Six Sigma: a literature review
18
Six Sigma: a literature review B. Tjahjono and P. Ball Manufacturing Department, School of Applied Sciences, Cranfield University, Cranfield, UK V.I. Vitanov Manufacturing Department, School of Applied Sciences, Cranfield University, Cranfield, UK and School of Engineering and Computer Sciences, Durham University, Durham, UK, and C. Scorzafave, J. Nogueira, J. Calleja, M. Minguet, L. Narasimha, A. Rivas, A. Srivastava, S. Srivastava and A. Yadav Manufacturing Department, School of Applied Sciences, Cranfield University, Cranfield, UK Abstract Purpose – The purpose of the work presented in this paper is to capture the current state of Six Sigma as well as to document the current practices of Six Sigma through a systematic literature review so as to extend and update the previous work of Brady and Allen. Design/methodology/approach – The approach to this paper is to answer the questions such as “what is Six Sigma?”, “what are the applications of the Six Sigma?”, “what are the main enablers and barriers to its application?” and “what are the emerging trends?” These questions are used to guide the search of papers from various publication databases even if it is expected that existing literature might not be sufficiently developed to translate each question directly into a finding. The literature is then analysed and the major emerging themes are presented. Findings – Seven key findings (topics on which the views of the authors converged) and two issues (topics on which authors had differing views) have been established. These include the interpretation of Six Sigma, tools and techniques, implementation of Six Sigma, benefits, adoption, enablers and links to other disciplines. Originality/value – The systematic literature review approach used in this paper allows emerging trends and issues in Six Sigma to be highlighted in a structured and thematic manner, enabling the future work to progress as Six Sigma continues to develop and evolve. The findings also open up new opportunities to apply Six Sigma in the fields that are not widely explored before for instance sustainability and product-service systems. Keywords Six Sigma, Production processes Paper type Literature review 1. Introduction Since the introduction of the initial six-step process by Motorola University Design for manufacturing training programme in 1988 (Watson and deYong, 2010), Six Sigma has evolved to become an extension to total quality management (TQM) (Green, 2006). As a project-driven management approach, the range of Six Sigma applications is also growing from reduction of defects in an organisation’s processes, products and services to become a business strategy that focuses on improving understanding of customer requirements, business productivity and financial performance (Kwak and Anbari, 2006). The current issue and full text archive of this journal is available at www.emeraldinsight.com/2040-4166.htm IJLSS 1,3 216 International Journal of Lean Six Sigma Vol. 1 No. 3, 2010 pp. 216-233 q Emerald Group Publishing Limited 2040-4166 DOI 10.1108/20401461011075017
Transcript of Six Sigma: a literature review

Six Sigma: a literature reviewB. Tjahjono and P. Ball
Manufacturing Department, School of Applied Sciences,Cranfield University, Cranfield, UK
V.I. VitanovManufacturing Department, School of Applied Sciences,
Cranfield University, Cranfield, UK andSchool of Engineering and Computer Sciences,
Durham University, Durham, UK, and
C. Scorzafave, J. Nogueira, J. Calleja, M. Minguet, L. Narasimha,A. Rivas, A. Srivastava, S. Srivastava and A. Yadav
Manufacturing Department, School of Applied Sciences,Cranfield University, Cranfield, UK
Abstract
Purpose – The purpose of the work presented in this paper is to capture the current state ofSix Sigma as well as to document the current practices of Six Sigma through a systematic literaturereview so as to extend and update the previous work of Brady and Allen.
Design/methodology/approach – The approach to this paper is to answer the questions such as“what is Six Sigma?”, “what are the applications of the Six Sigma?”, “what are the main enablers andbarriers to its application?” and “what are the emerging trends?” These questions are used to guide thesearch of papers from various publication databases even if it is expected that existing literature mightnot be sufficiently developed to translate each question directly into a finding. The literature is thenanalysed and the major emerging themes are presented.
Findings – Seven key findings (topics on which the views of the authors converged) and two issues(topics on which authors had differing views) have been established. These include the interpretationof Six Sigma, tools and techniques, implementation of Six Sigma, benefits, adoption, enablers and linksto other disciplines.
Originality/value – The systematic literature review approach used in this paper allows emergingtrends and issues in Six Sigma to be highlighted in a structured and thematic manner, enabling thefuture work to progress as Six Sigma continues to develop and evolve. The findings also open up newopportunities to apply Six Sigma in the fields that are not widely explored before for instancesustainability and product-service systems.
Keywords Six Sigma, Production processes
Paper type Literature review
1. IntroductionSince the introduction of the initial six-step process by Motorola University Designfor manufacturing training programme in 1988 (Watson and deYong, 2010), Six Sigmahas evolved to become an extension to total quality management (TQM) (Green, 2006).As a project-driven management approach, the range of Six Sigma applications is alsogrowing from reduction of defects in an organisation’s processes, products and services tobecome a business strategy that focuses on improving understanding of customerrequirements, business productivity and financial performance (Kwak and Anbari, 2006).
The current issue and full text archive of this journal is available at
www.emeraldinsight.com/2040-4166.htm
IJLSS1,3
216
International Journal of Lean SixSigmaVol. 1 No. 3, 2010pp. 216-233q Emerald Group Publishing Limited2040-4166DOI 10.1108/20401461011075017

Six Sigma has branched out initially from the electronics industries (e.g. Motorola andTexas Instruments) to many other sectors. In the last two decades, this growth has becomemore prevalent as Six Sigma principles have also been implemented in service industriesin the context of supply chain (Arnheiter and Maleyeff, 2005; Wei et al., 2010), as well ashospitals (Sehwail and DeYong, 2003; van den Heuvel et al., 2005), local government(Furterer and Elshennawy, 2005) and public sectors (Patel and Zu, 2009; Kumar and Bauer,2010).
The purpose of this paper is therefore to capture the state of the art within theSix Sigma philosophy as well as to document notable development of practicesthrough a systematic literature review. The methodology includes targeting relevantpublications databases, searching these using a wide range of keywords and phrasesassociated with Six Sigma and then reviewing each paper identified. The outcome ofthese reviews was the extraction of a set of key findings, compiled and grouped bytopics.
2. Research programme2.1 Scope and research questionsThis review of literature, to a large extent, aims to extend the work of Brady and Allen(2006) who incorporated Six Sigma publications from 1990 to 2003 and complementtheir findings. For this reason, the systematic literature review in this paper considers adefined time frame from 2004 to 2009. To provide a global vision of the subject matter,the scope of this work is not limited in terms of the industrial sectors considered butonly in terms of the type of sources used, i.e. from journal publications from establisheddatabases.
The initial approach to this research was to answer the following questions:
RQ1. What is Six Sigma?
RQ2. What are the applications of the Six Sigma?
RQ3. What are the main enablers and barriers to its application?
RQ4. What are the emerging trends?
The purpose of these questions was to guide the search even if it was expected thatexisting literature might not be sufficiently developed to translate each questiondirectly into a finding.
2.2 Search strategyThe search strategy was developed by first identifying the relevant data sources andkeywords. The databases included Scopus, ABI/Inform, IEEE Xplore and Emerald.The time frame was chosen initially to include only the literature published between2004 and 2009, however, as the research progressed, this was extended as a result ofcross citations to include papers from 2000.
The search is set out by choosing a set of keywords and possible combinations thatcould be significant to Six Sigma. The concept of Six Sigma embraces a very wide rangeof aspects and so a considerable number of search strings were deemed necessary. Thesecaptured all the aspects that characterise Six Sigma, such as definition, methodology,techniques, tools, implementation, enablers and issues. Keywords related to other
Six Sigma:a literature
review
217

important concepts to analyse possible connections were also used. Examples of theseinclude lean, supply chain management, process management and sustainability.
Table I shows the number of items associated with some of the search strings used.It shows the publications related to the implementation of Six Sigma, the associatedtools and techniques and the design, measure, analyse, improve, control (DMAIC)methodology. Also quite developed in literature is the topic of “lean and Six Sigma”.Perhaps, surprisingly, the keywords “Six Sigma þ sustainability” only retrieved 12,although the concept of sustainable production was presented almost 30 years ago(Miron and Skarke, 1981).
The main exclusion criterion in this search was to take into account only papersfocused primarily on Six Sigma, ignoring consequently the ones that cited it asmethodology used but did not go in depth in the dissertation about it.
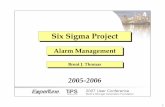
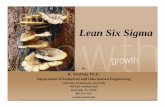
2.3 Results and analysisThe search strategy initially identified 210 publications. However, each work waschecked by first reading the abstracts so that those that appeared to be outside thescope of the review, because of the vagueness and lack of detail for instance, wereexcluded. Following the screening, the papers were reduced to 167 as a result frommore thorough examination to derive the main contents. By analysing the authorshipsof those papers (Figures 1 and 2) it can be seen how the interest is roughly equallydistributed between industry and academia, and how the applications of Six Sigma inthe service sector are becoming more prevalent. After this step, 76 publications wereidentified as being available and suitable for the present work and an analysis wasconducted on these particular papers because of the higher level of detail offeredcompared to the rest of the papers. The results of these search help provide thefollowing series of key findings.
3. Generation of key findingsThe literature review established seven key findings (topics on which the views of theauthors converged) and two principal issues (topics on which authors had differingviews). This section presents each of them.
3.1 Definition of Six SigmaFrom the various definitions found in the reviewed publications, it was possible toidentify at least four streams of thought of Six Sigma.
Keywords Journal papers (Scopus þ ABI)
S1 Six Sigma þ definition 12 þ 14S2 Six Sigma þ implementation 114 þ 100S3 DMAIC 83 þ 56S4 DFSS 46 þ 19S5 Six Sigma þ tools or techniques 207 þ 145S6 Six Sigma þ simulation 30 þ 12S7 Six Sigma þ sustainability 7 þ 5S8 Six Sigma þ TQM 27 þ 55S9 Six Sigma þ lean 108 þ 123S10 Six Sigma þ supply chain 18 þ 16
Table I.Keywords search results
IJLSS1,3
218

The first stream defines Six Sigma as a set of statistical tools adopted within thequality management to construct a framework for process improvement (Goh and Xie,2004; McAdam and Evans, 2004). The objective is to enhance the Six Sigma level ofperformance measures referred to as the critical to quality (CTQ) which reflects thecustomer requirements through a group of tools for the analysis of the data. Statisticaltools identify the main quality indicator which is the parts per million (PPM) ofnon-conforming products (Mitra, 2004). Achieving a Six Sigma level means having aprocess that generates outputs with ,3.4 defective PPM (Coleman, 2008; Anand et al.,2007). Here, Six Sigma is recognised as a problem-solving method that uses quality andstatistical tools for basic process improvements but not necessarily a comprehensivemanagement system.
The second stream defines Six Sigma as an operational philosophy of managementwhich can be shared beneficially by customers, shareholders, employees and suppliers(Chakrabarty and Tan, 2007). Thanks to its flexibility, Six Sigma application is notlimited only to manufacturing but can be extended to the whole supply chain whichincludes the provision of services. It is, according to Yang et al. (2007), useful to enforce
Figure 2.Percentage of articles
focused on manufacturingand services
100
80
60
40
20
02004 2005 2006 2007 2008 2009
% Service
% Manufacturing
Figure 1.Number of articles
and their authorship
60
50
40
Num
ber
of a
rtic
les
30
20
10
02004 2005 2006 2007 2008 2009
Year
Industrial
Academic
Six Sigma:a literature
review
219

a more disciplined approach towards supply chain projects to define and execute themmore rigorously. Six Sigma is also defined as a multifaceted, customer-oriented,structured, systematic, proactive and quantitative philosophical approach for businessimprovement to increase quality, speed up the deliveries and reduce costs (Mahantiand Antony, 2005).
The third stream defines Six Sigma as a business culture. This stream argues that thesuccess of Six Sigma does not rely only on statistical tools and techniques but also on thecommitment of the top management to guarantee the involvement of the employees inthe organisation. Markarian (2004) considers Six Sigma as a rigorous top-downmethodology which demands detailed analysis, fact-based decisions and a control planto ensure ongoing quality control of a process. This organisational aspect is also shownin the work of Pheng and Hui (2004), who define Six Sigma as a “cultural and belief”system which guides the organisation in repositioning itself towards world-classbusiness performance by enhancing factual decision making. Similar definition is givenby Schroeder et al. (2008) who consider Six Sigma as an organised structure usingprocess improvement specialists with the aim of achieving strategic objectives.
The fourth definition refers Six Sigma as an analysis methodology that usesthe scientific methods. Banuelas and Antony (2004) and Thawani (2004) consider it asa well-structured continuous improvement methodology to reduce process variabilityand remove waste within the business processes. Black and Revere (2006) supportthis by claiming Six Sigma as a popular and widely used quality improvementmethodology. Kumar et al. (2007) argue that Six Sigma is an extension to qualityimprovement initiatives such as the TQM because of the similarities between theSix Sigma method of DMAIC and the Deming’s plan, do, check and act. Using theDMAIC method sequentially can help integrate human aspects (culture change,training and customer focus) and process aspects (process stability and capability,variation reduction) within the Six Sigma implementation (Antony et al., 2005b):
Finding 1. Four interpretations of Six Sigma have been identified in the literatureas a set of statistical tools, an operational philosophy of management,a business culture and an analysis methodology that uses the scientificmethods, although the streams are not mutually exclusive but instead,overlapping.
3.2 Six Sigma implementationAl-Mishari and Suliman (2008) suggest three possible “on-ramps” or approaches anorganisation can take to implement Six Sigma. The first is through a businesstransformation approach where an organisation undergoes complete change to convertits traditional method of working in order to regain lost customers or to overcome theheavy losses. The second is the strategic improvement approach limited to one or twocritical business needs focusing on major opportunities and weaknesses. The third is aproblem-solving approach which focuses only on persistent problems.
In this respect, many of the publications suggest the DMAIC and the design forSix Sigma (DFSS) methods as the two most common methodologies to implementSix Sigma, although according to Edgeman and Dugan (2008), the main objectivesof the two techniques are quite different.
While DMAIC is a problem-solving method which aims at process improvement,DFSS is defined by Watson and deYong (2010) as “a process to define, design and
IJLSS1,3
220

deliver innovative products provide competitively attractive value to customers in amanner that achieves the critical-to-quality characteristics for all the significantfunctions”. It is therefore clear from this definition that DFSS is used in the context ofnew product development that focuses on quality from the very beginning (Edgemanand Dugan, 2008). To this end, Mader (2006) believed that companies with strongmarket growth and competitive position will be better off with DFSS (focusing onproduct development and innovation), whereas for companies with stagnant market orrelatively less competitive, DMAIC is generally a more favourable choice focusing oncost reduction, retrenchment or divestiture.
Deploying the two approaches in different parts of the business simultaneously ispossible, even if most of the publications reviewed presented the case studies based oneither of them. As a general trend, many organisations have now extended DMAIC toinclude DFSS (Mader, 2006). Possible reason is that many companies typically traintheir employees in DMAIC first then expand it to DFSS which is tailored to the contextof new product and/or service development. In this respect, Banuelas and Antony(2004) stated that in order to achieve the Six Sigma figure of 3.4 PPM of defects is toredesign products, key processes and services by means of DFSS. This argument is,however, debatable as no literature clearly accepts or rejects this hypothesis.Nonetheless, Edgeman and Dugan (2008) argue that both DMAIC and DFSS are firmlyrooted in the scientific method and are in many ways analogous to the familiarapproaches used either by the hypothesis testing or the iterative experimental design.
The literature further shows that there are several variations for DMAIC (even if itremains the most commonly adopted methodology) such as Project-DMAIC (P-DMAIC),Enterprise-DMAIC (E-DMAIC) and DMAIC Report (DMAICR). The differences aremostly in terms of the number and type of phases, rather than the tools used. DMAICR,for instance, adds the final step of “reporting the benefits of the re-engineered process”into DMAIC (Senapati, 2004). Numerous variations of DFSS also exist, for example,define measure analyse design verify (DMADV), design characterise optimiseverify (DCOV), identify design optimise validate, identify characterise optimizeverify and DMADV, but in this case, there are no significant differences amongst them.The selection of the methodology, in the end, depends on the specific requirements(Chakrabarty and Tan, 2007) and some companies implement Six Sigma not only at theproject level but also at the enterprise level (Ward et al., 2008). In these instances, eitherP-DMAIC or E-DMAIC approach is generally used (Breyfogle, 2008). Watson anddeYong (2010) provide a comprehensive chronological alternative approaches to DFSS:
Finding 2. Depending on the purpose, there are two principal methodologies inwhich Six Sigma can be implemented: DMAIC and DFSS. DMAIC isgenerally used for process improvement and DFSS for new developmentof product and services. Literature presents many variations of both.
3.3 Tools and techniques of Six SigmaMany tools and techniques that can be applied to Six Sigma projects are available bothin the literature and public domain (Halliday, 2005). Although most of these tools arealready well known and applied in other contexts, Six Sigma provides a customerfocused, well-defined methodology supported by a clear set of comprehensivetools for process improvement (van Iwaarden et al., 2008). Basic tools of DMAIC,typically used at the yellow-belt level of competence include flowcharts, check sheets,
Six Sigma:a literature
review
221

Pareto diagrams, cause/effect diagrams, scatter diagrams, histograms and statisticalprocess control (Ferrin et al., 2005). More advanced tools such as regressionanalysis (e.g. with indicator variables, curvilinear regression and logistic regression),hypothesis testing, control charts and design of experiments typically feature at theblack-belt level. This also means Six Sigma may be viewed as a combination ofexisting tools and techniques available well before Motorola developed this approach(van Iwaarden et al., 2008).
Tools are also available in various forms such as models, analysis templates andprocedures (de Koning and de Mast, 2006) and it is this wealth of techniques thatcomplicates the process, making the need of a robust set of what are essentialimprovement tools to be used within the DMAIC process more obvious (Brady andAllen, 2006). One important aspect to consider when embarking any Six Sigma projectis that tools will have to adapt and develop as the project matures. Often, simple toolsare enough to reduce the defects of a complex manufacturing system in the initial stages(Raja, 2006).
Even though tools and techniques vary, it is essential to apply the right tool in theright situation in order to achieve successful results. This perhaps justifies why it is acommon practice in the literature to catalogue the main tools within the five phases ofthe DMAIC approach. However, there is an absence of standardised decision proceduresto choose the most appropriate tools in a specific context (Hagemeyer et al., 2006;Kumar, S. et al., 2008; Williams, 2009; de Koning et al., 2008). Likewise, as put forwardby Brady and Allen (2006), finding literature that provides methods for specific projectsand the associated financial results is often difficult because of the confidentialityreasons.
Over the years, companies have included numerous tools into the Six Sigmaapproach to make them more effective and to eliminate possible gaps after itsapplication. Such toolsets include statistical and analytical tools both from industrialengineering and operations research fields (Bunce et al., 2008). In this instance, thesetools enrich the practical and industrial approach with a stronger theoretical basis toachieve a better equipment and resources utilisation (Maciel Junior et al., 2008).
The tools within the DFSS methodology are usually different from those of theDMAIC. Chakrabarty and Tan (2007) claim that DFSS typically includes innovationtools such as the theory of creative problem solving and axiomatic design whichDMAIC does not, although it could.
One notable observation during the review was the use of simulation techniqueswithin the “improve” phase. Although not part of the keyword search, the use ofsimulation is commonly referenced in the papers but does not consistently appear inthe tool categorisation lists. Simulation is one of the tools deserving special mentionas an emerging technique that can play an important role in Six Sigma initiativetoday and is considered by some authors, for example McCarthy and Stauffer (2001), tobe “vital to the long-term success of Six Sigma projects”. The evolution of computerhardware has enabled the use of powerful simulation packages for analyse andimprove stages, as it allows significant savings in the design of experiments phaseby testing solutions before implementation (Gladwin, 2003). Simulation has been verysuccessful on its own for the past 20 years but this tool was not seen as complementaryto Six Sigma and only few articles addressed the combination of such tool andmethodology. This is no longer the case today, and although still few, some authors
IJLSS1,3
222

such as McCarthy and Stauffer (2001) state in their text that Six Sigma has alreadydelivered significant results without the benefit of simulation but agree that simulationcould make Six Sigma even more successful in the coming years:
Finding 3. The literature provides a wealth variety of tools and techniques whichare often classified within the DMAIC approach but with little detail onspecific examples of their applications. Basic tools are often sufficientfor the initial improvements of most processes but the simulationtechniques open up a new and promising avenue to enhance the meritsalready achieved by Six Sigma.
Issue 1. The variety of tools available sometimes causes confusion as to whichtools work best for specific business requirements. Existing literaturealso categorises the Six Sigma tools based under DMAIC, however,alternative approaches such as DFSS, DCOV or DMADV lack thisclassification of tools.
3.4 Benefits of Six SigmaReduced costs, reduced project time, improved results and improved data integrity aresome of the benefits of Six Sigma suggested by Ferrin et al. (2005). In addition, theliterature tends to analyse the techniques used to optimise the process performance.The approach taken in many cases, e.g. by Lin et al. (2008) and Antony et al. (2005a), isto give the solutions and the methods built by Six Sigma to achieve sensibleimprovements, providing a learning process for managers in order to take a wide viewof the system and change effectively the business (Thawesaengskulthai and Tannock,2008). There are many benefits that can be derived from the adoption of Six Sigma.It could enhance product development cycles and process design, shorting product leadtimes by reducing the cycle time of the overall manufacturing process. Six Sigma canbe used to find and eliminate the root causes of the problem, so reducing the variabilityin the process in order to prevent defects.
There are also organisational implications. Indeed, Six Sigma methodologiesprovide guidelines which could help the workers understand how to carry out the joband train them to solve potential problems. As a consequence, they become more awareof the production process thereby improving their morale and reducing thehuman-related defects (Hong et al., 2007). With respect to the role of Six Sigma inreducing the defects, it has been demonstrated in several studies that the defect rate perunit is reduced after its implementation in manufacturing systems (Kumar et al., 2006).
The adoption of Six Sigma has improved both the efficiency of the line andthe production capability, including minimising waste such as reduced need forinspection, removed useless components and excessive movements and decreasedtime for repair (Oke, 2007). For this reason, Six Sigma can be used to build predictivemodels based on experiences gathered from earlier uncorrected measures to ensurea continuous improvement of the process ( Johnston et al., 2008). In recent years,knowledge management has contributed to facilitate the implementation of Six Sigmaand has emerged as a source of competitive advantage within the businesses(Gowen et al., 2008). Six Sigma is also recognised as a strategy that drives the culturalchange to improve profitability of the company increasing the benefits from savingsgenerated when the defect is detected at a very early stage (Antony et al., 2005a).
Six Sigma:a literature
review
223

However, van Iwaarden et al. (2008) state that the approach to Six Sigma variesbetween organisations because they integrate different techniques according to theirneeds, so there might be disagreement regarding the benefits as they depend on theindustry and even the country where Six Sigma is applied.
Six Sigma also helps improve the relationships outside and within the organisation(Kumar et al., 2006). It can strengthen the customer loyalty by satisfying their needsand expectations and it works as a direct link to company’s management which helpsestablish a common language from the board to the shop floor:
Finding 4. Six Sigma has many benefits and, unsurprisingly, the most frequentlycited are the reduction and prevention of defects which affect the qualityof both products and processes.
3.5 Six Sigma adoptionOver time, Six Sigma has developed and undergone significant changes. It initiallyapplied in the manufacturing sector but has now spanned over service and financialsectors (Aghili, 2009). Antony (2007) grouped these changes into three generations.The first generation of Six Sigma (1987-1994) was focused on reduction of defects andsaw success with Motorola. The second generation (1994-2000) was concentrated oncost reduction and was adopted by companies such as General Electric, Du Pont andHoneywell. The third generation (2000 onwards) is oriented to creating value for thecustomers and the enterprise itself and finds its application within companies likePosco and Samsung. This is more oriented to service and commercial businessprocesses including transactional systems quality, which takes into account deliverytimes, customer waiting time to receive services, inventory service levels, etc.
Although the application of Six Sigma in service sectors is growing, the majority ofthe publications reviewed discuss the implementation and the problems encounteredwithin the manufacturing sectors. Possible explanation of this is, according to Hensleyand Dobie (2005), the service sector is dealing with intangible entities such as customerservice, i.e. providing the assistance necessary to establish good relationships withthem and aiming at an efficient communication to meet their expectations, where thesuccess is more difficult to quantify. On the contrary, in the manufacturing sectorswhere an automatic data collection is used, for example in assembly lines, measuringthe impact of the quality control programme is much easier to do. Furthermore, largeorganisations tend to initially introduce Six Sigma in their manufacturing facilities.Only after enhancing their knowledge about the tools and techniques to adopt, theygradually spread it to the service operations.
Literature also shows there is a different level of interest shown in the Six Sigmaadoption not only in terms of type of operations (manufacturing or service) but also interms of company size. In particular, multinational companies are often reported tohave reaped the full benefits of Six Sigma. However, because of the project-basedapproach in DMAIC, small and medium enterprises (SMEs) should also benefit from it(Antony et al., 2005a).
It also emerged that many large companies, e.g. Xerox, Fidelity Investments,integrate Six Sigma with other techniques such as lean (Ranch, 2006; Hensley and Dobie,2005), quality management system (Morgan and Brennig, 2006) and Kaizen/continuousimprovement, e.g. Caterpillar (Haikonen et al., 2004). This shows how the availability ofresources can play an important role in successful adoption of Six Sigma that can be
IJLSS1,3
224

powerfully integrated other techniques to get optimum benefits out of it (Nonthaleerakand Hendry, 2008). Furthermore, Pantano et al. (2006) proposed the application ofSix Sigma in a cluster of small companies so that they can share their resources andachieve the needed level of inputs as possible solution to overcome the difficulties foundin the SMEs:
Finding 5. Six Sigma is very much in use within the manufacturing sector but isgrowing in the service sector. More research is required to understandSix Sigma adoption within the SMEs.
3.6 Enablers of Six SigmaThere is little evidence in the literature to highlight linkage between Six Sigma andorganisation culture despite their combinatorial significance in present daymanufacturing or service organisations (Davison and Shagana, 2007). However, soundsuccess of it is likely in the event of continuous refinement of culture in organisation(Kwak and Anbari, 2006). Lee-Mortimer (2007) observed a company-wide training topromote Six Sigma as a relevant tactic to combat initial reluctance towards culturalchange. He also suggested that reducing the levels in organisational structure may speedup the adoption of Six Sigma culture. Welch (2005) believed that it is necessary to makeSix Sigma a leadership tool for transformation that should permeate into all levels ofbusinesses. The effort required is to change the approach to the implementation ofSix Sigma projects from merely using a set of tools to the creation of a culture that shouldbe deeply embedded in every employee (Antony, 2004).
Involvement and commitment from top management is the prime enabler inincreasing level of a Six Sigma programme implementation (Chung et al., 2008).Furthermore, in order to facilitate the communication within the organisation and tosupport the implementation process, information technology (IT) and state of the artinformation systems infrastructure are fundamental. They continually enableintegration of complex tasks in obtaining feasible quality improvement solutions in ashort time frame (Hsieh et al., 2007). Thanks to an organised and systematic approach,the role of Six Sigma as a “managerial tool” for improving quality and productivity canbe extended to a “systemic tool” for quality and process control (Han et al., 2008).
It is important to note that Six Sigma does not provide a quick and easy solution toall types of manufacturing problems and the environment in which it is introduced(Lee-Mortimer, 2006). Furthermore, he also suggested that SME should graduallyadopt Six Sigma as it will help to evenly stretch their resources and capabilities to getthe most out of them. Regardless the size of the company, McAdam and Laffert (2004)agree that empowerment of people, involvement, motivation, effective communication,reward and recognition system play a critical role in the success of Six Sigmaimplementation. This can be achievable through a transformational leadership, whichis helpful in motivating employees to attain transcendental goals rather than their ownshort-term interests (Montes and Molina, 2006). This means adapting the strategydefinition, although the above-mentioned authors suggest there are few papers inliterature regarding the integration of Six Sigma perspective and practices intothe strategy formulation process even if it inherently is a concern for a successfulSix Sigma initiative.
The linkage between Six Sigma and organisation culture needs to be understood.Successfully enabling these factors, nurturing quality culture amongst workforce
Six Sigma:a literature
review
225

and taking concern for the issues expressed above, will shape improvements andincrease productivity, thereby making Six Sigma more pervasive and indispensable inboth manufacturing and service organisations:
Finding 6. Committed leadership of top management and fully fledged training arecrucial to the success of Six Sigma implementation. Blending ITexpertise with Six Sigma to propel improvements and plausiblesignificant savings are also important. Human resource functions needgood harmonisation with Six Sigma approach leading to a generalinvolvement within the organisation.
3.7 Links to other disciplinesThe pressure to remain competitive by providing a high-quality product to satisfy thecustomer requirements has led to a comprehensive analysis of quality, speed andagility within and outside the company boundaries. Existing literature explicitlyidentifies higher customer satisfaction as a significant benefit from the integration oflean and Six Sigma concepts (Thomas et al., 2009; Teresko, 2008) but it does not showconsensus about how to create such integration. The majority of the papers present theDMAIC approach as a roadmap and suggest to call on lean tools when appropriate tocarry out the two kinds of practices in parallel (Thomas et al., 2009; Proudlove et al.,2008; de Koning et al., 2008). In other cases, some authors identified the absence of asystemic methodology to merge the two concepts resulting in the implementation oflean and Six Sigma in sequence (Naslund, 2008; Shah et al., 2008). What is evident andcommon, however, is that the amalgamation of the two complementary techniques hasbrought significant benefits to the company performance.
Six Sigma has also been applied by Kumar et al. (2008) in the context of supplychain design. They used DMAIC approach to analyse mitigation of container securityrisk. Thanks to the Six Sigma process approach orientation, the supply chain can bemonitored and improved using the Six Sigma metrics. Those metrics create a commondenominator (defect per unit) for the analysis of all the systems on the same scale, fromproducts to processes (Dasgupta, 2003; Kumar et al., 2008).
As previously stated, there is a debate among the authors about the originality ofSix Sigma. Six Sigma offers a common metric to align and evaluate the performance ofall the functions within the organisation and gives a methodology to translate the TQMphilosophy into practices. Six Sigma also keeps the main principles of TQM such ascustomer focus (identified as CTQ in the “define” phase within DMAIC), employeeinvolvement (green belts and black belts team leaders who lead self-directed workteams are empowered to make changes), continuous improvement (the “control” phasewithin DMAIC), enlightened leadership (represented by the champion in Six Sigmateam) and fact-based decision making (Six Sigma is visibly data oriented) (Green, 2006;Black and Revere, 2006). There are many benefits applying both Six Sigma and TQMin complementary because in fact Six Sigma is the extension to TQM, in which theTQM philosophy is at the core of Six Sigma. As Andersson et al. (2006) put forward,Six Sigma is a structured methodology within the more general framework of TQMand it provides a series of concepts and tools that support the overall principles andaims of TQM.
The literature also demonstrates the link between Six Sigma and Kaizen (continuousimprovement) and defines a structure to improve the company performance using
IJLSS1,3
226

the DMAIC steps and making Six Sigma an ongoing effort (Savolainen and Haikonen,2007; Ehie and Sheu, 2005; Murugappan and Keeny, 2003). In fact, Kaizen tools are majortools in Six Sigma green belt project.
Not widely documented, however, is the relationship between the Six Sigma and theprocess management. Hammer (2002) recognises the standing alone as major limit ofSix Sigma and states that it should be more aligned with the enterprise and part of theprocess management in order to identify when the Six Sigma approach is not enoughand a radical re-engineering of the process is needed. Equally rarely reported is the linkbetween Six Sigma and sustainability. The first authors to study the topic ofsustainability in the production phase were Miron and Skarke (1981). The reason forthis was possibly because the concept of sustainability within Six Sigma is implicitlycontained within the control phase of the DMAIC. Further research might be needed toidentify possible benefits driven by Six Sigma in this promising field:
Finding 7. Six Sigma is a complementary approach to lean, an extension to TQMand is suitable to many applications thanks to its process-oriented view,brought together in a structured methodology to increase the systemperformance and to ensure a continuous improvement culture.
Issue 2. The key areas of connection between Six Sigma and sustainability aswell as the integration between Six Sigma and the enterprise processmanagement remain relatively unexplored.
4. ConclusionsIn recent years there has been a lot of interest in the application of Six Sigma principles.Numerous papers have been presented on this subject substantiating the importanceof adopting Six Sigma to improve process performance. This research is carried out toidentify the latest trends, various approaches, tools and techniques, benefits andcombinations of Six Sigma with other concepts by carrying out a systematic, thematicliterature review.
Although there is a considerable amount of publication about Six Sigma andtherefore a lot of different points of view, it is possible to identify four interpretationsof Six Sigma: a set of statistical tools, an operational philosophy of management, abusiness culture and an analysis methodology that uses the scientific methods, althoughthe streams are not mutually exclusive but instead, overlapping. The main goals ofSix Sigma, however, remain unchanged, i.e. improving efficiency, profitability andcapability in the process.
There are a large number of tools and techniques within Six Sigma. The varietyof tools, however, often causes confusion as to which tools work best for whatcircumstance of the businesses. A systematic way to guide the selection of these of toolsis desirable. Existing literature also traditionally categorises these Six Sigma toolsunder DMAIC but classification of tools under other alternative approaches such asDFSS, DCOV or DMADV is lacking. Possible explanation of this is that all these DFSStools are custom selected for a particular R&D process, industry and use, so a fixedformulation is not possible beyond a broad categorisation (Watson, 2005).
Another issue, as mentioned before, is to clarify the use of the statistical tools and tounderstand how the simulation can help in the proactive analysis of the systems.Simulation techniques have been identified as one of the promising ones.
Six Sigma:a literature
review
227

The main enabler for Six Sigma implementation is the top management commitmentthat can promote an effective company-wide training to let all the employees beinvolved in the project.
The initial methodology of Six Sigma was focused on process improvement andaccordingly DMAIC approach was universally adopted, but as time progressed,the need of implementing Six Sigma at design stage of product (or process) was feltcrucial and hence the concept of DFSS was developed. Several slightly differentvariations of the aforementioned approaches are available in the literature.
Despite the increased number of papers discussing the adoption of Six Sigma in theservice sector in the last few years, the detailed implementation in SMEs was notwidely reported in the academic literature, with the exception of, e.g. Antony et al.(2005a) and Nonthaleerak and Hendry (2008).
The literature also supports the view that by adopting Six Sigma the variability in aprocess will be reduced. In addition to the direct savings which are achieved byimproved quality and reduced scrap, the organisation can also be benefited from theindirect savings such as in lower rework cost, minimum product recalls, low warrantyliabilities, higher customer satisfaction and brand loyalty.
These findings support the view that despite Six Sigma is considered as a fullydeveloped methodology, further research is needed to establish a more systematicapproach to help companies, especially SMEs, embark on Six Sigma projects. Althoughthe general approach is quite well known and largely applied in large manufacturingorganisations, further work is required to investigate implementation of Six Sigma inthe service sector as well as in smaller companies.
This paper has extended the work of Brady and Allen (2006). The findings andissues have provided new insights to take Six Sigma to the next level. This work alsocontributes the theoretical platform enabling deeper analyses to be carried out on thehighlighted fields. As Six Sigma continues to develop and evolve, this type of workshould also carry on.
As for the future work, the key findings and issues arising from the evidence gainedin the literature need to be further validated, in particular, confirmation of the possiblelink between Six Sigma and other concepts such as sustainability and the emergingbusiness model of product service systems (Baines et al., 2009). How Six Sigma can beused to facilitate manufacturing organisations to shift from selling product only toselling integrated product and services, for example, is yet to be explored. The authorsare mindful that Six Sigma principles and theories were not developed solely in theacademic journals, but instead progressed out of the practitioners. The role ofacademics in this respect is to underpin these developments with a theoretical basis.
References
Aghili, S. (2009), “A Six Sigma approach to internal audits”, Strategic Finance, Vol. 90 No. 8,pp. 38-43.
Al-Mishari, S.T. and Suliman, S. (2008), “Integrating Six-Sigma with other reliability improvementmethods in equipment reliability and maintenance applications”, Journal of Quality inMaintenance Engineering, Vol. 14 No. 1, pp. 59-70.
Anand, R.B., Shukla, S.K., Ghorpade, A., Tiwari, M.K. and Shankar, R. (2007), “Six Sigma-basedapproach to optimise deep drawing operation variables”, International Journal ofProduction Research, Vol. 45 No. 10, pp. 2365-85.
IJLSS1,3
228

Andersson, R., Eriksson, H. and Torstensson, H. (2006), “Similarities and differences betweenTQM, Six Sigma and lean”, TQM Magazine, Vol. 18 No. 3, pp. 282-96.
Antony, J. (2004), “Some pros and cons of Six Sigma: an academic perspective”, TQMMagazine,Vol. 16 No. 4, pp. 303-6.
Antony, J. (2007), “Is Six Sigma a management fad or fact?”, Assembly Automation, Vol. 27 No. 1,pp. 17-19.
Antony, J., Kumar, M. and Madu, C.N. (2005a), “Six Sigma in small and medium sized UKmanufacturing enterprises”, International Journal of Quality & Reliability Management,Vol. 22 No. 8, pp. 860-74.
Antony, J., Kumar, M. and Tiwari, M.K. (2005b), “An application of Six Sigma methodology toreduce the engine-overheating problem in an automotive company”, Proceedings of theInstitution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, Vol. 219No. 8, pp. 633-46.
Arnheiter, E.D. and Maleyeff, J. (2005), “The integration of lean management and Six Sigma”,TQM Magazine, Vol. 17 No. 1, pp. 5-18.
Baines, T.S., Lightfoot, H.W., Benedettini, O. and Kay, J.M. (2009), “The servitization ofmanufacturing: a review of literature and reflection on future challenges”, Journal ofManufacturing Technology Management, Vol. 20 No. 5, pp. 547-67.
Banuelas, R. and Antony, J. (2004), “Six Sigma or design for Six Sigma”, TQMMagazine, Vol. 16No. 4, pp. 250-63.
Black, K. and Revere, L. (2006), “Six Sigma arises from the ashes of TQM with a twist”,International Journal of Health Care Quality Assurance, Vol. 19 No. 3, pp. 259-66.
Brady, J.E. and Allen, T.T. (2006), “Six Sigma literature: a review and agenda for futureresearch”, Quality & Reliability Engineering International, Vol. 22, pp. 335-67.
Breyfogle, F.W. III (2008), “Better fostering innovation: 9 steps that improve lean Six Sigma”,Business Performance Management Magazine, Vol. 6 No. 3, pp. 16-20.
Bunce, M.M., Wang, L. and Bidanda, B. (2008), “Leveraging Six Sigma with industrialengineering tools ins crateless retort production”, International Journal of ProductionResearch, Vol. 46 No. 23, pp. 6701-19.
Chakrabarty, A. and Tan, K.C. (2007), “The current state of Six Sigma application in services”,Managing Service Quality, Vol. 17 No. 2, pp. 194-208.
Chung, Y.C., Hsu, Y.W. and Tsai, C.H. (2008), “An empirical study on the correlation betweencritical DFSS success factors, DFSS implementation activity levels and businesscompetitive advantages in Taiwan’s high-tech manufacturers”, Total QualityManagement, Vol. 19 No. 6, pp. 595-607.
Coleman, S. (2008), “Six Sigma: an opportunity for statistics and for statisticians”, Significance,Vol. 5 No. 2, pp. 94-6.
Dasgupta, T. (2003), “Using the Six-Sigma metric to measure and improve the performance of asupply chain”, Total Quality Management & Business Excellence, Vol. 14 No. 3, pp. 355-66.
Davison, L. and Shaghana, K. (2007), “The link between Six Sigma and quality culture: anempirical study”, Total Quality Management, Vol. 18 No. 3, pp. 249-65.
de Koning, H. and de Mast, J. (2006), “A rational reconstruction of Six-Sigma’s breakthroughcookbook”, International Journal of Quality & Reliability Management, Vol. 23 No. 7,pp. 766-87.
de Koning, H., de Mast, J., Does, R.J.M.M., Vermaat, T. and Simons, S. (2008), “Generic leanSix Sigma project definitions in financial services”, Quality Management Journal, Vol. 15No. 4, pp. 32-45.
Six Sigma:a literature
review
229

Edgeman, R.L. and Dugan, J.P. (2008), “Six Sigma from products to pollution to people”,Total Quality Management, Vol. 19 Nos 1-2, pp. 1-9.
Ehie, I. and Sheu, C. (2005), “Integrating Six Sigma and theory of constraints for continuousimprovement: a case study”, Journal of Manufacturing Technology Management, Vol. 16No. 5, pp. 542-53.
Ferrin, D., Miller, M. and Muthler, D. (2005), “Lean sigma and simulation, so what’s thecorrelation? V2”, Proceedings of the 2005 Winter Simulation Conference, Orlando, FL,4-7 December, pp. 2011-15.
Furterer, S. and Elshennawy, A.K. (2005), “Implementation of TQM and lean Six Sigma tools inlocal government: a framework and a case study”, Total Quality Management & BusinessExcellence, Vol. 16 No. 10, pp. 1179-91.
Gladwin, B. (2003), “Six Sigma & simulation”, Promodel White Paper, available at: www.hearne.com.au/attachments/White%20Paper_Simulation%20Enhances%20Six%20Sigma.pdf(accessed 2 June 2010).
Goh, T.N. and Xie, M. (2004), “Improving on the Six Sigma paradigm”, TQM Magazine, Vol. 16No. 4, pp. 235-40.
Gowen, C.R. III, Stock, G.N. and McFadden, K.L. (2008), “Simultaneous implementation ofSix Sigma and knowledge management in hospitals”, International Journal of ProductionResearch, Vol. 46 No. 23, pp. 6781-95.
Green, F.B. (2006), “Six-Sigma and the revival of TQM”, Total Quality Management & BusinessExcellence, Vol. 17 No. 10, pp. 1281-6.
Hagemeyer, C., Gershenson, J.K. and Johnson, D.M. (2006), “Classification and applicationof problem solving quality tools”, TQM Magazine, Vol. 18 No. 5, pp. 455-83.
Haikonen, A., Savolainen, T. and Jarvinen, P. (2004), “Exploring Six Sigma and CI capabilitydevelopment: preliminary case study findings on management role”, Journal ofManufacturing Technology Management, Vol. 15 No. 4, pp. 369-78.
Halliday, S. (2005), “Application of tools in Six Sigma”, available at: www.wdpc.co.uk/articles/tools6sig.pdf (accessed 25 November 2009).
Hammer, M. (2002), “Process management and the future of Six Sigma”, MIT Sloan ManagementReview, Vol. 43 No. 2, pp. 26-32.
Han, H.S., Chae, M.J., Im, K.S. and Ryu, H.D. (2008), “Six Sigma-based approach to improveperformance in construction operations”, Journal of Management in Engineering, Vol. 24No. 1, pp. 21-31.
Hensley, R.L. and Dobie, K. (2005), “Assessing readiness for Six Sigma in a service setting”,Managing Service Quality, Vol. 15 No. 1, pp. 82-101.
Hong, K., Nagarajah, R., Iovenitti, P. and Dunn, M. (2007), “A sociotechnical approach toachieve zero defect manufacturing of complex manual assemblies”, Human Factors andErgonomics in Manufacturing, Vol. 17 No. 2, pp. 137-48.
Hsieh, C.T., Lin, B. and Manduca, B. (2007), “Information technology and Six Sigmaimplementation”, Journal of Computer Information Systems, Vol. 47 No. 4, pp. 1-10.
Johnston, A.B., Maguire, L.P. and McGinnity, T.M. (2008), “Disentangling causal relationshipsof a manufacturing process using genetic algorithms and Six-Sigma techniques”,International Journal of Production Research, Vol. 46 No. 22, pp. 6251-68.
Kumar, M., Antony, J., Antony, F.J. and Madu, C.N. (2006), “Winning customer loyalty inan automotive company through Six Sigma: a case study”, Quality Reliability EngineeringInternational, Vol. 23, pp. 849-66.
IJLSS1,3
230

Kumar, M., Antony, J., Madu, C.N., Montgomery, D.C. and Park, S.H. (2008), “Common myths ofSix Sigma demystified”, International Journal of Quality & Reliability Management, Vol. 25No. 8, pp. 878-95.
Kumar, S. and Bauer, K.F. (2010), “Exploring the use of lean thinking and Six Sigma in publichousing authorities”, Quality Management Journal, Vol. 17 No. 1.
Kumar, S., Jensen, H. and Menge, H. (2008), “Analyzing mitigation of container security riskusing Six Sigma DMAIC approach in supply chain design”, Transportation Journal, Vol. 47No. 2, pp. 54-67.
Kumar, U.D., Nowicki, D., Ramirez-Marquez, J.R. and Verma, D. (2007), “On the optimal selectionof process alternatives in a Six Sigma implementation”, International Journal ofProduction Economics, Vol. 111, pp. 456-67.
Kwak, Y.H. and Anbari, F.T. (2006), “Benefits, obstacles and future of Six Sigma approach”,Technovation, Vol. 26 Nos 5-6, pp. 708-15.
Lee-Mortimer, A. (2006), “Six Sigma: a vita improvement approach when applied to the rightproblems, in the right environment”, Assembly Automation, Vol. 26 No. 1, pp. 10-17.
Lee-Mortimer, A. (2007), “Leading UK manufacturer probes the potential of Six Sigma”,Assembly Automation, Vol. 27 No. 4, pp. 302-8.
Lin, L.C., Li, T.S. and Kiang, J.P. (2008), “A continual improvement framework with integrationof CMMI and Six-Sigma model for auto industry”, Quality & Reliability EngineeringInternational, Vol. 25 No. 5, pp. 551-69.
McAdam, R. and Evans, A. (2004), “Challenges to Six Sigma in a high technology massmanufacturing environments”, Total Quality Management, Vol. 15 Nos 5-6, pp. 699-706.
McAdam, R. and Laffert, B. (2004), “A multilevel case study critique of Six Sigma: statisticalcontrol or strategic change?”, International Journal of Operations & ProductionManagement, Vol. 24 Nos 5-6, pp. 530-49.
McCarthy, B. and Stauffer, R. (2001), “Enhancing Six Sigma through simulation with iGrafxprocess for Six Sigma”, Proceedings of the 2001 Winter Simulation Conference, 2,9-12 December 2001, Arlington, VA, pp. 1241-7.
Maciel Junior, H., Batista Turrioni, J., Cesar Rosati, A., Garcia Neto, D., Kenji Goto, F.,Fujioka Mologni, J. and Machado Fernandes, M. (2008), “Application of design forSix Sigma (DFSS) on an automotive technology development process”, SAE Technicalpaper series, SAE International, Warrendale, PA.
Mader, D.P. (2006), “Deploying the ‘D’ in DFSS”, Quality Progress, Vol. 39 No. 7, pp. 73-4.
Mahanti, R. and Antony, J. (2005), “Confluence of Six Sigma, simulation and softwaredevelopment”, Managerial Auditing Journal, Vol. 20 No. 7, pp. 739-62.
Markarian, J. (2004), “What is Six Sigma?”, Reinforced Plastics, July-August, pp. 46-9.
Miron, J.R. and Skarke, P. (1981), “Non-price information and price sustainability in theKoopmanns-Beckmann problem”, Journal of Regional Science, Vol. 21 No. 1, pp. 117-22.
Mitra, A. (2004), “Six Sigma education: a critical role for academia”, TQMmagazine, Vol. 16 No. 4,pp. 293-302.
Montes, F.J.L. and Molina, L.M. (2006), “Six Sigma and management theory: processes, contentand effectiveness”, Total Quality Management, Vol. 17 No. 4, pp. 485-506.
Morgan, J. and Brennig, M.J. (2006), “Six Sigma and the future of quality”, Management Services,Vol. 50 No. 2, pp. 46-7.
Murugappan, M. and Keeny, G. (2003), “Blending CMM and Six Sigma to meet business goals”,IEEE Software, Vol. 20 No. 2, pp. 42-8.
Six Sigma:a literature
review
231

Naslund, D. (2008), “Lean, Six Sigma and lean sigma: fads or real process improvementmethods?”, Business Process Management Journal, Vol. 14 No. 3, pp. 269-87.
Nonthaleerak, P. and Hendry, L. (2008), “Exploring the Six Sigma phenomenon using multiplecase study evidence”, International Journal of Operations & Production Management,Vol. 28 No. 3, pp. 279-303.
Oke, S.A. (2007), “Six Sigma: a literature review”, South African Journal of IndustrialEngineering, Vol. 18 No. 2, pp. 109-29.
Pantano, V., Kane, P.O. and Smith, K. (2006), “Cluster-based Six Sigma deployment in small andmedium sized enterprises”, Management of Innovation and Technology, Vol. 2, pp. 788-92.
Patel, S.C. and Zu, X. (2009), “E-government application development using the Six Sigmaapproach”, Electronic Government: an International Journal, Vol. 6 No. 3, pp. 295-306.
Pheng, L.S. and Hui, M.S. (2004), “Implementing and applying Six Sigma in construction”,Journal of Construction Engineering and Management, Vol. 130 No. 4, pp. 482-9.
Proudlove, N., Moxham, C. and Boaden, R. (2008), “Lessons for lean in healthcare from usingSix Sigma in the NHS”, Public Money & Management, Vol. 28 No. 1, pp. 27-34.
Raja, A. (2006), “Simple tools for complex systems”, Quality Progress, Vol. 39 No. 6, pp. 40-4.
Ranch, H. (2006), “Xerox find the right tool for tracking continuous improvement”,Manufacturing Business Technology, Vol. 24 No. 2, pp. 42-5.
Savolainen, T. and Haikonen, A. (2007), “Dynamics of organizational learning and continuousimprovement in Six Sigma implementation”, TQM Magazine, Vol. 19 No. 1, pp. 6-17.
Schroeder, R.G., Linderman, K., Liedtke, C. and Choo, A.S. (2008), “Six Sigma: definition andunderlying theory”, Journal of operations management, Vol. 26, pp. 536-54.
Sehwail, L. and DeYong, C. (2003), “Six Sigma in health care”, Leadership in Health Services,Vol. 16 No. 4, pp. 1-5.
Senapati, N.R. (2004), “Quality and reliability corner: Six Sigma: myths and realities”,International Journal of Quality & Reliability Management, Vol. 21 Nos 6/7, pp. 683-90.
Shah, R., Chandrasekaran, A. and Linderman, K. (2008), “In pursuit of implementation patterns:the context of lean and Six Sigma”, International Journal of Production Research, Vol. 46No. 23, pp. 6679-99.
Teresko, J. (2008), “How to organize for lean/Six Sigma”, IndustryWeek, Vol. 257 No. 11, pp. 38-41.
Thawani, S. (2004), “Six Sigma – strategy for organizational excellence”, Total QualityManagement, Vol. 15 Nos 5-6, pp. 655-64.
Thawesaengskulthai, N. and Tannock, J.D.T. (2008), “A decision aid for selecting improvementmethodologies”, International Journal of Production Research, Vol. 46 No. 23, pp. 6721-37.
Thomas, A., Barton, R. and Chuke-Okafor, C. (2009), “Applying lean Six Sigma in a smallengineering company – a model for change”, Journal of Manufacturing TechnologyManagement, Vol. 20 No. 1, pp. 113-29.
van den Heuvel, J., Does, R.J.M.M. and Verver, J.P.S. (2005), “Six Sigma in healthcare: lessonslearned from a hospital”, International Journal of Six Sigma and Competitive Advantage,Vol. 1 No. 4, pp. 380-8.
van Iwaarden, J., van Der Wiele, T., Dale, B., Williams, R. and Bertsch, B. (2008), “The Six Sigmaimprovement approach: a transnational comparison”, International Journal of ProductionResearch, Vol. 46 No. 23, pp. 6739-58.
Ward, S.W., Poling, S.R. and Clipp, P. (2008), “Selecting successful Six Sigma projects”, Quality,Vol. 47 No. 10, pp. 50-1.
IJLSS1,3
232

Watson, G.H. (2005), Design for Six Sigma: Innovation for Enhanced Competitiveness,Goal/QPC, Salem, NH.
Watson, G.H. and deYong, C.F. (2010), “Design for Six Sigma: caveat emptor”, InternationalJournal of Lean Six Sigma, Vol. 1 No. 1, pp. 66-84.
Wei, C., Sheen, G., Tai, C. and Lee, K. (2010), “Using Six Sigma to improve replenishment processin a direct selling company”, Supply Chain Management, Vol. 15 No. 1, pp. 3-9.
Welch, J. (2005), “Six Sigma leaders”, Quality, Vol. 44 No. 3, p. 80.
William, S. (2009), “The lean toolkit, Part I”, CiruiTree, Vol. 22 No. 2, p. 36.
Yang, H.M., Choi, B.S., Park, H.J., Suh, M.S. and Chae, B. (2007), “Supply chain managementSix Sigma: a management innovation methodology at the Samsung Group”, Supply ChainManagement: An International Journal, Vol. 12 No. 2, pp. 88-95.
About the authorsB. Tjahjono is a Lecturer in Manufacturing Systems Engineering and the Director of theManufacturing Masters Programme at Cranfield University. He is currently leading a researchteam in the area of contemporary simulation modelling techniques and applications. He has beenworking closely with global companies such as Ford and Rolls-Royce on a number of industrialresearch projects involving analysis and design of manufacturing systems and their supplychain.
P. Ball is a Senior Lecturer in Manufacturing Operations. Starting from a base inmanufacturing simulation Peter’s work has expanded to include production planning andcontrol, manufacturing supply design, supply chain design and e-business simulation andmodelling. Research projects include the development of business collaboration models, businessprocess outsourcing and development of e-business modelling as well as work further afield inbusiness process innovation and brand value performance measurement.
V.I. Vitanov is a Professor of Design Manufacture and Management in the School of Engineeringand Computer Sciences, Durham University and Visiting Professor in the School of AppliedSciences, Cranfield University, UK. He has over 25 years of experience in four closely related areas,product design and technology optimisation, production and operation management, simulationof discrete event dynamic systems, systems engineering and autonomous robotics with over90 publications. He has long-term relationship with international companies such as BAE Systems,EATON Corporation, Rolls Royce, BMW, Frictec, etc.
C. Scorzafave, J. Nogueira, J. Calleja, M. Minguet, L. Narasimha, A. Rivas, A. Srivastava,S. Srivastava and A. Yadav are postgraduate students at the Manufacturing Department,Cranfield University, and the team members of a research project funded by Ford MotorCompany to explore the application of Six Sigma in the design of engine assembly facilities.
Six Sigma:a literature
review
233
To purchase reprints of this article please e-mail: [email protected] visit our web site for further details: www.emeraldinsight.com/reprints