SPE Paper Erosional Rates Velocities1 (1)
10
SPE 88492 Improved Procedures for Estimating the Erosional Rates in High Offtake Gas Wells: Application of University of Tulsa Flow Loop Derived Correlations Ivo Terziev and Ian Taggart ChevronTexaco Australia Copyright 2004, Society of Petroleum Engineers Inc. This paper was prepared for presentation at the SPE Asia Pacific Oil and Gas Conference and Exhibition held in Perth, Australia, 18–20 October 2004. This paper was selected for presentation by an SPE Program Committee following review of information contained in a proposal submitted by the author(s). Contents of the paper, as presented, have not been reviewed by the Society of Petroleum Engineers and are subject to correction by the author(s). The material, as presented, does not necessarily reflect any position of the Society of Petroleum Engineers, its officers, or members. Papers presented at SPE meetings are subject to publication review by Editorial Committees of the Society of Petroleum Engineers. Electronic reproduction, distribution, or storage of any part of this paper for commercial purposes without the written consent of the Society of Petroleum Engineers is prohibited. Permission to reproduce in print is restricted to a proposal of not more than 300 words; illustrations may not be copied. The proposal must contain conspicuous acknowledgment of where and by whom the paper was presented. Write Librarian, SPE, P.O. Box 833836, Richardson, TX 75083-3836, U.S.A., fax 01-972-952-9435. Abstract High rate offtake gas and gas condensate wells require both hydraulic and erosive issues to be addressed. The erosional aspects are particularly difficult and require special attention in high velocity areas if solid particles are present. In the past, industry has attempted to handle the problem through API-RP14E, however; this standard has been widely accepted as conservative and physically unsound when applied to gas or gas condensate fluids, because it does not account for solid particle impingement. Since then, numerous models and correlations have been developed to predict wear rates in various tubing configurations. The Tulsa work appears most comprehensive but there is little published information on how to apply many of its findings and present the results of erosional calculations in a form suitable for well design and field development planning. This paper uses the Tulsa erosional work and presents a consistent methodology for predicting and displaying the erosion rates in a number of high offtake big bore well designs when solids production and liquid loading are present. The ideas and procedures developed here can be used with other wear estimation methods. The use of tolerable erosion (or sand) rate strategy as opposed to previously adopted (and widely used) “maximum solids free rate” approach is advocated. The difficulties with prescribing the C constant in API RP14E are discussed and alternative derivations based on friction factors are presented. Subsequent sections consider examples of alternative gas well design, some of which use big bore technology, to demonstrate an application of a staged design process. The stages cover hot spot analysis, wear estimates and required erosional allowances before proposing an operating/monitoring strategy. Introduction In recent years, Big Bore Technology (BBT) has become a preferred alternative in developing a large gas and gas condensate fields 1, 2, 3 . The economic benefits are especially pronounced in offshore environment where increased hydraulic limits can effectively reduce the number of offtake wells thereby generating significant cost savings. Relative to smaller diameter wells, large bore wells offer the potential of much higher hydraulic capacity and initial rates. Moreover, even when operating at fixed lower rates they offer substantially increased plateau times. Both of these improvements generally result at modest cost increases over a conventional well. Allowing large bore wells to achieve offtake rates close to their hydraulic limits has to face the increased exposure to metal loss and wear that has the potential for wall breach in a worst-case scenario, particularly if solid particles (sand) are also present. Historically the industry has tended to rely on modified shear stress relations, such as API RP14E, to forecast maximum (threshold) gas velocities which would allow continuous service. While the shortcomings of API RP14E are well known, an integrated approach to couple completion design, hydraulic performance and erosion management and tolerance has proved difficult to describe and implement. The purpose of this work is to show how the wear rates predicted by correlations developed from the University of Tulsa can be incorporated into production strategy based on tolerable sand production that has made prior allowance for metal losses in key zones. In order to discuss the issues associated with completion design, operating, and monitoring strategies in the presence of solid particles, it is helpful to first present a review of key concepts before discussing API RP14E and its range of applicability. Following this, various models are discussed for predicting wear rates when small amounts of solid particles are present in the gas stream and briefly consider the major advantages of the SPPS erosional model from Tulsa University. The examples chosen to illustrate the staged approach consider well designs based on conventional 7” monobore completion as well as two alternative designs using “Big– Bore” technology. Hydraulic performance and the results of erosional calculations are displayed on a system plot of gas rate versus well head pressure under solids free and nominally sand free production conditions (the meaning of these terms is
description
SPE Paper Erosional Rates Velocities1 (1)
Transcript of SPE Paper Erosional Rates Velocities1 (1)

SPE 88492
Improved Procedures for Estimating the Erosional Rates in High Offtake Gas Wells: Application of University of Tulsa Flow Loop Derived Correlations Ivo Terziev and Ian Taggart ChevronTexaco Australia
Copyright 2004, Society of Petroleum Engineers Inc. This paper was prepared for presentation at the SPE Asia Pacific Oil and Gas Conference and Exhibition held in Perth, Australia, 18–20 October 2004. This paper was selected for presentation by an SPE Program Committee following review of information contained in a proposal submitted by the author(s). Contents of the paper, as presented, have not been reviewed by the Society of Petroleum Engineers and are subject to correction by the author(s). The material, as presented, does not necessarily reflect any position of the Society of Petroleum Engineers, its officers, or members. Papers presented at SPE meetings are subject to publication review by Editorial Committees of the Society of Petroleum Engineers. Electronic reproduction, distribution, or storage of any part of this paper for commercial purposes without the written consent of the Society of Petroleum Engineers is prohibited. Permission to reproduce in print is restricted to a proposal of not more than 300 words; illustrations may not be copied. The proposal must contain conspicuous acknowledgment of where and by whom the paper was presented. Write Librarian, SPE, P.O. Box 833836, Richardson, TX 75083-3836, U.S.A., fax 01-972-952-9435.
Abstract
High rate offtake gas and gas condensate wells require both hydraulic and erosive issues to be addressed. The erosional aspects are particularly difficult and require special attention in high velocity areas if solid particles are present.
In the past, industry has attempted to handle the problem through API-RP14E, however; this standard has been widely accepted as conservative and physically unsound when applied to gas or gas condensate fluids, because it does not account for solid particle impingement. Since then, numerous models and correlations have been developed to predict wear rates in various tubing configurations.
The Tulsa work appears most comprehensive but there is little published information on how to apply many of its findings and present the results of erosional calculations in a form suitable for well design and field development planning.
This paper uses the Tulsa erosional work and presents a consistent methodology for predicting and displaying the erosion rates in a number of high offtake big bore well designs when solids production and liquid loading are present. The ideas and procedures developed here can be used with other wear estimation methods. The use of tolerable erosion (or sand) rate strategy as opposed to previously adopted (and widely used) “maximum solids free rate” approach is advocated.
The difficulties with prescribing the C constant in API RP14E are discussed and alternative derivations based on friction factors are presented. Subsequent sections consider examples of alternative gas well design, some of which use big bore technology, to demonstrate an application of a staged design process. The stages cover hot spot analysis, wear estimates and required erosional allowances before proposing an operating/monitoring strategy.
Introduction
In recent years, Big Bore Technology (BBT) has become a preferred alternative in developing a large gas and gas condensate fields1, 2, 3. The economic benefits are especially pronounced in offshore environment where increased hydraulic limits can effectively reduce the number of offtake wells thereby generating significant cost savings. Relative to smaller diameter wells, large bore wells offer the potential of much higher hydraulic capacity and initial rates. Moreover, even when operating at fixed lower rates they offer substantially increased plateau times. Both of these improvements generally result at modest cost increases over a conventional well.
Allowing large bore wells to achieve offtake rates close to their hydraulic limits has to face the increased exposure to metal loss and wear that has the potential for wall breach in a worst-case scenario, particularly if solid particles (sand) are also present. Historically the industry has tended to rely on modified shear stress relations, such as API RP14E, to forecast maximum (threshold) gas velocities which would allow continuous service. While the shortcomings of API RP14E are well known, an integrated approach to couple completion design, hydraulic performance and erosion management and tolerance has proved difficult to describe and implement. The purpose of this work is to show how the wear rates predicted by correlations developed from the University of Tulsa can be incorporated into production strategy based on tolerable sand production that has made prior allowance for metal losses in key zones.
In order to discuss the issues associated with completion design, operating, and monitoring strategies in the presence of solid particles, it is helpful to first present a review of key concepts before discussing API RP14E and its range of applicability. Following this, various models are discussed for predicting wear rates when small amounts of solid particles are present in the gas stream and briefly consider the major advantages of the SPPS erosional model from Tulsa University.
The examples chosen to illustrate the staged approach consider well designs based on conventional 7” monobore completion as well as two alternative designs using “Big–Bore” technology. Hydraulic performance and the results of erosional calculations are displayed on a system plot of gas rate versus well head pressure under solids free and nominally sand free production conditions (the meaning of these terms is

2 SPE 88492
defined later). Lastly, possible erosion mitigation and action plans are considered.
Erosional Processes
Although, erosive wear cannot particularly be related to a specific design layout, it may have higher impact on BBT wells upsetting their primary design objective to deliver high production rates (in excess of 300 MMscf/d) for a long period. This is especially true if any solids/sand production is initiated during well lifetime. Generally, for high rate gas wells, three possible erosion mechanisms may limit the effective life of a well:
• Shear Stress Erosion • Liquid impingement erosion • Solid particle erosion Shear stress erosion, caused by gas velocity gradients, is
generally not considered a limiting factor to obtaining high offtake rates. Liquid impingement, either caused by water or condensate droplets, becomes an important factor at very high gas velocities. Liquid droplets, because of the higher densities, cross streamlines and cause impact wear in regions of changes in gas flow direction. Later sections, dealing with practical levels of sand free production in candidate completion designs, show that shear and liquid droplet erosion allow gas velocities up to 300 ft/s to be obtained.
Solid particle erosion, in the range of gas velocities of 10-100 metres/second is predominately the major erosional risk faced by high rate gas wells. The practical risks arise because of the relative high wear rates possible at relatively low sand levels and secondly, because of the difficulty in accurately monitoring sand rates at these low levels. Solids Production from the Reservoir
Solid particles may enter the gas stream because the producing formation, which was initially intact without sand control devices, loses integrity and produces sand that is entrained by the gas stream and is produced up-hole. The loss of formation integrity is generally associated with lowering pore pressure and/or altered capillary states (water production). The tendency of a formation to produce sand can be assessed by laboratory rock strength measurements and the application of rock physics estimates. For weaker formations, or formations that are already known or suspected to produce sand, up-front sand exclusion devices, such as sand screens and frac-packs may be installed. However, these devices may have limited service life and may fail, or may have been poorly designed with regard to size selectivity. Sand screens are designed to allow fines, and therefore sand up to a given size, to pass through. Consequently, even with sand control there is always a risk of solids production. Sand Production, Metal Loss and Wear
Solid particles are of higher density than the gas stream and therefore cannot follow gas streamlines when rapid changes in direction occur. Under such conditions, solid particles collide with the wall and the resulting impact and momentum loss causes erosion of wall coverings and ultimately the wall itself. While turbulent fluctuations can
cause particle to wall impact even in parallel flow along a pipe, the erosional losses here are minor compared to those obtained at a 90 degree diverter. It is common in flow loop experiments and developed correlations to seek wear rate estimates at elbows as a function of the solids loading and gas velocity. Metal wear rates are generally reported in terms of mm/year (or mils/year with 1 mil = .0254 mm) of steel. Wear rates are a function of pipe geometry and material, gas velocity, liquid velocity and loading, sand particle size, geometry and loading. For gas flow rates reported at standard volumes, gas velocity is itself a function of pressure and temperature. Erosional Tolerance, Total Wear and MATL
The concern with sustained erosion and metal loss is the possible loss of containment of high-pressure gas. This occurs when pipe walls and elbows become worn away. It is considered acceptable for pipe fittings to lose predetermined fraction of its wall thickness and remain in service. As noted above the potential for wear usually refers to carbon steel elbows, for the same flowing conditions. Therefore, practical measures to minimize actual metal loss include:
• Material changes (inconel vs. carbon steel) • Geometry changes (long radius turns and increased
diameters) • Thickness changes (plug-tees instead of elbows
and/or thicker walled pipe) Erosional allowance means that such measures are taken
and that a maximum allowable thickness loss (MATL) has been factored into the design. Reservoir Operation with Solids Production Risk
Depending on the potential risk of sanding, three operation conditions can exist:
1. Sand Free Production (SFP) 2. Nominal Sands Free Production (NSFP) – defined as
sand/solid production of not more than 0.1 lb/MMscf 3. Excessive Sand Production (ESP) – at levels above
0.1 lb/mmscf are outside the subject scope of this paper
Sand free production does not require any flow rate limits
to be applied as long as the shear stress is below the critical tubing wall shear stress and the maximum velocity does not exceed the liquid impingement threshold (Table 1). The second production condition entails one of the following two control strategies 4 to be in place:
• Maximum Solids Free Production (MSFP) – flow rate is limited to the level at which no sand is produced
• Tolerable Sand Production (TSP) – flow rate is limited based on tolerable erosion rate (TER) (mils/y or mm/y)

SPE 88492 3
Material Vc (ft/s) ResearcherHigh Alloys 410 Honegger High Alloys 295 de Haller
12% Cr 390 BakerPMMA* 682 Hancox & Brunton
High Alloys <230/262 DNV RP O501 (1996) *Polymethylmethcrylate
Table 1 Liquid impingement threshold velocity limits
For successful application of the TSP strategy, first, there is a clear need for early sand rate monitoring systems capable to measure solids levels at the designed limits. Furthermore, from a design perspective, it is essential that a more sophisticated and reliable erosion prediction model such as SPPS (Sand Production Pipe Saver developed by E/CRC at University of Tulsa) is used.
Experience with TSP/TER strategies
Industry experience5, 6 has suggested that wear rates of 4 mpy (0.1mm/y) can be tolerated. Conversely, some operators7 have applied more aggressive limits through erosion models calibrated to 10 mpy (0.25 mm/y) resulting in TSP of 1.1 lb/day. According to API RP14E 8, for Carbon Steel pipe (ASTM A106, Grade B), it is usually desirable for a minimum corrosion/mechanical strength allowance of 0.050 in (50 mils) to be added to the pressure designed thickness required for a particular application. If needed, however, higher allowances can be applied depending on the specific production conditions. Since, TER and thickness allowance depend on expected production life, workover strategy and wear exposure, both limits should be evaluated in conjunction with specific field production conditions and bases of design.
Application of API RP-14E
In the past, erosional limits in gas wells have been calculated using API RP14E correlation8 shown below:
m
CVcρ
= 1.1
Where Vc = maximum gas velocity mρ = gas mixture density
C= empirical coefficient
The limitations and problems with applying equation 1.1 to planned wells are mostly related to the value of the empirical coefficient C. The API RP14E suggests values of 150 to 200 for continuous service providing sand free production and CRA materials are employed. If, however, solids are produced, a value of C=100 is recommended. Note that equation 1.1 is essentially a shear-stress relation, a point further emphasized in the next few paragraphs where Friction factor correlations are used to derive alternative C factors.
Industry experience 5, 6, 9, 10, 11, 12 has shown that the recommended constants are too conservative and higher C values should be used. One alternative method to obtain C coefficients is from Fanning friction factor equation.
2
2mVwgcf
ρτ
= (1.2)
Rearrange and solve for velocity (V ), one can obtain the following expression forVc :
mfwgcVc
ρτ 12
××
= (1.3)
2592=
×=
fwgcC τ
(1.4)
Where Earth gravitational constant, 32.185 ft/s^2 =gc = Critical wall shear stress to remove tubing wall scales (for Carbon Steel =20.89 lbf/ft^2)
wτwτ
f = Fanning Friction Factor, = 0.02 based on water with density of 66.58 lb/ft^3
f
In order to apply equation 1.3 for gas or gas condensate flow Fanning friction factor must be calculated using one of the three (3) formulae shown in Table 2.
Equation Tubing ID (in)
Reynolds Number Friction factor
Moody 6.054* 7.18E7** 0.0023***
Colebrook-White
6.054* 7.18E7** 0.0033***
Barr 6.054* 7.18E7** 0.0033***
* ID measured at TRSSV ** Based on fluid velocity of 225 ft/s, mixture viscosity of 0.02 cp and mixture density of 8.5 lb/ft^3 *** Calculated for tubing roughness of 0.001” based on Carbon Steel tubing
Table 2: Fanning Friction Factors
Assuming carbon steel as a tubing material and substituting for the friction factor (equation 1.3) with the result obtained by Colebrook-White or Barr formulae (as more conservative estimation) one can compute a C-factor of 638 resulting to a Vc of 219 ft/s.
Accordingly, if 13Cr or higher grade such as Stellite 12 is identified as main material the C-factor of 620 should be multiplied by 1.43 (13 Cr) and 55.4 (Stellite 12)13 in order to account for the higher share stress resistance. As a result, the erosional velocities can be increased to 313 ft/s and 12123 ft/s respectively for “clean” gas service (i.e. no sand/solids production).

4 SPE 88492
The equation recommended in API RP14E is valid for fluid flow in horizontal pipe (i.e. no change in fluid potential energy) and it assumes shear stress is the limiting factor; that is only true for liquid flow and for “clean” single phase gas flow.
In the cases of multiphase flow, the C constant should be calculated in accordance with the flow regime (annular, mist, etc) as the wall shear stress will vary depending on near-wall fluid properties.
The design criterion is incapable of accounting for the following factors:
• Solid particle impingement • Liquid droplets impingement • Sand particle, size and geometry • Flow path geometry (e.g. straight tubing, elbow,
plugged tee, etc) Therefore, its applicability should be limited to a single
phase solids free flow after proper calibration of the C coefficient is performed. Erosion and Wear Alternatives to API RP 14E
The following models provide a better alternative to API RP14E correlation to predict wear rates in the presence of solids:
• Salama and Venkatesh correlation • Salama correlation5 • ERBEND - DNV (De Norske Veritas)12 • UK AEA - Harwell erosion-corrosion model 9 • SPPS - E/CRC University of Tulsa model 14-18
Although, all of the above mention models calculate
erosion rate at different sand loading levels, only AEA-Harwell and SPPS models utilise two-phase flow considerations including discriminators based upon the flow regime e.g. annular flow, mist flow, etc. Even at the same loading levels, the gas-liquid flow regime is known to have a large impact on predicted wear. Thus, more accurate and physically sound erosion calculations are anticipated using such two-phase models.
E/CRC SPPS Model
The major advantages of SPPS14 in predicting maximum erosion rates and threshold velocity limits are:
• It offers a wide range of tubing/piping materials, 29 in total, including material used for thermal spray coating
• Computes erosion for five (5) different geometries e.g. straight pipe, elbow, long radius elbow, direct impingement as well as Tee junction. Other flow path configurations such as plugged/cushioned Tee and gradual expansion or contraction can be utilized via an erosion correction factor option.
• Takes into consideration variable sand properties e.g. particles size, shape, density and concentration.
• It can be applied for a single as well as multiphase flow conditions at a different flow regimes (i.e. annular flow, mist flow, etc.)
• The model is calibrated against test data and technical updates are available on regular bases.
Steps in Using the SPPS model
The SPPS model is based on a semi-empirical erosion prediction procedure and it can be applied to a variety of operation conditions. The key input parameters include:
• Production rates and conditions • Flow conduit dimensions and geometry (from
selected list) • Solids loading and shape
The output predictions consist of: • Indications of local gas-liquid flow regime(s). • Indications of threshold velocities for a given
maximum penetration (erosion) rate • Indications of wear rate for a given production rates.
Step-by-Step Erosion Calculation
The following section describes a multi-stage method for screening or evaluating the erosional wear potential of different well designs. Once a candidate well design has been selected, the first stage involves identifying those places, which are potentially high erosion locations. The second stage involves detailed erosion rate estimation. The last stage requires an erosion mitigation plan that seeks to improve erosion performance at selected locations and alter producing rates to ensure MATL values are not exceeded.
Example Reservoir Parameters and Completion Alternatives
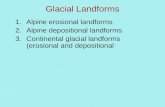
Examples of erosion prediction calculations will be presented for three alternative well design configurations (Fig 1). The three well designs considered will be in order of increasing hydraulic capacity.
Design 1 is a conventional 7” monobore well. Design 2 utilizes BBT technology, but has conventional TRSV and Christmas tree as well as some sections completed with 7” production tubing/casing. Design 3 is a true 9 5/8” monobore with 9 5/8” TRSV and Wellhead.
The wells are drilled and completed as single vertical producers in a reservoir with 2 tcf reserves (CGR=10 bbl/MMscf, WGR=10 bbl/MMscf). Initial reservoir pressure of 6500 psi and manifold/separator initial pressure (M/SP) of 2000 psi are applied. Two compression stages are considered: the first stage brings M/SP down to 1200 psi and the second stage lower it to 700 psi.
The flowing bottom hole pressure (FBHP) are practically identical for each design, for the same offtake rates and within the corresponding plateau periods (Fig 2). Although, Design 3 should have lower formation drawdown (and hence higher FBHP) because of the larger production casing (9 5/8”) used, the difference is of small magnitude and can be ignored. Once the production rate however, comes off plateau, pronounced distinctions in FBHP profiles will be seen.

SPE 88492 5
Erosion hot-spots identification (Stage 1) This is the first step in the erosion prediction procedure. It
involves a detailed modeling of the whole system, well – choke - manifold/separator in order to highlight the areas with high in-situ velocities. Such velocity profiles are shown on Fig 3. Predictably, for all three (3) configurations the choke components are the most exposed zones next to the 6” pipeline downstream of the choke and both TRSV and wellhead sections. For design 2, a high velocity can be expected in the 7” tubing section downstream TRSV.
For oil and gas production systems, choke components are exposed to the highest flow velocity due to their primary design objective to restrict the flow. If any solids/sand particles are present, the choke will erode in a relatively short time frame. However, because of the ability to access these components during workovers, the potential impact on overall production rates will be small providing an adequate workover allowance has been planned.
Detailed choke wear calculations are not presented here; although some mitigation plans to reduce erosion exposure will be discussed later on, it is assumed that the component will be replaced accordingly when erosion exceeds the designed limits.
Since gas velocity is a rate, pressure and temperature dependant parameter, in the context of real production conditions it will change with time. For example, the choke size is constantly increased with declining of the WHFP in order to maintain the required production (for a given M/CP). As a result, flow velocity at the wellhead and the TRSV will rise and become closer to the choke velocity. Therefore, at a constant rate, the erosion risk for the components upstream of the choke will increase with time and opposite the erosion risk for the choke will decrease with time. This cycle will repeat every time a new compression stage or separator pressure is introduced (Figures 4 through 6). Detailed erosion calculation (Stage 2)
An erosion calculation for the identified high risk areas can now be performed considering SFP and NSFP production conditions. The process requires maximum allowable thickness loss values (MATL) to be determined in order to derive an appropriate TER for each particular section (i.e. tubing, crossover joints, etc.). The MATL depends on material thickness and applied safety tolerance, and will vary for different system components. Accordingly, the TER is a function of both MATL and selected intervention strategy (Table 3). For example, if the most critical component for the system has MATL of 0.01 inch (10 mils) and scheduled workovers on every 10 years, the adopted TER should be 1 mpy, however if 20 years intervention strategy is required TER of 0.5 mpy should be used.
Component MATL (in)Time Between
Workovers (years) 10 15 20
7" Tubing 0.0525" 5.1 3.4 2.559-5/8" Tubing 0.0795" 7.95 5.3 3.975
Crossover Joint 0.107" 10.7 7.13 5.35Wellhead 0.15" 15 10 7.5
TER (mils/y)
Table 3 Assumed MATL and TER values for different system components
Knowing the TER and using SPPS, one can compute the maximum production rate (in a context of SF and/or NSFP) which will result in erosion less then the values listed in Table 3. Erosion under SF production conditions
Erosion under SF production conditions can be initiated by liquid droplets impingement9,10,12,19 or by stripping the internal tubing layer when the introduced shear stress exceed material limit. The droplet erosion may occur in the crown plug of the Christmas tree and the crossover sub when droplets collide with the surface at velocity greater than 300 ft/s (CRA materials)12, 19. Whereas, high shear stress, can cause damage in the straight section of the tubing providing near wall velocity exceed the threshold calculated using API RP14E, which for 13Cr material and above-mentioned fluid properties is approximately 304 ft/s. If annular flow does exist inside the entire tubing length, the shear stress should be calculated based on superficial liquid velocity as only the liquid phase is in contact with the tubing wall.
Using a velocity maximum of 314 ft/s and average WHFT, the erosion limit under SF conditions can be calculated as a function of WHFP and production rate (Fig 7). The obtained erosion limit line(s) represents the maximum offtake rate for a given WHFP below which erosion due to liquid impingement or excessive shear stress will not occur (0 mpy). While, higher velocities are possible if TERs from Table 3 are applied, all further calculations will be limit practically to 300 ft/s.
Although, the erosion limit for Designs 1 and 2 is virtually the same due to the similar tubing dimensions, it will have different impact over the production rate. The advantage of the larger tubing diameter can be illustrated when system deliverability curves expressed through WHFP for a range of reservoir pressures (RP) and erosion limit are plotted on a same graph (Fig 8, 9 and 10). The points from the system curves on the right hand side of the limit line are good for operation whereas, those on the left hand will cause higher then anticipated erosion.
Evidently, the higher tubing friction losses (Design 1) results in lower WHFP limiting the offtake rate for a given velocity threshold. Accordingly, Designs 2 and 3 have higher limits of 400 MMscf/d and 600 MMscf/d respectively because of the larger tubing employed in their architecture. Note that the above-mentioned rates should be additionally restricted to the TRSV maximum slam tested rates of approximately 400 MMscf/d for 7” TRSV and approximately 480 MMscf/d for 9-5/8” TRSV.
Erosion under NSFP production conditions
Under NSFP conditions, the most exposed system element, apart from the choke valve, is the wellhead where the flow direction changes suddenly. As a result, the solid particles entrained in the flow can cross the streamlines and impinge the wall causing erosion damage15,16,17.
The crossover joint is another area possessing erosion risk. The turbulent fluctuation, as well as the mean component of fluid velocity, provides sufficient momentum to the sand making it to impinge and erode the wall. Since the wear resistance of the crossover joints depends on a tapered angle, if this angle is lowered to below 5 deg, erosive wear will be

6 SPE 88492
approximately the same as for straight tubing. Then, applying the higher TER from Table 3, it is clear that the crossover sub will not be the rate limiting factor for Design 2 or for any other design, as far as a low tapered angle (less than 5 deg) and thicker wall are employed.
In the wellhead area, erosion wear predictions can be performed using either a plug/cushion tee geometry or normal tee model. From a flow assurance point of view, the plugged tee is a more appropriate model. If a safety margin is to be applied a normal tee is a more suitable geometry.
The erosion calculation procedure used for NSFP production slightly varies from those applied under SF environment. The difference being that under NSFP, maximum production rate is limited by the allowable penetration rate (Table 3) but not by a single velocity threshold. As a result, the erosion limit when expressed as function of WHFP and production rate will follow a curvature trend.
Applying the TER values for the wellhead component (Table 3) and corresponding system performance curves, three set of erosion confines can be generate for each design configuration. As already mentioned, the limits for Designs 1 and 2 are identical; however, the impact over the total system performance is different (Figures 11 and 12). Design 3 (Figure 13), on the other hand is able to sustain higher rates at lower WHFPs. This is a direct result of both, better hydraulics and erosion resistance performance. It should, also be noted that increasing TER allowance by factor of two (from 7.5 mpy to 15 mpy) results in a minor production raise, however if sand concentration of 0.2 lb/MMscf (2*0.1 lb/MMscf) was missed or wrongly detected by sand monitoring system, the erosion wear will certainly exceed the designed TERs. Thus, it is important that a reliable and accurate sand monitoring system capable of detecting solids below the accepted TSP levels be used and validated.
Another way of evaluating well completion and reservoir performance is through comparison the plateau lengths at a fixed (constant) offtake rate and for a given TER (Table 3). For instance, assuming that 250 MMscf/d is the required production per well in order to satisfy a particular gas contract, the corresponding minimum WHFPs (Figures 11, 12 and 13) for TER of 15 mpy will be 1400 psi (Design 1 and 2) and 900 psi (Design 3). In terms of production time, this corresponds to plateau lengths of around 1.3, 5.7 and 10.6 years for Designs 1, 2 and 3 respectively. When compared to the equivalent duration based only on the hydraulic limits itself, the plateau is shortened with 29%, 15% and 1% accordingly. Irrespective of the design configuration, erosion limit impact is more pronounced when lower TERs are to be used. Nonetheless, Design 3 is less affected by the lower TER, as the maximum relative production cut experienced is only 5.6%.
TER (mpy) 15 10 7.5 15 10 7.5 15 10 7.5
Plateau length based on erosion
limit (years)1.3 1 0.8 5.7 5.1 4.7 10.6 10.4 10.1
Plateau length based on hydraulic limit only (years)
1.8 1.8 1.8 6.7 6.7 6.7 10.7 10.7 10.7
Erosion Limit Impact (%) 27.78 44.44 55.56 14.93 23.88 29.85 0.93 2.80 5.61
Design 3Design 1 Design 2
Table 4 Erosion limit impact Erosion limit curves can be obtained for any component of
the system. In most cases, the maximum well production rate is limited by the erosion resistance of the wellhead, though depending on the system layout and TERs applied, some other areas may have higher exposure. Thus, it is important to treat all potential wear hot spots in an individual bases in order to maximize overall system deliverability and to determine an appropriate erosion mitigation action. Erosion mitigation action (Stage 3)
Although, the offtake rates as constrained by erosion limit curves should assure a reliable and safe system performance, it is important that wear resistance of the identified hot spot regions to be additionally improved to account for any uncertainties related to the actual production conditions. Controlling factors such as fluid velocity, fluid density, sand concentration, flow geometry and material properties will significantly improve erosion behaviour of the system. Some simple measures which can be applied in high risk components are presented below:
Crossover joint
The tapered angle can be lowered to below 5 deg. This will reduce the flow velocity towards the wall and will also minimize regional turbulence resulting in a similar erosion rates as for straight tubing. Thicker tubing wall will give additional insurance for safe performance.
Wellhead
Higher grade materials, such as Stllite 12 and increase wall thickness can be used in manufacturing the Crown plug. Dual or single flowlines with 120 deg vertical phasing can reduce wear experienced by the side and corner region of the wellhead. Choke
Under all circumstances the choke will be the most exposed component of the system. Even when it is manifuctured by primium materials erosion can not be sufficiently reduced without reducing the in-situ flow velocity via increasing both choke cross sectional area and the downstream pressure (i.e. M/SP). In the cases when M/SP can not be increased and regular replacement of the component is judged as cost ineffective, the alternative is to amplify pressure losses in the pipeline between the wellhead and the manifold through introducing an in-line choke or via reducing the pipe ID. The former action will intensify the wear in the pipe. Nevertheless, because of the larger pipe internal area and

SPE 88492 7
its straight geometry, the material loss will be more uniform reducing intervention frequency.
Pipeline
Pipe integrity can be improved by utilizing higher grade material and substituting the normal elbow fittings (r/D=1.5) with cushioned/plugged Tees. Also, pipe internal diameter can be accordingly adjusted in order to reduce in-situ velocities. Though, this action will shift erosion risk to the choke.
Conclusions
The key results presented in this paper demonstrate that: • In the case of gas and gas condensate fluids API
RP14E fails to accurately account for the erosive rate when solids production exists.
• In the case of zero particle rates the well erosion rates are limited only by liquid impingement and shear stress considerations. In practice, these limits are usually less than that provided by hydraulic constraints. In sand free production tubing velocities of the order of 300 ft/s are possible.
• In the case of solids production the wellhead and the flow line (the choke section and the first plugged Tee after the choke) become major focus areas i.e. erosion “hot-spots”. High production rates are however still possible provided suitable material selection and monitoring strategy is undertaken as well as appropriate well intervention is planned.
• Plotting hydraulic and erosional limits on single rate vs well head pressure plot, instead of the more conventional bottom-hole pressure versus rate plot, leads to a concise visual summary of limiting conditions.
• While the present analysis has considered TER for sand loadings of 0.1 lb/mmscf, the same logic can be applied to higher sand loadings. As the potential for wear becomes too high, offtake rates should be reduced to keep erosion within the designed TER (for the same production time) making the case for installation sand exclusion devices much stronger.
• There is a clear value driver in operating fewer, higher rate wells, when adopting a TER strategy over a reduced rate, reduced erosion (or sand free ) strategy.
• Reliable sand detection, capable of measuring solids levels at the anticipated TSP is essential for implementing a TER strategy.
Acknowledgments
The authors wish to acknowledge Francis Thompson for building reservoir simulation model and J.W. Skogsberg and J.B. Bradburn for providing technical advice
Abbreviations CGR Condensate Gas Ratio CRA Corrosion Resistant Alloy ESP Excessive Sand Production LP Low Pressure (at wellhead) MATL Maximum Allowable Thickness Loss
mpy Mils (0.0254mm) per year MP Medium Pressure (at wellhead) M/SP Manifold or Separator Pressure MSFP Maximum Solids Free Production MTE Maximum Tolerable Erosion NSFP Nominal Sand Free Production SF Sand Free SPPS Sand Production Pipe Saver. TER Tolerable Erosion Rate TRSV Tubing Retrievable Safety Valve WGR Water Gas Ratio WHFP Well Head Flowing Pressure WHFT Well Head Flowing Temperature References
1. S.P.Dolan, G.J. Williams and R.J Crabtree : “ Planning and Execution of Big Bore Wells- Offshore NW Australia” paper SPE/IADC 67820 presented at the SPE/IADC Drilling Conference, Amsterdam, The Netherlands, 27 February-1 March 2001
2. J.M.Benesch, Nazri Nor and Ngatijan: “Optimization of Big-Bore HTHP Wells to Exploit a Low Pressure Reservoir in Indonesia” paper IADC/SPE 87171 presented at the SPE/IADC Drilling Conference, Dallas, Texas, 2-4 March 2004
3. R.A.Hartmann, G.O. Vikesa and P.A. Kjaernes: “Big Bore, High Flowrate, Deep Water Gas Wells for Ormen Lange” paper OTC 16554 presented at the Offshore Technology Conference, Houston, Texas, USA, 3-6 May 2004
4. F.Selfridge, M.Munday, O.Kvernvold and B.Gordon: “Safely Improving Production Performance Through Improved Sand Management” paper SPE 83979 presented at Offshore Europe 2003, Aberdeen, UK, 2-5 September 2003
5. M.M. Salama: An Alternative to API 14E Erosional Velocity Limits for Sand Laden Fluids” paper OTC 8898 presented at the 1989 Offshore Technology Conference, Houston, Texas, 4-7 May 1989
6. DNV (1996): “Erosive Wear in Piping System” Recommended Practice RP O501
7. M.J. Castle and D.T Teng: Extending Gas Well Velocity Limits: Problems and Solutions” paper SPE 22958 presented at the SPE Asia Pacific Oil & Gas Conference and Exhibition, Perth, Australia, 4-7 November 1991
8. API (1991): “Recommended Practice for Design and Installation of Offshore Production Platform Piping System” Fifth Edition, American Petroleum Institute, Washington, D.C.
9. TUV NEL Limited: “Erosion in Elbows in Hydrocarbon Production Systems: Review Document” Research Report 115 ISBN 0 7176 2743 8 prepared for the Health and Safety Executive 2003
10. S.J. Svendeman and K.E. Arnold: “Criteria for Sizing Multiphase Flow Lines for Erosive/Corrosive Service” paper SPE 26569 presented at the 68th SPE Annual Technical Conference and Exhibition, Houston, Texas 3-6 October 1993
11. B.S McLaury and S.A. Shirazi: “Generalization of API RP14E for Erosive Service in Multiphase Production” paper SPE 56812 presented at the 1999 SPE Annual Technical Conference and Exhibition, Houston, Texas,3-6 October 1999
12. D.M. Deffenbaugh and J.C.Buckingham: “ A Study of the Erosional/Corrosional Velocity Criterion for Sizing Multi-

8 SPE 88492
Phase Flow Lines” SwRI Project No. 04-2433 Phase I and Phase II Final Report
13. J.B.Bradburn and J.W.Skogsberg ChevronTexaco Energy Research and Technology Company personal communication.
14. The E/CRC at University of Tulsa, Advisory Board Report for May 2004: “E/CRC Computer Program for Erosion Prediction (SPPS)”
15. The E/CRC at University of Tulsa, Advisory Board Report for May 2004): “Erosion Predictions for Elbows and Plugged Tees”
16. The E/CRC at University of Tulsa, Advisory Board Report for May 2004: “Erosion in Geometries Containing Gradual Contraction and Expansions”
17. The E/CRC at University of Tulsa, Advisory Board Report for May 2004: “Erosion in Multiphase Flow and Validation of SPPS”
18. The E/CRC at University of Tulsa, Advisory Board Report for May 2004: “Erosion in Geometries Containing Expansions”
19. J.H. Brunton and M.C. Rochester: Erosion of Solid Surface by the Impact of Liquid Drops” Treatise on Material Science and Technology, Vol. 16, 1979
20. A.T. Bourgoyne: “Experimental Study of Erosion in Diverter Systems Due to Sand Production” paper SPE/IADC 18716 presented at the 1989 SPE/IADC Drilling Conference, New Orleans, Louisiana, February 28-March 3, 1989
21. T.J.Lockett, B. McLoughlin and P. Wharton: “Sand Erosion Management in HTHP Service” paper NACE 00078 presented at the NACE Corrosion 2000 Conference and Exhibition, Orlando, USA, 26-31 March 2000
⊕ 7" x Tree ⊕ 7" x Tree ⊕ 9-5/8" x Tree⊕ W/Hd & ⊕ W/Hd & ⊕ W/Hd & 7" SCSSV 7" SCSSV SCSSV
CRA 30" CRA 30" 30"O O O
20" 20" 20"9-5/8" 9-5/8"CRA CRA
13-3/8" 13-3/8" 16"7" 7-5/8"CRA CRA
9-5/8" CRA 9-5/8" CRA 13-3/8" CRA
7" CRA 7" CRA 9-5/8" CRA
Design 1 Design 2 Design 3
Figure 1 Well design configurations. Note how Big-Bore designs attempt to increase flow area in lower pressure (higher gas
velocity) zones higher in the wellbore.
0
100
200
300
400
500
600
0 5 10 15 20 25
Production Time (years)
Prod
uctio
n Ra
te (M
Msc
f/d)
-500
500
1500
2500
3500
4500
5500
6500
FBHP
(psi
)
Figure 2 Pressure/Rate profiles for designs 1, 2 and 3. While the
well rates are constrained (choked) to the plateau value the bottom hole pressure is only constrined by the (same) reservoir inflow relation. In this case different levels of choking are being
applied to the three designs.
-500
0
500
1000
1500
2000
0 200 400 600 800 1000 1200 1400
Fluid Velocity (ft/s)
Mea
sure
d De
pth
(ft)
Design 1Design 2Design 3
TRSV Location
Choke Vel.(Design 2 and 3)
Choke Vel.(Design 1)
Manifold
Wellhead
Figure 3 Velocity profiles for designs 1, 2 and 3 Tubing velocities increase up-hole. SCSSV (for design 2, only), wellhead and choke
areas are critical velocity and erosion points.
0.023 0.64
6 1.053 1.47
6 1.694 1.81
6
Whd Vel (ft/s)
TRSSV Vel (ft/s)Choke Vel (ft/s)
WHFP (psi)BHFP (psi)
6473
6165 59685776 5678 5627
2514
2040
16891269 996
818708
131
849 210 741 326102 122 143 179 212 240100 121 144 187 233 2760
1000
2000
3000
4000
5000
6000
7000
Before Comp
MP CompLP Comp
Choke Size (in)Time (years)
Figure 4 The variation (front to back) of gas velocity in the
wellhead, TRSSV and choke, along with WHP and THP with time for Design 1 in a gas reservoir pressure-depletion development. Compression facilities allow the provision of lower THP’s later in the well’s life (MP and LP stages). Note that the time axis is not
necessarily in equal time increments. The choke settings are also indicated.

SPE 88492 9
0.682 4.44
6 5.213 6.02
6 6.454 6.69
6
Whd Vel (ft/s)TRSSV Vel (ft/s)
Choke Vel (ft/s)WHFP (psi)
BHFP (psi)
5931
44274163
3892 3753 36783650
2041
16941270 999
819
1226133
860 213 754 33276 123 144 182 215 24474 122 145 190 237 2810
1000
2000
3000
4000
5000
6000
Before CompMP Comp LP
C
Choke Size (in)
Time (years)
Figure 5 Design 2
1.72 7.2
6 8.33 9.6
6 10.34 10.7
6
Whd Vel (ft/s)
TRSSV Vel (ft/s)Choke Vel (ft/s)
WHFP (psi)BHFP (psi)
5485
35113187
28292644
2538
3877
2052
17141287 1024
844
1224
135
874 217 770 34037 65 78 102 127 15137 66 78104 130 156
0
1000
2000
3000
4000
5000
6000
Before CompMP Comp
LP Comp
Choke Size (in)Time (years)
Figure 6 Design 3
0
100
200
300
400
500
600
700
800
0 500 1000 1500 2000 2500
WHFP (psi)
Prod
uctio
n Ra
te (M
Msc
f/d)
Erosion Limit Lines
Designs 1 and 2
Designs 3
Figure 7 Erosion limits for Designs 1, 2 and 3 under SF production conditions.
0
100
200
300
400
500
600
700
800
0 1000 2000 3000 4000 5000
WHFP (psi)
Prod
uctio
n Ra
te (M
Msc
f/d)
Erosion Limit Line
Reservoir Pressure
Figure 8 Design 1 - Maximum offtake rates under SF production condition. Production rates on the right hand side of the line will result in erosion less than the designed limits. All calculations
performed at average WHFT
0
100
200
300
400
500
600
700
800
0 1000 2000 3000 4000 5000
WHFP (psi)
Prod
uctio
n Ra
te (M
Msc
f/d) Erosion
Limit Line
Reservoir Pressure
Figure 9 Design 2 - Maximum offtake rates under SF production condition
0
100
200
300
400
500
600
700
800
0 1000 2000 3000 4000 5000 6000
WHFP (psi)
Prod
uctio
n Ra
te (M
Msc
f/d)
Erosion Limit Line
Reservoir Pressure
Figure 10 Design 3 - Maximum offtake rates under SF production condition

10 SPE 88492
0
100
200
300
400
500
600
700
800
0 1000 2000 3000 4000 5000 6000WHFP (psi)
Prod
uctio
n Ra
te (M
Msc
f/d)
Erosion Limit curves for TER of 15,10 and 7.5 mpy
Reservoir Pressure
C=683
C=100
Figure 11 Design 1 - Maximum offtake rates under NSFP condition for TERs of 15, 10 and 7.5 mpy. Flow rates on the right hand side
of the curves will result in erosion less than antisipated allowance. Erosion curves) calculated using API RP14E (dash
black curves) for C coefficients of 100 and 638 are also shown. All calculation performed at average WHFT
0
100
200
300
400
500
600
700
800
0 1000 2000 3000 4000 5000 6000
WHFP (psi)
Prod
uctio
n Ra
te (M
Msc
f/d)
Erosion Limit curves for TER of 15,10 and 7.5 mpy
Reservoir Pressure
C=683
C=100
Figure 12 Design 2 - Maximum offtake rates under NSFP production for TERs of 15, 10 and 7.5 mpy
0
100
200
300
400
500
600
700
800
0 1000 2000 3000 4000 5000 6000
WHFP (psi)
Prod
uctio
n Ra
te (M
Msc
f/d)
Erosion Limit curves for TER of 15,10 and 7.5 mpy
Reservoir Pressure
C=683
C=100
Figure 13 Design 3 - Maximum offtake rates under NSFP production for TERs of 15, 10 and 7.5 mpy