StaCast - New Quality and Design Sta ndards for Aluminium ... · PDF fileStaCast - New Quality...
27
StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products FP7-NMP-2012-CSA-6 - PROJECT N. 319188 www.stacast-project.org StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane 1 COORDINATION AND SUPPORT ACTION (SUPPORTING) Call: FP7-NMP-2012-CSA-6 Support for standardisation needs Project full title: New Quality and Design Standards for Aluminium Alloys Cast Products Project acronym: StaCast Co-ordinator name Franco BONOLLO Co-ordinator organisation name University of Padova – DTG Co-ordinator email and fax [email protected] +39 0444 998889 Co-ordinator phone + 39 0444 998743 DELIVERABLE D3.1 Database on Mechanical Properties of Al Foundry Alloys AUTHORS: E. FIORESE, F. BONOLLO, G. TIMELLI (UNIVERSITY OF PADOVA – DTG) L. ARNBERG , A.C.R. ADAMANE (UNIVERSITY OF TRONDHEIM – NTNU) W. LEIS (UNIVERSITY OF AALEN – GTA) Date: July 31 st 2013
-
Upload
hoangquynh -
Category
Documents
-
view
214 -
download
2
Transcript of StaCast - New Quality and Design Sta ndards for Aluminium ... · PDF fileStaCast - New Quality...

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
1
COORDINATION AND SUPPORT ACTION (SUPPORTING)
Call: FP7-NMP-2012-CSA-6
Support for standardisation needs
Project full title: New Quality and Design Standards for Aluminium Alloys Cast Products
Project acronym: StaCast
Co-ordinator name Franco BONOLLO Co-ordinator organisation name University of Padova – DTG
Co-ordinator email and fax [email protected] +39 0444 998889 Co-ordinator phone + 39 0444 998743
DELIVERABLE D3.1
Database on Mechanical Properties of Al Foundry Alloys
AUTHORS: E. FIORESE, F. BONOLLO, G. TIMELLI (UNIVERSITY OF PADOVA – DTG) L. ARNBERG , A.C.R. ADAMANE (UNIVERSITY OF TRONDHEIM – NTNU) W. LEIS (UNIVERSITY OF AALEN – GTA)
Date: July 31st 2013

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
2
Database on Mechanical Properties of Al Foundry Alloys
1. Introduction The production of high quality Aluminium alloys cast products is strongly required by the foundries, being the driving force for the innovation in the metallurgical field. This target can be reached if defects in castings are minimized and microstructure is optimized, keeping in mind all the main variables related to the employed alloy and to the process conditions. From the design viewpoint, it has to be considered that evaluation of mechanical properties in Aluminium alloys cast products is a relevant issue, which is not fully covered by existing International Standards. As a matter of fact, the two European Standards on Aluminium and Aluminium alloys (EN 1676 and EN 1706) give only partial information. In particular, EN 1706 specifies the chemical composition limits for Aluminium casting alloys and their mechanical properties (Tables 1 and 2). This Standard reports conservative values for mechanical properties, taking into account that an “average” content of defects in Al alloy castings can decrease their mechanical potential.
Numerical designation
Alloy Temper
designation YS min (MPa)
UTS min (MPa)
EL (%)
EN AC 42100 Al-Si7-Mg0.3 T6 210 290 4 EN AC 43500 Al-Si10-Mn-Mg F 120 250 5 EN AC 46000 Al-Si9-Cu3-(Fe) F 140 240 < 1 EN AC 46100 Al-Si11-Cu2-(Fe) F 140 240 < 1 EN AC 46500 Al-Si9-Cu3-(Fe)-(Zn) F 140 240 < 1
Table 1. Mechanical behaviour of Al high-pressure die-casting alloys, as given by EN 1706 standard (F = as-cast).
Numerical designation
Alloy Temper
designation YS min (MPa)
UTS min (MPa)
EL (%)
F 90 170 2.5 EN AC 42000 Al-Si7-Mg
T6 220 260 1 EN AC 43000 Al-Si10-Mg F 90 180 2.5 EN AC 43100 Al-Si10-Mg T6 220 260 1 EN AC 46300 Al-Si7-Cu3-Mg F 100 180 1 EN AC 46400 Al-Si9-Cu1-Mg T6 235 275 1.5 EN AC 48000 Al-Si12-Cu-Ni-Mg T6 240 280 < 1
Table 2. Mechanical behaviour of Al low-pressure & gravity die-casting alloys, as given by EN 1706 standard (F = as-cast, T6 = solution treatment).

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
3
Currently, the development of a new standard is strongly needed, in order to correctly evaluate the effective mechanical potential of Al foundry alloys. In this regard, the mechanical potential, i.e. the tensile properties (yield strength, ultimate tensile strength and elongation to fracture) in optimal conditions (minimized defects and optimized microstructure) of the main alloys used in permanent mould casting is reported in the present literature overview. Nevertheless, the optimal conditions are often related to the final application of the casting and, as for the case of heat treatment, are the result of a trade-off between strength and ductility. The advanced design and engineering tools actually available to optimise casting process allow a radical change in alloys selection and in the design chain approach. The recently concluded NADIA EU IP-SMEs Project (New Automotive components Designed for and manufactured by Intelligent processing of light Alloys, 2006-2010, Contract 026563-2) demonstrated that the real mechanical potential of Al foundry alloys can be accurately defined by means of properly designed reference dies: in this way, for instance, the UTS of EN AC 46000 and EN AC 46100 alloys is, respectively, of 308 MPa and 320 MPa (instead of 240 MPa). The consequence is that a new Standard is now worth of elaboration, giving the mechanical designer the information about effective values which, using state-of-the-art design tools, can be achieved by YS, UTS and elongation of Al foundry alloys. The present literature overview constitutes the first step towards a new Standard on Mechanical Properties of Al Foundry alloys, presenting
• a survey of the reference-dies currently employed for testing the mechanical behaviour of Al foundry alloys (Paragraph 3.),
• a survey of the tensile stress vs strain curves correspondingly achieved for various alloys (Paragraph 4.)
• a survey of the current and former standards, such as ASTM, AFNOR and UNI (Paragraph 5.).
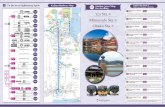
The scenario of variables affecting the mechanical potential of Al-based cast alloys is certainly articulated and complex, involving both processing and testing issues. An example, for what concerns high pressure die casting (HPDC), is offered in Figure 1.
Figure 1. Process and Testing variables affecting Mechanical Potential (case of HPDC)

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
4
Thus, for each reference-die and each alloy the analysed experimental variables are darefully described. Depending on various experimental variables, the optimal conditions are achieved identifying the best: • alloying elements • die design • type of casting process and its parameters • heat treatment • microstructure • minimal defects condition • combination of two or more above mentioned factors.
Moreover, the tensile testing procedure and the obtainable mechanical potential are specified. These information are the basis for the structure of the new CEN Standard and/or CEN Technical Report, which is the final target of WP3 of StaCast Project. In the present literature overview, only the experimental variables which strictly permit achieving the mechanical potential are reported. The factors affecting the mechanical behaviour are only mentioned, as the metallurgical origins and correlations between process, microstructure, defects & mechanical properties will be in depth described within the design guidelines and engineering rules (Deliverable D4.1) of the StaCast project.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
5
3. Database on Mechanical Properties of Al Foundry Alloys - Reference dies
HIGH PRESSURE DIE CASTING
U-profile casting [1] Al-Si4-Mg0.2-Fe0.2-Mn0.7 EN AB 45100
Norsk Hydro casting [2,3,4,5] Al-Si7-Mg0.3-Fe0.1-Mn0.8-Sr0.03 EN AB 42100
Fig. 1. U-profile casting
300 mm length and 2.5 mm thickness [1].
Experimental procedure The applied process parameters are: gate velocity 47 m/s, filling time approximately 20 ms and nominal feeding pressure 60 MPa. Optimal conditions The process parameters are maintained invariable. Tensile test Flat tensile bars are machined from the wide web to obtain 2.5 mm thickness, 10.3 mm gauge width, 25 mm gauge length on a 120 mm parallel length. Tensile testing is carried out with a cross-head speed of 2 mm/min, increased to 5-8 mm/min after 2% elongation, giving a strain rate of approximately 2×10−3 s−1. The strain is measured using a 25 mm extensometer. Mechanical potential
Temper UTS (MPa) EL (%) F 225 17
Fig. 2. Hydro casting with
cylindrical tensile bars and 3 mm in thickness
plates [2].
Experimental procedure The used process parameters are: I phase speed 0.5 m/s, II phase speed 4.2 m/s and after pressure 60 MPa. The samples are solution heat treated at 475 or 525°C for 15, 60, 240 and 480 minutes and quenched in water at room temperature. While some samples are tensile tested in the as quenched condition (T4), other specimens are artificially aged at 170°C for 8 hours after solutionising and water quenching (T6). Additional samples are tested in T1 condition. Optimal conditions & affecting factors The optimal experimental conditions are represented by T6 treatment with solutionising temperature of 525°C and time of 60 minutes. The heat treatment parameters act on size and morphology of eutectic silicon, besides on the inter-particle distance. Tensile test The as-cast tensile bars are cylindrical with gauge length 32.5 mm, length 125 mm and gauge diameter 6.4 mm. The bars are tested at 2 mm/min up to 1% strain and then changed to 8 mm/min up to fracture. The strain rate is varied from 1.0 to 4.2×10-3 s-1 and is measured by means of a 25 mm extensometer. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 130 264 10
T6 246 320 9.7

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
6
Round & flat bars casting [6,7] Al-Si9-Cu3-Mg0.1-Fe0.9-Mn0.2-Zn3 EN AB 46500
NADIA casting [8] Al-Si9-Cu3-Mg0.3-Fe0.8-Mn0.3 EN AB 46000
Fig. 4. NADIA casting with flat tensile bars,
round fatigue and stress-corrosion bars,
corrosion-Erichsen test plate, fluidity and Charpy
test appendixes [8].
Experimental procedure After degassing of the melt, the process parameters are varied within a range of values, particularly the I phase speed 0.06-0.29 m/s, the II phase speed 2.26-3.40 m/s, the after pressure 33.7-40.5 MPa, the melt velocity at in-gates 40-61 m/s and the filling time 8.2-12.3 ms. Optimal conditions & affecting factors The optimal experimental conditions are melt velocity 47 m/s and filling time 10.7 ms. The process parameters influence the defects and microstructure of the casting, such as segregation bands and externally solidified crystals formation. Tensile test The as-cast tensile bars are flat and compliant to ASTM B 557M-06 standard: thickness 3 mm, gauge length 30 mm and gauge width 10 mm. The samples are maintained at room temperature for 5 months before testing (T1 state). The cross-head speed during the tensile testing is 2 mm/min, with a strain rate of about 10-3 s-1. The strain is measured using a 25 mm extensometer. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 163 ± 1 309 ± 6 3.6 ± 0.3
Fig. 3. Round & flat tensile bars casting [7].
Experimental procedure After degassing of the melt, the die provides two cylindrical tensile bars and one flat tensile bar using two different melt velocities at the gate, i.e. 26 and 82 m/s. The influence of Zn addition is also investigated. Optimal conditions & affecting factors The optimal experimental conditions are obtained using a melt velocity of 82 m/s and 3 wt.% Zn addition. The melt velocity affects the amount of porosity in the tensile bars, while the Zn addition affects the strength of the alloy. Tensile test The as-cast tensile bars are cylindrical with gauge length 33 mm, total length 100 mm and gauge diameter 5.6 mm (conformed to AS 1391 specification). The bars are tested at 5 mm/min. The flat tensile bar is not used in the current testing. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 176 ± 6 353 ± 7 3.6 ± 0.4

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
7
U-profile casting [1] Al-Si9-Mg0.2-Fe0.2-Mn0.9 EN AB 43500
U-shaped casting [9,10,11] Al-Si10-Cu2-Mg0.2-Fe0.8-Mn0.2 EN AB 46000
Experimental procedure The applied process parameters are: gate velocity 47 m/s, filling time approximately 20 ms and nominal feeding pressure 60 MPa. Optimal conditions The process parameters are maintained invariable. Tensile test The flat tensile bars are machined from the wide web to obtain 2.5 mm thickness, 10.3 mm gauge width and 25 mm gauge length on a 120 mm parallel length. Tensile testing is carried out with a cross-head speed of 2 mm/min, increased to 5-8 mm/min after 2% elongation, giving a strain rate of approximately 2×10−3 s−1. The strain is measured using a 25 mm extensometer. Mechanical potential
Temper UTS (MPa) EL (%) F 290 10
Fig. 6. U-shaped casting with 260 mm length,
110 mm height, 70 mm width
and wall thickness ranging from 2.4 to 6 mm [9,10].
Experimental procedure The process parameters are varied within a range of values, particularly the I phase speed 0.4-0.7 m/s, the II phase speed 2-3 m/s, the commutation point between slow and fast shot 373-451 mm, the commutation point to upset pressure 544-562 mm, the ingate velocity 32.9-48.9 m/s and the pouring temperature 640-690°C. The intensification pressure is maintained invariable at 40 MPa. Optimal conditions & affecting factors The optimal experimental conditions are: I phase speed increasing between 0.4-0.6 m/s, II phase speed of 2 m/s, commutation point between slow and fast shot at 451 mm, commutation point to upset pressure at 547 mm, ingate velocity 32.9 m/s and pouring temperature 690°C. The process parameters and the location within the casting influence the amount of defects. Tensile test The flat tensile bars are machined from eight different locations in the casting and have variable dimensions: gauge length between 26-60 mm, thickness between 2.4-6 mm and gauge width 10 mm (see Appendix). No other information about the tensile testing procedure is available in the paper. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 180 307 1.9
Fig. 5. U-profile casting
300 mm length and 2.5 mm thickness [1].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
8
One bar casting [12] Al-Si10-Cu3-Fe1-Mn0.2-Zn1.1 EN AB 46000
NADIA casting [8] Al-Si11-Cu2-Mg0.2-Fe0.9-Mn0.2 EN AB 46100
Fig. 7. One bar casting: wrong sprue-runner
design [12].
Experimental procedure The variable of the experiment is the sprue-runner design and consequently the feeding conditions of the casting. Optimal conditions & affecting factors The optimal experimental condition is obtained with a single large feeding channel on one extremity of the specimen, thus to have a coaxial inflow with the specimen. Moreover, a large feeder is added on the other extremity of the specimen. The sprue-runner design acts on the amount of porosity in the tensile bar. Tensile test The as-cast tensile bar is cylindrical with gauge length 30 mm, total length 96 mm and gauge diameter 8 mm. No other information about the tensile testing procedure is available in the paper. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 150 275 2.1
Experimental procedure After degassing of the melt, the process parameters are varied within a range of values, particularly the I phase speed 0.06-0.31 m/s, the II phase speed 1.91-3.04 m/s, the after pressure 33.0-40.1 MPa, the melt velocity at in-gates 34-54 m/s and the filling time 9.2-14.6 ms. Optimal conditions & affecting factors The optimal experimental conditions are melt velocity 44 m/s and filling time 11.4 ms. The process parameters influence the defects and microstructure of the casting, such as segregation bands and externally solidified crystals formation. Tensile test The as-cast tensile bars are flat and compliant to ASTM B 557M-06 standard: thickness 3 mm, gauge length 30 mm and gauge width 10 mm. The samples are maintained at room temperature for 5 months before testing (T1 state). The cross-head speed during the tensile testing is 2 mm/min, with a strain rate of about 10-3 s-1. The strain is measured using a 25 mm extensometer. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 153 ± 1 312 ± 2 3.5 ± 0.0
Fig. 8. NADIA casting with flat tensile bars, round
fatigue and stress-corrosion bars, corrosion and Erichsen test
plate, fluidity and Charpy test appendixes [8].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
9
Plate casting [13,14,15]
Al-Si11-Cu2.5 EN AB 46100
Plate & step castings [13,16] Al-Si11-Cu2.5-Mg0.3-Fe1.1-Mn0.3 EN AB 46100
Fig. 9. Plate casting 300 mm length,
100 mm width and 4 mm thickness [13].
Experimental procedure Plate castings are produced by using gates of variable size and different shot time lags in the injection process. Optimal conditions & affecting factors The optimal experimental conditions are obtained using narrow gate and low shot time lags. The gate design and the injection time influence the cold flakes formation within the plate. Tensile test The machined tensile bars are flat with gauge length 45 mm, total length 100 mm, gauge width 8.5 mm and thickness 4 mm. The bars are tested at 0.5 mm/min (the initial strain rate of about 1.85×10-4 s-1) to fracture. Mechanical potential
Temper UTS (MPa) EL (%) F 285 2.8
Fig. 11. Step casting 90×120×5/10/15 mm3
(width×height×thickness).
Experimental procedure Different castings are prepared using hot and cold chambers with high injection speed at the gate of 40 m/s, and cold chamber with slow injection speed of 0.15 m/s. The castings obtained with high speed have a plate shape and thickness 5 or 7 mm, while those obtained with slow speed have step profile and thickness ranging from 5 to 15 mm. Optimal conditions & affecting factors The optimal experimental conditions are obtained using the hot chamber and the casting thickness of 5 mm. Both casting technology and thickness affect the solidification rate, i.e. microstructure (grain size and eutectic silicon) and type and size of defects. Tensile test The machined tensile bars are flat with gauge length 7 mm, gauge width 3 mm and thickness 1 mm. All bars are machined from the midsection of the casting. The bars are tested at 1 mm/min to final fracture. Mechanical potential
Temper UTS (MPa) EL (%) F 348 2.7
Plate casting Fig. 10. 8×175×5/7 mm3
(width×height×thickness) [13].
Fig. 10. Plate casting 8 x 175 x 5/7 mm3
( width x height x thickness) [13].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
10
Other reference dies [17,18,19,20]
Fig. 12. Tensile, impact &
three-point bending test samples [17].
Fig. 13. Test specimens
for shrinkage effect evaluation [18].
Fig. 14. Four tensile bars
casting [19].
Fig. 15. Wall casting for porosity
effect evaluation [20].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
11
LOW PRESSURE DIE CASTING
Automotive wheel [21] Al-Si7-Mg0.4-Cu0.1-Fe0.3-Sr0.02 EN AB 42000
Cylinder head [22] Al-Si10-Mg0.3-Cu0.1-Fe0.1-Sr0.02 EN AB 43100
Experimental procedure The influence of T6 with solution treatment performed for 3, 6 or 12 h at 540°C and artificial ageing conducted for 4, 16 or 48 h at 160°C is investigated. Optimal conditions & affecting factors The optimal experimental conditions are represented by T6 treatment with solutionising and ageing treatment times respectively of 6 and 16 h. The heat treatment parameters influence the area fraction of Si particles, the SDAS and the hardening due to precipitation of Mg2Si phase. Tensile test Flat tensile bars are machined in rim section of the wheel to obtain 6 mm gauge width and 30 mm gauge length. Tensile testing is carried out with a strain rate of 2.78×10−4 s−1. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 100 185 9.4
T6 230 280 8
Fig. 16. Automotive wheel
457 mm diameter and 5 spokes.
Experimental procedure The influence of cooling rate, Sr and Fe contents, porosity and T6 treatment is investigated. After the 5 h at 530°C solution treatment, quenching by different media, i.e. water at 75°C, water-polymer mixture at 50°C or forced air is experienced. Finally, artificial ageing for 4 h at 170°C is performed. Optimal conditions & affecting factors The optimal experimental conditions are: average SDAS below 35 µm, 0.02 wt.% Sr and 0.1 wt.% Fe contents, density index (*DI) during casting below 2, and quenching in air or water-polymer mixture during T6. These conditions affect the size of compounds, eutectic Si modification, Fe-rich intermetallics formation, porosity and residual stresses in the casting respectively. Tensile test After the durability tests (under extreme thermal conditions), flat tensile bars are machined from the front face of cylinder head. No other information about the tensile testing procedure is available in the paper. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) T6 222 ± 16 290 ± 16 4 ± 2
Fig. 17. Automotive cylinder head.
* DI = [(da-dv)/da]×100 where da is the mean density of the sample solidified in atmosphere, and dv is the mean density of the sample solidified under vacuum, i.e. 80 mbar. The amount of porosity increases with increasing DI.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
12
GRAVITY DIE CASTING
ASTM B-108 casting [23,24] Al-Si7-Cu3-Mg0.3-Fe0.3-Mn0.3-Sr0.02 EN AB 46300
Four steps casting [25,26,27] Al-Si7-Cu4-Mg0.5-Fe0.7-Mn0.5 EN AB 46300
Fig. 19. Four steps casting
with 120 mm length, 100 mm width and
thickness going from 5 to 20 mm [26].
Experimental procedure After degassing of the melt, the process parameters are varied within a range of values, particularly the SDAS 17-34 µm, the amount of Ti grain refiner 0-0.2 wt.% and the copper content 2-4 wt.%. The effect of T7 treatment, i.e. solution treating at 480°C/4 h, quenching in water and ageing at 220°C/5 h, is also investigated. Optimal conditions & affecting factors The optimal experimental conditions are: SDAS 17 µm, any Ti addition, high Cu content (4 wt.%) and T7 heat treatment. The cooling rate and the heat treatment have a positive effect on the size and morphology of eutectic Si particles, while the addition of Ti has an opposite effect. Copper enhance the strength of the alloy. Tensile test Flat tensile bars are machined from steps of thickness 5 and 20 mm. According to ASTM B577, gauge length is 30 mm, gauge width 10 mm and thickness 3 mm. The cross-head speed is 2 mm/min, with a strain rate of about 10-3 s-1 measured by 25 mm extensometer. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 169 ± 2 242 ± 12 1.4 ± 0.3
T7 256 ± 1 316 ± 4 1.7 ± 0.1
Experimental procedure After degassing of the melt (humidity 11-15% and hydrogen 0.1 ml/100 g), the influence of Sn addition (< 0.15 wt.%) and heat treatment is investigated. One set of bars is kept in the as-cast condition, the second set is solution heat treated at 495°C/8 h, then quenched into warm water at 65°C, followed by artificial aging at 180°C/5 h (T6). The third set is T5 treated at 175°C/10 h. Optimal conditions & affecting factors The optimal experimental condition is obtained by means of T6 treatment without Sn addition. This element leads to voids after heat treatment due to β-Sn and Mg2Sn-Sn eutectic phases melting. Tensile test The as-cast tensile bars are cylindrical with gauge length 50.8 mm, total length 197 mm and gauge diameter 12.9 mm. The bars are tested at a strain rate of 4.0×10−4 s−1. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 220 305 1.1
T6 398 427 1.5
Fig. 18. ASTM B-108 two bars casting
286 mm height and 190 mm width [23].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
13
Five steps casting [9,11,28,29] Al-Si7-Mg0.4-Fe0.1 EN AB 42000
ASTM B-108 casting [23,24] Al-Si7-Mg0.4-Fe0.1-Mn0.3-Sr0.02-Sn0.05 EN AB 42000
Fig. 20. Five steps casting
with length 250 mm, width 120 mm and thickness ranging
from 5 to 30 mm [11].
Experimental procedure The influence of hydrogen content within the range 0.10-0.40 ml/100 g, alloy cleanliness (with and without the 10 ppi pore size filter), and thickness 5-30 mm is investigated. Optimal conditions & affecting factors The optimal experimental conditions correspond to the following process parameters: low/medium hydrogen content 0.2 ml/100 g, and 5 mm thickness in both filtered and unfiltered castings. These conditions affect porosity and cooling rate. Filtration is only partially effective in removing inclusions, such as MgO and Al 2O3, and oxide films. Tensile test Round tensile bars are machined from steps with 30, 20, 15 and 10 mm thickness, while flat bars are machined from the 5 mm step. The round bars have 36 mm gauge length and 10 mm total diameter, while the flat bars have 32 mm gauge length, 10 mm total width and 5 mm thickness. The bars are tested at 1.5 mm/min and the strain is measured using 25 mm extensometer. Mechanical potential
Temper UTS (MPa) EL (%) F 200 9.4
Experimental procedure After degassing of the melt (humidity 11-15% and hydrogen 0.1 ml/100 g), the influence of Sn addition (< 0.15 wt.%) and heat treatment is investigated. One set of bars is kept in the as-cast condition, the second set is solution heat treated at 540°C/8 h, then quenched into warm water at 65°C, followed by artificial aging at 180°C/5 h (T6). The third set is T5 treated at 175°C/10 h. Optimal conditions & affecting factors The optimal experimental condition is obtained by means of T6 heat treatment and 0.05 wt.% Sn addition. In such condition, the elongation increases because of the precipitation of Mg2Sn, which decreases the amount of free Mg available for further hardening during the aging process. Tensile test The as-cast tensile bars are cylindrical with gauge length 50.8 mm, total length 197 mm and gauge diameter 12.9 mm. The bars are tested at a strain rate of 4.0×10−4 s−1. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 184 288 5.8
T6 310 350 2.3
Fig. 21. ASTM B-108 two bars casting
286 mm height and 190 mm width [23].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
14
ASTM B-108 casting [23,30] Al-Si9-Cu1-Mg0.4-Fe0.3-Mn0.4 EN AB 46400
Four steps casting [26,27] Al-Si9-Cu3-Mg0.2-Fe0.8-Mn0.3 EN AB 46000
Experimental procedure The influence of Mn content varied within the range 0.10-0.40 wt.% and T6, i.e. solution treating at 510°C for 6 h, water quenching at 80°C and artificial ageing at 225°C for 6 h, is investigated. Optimal conditions & affecting factors The optimal experimental conditions correspond to the following process parameters: addition of 0.4 wt.% Mn and T6 treatment execution. The addition of Mn reduces the negative effect of Fe-rich intermetallics transforming their acicular shape into a more compact one. The heat treatment affects Si morphology and precipitation of CuAl2 phase. Tensile test The as-cast tensile bars are cylindrical with gauge length 50.8 mm, total length 197 mm and gauge diameter 12.9 mm. No other information about the tensile testing procedure is available in the paper. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) T6 245 305 3.0
Experimental procedure After degassing of the melt, the mould provides step casting with thickness going from 5 to 20 mm and solidification time variable in the range 14-95 s. Optimal conditions & affecting factors The optimal experimental condition is represented by the zone of the casting with thickness 5 mm. The low solidification time reduces SDAS and size of eutectic Si particles. The contents of Si and Cu influence the ductility and strength of the alloy. Tensile test Flat tensile bars are machined from the middle and external zones of the castings. According to ASTM B577, gauge length is 30 mm, gauge width 10 mm and thickness 3 mm. The cross-head speed during the tensile testing is 2 mm/min, with a strain rate of about 10-3 s-1, and the strain is measured using a 25 mm extensometer. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 143 ± 5 218 ± 11 1.4 ± 0.2
Fig. 23. Four steps casting
with 120 mm length, 100 mm width and
thickness going from 5 to 20 mm [26].
Fig. 22. ASTM B-108 two bars casting
286 mm height and 190 mm width [23].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
15
Four steps casting [26,27] Al-Si11-Cu2-Mg0.1-Fe0.8-Mn0.2 EN AB 46100
ASTM B-108 casting [23,31] Al-Si12-Cu3-Mg0.4-Fe0.6-Mn0.3-Zn2.5-Sr0.02 EN AB 46500
Experimental procedure After degassing of the melt, the mould provides step casting with thickness going from 5 to 20 mm and solidification time variable in the range 20-120 s. Optimal conditions & affecting factors The optimal experimental condition is represented by the zone of the casting with thickness 5 mm. The low solidification time reduces SDAS and size of eutectic Si particles. The contents of Si and Cu influence the ductility and strength of the alloy. Tensile test Flat tensile bars are machined from the middle and external zones of the castings. According to ASTM B577, gauge length is 30 mm, gauge width 10 mm and thickness 3 mm. The cross-head speed during the tensile testing is 2 mm/min (έ ~10-3 s-1) and the strain is measured using a 25 mm extensometer. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) F 120 ± 7 188 ± 7 1.3 ± 0.1
Fig. 25. ASTM B-108 two bars casting
286 mm height and 190 mm width [23].
Experimental procedure After degassing of the melt, the influence of alloying elements, such as Cu, Mg, Zn and Sr, solution heat-treating time and quenching media during T4 is investigated. The solutionising at 495°C for time periods of 4 or 24 h, and quenching using hot water at 60°C or ambient air are carried out. Optimal conditions & affecting factors The optimal experimental conditions are obtained by means of solution heat treatment for 24 h followed by quenching in hot water, besides Cu and Mg additions. These hardening elements determine the formation of soluble intermetallic phases, which improve strength and worsen ductility of the alloy after heat treatment. Moreover, the heat treatment parameters influence the homogenization of the microstructure. Finally, Zn and Sr additions have a positive effect on the yield strength and morphology of the eutectic Si, respectively. Tensile test The as-cast tensile bars are cylindrical with gauge length 50.8 mm, total length 197 mm and gauge diameter 12.9 mm. The bars are tested at a strain rate of 4.0×10−4 s−1. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) T4 237 296 1.7
Fig. 24. Four steps casting
with 120 mm length, 100 mm width and
thickness going from 5 to 20 mm [26].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
16
One bar casting [32] Al-Si13-Cu3-Fe0.3-Mn0.6
One bar casting [32] Al-Si13-Cu5-Fe0.8-Mn0.6
Fig. 26. One bar casting [32].
Experimental procedure After degassing of the melt, the influence of Fe and Mn contents, besides T6, i.e. solution treating at 510°C for 6 h, water quenching at room temperature and artificial ageing at 160°C for 8 h, is investigated. Optimal conditions & affecting factors The optimal experimental conditions correspond to low Fe content, 0.6 wt.% Mn addition and T6 treatment. Fe and Mn contents affect the morphology of Fe-rich intermetallics, which appear as Chinese script clusters. The heat treatment influences the precipitation of CuAl2 hardening phase. Tensile test The as-cast cylindrical bar is designed according to GB/T228-2002 (ISO 6892:19981) with gauge length 50 mm and diameter 10 mm. Tensile testing is carried out with a cross-head speed of 1 mm/min. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) T6 197 ± 4 310 ± 5 3.2 ± 0.2
Fig. 27. One bar casting [32].
Experimental procedure After degassing of the melt, the influence of Fe and Mn contents, besides T6, i.e. solution treating at 510°C for 6 h, water quenching at room temperature and artificial ageing at 160°C for 8 h, is investigated. Optimal conditions & affecting factors The optimal experimental conditions correspond to medium Fe content, 0.6 wt.% Mn addition and T6 treatment. Fe and Mn contents affect the morphology of Fe-rich intermetallics, which appear as Chinese script clusters and block-shaped. This morphology improves strength, but deteriorate the ductility of alloy. The heat treatment influences the precipitation of CuAl2 hardening phase. Tensile test The as-cast cylindrical bar is designed according to GB/T228-2002 (ISO 6892:19981) with gauge length 50 mm and diameter 10 mm. Tensile testing is carried out with a cross-head speed of 1 mm/min. Mechanical potential
Temper YS (MPa) UTS (MPa) EL (%) T6 280 ± 3 336 ± 5 0.7 ± 0.1

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
17
4. Database on Mechanical Properties of Al Foundry Alloys - Stress vs Strain Curves
HIGH PRESSURE DIE CASTING
Graph 1 related to Figures 1-5. Engineering stress-strain curves of Al-Si4-Mg and Al-Si9-Mg
[1].
Graph 2 related to Figure 2. Engineering stress-strain curve
of Al-Si7-Mg0.3 in as-cast condition [2].
Graph 3 related to Figure 3. Engineering stress-strain curves
of Al-Si9-Cu3-(Fe) [6].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
18
Zone 1,2 (mm)
Zone 3,4,7 (mm)
Zone 5 (mm)
Zone 6 (mm)
Zone 8 (mm)
Gauge length 60 30 26 60 30
Thickness 2.5 3.1 6 4.1 2.4
Width 10 10 10 10 10
Graph 4 related to Figure 6. Engineering stress-strain curves of Al-Si10-Cu2-(Fe) [9,10,11].
Table 3. Dimensions of the tensile bars extracted from 8 zones in the casting [9,10,11].
Figure 28. U-shaped casting
with the investigated zones [9,10,11].
Graph 5 related to Figure 7. Engineering stress-strain curve
of Al-Si10-Cu3 [12].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
19
Graph 7 related to Figure 9. Engineering stress-strain curve
of Al-Si11-Cu2.5 [15].
Graph 8 related to Figure 10. Engineering stress-strain curve of Al-Si11-Cu2.5-Mg0.3-Fe1.1
[16].
Graph 6 related to Figure 8. Engineering stress-strain curve
of Al-Si11-Cu2 [33].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
20
GRAVITY DIE CASTING
Graph 9 related to Figure 22. Engineering stress-strain curve of Al-Si9-Cu1+Mn (blue) [30].

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
21
5. Database on Mechanical Properties of Al Foundry Alloys - Current Standards
ASTM International B-108
Fig. 29. Permanent mould for tensile bars casting.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
22
Fig. 30. Cross-section of the permanent mould for tensile bars casting.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
23
AFNOR NF A 57-702
Fig. 31. Permanent mould for tensile bars casting (dimensions in mm).
Fig. 32. Tensile bars (dimensions in mm).

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
24
UNI 3039
Fig. 33. Permanent mould for tensile bars casting (dimensions in mm).
Fig. 34. Gravity die-cast tensile bars (dimensions in mm).
Fig. 35. Pressure die-cast tensile bars (dimensions in mm).

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
25
6. Final Remarks The literature overview highlights that the tensile properties of high-pressure, low-pressure and gravity die-casting Aluminium alloys are better than what is previously estimated by the normative EN 1706. Nevertheless, the literature overview underlines that the mechanical properties of the Al foundry alloys were evaluated under different measurement conditions, such as variable dimensions of tensile bars and different cross-head speed of the testing machine. Moreover, the machined or as-cast tensile bars were extracted from castings with different shape and thickness obtained by specific process parameters. In order to precisely determine the real mechanical potential of Aluminium alloys, reference dies for high-pressure, low-pressure and gravity die-casting should be chosen and tensile testing conditions should be standardized. Probably, for high-pressure die-casting, the NADIA mould could be used as reference, since it provides simultaneously specimens for tensile, fatigue, impact, corrosion and stress-corrosion testing. Similarly, for gravity die-casting, the step die could be ideal, since it permits monitoring of the trend of the mechanical properties as a function of thickness, which strongly affects the cooling rate. As of low-pressure die-casting, no reference dies have been found, but only real automotive castings, such as wheels and cylinder heads are available in literature. It is relevant to point out that the designation of the alloy according to EN 1706 in the database is approximately equivalent to the real composition of the alloy.

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
26
7. References
[1] C. Dørum, H.I. Laukli, O.S. Hopperstad, M. Langseth, “Structural behaviour of Al-Si die-castings: experiments and numerical simulations”, European Journal of Mechanics A/Solids 28 (2009) 1-13
[2] M.C. Srivastava, O. Lohne, L. Arnberg, H.I. Laukli, H. Gjestland, “Energy absorption of HPDC aluminium and magnesium alloys”, High Tech Die Casting, Vicenza-Italy (2006)
[3] M.C. Srivastava, “High pressure die casting of aluminium and magnesium alloys: heat treatment, energy absorption characteristics and microstructure”, NTNU Ph.D. Thesis (2009)
[4] G. Timelli, “Correlation between processing and quality of aluminium alloy castings”, Department of Management and Engineering Ph.D. Thesis (2008)
[5] G. Timelli, O. Lohne, L. Arnberg, H.I. Laukli, “Effect of solution heat treatments on the microstructure and mechanical properties of a die-cast AlSi7MgMn alloy”, Metallurgical and Materials Transactions A 39A (2008) 1747-1758
[6] R. Lumley, N. Deeva, M. Gershenzon, “An evaluation of quality parameters for high pressure die castings”, International Journal of Metalcasting (2011) 37-56
[7] D.R. Gunasegaram, B.R. Finnin, F.B. Polivka, “Melt flow velocity in high pressure die casting: its effect on microstructure and mechanical properties in an Al-Si alloy”, Materials Science and Technology 23 (2007) No.7 847-856
[8] G. Timelli, S. Ferraro, F. Grosselle, F. Bonollo, F. Voltazza, L. Capra, “Mechanical and microstructural characterization of high-pressure die-cast Al alloys”, La Metallurgia Italiana (2011) No.1 5-17
[9] S. Akhtar, G. Timelli, F. Bonollo, L. Arnberg, M. Di Sabatino, “A comparative study of defects and mechanical properties in high-pressure die-cast and gravity die-cast aluminium alloys”, International Foundry Research/Giessereiforschung 61 (2009) No.2 2-14
[10] G. Timelli, F. Bonollo, “Quality mapping of aluminium alloy die-castings”, Metallurgical Science and Technology 26 (2008) No.1 2-8
[11] S. Akhtar, “Hydrogen porosity in Al-Si foundry alloys”, NTNU Ph.D. Thesis (2010) [12] M. Avalle, G. Belingardi, M.P. Cavatorta, R. Doglione, “Static and fatigue strength of a die-cast aluminium
alloy under different feeding conditions”, Proceedings of the Institution of Mechanical Engineers, Part L, Journal of Materials Design and Applications 216 (2002)
[13] H.D. Zhao, F. Wang, Y.Y. Li, W. Xia, “Experimental and numerical analysis of gas entrapment defects in plate ADC12 die castings”, Journal of Materials Processing Technology 209 (2009) 4537-4542
[14] A.A. Ahamed, H. Kato, “Influence of casting defects on tensile properties of ADC12 Aluminium alloy die-castings”, Materials Transactions 49 (2008) No.7 1621-1628
[15] A.A. Ahamed, H. Kato, “Effect of cold flakes on mechanical properties of Aluminum alloy die-casts”, Proceedings of 10th Asian Foundry Congress, Nagoya-Japan (2008) 461-466
[16] M. Okayasu, S. Yoshifuji, M. Mizuno, M. Hitomi, H. Yamazaki, “Comparison of mechanical properties of die cast aluminium alloys: cold v. hot chamber die casting and high v. low speed filling die casting”, International Journal of Cast Metals Research 22 (2009) No.5 374-381
[17] C.B. Lin, C.L. Wu, C.H. Chiang, “Analysis of mould flow and microstructures of die casting in Al alloy/SiC(p) composites”, Journal of Materials Science 34 (1999) 2229-2240
[18] R. Kendrick, G. Muneratti, S. Consoli, F. Voltazza, S. Barison, “The use of metal treatment to control the quality of an Aluminium casting produced by the high pressure die-casting process”, Metallurgical Science and Technology 30 (2012) No.2 3-11
[19] A. Pola, D. Brunelli, C. Bettinsoli, R. Penocchio, “Die thermal design for obtaining HPDC tensile bars”, Thesis presentation (2003)
[20] C. Beckermann, A. Monroe, “Porosity simulation for high pressure die castings”, Die Casting Engineer (2009) 47-49
[21] C.D. Lee, “Effect of T6 heat treatment on the defect susceptibility of fatigue properties to micro-porosity variations in a low-pressure die-cast A356 alloy”, Materials Science & Engineering A 559 (2013) 496-505
[22] Y. Birol, A.A. Ebrinc, “Fatigue failures in low pressure die cast AlSi10Mg cylinder heads”, International Journal of Cast Metals Research 21 (2008) No.6 408-415
[23] Y. Wang, D. Schwam, D.V. Neff, C.J. Chen, X. Zhu, “Improvement in mechanical properties of A356 tensile test bars cast in a permanent mold by application of a knife ingate”, Metallurgical and Materials Transactions A 43A (2012) 1048-1059
[24] A.M.A. Mohamed, F.H. Samuel, A.M. Samuel, H.W. Doty, S. Valtierra, “Influence of tin addition on the microstructure and mechanical properties of Al-Si-Cu-Mg and Al-Si-Mg casting alloys”, Metallurgical and Materials Transactions A 39A (2008) 490-501
[25] F. Grosselle, G. Timelli, F. Bonollo, “Doe applied to microstructural and mechanical properties of Al-Si-Cu-Mg casting alloys for automotive applications”, Materials Science and Engineering A 527 (2010) 3536-3545

StaCast - New Quality and Design Standards for Aluminium Alloys Cast Products
FP7-NMP-2012-CSA-6 - PROJECT N. 319188
www.stacast-project.org
StaCast: New Quality and Design Standards for Aluminium Alloys Cast Products – Deliverable D3.1: Database on Mech. Properties of Al Foundry alloys Authors: E. Fiorese, F. Bonollo, G. Timelli, L. Arnberg, A.C.R. Adamane
27
[26] F. Grosselle, G. Timelli, F. Bonollo, A. Tiziani, E. Della Corte, “Correlation between microstructure and mechanical properties of Al-Si cast alloys”, La Metallurgia Italiana (2009) 25-32
[27] F. Grosselle, “Development of innovative applications in non-ferrous metals”, Department of Management and Engineering Ph.D. Thesis (2010)
[28] S. Akhtar, D. Dispinar, L. Arnberg, M. Di Sabatino, “Effect of hydrogen content, melt cleanliness and solidification conditions on tensile properties of A356 alloy”, International Journal of Cast Metals Research 22 (2009) No.1-4 22-25
[29] R. Helenius, “The effect of micro-porosity on mechanical properties in aluminium castings”, NTNU Diploma Thesis (2002)
[30] R. Molina, P. Amalberto, M. Rosso, “Mechanical characterization of aluminium alloys for high temperature applications - Part 1: Al-Si-Cu alloys”, Metallurgical Science and Technology 29 (2011) No.1 5-15
[31] H.R. Ammar, C. Moreau, A.M. Samuel, F.H. Samuel, H.W. Doty, “Influences of alloying elements, solution treatment time and quenching media on quality indices of 413-type Al-Si casting alloys”, Materials Science and Engineering A 489 (2008) 426-438
[32] E.R. Wang, X.D. Hui, S.S. Wang, Y.F. Zhao, G.L. Chen, “Improved mechanical properties in cast Al-Si alloys by combined alloying of Fe and Cu”, Materials Science and Engineering A 527 (2010) 7878-7884
[33] F. Bonollo, G. Timelli, S. Ferraro, L. Capra, F. Voltazza, S. Barison, N. Gramegna, “Microstructure and defects evaluation of die-cast light alloys”, 31st Assofond Foundry Congress (2012), Vicenza (Italy)