
Shape and Anomer Larhrip 2003
11
European Journal of Pharmaceutical Sciences 19 (2003) 211–221 www.elsevier.com / locate / ejps Characterisation and deposition studies of engineered lactose crystals with potential for use as a carrier for aerosolised salbutamol sulfate from dry powder inhalers a a, b a * Hassan Larhrib , Gary P. Martin , David Prime , Christopher Marriott a Department of Pharmacy, King’ s College London, 150 Franklin-Wilkins Building, Stamford Street, London SE19NN, UK b GlaxoSmithKline, Park Road, Ware, Hertfordshire SG12 0DP , UK Received 30 July 2002; received in revised form 21 March 2003; accepted 9 April 2003 Abstract Lactose particles with different elongation ratio, roundness, polymorphic form and crystallinity were prepared by a one-step crystallisation process using varying ratios of acetone / water. The crystals were characterised using image analysis optical microscopy, scanning electron microscopy, differential scanning calorimetry and X-ray powder diffraction. The elongation ratio was found to increase with increasing acetone ratio which therefore, appears to accelerate the growth in length rather than width and / or thickness. The crystallinity and polymorphic forms were also acetone-concentration dependent. For example, the crystals formed using 65–80% v / v acetone were almost all of the a-form whereas at 85% v/v a small amount of b-form was precipitated, as detected by a peak at the reflection angle 2 u 510.4 in the X-ray diffractogram. When 90% v / v acetone was incorporated a mixture of a- and b-forms were produced in almost equal quantity, whereas, with 95% v / v acetone the b-form predominated. At high acetone concentration (90 and 95% v / v), the crystallisation proceeded rapidly leading to the creation of some amorphous content. The 63–90-mm sieve cut of either commercial grade lactose (CL) or crystallised lactose was mixed with salbutamol sulfate and dispersibility was determined using the twin stage liquid impinger. All the formulations containing carrier particles generated by crystallization from solvent showed higher dispersibility and fine particle fraction (FPF) of the drug compared to the formulation made containing CL. The carrier that showed the highest elongation ratio (produced from an 85% acetone 15% water solution), when mixed with salbutamol sulfate produced the highest dispersibility (38.5%) and highest FPF (29.24%). These parameters were six times higher than the values obtained with the formulation containing CL. 2003 Elsevier B.V. All rights reserved. Keywords: Dry powder inhalers; Lactose; Polymorphic forms; Crystallinity; Elongation ratio; Salbutamol sulfate; Dispersibility; Fine particle fraction 1. Introduction ments discussed above, and additionally its hygroscopicity is lower compared to other sugars, such as sorbitol, Dry powder inhalation aerosols (DPIs) are generally dextrose and maltose ( Macritchie, 1998). In addition, formulated by mixing cohesive, micronised drug particles lactose is available in many grades and thus it remains the (size 1–5 mm), which are often dosed only in microgram carrier of choice for the formulation of dry powder aerosol quantities, with large carrier particles (size 50–200 mm). formulations. However, the fraction of deeply respirable The carrier particles should be physiologically inert, not drug particles from most carrier-based DPI formulations at impair the drug bioavailability, be chemically compatible present is relatively low since sometimes as little as 10% with the drug and be able to aid the flow and dispersion of of the total administered from a DPI dose is delivered to the highly cohesive drug particles. The majority of previ- the lower airways, the site of action for most aerosolised ous studies have focused on lactose-based formulations drugs. Various attempts to improve the delivery efficiency because lactose, as a carrier, fulfils most of the require- of drug particles to the lung have been made including: the use of different grades of lactose ( Larhrib et al., 1999a), combining different grades of lactose ( Karhu et al., 2000), *Corresponding author. Tel.: 144-20-7848-4791; fax: 144-20-7848- adding ternary materials to the blends ( Ganderton, 1992; 4800. E-mail address: [email protected] (G.P. Martin). Staniforth, 1996; Zeng et al., 1998; Tee et al., 2000) and 0928-0987 / 03 / $ – see front matter 2003 Elsevier B.V. All rights reserved. doi:10.1016 / S0928-0987(03)00105-2
-
Upload
ahmed-osama-shalash -
Category
Documents
-
view
3 -
download
0
Transcript of Shape and Anomer Larhrip 2003
European Journal of Pharmaceutical Sciences 19 (2003) 211–221www.elsevier.com/ locate/ejps
C haracterisation and deposition studies of engineered lactose crystals withpotential for use as a carrier for aerosolised salbutamol sulfate from dry
powder inhalersa a , b a*Hassan Larhrib , Gary P. Martin , David Prime , Christopher Marriott
aDepartment of Pharmacy, King’ s College London, 150 Franklin-Wilkins Building, Stamford Street, London SE1 9NN, UKbGlaxoSmithKline, Park Road, Ware, Hertfordshire SG12 0DP, UK
Received 30 July 2002; received in revised form 21 March 2003; accepted 9 April 2003
Abstract
Lactose particles with different elongation ratio, roundness, polymorphic form and crystallinity were prepared by a one-stepcrystallisation process using varying ratios of acetone/water. The crystals were characterised using image analysis optical microscopy,scanning electron microscopy, differential scanning calorimetry and X-ray powder diffraction. The elongation ratio was found to increasewith increasing acetone ratio which therefore, appears to accelerate the growth in length rather than width and/or thickness. Thecrystallinity and polymorphic forms were also acetone-concentration dependent. For example, the crystals formed using 65–80% v/vacetone were almost all of thea-form whereas at 85% v/v a small amount ofb-form was precipitated, as detected by a peak at thereflection angle 2u510.4 in the X-ray diffractogram. When 90% v/v acetone was incorporated a mixture ofa- and b-forms wereproduced in almost equal quantity, whereas, with 95% v/v acetone theb-form predominated. At high acetone concentration (90 and 95%v/v), the crystallisation proceeded rapidly leading to the creation of some amorphous content. The 63–90-mm sieve cut of eithercommercial grade lactose (CL) or crystallised lactose was mixed with salbutamol sulfate and dispersibility was determined using the twinstage liquid impinger. All the formulations containing carrier particles generated by crystallization from solvent showed higherdispersibility and fine particle fraction (FPF) of the drug compared to the formulation made containing CL. The carrier that showed thehighest elongation ratio (produced from an 85% acetone 15% water solution), when mixed with salbutamol sulfate produced the highestdispersibility (38.5%) and highest FPF (29.24%). These parameters were six times higher than the values obtained with the formulationcontaining CL. 2003 Elsevier B.V. All rights reserved.
Keywords: Dry powder inhalers; Lactose; Polymorphic forms; Crystallinity; Elongation ratio; Salbutamol sulfate; Dispersibility; Fine particle fraction
1 . Introduction ments discussed above, and additionally its hygroscopicityis lower compared to other sugars, such as sorbitol,
Dry powder inhalation aerosols (DPIs) are generally dextrose and maltose (Macritchie, 1998). In addition,formulated by mixing cohesive, micronised drug particles lactose is available in many grades and thus it remains the(size 1–5mm), which are often dosed only in microgram carrier of choice for the formulation of dry powder aerosolquantities, with large carrier particles (size 50–200mm). formulations. However, the fraction of deeply respirableThe carrier particles should be physiologically inert, not drug particles from most carrier-based DPI formulations atimpair the drug bioavailability, be chemically compatible present is relatively low since sometimes as little as 10%with the drug and be able to aid the flow and dispersion of of the total administered from a DPI dose is delivered tothe highly cohesive drug particles. The majority of previ- the lower airways, the site of action for most aerosolisedous studies have focused on lactose-based formulations drugs. Various attempts to improve the delivery efficiencybecause lactose, as a carrier, fulfils most of the require- of drug particles to the lung have been made including: the
use of different grades of lactose (Larhrib et al., 1999a),combining different grades of lactose (Karhu et al., 2000),*Corresponding author. Tel.:144-20-7848-4791; fax:144-20-7848-adding ternary materials to the blends (Ganderton, 1992;4800.
E-mail address: [email protected](G.P. Martin). Staniforth, 1996; Zeng et al., 1998; Tee et al., 2000) and
0928-0987/03/$ – see front matter 2003 Elsevier B.V. All rights reserved.doi:10.1016/S0928-0987(03)00105-2

212 H. Larhrib et al. / European Journal of Pharmaceutical Sciences 19 (2003) 211–221
reducing the carrier particle size (French et al., 1996; Acetone technical grade was obtained from BDH, Poole,Srichana et al., 1998). However, work has not only UK.focused on simple processing of the powder in an effort toimprove its efficiency of delivery but also upon the 2 .1. Crystallisation of lactoseapproach of engineering or modifying the crystal habit orparticulate structure of therapeutic agents and carriers. Lactose (30 g) was dissolved in distilled water (300 ml)
For example, most commercially available carriers used at 558C. After cooling to room temperature, the lactosein DPI formulations present irregularities or crevices on solution was added to acetone without stirring such that thetheir surfaces (Larhrib et al., 1999a; Tee et al., 2000). final proportions of acetone, in combination with the 10%These crevices are sometimes larger than the drug par-w/v lactose solutions, were 65, 75, 85, 90, 95% v/v of theticles, and any drug entrapped is unlikely to be dislodged 100-ml total volume.by energy imparted by the patient’s inhalation, resulting in Immediate precipitation was observed as the concen-that drug being unavailable for deposition in the respirato- tration of acetone increased from 80 to 95% v/v, whereasry tract. Considerable efforts have been made to engineerthe remaining solutions, i.e. 65–75% acetone remainedcarrier lactose particles with improved surface texture and initially clear. The beakers containing different concen-crystallinity compared to that routinely available commer- trations of acetone/ lactose solution were covered tightlycially. For example, reducing the rugosity of lactose by with parafilm and left unstirred for 12 h. After that timemeans of crystallization from Carbopol gels, resulted in a interval, the resultant crystals were filtered and allowed tomore reproducible delivery of salbutamol sulfate as com- dry in an oven at 558C overnight. The dried crystals werepared with control lactose (Zeng et al., 2001). The overall poured into a 90-mm sieve, which had been placed on acarrier morphology has also been shown to affect the 63-mm sieve. The particles were then sieved manually anddeposition profiles of salbutamol sulfate from DPIs, for slowly for 1 h so as not to rupture any crystals. Theexample, increasing the elongation ratio of lactose, im- crystals (63–90mm) were then transferred to a sealed vialproved the fine particle fraction (FPF) of the drug (Zeng et and placed in a desiccator over silica gel until required foral., 2000a). The lactose used in an earlier study was further investigation. Commercial grade lactose (CL) wasprepared using different crystallisations processes (Zeng et sieved in the same manner as a control and the variousal., 2000b). The use of ethanol as a non-solvent to engineer 63–90-mm size fractions were then characterised andneedle shaped lactose crystals as a carrier has been shownemployed to produce the formulations.to increase the deposition profiles of salbutamol sulphate invitro by more than five times compared to the commercial 2 .2. Characterisation of particle size and shape ofgrade lactose (Larhrib et al., 1999b). lactose crystals by image analysis optical microscopy
The principal aims of the present study were to prepare and scanning electron microscopyand characterise lactose particles by a crystallizationprocess using a different non-solvent, namely acetone. It A small amount of powder was suspended in mineral oilwas then proposed to employ crystals obtained from the (Sigma Chemical Co, St. Louis, USA) and the suspensionvarious different lactose batches to produce a series ofwas spread onto a microscope slide. A cover slip wasformulations containing salbutamol sulfate as a model drug applied, allowing the suspension to settle homogeneouslywith a view to determining the effects of the physical between the two glass surfaces. Particle size and shapecharacteristics of the carrier particle on drug dispersion and were assessed in tandem using image analysis softwaredeposition in vitro. (designed in-house at King’s College London) installed on
an Archimedes computer, which was attached to an opticalmicroscope (Nikon Labophot, Tokyo, Japan) via a minia-ture video camera. Four hundred particles were measured
2 . Materials and methods in each sample and the surface volume mean diameter,roundness and elongation ratio were recorded, the latter
Lactose [a-lactose monohydrate (Lactochem� lactose, two factors being defined as follows:Batch no. S648090)] was obtained from Borculo Whey
2Ltd., Chester, UK whilstb-lactose (Batch 47H0490) was Perimeter]]]]Roundness5 (1)obtained from Sigma Chemical Co, Poole, UK. Micronised 43p 3Area
salbutamol sulfate (Batch no. 540330, BP 1993-USPMaximum Feret Diameter
XXII) was purchased from Allchem International, ]]]]]]]Elongation ratio5 (2)Minimum Feret DiameterMaidenhead, Berkshire, UK and was further micronisedusing an air jet microniser (JM-80, M & M Fryma Ltd., where the Minimum and Maximum Feret Diameters wereHerts, UK) with the nozzle pressure set to 6 bar. Ventolin calculated from 16 calliper measurements at 68 intervals
Rotahaler and gelatin capsules (size 3) were supplied by around the particle. These two measurements were notGlaxoSmithKline, Research and Development, Ware, UK. necessarily at right angles to each other. For the 103

H. Larhrib et al. / European Journal of Pharmaceutical Sciences 19 (2003) 211–221 213
objective, employed in these studies, the pixel resolution of 4000 Multiple Solvent Delivery System, LDC Analyticalthe digitised image used for measurement was 1.13mm per Inc., FL, USA), a multiple wavelength UV detectorpixel in the x axis and 2.26mm per pixel in they axis. (SpectroMonitor 3100, LDC Analytical Inc., FL, USA) and
Double-sided adhesive tape was placed on an aluminium a 30 cm34.6 mm i.d. column packed with 5mmstub and after stripping off the protective covering, a small Novapack C18 (Waters, Milford, MA, USA), which wasnumber of particles were scattered on the stub and maintained at 608C. The retention times for salbutamoldispersed by tapping lightly on the edge of the stub with a sulfate and the internal standard were 6 and 10.6 min,spatula to break up any agglomerates. The particles were respectively.then coated with approximately 15–20 nm gold using asputter coater (Polaron E5100, Polaron Equipment Ltd., 2 .6. Measurement of dose uniformityWatford, UK) at an electrical potential of 2.0 kV and acurrent of 20 mA. Several photomicrographs were pro- The homogeneity of the blends was examined byduced by scanning fields, selected randomly at different analysing the quantity of salbutamol sulfate in aliquotsmagnifications under a Philips SEM501B scanning elec- (3360.8 mg) of sampled powder, the amount of powder intron microscope (Einhoven, Holland). each capsule. Each aliquot of the blend was placed in a
100-ml volumetric flask and made up to volume with the2 .3. Characterisation of lactose particles by differential HPLC mobile phase containing the internal standard. Tenscanning calorimetry aliquots were taken randomly from each blend and each
solution was assayed in duplicate using the HPLC methodDifferential scanning calorimetry (DSC) was employed described above. The mean actual drug content (deter-
to determine the crystal form of lactose. The calorimeter mined by assay) expressed as a percentage of the expectedused was a Mettler TA 4000 (Mettler Instruments AG, drug content was determined (% uniformity) and theCH-8608 Greifensee, Switzerland) thermal analysis sys- coefficient of variation (% CV) of these values was used totem, with a DSC20 furnace. Thermograms were analysed assess the homogeneity of the blends.using Mettler GraphWare TA72PS.1 software. An emptyaluminium pan (40ml) was used as the reference for all 2 .7. Deposition test of salbutamol sulfatemeasurements. The instrument was calibrated using tin,indium and gallium as standard materials. A sample (2–6 Deposition of salbutamol sulfate from each blend wasmg) was weighed into an aluminium pan, which was determined using a twin stage liquid impinger afterhermetically sealed and placed in the pre-equilibrated DSC aerosolisation of three capsules at 60 l /min via afurnace (258C). Each sample was allowed to equilibrate Rotahaler. Seven millilitres and 30 ml, respectively, of thefor 5 min at 258C before being heated to 3008C at a mobile phase containing the internal standard was intro-heating rate of 108C/min. Each sample was analysed in duced into the upper and lower stages of a twin stagetriplicate. liquid impinger (British Pharmacopaeia, 2000). The cap-
sule to be tested was placed in the inhaler device2 .4. Preparation of powder formulations (Rotahaler , GlaxoWellcome, Ware, UK), which had been
fitted into a moulded rubber mouthpiece attached to theSalbutamol sulfate and lactose were mixed in a ratio of throat piece of the impinger. Once the assembly had been
1:67.5 w/w in accordance with the ratio employed in checked and found to be airtight and vertical, the pumpcommercial Ventolin Rotacaps. Stoppered vials (20 ml), was switched on, the dose released and the pump allowedcontaining the separate blends of salbutamol sulfate with to run for 7 s at 60 l /min before switching off. The capsulelactose (5 g total powder weight), were placed in a Turbula shell was then removed from the inhaler device and themixer (Glen Greston Ltd., Middlesex, UK) and mixing deposition test was repeated so that two more capsuleswas carried out for 30 min at 42 rev/min. were actuated in the same manner. The capsule shells were
All blends were then manually filled into hard gelatin washed five times with the mobile phase containingcapsules (size 3) such that each capsule contained internal standard and the solution was made up to a fixed481.75611.68mg salbutamol sulfate. volume (50 ml). The inhaler device was washed with the
same solvent and the solution made up to volume (50 ml).2 .5. HPLC analysis of salbutamol sulfate The upper and lower stages of the twin stage impinger
were washed individually and the solution was made up toSalbutamol sulfate was analysed by HPLC employing a volume (100 ml). All the samples obtained were analysed
mixture of methanol and 0.25% w/v 1-heptane sulfonic for salbutamol sulfate using the HPLC method outlinedacid sodium salt (40:60, v /v) as the mobile phase running above.at a flow rate of 0.9 ml /min,p-hydroxybenzoic acid ethyl Deposition of salbutamol sulfate from each formulationester (1mg/ml) as an internal standard and UV detection was determined at least five times and a number ofat 238 nm. The HPLC system consisted of a pump (CM parameters were employed to characterise the deposition
214 H. Larhrib et al. / European Journal of Pharmaceutical Sciences 19 (2003) 211–221
profiles of the drug. The recovered dose (RD) was the sum growth of the longest axis of the crystals at the expense ofof the weights of drug (mg) recovered from the capsule an increase in width and thickness. This hypothesis,shells, the inhaler device and the upper and lower stages of developed from image analysis optical microscopy datathe twin stage impinger, whilst the emitted dose (ED) was (Table 1) and was supported by the qualitative assessmentthe dose emitted from the inhaler device and depositing in of scanning electron micrographs (Fig. 1). The roundnessthe upper the upper and lower stages of the twin stage value also generally showed a concomitant increase asimpinger. Fine particle dose (FPD) was the amount of drug acetone concentration was increased (Table 1), althoughrecovered from the lower stage of the impinger, which has this factor also reached a maximum when 85% v/va diameter less than the cut-off diameter of the upper stage acetone was employed.of a twin stage impinger (drug particles,6.4mm at an airflow rate of 60 l /min). The fine particle fraction (FPF) was 3 .2. Characterisation of polymorphic forms of lactosecalculated as the ratio of the FPD to RD and the dis-persibility as the ratio of FPD to ED (both expressed as a Fig. 2 shows the DSC scans ofa-lactose monohydrate,percentage). The percent recovery was calculated as the
b-lactose and crystallised lactose using different combina-ratio of RD to the expected dose of salbutamol sulfate in tions of acetone/ lactose solutions.Fig. 2b–eshow DSCthe capsules and the percent emission as the ratio of ED toscans similar to that ofa-lactose monohydrate (Fig. 2a).RD (both also expressed as percentages). The endothermic transition starting at about 1308C corre-
sponds to the dehydration of crystallisation water, whereasthe endothermic peak at about 2258C is the melting
3 . Results and discussion endotherm ofa-lactose monohydrate. However, the sam-ples crystallised using 90 and 95% acetone (Fig. 2f,g)
3 .1. Characterisation of particle size and morphology of contain someb-lactose. This is inferred from the DSC scanlactose of pureb-lactose (Fig. 2a), which showed a melting peak
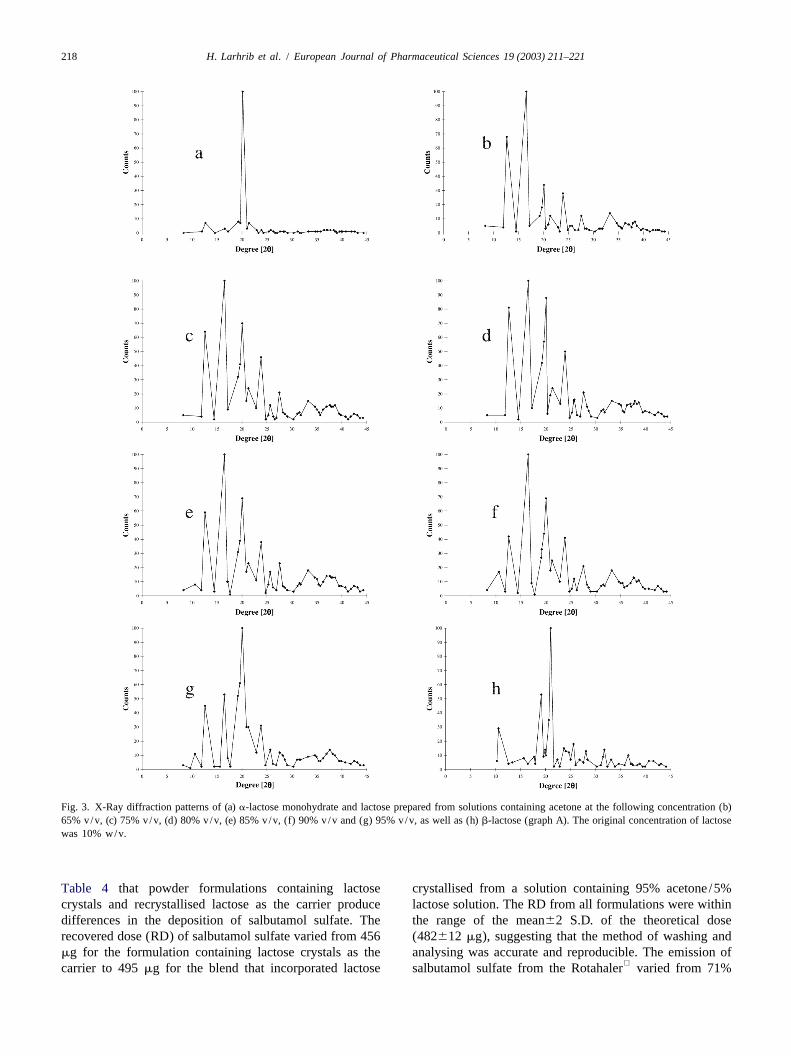
at about 2408C.The various batches of lactose crystals, prepared from The X-ray diffraction patterns ofa-lactose monohy-
solutions containing differing acetone concentrations, were drate, crystallised lactose and pureb-lactose are shown inof different shape, size and surface texture, as can be seenFig. 3. The reflection intensity at the angle 2u510.4from the scanning electron micrographs (Fig. 1). For corresponds tob-lactose (Fig. 3h). It can be seen that theexample, the crystals obtained from 65% v/v acetone weresamples prepared from the solutions containing 65, 75 andeither tomahawk or pyramid shaped, whereas when 75%80% acetone do not show such a peak, suggesting a lack ofacetone was used, elongated particles with a rough surface
b-lactose in these samples. A small amount ofb-lactosewere formed; in the latter instance, it is possible that the was apparent in the sample prepared from 85% acetone,crystals formed initially served as a nucleus on which other which could not be detected using DSC. The samplescrystals grew leading to the formation of numerous needles prepared from 90 and 95% acetone showed moreb-lactoseon the surface of the primary crystals. The crystals (Fig. 3f,g) and this concurred with the DSC data.prepared using 80 and 85% acetone were less rough and The samples crystallised from 90 and 95% acetone alsomore regular in shape compared to those obtained usingshowed a broad and small endothermic transition at about75% acetone as the non-solvent. When 90 and 95% acetone1308C corresponding to the dehydration of water ofwas employed, individual crystals were formed with crystallisation (Fig. 2f,g). The number of moles of watersmooth surfaces but the crystals were porous and moreper mole of anhydrous lactose (n) was calculated for all thebrittle, as indicated by the presence of a larger number of samples (Table 2) using Eq. (3) (Khankari et al., 1992):fractured faces (Fig. 1).
The concentration of acetone also had effects on the DH xRMMd lactose]]]]]]]n 5 (3)size, roundness and elongation ratio of the resultant DH 2DH xRMMs dv d water
particles (Table 1). The particle size generally decreasedwith increasing concentration of acetone. For example, the whereDH is the enthalpy of dehydration obtained fromd
mean particle diameter decreased from 109.77mm when the dehydration endotherm (J/g);DH is the enthalpy ofv
acetone was present at 65% v/v to 31.09mm at 95%, vaporisation of water, 2261 J/g (Stark and Wallace, 1976),when upon addition of acetone a cloudy solution was and RMM and RMM are the relative molecularlactose water
rapidly formed. masses of anhydrous lactose (340.3) and water (18.0),The elongation ratio of lactose particles was clearly respectively.
dependent upon the concentration of acetone in the crys- The lactose crystallised using 90 and 95% of acetonetallization medium. Increasing the concentration of acetone appeared to contain less than 1 mol water of crystallisationincreased the elongation ratio (Table 1) of lactose par- per mole anhydrous lactose (Table 2). This was due to aticles, up to 85% v/v acetone. Therefore, generally higher decrease in the amount ofa-lactose monohydrate and anconcentrations of acetone would appear to accelerate the increase in theb-lactose form as shown by DSC (Fig.

H. Larhrib et al. / European Journal of Pharmaceutical Sciences 19 (2003) 211–221 215
Fig. 1. Scanning electron micrographs of lactose crystals and recrystallised lactose using different combinations of acetone/ lactose solution.
216 H. Larhrib et al. / European Journal of Pharmaceutical Sciences 19 (2003) 211–221
Fig. 1. (continued)
2f,g). In addition these fractions of lactose would also The crystallinity of lactose crystallised from 95%appear to have an increased amorphous content, as sug- acetone/5% lactose solution was calculated from the heatgested by the small deflection in the base line of the DSC of crystallisation of amorphous lactose, obtained from thethermogram (Fig. 2f) and the appearance of a small DSC thermograms (Saleki-Gerhardt et al., 1994). Givenexothermic peak at about 1728C (Fig. 2g), which can be the specific heat of crystallisation of amorphous lactose,attributed to the crystallisation of amorphous lactose (Lerk DH (J /g), then the content of amorphous lactose (%c
et al., 1994; Darcy and Buckton, 1997). There was a amorphous w/w) in the crystalline lactose can be calcu-concomitant qualitative change in the physical characteris- lated using Eq. (4):tics of the lactose as higher concentrations of acetone were Dhc
]]employed since a more brittle material was produced at 90 % amorphous lactose5 3 100 (4)DHcand 95% levels of solvent.
where Dh is the heat of crystallisation of amorphousc
lactose in J/g lactose crystals andDH is taken as 32 J/gT able 1 c
The surface-volume mean diameter, roundness and elongation ratio for for amorphous lactose (Sebhatu et al., 1994). The heat ofsieved (63–90mm) commercial lactose (CL) and sieved recrystallised crystallisation of lactose crystallised from 95% acetone/lactose crystals measured by optical microscopy image analysis (n5400) 5% lactose solution was 4.7 J/g, which on the basis of Eq.Carrier (63–90mm) Diameter Roundness Elongation (4) corresponds to 14% amorphous lactose.
(mm) ratio
CL 106.12 1.4460.02 1.6960.05 3 .3. Content uniformity65% Acetone/35% LS 109.77 1.6060.09 1.9660.0975% Acetone/25% LS 64.67 1.8460.07 2.3860.11 Table 3 shows the percentage uniformities and coeffi-80% Acetone/20% LS 64.77 2.1660.11 2.7860.75
cient of variation (% CV) in salbutamol sulfate content85% Acetone/15% LS 80.45 2.5960.09 3.7060.42obtained for the formulations containing lactose crystals90% Acetone/10% LS 47.34 2.0660.13 2.5660.23
95% Acetone/5% LS 31.09 2.2160.17 3.3460.85 and recrystallised lactose. The salbutamol sulfate contentof samples varied from 93.1761.56 for the formulationRecrystallisation was carried out from solutions containing different
proportions of acetone and 10% w/v lactose solution (LS). containing lactose prepared from 65% acetone as a carrier
H. Larhrib et al. / European Journal of Pharmaceutical Sciences 19 (2003) 211–221 217
Fig. 2. DSC thermograms of (a)a-lactose monohydrate andb-lactose, and lactose prepared from solutions containing acetone at the followingconcentration (b) 65% v/v, (c) 75% v/v, (d) 80% v/v, (e) 85% v/v, (f) 90% v/v, and (g) 95% v/v. The original concentration of lactose was 10% w/v.
to 106.1962.44% for the formulation containing lactose 3 .4. Deposition profiles of salbutamol sulfate fromprepared from 75% acetone. All the formulations showed a formulations containing lactose crystals andvery low coefficient of variation (% CV), which was less recrystallised lactosethan 2.7%. These results suggest that the overall process ofmixing, sampling and analysis was accurate and reproduc- The deposition data presented inTable 4were calculatedible, and a uniform mixing was achieved using the after the actuation of the contents of three capsules at 60employed mixing procedure. l /min into a two-stage twin impinger. It can be seen from
218 H. Larhrib et al. / European Journal of Pharmaceutical Sciences 19 (2003) 211–221
Fig. 3. X-Ray diffraction patterns of (a)a-lactose monohydrate and lactose prepared from solutions containing acetone at the following concentration (b)65% v/v, (c) 75% v/v, (d) 80% v/v, (e) 85% v/v, (f) 90% v/v and (g) 95% v/v, as well as (h)b-lactose (graph A). The original concentration of lactosewas 10% w/v.
Table 4 that powder formulations containing lactose crystallised from a solution containing 95% acetone/5%crystals and recrystallised lactose as the carrier produce lactose solution. The RD from all formulations were withindifferences in the deposition of salbutamol sulfate. The the range of the mean62 S.D. of the theoretical doserecovered dose (RD) of salbutamol sulfate varied from 456 (482612 mg), suggesting that the method of washing andmg for the formulation containing lactose crystals as the analysing was accurate and reproducible. The emission of
carrier to 495mg for the blend that incorporated lactose salbutamol sulfate from the Rotahaler varied from 71%

H. Larhrib et al. / European Journal of Pharmaceutical Sciences 19 (2003) 211–221 219
T able 2The enthalpy of dehydration and moles of water of crystallisation per mole of anhydrous lactose of sieved commercial lactose (CL) and recrystallisedlactose obtained from the DSC thermograms
Sample Enthalpy of dehydration Moles of water /mole oflactose (n) (w/g) anhydrous lactose
CL 141.2263.81 1.2660.0465% Acetone/35% LS 142.4763.63 1.2760.0375% Acetone/25% LS 140.1561.51 1.2560.0180% Acetone/20% LS 141.1261.58 1.2660.0185% Acetone/15% LS 138.5262.49 1.2360.0390% Acetone/10% LS 105.3064.15 0.9260.0495% Acetone/5% LS 94.4262.98 0.8260.02
Recrystallisation was carried out from solutions containing different proportions of acetone and 10% w/v lactose solution (LS).
T able 3 precipitated using 90 or 95% acetone had the highest% Uniformity (mean6S.D.) and coefficient of variation (CV) in sal- b-lactose content as well as the greatest amorphousbutamol sulfate content obtained from the formulations containing sieved
contents. These factors are likely to affect the interactioncommercial lactose (CL) and recrystallised lactose (n510)of drug with the carrier, which in turn will affect the
Carrier (63–90mm) % Uniformity % CV resultant deposition profile.CL 98.2061.14 1.16 The blend containing CL produced a markedly lower65% Acetone/35% LS 93.1761.56 1.67 dispersibility of salbutamol sulfate compared to all formu-75% Acetone/25% LS 106.1962.44 2.30
lations containing recrystallised lactose (Table 4), indicat-80% Acetone/20% LS 95.0162.50 2.63ing that most of the emitted dose of salbutamol sulfate was85% Acetone/15% LS 100.9261.78 1.76
90% Acetone/10% LS 101.8461.99 1.95 deposited in the upper stage of the twin stage impinger,95% Acetone/5% LS 105.9561.38 1.30 allowing only a small fraction of the salbutamol sulfate to
reach the lower stage. This was mirrored by the concomi-Recrystallisation was carried out from solutions containing differentproportions of acetone and 10% w/v lactose solution (LS). tantly lower values of FPD (2367 mg) and FPF
(5.161.6%) of the drug (Table 4). Despite the loweremission of the drug from the formulation containing 95%
for the formulations containing recrystallised lactose, acetone, a higher FPF (27.161.6%) was produced due to aprepared using 90% or 95% acetone to 94% for the blend higher proportion of the emitted dose depositing in thecomposed of recrystallised lactose, prepared using 80%lower stage of the twin stage impinger compared with thatacetone. The emission of the drug from the inhaler device from the formulation containing CL (Table 4). One waywas significantly lower when the formulation containing analysis of variance showed that the formulations producedlactose prepared using 95% acetone was employed. Thesefrom crystallised lactose prepared using 85% acetoneresults indicate that approximately 30% RD of the drug produced a higher FPF of drug than formulations com-from the formulation containing the lactose recrystallised posed from the batch of lactose prepared using lowerfrom 90 and 95% acetone was retained in the capsulesconcentrations of acetone. There was no significant differ-and/or in the inhaler device. The lower emission of ence (ANOVA, P.0.05) in FPF from the blends com-salbutamol sulfate from the latter formulation could be due posed of crystallised lactose prepared using 75% and 80%in part to a decrease in the flow properties since the lactoseacetone and no significant difference (ANOVA,P.0.05)particles are elongated. In addition the batches of lactosein FPF between the blends containing crystallised lactose
T able 4Recovered dose (RD), emitted dose (ED), fine particle dose (FPD), fine particle fraction (FPF), dispersibility, recovery and emission of salbutamol sulfatefrom formulations containing either sieved commercial lactose (CL) or recrystallised lactose (mean6S.D., n55)
Lactose RD ED FPD FPF Dispersibility Recovery Emission(63–90mm) (mg) (mg) (mg) (%) (%) (%) (%)
CL 456610 365626 2367 5.161.6 6.462.1 93.062.1 80.167.065% Ac/35% LS 471614 368612 9863 20.761.1 26.561.2 105.063.1 78.162.275% Ac/25% LS 48563 398611 12068 24.861.7 30.262.1 94.960.7 81.961.880% Ac/20% LS 464629 434622 106611 22.860.9 24.461.2 102.066.3 93.661.185% Ac/15% LS 47467 359612 139612 29.262.2 38.562.2 97.461.5 75.861.690% Ac/10% LS 474620 337622 12766 26.961.8 37.860.8 96.564.0 71.265.195% Ac/5% LS 49567 351611 134610 27.161.6 38.161.8 96.961.4 71.061.8
Recrystallisation was carried out from solutions containing different proportions of acetone (Ac) and 10% w/v lactose solution (LS).

220 H. Larhrib et al. / European Journal of Pharmaceutical Sciences 19 (2003) 211–221
obtained using the highest acetone concentrations (85%, Using 90% acetone a mixture ofa and b forms were90% and 95% acetone). The FPD and FPF of salbutamol produced in almost equal proportions (as determined bysulfate generally increased with increasing acetone ratio DSC) whereas, at 95% acetone theb-form was pre-and reached an optimum at the formulation composed of dominant. At 95% acetone, the crystallisation was forcedcrystallised lactose prepared using 85% acetone (FPD5 rapidly leading to the formation of some amorphous139612 mg, FPF529.262.2%). The difference in the content (14%) as detected by DSC and the crystalsdeposition profile from the formulations containing com- appeared to be brittle in character.mercial lactose crystals and recrystallised lactose could be After blending with salbutamol sulfate, all the formula-attributed partially to the difference in the morphological tions produced showed a very low coefficient of variationproperties, with all the recrystallised lactose having a (% CV) suggesting that the overall process of mixing,higher elongation ratio than lactose crystals (Table 1). sampling and analysis was accurate and reproducible. BothZeng et al. (2000a,b)have shown that the FPF of sal- the elongation ratio and FPF of salbutamol sulfate werebutamol sulfate increases as a function of elongation ratio. found to increase as a function of the amount of acetoneThis can be explained by the fact that elongated or needle- used to prepare the lactose crystals with an optimumlike particles have aerodynamic diameters almost indepen- concentration being approximately 85% v/v. The influencedent of their length and the diameter is approximately of elongation ration of the carrier particles on FPFequal to the short dimension of the particle in question appeared to be more marked than any effects attributable(Hinds, 1982). Such particles thus exhibit smaller to surface smoothness (as assessed visually). All theaerodynamic diameters than spherical particles of similar formulations containing the engineered lactose producedmass or volume as shown byHickey et al. (1992).More higher dispersibility and FPF than the formulation incor-elongated lactose particles may also be expected to travel a porating commercial lactose. The carrier that showed thelonger distance before impaction occurs in comparison to highest elongation ratio (85% acetone/15% lactose solu-less elongated carrier particles of similar mass, as a result tion) when mixed with salbutamol sulfate produced theof the lower relative aerodynamic diameters of the former. highest dispersibility (38.5%) and highest FPF (29.2%).More drug particles can adhere to elongated carrier par- Both these parameters were found to be six times higherticles in comparison to those that are more spherical and than the corresponding values for dispersibility (6.4%) andthese particles will be subjected to the drag forces of the FPF (5.1%) obtained from the formulation containingair stream for a longer period of time. This would be commercial lactose. It can be concluded that the use ofexpected to result in a higher proportion of drug being different concentrations of non-solvent on the controlleddetached from the carrier particle, leading to a higher FPF crystallization of lactose can lead to particles that mightof the drug (Zeng et al., 2000a,b). vary not only in particle size and shape, but also in crystal
habit and degree of crystallinity. Such manipulation ofcarrier particles might be a viable means of improving the
4 . Conclusion drug delivery to the lower airways from dry powderinhalers.
Lactose particles were prepared using a one-step crys-tallisation process from acetone/water cosolvent mixturesusing acetone as a precipitating agent and water as aA cknowledgementssolvent. Lactose particles with different elongation ratio,roundness, polymorphic form, particle size and crystallini- This work was sponsored by GlaxoSmithKline, Ware,ty resulted as a consequence of varying the proportion of UK. The authors would also like to thank Dr Bobacetone/water (v /v). The crystal growth of lactose using Lancaster (GlaxoSmithKline) for his help in X-ray powder65–75% v/v acetone was slow, with the particles obtained diffraction and Dr Tony Brain from the EM unit (King’sfrom 65% acetone being either tomahawk- or pyramid- College, London) for scanning electron microscopy.shaped. Above 65% acetone needle-shaped lactose wasobtained and the elongation ratio and roundness of theparticles increased with increasing concentration of ace- R eferencestone. Therefore, an increased acetone concentration ap-peared to accelerate the growth of length rather than theB ritish Pharmacopaeia, 2000. Aerodynamic Assessment of Fine Par-width and thickness of the crystal. The lactose in the ticles—Fine Particle Dose and Particle Size Distribution. Her Majes-needle-shaped crystals (prepared using concentrations of ty’s Stationery Office; Appendix XII F: 3.
D arcy, P., Buckton, G., 1997. The influence of heating/drying on theacetone up to 80%) existed only in thea form as revealedcrystallization of amorphous lactose after structural collapse. Int. J.by DSC and X-ray diffraction studies. However, whenPharm. 158, 157–164.
crystallization took place from 85% acetone, evidence of a F rench, L., Edwards, D.A., Niven, R.W., 1996. The influence of formula-small amount ofb form was apparent from the X-ray tion on emission, deaggregation and deposition of dry powders fordiffractogram but this could not be detected by DSC. inhalation. J. Aerosol Sci. 27, 769–783.
H. Larhrib et al. / European Journal of Pharmaceutical Sciences 19 (2003) 211–221 221
G anderton, D., 1992. The generation of respirable cloud from coarse S ebhatu, T., Angberg, M., Ahlneck, C., 1994. Assessment of the degreepowder aggregates. J. Biopharm. Sci. 3, 101–105. of disorder in crystalline solids by isothermal microcalorimetry. Int. J.
H ickey, A.J., Fults, K.A., Pillai, R.S., 1992. Use of particle morphology Pharm. 104, 135–144.to influence the delivery of drugs from dry powder aerosols. J. S richana, T., Martin, G.P., Marriott, C., 1998. On the relationship betweenBiopharm. Sci. 3, 107–113. drug carrier deposition from dry powder inhalers in vitro. Int. J.
H inds, W.C., 1982. Aerosol Technology: Properties, Behaviour and Pharm. 167, 13–23.Measurement of Airborne Particles. Wiley Interscience, New York. S tark, J.G., Wallace, H.G., 1976. In: Chemistry Data Book, SI Edn. John
K arhu, M., Kuikka, J., Kauppinen, T., Bergstrom, K., Vidgren, M., 2000. Murry, London, p. 122.Pulmonary deposition of lactose carriers used in inhalation powders. S taniforth, J.N., 1996. Improvements in dry powder inhaler performance:Int. J. Pharm. 196, 95–103. surface passivation effects. Proceedings of Drugs Delivery to the
K hankari, R.K., Law, D., Grant, D.J.W., 1992. Determination of water Lungs VII, pp. 86–89.content in pharmaceutical hydrates by differential scanning T ee, S.K., Marriott, C., Zeng, X.M., Martin, G.P., 2000. The use ofcalorimetry. Int. J. Pharm. 89, 117–127. different sugars as fine and coarse carriers for aerosolised salbutamol
L arhrib, H., Zeng, X.M., Martin, G.P., Pritchard, J., 1999a. The use of sulphate. Int. J. Pharm. 208, 111–123.different grades of lactose as a carrier for aerosolised salbutamol Z eng, X.M., Martin, G.P., Tee, S.K., Marriott, C., 1998. The role of finesulphate. Int. J. Pharm. 91, 1–14. particle lactose on the dispersion and deaggregation of salbutamol
L arhrib, H., Martin, G.P., Marriott, C., Prime, D., 1999b. The use of sulphate in an air stream in vitro. Int. J. Pharm. 176, 99–110.engineered lactose crystals as a carrier for aerosolized salbutamol Z eng, X.M., Martin, G.P., Tee, S.K., Marriott, C., Pritchard, J., 2000a.sulphate from dry powder inhalers. Proceedings of Drug Delivery to The influence of carrier morphology on drug delivery by dry powderthe Lungs X (London), December, pp. 155–159. inhalers. Int. J. Pharm. 200, 93–106.
L erk, C.F., Andreal, A.C., De Boer, A.H., 1994. Alteration of lactose Z eng, X.M., Martin, G.P., Marriott, C., Pritchard, J., 2000b. The effects ofduring differential scanning calorimetry. J. Pharm. Sci. 73, 856–857. carrier size of the dispersion of salbutamol sulphate after aerosoliza-
M acritchie, H.B, 1998. The Development of a Laser Diffraction Tech- tion at different flow rates. J. Pharm. Pharmacol. 52, 1211–1221.nique for Use in the Physical Characterization of Dry Powders for Z eng, X.M., Martin, G.P., Marriott, C., Pritchard, J., 2001. The use ofInhalation, PhD thesis, University of London. lactose recrystallised from Carbopol gels as a carrier for aerosolised
S aleki-Gerhardt, A., Ahlneck, C., Zografi, G., 1994. Assessment of salbutamol sulphate. Eur. J. Pharm. Biopharm. 51, 55–62.disorder in crystalline solids. Int. J. Pharm. 101, 237–247.


















