Specialist in process efficiency & energy conservation TAPPSA, 19-20 Oct 2010.
21
Specialist in process efficiency & energy conservation TAPPSA , 19-20 Oct 2010
-
Upload
joana-boyers -
Category
Documents
-
view
214 -
download
0
Transcript of Specialist in process efficiency & energy conservation TAPPSA, 19-20 Oct 2010.

Specialist in process efficiency & energy conservation
TAPPSA , 19-20 Oct 2010

Maximising Drying Rate through Automation
TAPPSA , 19-20 Oct 2010
- Datta Kuvalekar

Overview of session
TAPPSA , 19-20 Oct 2010
-Importance of Drying rate
-Factors affecting Drying rate
-How to enhance Drying rate
-Focus on Automation

TAPPSA , 19-20 Oct 2010
The Drying rate
• The ability of the driers to evaporate moisture in the web
• Measured as the quantity of moisture evaporated per unit drier area per unit time
• Typically measured as kg/h-m2
• Different grades operate with different drying rates.
• TAPPI has published Drying rate curves as a function of Steam temperature
• Dictated by the Moisture profiles, Drier surface area

TAPPSA , 19-20 Oct 2010
Whats a Good Drying rate?
• Obviously Higher Drying rates are better !
• On Indian Machines specially Kraft 10- 15 kg/h-m2 have been measured
• On MG Cylinders 40-100 kg/h-m2 have been measured
• on Writing printing machines , 16-20 kg/h-m2 are normal.
• But can we target 25 kg/h-m2 on driers and +200 kg/h-m2 on Yankees?

TAPPSA , 19-20 Oct 2010
Importance of Drying rate
• Its an indicator of efficient drier operation and Heat Transfer
•Helps assess Drying capacity
supply steamair and dirt
paper
felt
cylinder shell
condensate hard sediment
evaporating water
HEAT
supply steamair and dirt
paper
felt
cylinder shell
condensate hard sediment
evaporating water
HEAT

TAPPSA , 19-20 Oct 2010
Water evaporates from paper Paperboard
Steam in
Blow-through steam & condensate out
Condensate out Syphon Dryer shell
Various Aspects of the drier

TAPPSA , 19-20 Oct 2010
The heat transfer from the steam to the paper can be expressed by means of
the formula:
Q = U· S· (Ts - Tp)
Q: Flow of heat U: Coefficient of heat transfer S: Drying surface Ts: Temperature of the steam Tp: Temperature of the paper
The Heat Transfer Equation

TAPPSA , 19-20 Oct 2010
The most important factor affecting heat transfer :
• the thickness of the layer of condensate• Cylinder wall thickness• The layer of air between the dryer and the paper • Properties of the paper • Dirt • Incondensable gases • Superheated steam

TAPPSA , 19-20 Oct 2010
The thickness of the condensate inside the dryer depends on:
· The quantity of condensate
· The rotation speed
· The condensate drainage device.
· Amount of blowthrough steam
· Dissolved Air circulation
Condensate – The Main Bottleneck in Drying rate
Condensate is a barrier to heat transfer and hence should be minimised

TAPPSA , 19-20 Oct 2010
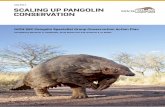
1. Stationary 2. Puddling 3. cascading 4. Rimming
Fig. 1Steam in dryer,
but norotation.
Condensate shown in blue colour at the
bottom of dryer.
Fig. 21st, Stage: Puddle. As
dryer begins to move up dryer shell.
Some rimming-thin film-occurs
Fig. 32nd Stage: Violent cascading action occurs as speed
increases and more condensate moves farther up the dryer
shell. Film of rimming
condensate increases in thickness.
Fig. 43rd. Stage: Complete
Rimming. When sufficient speed is
reached cascading action
stops and complete rimming
occurs.
Condensate behaviour depends on the velocity of the cylinders and the paper thickness.

TAPPSA , 19-20 Oct 2010
Condensate –The most critical element of the smooth drier operation
• Removing Condensate effectively and continuosly is key to machine runnability
• Condensate removal depends on :
• Machine speed
• Type of Siphon and clearance
• Differential Pressure between steam and condensate side.
• Good Condensate removal generally leads to high drying rates.

TAPPSA , 19-20 Oct 2010
Other Factors that affect Drying rate
• Drier surface temperature
• contact of sheet with drier surface
• Felt tensions
• Thickness of Paper and internal microstucture
• Pocket Humidity
• Inside hood temperature ( pocket)

TAPPSA , 19-20 Oct 2010
POCKET VENTILATION
DUCT
FELT
The pocket Humidity Effect

TAPPSA , 19-20 Oct 2010
So where does Automation contribute to maximise Drying rate ?

TAPPSA , 19-20 Oct 2010
Role of Automation
• Automation on the drier section helps maintain steam pressures , Differential pressures and Level
• Condensate removal becomes more constant as differential pressures stabilise across driers leading to
production rates.
• Control of the drying environment through exhaust humidity control. PV supply control and zero level
control.
• Control of moisture setpoints through QCS leads to control on drying rate demand in case of drier limited
machines.

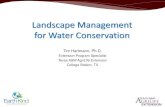
Steam and Condensate system
Dryers: wet end Dryers Dryers
Condenser
Separating vessel
Motive steam
Pressure control for first separating vessel
Pressure control
Flow control valve
Meter
Level control
MFP14
ZOOM IN FOR DETAIL

TAPPSA , 19-20 Oct 2010
Differential pressure control– Key to condensate removal

TAPPSA , 19-20 Oct 2010
Drying Environment control – The Automated Hood and PV system

TAPPSA , 19-20 Oct 2010
Conclusion
• Drying rates can be maximised through various Interventions
• Condensate removal is the key element.
• Automation supports maintenance and maxmisation of Drying rates on
all machines
• Start with measuring the drying rate on your machine and cross check
dependent parameters.

Thank you
Specialist in process efficiency & energy conservation