
Solubility of Nitrogen in Liquid Iron* - library.aimehq.orglibrary.aimehq.org/library/books/AIME...
12
AMERICAN INSTITUTE OF MINING AND METALLURGICAL ENGINEERS Technical Publication No. 691 (CLASSC, IRON AND STEEL DTVIBION, NO. 122) DISCUSSION OF THIS PAPER IS INVITED. It should preferebly be presented by the,con- tributor In person at the New York Meeting Februnry 1935 when nn abstract of the paper wlll be read. If this is impossible, discussion in writing may bd sent 'to the Secretary. American Institute of Mining and Metallurgical Engineers 29 West 39th Street, New York N. Y. Unless special arrange- ment is made, discussion of this pape; will close April 1. 1935. Any diicussion o5ered thereafter should prefernbly be in the form of a new paper. Solubility of Nitrogen in Liquid Iron* BY JOHN CHIP MAN,^ MEMBER A.I.M.E., AND DONALD W. MURPHY~ (New York Meeting. February, 1935) RECENT developments in iron alloys containing nitrogen have indi-, cated that this element may exert a considerable influence on the proper- ties of the metal. This influence is not always in an undesirable direction and the indications are that nitrogen should be regarded as an alloying element, the amount of which should be subject to control, rather than as an inherently deleterious impurity. In controlling this element in liquid iron to the best advantage, it is necessary to have a reliable background of fundamental data pertaining to solubilities, rates of solution and chemical reactions of nitrogen in liquid iron. Obviously, the first step in such an investigation is the determination of the solubility of nitrogen in pure iron, and this has been the object of the experiments described in this paper. The solubility of nitrogen in solid iron has been measured by Jurichll Sievert~,~ Martin,3 and I ~ a s 6 ~ and the agreement among the first three inspires confidence in their results. No accurate determinations of its solubility in liquid iron have been recorded though several investigators have obtained approximate results. Strauss5 was able to introduce 0.03 to 0.04 per cent nitrogen into steel by the action of either ammonia or nitrogen on the liquid metal. This was accomplished by Eilender and * This paper presents the results of one phase of an investigation of nitrogen in steel which was undertaken in cooperation with The Timken Steel and Tube Com- pany. Manuscript received at the office of the Institute Oct. 16, 1934. t Department of Engineering Research, University of Michigan, Ann Arbor, Mich. ' E. Jurich: Dissertation, Leipsig, 1912. (Quoted by Sieverts.) A. Sieverts: Zlsch. f. Metalllcunde (1929) 21, 37. Zlsch. f. physik. Chem. (1931) 166, 299. E. Martin: Archiv. f. Eisenhuttenwesen, (1929) 3, 407. Metals & Alloys (1930) 1, 831. I<. IwasB: Sci. Repts. Tohoku Univ. (1926) 16, No. 4. B. Strauss: Slahl u. Eisen (1914) 34, 1814. 1 Copyright, 1935, by the Americnn Institute of%ining ?nd Metallurgical Engineers, Inc. Printed in U. S. A. . . January. 1935
Transcript of Solubility of Nitrogen in Liquid Iron* - library.aimehq.orglibrary.aimehq.org/library/books/AIME...
AMERICAN INSTITUTE O F MINING AND METALLURGICAL ENGINEERS
Technical Publication No. 691 (CLASS C, IRON AND STEEL DTVIBION, NO. 122)
DISCUSSION O F THIS PAPER IS INVITED. I t should preferebly be presented by the,con- tributor In person a t the New York Meeting Februnry 1935 when nn abstract of the paper wlll be read. If this is impossible, discussion in writing may bd sent 'to the Secretary. American Institute of Mining and Metallurgical Engineers 29 West 39th Street, New York N. Y. Unless special arrange- ment is made, discussion of this pape; will close April 1. 1935. Any diicussion o5ered thereafter should prefernbly be in the form of a new paper.
Solubility of Nitrogen in Liquid Iron*
BY JOHN CHIP MAN,^ MEMBER A.I.M.E., AND DONALD W. M U R P H Y ~
(New York Meeting. February, 1935)
RECENT developments in iron alloys containing nitrogen have indi-, cated that this element may exert a considerable influence on the proper- ties of the metal. This influence is not always in an undesirable direction and the indications are that nitrogen should be regarded as an alloying element, the amount of which should be subject to control, rather than as an inherently deleterious impurity. In controlling this element in liquid iron to the best advantage, it is necessary to have a reliable background of fundamental data pertaining to solubilities, rates of solution and chemical reactions of nitrogen in liquid iron. Obviously, the first step in such an investigation is the determination of the solubility of nitrogen in pure iron, and this has been the object of the experiments described in this paper.
The solubility of nitrogen in solid iron has been measured by Jurichll S i e v e r t ~ , ~ Martin,3 and I ~ a s 6 ~ and the agreement among the first three inspires confidence in their results. No accurate determinations of its solubility in liquid iron have been recorded though several investigators have obtained approximate results. Strauss5 was able to introduce 0.03 to 0.04 per cent nitrogen into steel by the action of either ammonia or nitrogen on the liquid metal. This was accomplished by Eilender and
* This paper presents the results of one phase of an investigation of nitrogen in steel which was undertaken in cooperation with The Timken Steel and Tube Com- pany. Manuscript received a t the office of the Institute Oct. 16, 1934.
t Department of Engineering Research, University of Michigan, Ann Arbor, Mich. ' E. Jurich: Dissertation, Leipsig, 1912. (Quoted by Sieverts.)
A. Sieverts: Zlsch. f. Metalllcunde (1929) 21, 37. Zlsch. f. physik. Chem. (1931) 166, 299.
E. Martin: Archiv. f. Eisenhuttenwesen, (1929) 3, 407. Metals & Alloys (1930) 1, 831.
I<. IwasB: Sci. Repts. Tohoku Univ. (1926) 16, No. 4. B. Strauss: Slahl u. Eisen (1914) 34, 1814.
1
Copyright, 1935, by the Americnn Institute of%ining ?nd Metallurgical Engineers, Inc. Printed in U. S. A.
. . January. 1935
2 SOLUBILITY O F NITROGEN I N LIQUID IRON
Wasmuht6 also. Andrew7 melted iron under.nitrogen a t 200 atmospheres pressure and obtained a product containing 0.30 'per cent nitrogen. Sawyers used a range of pressures up to three atmospheres and found that his results and Andrew's could be expressed by the formula:
Per cent nitrogen = 0 . 0 2 6 ~
where P is the pressure in atmospheres. None of these investigators have shown that actual saturation of the iron was attained. In Sawyer's experiments an undetermined amount of nitrogen was evolved from the metal during solidification and his analytical results are therefore certainly lower than the true solubility.
. .
The method used in this investigation consisted in meltkg a charge of iron in a closed induction furnace under an atmosphere of nitrogen, holding the melt a t constant temperature until absorption was complete, then cooling and analyzing the resulting ingot. The induction method of heating was used for the reasons that: ( 1 ) it permitted the use of fused silica furnace tubes which are quite gastight below 1000" C.; (2 ) the stirring action of induction heating was advantageous in decreasing the time necessary to complete the absorption, and (3 ) fairly accurate
- temperature control was possible. The absorption of nitrogen was followed by making such successive,
small, measured additions of nitrogen from a burette as were required to maintain the pressure in the system at atmospheric. Each heat was therefore continued until no changes in burette reading occurred over a period of time. I t might be pointed out here that equilibrium was approached in one direction only. The criterion that equilibrium had been established depended upon the fact that, as the solution approached saturation, the rate of absorption approached zero. This condition, therefore, was attained by prolonging the heats until no volume changes in the system, as indicated by burette readings, occurred over a consider- able period of time.
The melts were allowed to cool under an atmosphere of nitrogen and the resulting ingots sectioned lengthwise into quarters or halves for analysis. The direct analysis of ingots was chosen to determine solubility, rather than calculations based upon the amount of nitrogen admitted, for several reasons. First, the amount and tightness of packing of the alumina about the alundum thimble was difficult to standardize and .would, of course, cause different amounts of nitrogen to be used. Second,
W. Eilender and R. ~ i s m u h t : Met@ & Alloys (1930) 1, 732. J. H. Andrew: Iron and Steel Inst. Carnegie Schol: Mem. (1911) 3, 236.
8C. B. Sawyer: Trans. A.I.M.E. (1923) 69, 798. ,
JOHN CHIPMAN AND DONALD W. MURPHY 3
in spite of precautions, bridging of the heat occurred, frequently producing very wide variations in the weight of ingots and leaving an indeterminate amount of solid metal. Third, the temperature distribution in the furnace under various conditions that would influence any calculation was a totally unknown factor. Fourth, much of the absorption of gas was accomplished before even approximately steady states of tempera- ture distribution had been attained, which would considerably increase the errors in calculation.
Many other conditions might conceivably complicate a method based upon the amount of nitrogen admitted while tEe direct analysis had perhaps only one major source of error; namely, segregation. In preliminary experiments nitrogen was bubbled through molten iron . until saturation was believed to have been attained, after which the entire charge of iron was cast into an ingot mold and allowed to solidify. Not only was it difficult to reproduce results because of the absence of any definite criteria of saturation but also the segregation of nitrogen and other impurities was quite marked. However, by decreasing the size of the melts to about 100 grams, it- was possible to eliminate difficulties '
due to segregation. The small size of the charge used in the later heats permitted the use of an entire quarter or half of the ingot in analysis, which made it possible to secure more representative samples.
The determination of nitrogen in the saturated iron-nitrogen ingots was made by the vacuum fusion method in an apparatus similar to that described by Vacher and JordanJg with some modifications to promote greater accuracy. In this method the steel is melted in a graphite crucible under high vacuum' and the' gases resulting from the fusion, consisting chiefly of hydrogen, carbon monoxide and nitrogen, are stored under low pressure until the treatment of the metal is complete.
The graphite crucible was exhausted a t 1600" C. to a pressure of about 0.001 mm. of mercury, the sample of steel or iron introduced and evacuation cqntinued until the pressure had again fallen to approximately 0.001 mm. 'when the treatment was considered complete. The evacua- tion of the steel usually required about 15 min. except when zirconium was present, in which case the time was somewhat longer although the evolution of gas was fully as complete. The gases so obtained were analyzed by circulation over copper oxide a t 300" C., and subsequent absorption of the resultant water vapor and carbon dioxide in phos- phorous pentoxide and ascarite. The residual gas, after elimination of water vapor and carbon dioxide, is considered, on the basis of previous
H. C . Vacher and L. Jordan: U.S. Bur. Stds. Jnl. of Research (1931) 7, 375.
4 SOLUBILITY OF NITROGEN IN LIQUID IRON
work by other investigators, to be nitrogen. The decrease in pressure accompanying each absorption. is, of course, a measure of the 'quantity of gas absorbed and may readily be converted to terms of weight per cent of the original metal sample.
The volume calibration of the vacuum fusion apparatus was carried out with pure nitrogen admitted from a carefully calibrated burette. In the calculation of gas content it was necessary to apply blank correc- tions for the gases evolved from the crucible itself. For the average 15-min. period these amounted to 0.0000008 gram of hydrogen, 0.00005 gram, of oxygen 'and 0.00004 gram of nitrogen. Expressed in terms of weight per cent based on a 20-gram sample, these were 0.000004 per cent hydrogen, 0.00025 per cent oxygen and 0.0002 per cent nitrogen. The systematic errors in analyses amount to about 0.0005 per cent while accidental errors arising from segregation and other sources in this case amount to an additional 0.0005 per cent. The 'analyses are therefore accurate to about one in the third place.
The apparatus as finally developed for this study is shown in Fig. 1. The charge was plat$ in an alundum thimble & and the thimble was then packed in crystalline alumina I, in the silica furnace tube H. The furnace tube was about 40 mm. inside diameter and 18 cm. long. The molybdenum wire coil P was placed over the charge, and the fused silica tubes D and the porcelain sight tube E used to decrease the amount of gas space in the furnace tube were placed in position before the pyrex glass cap C was sealed in place. The molybdenum wire-coil was used in an effort to eliminate bridging, always a serious difficulty in induction melting. The coil was heated by induction to approximately the temperature of the liquid metal. Although this expedient was only partially successful in preventing complete bridging, it was always possible to melt down enough of the bridge to obtain temperature readings. The elbow tube K, containing silicon-zirconium alloy, was placed in position and evacuation begun.
During the preliminary evacuation the furnace assembly was repeat- edly flushed by admitting purified nitrogen from the burette B. After the preliminary evacuation, a small electric furnace was placed around the furnace tube just below the water-cooling coils G. The bake-out was carried on for about 2 hr. a t a temperature of 920" to 970" C., during which time the pressure in the entire system was kept below 0.002 mm. of mercury.
Upon completion of the bake-out, the furnace was removed and the induction coil 0 was substituted. The charge was then heated by induction to a temperature just below the melting point of iron and
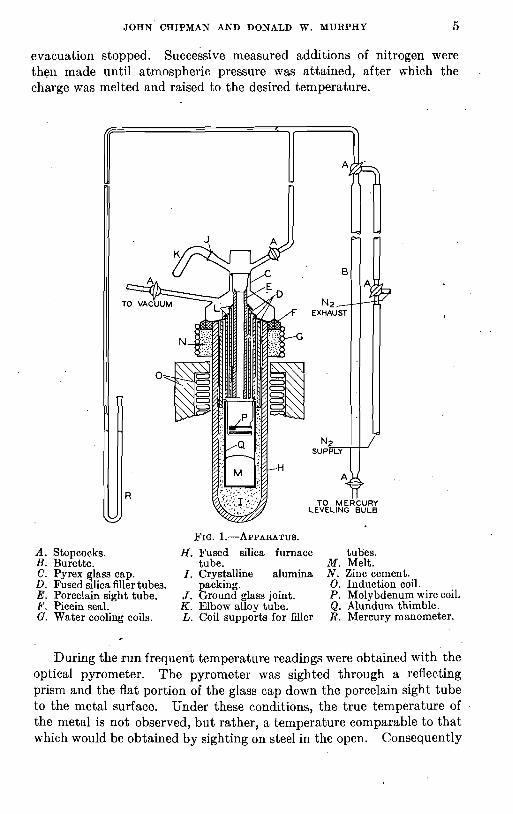
evacuation stopped. successive measured additions of nitrogen were then made until atmospheric pressure was attained, after which the charge was melted and raised to the desired temperature.
A. Stopcocks. H. Fused silica furnace tubes. B. Burette. tube. M. Melt. C. Pyrex glass cap. I. Crystalline alumina N. Zinc cement. D. Fused silica filler tubes. packing. 0. Illduction coil. E. Porcelain sight tube. J. Ground glass joint. P. Molybdenum wire coil. F. Picein seal. K. Elbow alloy tube. Q. Alundum thimble. G. Water cooling coils. L. Coil supports for filer B. Mercury manometer.
During the run frequent temperature readings were obtained with 'the optical pyrometer. The pyrometer mas sighted through a reflecting prism and the flat portion of the glass cap down the porcelain sight tube to the metal surface. Under these conditions, the true temperature of the metal is not observed, but rather, a temperature comparable to that which would be obtained by sighting on steel in the open. Consequently
6 SOLUBILITY OF NITROGEN IN LIQUID IRON
the Bureau of ~tandardsl"c0rredtions for observed temperatures of steel in the open were applied. During the initial period of heats 19,20 and 21 the temperature was adjusted so that both liquid and solid iron could be observed in the bath. The observed temperature, corrected as.described above, indicated a melting point of about 1520" C. This was considered a sufficiently good check on the accepted melting point, 1530" C., to warrant .the use of this system of temperature corrections over the entire range. The probable error in measurement a t the lower temperatures was about f 10" C., while a t the upper temperatures the error was probably _+ 30" C.
The pressure in the furnace was maintained at atmospheric level by repeated measured additions of nitrogen from the burette. The run was continued at approximately constant temperature until the burette reading had been constant for from 15 to 40 min. In certain heats 0.7 gram of silicon-zirconium alloy was added just before the power was turned off by rotating the elbowtube K through 180".
The charge used in heats 12 to 17, inclusive, consisted of about'100 grams of electrolytic iron previously melted in uacuum. The charge in the remaining heats was about 85 to 100 grams of electrolytic iron disks not previously treated except for the usual cleaning in alcoholic hydro- chloric acid. These irons had the following analyses:
Electrolytic-iron disks. . . . . . . . . . . 0.027 0.008 0.001 0.007 0.002 0.0138 0.0002 1 I ( ( lo.oii910.0000 Vacuum melted.. . . . . . . . . . . . . . . . 0.013
In certain heats, in addition to these materials small amounts of high- aluminum or high-silicon irons, previously melted in vacuum, were added to the charge. These were introduced with the original charge in a position near the bottom of the thimble to insure complete melting of the alloy iron.
The crucibles used were alundum extraction thimbles, grade R.A.84, supplied by Norton Company. The thimbles were about 27 mm. inside diameter by 80 mm. in length. These were found to give excellent service even a t the highest temperatures, although from the nature of the apparatus it was necessary to use a fresh crucible with each heat.
The nitrogen supply was commercial water-pumped nitrogen, for which the manufacturer claimed a purity of 99.75 per cent. This was purified by passing through ascarite, phosphorous pentoxide and a silica tube containing metallic copper a t about 500" C.
'0 G. I<. Burgess: U.S. Bur. Std. Tech. Paper 91 (1917).
JOHN CHIPMAN AND DONALD W. MURPHY
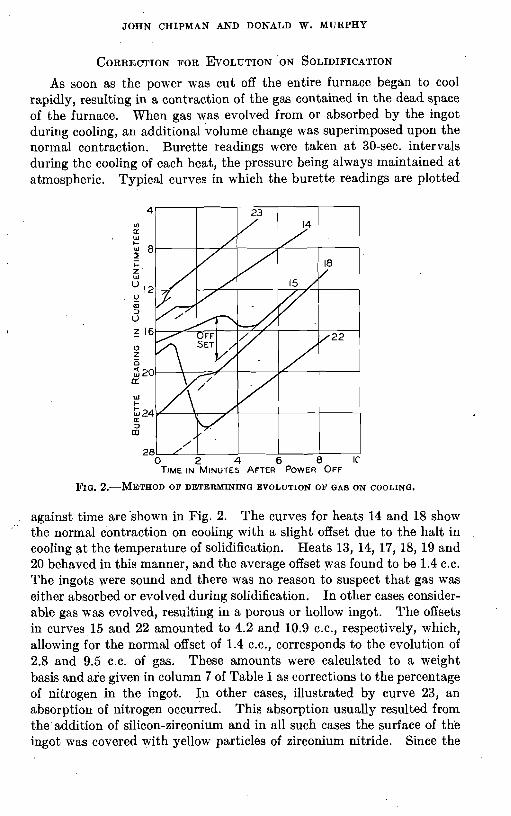
As soon as the power was cut off the entire furnace began to cool rapidly, resulting in a contraction of the gas contained in the dead space of the furnace. When gas was evolved from or absorbed by the ingot during cooling, an additional tolume change was superimposed upon the normal contraction. Burette readings were taken a t 30-sec. intervals during the cooling of each heat, the pressure being always maintained a t atmospheric. Typical curves in which the burette readings are plotted
against time are'shown in Fig. 2. The curves for heats 14 and 18 show ' the normal contraction on cooling with a slight offset due to the halt in
cooling at the temperature of solidification. Heats 13, 14, 17, 18, 19 and 20 behaved in this manner, and the average offset was found to be 1.4 C.C. The ingots were sound and there was no reason to suspect that gas was either absorbed or evolved during solidification. In other cases consider- able gas was evolved, resulting in a porous or hollow ingot. The offsets in curves 15 and 22 amounted to 4.2 and 10.9 c.c., respectively, which, allowing for the normal offset of 1.4 c.c., corresponds to the evolution of 2.8 and 9.5 C.C. of gas. These amounts were calculated to a weight basis and are given in column 7 of Table 1 as corrections to the percentage of nitrogen in the ingot. In other cases, illustrated by curve 23, an absorption of nitrogen occurred. This absorption usually resulted from the addition of silicon-zirconium and in all such cases the surface of tbe ingot was covered with yellow particles of zirconium nitride. Since the
8 SOLUBILITY OF NITROGEN IN LIQUID IRON
surface was always removed before analyzing the ingot, we have not considered it necessary to apply a correction for absorption.
T'OLE 1.-Experimental Data 072 Solubility of Nitrogen in Liquid I ron
Heat No.
2
Temper- ,,:?&
Evolu- Nitro- Per Cent tion on gen ln Rate
Cooling, Melt. Coe5- Per Per cient
3
Condition of Ingot
1600 1610
1600
1600 1680 1670 1760 1760 1540 1540 1540 1610 1650
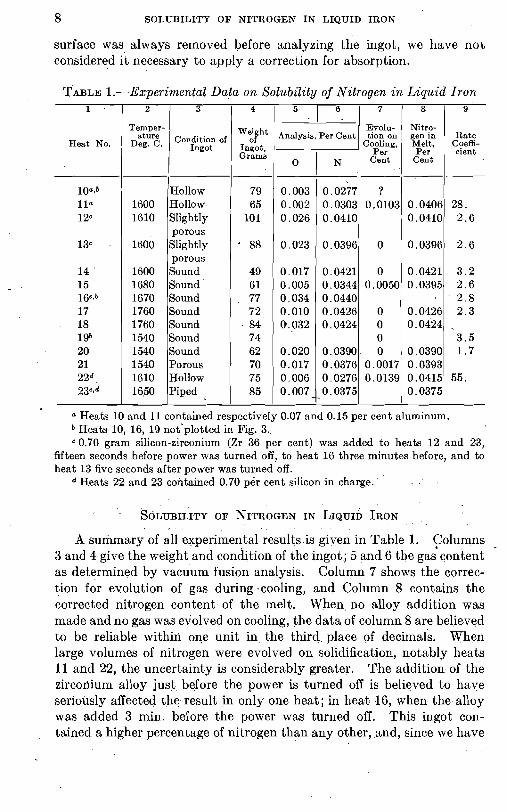
" Heats 10 and 11 contained respectively 0.07 and 0.15 per cent aluminum. Heats 10, 16, 19 not'plotted in Pig. 3.
" 0.70 gram silicon-zirconium (Zr 36 per cent) was added to heats 12 and 23, fifteen seconds before power was turned off, to heat 16 three minutes before, and to heat 13 five seconds after power was turned off.
Heats 22 and 23 contained 0.70 per cent silicon in charge. - .
Hollow Hollow- Slightly porous
Slightly porous Sound Sound Sound Sound Sound Sound Sound Porous Hollow Piped
' - SOLUBILITY OF NITROGEN IN LIQUID IRON , . , . . . .
. . .
A summary of all experimental resultsis given in Table 1. Columns 3 and 4 give the weight and condition of the ingot.; 5 and 6 the gas content - as determined by vacuum fusion analysis. Column 7 shows the correc- tion for evolution of gas during .cooling, and Column 8 contains the corrected nitrogen content. of the melt. When. no alloy addition was made and no gas was evolved on cooling, the data of column 8 are believed to be reliable within one unit in. the third, place of decimals. When large volumes of nitrogen were evolved on solidification, notably heats 11 and 22, the uncertainty is considerably greater. The addition of the zirconium alloy just before the-p0wer . i~ turned off is believed to have seriously affected the-result in only one heat; in heat 16, when thealloy was added 3 min. before the power mas turned off. This ingot con- tained a higher percentage of nitrogen than any other, ,and, since we have
JOHN CHIPMAN AND DONALD W. MURPHY 9
no data on the amount absorbed after the alloy addition, this heat is omitted from consideration.
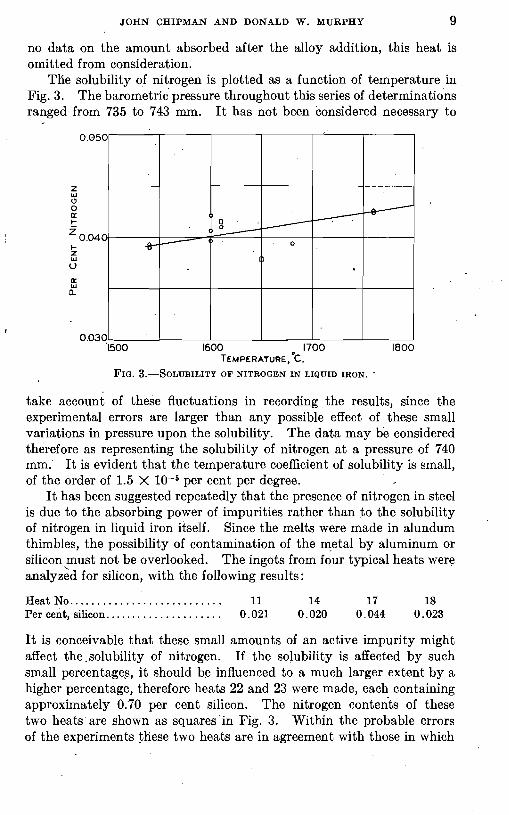
The solubility of nitrogen is plotted as a function of temperature in Fig. 3. The barometric pressure throughout this series of determinations ranged from 735 to 743 rnm. It has not been considered necessary to
FIG. 3.-SOLUBILITY OF NITROGEN IN LIQUID IRON.
take account of these fluctuations in recording t h e results, since the experimental errors are larger than any possible effect of these small variations in pressure upon the solubility. The data may be considered therefore as representing the solubility of nitrogen at a pressure of 740 mm.' I t is evident that the temperature coefficient of solubility is small, of the order of 1.5 X per cent per degree.
I t has been suggested repeatedly that the presence of nitrogen in steel is due to the absorbing power of impurities rather than to the solubility of nitrogen in liquid iron itself. Since the melts were made in alundum thimbles, the possibility of containination of the metal by aluminum or silicon must not be overlooked. The ingots from four typical heats were analyssd for silicon, with the following results:
HeatNo ........................... 11 14 17 18 Per cent, silicon.. . . . . . . . . . . . . . . . . . . . 0.021 0.020 0.044 0.023
I t is conceivable that these small amounts of an active impurity might affect the,solubility of nitrogen. If the solubility is affected by such small percentages, it should be influenced to a much larger extent by a higher percentage, therefore heats 22 and 23 were made, each containing approximately 0.70 per cent silicon. The nitrogen contenis of these two heats are shown as squares-in Fig. 3. Within the probable errors of the experiments these two heats are in agreement with those in which
10 SOLUBILITY O F NITROGEN IN LIQUID IRON
no silicon was added. The only conclusion that can be justified on the basis of these data is that silicon does not appreciably affect the solubility of nitrogen in liquid iron.
Heats 10 and 11 contained, respectively, 0.07 and 0.15 per cent aluminum in the charge. The data on heat 10 are incomplete because of failure to observe the,evolution of gas on cooling. Heat 11, however, is quite in line with the other heats, and it is impossible to 'escape the conclusion that small amounts of aluminum have no great effect upon the solubility of nitrogen. ,
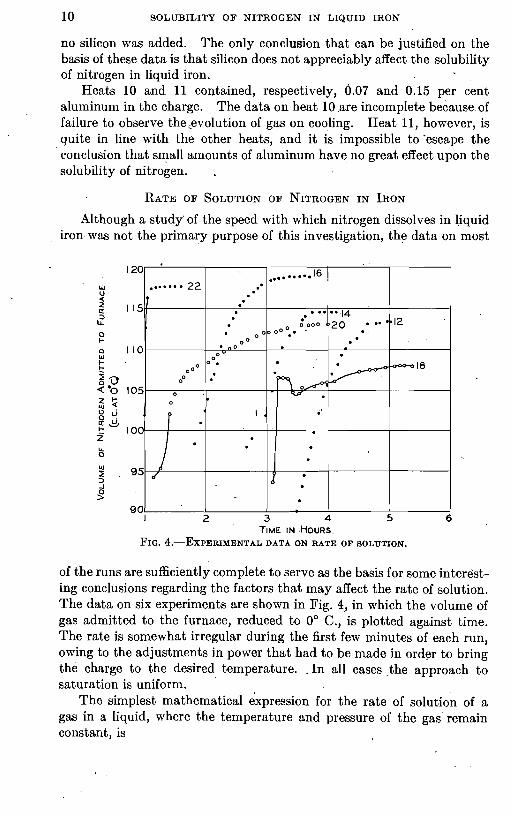
Although a study' of the speed with which nitrogen dissolves in liquid iron was not the primary purpose of this investigation, the data on most
TIME I N .HOURS.
FIG. 4.-EXPERIMENTAL DATA ON RATE OF SOLUTION.
of the runs are sufficiently complete to serve as the basis for some interest- ing conclusions regarding the factors that may affect the rate of solution. The data on six experiments are shown in Fig. 4, in which the volume of gas admitted to the furnace, reduced to 0" C., is plotted against time. The rate is somewhat irregular during the first few minutes of each run, owing to the adjustments in power that had to be made in order to bring the charge to the desired temperature. . I n all cases ,the approach to saturation is uniform.
The simplest mathematical expression for the rate of solution of a gas in a liquid, where the temperature and pressure of the gas' remain constant, is
JOHN CHIPMAN AND DONALD W. MURPHY 11
where x is the amount dissolved a t time t, n is the total amount dissolved . a t saturation and k is the rate coefficient. The value of k obviously depends upon numerous details of the experimental procedure such as the mass of the melt, the rate of stirring, and the nature and area of the gas-metal interface. These factors were a t least comparable, though not exactly reproducible, in our experiments. The values of k for the various runs may therefore be used to show in a general way the effects of certain other factors upon the rate of solution. I t should be emphasized that these values are of interest only in drawing comparisons and'that k is in no Sense a property of the iron-nitrogen system. I n the absence of induction stirring, we should expect to find k values of a much lower order of magnitude. The above equation may be written
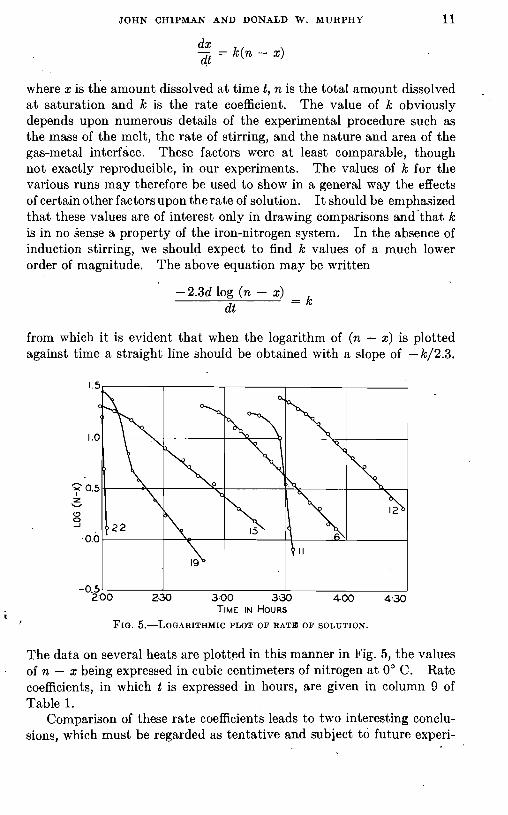
from which i t is evident that when the logarithm of (n - x) is plotted against time a straight line should be obtained with a slope of -k /2 .3 .
TIME IN HOURS 1
FIG. 5.-LOGARITHMIC PLOT OF RATE OF SOLUTION.
The data on several heats are plotted in this manner in Fig. 5, the values of n - x being expressed in cubic centimeters of nitrogen a t OD C. Rate coefficients, in which t is expressed in hours, are given in column 9 of Table 1.
Comparison of these rate coefficients leads to two interesting conclu- sions, which must be regarded as tentative and subject to future experi-
12 SOLUBILITY 0F.NITROGEN IN LIQUID IRON
mental verification, but which ultimately may be of the greatest importance in the control of nitrogen in steel manufacture. These tentative conclusions are: ,
1. The rate of solution of nitrogen in liquid iron is not appreciably affected by temperature, within the range of the present experiments.
2. The rate of solution is greatly affected by the presence of other elements, and small amounts of aluminum and silicon greatly increase the rate.
A simple method for determining the solubility of nitrogen in liquid iron has been devised. The solubility, a t approximately 740 mm. pressure, was found to be 0.039 per cent just above the melting point and 0.042 per cent a t 1760' C. (3200' F.).
Within the limits of experimental error, the solubility is not affected by 0.15 per cent aluminum or by 0.70 per cent silicon.
The rate of solution of nitrogen in liquid iron is not greatly affected by temperature. The presence of aluminum or silicon in3 the melt exerts a very great influence upon the rate of solution, the rate coefficient being increased tenfold to twentyfold in two experiments in which these elements were present.


















