
SGT5-8000H / IRSCHING 4 ON THE WAY TO 60% WORLD RECORD ...
16
POWER-GEN Asia 2010 1 of 16 W. Fischer, Dr. S. Abens, 2010-09-03 Copyright © Siemens AG 2009. All right SGT5-8000H / IRSCHING 4 ON THE WAY TO 60% WORLD RECORD EFFICIENCY AND PATH TO 60 Hz SGT6-8000H Willibald J Fischer Dr. Steven Abens SIEMENS AG Germany POWER-GEN Asia 2010 – Singapore
Transcript of SGT5-8000H / IRSCHING 4 ON THE WAY TO 60% WORLD RECORD ...
POWER-GEN Asia 2010
1 of 16 W. Fischer, Dr. S. Abens, 2010-09-03 Copyright © Siemens AG 2009. All right
SGT5-8000H / IRSCHING 4 ON THE WAY TO 60%
WORLD RECORD EFFICIENCY AND PATH TO 60 Hz
SGT6-8000H
Willibald J Fischer Dr. Steven Abens
SIEMENS AG Germany
POWER-GEN Asia 2010 – Singapore

POWER-GEN Asia 2010
2 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
Abstract The new SGT5-8000H gas turbine, which is the result of years of research and
development within Siemens Energy, is the first new frame developed after the merger
of Siemens and Westinghouse. It is based on well proven features of the existing
product lines combined with advanced technology. Customer needs and benefits were
the main drivers for the development of the new engine, rated at 375 MW@ISO and 570
MW / 60 % in combined cycle. The air-cooled concept offers added value through higher
operational flexibility required in deregulated market environment. The SGT5-8000H
turbine development team involved more than 250 engineers, working in Erlangen,
Berlin and Mülheim in Germany, as well as in Orlando and Jupiter in Florida, USA. An
additional 500 employees were involved in the manufacturing, assembly and test
preparation of the prototype engine. Single gas turbine components were already pre-
tested and verified with success. The complete SGT5-8000H gas turbine was fully tested
and validated under field conditions in a real power plant environment at Irsching 4
Power Station, Bavaria/Germany, in a hosting agreement with E.ON Kraftwerke. This
comprehensive and consequent approach will ensure, that subsequent “commercial”
engines will be brought to market in a risk controlled manner, fully validated based on
extensive operating history. In the meantime, the prototype plant is in Phase II,
extension to combined cycle, where the world record of 60 % combined cycle efficiency
will be demonstrated in a real power plant in 2011.
The paper will cover:
• Overview 8000H program
• Key features of new gas turbine and combined-cycle power plant
• Test results of field validation phase
• Status 60 Hz SGT6-8000H
POWER-GEN Asia 2010
3 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
Introduction The worldwide need for energy is constantly rising while at the same time the demand
for reliable, affordable, efficient as well as environmentally-compatible power generation
is increasing. In today’s highly-competitive business environment, customers and power
plant operators expect an economical, state-of-the-art product. Their purchasing
decisions place more and more emphasis on life-cycle cost analyses that span the entire
lifetime of a power plant.
Siemens Energy developed its new generation H-class Siemens gas turbine (SGT™),
the SGT-8000H series, taking both environmental protection as well as economical
focus into consideration. Technical innovations in design and development, process
engineering, materials and manufacturing as well as assembly processes collectively
support Siemens Energy in continually transforming these new requirements into
realities.
The H-Class gas turbine is the first new frame developed since the merger of Siemens
and Westinghouse. It combines the best features of the two established product lines
with advanced technology, the functional and mechanical design of the new engine were
built on the experience gathered with the predecessor 50Hz and 60Hz engines. Proven
design features were applied wherever possible, and "Design for Six Sigma" tools were
used resolutely, to deliver a competitive product which meets the requirements
described in the foregoing.
Primary Targets of the 8000H Program Customer requirements resulting especially from today’s liberalized energy markets and
current trends in today’s generation portfolio requirements for complementing the
substantial market penetration of renewable power, were the essential drivers for
developing the new SGT5-8000H: (Figure 1)
Increase of combined-cycle net efficiency to over 60%, Reduced emissions per kWh produced, Achievement of high efficiency and low emissions in part-load operation also, Fast start-up capability and operational flexibility, Reduced investment costs per kW, High reliability and availability, and ultimately Minimum life cycle costs.
The SGT5-8000H gas turbine development team involved more than 250 engineers,
working in Erlangen, Berlin and Mülheim in Germany, as well as in Orlando and Jupiter

POWER-GEN Asia 2010
4 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
in Florida. An additional 500 employees were involved in the manufacturing, assembly
and preparations for testing the prototype engine.
This new turbine was developed in strict compliance with the company’s Product
Development Process. The design effort incorporated previous lessons learned, applied
proven design features wherever possible and systematically utilized Design for Six
Sigma tools to deliver a competitive product focused on life-cycle costs, performance,
serviceability, flexibility, reliability, and low emissions.
Major Milestones of the 8000H Program Consequent program management is essential for successful introduction of a new gas
turbine. As already achieved during the design phase, all major milestones during the
testing period were achieved on time:
Program Launch – Concept Phase Oct. 2000 Gate 1: Product Strategy Mar. 2001 Gate 2: Start Basic Design (GT) Nov. 2001 Gate 3: Product Release (GT) Aug. 2004 1st engine shipment ex Works Berlin Apr. 2007 1st Fire at Irsching 4 Test Center Dec. 2007 1st Synchronization to power grid Mar. 2008 1st Base Load Apr. 2008 End of Test & Validation Phase Aug. 2009 Gate 4: Series Release of the SGT5-8000H Jun. 2010 SGT5-8000H Design Features The engine concept was selected from a number of air-cooled engine design options
and several gas turbine cycle variants after completion of a comprehensive feasibility
analysis during the conceptual design phase. The air-cooled concept selected offers
maximum added value by virtue of its higher operational flexibility – an essential
prerequisite in the deregulated power generation market environment.
The most important gas turbine design features are: (Figure 2) • Single tie-bolt rotor comprising individual compressor and turbine disks with Hirth
facial serrations, • Hydraulic clearance optimization (HCO),

POWER-GEN Asia 2010
5 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
• Axial 13 stage compressor with high mass flow, high component efficiency, controlled diffusion airfoils (CDA) in the front stages and high performance airfoils (HPA) in the rear stages, variable guide vanes and cantilevered vanes,
• High temperature, air-cooled, can annular combustion system, • Four-stage, exclusively air-cooled turbine section, • Advanced, on-board variable dilution air system, with no external cooling system, • Advanced, highly-efficient, high-pressure and high-temperature combined-cycle
process with a Benson boiler design based on the high mass flow and exhaust temperature of the new engine. (Figure 3)
A 60 Hz version is now in manufacturing based on the achievements of the 50 Hz project, thereby minimizing operational risks for customers. SGT5-8000H Validation For minimization of customer risk during the introduction of the new product, a
comprehensive test and validation program was set up. This already included tests on
prototype parts during the design phase, followed by sub-system validation such as
atmospheric and high pressure combustion testing, as well as full-scale, 60 Hz
compressor validation. The individual components, sub-systems and then engine tests
were performed in the Siemens Berlin test center and at several other suitable test
facilities. (Figure 4)
The crucial phase of validation is engine operation under real power plant conditions.
Preparation for this phase was already commenced in 2005 with the installation of about
3000 sensors in and on the engine during manufacture of the prototype. In addition to
the standard I&C system, these sensors measure temperatures, pressures, strains,
flows, acceleration, and vibrations encountered during part load and base load operation
and enable engineering to compare the design models with the real engine response.
Three telemetry systems located at the turbine bearing as well as the compressor end of
the intermediate shaft delivered some 600 additional signals from the rotor.
The partner found for this extensive validation project is E.ON Kraftwerke, a major
German electricity provider. A very unique contract was entered to give Siemens
maximum flexibility in testing the new gas turbine and add the world’s first combined-
cycle power plant with 60% efficiency to the E.ON power plant fleet.
POWER-GEN Asia 2010
6 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
The contract defines two phases. During the first phase, Siemens built a gas turbine
power plant in a simple-cycle configuration and operated this plant for 18 months for
testing purposes under the terms of a hosting agreement. The existing Irsching power
plant site was selected for this common project. Site preparation started in 2006. The
second phase of the contract, which started after completion of the 18-month test phase
and demonstration of the contractually-defined performance of the gas turbine, covers
the extension of the simple cycle configuration to a single-shaft, combined-cycle power
plant, that will be commissioned and handed over to the customer as under the terms of
a turnkey EPC arrangement.
To operate the gas turbine during the 18-month test phase, additional contracts with a
gas provider and for the sale of electricity have been implemented. The gas contract
does not stipulate any minimum gas consumption. The electricity sales contract covers
any power which is produced by operation of the gas turbine. Both contractual
arrangements allow maximum testing flexibility for validation of the gas turbine.
The engine was shipped from the Siemens gas turbine manufacturing plant in Berlin
plant at the end of April 2007 and was placed on the foundation at the Irsching 4 site at
the end of May 2007. During engine installation, a considerable scope of additional
instrumentation such as externally-mounted blade vibration sensors, pyrometers, tip
clearance and flow field probes as well as two infrared turbine blade monitoring cameras
was installed.
Concurrent with erection of the power plant, test facilities including the extensive data
acquisition system (DAS) were added. The DAS set-up was not limited to the Irsching
site. A dedicated encrypted data network between the Irsching Test Center and the
engineering headquarters in Muelheim, Germany and Orlando, Florida was established.
This network enabled 100 additional engineers to have a live view of engine operation
without the need for on-site presence and contributed to both testing operations as well
as engine safety. (Figure 5)
Cold commissioning of the gas turbine was successfully completed in December 2007.
The 4-phase structured testing operation was commenced with the successful first fire
on December 20, 2007 (Figure 6). The first test phase was mainly driven by auxiliary
and start-up commissioning steps. The start-up and protection settings were optimized.
Also mandatory full speed no load (FSNL) tests such as speed sweeps for compressor

POWER-GEN Asia 2010
7 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
and turbine validation and generator protection testing were also conducted. Test phase
1 ended with the first synchronization with the grid on March 7, 2008.
Test phase 2 included the first loading to full speed full load (FSFL) and all related tests
for optimizing the loading schedule for the four stages of variable guide vanes as well as
the five fuel gas stages of the combustion system. Test phase 2 culminated in achieving
base load for the first time on April 24, 2008.
The primary focus of test phase 3 was mapping of aerodynamic and thermodynamic
performance at part load and base load as well as final combustion tuning to meet
emissions requirements. Test phase 3 also included tests with preheated fuel at various
loading rates and also load rejection tests. Pyrometers were utilized to gain a more
comprehensive picture of surface temperatures of the rotating turbine parts. Flow probes
were installed in the diffuser and in the turbine flow path to determine the flow fields
(Figure 7).
Thermal Paint Test Thermal paints, also known as temperature indicating paints, are a simple and effective
means to obtain a permanent visual record of the temperature variations over the
surface of components. Thermal paints do not modify the thermal behavior of a
component during testing and can be applied to surfaces with small-diameter cooling
holes without affecting the cooling effectiveness. Thermal paint tests entail a significant
investment in terms of testing time and financial expenditure.
A comprehensive thermal paint test was conducted at Irsching 4. For this test, two
extensive outages involving cover lifts were required. During the first 8-week outage,
several parts with thermal paint were installed in the combustion and turbine sections.
On January 30, 2009, the engine was restarted and loaded directly to base load for 10
minutes of operation. Precise timing of the operating sequence was mandatory to
produce representative results. Overall, the test run itself only took one hour.
Subsequently, the unit was shut down to remove the painted parts during the second
outage which lasted another six weeks. In the following months, the color changes were
evaluated and very valuable temperature profiles over the entire surface of the hot gas
path parts determined. The evaluation of the thermal paint parts confirms and supports
the GT models used for designing this new Gas Turbine. (Figure 8).
At the end of test phase 3 in April 2009, the engine had accumulated operating 300
hours. The mortality rate of the prototype sensors was comparatively low and thus

POWER-GEN Asia 2010
8 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
terabytes of very valuable data were recorded and is still used for further evaluations
now and in the future. Having completed test phases 1-3, all specific operational tests
were successfully concluded. During these 15 months of testing, frequent inspections
were conducted and valuable service and outage experience was also gained. For
example, the overall effort of the thermal paint test described above is comparable to the
effort required for an extended hot gas path inspection.
Test phase 4 is the so-called Endurance Test and has the main purposes:
• Collection of further mid-to-long-term operating experience, starts and hours under
semi-commercial conditions,
• Confirmation of “readiness for commercial service”, based on the load regime
required by grid operator,
• Operation by staff without special qualification (other than standard GT O&M
experience), and
• Recording of test sensor data will be continued, however the prime focus is no longer
on testing.
The operating parameters are set and the engine was operated 24 hours for extended
continuous periods as well as on a daily start-and-stop basis in line with load dispatch
requirements.
This test phase was also successfully completed in August 2009. At the end the engine
has logged operating experience equivalent to 200 starts and 3000 operating hours.
An extraordinary success story of a gas turbine validation came to its end, initiating a
success story for a new highly reliable and innovative Siemens Gas Turbine Product
(Figure 9).
The Irsching 4 plant is currently being converted into a single-shaft combined-cycle
power plant. Takeover by E.ON Kraftwerke and subsequent commercial operation of the
plant is scheduled for July 2011 (Figure 10). Hence the more than 60% combined cycle
efficiency will be demonstrated in reality and the new world record efficiency will shift
existing borderlines.

POWER-GEN Asia 2010
9 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
Next Steps towards SGT6-8000H The 60 Hz SGT6-8000H, rate at 274 MW, is a direct scale of the 50 Hz SGT5-8000H.
The design of the SGT6-8000H is strictly based on Siemens’ proven aerodynamic
scaling rules. A scaling factor of 1 : 1.2 is being applied consistently over the entire cross
section of the turbine. The only exception is the combustion system, where exactly the
same components, such as burners and baskets, are used as in the 50 Hz model. In
order to reflect the reduced mass flow of approx. 1 : 1.44, 12 rather than 16 can-
combustors are used on the 60 Hz model. (Figure 11). Based on this approach with
multiple other well proven examples in our company as reference, validation efforts for
the SGT6-8000H can be based on the comprehensive information gained during the
SGT5-8000H test program and will require only limited additional efforts to fully prove
entire integrity of the 60 Hz model. Therefore, the first unit will be installed in the Test
Center of our Berlin factory in 2011 and be subject of a 6 months test program.
As of submission of this paper, detail design of the SGT6-8000H was already finalized
and production of the first engines is in progress.
In parallel, the first commercial order was secured recently with Florida Power & Light
(FPL). Due to its superior world class performance and operational flexibility, FPL has
selected the SGT6-8000H for modernization of its Cape Canaveral and Riviera Beach
power plants. Each of the new CCPP units will comprise of a 3 – 1 configuration, with
three GTG’s, three HRSG’s and one STG. The Cape Canaveral plant will commence
commercial operation 2013 and Riviera Beach will follow in 2014. (Figure 12)
Summary Key parameters such as the compressor pressure ratio and aerodynamic efficiency,
temperatures of hot gas path parts, combustion dynamics behavior, as well as engine
output, vibration and emissions have been validated and demonstrated. The key
performance parameters of the SGT5-8000H met or even exceeded expectations and
the engine has convincingly proven its capability as a 400 MW class gas turbine under
test conditions.

POWER-GEN Asia 2010
10 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
Based on careful evaluation of test data and comparison with design predictions,
Siemens Energy is now able to offer uprated performance of the 8000H system as
follows:
SGT5-8000H SGT6-8000H Gas Turbine Rating Output 375 MW 274 MW
Efficiency 40 % 40 %
Combined Cycle Rating Output 570 MW 410 MW
Efficiency > 60 % > 60 %
REFERENCES
[1] “Building the world’s largest gas turbine”, Modern Power Systems, Germany
Supplement 2006.
[2] „Neue Gasturbinen für mehr Kundennutzen“, VGB-Kongress, Kraftwerke 2006, Dr.
Wolf-Dietrich Krüger, Siemens AG Power Generation.
[3] Kleinfeld, K., Annual Shareholders' Meeting of Siemens AG on January 25, 2007.
Report by President and CEO of Siemens AG Dr. Klaus Kleinfeld.
[4] Ratliff, P.,Garbett, P., Fischer, W., „SGT5-8000H Größerer Kundennutzen durch
die neue Gasturbine von Siemens“, VGB PowerTech, September 2007.
[5] U. Gruschka, B. Janus, J. Meisl, M. Huth, S. Wasif, ULN system for the new
SGT5-8000H Gas Turbine, ASME Turbo Expo 2008
[6] W. Fischer, S. Abens, SGT5-8000H Design and Product Validation at Irsching 4
Test Center, VGP Power Tech 9/2009

POWER-GEN Asia 2010
11 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
Fig. 1 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
Increase of combined cycle net efficiency to over 60%
Reduced emissions per produced kWh
High efficiency and low emissions also in part-load operation
Fast start-up capability and operational flexibility
Reduced investment costs per kW
High reliability and availability
Resulting in Lowest life cycle costs
SGT5-8000H / SCC5-8000HThe answer to market and customer requirements
Fig. 2 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
Harmonization of ‘V’ and ‘W’ frames uses best featuresfrom both and introduces new technologies on low risk
≥ 60% Combined Cycle efficiency
Integrated combined cycle processfor economy and low emissions
High cycling capability due to advanced blade cooling system
Evolutionary 3D-compressor bladingProven rotor design, Hirth serration and
central tie rod
Four stage turbine with advanced materials and thermal barrier coatingAdvanced ULN*
combustion system
*Ultra Low Nox
SGT5-8000H – World’s largest gas turbine

POWER-GEN Asia 2010
12 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
Fig. 3 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
SGT5-8000H / SCC5-8000H, Key Data
Fuel Nat. gas, #2
GT output 375 MW
CC outputnet 570 MW
CC efficiencynet 60%
Pressure ratio 19.2 : 1
Exhaust mass flow 820 kg/s
Exhaust temperature 625 °C
Turn down 50%
HRSG/WS-Cycle 600°C/170 barBenson
SGT5-8000H
SCC5-8000H
at ISO conditions
Fig. 4 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
Sales PreparationStrategic Product Planning Design Design Implementation Validation
Product StrategyTechn. Acquisition,
Product,Technology & Developm. Planning
Conceptual Design
Basic Design
Commerciali-zation Planning
Manufacturing & Assembly
Erection, Installation,Commissioning and
Trial OperationProduct
MonitoringPerformance &
Reliability Validation
Final Design & Procurement
Parts tests• Casting blades & vanes• Materials, coatings• Manufacturing trials etc.• Stress / Strain verification
Component tests• Combustion system rig test • Cover plate rig test • Mock up
Systems tests• Compressor test &• Combustion system test
at test bed Berlin
Prototype GT field validation
Prototype CC field operation
Siemens invested over 500’ EUR to develop an advanced but robust product andconfirmed its integrity to ensure lowest customer risk.
Validation of advanced technologies in test rigs before prototype engine testing
8000H Program includes a Comprehensive Validation and Testing Concept

POWER-GEN Asia 2010
13 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
Fig. 5 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
SGT5-8000H Field ValidationSensor, Data Acquisition & Data Transfer Concept
2838 Sensors
1688 Temperatures616 Pressures357 Strain Gages59 Accelerometer48 Clearances56 Blade Vibration14 Flows & Forces
597 rotating2241 stationary
458 dynamic2380 quasi-static
Fig. 6 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
Test & Validation Phase, Overview
Build 1 Testing (January – July 2008)
2nd Build Outage (August – October 2008)
Build 2 Testing, Phase 1 (November – December 2008)
Thermal Paint Outage & Test (December 08 – March 2009)
Build 2 Testing, Phase 2 (March – April 2009)
Final Build Outage (May 2009)
Endurance Test Phase (May – August 2009)

POWER-GEN Asia 2010
14 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
Fig. 7 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
SGT5-8000H Combustion –balanced fuel staging
0%
10%
20%
30%
40%
50%
60%
70%
80%
0% 20% 40% 60% 80% 100%
rel. Power Output
Fuel
Fra
ctio
n
PilotStage DStage AStage BStage C
Pilot & D-Stage
A A+B A+B+C
0%
10%
20%
30%
40%
50%
60%
70%
80%
0% 20% 40% 60% 80% 100%
rel. Power Output
Fuel
Fra
ctio
n
PilotStage DStage AStage BStage C
Pilot & D-Stage
A A+B A+B+C
Pilot & D- Stage
A- & B- Stage
C - Stage
Fig. 8 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
...successfully performed,providing detailed temperature pictures.
397 MW
Straight loading to base load required,otherwise results not representative
TB 4
BasketVane 1 ID
POWER-GEN Asia 2010
15 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
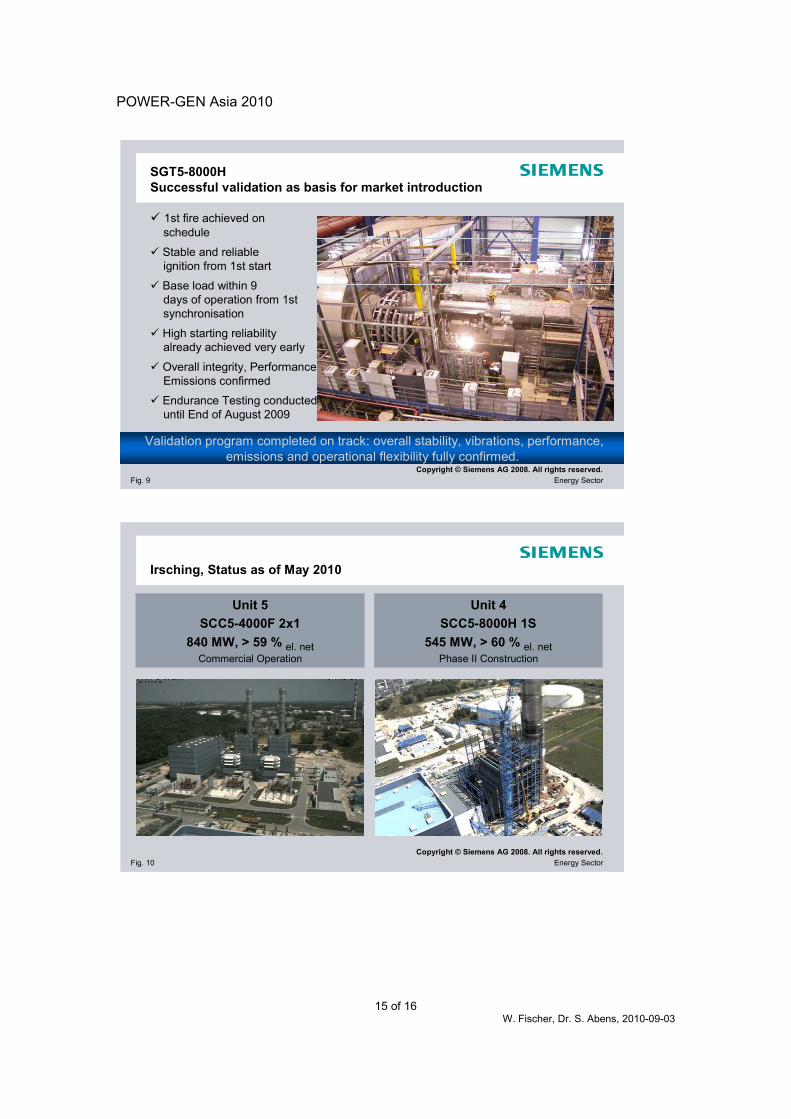
Fig. 9 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
SGT5-8000H Successful validation as basis for market introduction
1st fire achieved onschedule
Stable and reliableignition from 1st start
Base load within 9days of operation from 1st synchronisation
High starting reliability already achieved very early
Overall integrity, Performance,Emissions confirmed
Endurance Testing conducted until End of August 2009
Validation program completed on track: overall stability, vibrations, performance, emissions and operational flexibility fully confirmed.
Fig. 10 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
Irsching, Status as of May 2010
Unit 5SCC5-4000F 2x1
840 MW, > 59 % el. netCommercial Operation
Unit 4SCC5-8000H 1S
545 MW, > 60 % el. netPhase II Construction

POWER-GEN Asia 2010
16 of 16 W. Fischer, Dr. S. Abens, 2010-09-03
Fig. 11 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
SGT5/6-8000H – direct scaling approach
SGT5-8000H
SGT6-8000H
1.2÷Dimensions
~1.0xEfficiency
1.0xStresses & Temperatures
1.44÷Power, Mass Flow
1.2xSpeed
50Hz 60Hz
Scaling rules 50Hz to 60Hz version
Fig. 12 Energy SectorCopyright © Siemens AG 2008. All rights reserved.
SGT6-PAC 8000H Layout
Inlet Air Filter
Exhaust Diffuserand
Expansion JointGas Turbine
Lube Oil Package
Electrical PackageGenerator
Inlet Air Duct
2013Cape CanaveralEnergy Center
Riviera BeachEnergy Center
2014


















