1.430 1.349 1.270
1.582 1.498 1.416 1.338
1.640 1.555 1.472 1.393
1.696 1.610 1.527 1.447
1.721 1.635 1.552 1.472
1.748 1.660 1.577 1.497
1.792 1.705 1.621 1.541
1.836 1.749 1.663 1.581
5
10
15
20
30
40
50
60
70
75
80
90
100
2 966.3
960.7
952.4
945.5
939.3
928.5
919.3
911.2
903.9
897.3
893.8
891.1
885.4
880.0
1.640
1.730
1.799
1.861
1.966
2.058
2.134
2.196
2.256
2.283
2.312
2.361
2.409
—
1.550
1.639
1.708
1.769
1.871
1.959
2.035
2.094
2.157
2.183
2.211
2.258
2.307
—
1.456
1.545
1.614
1.675
1.775
1.862
1.936
1.997
2.057
2.085
2.112
2.159
2.204
—
1.370
1.460
1.525
1.584
1.684
1.771
1.845
1.902
1.961
1.990
2.015
2.063
2.108
—
1.289
1.375
1.441
1.498
1.597
1.683
1.755
1.811
1.872
1.896
1.925
1.968
2.015
— 1.155
1.206
1.290
1.335
1.416
1.509
1.596
1.666
1.725
1.782
1.808
1.836
1.880
1.927
0.782
0.829
0.908
0.970
1.024
1.115
1.194
1.262
1.314
1.368
1.392
1.418
1.461
1.502
0.713
0.760
0.838
0.897
0.952
1.042
1.119
1.187
1.239
1.293
1.316
1.342
1.383
1.424

How to Trap Process Air Heaters
Process air heaters are used for dryingpaper, lumber, milk, starch and otherproducts as well as preheating combus-tion air for boilers.
Common examples of this type ofequipment are process dryers, tunneldryers, and combustion air preheaters.Compared with air heaters for spaceheating, process air heaters operate atvery high temperature, 500°F not beinguncommon. These extremely hightemperature applications require highpressure (and occasionally superheated)steam.
Figure 25-1. Process Air Heater
Process Air Heaters
B, F, K, I, M, A IB
*F&T
1st Choice and
Feature Code
ConPresEquipment
Being Trapped 0-30
psig
Alternate Choice
* The pressure break point for F&T trapsome models and sizes.PLEASE NOTE:1. Provide vacuum breaker wherever su2. Do not use F&T traps on superheate
Recommendation Chart (See Chart o
VacuumBreaker
Modulating SteamControl Valve
Trap DrainingStrainerAhead of
ModulatingSteam
Control Valve
Trap Selection and Safety FactorDetermine the condensate load forprocess air heaters with the followingformula:
Q =
Where:Q = Condensate load in lbs/hrF = Cubic feet of air per minuteCp = Specific heat of air in Btu/lb–°F
(from Table 50-2)d = Density of air—.075 lbs/cu ft∆T = Temperature rise in °FH = Latent heat of steam in Btu/lb
(Steam Tables, page 2)
F x Cp x d x 60 min/hr x ∆TH
IB B, C, G, H, L F&T *F&T
IB IBLV IBLV
stant sure
Variable Pressure
1st Choice and
Feature Code
Above 30 psig
0-30 psig
Above 30 psig
Alternate Choice
s may be somewhat different in
batmospheric pressures occur.d steam.
n Gatefold B for “FEATURE CODE” References.)
Alternate F&Twith Integral
VacuumBreaker
Air Vent
Air Vent
InvertedBucket
Steam Trap
2,000 x .24 x .075 x 60 x 100915
EXAMPLE: What would be the condensateload on a tunnel dryer coil handling 2,000CFM of air and requiring a 100°F temperaturerise? The steam pressure is 45 psig. Using theformula:
Q =
Q = 236 lbs/hr
Multiplying by a safety factor of 2—which isrecommended for all constant pressureprocess air heaters—indicates that a trap witha capacity of 472 lbs/hr will be required. Thisis based on one coil. For higher air tempera-ture rises, additional coils in series may berequired.
Safety FactorsFor constant steam pressure, use asafety factor of 2:1 at operating pressuredifferential. For modulating steampressure, use a safety factor of 3:1 at ^of maximum pressure differential acrossthe trap.
InstallationGive piping for an entire piece of processair heating equipment—including all steamtrap connections—adequate allowancefor expansion due to the wide tempera-ture variations. Mount traps 10"-12" belowthe coils with a dirt pocket of at least 6".On both constant and modulated pressureheaters, install a vacuum breakerbetween the coil and the steam trap.Install an air vent on each coil to removeair and other non-condensables that cancause rapid corrosion. See Fig. 25-1.
Consider a safety drain if condensateis elevated after the trap or if backpressure is present. See page 42 forpiping diagram and explanation.
25

26
How to Trap Shell & Tube Heat Exchangers & Submerged Coils
Submerged coils are heat transfer elementswhich are immersed in the liquid to beheated, evaporated or concentrated. Thistype of coil is found in virtually every plantor institution which uses steam. Commonexamples are water heaters, reboilers,suction heaters, evaporators, and vaporiz-ers. These are used in heating water forprocess or domestic use, vaporizing indus-trial gases such as propane and oxygen,concen-trating in-process fluids suchas sugar, black liquor and petroleumand heating fuel oil for easy transferand atomization.
Different application requirements involvingconstant or variable steam pressure deter-mine which type of trap should be used.Trap selection factors include the ability tohandle air at low differential pressures,energy conservation and the removal of
Figure 26-1. Shell And Tube Heat Exchangers
ModulatSteam
Control V
Steam Mai
Hot Water Out
Cold Water In
To Drain
Heat Exchanger(Steam in Shell)
Use Safety Drain F&T TrapWhen Going to OverheadReturn. See Page 42 for
Explanation.
PLEASE NOTE:1. Provide vacuum breaker wherever 2. Provide a safety drain when elevati3. If dirt and large volumes of air muswith an external thermostatic air vent
* Use IBLV above Pressure/Temperatu
Embossed Coils and Pipe Coils
I, F, Q, C, E, K, N, B, G IBLV
DCF&T
Shell and Tube Heat Exchangers
1st Choice and
Feature Code
ConPreEquipment
Being Trapped 0-30
psig
Alternate Choice
Recommendation Chart (See Chart
dirt and slugs of condensate. Three stan-dard methods of sizing help determinethe proper type and size traps for coils.
(
in
a
n
sn
c
r
s
Safety FactorI. Constant Steam Pressure.
INVERTED BUCKET TRAPS OR F&TTRAPS—use a 2:1 safety factor atoperating pressure differentials.
II. Modulating Steam Pressure.F&T TRAPS OR INVERTED BUCKETTRAPS.1. 0-15 psig steam—2:1 at ^ psi
pressure differential (on F&T trapsSHEMA ratings can also be used).
2. 16-30 psig steam—2:1 at 2 psipressure differential.
3. Above 30 psig steam—3:1 at ^ ofmaximum pressure differentialacross the trap.
Typical Piping Diagram)
DrainAir Vent
g
lve
Strainer
By-Pass
PrimaryTrap
To Low PressureReturn
ubatmospheric pressures occur.g condensate on modulating service.
t be handled, an inverted bucket trapan be used effectively.
e Limitations
IBLV B, C, G, H, L, I F&T3 *F&T3
DC*F&T
DCIBT
DCIBLV
stant sure
Variable Pressure
1st Choice and
Feature Code
Above 30 psig
0-30 psig
Above 30 psig
Alternate Choice
on Gatefold B for “FEATURE CODE” References.)
Alte
rnat
e to
Ove
rhea
d R
etur
n
III. For constant or modulating steampressure with syphon drainage.An automatic differential condensatecontroller with a safety factor of 3:1should be used. An alternate is anIBLV with a 5:1 safety factor.
Apply the safety factor at full differentialon constant steam pressure. Apply thesafety factor at one half maximumdifferential for modulating steam pressure.
Shell and Tube Heat ExchangersOne type of submerged coil is the shelland tube heat exchanger (Fig. 26-1). Inthese exchangers, numerous tubes areinstalled in a housing or shell with confinedfree area. This assures positive contactwith the tubes by any fluid flowing in theshell. Although the term submerged coilimplies that steam is in the tubes and thetubes are submerged in the liquid beingheated, the reverse can also be truewhere steam is in the shell and a liquid isin the tubes.
Trap Selection for Shelland Tube Heat ExchangersTo determine the condensate load onshell and tube heaters, use the followingformula when actual rating is known.* (Ifheating coil dimensions alone are known,use formula shown for embossed coils.Be sure to select applicable “U” factor):
Q =
Where:Q = Condensate load in lbs/hrL = Liquid flow in GPM∆T = Temperature rise in °FC = Specific heat of liquid in Btu/lb-°F
(Table 50-1)500 = 60 min/hr x 8.33 lbs/galsg = Specific gravity of liquid (Table 50-1)H = Latent heat of steam in Btu/lb
(Steam Tables, page 2)
EXAMPLE: Assume a water flow rate of 50GPM with an entering temperature of 40°F and aleaving temperature of 140°F. Steam pressureis 15 psig. Determine the condensate load.
Using the formula:
* Size steam traps for reboilers, vaporizersand evaporators (processes that create vapor)using the formula for EMBOSSED COILS onpage 27.
L x ∆T x C x 500 x sgH
Q = = 2,645 lbs/hr
50 GPM x 100°F x 1 Btu/lb-°F x 500 x 1.0 sg945 Btu/lb

Rule of Thumb for ComputingCondensing Rate for Water Heaters:Raising the temperature of 100 gallonsof water 1°F will condense one poundof steam.
dati.
Embossed CoilsVery often open tanks of water orchemicals are heated by means ofembossed coils (Fig. 27-1). Upsettinggrooves in the sheet metal of the twohalves produce the spaces for the steamWhen welded together the halves formthe passages for steam entry, heattransfer and condensate evacuation.
Trap Selection for Embossed CoilsCalculate the condensate load onembossed coils with the followingformula:
Q = A x U x Dm
Where:Q = Total heat transferred in Btu per hourA = Area of outside surface of coil in sq ftU = Overall rate of heat transfer in Btu per
hr-sq ft-°F. See Tables 27-1 and 27-2.Dm = Logarithmic mean temperature
difference between steam and liquid(as between inlet and outlet of a heatexchanger) in °F
D1 - D2Loge
D1 = Greatest temperature differenceD2 = Least temperature difference
Dm =(D1)(D2)
Figure 27-1. Thermostatic ControlledEmbossed Coil, Syphon Drained
IB Trap
➤
Table 27-1.Pipe Coil U Values in Btu/hr-sq ft-°F
DC
CirculationType of ServiceNatural50-200
50-150
300-800
10-30
200
180
Forced150-1200
—
—
50-150
500
450
Steam to Water
Steam to Boiling Oil
Steam to Boiling Liquid
Steam to Oil
3/4" Tube Heaters
11/2" Tube Heaters
➤
➤
➤
Logarithmic mean temperature differencecan be determined with slightly lessaccuracy using the nomograph, Chart29-1.
U values are determined by tests undercontrolled conditions. Tables 27-1 and 27-2show the commonly accepted range forsubmerged embossed coils. For trapselection purposes, use a U value that isslightly greater than the conservativeU value selected for estimating actualheat transfer.
EXAMPLE:A = 20 sq ft of coil surfaceU = 175 Btu/sq ft-hr-°FConditions:
Water in: 40°FWater out: 150°F
Steam pressure: 125 psig or 353°FD1 = 353 - 40, or 313D2 = 353 - 150, or 203
Dividing by 4 to get within range of Chart 29-1,we have:
D1 = 78.25D2 = 50.75
Mean difference from chart is 63°F.Multiplying by 4, the mean temperaturedifference for the original values is 252°F.Substituting in the equation:Q = 20 x 175 x 252 = 882,000 Btu/hr
Btu transferred per hour.Latent heat of steam at 125 psig = 867.6882,000 867.6
= 1,016 lbs condensate per hr
IB Trap
Figure 27-2. Continuous Coil,Syphon Drained
WaterSeal
Table 27-2.Embossed Coil U Values in Btu/hr-sq ft-°F
Steam to Watery Solutions
Steam to Light Oil
Steam to Medium Oil
Steam to Bunker C
Steam to Tar Asphalt
Steam to Molten Sulphur
Steam to Molten Paraffin
Steam to Molasses or Corn Syrup
Dowtherm to Tar Asphalt
CirculationNatural Forced
Type of Service
150-27560-110
50-100
40-80
18-60
35-45
40-50
70-90
50-60
100-20040-45
20-40
15-30
15-25
25-35
25-35
20-40
15-30
➤
➤
To determine trap capacity required,multiply condensing rate by the recom-mended safety factor.
ons
Pipe CoilsPipe coils are heat transfer tubesimmersed in vessels which are large involume compared to the coils them-selves (Fig. 27-2). This is their primarydifference when compared to shell andtube heat exchangers. Like embossedcoils, they may be drained by gravityor syphon drained, depending on theconditions prevailing at the installationsite. Unlike embossed coils, most pipecoils are installed in closed vessels.
Trap Selection for Pipe CoilsDetermine the condensate load for pipecoils by applying one of the formulas,depending on known data. If capacity isknown, use the formula under shell andtube heat exchangers. When physicaldimensions of coil are known, use theformula under embossed coils.
InstallationWhen gravity drainage is utilized on shelland tube heat exchangers, embossedcoils and pipe coils, locate the steam trapbelow the heating coil. Under modulatingpressure, use a vacuum breaker. Thiscan be integral in F&T traps or mountedoff the inlet piping on an inverted buckettrap. Place an ample drip leg ahead ofthe trap to act as a reservoir. Thisassures coil drainage when there is amaximum condensate load and aminimum steam pressure differential.
Avoid lifting condensate from a shell andtube heat exchanger, embossed coil orpipe coil under modulated control.However, if it must be done, thefollowing is suggested:1. Do not attempt to elevate condensate
more than one foot for every pound ofnormal pressure differential, eitherbefore or after the trap.
2. If condensate lift takes place after thesteam trap, install a low pressuresafety drain. (See page 42.)
3. If condensate lift takes place ahead ofthe steam trap (syphon lift), install anautomatic differential condensatecontroller to efficiently vent all flashsteam.
27
For Pounds of Steam Condensed per sq ft perHour of Submerged Coil Surface, see Chart 29-2.

28
Concentrate
Steam
How to Trap Evaporators
Figure 28-1. Triple Effect Evaporator System
Steam
Evaporators reduce the water contentfrom a product through the use of heat.They are very common to many indus-tries, especially paper, food, textiles,chemical and steel.
An evaporator is a shell and tube heatexchanger where the steam is normallyin the shell and the product is in thetubes and in motion. Depending upon thetype of product and the desired results,more than one stage or effect of evapo-ration may be required. The triple effectis the most common, although as manyas five or six can be found on someapplications.
Single EffectWhile the product is being forced throughthe tubes of the evaporator, heat isadded to remove a specific amount ofmoisture. After this is completed, boththe product vapor and the concentratedproduct are forced into the separatingchamber where the vapor is drawn offand may be used elsewhere. Theconcentrate is then pumped off toanother part of the process (Fig. 28-2).
Multiple EffectIn using the multiple effect method, thereis a conservation of heat as steam fromthe boiler is used in the first effect, andthen vapor generated from the product isused as the heat source in the secondeffect. The vapor generated here is thenused as the heat source in the thirdeffect and finally heats water for someother process or preheats the incomingfeed (Fig. 28-1).
Alternate Ch
Alternate Ch
1st Choice, Feaand Alternate C
Equipment Being Trapped
Evaporator Single Effect
Evaporator Multiple Effect
A, F, G, H, K
A, F, G, H, K
Recommendation Chart (See Chart on
There are many variables in the design ofevaporators due to their wide applicationto many different products. The steamcapabilities for evaporators can vary fromapproximately 1,000 lbs per hour to100,000 lbs per hour, while steampressures may vary from a high of 150psig in the first effect to a low of 24 inchesmercury vacuum in the last effect.
As evaporators are normally run continu-ously, there is a uniform load of conden-sate to be handled. It’s important toremember that traps must be selected forthe actual pressure differential for eacheffect.
The three major considerations whentrapping evaporators are:1. Large condensate loads.2. Low pressure differentials in some
effects.3. The evacuation of air and contaminants.
Feed
0-30 psig
Above 30 psig
oices
oices
ture Code hoice(s)
, M, P DC DC
IBLVF&T
, M, P DC DC
IBLVF&T
IBLVF&T
IBLVF&T
Gatefold B for “FEATURE CODE” References.)
Safety Factor■ When load is fairly constant and
uniform, a 2:1 safety factor should beadequate when applied to an actualcondensing load in excess of 50,000lbs/hr.
■ Below 50,000 lbs/hr, use a 3:1 safetyfactor.
For single and multiple effect evapora-tors, automatic differential condensatecontrollers are recommended. In additionto offering continuous operation, DCtraps vent air and CO2 at steam tempera-ture, handle flash steam and respondimmediately to slugs of condensate.
Figure 28-2. Single Effect EvaporatorSystem
Concentrate
Steam
Steam
Feed

InstallationBecause an evaporator is basically ashell and tube heat exchanger with thesteam in the shell, there should beseparate steam air vents on the heatexchanger. Place these vents at any areawhere there is a tendency for air toaccumulate, such as in the quiet zone ofthe shell. Install a separate trap on eacheffect. While the condensate from the firsteffect may be returned to the boiler,condensate from each successive effectmay not be returned to the boiler due tocontamination from the product.
Trap Selection for EvaporatorsWhen calculating the condensate load forevaporators, take care in selecting theU value (Btu/hr-sq ft-°F). As a generalrule, the following U values can be used:■ 300 for natural circulation evaporators
with low pressure steam (up to 25 psig)■ 500 on natural circulation with high
pressure (up to 45 psig)■ 750 with forced circulation evaporators.
Steam to Watery Solutions
Steam to Light Oil
Steam to Medium Oil
Steam to Bunker C
Steam to Tar Asphalt
Steam to Molten Sulphur
Steam to Molten Paraffin
Steam to Molasses or Corn Syrup
Dowtherm to Tar Asphalt
CirculationNatural Forced
Type of Service
150-27560-110
50-100
40-80
18-60
35-45
40-50
70-90
50-60
100-20040-45
20-40
15-30
15-25
25-35
25-35
20-40
15-30
CirculationNatural ForcedType of Service
Steam to Water
Steam to OilSteam to Boiling LiquidSteam to Boiling Oil
150-1200180
50050-150
——
11/2" Tube Heaters3/4" Tube Heaters
50-200450
20010-30
300-80050-150
Table 29-1. Pipe Coil U Values in Btu/hr-sq ft-°F
Table 29-2.Embossed Coil U Values in Btu/hr-sq ft-°F
Table 29-3. Pipe Size Conversion Table(Divide lineal feet of pipe by factor given for sizeand type of pipe to get square feet of surface)
Iron Pipe Copper orBrass Pipe
Pipe Size(in)
7.635.093.823.052.551.911.521.27.954
4.553.642.902.302.011.611.331.09.848
1/23/4
111/4
11/2
221/2
34
Use the following formula to computeheat transfer for constant steam pressurecontinuous flow heat exchangers.
Q = A x U x Dm
Where:Q = Total heat transferred in Btu per hourA = Area of outside surface of coil in sq ftU = Overall rate of heat transfer in
Btu/hr-sq ft-°F (See Charts 29-1 and 29-2)Dm = Logarithmic mean temperature
difference between steam and liquid(as between inlet and outlet of a heatexchanger) in °F
Dm =
Where:D1 = Greatest temperature differenceD2 = Least temperature difference
Logarithmic mean temperature differencecan be estimated by using the nomograph,Chart 29-1.
D1-D2Loge
(D1)(D2)
Connect greatest temperature difference onscale D1 with least temperature difference onscale D2 to read logarithmic mean temperaturedifference on center scale.
100
90
80
70
60555045
40
35
30
25
20
15
10
5
100
90
80
70
60555045
40
35
30
25
20
15
10
5
100
90
80
70
605550
40
35
30
25
20
15
10
5
45
EquipmentD1 D2
LO
GA
RIT
HIC
ME
AN
TE
MP
ER
AT
UR
E D
IFF
ER
EN
CE
Chart 29-1.Mean Temperature Difference Chart for HeatExchange Equipment
EXAMPLE:A = Heat transfer tubes: eight ˚" OD tubes
12' long
= 20 sq ft of coil surface
U = 500 Btu/hr-sq ft-°FConditions:
Water in: 40°FWater out: 150°F
125 psig or 353°F steam pressure:D1 = 353°F - 40°F, or 313°FD2 = 353°F - 150°F, or 203°F
Dividing by 4 to get within range of Chart 29-1,we have:
D1 = 78.25°FD2 = 50.75°F
Mean difference from chart is 63°F.Multiplying by 4, the mean temperaturedifference for the original value is 252°F.Substituting in the equation:
Q = 20 x 500 x 252 = 2,520,000 Btu/hr transferred per hour
Latent heat of steam at 125 psig = 867.62,520,000 867.6
To determine trap capacity required,multiply the condensing rate by therecommended safety factor.
8 x 12' 5.09 (from Table 29-3)
= 2,900 lbs condensate per hour
29
Condition Factors(Divide chart figures by proper factor)
CONDITION FACTORWill remain bright ___________________ 1Moderate scale _____________________ 2Liquid contains up to 25% solids _____ 3-5Thick viscous liquids _______________ 4-8
Chart 29-2. Pounds of Steam Condensed persq ft per Hour of Submerged Coil Surface(See “Conditions” conversion factors below chart)
400
300
250
200
150
125
1009080706050
40
30
25
20
15
10
8
6
400
300
250
200
150
125
1009080706050
40
30
25
20
15
10
8
6
20°30°
40°50°
80°100°
125°150°
300°250°
200°
20°30°
40°50°
80°100°
125°150°
300°250°
200°
PO
UN
DS
PE
R H
R P
ER
SQ
FT
OF
SU
RFA
CE
TEMP. DIFFERENCE BETWEEN LIQUID AND STEAM
COPPERBRASSIRONLEAD

30
How to Trap Jacketed Kettles
Steam jacketed kettles are essentiallysteam jacketed cookers or concentrators.They are found in all parts of the worldand in almost every kind of application:meat packing, paper and sugar making,rendering, fruit and vegetable processingand food preparation—to name a few.
There are basically two types of steamjacketed kettles—fixed gravity drain andtilting syphon drain. Each type requires aspecialized method for trapping steam,although the major problems involved arecommon to both.
The most significant problem encoun-tered is air trapped within the steamjacket which adversely affects thetemperature. Jacketed kettles usuallyperform batch operations and maintain-ing a uniform or “cooking” temperature iscritical. With an excessive amount of air,wide variations in temperature occur and
Figure 30-1. Fixed Gravity Drained Kettle
Control VThermostatic
Air Vent
ProductDrain Line
Condensto Retu
Line
AirDischargeto Drain
or ReturnLine
SteamTrap
Jacketed Kettles Gravity Drain
Jacketed KettlesSyphon Drain
IBB, C, E
DB, C, E
K, N
1st Ca
FeaCo
Equipment Being
Trapped
Recommendation Chart (See Chart on
may result in burnt product and/or slowproduction. To be more specific, undercertain conditions as little as ^ of 1% byvolume of air in steam can form aninsulating film on the heat transfersurface and reduce efficiency as muchas 50%. See pages 5 and 6.
A second basic concern in the use ofsteam jacketed kettles is the need for asteady, thorough removal of condensate.An accumulation of condensate in thejacket leads to unreliable temperaturecontrol, reduces the output of the kettleand causes water hammer.
L
hnt
Trap Selection for JacketedKettlesTable 31-1 gives the required trapcapacities for various size kettles basedon the following assumptions:U = 175 Btu/hr-sq ft-°FSafety factor of 3 included.
Figure 30-2. Tilting S
ReliefValve
SteamIn
Joint
Steam In
Strainer
alve
atern
V, K, N
F&T or Thermostatic
C, G, H, , P
IBLV
oice d ure de
Alternate Choice
Gatefold B for “FEATURE CODE” References.)
EXAMPLE: What would be the recommendedtrap capacity for a 34" gravity drained kettle at40 psig steam? Reading directly from thechart, a trap with a capacity of 1,704 lbs/hr atthe operating pressure is required.
For an alternative method of determiningcondensate, use the following formula:
Q =
Where:Q = Condensate loads (lbs/hr)G = Gallons of liquid to be heatedsg = Specific gravity of the liquidCp = Specific heat of the liquid∆T = Temperature rise of the liquid °F8.3= lbs/gal of waterH = Latent heat of the steam (Btu/lb)t = Time in hours for product heating
G x sg x Cp x ∆T x 8.3H x t
yphon Drained Kettle
DC ToReturnLine
RotaryJoint

EXAMPLE: Select a trap for a 250-gallonkettle using 25 psig steam to heat a productwith a specific gravity of 0.98 and a specificheat of 0.95 Btu/lb-°F. Starting at roomtemperature of 70°F, the product will beheated to 180°F in one-half hour. (Assume 3:1safety factor.) Using the formula:
Q =
Now simply multiply by a safety factor of 3 toget 1,365 lbs/hr of condensate and select theproper type and capacity trap.
Based on the standard requirements andproblems involved with fixed gravity drainkettles, the most efficient type trap to useis the inverted bucket.
The inverted bucket trap vents air andCO2 at steam temperature and providestotal efficiency against back pressure.The primary recommendation for tiltingsyphon drain kettles is the automaticdifferential condensate controller. Inaddition to providing the same featuresas the IB, the DC offers excellent airventing ability at very low pressure andexcellent flash steam handling ability. Ifan IB trap is selected for syphon drainedservice, use a trap one size larger.
250 gal x 0.98 x 0.95 Btu/lb-°F x 110°F x 8.3 lbs/gal 212,500 933 Btu/lb x 0.5 hr 466.5
= = 455 lbs/hr
Table 31-1. Condensate Rates In lbs/hr For Jacketed Kettles—Hemispherical Condensing SurfSafety factor 3:1 is includedAssume U = 175 Btu/hr-sq ft-°F, 50°F starting temperature
psigpsigpsig
18
19
20
22
24
26
28
30
32
34
36
38
40
42
44
46
48
54
60
72
Heat Transfer Surface (sq ft)
SKettle
Diameter(in)
3.50 7 1.10
3.90 8 1.20
4.35 9 1.35
5.30 12 1.65
6.30 16 1.95
7.40 20 2.30
8.50 25 2.65
9.80 31 3.05
11.20 37 3.50
12.60 45 3.95
14.10 53 4.40
15.70 62 4.90
17.40 73 5.45
19.20 84 6.00
21.10 97 6.60
23.00 110 7.20
25.30 123 7.85
31.70 178 9.90
39.20 245 12.30
56.40 423 17.70
25
267°
426
477
531
648
768
903
103
119
136
153
172
191
212
234
257
280
308
387
478
689
15
250°F
387
432
483
588
699
822
942
1089
1242
1398
1566
1743
1932
2130
2343
2553
2808
3523
4350
6264
10
240°F
366
408
456
555
660
774
891
1026
1173
1320
1476
1644
1821
2010
2208
2409
2649
3324
4104
5910
5 psig
227°F
339
378
420
513
609
717
822
948
1086
1221
1365
1521
1686
1860
2043
2229
2451
3076
3798
5469
U.S. Gallons of Water in Hemisphere
U.S. Gals. Water per in. of Height
Above Hemisphere
General Recommendationsfor Maximum EfficiencyDesirable Cooking Speed. Because theproduct cooked has such an importantbearing on trap selection, a plant withmany jacketed kettles should conductexperiments using different sizes of trapsto determine the size giving best results.
Steam Supply. Use steam lines ofample size to supply steam to the kettles.Locate the inlet nozzle high up on thejacket for best results. It should beslotted so as to give steam flow aroundthe entire jacket area.
InstallationInstall traps close to the kettle. You canfurther increase the dependability andair-handling capability by installing athermostatic air vent at high points in thejacket. See Figs. 30-1 and 30-2.
Never drain two or more kettles with asingle trap. Group drainage will invariablyresult in short circuiting.
31
ace
psig psig psig psig
TEAM PRESSURE
125 psig
353°F
642
714
798
972
1155
1356
1557
1797
2052
2310
2586
2877
3189
3519
3867
4215
4638
5820
7185
10346
100
338°F
603
669
747
912
1083
1272
1461
1686
1926
2166
2424
2700
2991
3300
3627
3954
4350
5458
6738
9703
80
324°F
564
630
702
855
1017
1194
1371
1581
1809
1944
2277
2535
2808
3099
3405
3711
4083
5125
6327
9111
60
307°F
522
582
651
792
942
1107
1269
1464
1674
1881
2106
2346
2601
2868
3153
3435
3780
4743
5856
8433
40
287°F
474
528
588
717
852
1002
1149
1326
1515
1704
1908
2124
2355
2598
2856
3111
3423
4296
5304
7638
F
8
7
8
9
2
7
4
3
7
8
7
5
5
0

32
How to Trap Closed, Stationary Steam Chamber Equipment
Closed, stationary steam chamberequipment includes platen presses for themanufacture of plywood and other sheetproducts, steam jacketed molds for rubberand plastic parts, autoclaves for curingand sterilizing and retorts for cooking.
Product Confined in SteamJacketed PressMolded plastic and rubber products suchas battery cases, toys, fittings and tiresare formed and cured, and plywood iscompressed and glue-cured in equip-ment of this type. Laundry flatworkironers are a specialized form of presswith a steam chamber on one side of theproduct only.
Trap Selection and Safety FactorThe condensate load for closed, stationarysteam chamber equipment is determinedby use of the following formula:
Figure 32-1. Product Confined In Steam Jacke
ValveStrainer
SteamTrap
*An auxiliary air vent is recomm**First choice on large volume v
1st Choand Fea
Code
Equipment Being Trapped
Product Confined Steam Jacketed Press
IBB, K, E
Direct Steam Injection Into Product Chamber
*IBB, N, K,
Product In Chamber—Steam In Jacket
*IBB, K, E
Recommendation Chart (See Chart o
Q = A x R x S
Where:Q = Condensate load in lbs/hrA = Total area of platen in contact with
product in sq ftR = Condensing rate in lbs/sq ft-hr
(For purposes of sizing steam traps, a3 lbs/sq ft-hr condensing rate may beused)
S = Safety factor
EXAMPLE: What is the condensate load for amid platen on a press with a 2' x 3' platen?Using the formula:Q = 12 sq ft x 3 lbs/sq ft-hr x 3 = 108 lbs/hrEnd platens would have half this load.
The safety factor recommended for allequipment of this type is 3:1.
ted Press
SteamTrap
CondensateDischarge
ended.essels.
ice ture Alternate
Choices
, ACD and
Thermostatic
E, AThermostatic and
F&T and **DC
, AThermostatic and
F&T and **DC
n Gatefold B for “FEATURE CODE” References.)
The inverted bucket trap is the recom-mended first choice on steam jacketedchambers, dryers and ironers because itcan purge the system, resist hydraulicshock and conserve energy. Disc andthermostatic type traps may be accept-able alternatives.
InstallationAlthough the condensate load on eachplaten is small, individual trapping isessential to prevent short circuiting, Fig.32-1. Individual trapping assuresmaximum and uniform temperature for agiven steam pressure by efficientlydraining the condensate and purging thenon-condensables.
Direct Steam InjectionInto Product ChamberThis type of equipment combines steamwith the product in order to cure, sterilizeor cook. Common examples are auto-claves used in the production of rubber andplastic products, sterilizers for surgicaldressings and gowns and retorts forcooking food products already sealed incans.
Trap Selection and Safety FactorCalculate the condensate load using thefollowing formula:
Q =
Where:Q = Condensate load in lbs/hrW = Weight of the material in lbsC = Specific heat of the material in Btu/lb-°F
(See page 50)∆T = Material temperature rise in °FH = Latent heat of steam in Btu/lb
(See Steam Tables on page 2)t = Time in hours
EXAMPLE: What will be the condensate loadon an autoclave containing 300 lbs of rubberproduct which must be raised to atemperature of 300°F from a startingtemperature of 70°F? The autoclave operatesat 60 psig steam pressure and the heat-upprocess takes 20 minutes. Using the formula:
Q = = 96 lbs/hr
Multiply by a recommended safety factor of3:1 to get the required capacity—288 lbs/hr.
W x C x ∆TH x t
300 lbs x .42 Btu/lb-°F x 230°F904 Btu/lb x .33 hr

Since steam is in contact with theproduct you can anticipate dirty conden-sate. In addition, the vessel is a largevolume chamber which requires specialconsideration in the purging of conden-sate and non-condensables. For thesereasons an inverted bucket trap with anauxiliary thermostatic air vent installed atthe top of the chamber is recommended.
Where no remote thermostatic air ventcan be installed, incorporate the largevolume air purging capabilities in thesteam trap itself. An automatic differen-tial condensate controller should beconsidered a possible first choice onlarge chambers. As an alternative, anF&T or thermostatic trap should be usedand be preceded by a strainer, the latterreceiving regular checks for free flow.
Strainer
Steam ControlValve
Figure 33-1. Direct Steam Injection Into Produ
SteamTrap
InstallationAs the steam and condensate is incontact with the product, the trapdischarge should almost always bedisposed of by some means other thanreturn to the boiler. In virtually all casesthis equipment is gravity drained to thetrap. However, very often there is acondensate lift after the trap. As steampressure is usually constant, this doesnot present a problem. For thorough airremoval and quicker warm-up, install athermostatic air vent at a high point ofthe vessel. See Fig. 33-1.
Product in Chamber—Steam in JacketAutoclaves, retorts and sterilizers arealso common examples of this equip-ment, however, the condensate is notcontaminated from actual contact withthe product and can be returned directlyto the boiler. Steam traps with purgingability and large volume air venting arestill necessary for efficient performance.
Air Vent
Door
Strainer
Figure 33-2. Product inct Chamber
Steam ControlValve
Trap Selection and Safety FactorSize steam traps for “product in chamber-steam in jacket equipment” by using thesame formula outlined for direct steaminjection. The safety factor is also 3:1.
The inverted bucket trap is recom-mended because it conserves steam,purges the system and resists hydraulicshock.
Use the IB trap in combination with athermostatic air vent at the top of thechamber for greater air-handling capabil-ity. As an alternate an F&T or thermo-static trap could be used. On largechambers, where it’s not possible toinstall the air vent, an automatic differen-tial condensate controller should beconsidered a possible first choice.
InstallationWith “product in chamber—steam injacket equipment,” the steam andcondensate do not come in contact withthe product and can be piped to thecondensate return system. Wherepossible, install an auxiliary thermostaticair vent at a remote high point on thesteam chamber. See Fig. 33-2.
33
Air Vent
Steam Jacket
SteamTrap
Door
Chamber—Steam in Jacket

34
How to Trap Rotating Dryers Requiring Syphon Drainage
Figure 34-1. Product Outside Dryer
RotaryJoint
SteamTrap10"-12"
There are two classifications of rotatingdryers which vary significantly in bothfunction and method of operation. Thefirst dries a product by bringing it intocontact with the outside of a steam-filledcylinder. The second holds the productinside a rotating cylinder where steam-filled tubes are used to dry it throughdirect contact. In some applications asteam jacket surrounding the cylinder isalso used.
Safety FactorThe safety factor for both kinds of dryersdepends on the type of drainage deviceselected.
■ If an automatic differential condensatecontroller (DC) is installed, use a safetyfactor of 3:1 based on the maximum load.This will allow sufficient capacity forhandling flash steam, large slugs ofcondensate, pressure variations and theremoval of non-condensables. The DCperforms these functions on bothconstant and modulated pressure.
■ If an inverted bucket trap with largevent is used, increase the safety factor inorder to compensate for the large volumeof non-condensable and flash steam thatwill be present. Under constant pressureconditions, use a safety factor of 8:1. Onmodulated pressure increase it to 10:1.
*On constant pressure uand on modulated press
Rotating Dryers
DA, B,
P,
1st Ca
FeaCo
Equipment Being
Trapped
Recommendation Chart (See Chart o
Rotating Steam Filled Cylinderwith Product OutsideThese dryers are used extensively in thepaper, textile, plastic and food industrieswhere common examples are dry cans,drum dryers, laundry ironers and papermachine dryers.Their speed of operationvaries from 1 or 2 rpm to surfacevelocities as high as 5,000 rpm. Operat-ing steam pressure ranges from sub-atmospheric to more than 200 psig.Diameters can vary from 6" or 8" to 14'or more. In all cases syphon drainage isrequired and flash steam will accompanythe condensate.
A revolving cylinder drained with a syphon—an internal syphon surrounded by steam.Some condensate flashes back to steam dueto the steam jacketed syphon pipe and syphonlifting during evacuation.
se 8:1 safety factor,ure use 10:1.
C K, M, N
IBLV*
hoice nd ture de
Alternate Choice
n Gatefold B for “FEATURE CODE” References.)
6"
Trap SelectionCondensate loads can be determinedby use of the following formula:
Q = 3.14D x R x W
Where:Q = Condensate load in lbs/hrD = Diameter of the dryer in ftR = Rate of condensation in lbs/sq ft-hrW = Width of dryer in ft
EXAMPLE: Determine the condensate load ofa dryer 5 ft in diameter, 10 ft in width and acondensing rate of 7 lbs/sq ft-hr.Using the formula:
Condensate load = 3.14(5) x 7 x 10 = 1,100 lbs/hr
Based on its ability to handle flashsteam, slugs of condensate and purgethe system, a DC is the recommendedfirst choice. An IBLV may be adequate ifproper sizing procedures are followed.

Product Inside a RotatingSteam Heated DryerThis type of dryer finds wide applicationin meat packing as well as food process-ing industries. Common examples aregrain dryers, rotary cookers and beancondi-tioners.
Their speed of rotation is relatively slow,usually limited to a few rpm, while steampressure may range from 0-150 psig.These slower rotating speeds permit thecondensate to accumulate in the bottomof the collection chamber in practically allcases. Again, syphon drainage isrequired and flash steam is generatedduring condensate removal.
Figure 35-1. Product Inside Dryer
A revolving cylinder drained with a syphon—an internal syphon surrounded by steam.Some condensate flashes back to steam dueto the steam jacketed syphon pipe andsyphon lifting during evacuation.
Trap SelectionThe condensate load generated by thesedryers can be determined through use ofthe following formula:
Q =
Where:Q = Condensate in lbs/hrN = Number of tubesL = Length of tubes in ftR = Condensing rate in lbs/sq ft-hr
(typical 6-9 lbs/sq ft-hr)P = Lineal feet of pipe per sq ft of surface
(see Table 35-1)
N x L x RP
DC
6"
10"-12"
RotaryJoint
EXAMPLE: What will be the condensateload on a rotary cooker containing 30 1•"steel pipes 12' in length with a condensingrate of 8 lbs/sq ft-hr?Using the formula:
Q = = 1,252 lbs/hr
A differential controller is recom-mended on these dryers for itspurging and flash steam handlingability.
The IBLV again requires proper sizingfor certain applications.
InstallationIn all cases, condensate drainage isaccomplished through a rotary joint,Figs. 34-1 and 35-1. The DC shouldthen be located 10"-12" below therotary joint with an extended 6" dirtpocket. These provide a reservoir forsurges of condensate and also apocket for entrained scale.
30 x 12 x 82.30
35
1
11/411/2
221/2
3
4
Iron PipeCopper orBrass Pipe
Pipe Size(in)
4.55 7.63
3.64 5.09
2.90 3.822.30 3.05
2.01 2.55
1.61 1.911.33 1.52
1.09 1.27
.848 .954
1/23/4
Table 35-1. Pipe Size Conversion Table(Divide lineal feet of pipe by factor given for sizeand type of pipe to get square feet of surface)

36
If exhaust steam is available it may becombined with the flash. In other cases,the flash will have to be supplemented bylive make-up steam at reduced pressure.The actual amount of flash steam formedvaries according to pressure conditions.The greater the difference between initialpressure and pressure on the dischargeside, the greater the amount of flash thatwill be generated.
To determine the exact amount, as apercentage, of flash steam formed undercertain conditions, refer to page 3 forcomplete information.
Trap SelectionThe condensate load can be calculatedusing the following formula:
Q = L -
Where:Q = Condensate load in lbs/hr (to be handled
by steam trap)L = Condensate flow into flash tank in lbs/hrP = Percentage of flash
EXAMPLE: Determine the condensate load ofa flash tank with 5,000 lbs/hr of 100 psigcondensate entering the flash tank held at 10psig. From page 3, the flash percentage isP = 10.5%.Using the formula:
Q = 5,000 - (5,000 x .105) = 4,475 lbs/hr
Due to the importance of energy conser-vation and operation against backpressure, the trap best suited for flashsteam service is the inverted bucket typewith large bucket vent. In addition, the IBoperates intermittently while venting airand CO2 at steam temperature.
In some cases, the float and thermostatictype trap is an acceptable alternative.One particular advantage of the F&T isits ability to handle heavy start-up airloads.
Refer to Chart 3-1 (page 3) for percent-age of flash steam formed when dis-charging condensate to reduced pres-sure.
A third type of device which may be thepreferred selection in many cases is theautomatic differential condensatecontroller. It combines the best featuresof both of the above and is recom-mended for large condensate loadswhich exceed the separating capability ofthe flash tank.
Safety FactorThe increased amount of condensate atstart-up and the varying loads duringoperation accompanied by low pressuredifferential dictates a safety factor of 3:1for trapping flash tanks.
When hot condensate or boiler water,under pressure, is released to a lowerpressure, part of it is re-evaporated,becoming what is known as flash steam.The heat content of flash is identical tothat of live steam at the same pressure,although this valuable heat is wastedwhen allowed to escape through the ventin the receiver. With proper sizing andinstallation of a flash recovery system,the latent heat content of flash steammay be used for space heating; heatingor preheating water, oil and other liquids;and low pressure process heating.
How to Trap Flash Tanks
Flash steam tank with live steam make-up,showing recommended fittings andconnections. The check valves in the incominglines prevent waste of flash when a line is notin use. The by-pass is used when flash steamcannot be used. Relief valves prevent pressurefrom building up and interfering with theoperation of the high pressure steam traps.The reducing valve reduces the high pressuresteam to the same pressure as the flash, sothey can be combined for process work orheating.
L x P100
Flash TanksIBLV
B, E, M, L, I, A, F
1st Choice and
Feature Code
Alternate Choice
Equipment Being
Trapped
F&T or *DC
Recommendation Chart (See Chart on Gatefold B for “FEATURE CODE” References.)
*Recommended where condensate loadsexceed the separating capability of the flashtank.
Figure 36-1. Typical Flash Tank PipingSketch
Make-upValve
ReducingValve
Strainer
AlternateVent
Location
Relief Valve
CVTo Low
PressureSteam Use
Gauge
Air Vent
To Drain
High PressureCondensateReturn Line
FlashTank
To Low PressureCondensate Return
IBLV Steam Trap

InstallationCondensate return lines contain bothflash steam and condensate. To recoverthe flash steam, the return header runsto a flash tank, where the condensate isdrained, and steam is then piped fromthe flash tank to points of use, Fig. 36-1.Since a flash tank causes back pressureon the steam traps discharging into thetank, these traps should be selected toensure their capability to work againstback pressure and have sufficientcapacity at the available differentialpressures.
Condensate lines should be pitchedtoward the flash tank and where morethan one line feeds into a flash tank,each line should be fitted with a swingcheck valve. Then, any line not in usewill be isolated from the others and willnot be fed in reverse with resultantwasted flash steam. If the trap is operat-ing at low pressure, gravity drainage tothe condensate receiver should beprovided.
Generally the location chosen for theflash tank should meet the requirementfor maximum quantity of flash steam andminimum length of pipe.
Figure 37-1. Flash Steam Recovery from an AFlash is taken from the flash tank and combinedthe pressure of which is reduced to that of the fvalve.
Condensate
FlashTank
LowPressureSection
Condensate lines, the flash tank, and thelow pressure steam lines should beinsulated to prevent waste of flashthrough radiation. The fitting of a spraynozzle on the inlet pipe inside the tank isnot recommended. It may becomechoked, stop the flow of condensate, andproduce a back pressure to the traps.
Low pressure equipment using flashsteam should be individually trapped anddischarged to a low pressure return.Large volumes of air need to be ventedfrom the flash tank, therefore, a thermo-static air vent should be used to removethe air and keep it from passing throughthe low pressure system.
l
Flash Tank DimensionsThe flash tank can usually be conve-niently constructed from a piece of largediameter piping with the bottom endswelded or bolted in position. The tankshould be mounted vertically. A steamoutlet is required at the top and acondensate outlet at the bottom. Thecondensate inlet connection should besix to eight inches above the condensateoutlet.
ir Heater Battery with live steam,ash by a reducing
Heater Battery
HighPressure
Steam
AirFlow
The important dimension is the insidediameter. This should be such that theupward velocity of flash to the outlet islow enough to ensure that the amount ofwater carried over with the flash is small.If the upward velocity is kept low, theheight of the tank is not important, butgood practice is to use a height of two tothree feet.
It has been found that a steam velocity ofabout 10 feet per second inside the flashtank will give good separation of steamand water. On this basis, proper insidediameters for various quantities of flashsteam have been calculated; the resultsare plotted in Chart 37-1. This curvegives the smallest recommended internaldiameters. If it is more convenient, alarger size of tank may be used.
Chart 37-1 does not take into consider-ation pressure—only weight. Althoughvolume of steam and upward velocity areless at a higher pressure, because steamis denser, there is an increased tendencyfor priming. Thus it is recommended that,regardless of pressure, Chart 37-1 beused to find the internal diameter.
37
Chart 37-1.Determination of Internal Diameter of FlashTank to Handle a Given Quantity of FlashSteamFind amount of available flash steam (in poundsper hour) on bottom scale, read up to curve andacross to vertical scale, to get diameter in inches.
30
25
20
15
10
5
0 1,000 2,000 3,000 4,000 5,000 6,000POUNDS FLASH STEAM PER HOUR
INT
ER
NA
L D
IAM
ET
ER
OF
FL
AS
H T
AN
K IN
INC
HE
S

38
How to Trap Absorption Machines
Figure 38-1. Generally approved method ofpiping steam absorption machine withstandby trapping system.
H2O Vapor
LB Mixture & H20
Steam Supply15 psig Single Stage150 psig Two Stage
15"
F&T Trap w/Integral VacuumBreaker Draining to Gravity Return
Steam
An absorption refrigeration machine chillswater for air conditioning or process useby evaporating a water solution, usuallylithium bromide. Steam provides theenergy for the concentration part of thecycle and, except for electric pumps, isthe only energy input during the entirecycle.
A steam trap installed on a steam absorp-tion machine should handle largecondensate loads and purge air at lowpressure modulated conditions.
Trap Selection and Safety FactorDetermine the condensate load producedby a low pressure (normally 15 psig orless) single stage steam absorptionmachine by multiplying its rating in tonsof refrigeration by 20, the amount of steamin lbs/hr required to produce a ton ofrefrigeration. This represents consump-tion at the rated capacity of the machine.
EXAMPLE: How much condensate will asingle stage steam absorption machine with arated capacity of 500 tons produce?
Multiply the 500-ton machine capacity rating x20 lbs/hr to get the condensate load—10,000lbs/hr.
The F&T trap with an integral vacuumbreaker is ideally suited for draining bothsingle and double stage steam absorp-tion machines. It provides an even,modulated condensate flow and energy-conserving operation. An inverted buckettrap with an external thermostatic aireliminator may also be acceptable.
InstallationMount the steam trap below the steamcoil of the absorption machine with a dripleg height of at least 15" (Fig. 38-1).This assures a minimum differentialpressure across the trap of 1/2 psi.Whichever trap is used, a standbytrapping system is recommended for thisservice. In the event that a component inthe drainage system needs maintenance,the absorption machine can operate onthe standby system while the repairs arebeing made. This ensures continuous,uninterrupted service.
In some cases very heavy condensateloads may require the use of two trapsoperating in parallel to handle the normalload.
A 2:1 safety factor should be applied tothe full capacity condensate load and thesteam trap must be capable of drainingthis load at a 1/2 psi differential. In otherwords, the machine in the example wouldrequire a trap capable of handling 20,000lbs/hr of condensate at 1/2 psi, and thecapability of functioning at the maximumpressure differential, usually 15 psi.
In comparison, two stage absorptionmachines operate at a higher steampressure of 150 psig. They have anadvantage over single stage units in thattheir energy consumption per ton ofrefrigeration is less (12.2 lbs steam/hr/ton of refrigeration at rated capacity).
EXAMPLE: How much condensate will a twostage steam absorption machine with a ratedcapacity of 300 tons produce?
Multiply the 300-ton machine capacity ratingx 10 lbs/hr to get the condensate load—3,000 lbs/hr.
On two stage steam absorption machinesa 3:1 safety factor should be used. There-fore, the example requires a steam trapwith a capacity of 9,000 lbs/hr. Atpressures above 30 psig, the trapcapacity must be achieved at ^ maxi-mum pressure differ-ential, which in theexample is 75 psi. At pressures below 30psig, trap capacity must be achieved at 2psi differential pressure. However, thetrap must still be capable of operating ata maximum inlet pressure of 150 psig.
Steam Absorption Machine
F&TA, B, G *IB
1st Choice and
Feature Code
Alternate Choice
Equipment Being
Trapped
Recommendation Chart (See Chart on Gatefold B for “FEATURE CODE” References.)
NOTE: Vacuum breaker and standby systemshould be provided.*With external thermostatic air vent.

39
Trap Selection and Safety Factors
This chart provides recommendations fortraps likely to be most effective in variousapplications. The recommended safety
factors ensure proper operation undervarying conditions. For more specificinformation on recommended traps
and safety factors, contact yourArmstrong representative.
Boiler Header
(Superheat)
Steam Mains & Branch Lines
(Non-Freezing)
(Freezing)
Steam Separator
Steam quality 90% or less
Tracer Lines
Unit Heaters & Air Handlers(Constant Pressure)
(0-15 Variable Pressure)
(16-30 Variable Pressure)
(>30 Variable Pressure)
Finned Radiation & PipeCoils
(Constant Pressure)
(Variable Pressure)
Process Air Heaters(Constant Pressure)
(Variable Pressure)
Steam AbsorptionMachine (Chiller)
Shell & Tube HeatExchangers, Pipe & Embossed Coils
(Constant Pressure)
(Variable Pressure)
Evaporator Single Effect &Multiple Effect
Jacketed Kettles(Gravity Drain)
(Syphon Drain)
Rotating Dryers
Flash Tanks
1st Choice 2nd Choice Safety FactorApplication
IBLVIBCVIBTF&TDCThermo.
IBLV
IBCVBurnished
F&T
Wafer
1.5:1
Start-up Load
IB(CV if pressure varies)
IB
F&T
Thermostatic or Disc
2:1, 3:1 if @ end of main,ahead of valve, or on branch
Same as above
IBLV
DC
DC 3:1
IB
IBLV
F&T
F&T
F&T
F&T
IBLV
IBLV
IBLV
3:1
2:1 @ 1/2 psi Differential
2:1 @ 2 psi Differential
3:1 @ 1/2 Max. Pressure Differential
IB
F&T
Thermostatic
IB
3:1 for quick heating2:1 normally
IB
F&T
F&T
IBLV
2:1
3:1 @ 1/2 Max. Pressure Differential
F&T IB Ext.air vent 2:1 @ 1/2 psi Differential
IB
F&T
DC or F&T
DC or IBT(If >30 PSI IBLV)
2:1
DC IBLV or F&T2:1, If Load 50,000 lbs/hr
use 3:1
IBLV
DC
F&T or Thermostatic
IBLV
3:1
DC IBLV
IBLV DC or F&T 3:1
2:1
3:1
<15 psi 2:1 @ 1/2 psi,16-30 psi 2:1 @ 2 psi,
>30 psi 3:1 @ 1/2 Max. PressureDifferential
3:1 for DC, 8:1 for IBconstant pressure, 10:1 for
IB variable pressure
Thermostatic or Disc
3:1
3:1 for quick heating2:1 normally
= Inverted Bucket Large Vent= Inverted Bucket Internal Check Valve= Inverted Bucket Thermic Vent= Float & Thermostatic= Differential Condensate Controller= Thermostatic
Use an IB with external air vent above the F&T pressurelimitations or if the steam is dirty. All safety factors are atthe operating pressure differential unless otherwise noted.

40
Installation and Testing of Armstrong Steam Traps
Before InstallingRun pipe to trap. Before installing thetrap, clean the line by blowing down withsteam or compressed air. (Clean anystrainer screens after this blowdown.)
Trap Location ABC’sAccessible for inspection and repair.Below drip point whenever possible.Close to drip point.
Trap Hookups. For typical hookups,see Figs. 40-1 through 43-4.
Shutoff Valves ahead of traps areneeded when traps drain steam mains,large water heaters, etc., where systemcannot be shut down for trap mainte-nance. They are not needed for smallsteam heated machines—a laundrypress, for example. Shutoff valve insteam supply to machine is usuallysufficient.
Test Valve
ShutoffValve
DirtPocket
Union Un
ShuVa
Figure 40-1.Typical IB Hookup
Shutoff Valves in trap discharge line isneeded when trap has a by-pass. It is agood idea when there is high pressure indischarge header. See also CheckValves.
By-passes (Figs. 41-3 and 41-4) arediscouraged, for if left open, they willdefeat the function of the trap. If continu-ous service is absolutely required, usetwo traps in parallel, one as a primary,one as a standby.
Unions. If only one is used, it should beon discharge side of trap. With twounions, avoid horizontal or vertical in-lineinstallations. The best practice is toinstall at right angles as in Figs. 40-1 and41-3, or parallel as in Fig. 41-4.
Figure 40-2.Typical IB Bottom Inlet—Top Outlet Hookup
ion
tofflve
CheckValve
Standard Connections. Servicing issimplified by keeping lengths of inlet andoutlet nipples identical for traps of agiven size and type. A spare trap withidentical fittings and half unions can bekept in storeroom. In the event a trapneeds repair, it is a simple matter tobreak the two unions, remove the trap,put in the spare and tighten the unions.Repairs can then be made in the shopand the repaired trap, with fittings andhalf unions, put back in stock.
Test Valves (Fig. 40-1) provide anexcellent means of checking trapoperation. Use a small plug valve.Provide a check valve or shutoff valve inthe discharge line to isolate trap whiletesting.

FiTy
P
Strainers. Install strainers ahead of trapsif specified or when dirt conditionswarrant their use. Some types of trapsare more susceptible to dirt problemsthan others— see RecommendationChart on gatefold.
Some traps have built-in strainers. Whena strainer blowdown valve is used, shutoff steam supply valve before openingstrainer blowdown valve. Condensate intrap body will flash back through strainerscreen for thorough cleaning. Opensteam valve slowly.
Dirt Pockets are excellent for stoppingscale and core sand, and eliminatingerosion that can occur in elbows whendirt pockets are not provided. Cleanperiodically.
FiTy
Test Valve
gure 41-1.pical IB Bottom Inlet—Side Outlet Hookup
Check Valvelug
Syphon Installations require a waterseal and, with the exception of the DC, acheck valve in or before the trap.Syphon pipe should be one size smallerthan nominal size of trap used but notless than 1/2" pipe size.
Elevating Condensate. Do not oversizethe vertical riser. In fact, one pipe sizesmaller than normal for the job will giveexcellent results.
Check Valves are frequently needed.They are a must if no discharge lineshutoff valve is used. Fig. 41-2 showsthree possible locations for externalcheck valves—Armstrong invertedbucket traps are available with internalcheck valves, while disc traps act astheir own check valve. Recommendedlocations are given below.
Test
gure 41-3.pical IB By-pass Hookup
Figure 41-2.Possible Check Valve Locations
D
CB
A
Test Valve
Union
Discharge Line Check Valves preventbackflow and isolate trap when test valveis opened. Normally installed at locationB. When return line is elevated and trapis exposed to freezing conditions, installcheck valve at location A, Fig. 41-2.
Inlet Line Check Valves prevent loss ofseal if pressure should drop suddenly orif trap is above drip point in IB traps.Armstrong Stainless Steel Check Valvein trap body, location D, is recom-mended. If swing check is used, install atlocation C, Fig. 41-2.
41
Valve
Valve
Dirt Pocket
Valve
Figure 41-4.Typical IB By-pass HookupBottom Inlet—Top Outlet
Valve
Union

42
A safety drain trap should be usedwhenever there is a likelihood that theinlet pressure will fall below the outletpressure of a primary steam trap,especially in the presence of freezing air.One such application would be on amodulated pressure heating coil thatmust be drained with an elevated returnline. In the event of insufficient drainagefrom the primary trap, condensate risesinto the safety drain and is dischargedbefore it can enter the heat exchanger.An F&T trap makes a good safety drainbecause of its ability to handle largeamounts of air and its simplicity ofoperation. Safety drain trap should besame size (capacity) as primary trap.
The proper application of a safety drainis shown in Fig. 42-1. The inlet to thesafety drain must be located on the heatexchanger drip leg, above the inlet to theprimary trap. It must discharge to anopen sewer. The drain plug of the safetydrain is piped to the inlet of the primarytrap. This prevents the loss of conden-sate formed in the safety drain by bodyradiation when the primary trap is active.The safety drain has an integral vacuumbreaker to maintain operation whenpressure in the heat exchanger fallsbelow atmospheric. The inlet of the
Figure 42-1. Typical Safety Drain Trap Hook
vacuum breaker should be fitted with agoose neck to prevent dirt from beingsucked in when it operates. The vacuumbreaker inlet should be provided with ariser equal in elevation to the bottom ofthe heat exchanger to prevent waterleakage when the vacuum breaker isoperating, but the drip leg and trap bodyare flooded.
u
Protection Against FreezingA properly selected and installed trap willnot freeze as long as steam is coming tothe trap. If the steam supply should beshut off, the steam condenses, forming avacuum in the heat exchanger or tracerline. This prevents free drainage of thecondensate from the system beforefreezing can occur. Therefore, install avacuum breaker between the equipmentbeing drained and the trap. If there is notgravity drainage through the trap to thereturn line, the trap and discharge lineshould be drained manually or automati-cally by means of a freeze protectiondrain. Also, when multiple traps areinstalled in a trap station, insulating thetraps can provide freeze protection
p
4" Typical
Anti-Freeze Precautions.1. Do not oversize trap.2. Keep trap discharge lines very short.3. Pitch trap discharge lines down for
fast gravity discharge.4. Insulate trap discharge lines and
condensate return lines.5. Where condensate return lines
are exposed to ambient weatherconditions, tracer lines should beconsidered.
6. If the return line is overhead, runvertical discharge line adjacent todrain line totop of return header andinsulate drain line and trap dischargeline together. See Fig. 42-2.
NOTE: A long horizontal discharge line invitestrouble. Ice can form at far end eventuallysealing off the pipe. This prevents the trapfrom operating. No more steam can enter thetrap, and the water in the trap body freezes.
Outdoor installation to permit ground leveltrap testing and maintenance when steamsupply and return lines are high overhead.Drain line and trap discharge line areinsulated together to prevent freezing. Notelocation of check valve in discharge line andblowdown valve A that drains the steam mainwhen trap is opened for cleaning or repair.
Check Valve
A
Figure 42-2.

Testing Armstrong Steam TrapsTesting Schedule.For maximum trap life and steameconomy, a regular schedule should beset up for trap testing and preventivemaintenance. Trap size, operatingpressure and importance determine howfrequently traps should be checked.
Table 43-1.Suggested Yearly Trap Testing Frequency
0-100101-250251-450451 and above
Application
Drip Tracer Coil Process
Operating Pressure
(psig)
1 1 2 32 2 2 32 2 3 43 3 4 12
How to TestThe test valve method is best. Fig. 40-1shows correct hookup, with shutoff valvein return line to isolate trap from returnheader. Here is what to look for whentest valve is opened:
Figure 43-1.Typical F&T Hookup
1. Condensate Discharge—Invertedbucket and disc traps should have anintermittent condensate discharge.F&T traps should have a continuouscondensate discharge, while thermo-static traps can be either continuousor intermittent, depending on theload. When an IB trap has anextremely small load it will have acontinuous condensate dischargewhich causes a dribbling effect. Thismode of operation is normal underthis condition.
2. Flash Steam—Do not mistake this fora steam leak through the trap valve.Condensate under pressure holdsmore heat units—Btu—per poundthan condensate at atmosphericpressure. When condensate isdischarged, these extra heat units re-evaporate some of the condensate.See description of flash steam onpage 3.How to Identify Flash: Trap userssometimes confuse flash steam withleaking steam. Here’s how to tell thedifference:If steam blows out continuously, in a“blue” stream, it’s leaking steam. Ifsteam “floats” out intermittently (eachtime the trap discharges) in a whitishcloud, it’s flash steam.
3. Continuous Steam Blow—Trouble.Refer to page 44.
4. No Flow—Possible trouble.Refer to page 44.
Figure 43-2.Typical DC Hookup
Listening Device Test. Use a listeningdevice or hold one end of a steel rodagainst trap cap and other end againstear. You should be able to hear thedifference between the intermittentdischarge of some traps and the continu-ous discharge of others. This correctoperating condition can be distinguishedfrom the higher velocity sound of a trapblowing through. Considerable experi-ence is required for this method oftesting as other noises are telegraphedalong the pipe lines.
Pyrometer Method Of Testing. Thismethod may not give accurate resultsdepending on the return line design andthe diameter of the trap orifice. Also,when discharging into a common return,another trap may be blowing throughcausing a high temperature at the outletof the trap being tested. Better results canbe obtained with a listening device.Request Armstrong Bulletin 310.
43
Figure 43-3.Typical Disc Trap Hookup
TestValve
Figure 43-4.Typical Thermostatic Hookup
TestValve

44
Troubleshooting Armstrong Steam Traps
The following summary will prove helpfulin locating and correcting nearly allsteam trap troubles. Many of these areactually system problems rather than traptroubles.
More detailed troubleshooting literatureis available for specific products andapplications—consult factory.
Whenever a trap fails to operate and thereason is not readily apparent, thedischarge from the trap should beobserved. If the trap is installed with atest outlet, this will be a simple matter—otherwise, it will be necessary to breakthe discharge connection.
Cold Trap—No DischargeIf the trap fails to discharge condensate,then:
A. Pressure may be too high.1. Wrong pressure originally specified.2. Pressure raised without installing
smaller orifice.3. PRV out of order.4. Pressure gauge in boiler reads low.5. Orifice enlarged by normal wear.6. High vacuum in return line
increases pressure differentialbeyond which trap may operate.
B. No condensate or steam coming totrap.1. Stopped by plugged strainer ahead
of trap.2. Broken valve in line to trap.3. Pipe line or elbows plugged.
C. Worn or defective mechanism.Repair or replace as required.
D. Trap body filled with dirt.Install strainer or remove dirt atsource.
E. For IB, bucket vent filled with dirt.Prevent by:1. Installing strainer.2. Enlarging vent slightly.3. Using bucket vent scrubbing wire.
F. For F&T traps, if air vent is notfunctioning properly, trap will likely airbind.
G. For thermostatic traps, the bellowselement may rupture from hydraulicshock, causing the trap to fail closed.
H. For disc traps, trap may be installedbackward.
Hot Trap — No DischargeA. No condensate coming to trap.
1. Trap installed above leaky by-passvalve.
2. Broken or damaged syphon pipe insyphon drained cylinder.
3. Vacuum in water heater coils mayprevent drainage. Install a vacuumbreaker between the heatexchanger and the trap.
Steam LossIf the trap blows live steam, the troublemay be due to any of the followingcauses:
A. Valve may fail to seat.1. Piece of scale lodged in orifice.2. Worn parts.
B. IB trap may lose its prime.1. If the trap is blowing live steam,
close the inlet valve for fewminutes. Then gradually open. Ifthe trap catches its prime, thechances are that the trap is all right.
2. Prime loss is usually due tosudden or frequent drops in steampressure. On such jobs, theinstallation of a check valve iscalled for—location D or C in Fig.41-2. If possible locate trap wellbelow drip point.
C. For F&T and thermostatic traps,thermostatic elements may fail toclose.
Continuous FlowIf an IB or disc trap discharges continu-ously, or an F&T or thermostatic trapdischarge at full capacity, check thefollowing:
A. Trap too small.1. A larger trap, or additional traps
should be installed in parallel.2. High pressure traps may have
been used for a low pressure job.Install right size of internalmechanism.
B. Abnormal water conditions. Boilermay foam or prime, throwing largequantities of water into steam lines.A separator should be installed orelse the feed water conditionsshould be remedied.
Sluggish HeatingWhen trap operates satisfactorily, butunit fails to heat properly:
A. One or more units may be short-circuiting. The remedy is to install atrap on each unit. See page 14.
B. Traps may be too small for job eventhough they may appear to behandling the condensate efficiently.Try next larger size trap.
C. Trap may have insufficient air-handling capacity, or the air may notbe reaching trap. In either case, useauxiliary air vents.
Mysterious TroubleIf trap operates satisfactorily whendischarging to atmosphere, but trouble isencountered when connected with returnline, check the following:
A. Back pressure may reduce capacityof trap.1. Return line too small—trap hot.2. Other traps may be blowing
steam—trap hot.3. Atmospheric vent in condensate
receiver may be plugged—trap hotor cold.
4. Obstruction in return line—trap hot.5. Excess vacuum in return line—trap
cold.
Imaginary TroublesIf it appears that steam escapes everytime trap discharges, remember: Hotcondensate forms flash steam whenreleased to lower pressure, but it usuallycondenses quickly in the return line.See Chart 3-2 on page 3.

Pipe Sizing Steam Supply and Condensate Return Lines
The table below gives the color designationsas they correspond to the velocities:
Above Velocities Less ThanViolet 6,000 fpmYellow 8,000 fpmBlue 10,000 fpm
DefinitionsSteam mains or mains carry steam fromthe boiler to an area in which multiplesteam-using units are installed.
Steam branch lines take steam fromsteam main to steam-heated unit.
Trap discharge lines move condensateand flash steam from the trap to a returnline.
Condensate return lines receive conden-sate from many trap discharge lines andcarry the condensate back to the boilerroom.
Table 45-3. Steam Pipe Capacity at 30 psig—
Table 45-2. Steam Pipe Capacity at 15 psig—
Table 45-1. Steam Pipe Capacity at 5 psig—S
410245281
160270490730
1,0401,9303,1606,590
12,02019,290
6153168
100210350650970
1,3702,5404,1708,680
15,84025,420
9214497
150300500920
1,3701,9403,6005,910
12,31022,46036,050
111/411/22
21/23
31/24568
1012
Pressure drop per 100 ft Pipe Size(in) 1/8 1/4 1/2
1/23/4
3/4
1/2
111/411/22
21/23
31/245681012
513275991
180300560830
1,1802,1803,5807,450
13,60021,830
8183883
130260430790
1,1801,6603,0805,060
10,53019,22030,840
112653
120180370600
1,1101,6602,3504,3507,150
14,88027,15043,570
136
14224574
1,362,042,885,338,75
18,2233,2553,37
Pressure drop per 100 ft oPipe Size(in) 1/8 1/4 1/2 3/4
31/2
1
221/23
45681012
Pressure drop per 100 ft ofPipe Size(in)
3/4
1/2
11/411/2
1/2 3/41/41/87
163270
110223368675990
1,4202,6254,3159,000
16,40026,350
10224599
156316520953
1,4052,0203,7206,100
12,70023,20037,250
143264
142220446735
1,3402,0102,8505,2608,650
18,00033,30052,500
137
17275490
1,652,473,496,45
10,6022,0040,2564,50
NOTE: The velocity ranges shown in SteamPipe Capacity Tables 45-1 through 46-4 canbe used as a general guide in sizing steampiping. All the steam flows above a givencolored line are less than the velocities shownin the tables.
S
S
c
o
f
799406020000000
Red 12,000 fpmGreen 15,000 fpm
Pipe SizingTwo principal factors determine pipesizing in a steam system:1. The initial pressure at the boiler andthe allowable pressure drop of the totalsystem. The total pressure drop in thesystem should not exceed 20% of thetotal maximum pressure at the boiler.This includes all drops — line loss,elbows, valves, etc. Remember, pressuredrops are a loss of energy.
chedule 40 Pipe
chedule 40 Pipe
Table 45-6. Steam Pip
hedule 40 Pipe Table 45-4. Steam Pip
Table 45-5. Steam Pip
112654
120180370610
1,1301,6802,3804,4107,250
15,09027,53044,190
1
133062
140210430710
1,3001,9402,7505,0908,360
17,40031,76050,970
f pipe length3/4
PrPipe Size(in)
8204089
139282465853
1,2751,8003,3205,475
11,36020,80033,300
1126
1,21,82,54,77,7
16,129,447,1
111/411/22
21/23
31/24568
1012
1/23/4
11/8
425000000000000
1163776
160260520860
1,5702,3503,3306,160
10,12021,06038,43061,690
22352
110230360740
1,2102,2203,3204,7008,700
14,29029,74054,27087,100
pipe length Pipe Size(in)
^
2150
100220340690
1,1402,0903,1204,4208,170
13,42027,93050,97081,810
111/411/22
21/23
31/24568
1012
1/23/4
1194591
202312630
1,0401,9052,8504,0257,450
12,20025,42046,50074,500
22864
129283440892
1,4722,6904,0205,700
10,55017,30036,00065,750
105,500
pipe length
14,71030,65056,00089,900
2354
109241375760
1,2502,2803,4304,8408,950
1/23/41
11/411/22
21/23
31/245681012
Pipe Size(in) 1/2
2. Steam velocity. Erosion and noiseincrease with velocity. Reasonablevelocities for process steam are 6,000 to12,000 fpm, but lower pressure heatingsystems normally have lower velocities.Another consideration is future expan-sion. Size your lines for the foreseeablefuture. If ever in doubt, you will have lesstrouble with oversized lines than withones that are marginal.
45
e Capacity at 125 psig—Schedule 40 Pipe
e Capacity at 60 psig—Schedule 40 Pipe
e Capacity at 100 psig—Schedule 40 Pipe
essure drop per 100 ft of pipe length1
2557
115253395800
1,3182,4103,6055,1009,440
15,45032,20058,90094,500
23581
163358558
1,1301,8603,4105,0907,220
13,30021,90045,55083,250
133,200
555
128258567882
1,7902,9405,4008,060
11,40021,10034,60072,100
131,200210,600
122857279782600500501025000000
174081
179279565930
1,6902,5503,6106,660
10,95022,80041,50066,700
2149
100219342691
1,1402,0903,1204,4628,150
13,42027,90051,00081,750
1/2 3/4/4
Pressure drop per 100 ft of pipe length˚
2661
120270420850
1,4002,5603,8305,420
10,02016,45034,25062,500
100,300
13070
140310480980
1,6202,9604,4206,260
11,58019,02039,58072,230
115,900
24399
200440680
1,3902,2804,1806,2508,840
16,35026,84055,870
101,900163,600
568
160320690
1,0802,1903,6106,6109,870
13,96025,84042,41088,280
161,100258,500
575
172347764
1,1852,4103,9607,260
10,88015,35028,40046,50097,100
177,000284,100
247
109220483751
1,5202,5504,5906,8509,700
17,95029,50061,400
112,000179,600
13377
155341532
1,0751,7753,2454,8506,850
12,70020,80043,40079,100
127,100
3/42966
134296460930
1,5352,8154,2005,930
11,00018,07037,55068,500
110,200
Pressure drop per 100 ft of pipe length

46
Steam MainsThe sizing and design of high capacitysteam mains is a complex problem thatshould be assigned to a competentengineer.
Tables 45-1 through 46-4 will prove help-ful in checking steam main sizes or indetermining main size for small plants.An existing 3" steam main may besupplying one department of a plant with3,200 lbs/hr at 125 psig. Could the steamuse of this department be increased to7,000 lbs/hr without a new supply line?Table 45-6 shows that 1 psi pressuredrop is produced in 100 feet of 3" pipewhen supplying 3,200 lbs/hr. To increasethe flow to 7,000 lbs/hr would produce apressure drop of 5 psi per 100 feet witha velocity of 8,000 feet per minute. Thisvelocity is acceptable, and if the pressuredrop and corresponding decrease insteam temperature are not objection-able, the existing 3" pipe can be used.However, if this much pressure drop isnot permissible, an additional 3" mainwill have to be installed, or the existing3" main will have to be replaced with a4" main which can handle 7,000 lbs/hrwith a pressure drop of about 1 psi per100 feet with a velocity of less than6,000 fpm.
Steam Branch LinesWhen a new heating or process unit isinstalled in an existing plant, Tables 45-1through 46-4 are entirely practical forchecking the size of pipe to run from the
Table 46-1. Steam Pipe Capacity at 180 psig—Pressure drop per 100 ft Pipe Size
(in)
111/4
11/2
221/2
331/2456810
3990
182400624
1,2602,0803,8055,6958,500
14,90024,42050,85093,000
13478
158347540
1,0921,8003,3004,9306,980
12,90022,20044,10080,500
˚
2864
129283441895
1,4702,6754,0405,700
10,50017,30036,00065,800
^
1/23/4
Table 46-2. Steam Pipe Capacity at 250 psig—
3274
150330510
1,0401,7103,1304,6706,600
12,22020,06041,750
3991
180400620
1,2702,0903,8205,7108,080
14,95024,54051,100
45105210470720
1,4702,4104,4206,6109,340
17,29028,38059,100
1
Pressure drop per 100 ft Pipe Size(in) 1/2 3/4
111/411/22
21/23
31/24568
1/23/4
steam main to the new unit. The useof the tables is best described by solvinga typical problem:
Assume a boiler operates at a steampressure of 15 psig and is supplying a300-ton steam absorption machine whichrequires a minimum operating pressureof 12 psig. There is a 2 psig pressuredrop along the steam mains and theabsorption machine is rated to condense6,000 lbs/hr. The branch line is 50 feetlong and has three standard elbows plusa gate valve. Allowable pressure drop isnot to exceed 1 psi. Assuming that a 5"pipe will be needed, use Table 48-2 todetermine the equivalent length of pipe tobe added to compensate for fittings.
3—5" standard elbows at 11 = 33.0 ft1—5" gate valve at 2.2 = 2.2 ft
Total for valve and fittings = 35.2 ft
Adding this to the 50-foot length of pipegives a total effective length of 85.2 feet—call it .85 hundred feet. Dividing ourmaximum allowable pressure drop of 1.0by .85 gives 1.18 psi per 100 feet. Referto Table 45-2 for 15 psig steam. With apressure drop of 1.0 psi per 100 feet, a5" pipe will give a flow of 6,160 lbs/hr. Onthe basis of pressure drop only, a 5" pipecould be selected, however, the velocitywill be between 10,000 and 12,000 fpm.Because of this, it may be wise toconsider the next size pipe, 6", asvelocity will then be less than 8,000 fpm.
Schedule 40 Pipeof pipe length
88202407895
1,3942,8204,6508,550
12,74018,00033,30054,600
113,900207,000
556
128258566882
1,7852,9405,3908,050
11,40021,08034,60072,000
131,300
2
Schedule 40 Pipe
64150300660
1,0202,0703,4106,2509,340
13,21024,44040,10083,500
2102230470
1,1601,6203,2805,4009,880
14,77020,89038,65063,400
132,000
5
of pipe length
Table 46-3. Steam Pip
200
415
700
1,350
2,200
4,100
8,800
15,900
27,500
56,000
Pipe Size(in)
1
11/4
11/2
2
21/2
3
4
5
6
8
1/2
Table 46-4. Steam Pip
Pipe Size(in)
^
270
550
820
1,600
2,750
4,800
9,900
18,500
30,500
68,000
1
11/4
11/2
2
21/2
3
4
5
6
8
Trap Discharge LinesTrap discharge lines are usually short.Assuming the trap is properly sized forthe job, use a trap discharge line thesame size as the trap connections. Atvery low pressure differential betweentrap and condensate return pipe, trapdischarge lines can be increased onepipe size advantageously.
Condensate Return LinesFor medium and large-sized plants,the services of a consultant should beemployed to engineer the condensatereturn pipe or pipes. Usually it is consid-ered good practice to select return pipeone or two sizes larger to allow for 1) in-crease in plant capacity and 2) eventualfouling of pipe with rust and scale.
Traps and High Back PressureBack pressures excessive by normalstandards may occur due to fouling ofreturn lines, increase in condensate loador faulty trap operation. Depending onthe operation of the particular trap, backpressure may or may not be a problem.See Recommendation Chart on GatefoldB. If a back pressure is likely to exist inthe return lines, be certain the trapselected will work against it.
Back pressure does lower the pressuredifferential and, hence, the capacity ofthe trap is decreased. In severe cases,the reduction in capacity could make itnecessary to use traps one size larger tocompensate for the decrease in operat-ing pressure differential.
e Capacity at 450 psig—Schedule 40 Pipe
330
640
1,100
1,990
3,150
5,900
15,000
24,500
38,000
80,000
1
460
910
1,350
2,850
4,600
8,500
18,500
33,000
56,000
115,000
2
800
1,400
2,350
4,650
7,800
15,000
31,000
56,000
90,000
200,000
5
1,150
2,200
3,300
6,850
11,500
22,000
46,000
80,000
130,000
285,000
10
Pressure drop per 100 ft of pipe length
e Capacity at 600 psig—Schedule 40 Pipe
Pressure drop per 100 ft of pipe length1390
750
1,200
2,350
3,700
7,200
15,500
28,000
46,000
96,000
2550
1,100
1,650
3,350
5,400
9,900
22,000
38,500
68,000
130,000
5910
1,850
2,800
5,400
9,000
17,500
35,000
68,000
110,000
230,000
101,300
2,650
4,150
8,250
13,000
25,000
52,000
96,000
150,000
325,000

How to Size Condensate Return Lines
The sizing of condensate return linespresents several problems which differfrom those of sizing steam or water lines.The most significant of these is thehandling of flash steam. Although areturn line must handle both water andflash steam, the volume of flash steam ismany times greater than the volume ofcondensate. For the values in Chart 47-1the volume of flash steam is 96% to 99%of the total volume. Consequently, onlyflash steam is considered in Chart 47-1.
Condensate return lines should be sizedto have a reasonable velocity at anacceptable pressure drop. Chart 47-1 isbased on having a constant velocity of7,000 feet per minute or below, usingSchedule 40 pipe. Additional factorswhich should also be considered—depending on water conditions—are dirt,fouling, corrosion and erosion.
For a given supply pressure to the trapand a return line pressure, along with anassumed pressure drop per 100 feet ofpipe (∆P/L) and knowing the condensateflow rate, the proper pipe diameter canbe selected from Chart 47-1.
Chart 47-1. Flow Rate (lbs/hr) for Dry-Closed R
a For these sizes and pressure losses the velocityReprinted by permission from ASHRAE Handboo
∆P/L
psi/100' D, in
Supply Pressure = 10Return Pressure = 0
∆P/L
psi/100' D, in
62
134
260
540
810
1,590
2,550
4,550
9,340
a
a
Supply Pressure = 5Return Pressure = 0
240 520
510 1,120
1,000 2,150
2,100 4,500
3,170 6,780
6,240 13,300
10,000 21,300
18,000 38,000
37,200 78,000
110,500 a
228,600 a
28
62
120
250
380
750
1,200
2,160
4,460
13,200
27,400
1
2
3
4
6
11/4
11/2
21/2
1/23/4
8
1
2
3
4
6
11/4
11/2
21/2
1/23/4
8
1
2
3
4
6
11/4
11/2
21/2
1/23/4
1/41/16
1/41/16
How to Use Chart 47-1Example 1: A condensate system has thesteam supply at 30 psig. The return line isnon-vented and at 0 psig. The return lineis to have the capacity for returning 2,000lbs/hr of condensate. What must be thesize of the return line?
Solution: Since the system will bethrottling the condensate from 30 psig to0 psig, there will be flash steam (assum-ing no subcooling), and the system will bea dry-closed (not completely full of liquidand not vented to atmosphere) return.The data in Chart 47-1 can be used. Apressure of 1/4 psig per 100 feet isselected. In Chart 47-1 for a 30 psigsupply and a 0 psig return for ∆P/L = 1/4,a pipe size for the return line of 2" isselected.
eturns
is above 7,000 fpm. Select another combination ok —1985 Fundamentals.
11/41/16
0 psig psig
Supply Pressure = 150 psigReturn Pressure = 0 psig
Supply PrReturn Pr
133 23 51 109 56
290 50 110 230 120
544 100 210 450 240
1,130 200 440 930 500
1,700 310 660 1,400 750
a 610 1,300 a 1,470
a 980 2,100 a 2,370
a 1,760 3,710 a 4,230
a 3,640 7,630 a 8,730
a 10,800 a a 25,900
a 22,400 a a 53,400
psig psig
Supply Pressure = 15 psigReturn Pressure = 0 psig
Supply PrReturn P
1,100 95 210 450 60
2,400 210 450 950 130
4,540 400 860 1,820 250
9,500 840 1,800 3,800 520
14,200 1,270 2,720 5,700 780
a 2,500 5,320 a 1,540
a 4,030 8,520 a 2,480
a 7,200 15,200 a 4,440
a 14,900 31,300 a 9,180
a 44,300 a a 27,300
a 91,700 a a 56,400
1 1/16
11/41/161 1/16
Example 2: A condensate return systemhas the steam supply at 100 psig and thereturn line is non-vented and at 0 psig.The return line is horizontal and musthave a capacity of 2,500 lbs/hr. Whatsize pipe is required?
Solution: Since the system will bethrottling non-subcooled condensatefrom 100 psig to 0 psig there will be flashsteam, and the system will be a dry-closedreturn. Selecting a pressure drop of 1 psiper 100 feet yields from Chart 47-1 anon-recommended situation (a). Select apressure drop of 1/4 psi per 100 feet andthen a 21/2" pipe can be used for thissystem.
47
f size and pressure loss.
essure = 100 psigessure = 15 psig
Supply Pressure = 150 psigReturn Pressure = 15 psig
120 260 43 93 200
260 560 93 200 420
500 1,060 180 390 800
1,060 2,200 380 800 1,680
1,600 3,320 570 1,210 2,500
3,100 6,450 1,120 2,350 4,900
5,000 10,300 1,800 3,780 7,800
8,860 a 3,200 6,710 a
18,200 a 6,620 13,800 a
53,600 a 19,600 40,600 a
110,300 a 40,500 83,600 a
essure = 30 psigressure = 0 psig
Supply Pressure = 50 psigReturn Pressure = 0 psig
130 274 42 92 200
280 590 91 200 420
530 1,120 180 380 800
1,110 2,340 370 800 1,680
1,670 3,510 560 1,200 2,520
3,270 a 1,110 2,350 a
5,250 a 1,780 3,780 a
9,360 a 3,190 6,730 a
19,200 a 6,660 13,800 a
a a 19,600 a a
a a 40,500 a a
11/4 11/41/16
11/4 11/41/16

48
Useful Engineering Tables
3/4
1/8
111/2
Diameters Circumference Transverse Areas Length of Pipeper sq ft
Nominal Weightper foot
External(in)
Approx-imate
Internal(in)
NominalThick-ness(in)
External(in)
Internal(in)
External(sq in)
Internal(sq in)
Metal(sq in)
ExternalSurface
Feet
InternalSurface
Feet
Length ofPipe
ContainingOne Cubic
Foot Plain EndsThreaded
andCoupled
NumberThreadsper Inch
ofScrew
Size(in)
Feet
4
5
6
8
10
12
14
16
18
20
24
0.405
0.540
0.675
0.840
1.050
1.315
1.660
1.900
2.375
2.875
3.500
4.000
4.500
5.563
6.625
8.625
10.750
12.750
14.000
16.000
18.000
20.000
24.000
0.269
0.364
0.493
0.622
0.824
1.049
1.380
1.610
2.067
2.469
3.068
3.548
4.026
5.047
6.065
7.981
10.020
11.938
13.125
15.000
16.874
18.814
22.626
0.068
0.088
0.091
0.109
0.113
0.133
0.140
0.145
0.154
0.203
0.216
0.226
0.237
0.258
0.280
0.322
0.365
0.406
0.437
0.500
0.563
0.593
0.687
1.272
1.696
2.121
2.639
3.299
4.131
5.215
5.969
7.461
9.032
10.996
12.566
14.137
17.477
20.813
27.096
33.772
40.055
43.982
50.265
56.548
62.831
75.398
0.845
1.114
1.549
1.954
2.589
3.296
4.335
5.058
6.494
7.757
9.638
11.146
12.648
15.856
19.054
25.073
31.479
37.699
41.217
47.123
52.998
59.093
71.063
0.129
0.229
0.358
0.554
0.866
1.358
2.164
2.835
4.430
6.492
9.621
12.566
15.904
24.306
34.472
58.426
90.763
127.640
153.940
201.050
254.850
314.150
452.400
0.057
0.104
0.191
0.304
0.533
0.864
1.495
2.036
3.355
4.788
7.393
9.886
12.730
20.006
28.891
50.027
78.855
111.900
135.300
176.700
224.000
278.000
402.100
0.072
0.125
0.167
0.250
0.333
0.494
0.669
0.799
1.075
1.704
2.228
2.680
3.174
4.300
5.581
8.399
11.908
15.740
18.640
24.350
30.850
36.150
50.300
9.431
7.073
5.658
4.547
3.637
2.904
2.301
2.010
1.608
1.328
1.091
0.954
0.848
0.686
0.576
0.442
0.355
0.299
0.272
0.238
0.212
0.191
0.159
14.199
10.493
7.747
6.141
4.635
3.641
2.767
2.372
1.847
1.547
1.245
1.076
0.948
0.756
0.629
0.478
0.381
0.318
0.280
0.254
0.226
0.203
0.169
2533.775
1383.789
754.360
473.906
270.034
166.618
96.275
70.733
42.913
30.077
19.479
14.565
11.312
7.198
4.984
2.878
1.826
1.288
1.069
0.817
0.643
0.519
0.358
0.244
0.424
0.567
0.850
1.130
1.678
2.272
2.717
3.652
5.793
7.575
9.109
10.790
14.617
18.974
28.554
40.483
53.600
63.000
78.000
105.000
123.000
171.000
0.245
0.425
0.568
0.852
1.134
1.684
2.281
2.731
3.678
5.819
7.616
9.202
10.889
14.810
19.185
28.809
41.132
—
—
—
—
—
—
27
18
18
14
14
111/2
8
8
8
8
8
8
8
8
—
—
—
—
—
—
111/2
111/2
11/4
11/2
21/2
31/2
1/43/81/2
1
2
3
Table 48-1. Schedule 40 Pipe, Standard Dimensions
Table 48-4. Diameters and Areas of Circles and Drill Sizes
13/4
13/8
17/16
11/2
15/8
17/8
11/4
15/16
3/4
5/8
9/16
7/32
3/16
11/64
Dia. Area Dia. Area Dia. Area Dia. AreaDrill Size.13920.15033.16117.17257.18398.19635.20831.22166.24850.27688.30680.33824.37122.40574.44179.47937.51849.55914.60132.64504.69029.73708.78540.88664.994021.10751.22721.35301.48491.62301.76712.07392.40532.76123.1416
111/16
2
.04600
.04753
.04909
.04909
.05187
.05350
.05515
.05557.05811.06026.06202.06213.06605.06835.06881.07163.07670.07843.08194.08449.08657.09026.09281.09511.10066.10122.10636.11045.11163.11702.11946.12379.12819.12962.13396
.2420
.2460
.2500
.2500
.2570
.2610
.2656
.2660
.2720
.2770
.2810
.2812
.2900
.2950
.2969
.3020
.3125
.3160
.3230
.3281
.3320
.3390
.3438
.3480
.3580
.3594
.3680
.3750
.3770
.3860
.3906
.3970
.4040
.4062
.4130
CD
EFG
HIJK
LM
N
OP
QR
ST
U
VW
XY
Z
.01629
.01697
.01705
.01815
.01863
.01917
.01936
.01986
.02036
.02164
.02256
.02320
.02351
.02461
.02545
.02602
.02688
.02761
.02806
.02865
.02941
.03017.03110.03173.03241.03268.03317.03431.03563.03758.03836.04083.04301.04314.04449
.1440
.1470
.1495
.1520
.1540
.1562
.1570
.1590
.1610
.1660
.1695
.1719
.1730
.1770
.1800
.1820
.1850
.1875
.1890
.1910
.1935
.1960
.1990
.2010
.2031
.2040
.2055
.2090
.2130
.2188
.2210
.2280
.2340
.2344
.2380
2726252423
2221201918
1716151413
121110987
6543
21A
B
.00173
.00212
.00238
.00278
.00307
.00317
.00353
.00385
.00419
.00454
.00479
.00484
.00515
.00528
.00581
.00622
.00687
.00690
.00724
.00754
.00778
.00809
.00850
.00891
.00940
.00950
.00968
.01003
.01039.01131.01227.01242.01453.01550.01553
.0469
.0520
.0550
.0595
.0625
.0635
.0670
.0700
.0730
.0760
.0781
.0785
.0810
.0820
.0860
.0890
.0935
.0938
.0960
.0980
.0995
.1015
.1040
.1065
.1094.1100.1110.1130.1160.1200.1250.1285.1360.1405.1406
555453
5251504948
474645444342
414039383736
3534333231
302928
Drill Size Drill Size Drill Size
1.00001.06251.12501.18751.25001.31251.37501.43751.50001.62501.75001.87502.0000
.4219
.4375
.4531
.4688
.4844.500
.5156
.5312
.5625
.5937
.6250
.6562
.6875
.7187
.7500
.7812
.8125
.8437
.8750
.9062
.9375
.9687
3/64
1/16
5/64
7/64
3/32
1/8
9/64
5/32
13/64
15/64
1/4
17/64
11/32
5/16
19/64
21/64
23/64
3/8
25/64
13/32
27/647/16
29/6415/3231/641/2
33/6417/32
19/32
21/32
23/32
11/16
25/3213/1627/32
7/829/3215/1631/32
11/8
13/16
9/32
StandardElbow
SideOutlet
Tee
Length in Feet to be Added RunPipeSize(in)
1.31.82.23.03.54.35.06.58.09.011.013.017.021.027.0
GateValve*
GlobeValve*
AngleValve*
345678111315182227354553
0.30.40.50.60.81.01.11.41.61.92.22.83.74.65.5
14182329344654668092112136180230270
7101215182227344045566792112132
111/411/22
21/23
31/24568
1012
1/23/4
Table 48-2. Equivalent Length of Pipe to beAdded for Fittings—Schedule 40 Pipe
Table 48-3.Thermal Expansion of Pipe
*From Piping Handbook, by Walker andCrocker, by special permission.
This table gives the expansion from -20°F totemperature in question. To obtain the amount
of expansion between any two temperaturestake the difference between the figures in thetable for those temperatures. For example, ifcast iron pipe is installed at a temperature of
80°F and is operated at 240°F,the expansion would be 1.780 - 0.649 = 1.13 in.
*Valve in full open position
Cast Iron Pipe Steel Pipe Wrought
Iron PipeCopper
Pipe
Elongation in Inches per 100 Ft from -20°F UpTemp.
(°F)
0.0000.2040.4420.6550.8881.1001.3381.5701.7942.0082.2552.5002.9603.4223.9004.3804.8706.1107.388
0.0000.1520.3060.4650.6200.7800.9391.1101.2651.4271.5971.7782.1102.4652.8003.1753.5214.4775.455
0.0000.1450.2930.4300.5930.7250.8981.0551.2091.3681.5281.6912.0202.3502.6903.0293.3754.2965.247
0.0000.1270.2550.3900.5180.6490.7870.9261.0511.2001.3451.4951.7802.0852.3952.7003.0083.8474.725
-200
20406080
100120140160180200240280320360400500600

49
PowerMultiply By To GetBoiler hp 33,472 Btu/hr
lbs H2O evap.Boiler hp 34.5 at 212°FHorsepower 2,540 Btu/hrHorsepower 550 ft-lbs/secHorsepower 33,000 ft-lbs/minHorsepower 42.42 Btu/minHorsepower 0.7457 KilowattsKilowatts 3,415 Btu/hrKilowatts 56.92 Btu/minWatts 44.26 ft-lbs/minWatts 0.7378 ft-lbs/secWatts 0.05692 Btu/minTons refrig. 12,000 Btu/hrTons refrig. 200 Btu/minBtu/hr 0.00002986 Boiler hplbs H2O evap.at 212°F 0.0290 Boiler hpBtu/hr 0.000393 Horsepowerft-lbs/sec 0.00182 Horsepowerft-lbs/min 0.0000303 HorsepowerBtu/min 0.0236 HorsepowerKilowatts 1.341 HorsepowerBtu/hr 0.000293 KilowattsBtu/min 0.01757 Kilowattsft-lbs/min 0.02259 Wattsft-lbs/sec 1.355 WattsBtu/min 1.757 WattsBtu/hr 0.0000833 Tons refrig.Btu/min 0.005 Tons refrig.
EnergyMultiply By To GetBtu 778 ft-lbsBtu 0.000393 hp-hrsBtu 0.000293 kw-hrs
{lbs H2O evap.Btu 0.0010307 at 212°FBtu 0.00000347 Tons refrig.Btu 0.293 Watt-hrsft-lbs 0.3765 Watt-hrsLatent heat}of ice 143.33 Btu/lb H2Olbs H2O evap.}at 212°F 0.284 kw-hrslbs H2O evap.}at 212°F 0.381 hp-hrsft-lbs 0.001287 Btuhp-hrs 2,540 Btukw-hrs 3,415 Btulbs H2O evap.}at 212°F 970.4 BtuTons refrig. 288,000 BtuWatt-hrs 3.415 BtuWatt-hrs 2,656 ft-lbs
{Latent heatBtu/lb H2O 0.006977 of ice
{lbs H2O evap.kw-hrs 3.52 at 212°F
{lbs. H2O evap.hp-hrs 2.63 at 212°F
PressureMultiply By To Get
{in Mercuryatmospheres 29.92 (at 62°F)
{in H2Oatmospheres 406.8 (at 62°F)
{ft. H2Oatmospheres 33.90 (at 62°F)atmospheres 14.70 lbs/in2
atmospheres 1.058 ton/ft2
in. H2O} {in. Mercury(at 62°F) 0.0737 (at 62°F)ft H2O} {in. Mercury(at 62°F) 0.881 (at 62°F)ft H2O}(at 62°F) 0.4335 lbs/in2
ft H2O}(at 62°F) 62.37 lbs/ft2
in. Mercury}(at 62°F) 70.73 lbs/ft2
in. Mercury}(at 62°F) 0.4912 lbs/in2
in. Mercury}(at 62°F) 0.03342 atmospheresin. H2O}(at 62°F) 0.002458 atmospheresft. H2O}(at 62°F) 0.0295 atmosphereslbs/in2 0.0680 atmosphereston/ft2 0.945 atmospheresin. Mercury} {in. H2O(at 62°F) 13.57 (at 62°F)in. Mercury} {ft H2O(at 62°F) 1.131 (at 62°F)
{ft H2Olbs/in2 2.309 (at 62°F)
{ft H2Olbs/ft2 0.01603 (at 62°F)
{in. Mercurylbs/ft2 0.014138 (at 62°F)
{in. Mercurylbs/in2 2.042 (at 62°F)lbs/in2 0.0689 Barlbs/in2 0.0703 kg/cm2
Velocity of FlowMultiply By To Getft/min 0.01139 miles/hrft/min 0.01667 ft/seccu ft/min 0.1247 gal/seccu ft/sec 448.8 gal/minmiles/hr 88 ft/minft/sec 60 ft/mingal/sec 8.02 cu ft/mingal/min 0.002228 cu ft/sec
Heat TransmissionMultiply By To GetBtu/in} {Btu/ft/sq ft 0.0833 /sq ft/hr/°F /hr/°FBtu/ft} {Btu/in/sq ft 12 /sq ft/hr /°F /hr/ °F
Conversion FactorsWeight
Multiply By To Getlbs 7,000 grainslbs H2O(60°F) 0.01602 cu ft H2Olbs H2O(60°F) 0.1198 gal H2Otons (long) 2,240 lbstons (short) 2,000 lbsgrains 0.000143 lbs
lbs H2Ocu ft H2O 62.37 (60°F)
lbs H2Ogal H2O 8.3453 (60°F)lbs 0.000446 tons (long)lbs 0.000500 tons (short)
Circular MeasureMultiply By To GetDegrees 0.01745 RadiansMinutes 0.00029 RadiansDiameter 3.142 CircumferenceRadians 57.3 DegreesRadians 3,438 MinutesCircumference 0.3183 Diameter
VolumeMultiply By To GetBarrels (oil) 42 gal (oil)cu ft 1,728 cu incu ft 7.48 galcu in 0.00433 galgal (oil) 0.0238 barrels (oil)cu in 0.000579 cu ftgal 0.1337 cu ftgal 231 cu in
Temperature
Fractions and DecimalsMultiply By To GetSixty-fourths 0.015625 DecimalThirty-seconds 0.03125 DecimalSixteenths 0.0625 DecimalEighths 0.125 DecimalFourths 0.250 DecimalHalves 0.500 DecimalDecimal 64 Sixty-fourthsDecimal 32 Thirty-secondsDecimal 16 SixteenthsDecimal 8 EighthsDecimal 4 FourthsDecimal 2 Halves
Gallons shown are U.S. standard.
F = (°C x 1.8) + 32C = (°F - 32) ÷ 1.8

50
Specific Heat—Specific Gravity
Acetic acid, 100%
Acetic acid, 10%
Acetone, 100%Alcohol, ethyl, 95%
Alcohol, methyl, 90%
AluminumAmmonia, 100%
Ammonia, 26%
AroclorAsbestos board
Asphalt
Asphalt, solidBenzene
Brickwork & Masonry
Brine - calcium chloride, 25%Brine - sodium chloride, 25%
Clay, dry
CoalCoal tars
Coke, solid
CopperCork
Cotton, cloth
Cotton seed oilDowtherm A
Dowtherm C
Ethlene glycolFatty acid - palmitic
Fatty acid - stearic
Fish, fresh, averageFruit, fresh, average
Gasoline
Glass, pyrexGlass, wool
Glue, 2 parts water 1 part dry glue
Glycerol, 100% (glycerin)Honey
Hydrochloric acid, 31.5% (muriatic)
Hydrochloric acid, 10% (muriatic)
Ice Cream
LardLead
Leather
Linseed oilMagnesia, 85%
Maple syrup
Meat, fresh, average
Nickel
Nitric acid, 95%Nitric acid, 60%
Nitric acid, 10%
No. 1 Fuel Oil (kerosene)No. 2 Fuel Oil
No. 3 Fuel Oil
No. 4 Fuel OilNo. 5 Fuel Oil
No. 6 Fuel Oil
Ice
Milk
Liquid (L)or
Solid (S)
L
L
LL
L
SL
L
LS
L
SL
S
LL
S
SS
S
SS
S
LL
L
LL
L
SS
L
SS
L
LL
L
LS
S
SS
S
LL
L
SL
S
LL
L
LL
L
LL
L
1.05
1.01
0.780.81
0.82
2.640.61
0.90
1.440.88
sp. gr. @ 60-70°F
1.00
1.1-1.50.84
1.6-2.0
1.231.19
1.9-2.4
1.2-1.81.20
1.0-1.4
8.820.25
1.50
0.950.99
1.10
1.110.85
0.84
0.73
2.250.072
1.09
1.26
1.15
1.050.90
0.9211.34
0.86-1.02
0.930.208
1.03
8.90
1.501.37
1.05
0.810.86
0.88
0.900.93
0.95
0.48
0.96
0.5140.60
0.65
0.231.10
1.00
0.280.19
sp. ht. @ 60°F
Btu/lb-°F
0.42
0.22-0.40.41
0.22
0.6890.786
0.224
0.26-0.370.35@40
0.265
0.100.48
0.32
0.470.63
0.35-0.65
0.580.653
0.550
0.75-0.820.80-0.88
0.53
0.200.157
0.89
0.580.34
0.60
0.750.50
0.70
0.640.031
0.36
0.440.27
0.48
0.700.90-0.93
0.11
0.500.64
0.90
0.470.44
0.43
0.420.41
0.40
Table 50-1. Physical Properties Liquids and Solids
API Mid-continent crude
API gas oil
PaperParaffin
Paraffin, melted
Phenol (carbolic acid)Phosphoric acid, 20%
Phosphoric acid, 10%
Phthalic anhydrideRubber, vulcanized
SAE - SW (#8 machine lube oil)
SAE - 20 (#20 machine lube oil)SAE - 30 (#30 machine lube oil)
Sand
Sea water
Sodium hydroxide, 50% (caustic acid)
Sodium hydroxide, 30%Soybean oil
Steel, mild @ 70¬F
Steel, stainless, 300 seriesSucrose, 60% sugar syrup
Sucrose, 40% sugar syrup
Sugar, cane & beetSulfur
Sulfuric acid, 110% (fuming)
Sulfuric acid, 98%Sulfuric acid, 60%
Sulfuric acid, 20%
Titanium (commercial)Toluene
Trichloroethylene
Tetrachloride CarbonTurpentine, spirits of
Vegetables, fresh, average
WaterWines, table, dessert, average
Woods, vary from
WoolZinc
Silk
sp. ht. @ 60°F
Btu/lb-°F0.44
0.42
0.450.62
0.69
0.560.85
0.93
0.2320.415
0.19
0.940.33
0.78
0.840.24-0.33
0.11
0.120.74
0.66
0.300.203
0.27
0.350.52
0.84
0.130.42
0.215
0.210.42
0.73-0.94
1.000.90
0.90
0.3250.095
sp. gr. @ 60-70°F
0.85
0.88
1.7-1.150.86-0.91
0.90
1.071.11
1.05
1.531.10
0.88
0.890.89
1.4-1.76
1.031.25-1.35
1.53
1.330.92
7.90
8.041.29
1.18
1.662.00
1.841.50
1.14
4.500.86
1.62
1.580.86
1.001.03
0.35-0.9
1.327.05
Liquid (L)or
Solid (S)
L
L
SS
L
LL
L
LS
L
LL
S
LS
L
LL
S
SL
L
SS
L
LL
L
SL
L
LL
S
LL
S
SS
AirAmmoniaBenzeneButaneCarbon dioxideCarbon monoxideChlorineEthaneEthyleneFreon - 12HydrogenHydrogen sulfideMethaneNitrogenOxygenPropaneSulfur dioxideWater vapor (steam)
sp. gr. @ 60-70°F
1.000.60
2.001.500.972.501.10
0.97
0.0691.200.550.971.101.50
2.30
sp. ht. @ 60°F
Btu/lb-°F0.240.54
0.3250.4550.21
0.2550.1180.50
0.450.163.420.250.60
0.2530.2250.46
0.1620.453
Table 50-2. Gases

Alphabetical Index
Abbreviations, Gatefold BAir
cause of slow heating,low temperatures, 6effect on steam temperature, 6
Air venting, 12Automatic differential condensate controller, 13Boiler headers, 16Branch lines, 18By-passes, 40Charts Btu heat loss from bare pipe,
17, 21Mean temperature difference, 29Multiplier for selecting traps for draining pipe coils, 22Percentage of flash steam, 3Recommendations, Gatefold, 16, 18, 20, 22, 25, 26, 28, 30, 32, 34, 36, 38
Circles, areas, 48Closed, stationary steam chamber equipment, 32, 33Controlled disc trap, 11Conversion factors, 49Drip leg sizing, 16Embossed coils, 26, 27Evaporators, 28, 29Finned radiation, 23Flash steam, 3Flash tanks, 36, 37Float & thermostatic traps, 10, 11Freezing, protecting traps, 42Individual trapping, 14Inspection of traps, 43Installation, 40, 41, 42, 43Inverted bucket principle, 8, 9Jacketed kettles, 30, 31Leaks, steam, cost of, 7Maintenance of traps, 43, 44Mains
Returns, 45Steam, 16, 17, 18, 46
Pipe coils, 22, 23, 27Pressure differential, 15Process air heaters, 25Recommendation chart, Gatefold, 16, 18, 20, 22, 25, 26, 28, 30, 32, 34, 36, 38Rotating dryers, 34, 35Safety drain trap, 42Safety factors
explanation, 14, 15for different jobs, 16-39
Secondary steam, 3Shell and tube heat exchangers, 26, 27Short circuiting, 14Sizing, pipe and condensate return lines, 45, 46, 47
Sizing, traps for:air handling units, 22autoclaves, 32boiler headers, 16branch lines, 18, 19closed, stationary steam chamber equipment, 32, 33coils
embossed, 26, 27finned, 23pipe, 22, 23, 27space heating, 22, 23submerged, 26, 27
combustion air preheaters, 25concentrators, 30, 31dryers, rotating, 34, 35evaporators, 28, 29finned radiation, 23flash tanks, 36, 37heat exchangers, 26, 27jacketed kettles, 30, 31kettles, jacketed, 30, 31pipe coils, 22, 23, 27platen press, 32process dryers, 25reboilers, 26retorts, 32, 33separators, 19space heating equipment, 22, 23steam absorption machine, 38steam distribution system, 5, 16, 17, 18, 19steam mains, 16, 17, 18, 46steam separators, 19steam tracer lines, 20, 21submerged coils, 26, 27suction heaters, 26tracer lines, 20, 21tunnel dryers, 25unit heaters, 22vaporizers, 26water heaters, 26
Space heating equipment, 22, 23Specific gravity, 50Specific heat, 50Steam
basics, 4-7flash, 3how heat is used, 4leaks, cost of, 7leaks, testing for, 43, 44need for draining, 5tables, 2
Steam absorption machine, 38Steam distribution systems, 16, 17, 18, 19Steam mains, 16, 17, 18, 46Steam tables, 2Steam tracer lines, 20, 21
Steam trapsautomatic differential condensatecontroller, 13controlled disc, 11float & thermostatic, 10, 11inverted bucket, 8, 9thermostatic, 12
Submerged coils, 26, 27Tables, technical, useful information
air, effect on steam temperature, 6circles, area, 48condensing rates in bare pipe, 24constants for determining unit heaterBtu output, 24finned radiation, condensing rates, 24finned radiation, conversion factors, 24leaks, steam, cost of, 7pipe
capacitycondensate, 47steam, 45, 46, 47
conversion factors, 49conversion, lineal feet to squarefeet of surface, 29, 35dimensions, schedule 40, 48equivalent, length of fittings, 48expansion, thermal, 48steam condensed in, due to normal radiation, 17steam condensing during warm-up, 17steam, saturated properties of, 2
temperature reduction caused by air, 6U values,
embossed coils, 27, 29pipe coils, 27, 29
warming up, Schedule 40, 17weight per foot, 19
Testing, trap, 43, 44Thermostatic steam traps, 12Tracer lines, 20, 21Trap selection, 14, 15Troubleshooting, 44Unit trapping, 14U values
embossed coils, 27, 29pipe coils, 27, 29
Water hammer, 5
51

Printed in U.S.A.
Other Products
Handbook N-101 50M 11/97 www.armstrong-intl.com
Y-Type StrainersArmstrong Y-type strainers are manufactured in a widechoice of sizes and materials to meet the bulk of allpipeline straining requirements. Request Bulletin No. 171.
Pumping TrapsArmstrong’s pumping traps are an ideal non-electricsolution for returning condensate in special applica-tions such as evacuating a vacuum, entering apressurized return line or elevating condensate.Request Bulletin No. 230.
ManifoldsArmstrong’s condensate collection and steam distribu-tion manifolds are designed especially for the low loadscommon in the chemical, petrochemical and rubberindustries. Request Bulletin No. 615.
Float Type Drain TrapsThe Armstrong float type drain traps are designedfor draining liquids from gases under pressure or fordischarging water from a light liquid (dual gravity).Capacities to 800,000 lbs/hr. Pressures to 1,800 psig.Request Bulletin No. 402.
Thermostatic Air VentsTwo models available:■ The Model TV-2 is available with straight-through
connections, has a cast bronze body and a 125 psigmaximum working pressure. Request Bulletin No. 455.
■ The Series TTF is available in straight-through orright angle connections. It features an all-stainlesssteel body and is suitable for pressure from 0 to 300 psig.Request Bulletin No. 457.
Training for Energy ConservationBelieving that knowledge not shared is energy wasted,Armstrong appreciates the importance of training andoffers a wide variety of materials, including a library ofmore than a dozen educational video tapes. Many trainingaids are offered free of charge, and others are available ata nominal charge. For a descriptive listing of availabletraining aids, request Bulletin No. 815.
Application assistance is a most important part of thecomplete service provided by Armstrong International.Armstrong Representatives are qualified by factorytraining and extensive experience to assist you. Backingthe Representatives are Armstrong specialists who areavailable to assist with especially difficult or unusualrequirements.
© 1997 Armstrong International, Inc.
®
Armstrong International, Inc.
816 Maple Street, P.O. Box 408, Three Rivers, Michigan 49093 - USA Phone: (616) 273-1415 Fax: (616) 278-6555
Parc Industriel Des Hauts-Sarts, B-4040 Herstal/Liege, Belgium Phone: (04) 2409090 Fax: (04) 2481361
Steam Traps \ Humidifiers \ Steam Coils \ Valves \ Water Heaters \ Air Vents \ Pumping Traps