SISTEMA DE CONTROL AUTOMÁTICO DE PRENSADO MEDIANTE …
17
Pressing process automatic control system, by means of continuous moisture content measurement Systeme de contrôle automatique de pressage parmi la mesure continuelle de l’ humidite SISTEMA DE CONTROL AUTOMÁTICO DE PRENSADO MEDIANTE MEDIDA EN CONTINUO DE LA HUMEDAD
Transcript of SISTEMA DE CONTROL AUTOMÁTICO DE PRENSADO MEDIANTE …

Pressing process automatic control system, by means of continuous moisture content
measurement
Systeme de contrôle automatique de pressage parmi la mesure continuelle de l’ humidite
SISTEMA DE CONTROL AUTOMÁTICO DE PRENSADO MEDIANTE MEDIDA EN
CONTINUO DE LA HUMEDAD

ÍNDICE / Index / Index
Pressing Process Automatic Control System, By Means Of Continuous Moisture Content Measurement .................................................................. 4
Systeme De Contrôle Automatique De Pressage Parmi La Mesure Continuelle De l’ Humidite ................................................................................ 4
SISTEMA DE CONTROL AUTOMÁTICO DE PRENSADO MEDIANTE MEDIDA EN CONTINUO DE LA HUMEDAD. ............................................ 5
Conclusions ............................................................................................ 26
Conclusions ........................................................................................................ 26
CONCLUSIONES .............................................................................................. 27
5Pag.4Pag.
SISTEMA DE CONTROL AUTOMÁTICO DE PRENSADO MEDIANTE MEDIDA EN CONTINUO DE LA HUMEDAD
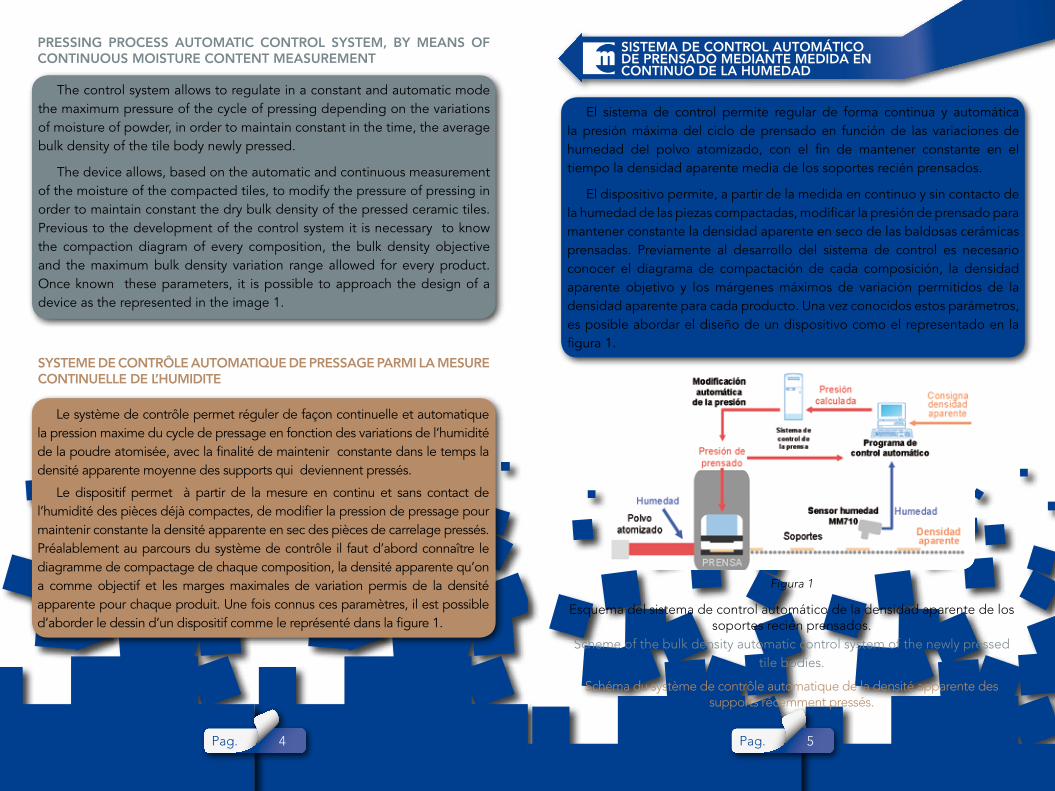
El sistema de control permite regular de forma continua y automática la presión máxima del ciclo de prensado en función de las variaciones de humedad del polvo atomizado, con el fin de mantener constante en el tiempo la densidad aparente media de los soportes recién prensados.
El dispositivo permite, a partir de la medida en continuo y sin contacto de la humedad de las piezas compactadas, modificar la presión de prensado para mantener constante la densidad aparente en seco de las baldosas cerámicas prensadas. Previamente al desarrollo del sistema de control es necesario conocer el diagrama de compactación de cada composición, la densidad aparente objetivo y los márgenes máximos de variación permitidos de la densidad aparente para cada producto. Una vez conocidos estos parámetros, es posible abordar el diseño de un dispositivo como el representado en la figura 1.
PRESSING PROCESS AUTOMATIC CONTROL SYSTEM, BY MEANS OF CONTINUOUS MOISTURE CONTENT MEASUREMENT
SYSTEME DE CONTRÔLE AUTOMATIQUE DE PRESSAGE PARMI LA MESURE CONTINUELLE DE L’HUMIDITE
The control system allows to regulate in a constant and automatic mode the maximum pressure of the cycle of pressing depending on the variations of moisture of powder, in order to maintain constant in the time, the average bulk density of the tile body newly pressed.
The device allows, based on the automatic and continuous measurement of the moisture of the compacted tiles, to modify the pressure of pressing in order to maintain constant the dry bulk density of the pressed ceramic tiles. Previous to the development of the control system it is necessary to know the compaction diagram of every composition, the bulk density objective and the maximum bulk density variation range allowed for every product. Once known these parameters, it is possible to approach the design of a device as the represented in the image 1.
Le système de contrôle permet réguler de façon continuelle et automatique la pression maxime du cycle de pressage en fonction des variations de l’humidité de la poudre atomisée, avec la finalité de maintenir constante dans le temps la densité apparente moyenne des supports qui deviennent pressés.
Le dispositif permet à partir de la mesure en continu et sans contact de l’humidité des pièces déjà compactes, de modifier la pression de pressage pour maintenir constante la densité apparente en sec des pièces de carrelage pressés. Préalablement au parcours du système de contrôle il faut d’abord connaître le diagramme de compactage de chaque composition, la densité apparente qu’on a comme objectif et les marges maximales de variation permis de la densité apparente pour chaque produit. Une fois connus ces paramètres, il est possible d’aborder le dessin d’un dispositif comme le représenté dans la figure 1.
Esquema del sistema de control automático de la densidad aparente de los soportes recién prensados.
Scheme of the bulk density automatic control system of the newly pressed tile bodies.
Schéma du système de contrôle automatique de la densité apparente des supports récemment pressés.
Figura 1
7Pag.6Pag.
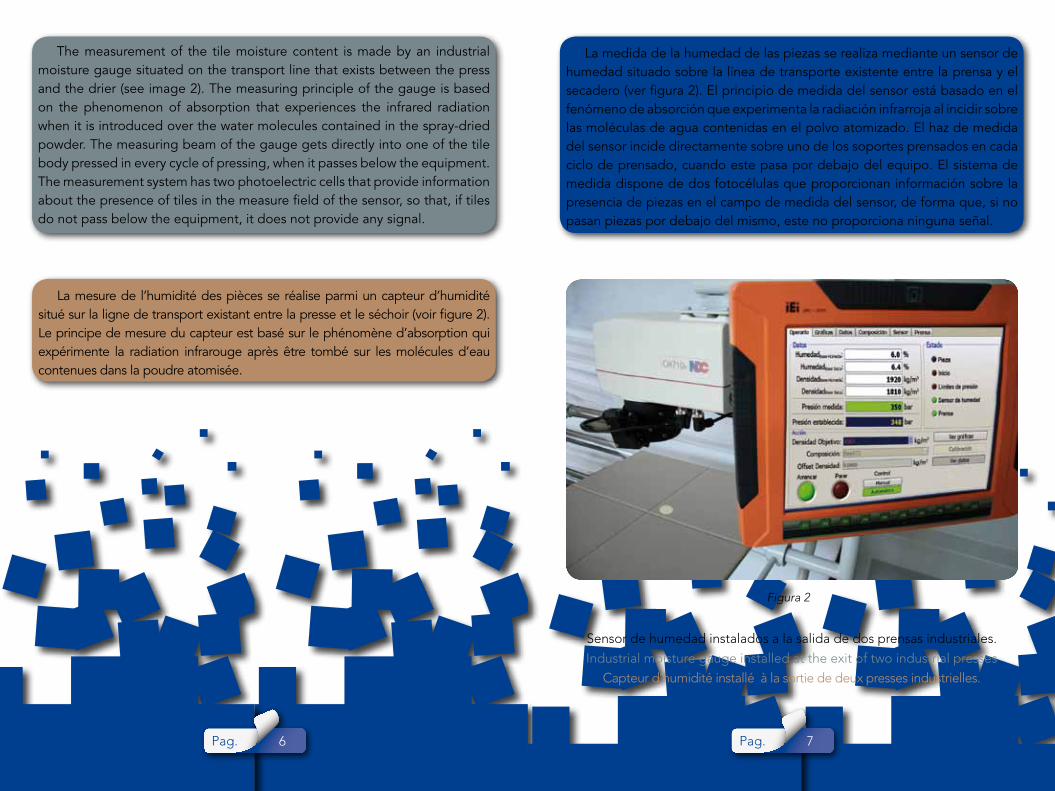
La medida de la humedad de las piezas se realiza mediante un sensor de humedad situado sobre la línea de transporte existente entre la prensa y el secadero (ver figura 2). El principio de medida del sensor está basado en el fenómeno de absorción que experimenta la radiación infrarroja al incidir sobre las moléculas de agua contenidas en el polvo atomizado. El haz de medida del sensor incide directamente sobre uno de los soportes prensados en cada ciclo de prensado, cuando este pasa por debajo del equipo. El sistema de medida dispone de dos fotocélulas que proporcionan información sobre la presencia de piezas en el campo de medida del sensor, de forma que, si no pasan piezas por debajo del mismo, este no proporciona ninguna señal.
The measurement of the tile moisture content is made by an industrial moisture gauge situated on the transport line that exists between the press and the drier (see image 2). The measuring principle of the gauge is based on the phenomenon of absorption that experiences the infrared radiation when it is introduced over the water molecules contained in the spray-dried powder. The measuring beam of the gauge gets directly into one of the tile body pressed in every cycle of pressing, when it passes below the equipment. The measurement system has two photoelectric cells that provide information about the presence of tiles in the measure field of the sensor, so that, if tiles do not pass below the equipment, it does not provide any signal.
La mesure de l’humidité des pièces se réalise parmi un capteur d’humidité situé sur la ligne de transport existant entre la presse et le séchoir (voir figure 2). Le principe de mesure du capteur est basé sur le phénomène d’absorption qui expérimente la radiation infrarouge après être tombé sur les molécules d’eau contenues dans la poudre atomisée.
Sensor de humedad instalados a la salida de dos prensas industriales.
Industrial moisture gauge installed at the exit of two industrial presses
Capteur d’humidité installé à la sortie de deux presses industrielles.
Figura 2

9Pag.8Pag.
En cuanto a la medida de la presión de prensado, ésta es adquirida directamente del sistema de control de la propia prensa, por lo que no es necesario instalar ningún instrumento de medida de presión en la prensa para disponer de esta variable de proceso.
La implantación del bucle de control ha requerido el desarrollo de una aplicación informática (figura 3) que es capaz de modificar automáticamente la presión máxima de prensado de la prensa, en función de las variaciones de humedad del polvo atomizado detectadas mediante la medida en continuo de la humedad de los soportes recién prensados.
As for the measure of the pressing value, this one is acquired directly from the press control system itself, and for that, it is not necessary to install any measurement device on the press to get this process variable.
The implementation of the control loop has required the development of a computer application (image 3) that is capable to modify automatically the maximum pressure of the press, depending on the spray-dried powder moisture variations detected by means of the on-line moisture measurement of the pressed tile body.
En ce qui concerne la mesure de la pression de pressage, celle-ci est directement acquise du système de contrôle de la propre presse, par ce qu’il n’est pas nécessaire d’installer aucun autre instrument de mesure de pression dans la presse pour disposer de cette variable du processus.
L’implantation de la boucle de contrôle a précisé le développement d’un logiciel informatique (figure 3) qu’il est capable de modifier automatiquement la pression maximale de pressage de la presse, en fonction des variations d’humidité de la poudre atomisée détectées parmi la mesure continuelle de l’humidité des supports récemment pressés.
Aplicación informática para la gestión del bucle de control.
Computer application for the management of the control loop.
Logiciel informatique pour la gestion de la boucle de contrôle.
Figura 3

11Pag.10Pag.
Esquema del bucle de control diseñado.
Scheme of the control loop designed.
Schème de la boucle de contrôle dessiné.
En la figura 4 se representa el bucle de control diseñado para llevar a cabo la automatización de la operación de prensado. Haciendo uso del diagrama de compactación de la composición de trabajo, el software de control estima en tiempo real la densidad aparente de los soportes recién prensados para compararla con una densidad aparente de consigna introducida por el usuario. En función de la diferencia entre estas densidades, el sistema calcula una presión máxima de prensado que es enviada al software de control de la propia prensa para mantener constante la densidad aparente de las piezas.
Dans la figure 4 est représentée la boucle de contrôle dessiné pour réaliser l’automatisation de l’opération de pressage. En utilisant le diagramme de compactassions de la composition de travail, le software de contrôle fait l’estimation en temps réel de la densité apparente des supports récemment pressés, pour les comparer avec une densité apparente fixé par l’utilisateur. En fonction de la différence entre ces densités, le système calcule une pression maximale de pressage qui est envoyé au software de contrôle de la propre presse pour maintenir constante la densité apparente des pièces.
The image 4 represents the control loop designed to achieve the automation of pressing. Using the diagram of compaction of the working composition, the software of control estimates in real time the bulk density of the pressed tile body to compare it with a set bulk density introduced by the user. According to the difference between these densities, the system calculates the optimal pressing value which is sent to the control software of the press itself to maintain constant the bulk density of the tiles.
Figura 4

13Pag.12Pag.
El sistema tiene dos posibles modos de funcionamiento: el modo de funcionamiento en control manual y el modo de funcionamiento en control automático. Trabajando en control manual, para cada pieza procesada el sistema proporciona, por un lado, la humedad, la presión de prensado y la densidad aparente estimada y, por otro lado, el valor de presión calculada al cual sería necesario prensar para mantener la densidad aparente de los soportes en el valor de consigna.
Por su parte, funcionando en control automático, además de mostrar en tiempo real los valores de las tres variables de operación (humedad, presión y densidad aparente), el sistema envía al programa de control de la propia prensa los valores de presión de prensado a los que debe trabajar para mantener la densidad aparente en el valor de consigna prefijado.
Se ha constatado mediante múltiples pruebas industriales que el sistema permite incrementar significativamente el porcentaje de piezas de un mismo tamaño producidas por una prensa industrial. En efecto, con el producto desarrollado se consigue incrementar el porcentaje de piezas de un solo tamaño entre un 15-20 %.
The system has two possible modes: the manual control mode and the automatic control mode.
Working in manual control mode, for every tile processed, the system provides, on one hand, the moisture, the value of pressure and the bulk density estimated and, on the other hand, the value of pressure calculated which would be necessary to apply to keep the bulk density of the tile bodies in set value.
Working in automatic mode, as well as displaying in real time the value of the three operational variables (moisture, pressure and bulk density), the system sends to the press computer itself the pressing value that must work to maintain the bulk density on the prefixed set value.
It has been noted by many industrial tests that the system allows to increase significantly the percentage of tiles with a same size (classified as one caliber) that are produced by an industrial press. Indeed, the developed product achieves to increase this percentage in around 15-20%.
Le système a deux possibilités de fonctionnement : le mode de fonctionnement en contrôle manuel, et le mode de fonctionnement en contrôle automatique. En travaillant en contrôle manuel, pour chaque pièce vérifiée le système fournis, d’un coté, l’humidité, la pression de pressage et la densité apparente estimée, et, d’autre part, la valeur de pression calculée auquel il faudrait presser pour maintenir la densité apparente des supports dans la valeur fixée.
D’autre part, en fonctionnant en contrôle automatique, en plus de montrer en temps réel les valeurs des trois variables d’opération (humidité, pression, et densité apparente), le système envoie au programme de contrôle de la propre presse les valeurs de pression de pressage auxquels on doit travailler pour maintenir la densité apparente dans la valeur préfixée.
On a constaté parmi beaucoup d’essais industriels que le système permet d’augmenter significativement le pourcentage de pièces d’une même taille produites pour une presse industriel. En effet, avec le produit développé on réussit d’augmenter le pourcentage de pièces d’une seule taille entre un 15-20 %.

15Pag.14Pag.
RESULTADOS INDUSTRIALES
El sistema ha demostrado su viabilidad industrial en las más de 30 instalaciones realizadas en diversas empresas fabricantes de baldosas cerámicas. En muchas de ellas, la tolerancia máxima del calibre permitida era de 1 mm, lo cual implica una variación máxima permisible inferior a ± 10 kg/m3 en la densidad aparente de los soportes recién prensados. Pese a estas restricciones tan importantes en cuanto a variación máxima permitida del tamaño de las piezas, los sistemas instalados han proporcionado resultados muy satisfactorios, reduciendo notablemente el número de calibres obtenido en la clasificación final.
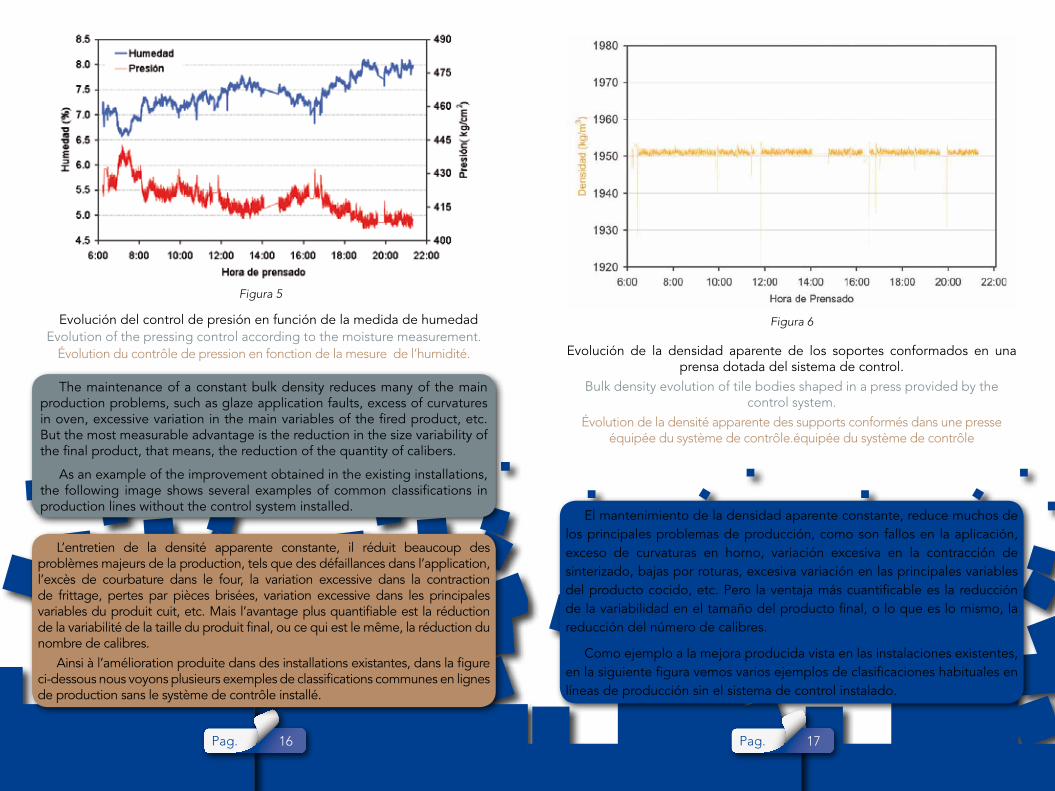
Para ilustrar el funcionamiento, en la figura 5 se presenta el funcionamiento del sistema de control de la presión de prensado durante 24 horas de operación de una prensa. En la misma se aprecia que, frente a las variaciones de la humedad del polvo atomizado (del orden del 1,5 % durante el periodo estudiado), la prensa modifica de manera automática su presión (hasta 25 bares), con el objetivo de mantener constante la densidad aparente. En efecto, si se representa la densidad aparente estimada para cada una de las piezas durante el periodo de prensado (figura 6) se aprecia que durante todo el periodo de prensado se ha mantenido estable, en un valor ligeramente superior a 1950 kg/m3, dentro de los valores que pueden ocasionar calibres para este formato (± 10 kg/m3).
INDUSTRIAL RESULTS
The system has demonstrated its industrial viability in more than 30 installations among diverse manufacturing plants of ceramic tiles. In a lot of them, the maximum caliber tolerance allowed was 1 mm, which involves a maximum permissible variation lower than ± 10 kg/m3 in the bulk density of the tile bodies newly pressed. In spite of these so important restrictions as for maximum variation allowed by the tile size, the systems installed so far have provided very satisfactory results, reducing notably the number of calibers obtained in the final classification.
To illustrate the performance, the image 5 shows the pressing control system working during 24 hours of press operation. It is shown that based on the variations of moisture of the spray-dried powder (approximately 1,5% during the period studied), the control system modifies automatically the pressing value (until 25 bars), with the objective of maintaining constant the bulk density. Indeed, if we graph the estimated bulk density for each one of the tiles during the pressing period (image 6) it is noted that it remains stable in a value lightly superior to 1950 kg/m3, within the caliber tolerance for this size (± 10kg/m3).
RESULTATS INDUSTRIELLS
Le système a démontré leur viabilité industrielle dans plus de 30 installations réalisées dans différentes entreprises de fabricants de carrelages céramiques. Dans un bon nombre d’elles, la tolérance maximale du calibre permis était d’1 mm. cela comporte une variation maximale permissible inferieur à ± 10 kg/m3
dans la densité apparente des supports récemment pressés. Cependant ces restrictions si importantes par rapport à la variation maximale permise de la taille des pièces, les systèmes installés ont fourni des résultats très satisfaisants, en réduisant notablement le nombre de calibres obtenus à la classification finale.
Pour illustrer le fonctionnement, dans la figure 5 se présente le fonctionnement du système de contrôle de la pression de pressage pendant 24 heures d’opération d’une presse. Dans la figure 5 s’apprécie que, face aux variations d l’humidité de la poudre atomisée (du range du 1,5% pendant la période étudié), la presse modifie de façon automatique leur pression (jusqu’à 25 bars), avec l’objectif de maintenir constante la densité apparente. En effet, si on représente la densité apparente fixé pour chacune des pièces pendant le période de pressage (figure 6) on apprécie que pendant tout le période de pressage elle s’est soutenue étable, dans une valeur légèrement supérieure à 1950 kg/m3, dans la valeur stipulée pour réussir calibres pour ce format (± 10 kg/m3).
17Pag.16Pag.
Evolución del control de presión en función de la medida de humedadEvolution of the pressing control according to the moisture measurement.
Évolution du contrôle de pression en fonction de la mesure de l’humidité. Evolución de la densidad aparente de los soportes conformados en una prensa dotada del sistema de control.
Bulk density evolution of tile bodies shaped in a press provided by the control system.
Évolution de la densité apparente des supports conformés dans une presse équipée du système de contrôle.équipée du système de contrôle
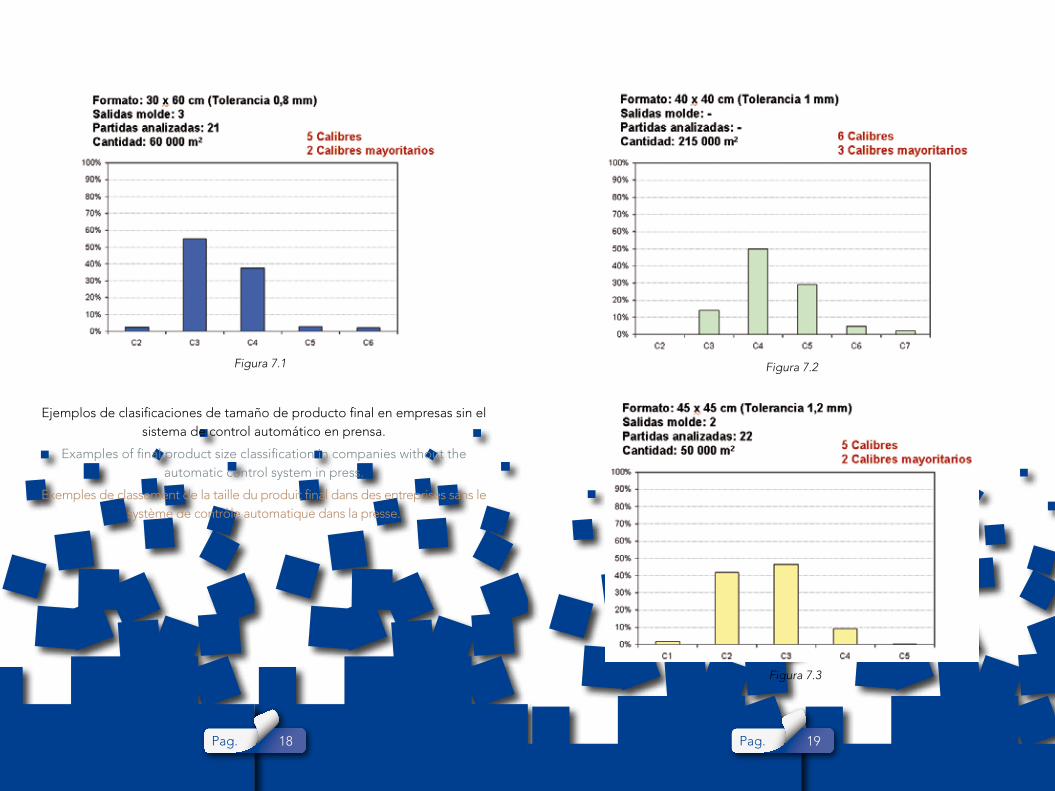
El mantenimiento de la densidad aparente constante, reduce muchos de los principales problemas de producción, como son fallos en la aplicación, exceso de curvaturas en horno, variación excesiva en la contracción de sinterizado, bajas por roturas, excesiva variación en las principales variables del producto cocido, etc. Pero la ventaja más cuantificable es la reducción de la variabilidad en el tamaño del producto final, o lo que es lo mismo, la reducción del número de calibres.
Como ejemplo a la mejora producida vista en las instalaciones existentes, en la siguiente figura vemos varios ejemplos de clasificaciones habituales en líneas de producción sin el sistema de control instalado.
Figura 6
Figura 5
The maintenance of a constant bulk density reduces many of the main production problems, such as glaze application faults, excess of curvatures in oven, excessive variation in the main variables of the fired product, etc. But the most measurable advantage is the reduction in the size variability of the final product, that means, the reduction of the quantity of calibers.
As an example of the improvement obtained in the existing installations, the following image shows several examples of common classifications in production lines without the control system installed.
L’entretien de la densité apparente constante, il réduit beaucoup des problèmes majeurs de la production, tels que des défaillances dans l’application, l’excès de courbature dans le four, la variation excessive dans la contraction de frittage, pertes par pièces brisées, variation excessive dans les principales variables du produit cuit, etc. Mais l’avantage plus quantifiable est la réduction de la variabilité de la taille du produit final, ou ce qui est le même, la réduction du nombre de calibres.
Ainsi à l’amélioration produite dans des installations existantes, dans la figure ci-dessous nous voyons plusieurs exemples de classifications communes en lignes de production sans le système de contrôle installé.
19Pag.18Pag.
Ejemplos de clasificaciones de tamaño de producto final en empresas sin el sistema de control automático en prensa.
Examples of final product size classification in companies without the automatic control system in press.
Exemples de classement de la taille du produit final dans des entreprises sans le système de contrôle automatique dans la presse.
Figura 7.1 Figura 7.2
Figura 7.3

21Pag.20Pag.
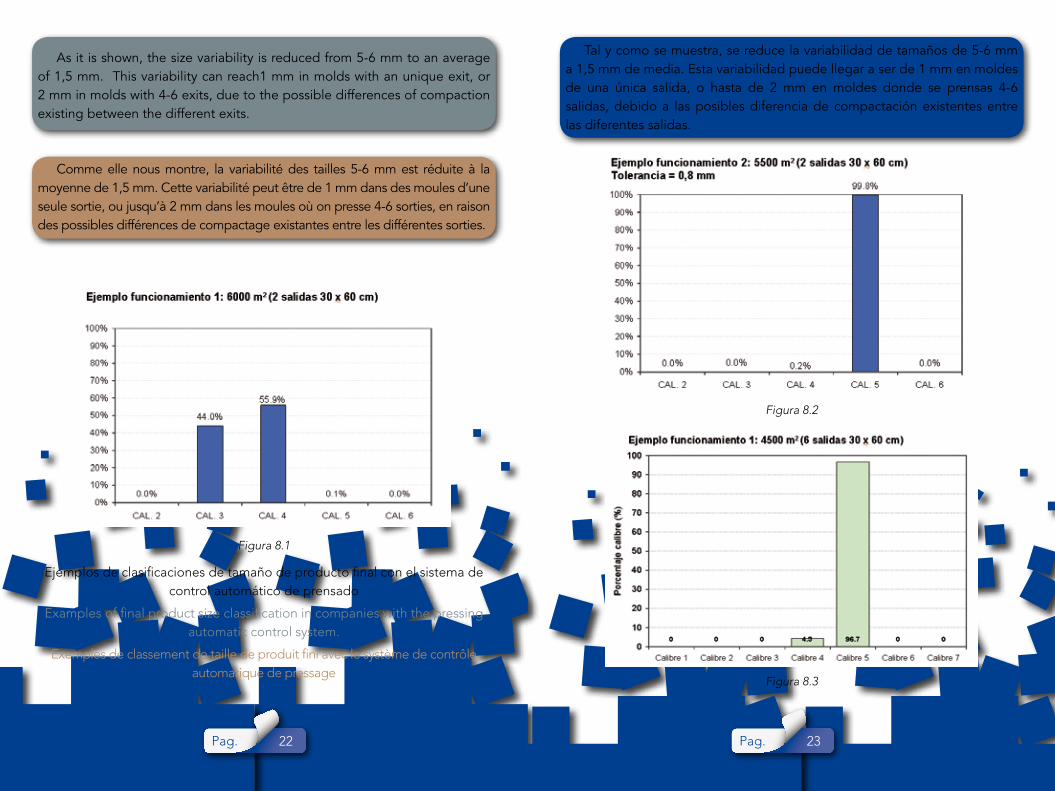
Tras la instalación del sistema de control, en un breve periodo de tiempo se observa la reducción de la variabilidad de tamaños de pieza final. En la figura 8 se muestran algunos ejemplos de estas clasificaciones mejoradas, y en la figura 9 el resumen de la mejora introducida respecto a la situación inicial.
After the installation of the control system, in a short period of time it is possible to see the reduction of variability in the tile final size. The image 8 shows some examples of these improved classifications, and in the image 9 the summary of the improvement introduced in relation to the initial situation.
Après l’installation du système de contrôle, en peu de temps nous pourrons observer la réduction de la variabilité de la taille de la pièce finale. La figure 8 montre quelques exemples de ces classifications améliorées et à la Figure 9 le résumé des améliorations introduites par rapport à la situation initiale.
23Pag.22Pag.
Tal y como se muestra, se reduce la variabilidad de tamaños de 5-6 mm a 1,5 mm de media. Esta variabilidad puede llegar a ser de 1 mm en moldes de una única salida, o hasta de 2 mm en moldes donde se prensas 4-6 salidas, debido a las posibles diferencia de compactación existentes entre las diferentes salidas.
Ejemplos de clasificaciones de tamaño de producto final con el sistema de control automático de prensado
Examples of final product size classification in companies with the pressing automatic control system.
Exemples de classement de taille de produit fini avec le système de contrôle automatique de pressage
Figura 8.1
Figura 8.2
Figura 8.3
As it is shown, the size variability is reduced from 5-6 mm to an average of 1,5 mm. This variability can reach1 mm in molds with an unique exit, or 2 mm in molds with 4-6 exits, due to the possible differences of compaction existing between the different exits.
Comme elle nous montre, la variabilité des tailles 5-6 mm est réduite à la moyenne de 1,5 mm. Cette variabilité peut être de 1 mm dans des moules d’une seule sortie, ou jusqu’à 2 mm dans les moules où on presse 4-6 sorties, en raison des possibles différences de compactage existantes entre les différentes sorties.
25Pag.24Pag.
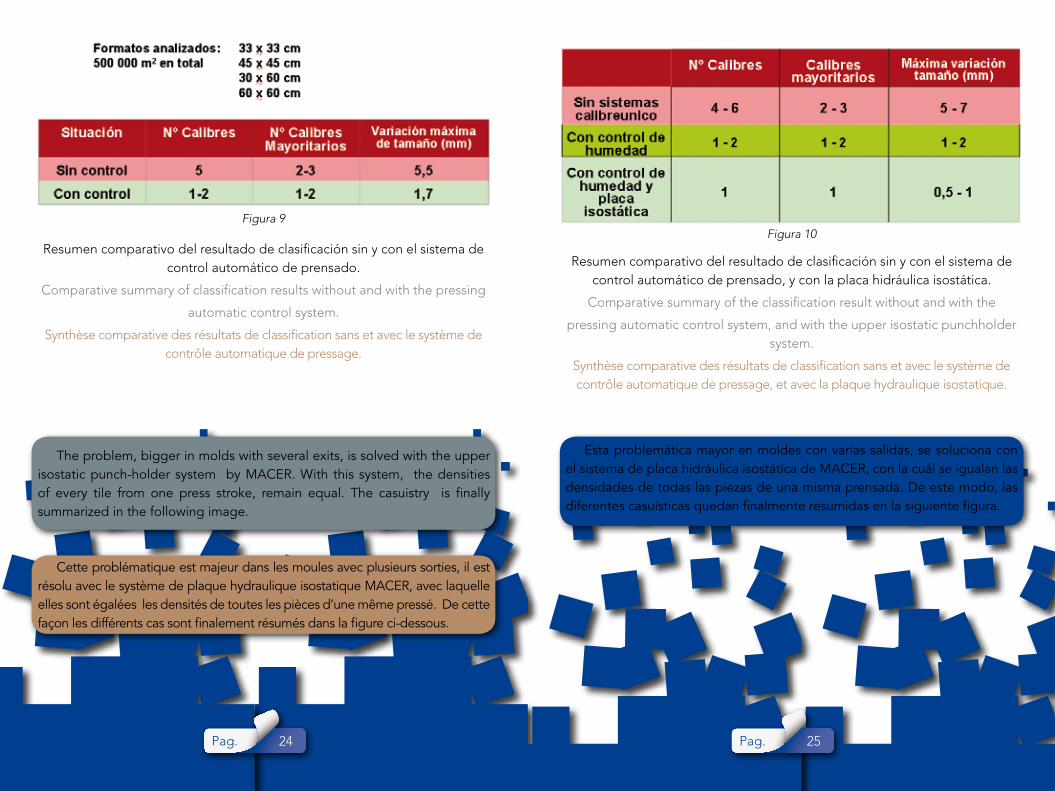
Esta problemática mayor en moldes con varias salidas, se soluciona con el sistema de placa hidráulica isostática de MACER, con la cuál se igualan las densidades de todas las piezas de una misma prensada. De este modo, las diferentes casuísticas quedan finalmente resumidas en la siguiente figura.
Resumen comparativo del resultado de clasificación sin y con el sistema de control automático de prensado.
Comparative summary of classification results without and with the pressing
automatic control system.
Synthèse comparative des résultats de classification sans et avec le système de contrôle automatique de pressage.
Resumen comparativo del resultado de clasificación sin y con el sistema de control automático de prensado, y con la placa hidráulica isostática.
Comparative summary of the classification result without and with the
pressing automatic control system, and with the upper isostatic punchholder system.
Synthèse comparative des résultats de classification sans et avec le système de contrôle automatique de pressage, et avec la plaque hydraulique isostatique.
Figura 10Figura 9
The problem, bigger in molds with several exits, is solved with the upper isostatic punch-holder system by MACER. With this system, the densities of every tile from one press stroke, remain equal. The casuistry is finally summarized in the following image.
Cette problématique est majeur dans les moules avec plusieurs sorties, il est résolu avec le système de plaque hydraulique isostatique MACER, avec laquelle elles sont égalées les densités de toutes les pièces d’une même pressé. De cette façon les différents cas sont finalement résumés dans la figure ci-dessous.

27Pag.26Pag.
CONCLUSIONES. VENTAJAS DEL SISTEMA DE CONTROL AUTOMÁTICO DE PRENSADO MEDIANTE MEDIDA EN CONTINUO DE LA HUMEDAD
El hecho de disponer de un sistema que asegure la obtención de calibre único para todas las baldosas fabricadas presenta las ventajas de minimizar los problemas de producción, incrementar la calidad del producto final, reducir costes, mejorar la gestión y disminuir el espacio dedicado al almacén de producto final y mejorar el servicio a los clientes.
Reducción de problemas de producción
El sistema de control que se ha desarrollado permite mantener constante la densidad aparente de las piezas. La densidad aparente condiciona el comportamiento de las piezas durante su fabricación, puesto que determina la porosidad en crudo de las mismas. Si se consigue mantener constante se evitan múltiples problemas de producción (reducción de bajas por rotura, exceso de curvatura, etc.).
Incremento de la calidad del producto final
La densidad aparente de las piezas determina la mayor parte de las propiedades del producto final: tamaño, presencia de defectos superficiales, resistencia a la helada, planaridad, etc. Si la densidad aparente se mantiene constante, mejora la calidad global del producto. Actualmente se corrigen problemas de tamaño entre piezas a posteriori, modificando otras variables del proceso que, además de incidir sobre el tamaño, afectan a otras propiedades de las piezas. Como resultado se tiene un producto del mismo tamaño pero con otras características distintas.
CONCLUSIONS. ADVANTAGES OF THE PRESSING AUTOMATIC CONTROL SYSTEM USING THE CONTINUOUS MOISTURE CONTEST MEASUREMENT.
The fact of having a system that guarantees obtaining a unique caliber in all the tile production, offers the advantages of reducing production problems, increasing the quality of the final product, reducing costs, improving the process management, minimizing the room destined as final product warehouse, and improving the customer service.
Reduction of production problems
The control system developed, allows to maintain constant the bulk density of tiles. The bulk density determines the behavior the tiles during their manufacturing process, since it determines their porosity before cooking. If it is possible to maintain constant the porosity, it will be possible to avoid several production problems (reduction of production loss due to broken product, excess of curvature, etc.).
Increase of the final product quality
The bulk density of tiles determines most of the properties of the final product: size, presence of superficial faults, frost resistance, flatness, etc. If the bulk density is maintained constant, the product global quality is improved. Nowadays, size problems between tiles are corrected afterward, modifying other variables of the process, which besides affecting on the size, they affect to other tile properties. As a result it is obtained a product with the same size but with different features.
CONCLUSIONS. AVANTAGES DU SYSTÈME DE CONTRÔLE AUTOMATIQUE DE PRESSAGE PAR MESUREMENT EN CONTINUE DE L’HUMIDITÉ.
Un avantage important est le fait de disposer d’un système qui garantit l’obtention d’un calibre unique pour tous les carreaux fabriqués, en conséquence minimise les problèmes de production, permet améliorer la qualité du produit final, réduire les coûts, améliorer la gestion et réduire l’espace réservé pour magasinage du produit final et améliorer le service aux clients.
Réduction des problèmes de production
Le système de contrôle qui a été mis au point permet de maintenir une
densité constante de pièces. La densité apparente conditionne le comportement des pièces lors de la fabrication, puisque qui détermine la porosité en cru des carreaux. Si on maintient constante la densité apparente nous pourrons éviter de nombreux problèmes de production (réduction du nombre de pertes par bris, courbure excessive, etc..).
Augmentation de la qualité du produit final
La densité apparente des pièces détermine la plupart des propriétés du produit final : taille, présence de défauts de surface, résistance au gel, planéité, etc. Si la densité apparente reste constante, il améliore la qualité globale du produit.

29Pag.28Pag.
Reducción de costes de producción
La disminución del número de piezas defectuosas, al aumentar los niveles de control del proceso de producción, reduce costes de fabricación como por ejemplo:
• Costes de prevención de la variabilidad dimensional
• Costes de inspección de la variabilidad dimensional.
• Costes por pérdidas de producto defectuoso y sobrecoste logístico asociado.
• Sobrecoste por reclamaciones y reprocesado de producto asociado.
Mejora de la gestión y reducir el espacio dedicado al almacén del producto final
Con la tecnología actual, los tamaños que se fabrican y las exigencias de calidad del mercado es muy difícil obtener baldosas exactamente del mismo tamaño, por lo que se recurre a clasificarlas por tamaños. Ello supone la existencia de al menos dos, y con frecuencia tres o cuatro, tamaños distintos para un mismo modelo. La clasificación de las piezas se hace además atendiendo a criterios de tonalidad y defectos superficiales. Normalmente para un mismo modelo se obtienen 13 clases distintas, dependiendo de su aspecto superficial (3 clases), tonalidad (2 clases) y tamaño (3 clases)
Reduction of manufacturing costs
The decrease of the quantity of faulty tiles, caused by the increase of the production process control level, permits to reduce manufacturing costs, as for example:
• Costs regarding dimensional variability prevention.
• Costs regarding dimensional variability inspection.
• Costs regarding losses for faulty product and associated logistic extra-cost.
• Costs regarding customer complaints and the associated product reprocessed.
Management improvement and reduction of final product warehouse.
With the current technology, the requested size variability, and the market quality demand, it is very difficult to obtain tiles with exactly the same size, and that is the reason why they are classified by sizes (calibers). That means the existence of almost two, and frequently three or four, different sizes of the same model. The classification of tiles is done, in addition, based on tonality and superficial faults. Normally, for a same model it is obtained around 13 different references, depending on their surface (3 types), tonality (2 types)
Actuellement on corrige les problèmes de taille des pièces à posteriori, en modifiant d’autres variables du processus, qu’en plus d’affecter sur la taille, ils affectent aussi d’autres propriétés des pièces. Par conséquent, est un produit de la même taille mais avec des caractéristiques différentes.
Réduction des coûts de production
La diminution du nombre de pièces défectueuses, comme conséquence d’augmenter les niveaux de contrôle du processus de production, réduit les coûts de fabrication comme par exemple :
• Coûts de prévention de la variabilité dimensionnelle.
• Coûts d’inspection de la variabilité dimensionnelle
• Coûts par la perte de produit défectueux et de surcoût logistique associé.
• Surcoûts par réclamations et retraitement du produit associé.
Amélioration de la gestion et réduire l’espace consacré à stocker le produit final
Avec la technologie actuelle, les tailles qui sont produites et les exigences de qualité du marché est très difficile d’obtenir des carreaux exactement de la même taille, c’est pour cela qu’on devient à trier par taille. Cela implique l’existence d’au moins deux, et souvent trois ou quatre tailles/calibre différentes pour le même modèle. Le classement des pièces est fait également selon les critères des défauts de surface et de tonalité. Normalement pour un même modèle on peut avoir 13 classes différentes, en fonction de son aspect de surface (3 classes), tonalité (2 classes), et taille (3 classes). Pour une entreprise moyenne, dans laquelle plus de 1 000 modèles différents sont gérées (ce qui donne lieu à 13 000 références différentes), obtenir des pièces de taille unique, qui est atteint en maintenant constant la densité apparente des supports pressés, représente une amélioration

31Pag.30Pag.
diferentes. Para una empresa de tamaño medio, en la que se manejan más de 1.000 modelos diferentes (lo que da lugar a 13.000 referencias distintas), la obtención de piezas de tamaño único, que se consigue manteniendo constante la densidad aparente de los soportes prensados, supone una mejora espectacular en la gestión del almacenamiento del producto final y, posiblemente, se reduzca el espacio necesario para almacenar los productos.
Mejorar el servicio a los clientes
En la actualidad, para subsanar las pequeñas diferencias de tamaño entre piezas, se aconseja que el cliente mezcle cajas al colocar el producto. Si las piezas son del mismo tamaño, esta operación no será necesaria y, aunque el cliente sea poco cuidadoso, el resultado final será satisfactorio. Del mismo modo, se eliminarán las reclamaciones derivadas de la falta de estabilidad dimensional de las piezas y la posibilidad de errores al preparar los lotes que se envían a los clientes.
and size (3 types). For a medium-size enterprise, which works with more than 1.000 different models (what means 13.000 different references), to obtain a unique tile size, which is obtained by keeping constant the bulk density of the pressed tile body, supposes an spectacular improvement in the management of the final product storage, and possibly, the reduction of the needed room for product warehouse.
Improvement of the customer service
Currently, to correct the small size differences between tiles, it is advised that the client should mix boxes when packing the product. If the tiles are of the same size, this procedure will not be necessary and, although the client was not so much careful, the final result would be satisfactory. In the same way, the claims derived from the lack of dimensional stability of the tiles, and the possibility of mistakes when preparing the batch that is sent to the clients, will be eliminated.
importante dans la gestion du stockage du produit final, et éventuellement réduire l’espace nécessaire pour stocker les produits.
Améliorer le service au client
Actuellement pour régler les petites différences de taille entre pièces, on conseille que le client mélanger des cases pour positionner le produit. Si les pièces ont la même taille, cette opération n’est pas nécessaire et, même si le client est imprudent, le résultat final sera satisfaisant. De même, des créances nées d’un manque de stabilité dimensionnelle des pièces et la possibilité d’erreurs dans la préparation des lots qui sont envoyées aux clients seront supprimés.

macer, s.l. Cno. Estación, s/n | Apartado de Correos 34 | 12550 Almazora (Castellón, Spain) Tel. 964 50 32 00 | Fax 964 56 38 51 | [email protected] www.macer.es
macer