
SIMATIC IT Historian - w3.siemens.com · OPC Server WinCC Archive Relational Database Historical...
59
siemens.com/simatic-it SIMATIC IT Historian © Siemens AG 2013 All rights reserved. siemens.com/answers
Transcript of SIMATIC IT Historian - w3.siemens.com · OPC Server WinCC Archive Relational Database Historical...

siemens.com/simatic-it
SIMATIC IT Historian
© Siemens AG 2013 All rights reserved. siemens.com/answers

The Four Operations of ISA 95 Level 3The Four Operations of ISA-95 Level 3
SIMATIC IT Historian addresses Production and Quality Operations of ISA- 95
I�������� O��������
M���������� O��������
P��������� O��������Q������ O�������� I�������� O��������M���������� O�������� P��������� O�������� Q������ O��������
SIMATIC IT Historian addresses Production and Quality Operations of ISA- 95
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
I��������
��������
D�������
I��������
�������
I��������
����������
I��������
�����������
M����������
R�������
D�������
M����������
R������
M����������
C���������
M����������
P���������
�����������
D�������
����������
P���������
��������
P���������
����������
P������
����������
Q������ ����
R�������
D�������
Q������ ����
R������
Q������ ����
����������
Q������
�����������
I��������
��������
D�������
I��������
�������
I��������
����������
I��������
�����������
I��������
��������
D�������
I��������
�������
I��������
����������
I��������
�����������
M����������
R�������
D�������
M����������
R������
M����������
C���������
M����������
M����������
R�������
D�������
M����������
R������
M����������
C���������
M����������
P���������
�����������
D�������
����������
P���������
��������
P���������
����������
P������
����������
P���������
�����������
D�������
����������
P���������
��������
P���������
����������
P������
����������
Q������ ����
R�������
D�������
Q������ ����
R������
Q������ ����
����������
Q������
�����������
Q������ ����
R�������
D�������
Q������ ����
R������
Q������ ����
����������
Q������
�����������
I��������
����
����������
I��������
���������
I��������
��������
����������
I��������
�����������
I��������
��������
I��������
����������
I��������
����������
����������
I��������
��������
M����������
D���
C���������
M����������
M����������
R�������
M���������
M����������
D����������
M����������
T�������
M����������
S���������
M����������
D���������
M���������
M����������
A�������
D����������
P���������
����
����������
P���������
��������
����������
P���������
�����������
P���������
��������
����������
P������
����������
����������
P���������
P����������
��������
Q������
���� ����
����������
Q������ ����
���������
Q������
���� ��������
����������
Q������ ����
�����������
Q������ ����
��������
������� ����
����������
Q������
����������
����������
Q������
��������
P����������
I��������
����
����������
I��������
���������
I��������
��������
����������
I��������
�����������
I��������
��������
I��������
����������
I��������
����������
����������
I��������
��������
I��������
����
����������
I��������
���������
I��������
��������
����������
I��������
�����������
I��������
��������
I��������
����������
I��������
����������
����������
I��������
��������
M����������
D���
C���������
M����������
M����������
R�������
M���������
M����������
D����������
M����������
T�������
M����������
S���������
M����������
D���������
M���������
M����������
A�������
D����������
M����������
D���
C���������
M����������
M����������
R�������
M���������
M����������
D����������
M����������
T�������
M����������
S���������
M����������
D���������
M���������
M����������
A�������
D����������
P���������
����
����������
P���������
��������
����������
P���������
�����������
P���������
��������
����������
P������
����������
����������
P���������
P����������
��������
P���������
����
����������
P���������
��������
����������
P���������
�����������
P���������
��������
����������
P������
����������
����������
P���������
P����������
��������
Q������
���� ����
����������
Q������ ����
���������
Q������
���� ��������
����������
Q������ ����
�����������
Q������ ����
��������
������� ����
����������
Q������
����������
����������
Q������
��������
P����������
Q������
���� ����
����������
Q������ ����
���������
Q������
���� ��������
����������
Q������ ����
�����������
Q������ ����
��������
������� ����
����������
Q������
����������
����������
Q������
��������
P����������
© Siemens AG 2013 All rights reserved.
Page 2 Author / Department
S������ T��� MES � CMMS
E��������
P ��������
���������
S������ T��� MES � CMMS
E��������E��������
P ��������
���������
P ��������
���������

ISA 95 Standard Operation Pillar in detailsISA-95 Standard Operation Pillar in details
P d ti O ti Pill Q lit O ti PillProduction Operation Pillar Quality Operation Pillar
Production Production
© Siemens AG 2013 All rights reserved.
Page 3 Author / Department

Market challengesMarket challenges
C titi i f i f t t i iti t b i fCompetitive pressure is forcing manufacturers to initiate business performance improvement strategies
Each role in the enterprise must be empowered with accessible, meaningful and
consistent information which improves the decision making process
Improvements strategies cannot be effective without putting data into a business
context and distilling them into Key Performance Indicators (KPI)context and distilling them into Key Performance Indicators (KPI)
“The goal is to transform data into information, and information into insight.”Carly Fiorina (1954)
© Siemens AG 2013 All rights reserved.
Page 4 Author / Department

SIMATIC IT HistorianSIMATIC IT Historian
P id ll th t l t h dl d l h fl d t
SIMATIC IT Historian:
Shop Floor data collection and aggregation
Provides all the tools to handle and analyze shop floor data
Shop Floor data collection and aggregation
KPI calculation and validation
Long Term Archive concept
Data analysis tools
Reporting
Web based data distribution, analysis and reporting
Integrated with SIMATIC IT Production Suite
KPI management
© Siemens AG 2013 All rights reserved.
Page 5 Author / Department
SIMATIC IT Historian
P id ll th t l t h dl d l h fl d t
SIMATIC IT Historian
Integrated with SIMATIC BATCH:
Batch Analysis
Provides all the tools to handle and analyze shop floor data
Batch Analysis
Batch Archive
Electronic Batch Reporting
Integrated with SIMATIC WinCC/PCS7:
Scalable Plant Intelligence Solution
Product Options
OEE-DTM (Overall Equipment Effectiveness and Downtime Management)
SPC-SQC (Statistical Process Control and Statistical Quality Control)
© Siemens AG 2013 All rights reserved.
Page 6 Author / Department
SPC-SQC (Statistical Process Control and Statistical Quality Control)
Data collection and aggregationData collection and aggregation
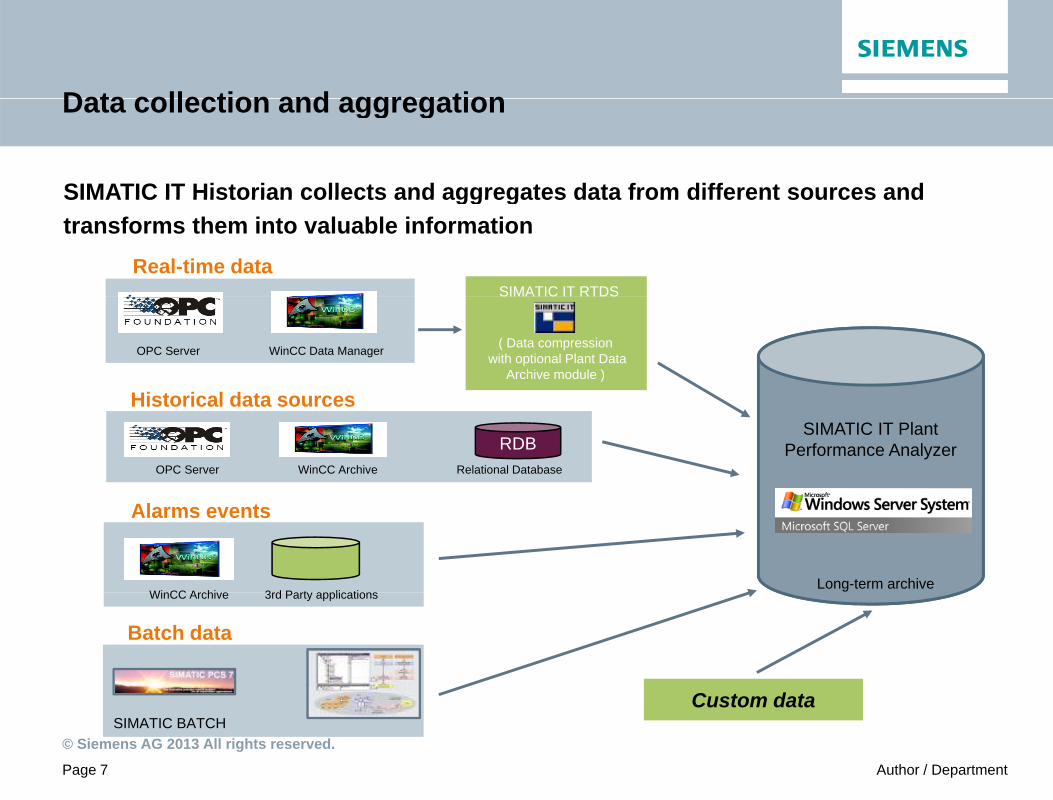
SIMATIC IT Historian collects and aggregates data from different sources and
Real-time dataSIMATIC IT RTDS
SIMATIC IT Historian collects and aggregates data from different sources and transforms them into valuable information
OPC Server WinCC Data Manager
SIMATIC IT RTDS
( Data compressionwith optional Plant Data
Archive module )
Hi t i l d tSIMATIC IT Plant
Performance AnalyzerOPC Server WinCC Archive Relational Database
Historical data sources
RDB
Alarms events
Wi CC A hi 3 d P t li tiLong-term archive
Batch data
WinCC Archive 3rd Party applications
© Siemens AG 2013 All rights reserved.
Page 7 Author / Department
SIMATIC BATCHCustom data

Data calculation & Data validationData calculation & Data validation
Data aggregation functionsData aggregation functions• Applicable on data from historical data
sources• Pre-defined aggregations available
(Average, Min, Max, Sum, …)
Validation functions• Set the quality code (GOOD or BAD) INPUT PARAMETERSSe e qua y code (GOO o )
of the samples• Can be applied on raw data or on
calculated data
Custom algorithms with PPA scripting environment
© Siemens AG 2013 All rights reserved.
Page 8 Author / Department
Data/KPI AnalysisData/KPI Analysis
Pre defined viewers are available for data analysis
Trend Viewer Bargraph Viewer
Pre-defined viewers are available for data analysis
Production Viewer X-Y chart
© Siemens AG 2013 All rights reserved.
Page 9 Author / Department

Alarm AnalysisAlarm Analysis
Pre defined viewers are available for alarm analysis
Message analyser
Pre-defined viewers are available for alarm analysis
Message Viewer
© Siemens AG 2013 All rights reserved.
Page 10 Author / Department

Batch analysisBatch analysis
PPA automatically stores Batch information from SIMATIC BATCH:
• Batch stepping sequence
• Batch-related messages
• Batch-related measures (trends)
Analyze Batch events and related data (trends, alarms, KPIs)
Compare data on different batchesCompare data on different batches• A Query Tool is available in order to
select batches• Search criteria can be applied to any pp y
Batch characteristic
Batch reporting
© Siemens AG 2013 All rights reserved.
Page 11 Author / Department
• Pre-defined batch reports

On the fly analysisOn-the-fly analysis
A Formula Editor integrated in HDD controls allows on-the-fly analysis based o u a d o eg a ed co o s a o s o e y a a ys s basedon archived data
• It is possible to save and reuse formula templates
• All main mathematical operators and brackets are supported• All main mathematical operators and brackets are supported
© Siemens AG 2013 All rights reserved.
Page 12 Author / Department

SIMATIC IT Reporting Framework
SIMATIC IT R ti F k t d th f ti lit f SIMATIC IT
SIMATIC IT Reporting Framework
SIMATIC IT Reporting Framework extends the functionality of SIMATIC IT Production Suite by providing:
A data management infrastructure where production data are stored andA data management infrastructure, where production data are stored, and exposed according to the ISA 95 standard
R d t i d t ifi tReady-to-use industry specific report templates and report parts integrated in Microsoft Report Builder
Access to reports through SIMATIC IT Portal, controlled by SIMATIC IT User ManagementManagement
© Siemens AG 2013 All rights reserved.
Page 13 Author / Department

SIMATIC IT Reporting Framework
Hide the complexity of the physical model and let the user choose the
SIMATIC IT Reporting Framework
Hide the complexity of the physical model and let the user choose the abstraction model that better works for him
ISA 95 terminology
Business Model
ISA 95 terminology
Business information
Consolidated data
SIMATIC IT terminology
Business reports
Data ModelProduction data
Real time data
Operational reports
Physical Model
p p
© Siemens AG 2013 All rights reserved.
Page 14 Author / Department

SIMATIC IT Reporting Framework
The Data Model enables the end-user to interact with data without having to
SIMATIC IT Reporting Framework
The Data Model enables the end-user to interact with data without having to understand the complexity of database logic or to be familiar with the tool where the physical data is stored.
The following MES relevant information are available for reporting purposes
S95 entitiese.g. Equipment model, Orders, Materials, PPRs, Shift Calendars Personnel etcCalendars, Personnel, etc.
Historical tagsOEE, SPC and EBR data,Compliance Services and Logbook info
© Siemens AG 2013 All rights reserved.
Page 15 Author / Department

SIMATIC IT Reporting Framework
The Business Model is built around the standard business terminology of ISA 95
SIMATIC IT Reporting Framework
gyand provides the end-user the ability to autonomously query and retrieve information using common business terms.
© Siemens AG 2013 All rights reserved.
Page 16 Author / Department

Web based analysis & ReportingWeb-based analysis & Reporting
Client Application Builder (CAB) allows providing the right information at the right momentClient Application Builder (CAB) allows providing the right information at the right moment to the right users through a web-based client interface at “Zero Administration Cost”
Embed pre-defined viewers in CAB screens
Display data by means of dedicated interfaces
Graphically build queries using Smart Query Builder (SQB)
© Siemens AG 2013 All rights reserved.
Page 17 Author / Department

KPI ManagementKPI Management
KPIs managed through to the integration with Production Modeler:KPIs managed through to the integration with Production Modeler:
• Assign KPI to Equipment Classes (site, area, cell, unit) in the Plant Model
• Schedule KPI calculation directly from Production Modeler rules
• PPA automatically contextualizes KPIs against manufacturing events or elements (production runs, batches, production orders, equipments, …)
Activate KPI 1Activate KPI 1 Calculate KPI 2Calculate KPI 2 Calculate KPI 3Calculate KPI 3 Deactivate KPI 1Deactivate KPI 1
Trace Trace TraceTraceProduction Operation
TraceProduction Step
TraceProduction Step
• Production Viewer allows analyzing KPIs relevant to a specific production event
© Siemens AG 2013 All rights reserved.
Page 18 Author / Department
• Comparison of KPIs can be done using Bargraph Viewer or Trend Viewer

FDA 21 CFR Part 11 SupportFDA 21 CFR Part 11 Support
FDA 21 CFR Part 11 regulation is supported through the integration between HistorianFDA 21 CFR Part 11 regulation is supported through the integration between Historian and Compliance Services
• Audit Trail and/or Electronic Signature can be applied to any modification of archived data
F ll t i ti f El t i Si t i i t d• Full customization of Electronic Signature scenarios is supported
© Siemens AG 2013 All rights reserved.
Page 19 Author / Department

SIMATIC IT Historian key benefitsSIMATIC IT Historian key benefits
User specific, up-to-date and comprehensive information offers crucial business advantages
Improve performance visibility for proactive and timely decision making atImprove performance visibility for proactive and timely decision making at each corporate level
Faster and better understanding and solving problems
Reduce downtimes and idle-times
Optimization of production processes
Quality performance improvements
Reduction of paper based activities
Reduction of production costs
Support compliance to regulations and normative practices
© Siemens AG 2013 All rights reserved.
Page 20 Author / Department

SIMATIC IT Historian Product Options:SIMATIC IT Historian Product Options:
Product Options:
OEE-DTM (Overall Equipment Effectivenness and Downtime Management)
SPC-SQC (Statistical Process Control and Statistical Quality Control)( y )
© Siemens AG 2013 All rights reserved.
Page 21 Author / Department

The Four Operations of ISA 95The Four Operations of ISA-95
SIMATIC IT OEE-DTM addresses Production and Quality Management of ISA-95Q y g
I�������� O��������
M���������� O��������
P��������� O��������Q������ O�������� I�������� O��������M���������� O�������� P��������� O�������� Q������ O��������
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
I��������
��������
D�������
I��������
�������
I��������
����������
I��������
�����������
M����������
R�������
D�������
M����������
R������
M����������
C���������
M����������
P���������
�����������
D�������
����������
P���������
��������
P���������
����������
P������
����������
Q������ ����
R�������
D�������
Q������ ����
R������
Q������ ����
����������
Q������
�����������
I��������
��������
D�������
I��������
�������
I��������
����������
I��������
�����������
I��������
��������
D�������
I��������
�������
I��������
����������
I��������
�����������
M����������
R�������
D�������
M����������
R������
M����������
C���������
M����������
M����������
R�������
D�������
M����������
R������
M����������
C���������
M����������
P���������
�����������
D�������
����������
P���������
��������
P���������
����������
P������
����������
P���������
�����������
D�������
����������
P���������
��������
P���������
����������
P������
����������
Q������ ����
R�������
D�������
Q������ ����
R������
Q������ ����
����������
Q������
�����������
Q������ ����
R�������
D�������
Q������ ����
R������
Q������ ����
����������
Q������
�����������
I��������
����
����������
I��������
���������
I��������
��������
����������
I��������
�����������
I��������
��������
I��������
����������
I��������
����������
����������
I��������
��������
M����������
D���
C���������
M����������
M����������
R�������
M���������
M����������
D����������
M����������
T�������
M����������
S���������
M����������
D���������
M���������
M����������
A�������
D����������
P���������
����
����������
P���������
��������
����������
P���������
�����������
P���������
��������
����������
P������
����������
����������
P���������
P����������
��������
Q������
���� ����
����������
Q������ ����
���������
Q������
���� ��������
����������
Q������ ����
�����������
Q������ ����
��������
������� ����
����������
Q������
����������
����������
Q������
��������
P����������
I��������
����
����������
I��������
���������
I��������
��������
����������
I��������
�����������
I��������
��������
I��������
����������
I��������
����������
����������
I��������
��������
I��������
����
����������
I��������
���������
I��������
��������
����������
I��������
�����������
I��������
��������
I��������
����������
I��������
����������
����������
I��������
��������
M����������
D���
C���������
M����������
M����������
R�������
M���������
M����������
D����������
M����������
T�������
M����������
S���������
M����������
D���������
M���������
M����������
A�������
D����������
M����������
D���
C���������
M����������
M����������
R�������
M���������
M����������
D����������
M����������
T�������
M����������
S���������
M����������
D���������
M���������
M����������
A�������
D����������
P���������
����
����������
P���������
��������
����������
P���������
�����������
P���������
��������
����������
P������
����������
����������
P���������
P����������
��������
P���������
����
����������
P���������
��������
����������
P���������
�����������
P���������
��������
����������
P������
����������
����������
P���������
P����������
��������
Q������
���� ����
����������
Q������ ����
���������
Q������
���� ��������
����������
Q������ ����
�����������
Q������ ����
��������
������� ����
����������
Q������
����������
����������
Q������
��������
P����������
Q������
���� ����
����������
Q������ ����
���������
Q������
���� ��������
����������
Q������ ����
�����������
Q������ ����
��������
������� ����
����������
Q������
����������
����������
Q������
��������
P����������
© Siemens AG 2013 All rights reserved.
Page 22 Author / Department
S������ T��� MES � CMMS
E��������
P ��������
���������
S������ T��� MES � CMMS
E��������E��������
P ��������
���������
P ��������
���������

ISA 95 Standard Operation Pillars in detailISA-95 Standard Operation Pillars in detail
P d ti O ti Pill Q lit O ti PillProduction Operation Pillar Quality Operation Pillar
Production Production
© Siemens AG 2013 All rights reserved.
Page 23 Author / Department

Key questions for manufacturersKey questions for manufacturers
High Performance, high Quality, high Availability…
…the everyday targets in the plant……need to improve maintenance and operational performances…
g , g y, g y
Which is the actual performance against my performance targets?How effectively is the organization using its assets?Why my capacity is idle or non-productive?Why my capacity is idle or non productive?Are resources being used efficiently for the products currently produced? What is the economic impact of the inefficiency?How much revenue has been lost due to the operationalHow much revenue has been lost due to the operational inefficiencies?Why two teams, that appear to be equal, produce products that are so different?Is your factory fully utilized?Is your factory fully utilized?Does your process create waste when stopped?
© Siemens AG 2013 All rights reserved.
Page 24 Author / Department
All necessary data must be available to make informed decisions

The “Six Big Losses”The “Six Big Losses”
In manufacturing plants the most common causes of efficiency loss have beenIn manufacturing plants the most common causes of efficiency loss have been identified and
classified as the “Six Big Losses”
Six Big Losses Category Comment
Breakdowns
Setup / Adjustments
Downtime Loss
Downtime Loss
Difference between Breakdown and Small Stop
Includes tool changeovers
Small Stops / Idling
Reduced Speed
Speed Loss
Speed Loss
Only stops under (5) minutes and no maintenance
Process not running at its theoretical speed
Startup Rejects
Production Rejects
Quality Loss
Quality Loss
Scraps in warm-up, startup or other early production
Scraps during steady-state production
© Siemens AG 2013 All rights reserved.
Page 25 Author / Department

OEE CalculationOEE-Calculation
OEE is a total measure of performance that relates the availability of process to
OEE controls and reduces the “Six Big Losses”
OEE is a total measure of performance that relates the availability of process to productivity and quality
OEE-Category OEE-CalculationStandby
D ti L
Not part of OEE calculation
A il bilit i th ti f ti ti t l d d ti tiDowntime Loss Availability: is the ratio of operating time to planned production time.
100% availability means the process has been running with no recorded stops
Speed Loss Performance: is the ratio of ideal cycle time to actual cycle time, or alternatively the ratio of actual run rate to ideal run rate.
100% performance means the process has been consistently running at its theoretical maximum speed
Quality Loss
theoretical maximum speed
Quality: is the ratio of good parts to total parts.
100% quality means there have been no reject or failure in parts
© Siemens AG 2013 All rights reserved.
Page 26 Author / Department
OEE = Availability * Performance * Quality
World Class OEEWorld Class OEE
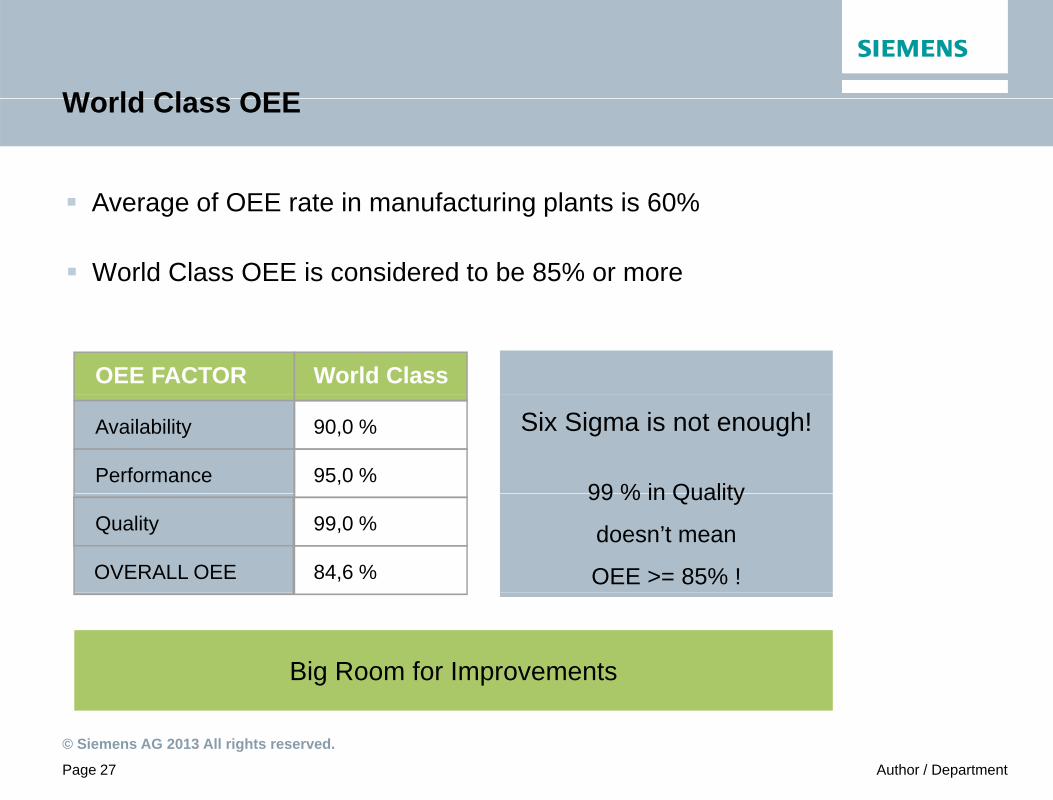
A erage of OEE rate in man fact ring plants is 60%
World Class OEE is considered to be 85% or more
Average of OEE rate in manufacturing plants is 60%
OEE FACTOR World Class
Six Sigma is not enough!
99 % in Quality
Availability 90,0 %
Performance 95,0 %99 % in Quality
doesn’t mean
OEE >= 85% !
Quality 99,0 %
OVERALL OEE 84,6 %
Big Room for Improvements
© Siemens AG 2013 All rights reserved.
Page 27 Author / Department

Engineering an OEE DTM SolutionEngineering an OEE-DTM Solution
D l f i ffi i i d d i l i
Plant model Equipment hierarchy is shared with SIMATIC IT Production
Deployment of equipment efficiencies and downtime management solution
Time model Define general time categories as a basis for Key Performance
Plant model definition
Equipment hierarchy is shared with SIMATIC IT Production Modeler
configuration Indicators (KPI) calculation
Reason tree configuration
Define all the possible equipment status conditions (failures, stops states reasons )configuration stops, states, reasons, …)
Data collection configuration Configure data collection in SIMATIC IT Historian
KPI configuration Customize and personalize KPI algorithms
g
© Siemens AG 2013 All rights reserved.
Page 28 Author / Department

SIMATIC IT for OEESIMATIC IT for OEE
SIMATIC IT OEE-DTM is a product option of SIMATIC IT Historian, and it is wholly and seamlessly integrated within the entire MES solution
SIMATIC IT for OEE, through integration with the entire SIMATIC IT environment, allows:
• the calculation of all “standard” and “custom” KPIs
• to fully support the Downtime Management
• to perform active and corrective actions to react to efficiency decreases
• to improve economic Return on Investments (ROI)
• to maximize the plant performance
© Siemens AG 2013 All rights reserved.
Page 29 Author / Department
KPI EvaluationsKPI Evaluations
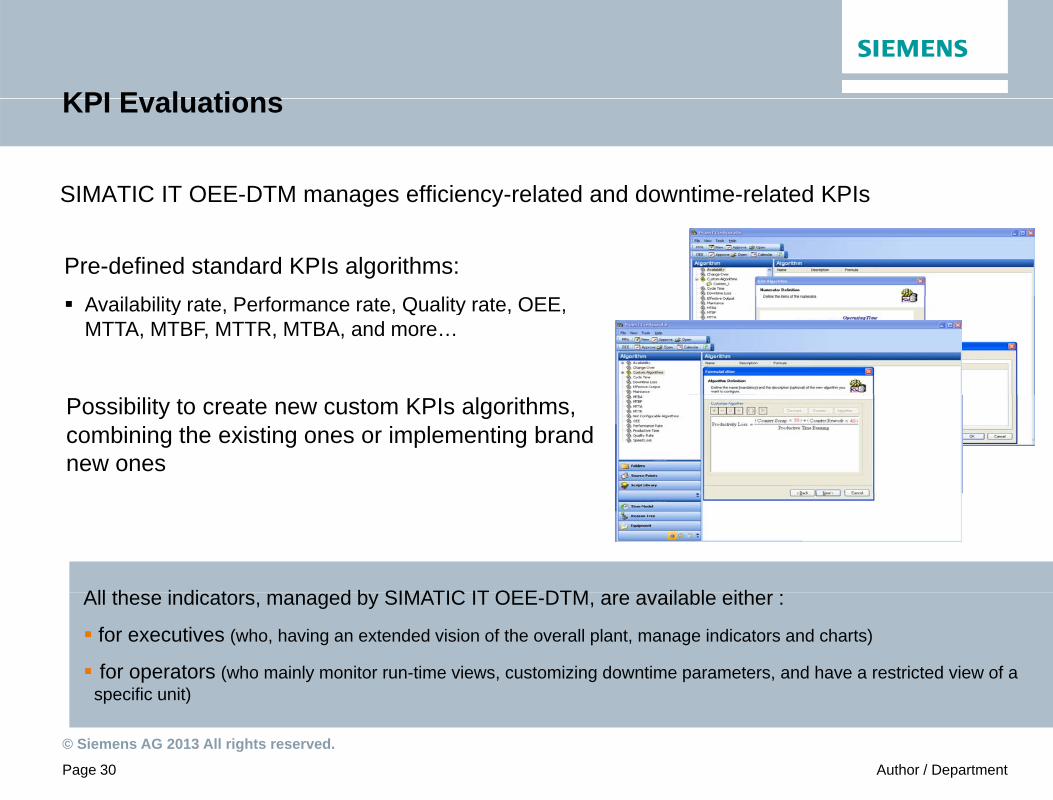
SIMATIC IT OEE-DTM manages efficiency-related and downtime-related KPIsSIMATIC IT OEE DTM manages efficiency related and downtime related KPIs
Pre-defined standard KPIs algorithms:Availability rate, Performance rate, Quality rate, OEE, MTTA, MTBF, MTTR, MTBA, and more…
Possibility to create new custom KPIs algorithms,combining the existing ones or implementing brand new ones
All th i di t d b SIMATIC IT OEE DTM il bl ithAll these indicators, managed by SIMATIC IT OEE-DTM, are available either :
for executives (who, having an extended vision of the overall plant, manage indicators and charts)
for operators (who mainly monitor run-time views, customizing downtime parameters, and have a restricted view of a specific nit)
© Siemens AG 2013 All rights reserved.
Page 30 Author / Department
specific unit)

Downtime Management and AnalysisDowntime Management and Analysis
Downtime Management:detailed information about equipment states can be displayed updated and filteredcan be displayed, updated, and filtered by equipment, status, product, or any other context data
Downtime Analysis:enables exploring the causes that have generated a production breakdown
© Siemens AG 2013 All rights reserved.
Page 31 Author / Department
generated a production breakdown

Runtime AnalysisRuntime Analysis
SIMATIC IT f OEE id b f d fi d hi ifi ll b ilt iSIMATIC IT for OEE provides a number of predefined graphics screens specifically built in
order to provide out-of-the-box analysis OEE-related KPIs and equipment downtimes
P d fi d hi bj t il bl t b ild dditi l hiPre-defined graphic objects are available to build additional graphics
SIMATIC IT Client Application Builder provides the engineering and run-time platform forSIMATIC IT Client Application Builder provides the engineering and run-time platform for the user interface, since the user interface is built on top of standard technology (namely .Netfrom Microsoft) a wide range of third-party graphic objects can be embedded in any GUI interface for OEE analysis
© Siemens AG 2013 All rights reserved.
Page 32 Author / Department
interface for OEE analysis

Easy and flexible engineering phasesEasy and flexible engineering phases
Time Model:through its graphical representation, it provides an easy way to create the complex model
Reason Tree:it defines in details the hierarchy of all the possible machine states within the defined time categories for individual or for groups of equipments
Shift Calendar (SHC) Management:strong integration between equipments and calendars are defined in the SHC component
© Siemens AG 2013 All rights reserved.
Page 33 Author / Department

Comprehensive and detailed analysis phasesComprehensive and detailed analysis phases
Production Counter Analysis:Production Counter Analysis:
Produced units, scraps, reworked units and any other production counter can be displayed and summarized, according to the different grouping criteria
Current production can be compared with theoretical productionproduction
Reporting:Reporting:
SIMATIC IT for OEE makes use of SIMATIC IT Report Manager in order to provide flexible and effective performance reporting (customized according to the user needs)
Reports can be launched directly from the web
© Siemens AG 2013 All rights reserved.
Page 34 Author / Department

Focus on what’s new in SIMATIC IT OEE v1 2 SP2Focus on what’s new in SIMATIC IT OEE v1.2 SP2
Planned / Induced Downtime Management
MES Context Support
On Value Change Design Speed Acquisition
Web Client integrated in SIMATIC IT CAB PortalWeb Client integrated in SIMATIC IT CAB Portal
GUI Enhancements
Predefined Reports
Documentation enhancements
Note: SIMATIC IT OEE V1.2 SP2 is compatible with SIMATIC IT Production Suite V6.3 SP2
© Siemens AG 2013 All rights reserved.
Page 35 Author / Department

Planned / Induced DowntimePlanned / Induced Downtime
Two special types of downtime records defined either through a dedicated OEETwo special types of downtime records, defined either through a dedicated OEE Web Client page, or programmatically through COM or GSI methods:
Pl d D tiPlanned Downtimes• which cause OEE to disregard the status information retrieved from the field
for the specified time span, are used when an equipment have predefined planned time where it is off-line.
Induced Downtimes• used to model a ”bottleneck“ situation, where the machine state of a piece of
equipment depends on the state of another piece of equipment. They are q p p p q p yused to put in Downtime status an equipment on real-time.
© Siemens AG 2013 All rights reserved.
Page 36 Author / Department

Planned DowntimePlanned Downtime
A Pl d D ti i i d f d ti fi d t i th f tA Planned Downtime is a period of downtime configured to occur in the future.
Th f ll i t d fi l d d tiThe following parameters define a planned downtime:
• A start-time and an end-time (b th i th f t )(both in the future)
• A machine state
• The piece(s) of equipment involved
© Siemens AG 2013 All rights reserved.
Page 37 Author / Department

Induced DowntimeInduced Downtime
An Ind ced Do ntime is a period of do ntime hich as ca sed b anotherAn Induced Downtime is a period of downtime which was caused by another downtime occurring on a different piece of equipment.
A start time set when the record is opened
An end time set when the record is closedAn end time set when the record is closed
A machine state
The piece(s) of equipment involved
© Siemens AG 2013 All rights reserved.
Page 38 Author / Department
MES Context SupportMES Context Support
The following predefined MES Contexts are managed for downtimeThe following predefined MES Contexts are managed for downtime, counter and design speed records:
GroupNameUserNameLotIDO d IDOrderIDBatchIDShiftUserCommentUserComment
The user can set the context values either:The user can set the context values either:manually (by a programmatic interface)
automatically (by either a screen or a Production Modeler rule)
© Siemens AG 2013 All rights reserved.
Page 39 Author / Department

On Value Change Design Speed AcquisitionAcquisition
I OEE V1 2 SP1 th i th ibilit t i d i d l d tIn OEE V1.2.SP1 there is the possibility to acquire design speed values on data change: the user must define two RTDS points (one to trigger the design speed reading and one to retrieve the design speed value)
Now, the user can easily define all the parameters of design speed acquisition, beyond product id and context acquisitionq
© Siemens AG 2013 All rights reserved.
Page 40 Author / Department

Web Client integrated in SIMATIC IT CAB Portal
The following predefined pages are provided fully-integrated in SIMATIC IT CAB
Web Client integrated in SIMATIC IT CAB Portal
g p p g p y gPortal:
• Counters Graphic
• Counters Grouped
• KPI Viewer
C Vi• Counters Viewer
• Design Speed Viewer
• DTM Viewere e
• Gantt Viewer
• Runtime Operator Panel
• Equipment Comparison
• Context Management
Pl d D ti
© Siemens AG 2013 All rights reserved.
Page 41 Author / Department
• Planned Downtime

Predefined ReportsPredefined Reports
Th f ll i t id dThe following reports are provided:
Actual &Target
Downtime
DTM Detail
Availability details
Counter values
DTM values
© Siemens AG 2013 All rights reserved.
Page 43 Author / Department

Documentation enhancementsDocumentation enhancements
This version includes the following new documents:
OEE Developer Guide: a comprehensive guide on how to use OEE programmatic interfaces to develop custom applicationsp g p g p pp
OEE Installation Manual: a dedicated installation manual for SIMATIC IT OEE
OEE Web Client Documentation: new contextual documentation accessible directly from OEE Web Client pages
Additionally, the following existing documents have been substantially updated:OEE Concept GuideOEE Concept Guide
OEE Functional Overview
© Siemens AG 2013 All rights reserved.
Page 44 Author / Department

SIMATIC IT OEE DTM benefitsSIMATIC IT OEE-DTM benefits
Through integration with SIMATIC IT Production Modeler:
SIMATIC IT OEE-DTMkey benefits:
Reducing efforts to collect real time production Increase acquisition performances using high speed acquisition rules
Customization of the application through the user-
Reducing efforts to collect real-time production information
Preventing unscheduled downtimes
exits capabilities, inside the Production Modeler (PM) rules
Speeding-up acquisition performances by buffering
Improving of data synchronization and safety with data recovery system
Maximization of production equipment utilizationp g p q p y g
mechanisms
Improvement of the acquired data contextualization
Reducing maintenance costs by optimizing planning activities
Improving assessment and business process performance
Definition of high-level contexts
performance
Easy Import / Export configuration data from Excel worksheets
O ti i i d t lit di
© Siemens AG 2013 All rights reserved.
Page 45 Author / Department
Optimizing product quality grading process

Counters GraphicCounters Graphic
Counters Graphic displays the value of one or more counters (sum) associated toCounters Graphic displays the value of one or more counters (sum) associated to a piece of equipment in a trend graph
Additionally, it is also possible
to display the equipment unit’s
design speed in the trend,
if it was configured during the
engineering phaseengineering phase.
© Siemens AG 2013 All rights reserved.
Page 46 Author / Department
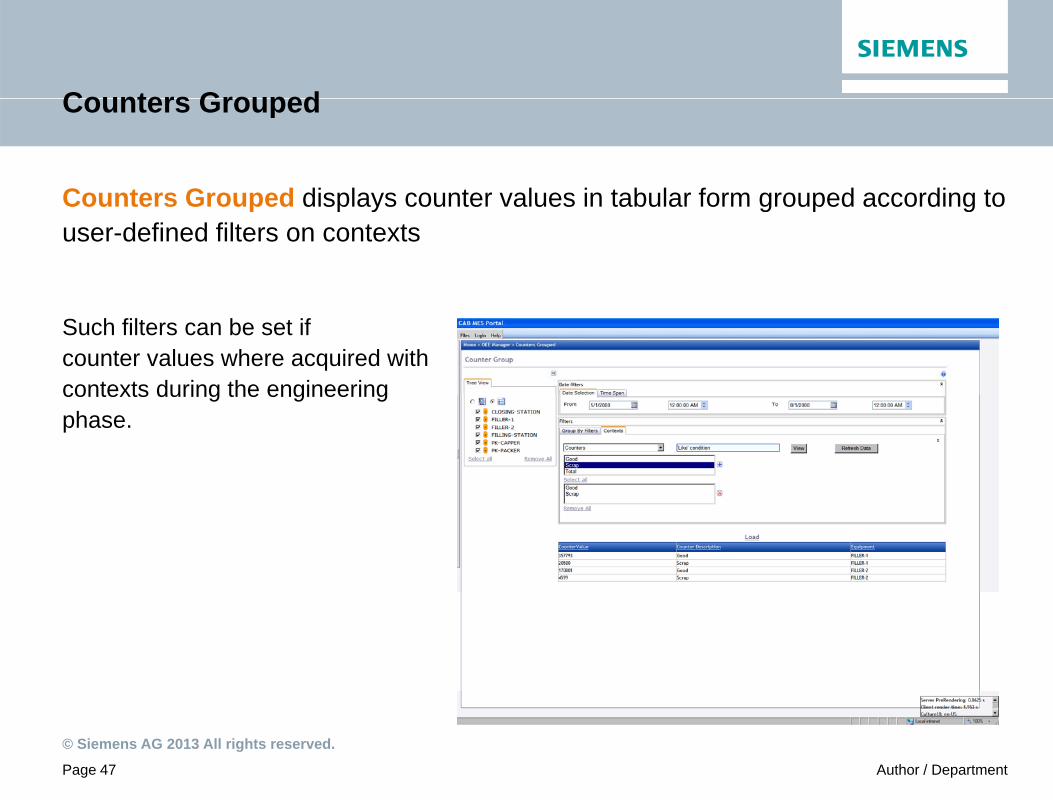
Counters GroupedCounters Grouped
Counters Grouped displays counter values in tabular form grouped according toCounters Grouped displays counter values in tabular form grouped according touser-defined filters on contexts
Such filters can be set ifcounter values where acquired withcontexts during the engineeringcontexts during the engineeringphase.
© Siemens AG 2013 All rights reserved.
Page 47 Author / Department

KPI ViewerKPI Viewer
KPI Viewer displays KPIs associated to a particular piece of equipment using one of the following graphs:
• Bargraph
• Trend
• Stacked bargraph
• Pareto chart
© Siemens AG 2013 All rights reserved.
Page 48 Author / Department

Counters ViewerCounters Viewer
C t Vi di l t d i t b l fCounters Viewer displays counter records in tabular form
© Siemens AG 2013 All rights reserved.
Page 49 Author / Department

Design Speed ViewerDesign Speed Viewer
Design Speed Viewer displays design speed records in tabular form and it alsoDesign Speed Viewer displays design speed records in tabular form, and it also gives the user the possibility to edit them and export them to a CSV file
© Siemens AG 2013 All rights reserved.
Page 50 Author / Department

DTM ViewerDTM Viewer
DTM Viewer let the user to visualize and manage the DownTime recordsDTM Viewer let the user to visualize and manage the DownTime records
© Siemens AG 2013 All rights reserved.
Page 51 Author / Department
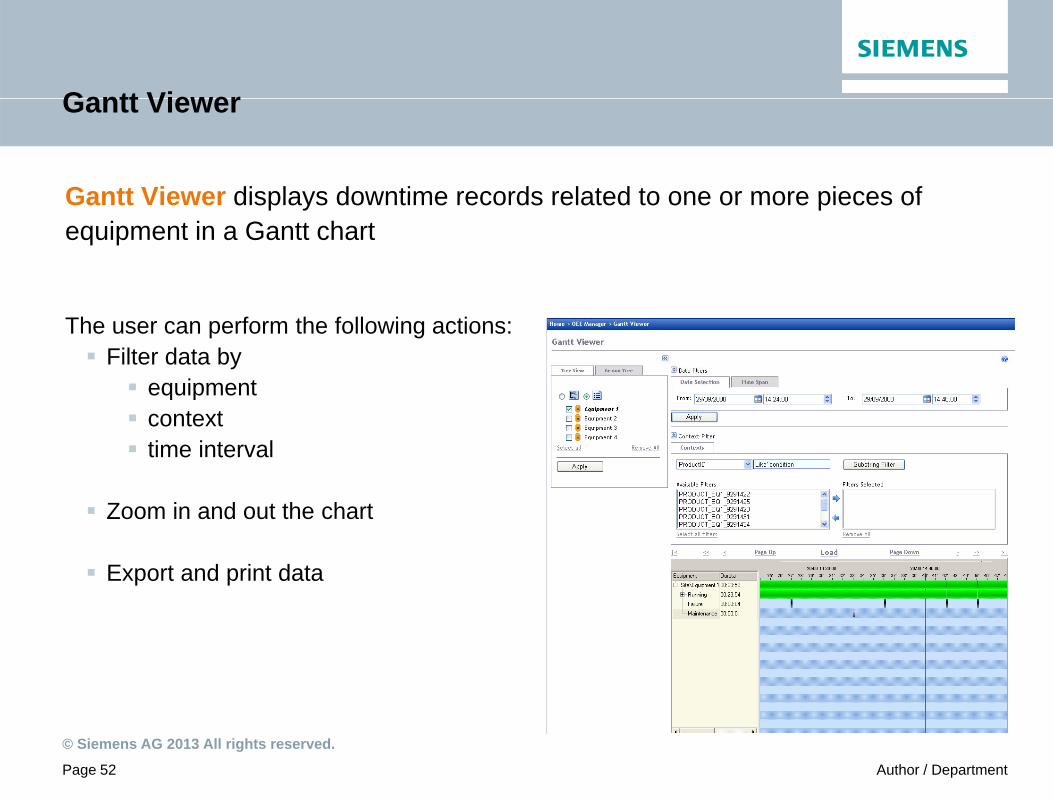
Gantt ViewerGantt Viewer
Gantt Viewer displays downtime records related to one or more pieces ofGantt Viewer displays downtime records related to one or more pieces of equipment in a Gantt chart
The user can perform the following actions:Filter data by
equipmentequipmentcontexttime interval
Zoom in and out the chart
Export and print data
© Siemens AG 2013 All rights reserved.
Page 52 Author / Department

Runtime Operator PanelRuntime Operator Panel
Runtime Operator Panel gives a general overview on the efficiency of aRuntime Operator Panel gives a general overview on the efficiency of a piece of equipment
Two types of trend charts can be displayed:
Production ChartProduction Chartto view the values of all the counters associated to the piece of equipment
OEE Chartto view all OEE indicators associated to the piece of equipment.
© Siemens AG 2013 All rights reserved.
Page 53 Author / Department

Equipment ComparisonEquipment Comparison
E i t C i i th th t it t tEquipment Comparison gives the user the opportunity to compare two or more pieces of equipment
For each piece of equipment, the following KPIs are displayed (if available):
OEEAvailabilityPerformancePerformance QualityCurrent counter values
© Siemens AG 2013 All rights reserved.
Page 54 Author / Department
Note: This page provides only real-time data and can be configured to refresh itself automatically or manually.
Context ManagementContext Management
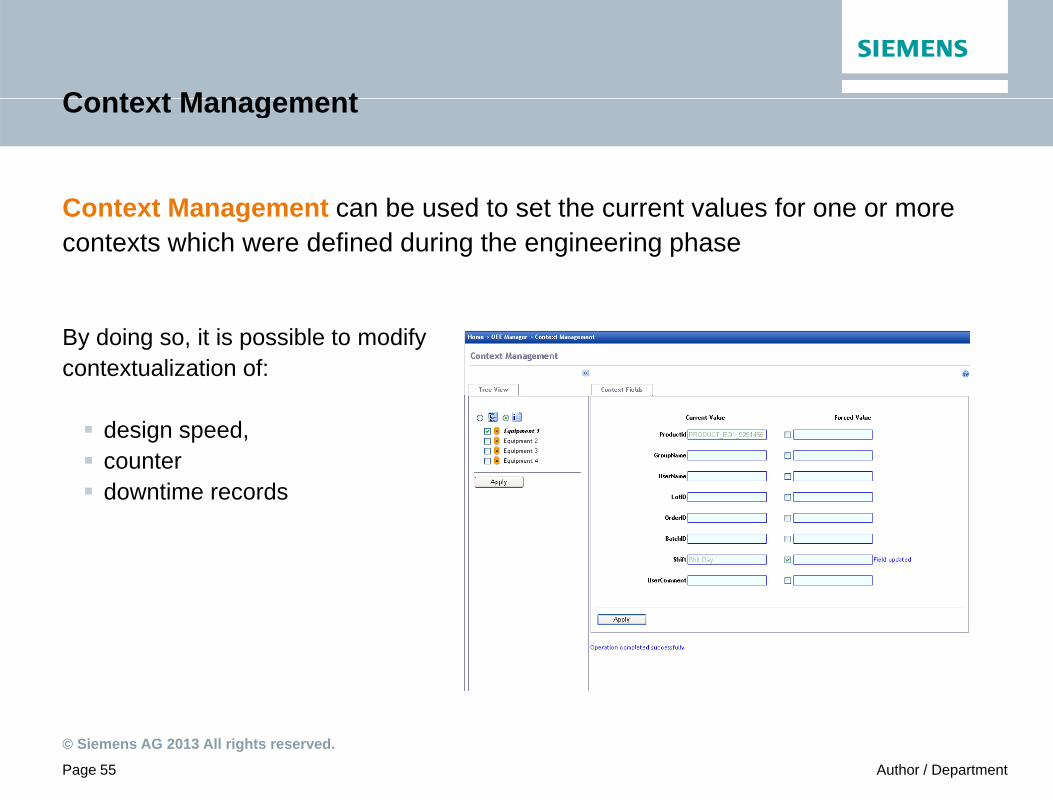
Context Management can be used to set the current values for one or more contexts which were defined during the engineering phase
By doing so, it is possible to modify contextualization of:
design speed, counter downtime recordsdowntime records
© Siemens AG 2013 All rights reserved.
Page 55 Author / Department

Planned DowntimePlanned Downtime
Pl d D ti ll th t t Pl d D Ti fPlanned Downtime allows the user to set a Planned DownTime for one or more equipment
© Siemens AG 2013 All rights reserved.
Page 56 Author / Department

The Four Operations of ISA 95The Four Operations of ISA-95
Production and Quality Management in ISA 95: Process & Product AnalysisProduction and Quality Management in ISA-95: Process & Product Analysis
I�������� O��������
M���������� O��������
P��������� O��������Q������ O�������� I�������� O��������M���������� O�������� P��������� O�������� Q������ O��������
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
P
P S
M � E C P I C
P C A
Q A
P S A
O P
M � S
P C
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
F��������
�������
�� ISA �95 ���� 3
R � D � E
M M
I��������
��������
D�������
I��������
�������
I��������
����������
I��������
�����������
M����������
R�������
D�������
M����������
R������
M����������
C���������
M����������
P���������
�����������
D�������
����������
P���������
��������
P���������
����������
P������
����������
Q������ ����
R�������
D�������
Q������ ����
R������
Q������ ����
����������
Q������
�����������
I��������
��������
D�������
I��������
�������
I��������
����������
I��������
�����������
I��������
��������
D�������
I��������
�������
I��������
����������
I��������
�����������
M����������
R�������
D�������
M����������
R������
M����������
C���������
M����������
M����������
R�������
D�������
M����������
R������
M����������
C���������
M����������
P���������
�����������
D�������
����������
P���������
��������
P���������
����������
P������
����������
P���������
�����������
D�������
����������
P���������
��������
P���������
����������
P������
����������
Q������ ����
R�������
D�������
Q������ ����
R������
Q������ ����
����������
Q������
�����������
Q������ ����
R�������
D�������
Q������ ����
R������
Q������ ����
����������
Q������
�����������
I��������
����
����������
I��������
���������
I��������
��������
����������
I��������
�����������
I��������
��������
I��������
����������
I��������
����������
����������
I��������
��������
M����������
D���
C���������
M����������
M����������
R�������
M���������
M����������
D����������
M����������
T�������
M����������
S���������
M����������
D���������
M���������
M����������
A�������
D����������
P���������
����
����������
P���������
��������
����������
P���������
�����������
P���������
��������
����������
P������
����������
����������
P���������
P����������
��������
Q������
���� ����
����������
Q������ ����
���������
Q������
���� ��������
����������
Q������ ����
�����������
Q������ ����
��������
������� ����
����������
Q������
����������
����������
Q������
��������
P����������
I��������
����
����������
I��������
���������
I��������
��������
����������
I��������
�����������
I��������
��������
I��������
����������
I��������
����������
����������
I��������
��������
I��������
����
����������
I��������
���������
I��������
��������
����������
I��������
�����������
I��������
��������
I��������
����������
I��������
����������
����������
I��������
��������
M����������
D���
C���������
M����������
M����������
R�������
M���������
M����������
D����������
M����������
T�������
M����������
S���������
M����������
D���������
M���������
M����������
A�������
D����������
M����������
D���
C���������
M����������
M����������
R�������
M���������
M����������
D����������
M����������
T�������
M����������
S���������
M����������
D���������
M���������
M����������
A�������
D����������
P���������
����
����������
P���������
��������
����������
P���������
�����������
P���������
��������
����������
P������
����������
����������
P���������
P����������
��������
P���������
����
����������
P���������
��������
����������
P���������
�����������
P���������
��������
����������
P������
����������
����������
P���������
P����������
��������
Q������
���� ����
����������
Q������ ����
���������
Q������
���� ��������
����������
Q������ ����
�����������
Q������ ����
��������
������� ����
����������
Q������
����������
����������
Q������
��������
P����������
Q������
���� ����
����������
Q������ ����
���������
Q������
���� ��������
����������
Q������ ����
�����������
Q������ ����
��������
������� ����
����������
Q������
����������
����������
Q������
��������
P����������
© Siemens AG 2013 All rights reserved.
Page 57 Author / Department
S������ T��� MES � CMMS
E��������
P ��������
���������
S������ T��� MES � CMMS
E��������E��������
P ��������
���������
P ��������
���������

ISA 95 Standard Operation Pillar in detailISA-95 Standard Operation Pillar in detail
P d ti O ti Pill Q lit O ti PillProduction Operation Pillar Quality Operation Pillar
Production Production
© Siemens AG 2013 All rights reserved.
Page 58 Author / Department

SIMATIC IT SPCSIMATIC IT SPC
SPC project opportunities are still under evaluation on behalf of
SIMATIC IT Product Managementg
For further information please contact:p
© Siemens AG 2013 All rights reserved.
Page 59 Author / Department

ContactsContacts
For further information please contact:
siemens.com/answers
© Siemens AG 2013 All rights reserved.
Page 60 Author / Department


















