Software Error Compensation of Rapid Prototyping (RP)
29
Software Error Compensation of Rapid Prototyping (RP) Kun Tong, Sanjay Joshi, Amine Lehtihet Department of Industrial and Manufacturing Engineering The Penn State University DIMACS CAD/CAM Workshop Rutgers University, October 8, 2003
description
Software Error Compensation of Rapid Prototyping (RP). Kun Tong, Sanjay Joshi, Amine Lehtihet Department of Industrial and Manufacturing Engineering The Penn State University DIMACS CAD/CAM Workshop Rutgers University, October 8, 2003. Rapid Prototyping (RP). - PowerPoint PPT Presentation
Transcript of Software Error Compensation of Rapid Prototyping (RP)

Software Error Compensation of Rapid Prototyping (RP)
Kun Tong, Sanjay Joshi, Amine LehtihetDepartment of Industrial and Manufacturing Engineering
The Penn State University
DIMACS CAD/CAM WorkshopRutgers University, October 8, 2003

Rapid Prototyping (RP) A fabrication method in which parts are built by depositing material
layer by layer under computer control.
Stereolithography Apparatus (SLA)CADModel
Slices
STL file(A triangular approximation of the 3D surface geometry.)

Dimensional Accuracy
Main Error Sources in RP Processes: Positioning error of the tool tips (the laser beam focus or
the depositing nozzle) Material shrinkage/expansion due to physical or chemical
changes during prototyping CAD model STL file approximation error Staircase Effect due to finite layer thickness …
Dimensional Accuracy: SLA 250 machine: 0.002 inch/inch (Lynn (2000)) FDM 3000 machine: “Overall tolerance is ± 0.005 inch
in the X, Y, and Z axes.”

Accuracy Studies for RP Focused on different aspects of process planning for RP
STL File Correction Algorithms (van Niekerk (2000)) Slicing Algorithms (Kulkarni (1996), Tata (1998)) Tool Path Planning (Wah (2001)) Support Structure Generation Methods Parametric Tuning (Lynn(1999), Onuh(2000), Zhou(2000)) Build Orientation Optimization (Alexander(1998), Nee(2001)…)
Limitation: The best-tuned system still has considerable systematic error.

Software Error Compensation
Nominal Position (x, y, z)
Actual Position (x+dx, y+dy, z+dz)
RP working envelope
Volumetric Error
x
yz
dxdy
dz
Compensated Input (x-dx, y-dy, z-dz)
Error Compensation: To cancel the effect of an error without removing the error source.
Very little work has been done on error compensation of RP.

Software Error Compensation Approach
This concept has been applied to Coordinate Measuring Machines (CMM) and machine tool systems.
Three-step procedure: Build a Mathematical Machine Error Model
—to write the components of the volumetric error (dx, dy, dz) as functions of the coordinates x, y and z.
Develop a method of measurement to determine the coefficients in the model.
Implement the error model in the machine control for compensation.

How to Build the RP Error Model?
Mechanistic Model or Statistical Model? RP machine is a complex system. It is very hard, if not
impossible, to build a mechanistic model. Statistical model will introduce a lot of predictors which
might not be significant and have no physical meaning.
Solution: Build an approximated mechanistic model using the Parametric Errors Functions and Rigid Body Kinematics as used for Coordinate Measuring Machines or Machine Tool Systems.

Coordinate Measuring Machine (CMM)
CMM
X
YZ
Nominal Actual

18 Parametric Errors (Geometric Errors)
Axis X Y Z Scale Error
x(x) y(y)
z(z) Translational
Error Straightness
Error
y(x)
z(x)
x(y)
z(y)
x(z)
y(z) Roll
x(x) y(y)
z(z) Pitch
y(x) z(y)
x(z)
Rotational Error Yaw
z(x) x(y)
y(z)
Squareness Error Y-X: xy Z-X: zx Z-Y: zy
The 6 parametric errors of each axis are only functions of the coordinates in that axis.

CMM Machine Error Model Using Rigid Body Kinematics and Homogeneous Transfer
Matrix, we can write the machine error model:
xzxyzyxxX yzxxxp xyyyzy zyxtyz )()()()(
yzxzzyxyY xxyyyp yxxxz zyxt )()()(
zzxzzzp txyzyxzZ
x y z are unrepeatable errors. tx ty tz are the tool tip offset
(Xp, Yp, Zp): actual position of the probe (x, y, z): nominal position

RP “virtual” Parametric Errors Besides the geometric errors of the three axes, material
volume change during prototyping is also a major error source.
Assumption: all errors in the RP process can be mapped into the 18 “virtual” parametric errors. Then rigid body kinematics is used to write the error model.
SLA 250 machine error model:
xyzzxxxp zzzxyzyxxX
yxzyyyp zzzxzyxyY
zxxyzzzp zxy)z(xzyxzZ
14 “virtual” parametric errors show up in the model.

Polynomial Parametric Error Functions 3rd order Legendre Polynomials are used to approximate the
parametric error functions.
For example:
Totally, 143=42 unknown coefficients need to be determined for the error model of SLA machine.
))35(21()
23()( 3
32
21 xxaxaxaxx

Estimate the Coefficients Using Artifact
169 cylinders: 8 inch (X) 8 inch (Y) 3.5 inch (Z)
A LINGO program is written to minimize the sum of squares of the residual errors:
169
1
2,
2,
2, )(
iiziyix

Prediction Using Error ModelResidual Errors of the Model
-4
-3
-2
-1
0
1
2
3
4
-4 -3 -2 -1 0 1 2 3 4
X coordinates (inch)
Y co
ordi
nate
s (in
ch)
UncompensatedPredicted Using Error ModelNorminal

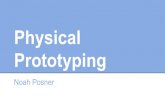
Volumetric Error Map of SLA 250 at a Fixed Z Height (Z = 1 inch)
-4 -3 -2 -1 0 1 2 3 4
-4
-2
0
24
0
0.002
0.004
0.006
0.008
0.01
0.012
0.014
0.016
0.018
Volu
met
ric E
rror
s (in
ch)
X Coordinates (inch)
Y Coordinates (inch)
3D Volumetric Error Map of SLA 250 @ Fixed Z Level (Z = 1 inch)

Software Error Compensation
CAD model STL File Slice File RP Machine Control File
Apply Compensation to all the vertices in STL file

ASCII STL File Format*********************************************************** solid PRT0002 facet normal 0.000000e+000 0.000000e+000 -1.000000e+000 outer loop vertex 1.000000e+001 7.500000e+000 0.000000e+000 vertex -1.000000e+001 -7.500000e+000 0.000000e+000 vertex -1.000000e+001 7.500000e+000 0.000000e+000 endloop endfacet ……… ……… facet normal -1.000000e+000 0.000000e+000 0.000000e+000 outer loop vertex -1.000000e+001 7.500000e+000 3.000000e+000 vertex -1.000000e+001 7.500000e+000 0.000000e+000 vertex -1.000000e+001 -7.500000e+000 0.000000e+000 endloop endfacet endsolid PRT0002 ***********************************************************

Compensation Test Part
Apply compensation to a test part with 49 cylinders of same diameter but at different locations from those in the 3D artifact.

Volumetric Errors Reduction by Software Error Compensation
-2.7-0.9
0.9
2.7-2.7 -1.8 -0.9 0 0.9 1.8 2.7
0
0.002
0.004
0.006
0.008
0.01
0.012
0.014
0.016
Volu
met
ric E
rror
s (in
ch)
X coordinates (inch)
Y coordinates (inch)
Volumetric Errors of 49 Test Points Before Compensation
-2.7-0.9
0.9
2.7-2.7 -1.8 -0.9 0 0.9 1.8 2.7
0
0.002
0.004
0.006
0.008
0.01
0.012
0.014
0.016
Volu
met
ric E
rror
s (in
ch)
X coordinates (inch)
Y coordinates (inch)
Volumetric Errors of 49 Test Points After Compensation
Before Compensation After Compensation
On average, volumetric errors are reduced to 35% of their original values.

Compensation to a Part with General Features

0.8750
0.8750
2.5000
2.9079
/0.3731/0.37820.3750
0.3709/0.37070.3750
/ 0.8746/0.8767
2.8712/2.8749
0.7445/0.7457
2.4925/2.4943
2.8994/2.9038
2.3724/2.37402.3750
0.2457/0.2459Ø0.2500
Ø0.5000
3.3716/3.3754
3.7463/3.7511
2.5000
0.8738/0.8754
7°
0.8750
Note: The three dimensions for each feature is Nominal / Uncompensated / Compensated .
0.2845 /0.2723/0.2710
/6.52.27/6.38.28
0.5007/0.5020Ø0.5000
2.4913/2.4972
0.4995/0.5081
14.58.40/15.01.1515°
0.5000
2.8750
3.3750
3.7500
0.4915/0.4922
0.8730/0.8747 Ø0.7500
-0.00360.0011
0.00190.0032
-0.0020-0.0003

Summary of Compensation Results The overall size and the feature positions on the part are
considerably improved.
Dimensions involving height in z direction such as depth of holes, or with the presence of staircase effect such as the sphere size, are not improved and in some cases may get worse. (Z quantization)
Cylindrical holes sizes are improved by a small amount and both uncompensated and compensated sizes are consistently smaller than their nominal values. (Triangulation Error)

“Z value quantization”—in Uncompensated Parts
Model Top Surface Slicing Planes Actual Surface
Uncompensated Model

“Z value quantization”—in Compensated Parts
Model Top Surface Slicing Planes Actual Surface
Compensated Model Multiple Layers

Eliminate Multiple Layers Phenomenon Algorithm:
Identify horizontal surfaces in the uncompensated part;
Apply z direction compensation to the vertices of each horizontal surface;
Average the z-coordinates of all vertices on a given horizontal surface and then move the entire horizontal surface up or down to the nearest adjacent layer.
Move corresponding vertices in the entire STL files to maintain connectivity.

Summary Software error compensation can help RP users
to achieve higher part accuracy without any hardware modification.
“Virtual” parametric error functions include all repeatable error sources present in the rapid prototyping process and can be thought of as a comprehensive evaluation criterion of RP machine accuracy.

Future Work(1)—Slice File Compensation
Apply Compensation
Apply Compensation
Slice 1
Slice N
Slice i

Future Work(2)— Design Problem of the 3D Artifact
How to choose the cylinder heights is an Design of Experiment (DOE) problem.

Design Criterion D-criterion
A D-optimal design is one in which the determinant of the moment matrix is maximized:
pNXX
M
Geometrically, with D-criterion, one tries to minimize the volume of the confidence region on the regression coefficient.
where X is the regression model matrix. N is the sample number. p is the number of coefficients.
Objective: Keep the same X and Y positions of the cylinders, to optimize the distribution of their heights.