
Seminar on Piping Reliability Stora Brannbo in Sigtuna ...
350
SKI Rapport 97:32 SEMINAR PROCEEDINGS Seminar on Piping Reliability Stora Brannbo in Sigtuna, Sweden. September 30- October 1, 1997 (SKI/RA-015/97, 14.2-940477) October 1997 SKI
Transcript of Seminar on Piping Reliability Stora Brannbo in Sigtuna ...

SKI Rapport 97:32
SEMINAR PROCEEDINGS
Seminar on Piping Reliability
Stora Brannbo in Sigtuna, Sweden.
September 3 0 - October 1, 1997
(SKI/RA-015/97, 14.2-940477)
October 1997
SKI

Family name:
First name:
SEMINAR ON PIPING RELIABILITYSeptember 30 - October 1,1997
Presentation of Piping Reliability Research In Support ofthe Nordic NKS Program & Other SKI Sponsored Projects
Company/Organisation:
Address:
REGISTRATION FORM
Telephone:
E-mail:
Telefax:
REGISTRATION
Registration (before August 29)
Welcome buffet September 29
Dinner September 30
incl.
incl.
Price SEK (incl 25% VAT)
SEK 1 500
• yes • no
• yes • no(Please mark attendance)
Transfer from Arlanda airport to Sigtuna (incl. in the registration fee)
MondaySep iber29 17.00 hrs • yes Q r
Monday September 29 19.00 hrs • yes • noTransfer from Sigtuna to Arlanda airport (incl. in the registration fee)Wednesday October 1 16.00 hrs • yes • no
HOTEL RESERVATION at Stora Brannbo
Arrival Date Departure Date_
Single roomDouble room
SEK 1 076/nightSEK 1 704/night •
Required hotel deposit SEK 1 100
Breakfast and VAT 12%, are included in the room rate. The balance wiH be paid directly to the hotel.
PAYMENT* TOTAL TO PAY
Payment has been made by:
Banker's draft • Bank account S-E-Banken 5267-10 216 90
Postal Giro 9052-2 • Bank Giro 224-7021 •
VISA • American Express • Eurocard/Mastercard •
Credit Card No: Expiry date:
Refund terms: The registration fee and/or thehotel reservation may be cancelled up toAugust 29 without charge. Thereafter you willbe refunded the registration fee less SEK 500administration fee. We regret that the hoteldeposit is not refundable after August 29. Allalterations and possible cancellations must becommunicated to CONG REX in writing.
Date: Signature:
'All prices Include 12 or 25% VA T as stated above. Bank: S-E-Banken, S-106 40 Stockholm, Sweden. Acc.no. 5267-10 216 90VAT NO. SESS6261097101
Please return this form to
Congrex Sweden AB, Box 5619, SE-114 86 STOCKHOLM, SWEDENFax no. +46-8-661 91 25, Phone no. +46-8-459 66 00

SEMINAR ON PIPING RELIABILITYSeptember 30 - October 1, 1997
Presentation of Piping Reliability Research In Support ofthe Nordic PSA Program & Other SKI Sponsored Projects

SEMINAR ON
PIPING RELIABILITYORGANIZED BY:
SKI (SWEDISH NUCLEAR POWER INSPECTORATE)
AND
THE NKS (NORDIC NUCLEAR SAFETY RESEARCH)
SIGTUNA, SWEDEN
SEPTEMBER 30 - OCTOBER 1, 1997
SKi

SEMINAR ONPIPING RELIABILITY
Presentation of Piping Reliability ResearchIn Support of the Nordic NKS Program &
Other SKI Sponsored Projects
September 30 - October 1, 1997
Conference Hotel - Stora Brannbo, Sigtuna, Sweden
FIRST ANNOUNCEMENT

Background
This international seminar brings together the disciplines ofprobabilistic safety assessment (PSA) and probabilistic fracturemechanics (PFM). Two major research projects will beconcluded during 1997:
• The Nordic Nuclear Safety Research Program NKS/RAK-1.2 "Initiating Events - Estimation of Pipe RuptureFrequencies".
• The Swedish Nuclear Power Inspectorate's (SKI's) researchon 'High Energy Piping Reliability' (the SLAP project).
There is a need for closer interactions between the PSA andPFM disciplines to improve the treatment of piping reliability inmodern PSA. The international seminar will present results andinsights from the work performed within the two researchprograms. The work performed by the joint Nordic NuclearSafety Research Project NKS/RAK-1.2 and the SLAP project ismainly presented during the first day of the Seminar. Thesecond day is mainly devoted to the integration of the twodisciplines. Experts from the international nuclear safetyresearch community are invited to participate in the proceedingsduring September 30 - October 1, 1997. The conference will beheld in the conference hotel Stora Brannbo, Sigtuna, Sweden.Sigtuna is located about 20 min from Arlanda airport.

Seminar hours:Get together, Monday evening, September 29.
Tuesday, September 30, 1997Registration 07.00 - 09.00Seminar 09.00-17.00
Wednesday, October 1,1997Seminar 09.00 - to aboutl 6.00
For detailed agenda, see pages 4-7. iff
For additional information about the program, please contact: f|fRalph Nyman at SKI. E'lnail [email protected] if
Scientific informationLanguageThe seminar language will be * English.
PresentationsSpeakers are kindly requested to prepare their presentations &.overheads in due time, no later than August 29, 1997.Presentations & OHs should be sent to: Ralph Nyman / SKI, nolater than August 29.
All presentations will be published in a Seminar Proceeding,and handed out to all participants at the registration desk.
About the Written PresentationWritten presentations should be written with a font size of 12 dpi.Recommended font style - Times New Roman
Structure of presentation:• Title of presentation• Presentation of the topic• Summary• Recommendation/-s
Maximum length of the presentation: 5 - 1 0 pages
About tbe OverheadsOverheads should be written with a rather big font size, eg.
30-40*,Recommended font style - Times New Roman

Preliminary Seminar ProgramTuesday, September 30, 1997
Topic
Registration
Time
7.00-9.00
Start of the seminar 9.00
The objectives 9.30
Historical review 10.00
Coffee/tea 10.30-11.0011.00
Ongoing researh, 11.30cont.
Activity
Introduction and objectiveshennart Carlsson, OECD/NEA
Brief overview of ongoing plantmodernization projects in Sweden.Lessons learned from OKG-Fenix, etc.PSA perspectives on passive components; why do we need an improvedtreatment?Lennart Hammar, ES-Konsult
The process for piping reliabilityanalysis; past and current practices,insights & lessons learned. LOCA-contributions to the PSA results; pastand current trends.BengtLydell, RSA Technologies, USA
Ongoing researchOverview of NKS/RAK-1work 1994-1997 Overview ofNKS/RAK-1.2: "Initiating Events -Estimation of Pipe RuptureFrequencies"Kjell Andersson, Karinta Konsult Projectleader of the NKS research project)Description of SLAP project.Objectives and aim, scope, projectdevelopment, difficulties encountered.Bojan Tomic, Enconet Consulting,Austria
LUNCH
Data collection
12.00-13.00
13.00 Data collection for improvedfollow-up of operating experience.SKI's damage database. Content, aimswith the database. Karen Gott, SKI

Databases 13.30
Theoretical models 14.00
Non-destructivetesting
14.30
15.00
International databases on pipingfailures. The SLAP database by SKI/RA:Relational database on piping failureevents in the worldwide nuclear powerplants.Bengt Lydell & Bojan Tomic (RSA +Enconet)
A Model for Estimation of Pipe BreakProbabilities in Swedish Nuclear PipingSystems. Bjbrn Brickstad, SAQKontroll AB
Models for reliability and managementofNDTdata.Kaijsa Simola/VTT, Finland
Use of operational experienceto determine the failure probabilities:Overview of practices, (EPRI, othes).SLAP alternatives (classical statisticsapproach)Bengt Lydell & Bojan Tomic (RSA +Enconet)
Coffe/tea
Discussion
15.30-16.00
16.00
Discussion
Dinner
How can we improve the pipe reliabilitydata in todays PSA and safety studies?In PSA, where is quality / qualified pipereliability data needed?Lennart Carlsson, OECD/NEA +Mauritz Gardinge, OKG (Why is OKGNPP interested of advanced pipe ruptutemodels in their PSA studies. - ISI andradiation doses to maintenance personell).
16.45-17.30 Discussion around the topics presentedduring the day - open forumDiscussion leader Lennart Carlsson
19.00-22.00 Dinner at 19.00.Invited speaker, to be announced

Wednesday, October 1, 1997
Topic Time
Statistical results 8.00
Activity
Treatment of uncertainties inpiping reliability analysis? -Short statement - A PSA- perspectiveby SLAP-project -Short statement - A PFM- perspectiveby NKS/RAK4.2 / SAQ Uncertainty &Sensivity analysis of Pipe Failure DataRoger Cook , TU- Delft, TheNetherlands.Introductory! statements by: Bengt Lydell,RSA Technologies, USA
Integrated safetyanalysis
Coffe/tea
Review work
9.00
9.30-10.00
10.00
On the merging of PSA and PFM;How can the analysts benefitfrom the analysis of operational data andinsights from fractural mechanicsapproach?Fred Nilsson, KTH.
NKS/RAK*1#2.
Review work, cont. 10.30
LUNCH 11.30-12.30
Review work, cont. 12.30
Review work, cont. 13.15
Verification of the IGSCC treatment inthe SLAP project vs. NKS/RAK-1.2Sture Andersson, SA lngenjorsbyrd.
Planned ASME presentation.Speaker to be announced
Planned U.S. NRC presentation.Speaker to be announced
European Perspective: EC DGl l AGCSactivities and ENIQ activities relevantforRBISI.S.Crutzen, JRC The Netherlands or MrLimeitaiJRC.

Applications 1
Application 2
Final discussion
Adjourn
14.00 SLAP findings from the perspective ofNKS/RAK and PFM insights.Bengt Lydell, RSA Technobgies, USA
14.30 A piping reliability study basedon results from the NKS/RAK-1.2. Pilot application on Oskarshamn-1NPP, level-1 PSA study.Anders Enerholm, Relcom.
15.00 Panel discussion, sum-up of theseminar, -
• What did we learn?• How could we best apply the
knowledge ?• Where do we go from now ?
Moderator: Lennart Carlsson OECD/NEA
15.40-16.00 Final closing words.Lennart Carlsson, OECD/NEA
b
7

Registration Information
r"
We ask that interested parties pre-register no later than Friday,August 29, 1997- Please use the attached registration form.
Registration fee is SEK 1,500
The registration fee covers: welcome buffet Monday evening,am/pm coffee or tea, lunch on Tuesday and Wednesday, seminardinner on Tuesday evening and meeting handouts.
Each participant is responsible for travel expenditures and costof lodging. Hotel reservations should be made in advance andno later than 4 weeks before the Seminar. Please use theregistration form.
PaymentPayment should be made in advance by one of the followingmeans:1. Banker's Draft, which should be sent together with the
registration form by ordinary mail. The Banker's Draft shouldbe purchased at your bank and made out in SEK to CONG-REX, Attn. SKI. Cross the draft. We regret that we areunable to accept personal, company or Euro cheques.
2. Transfer to S-E-Banken (Skandinaviska Enskilda Banken), S-106 40 Stockholm, Sweden, SWIFT-code: ESSESESS,account No. 5267-10 216 90, in SEK to CONGREX, Attn.SKI, P.O.Box 5619, S-114 86 Stockholm, Sweden.
3. Holders of American Express, Visa or Eurocard/Mastercardmay use their cards for charging all costs. Please indicate cardnumber and expiry date on the registration form.
4. Scandinavian residents may pay by bank and postal girotransfer. Bank giro 224-7021, Postal giro 9052-2.
Please complete the enclosed registration form and send ittogether with your payment to:Congrex Sweden ABAttn. P.O.Box 5619, S-114 86 STOCKHOLM, SWEDENFax number +46 8 661 91 25

Refund termsRefund of registration feeNotification of cancellation must be sent in writing toCONGREX (see address on page 8). Cancellations ofregistrations will be accepted until August 29 up to whichdate the total amount will be refunded less SEK 500 foradministrative expenses. We regret that no refunds can bemade for cancellations received after August 29.
Refund of hotel depositNotification of cancellation must be sent in writing toCONGREX. Cancellation of any hotel reservation will beaccepted until August 29, 1997, up to which date the hoteldeposit will be refunded. We regret that the hotel deposit cannot be refunded after August 29,1997.

Qeneral information
LocationThe seminar will be held in Sigtuna, at the conference hotelStora Brannbo, close to Arianda Airport, Stockholm's interna-tional airport.
Important addressesSeminar secreteriatCongrex Sweden ABAttn. SKIP.O. Box 5619SE-114 86 StockholmSWEDENPhone: +46 8 459 66 00Fax:+46 8 661 91 25E-mail: [email protected]
For scientific informationSKIAttn. Ralph Nyman
SE-106 58 StockholmSWEDENPhone: +46 8 698 84 78Fax: +46 8 661 90 86E-mail: [email protected]
TransportationTransportation service from Arlanda to the Sigtuna conferencecenter can be ordered in advance, via the registration form. Thebus fare from Arlanda Airport to Stockholm City is SEK 60.The taxi fare is approximately SEK 400.
WorldWideWebInformation about the seminar can be found on Internet at thefollowing address: http://www.congrex.com/. Use Congrex WordEvent list option.
Climate and dressThe weather at this time of the year is usually mild with tempe-ratures around 15 degrees centigrade. An umbrella might beuseful as showers can occur. Dress will be informal throughoutthe seminar.
Time zoneThe time zone in Sweden is GMT + 1 hour.
Banks and Post OfficesMost banks open at 9.30 and close between 15.00 and 16.30.Post Offices are generally open between 9.00 and 18.00.

CurrencyThe official currency is Swedish Krona (SEK). USD 1 « SEK7,8 (June 1997)
DisclaimerThe Organising Committee and Congrex Sweden AB acceptno liability for injuries / losses of whatever nature incurred byparticipants and / or accompanying persons, nor for loss ordamage to their luggage and / or personal belongings.
Professional Conference OrganizerCongrex Sweden AB has been appointed ProfessionalConference Organizer. Congrex Partnership is an internatio-nal group of Professional Conference Managementcompanies with offices in Europe, North America, LatinAmerica and Pacific Asia.
VAT refund conditionsSwedish VAT, currently from 12% to 25% may be repaid toforeign enterprises, except companies providing health care,banks and insurance companies. Information about recoveryof VAT will be available at the seminar Secretariat. Shouldyou require information before the seminar you are welcometo contact:
Deloitte & Touche Sweden ABTTS Tax Transfer ServiceP.O.Box 10152 S-121 26 STOCKHOLM-GLOBENSweden

00<
STOCKHOLMB E A U T Y O N W A T E R
3CO
111(X
zS3cc
O
x
O3QOtz0-

SKI Report 97:32
SEMINAR PROCEEDINGS
Seminar on Piping Reliability.Stora Brannbo in Sigtuna, Sweden.
September 30 - October 1,1997
(SKI/RA-015/97, 14.2-940477)
October 1997

File # Presentation
0 List of participants, register
1 Introduction and objectivesRalph Nyaman SKI, Lennart Carlsson, OECD/NEA
2 Brief overview of ongoing plant modernization projects in Sweden. Lessons learnedfrom OKG-Fenix, etc. PSA perspectives on passive components; why do we need animproved treatment?Lennart Hammar, ES-Konsult
3 The process for piping reliability analysis; past and current practices, insights & lessonslearned. LOCA-contributions to the PSA results; past and current trends.BengtLydeil, RSA Technologies, USA
4 Overview of NKS/RAK-1 work 1994-1997. Overview of NKS/RAK-1.2: "InitiatingEvents - Estimation of Pipe Rupture Frequencies"Kjell Andersson, Karinta Konsult. (Projectleader of the NKS research project)
5 Description of SLAP project. Objectives and aim, scope, project development,difficulties encountered.Bojan Tomic, Enconet Consulting, Austria
6 Data collection for improved follow-up of operating experience. SKI's damage database.Content, aims with the database.Karen Goit, SKI
7 International databases on piping failures The SLAP database by SKI/RA: Relationaldatabase on piping failure events in the worldwide nuclear power plants.Bengt Lydell & Bojan Tomic (RSA + Enconet)
8 A Model for Estimation of Pipe Break Probabilities in Swedish Nuclear PipingSystems.Bjbrn Brickstad, SAQ -Kontroll AB
9 Models for reliability and management of NDT dataKaijsa Simola, VTT, Finland
10 Use of operational experience to determine the failure probabilities: Overview ofpractices (EPRI, othes). SLAP alternatives (classical statistics approach)Bengt Lydell & Bojan Tomic (RSA + Enconet)

File # Presentation
11 How can we improve the pipe reliability data in todays PSA and safety studies? InPSA, where is quality / qualified pipe reliability data needed?Lennart Carlsson, OECD/NEA + Mauritz Gardinge, OKG (Why is OKG NPP interested ofadvanced pipe ruptute models in their PSA studies. - ISI and radiation doses to maintenancepersonall).
12 Treatment of uncertainties in pipimg reliability analysis? Short statement - APSA-perspective by SLAP-project, A PFM-perspective by NKS/RAK-1.2 / SAQUncertainty & Sencivity analysis of Pipe Failure DataRoger Cook, TU-Delft, The Netherlands. Introductory statements by: NKS/RAK-1.2representative & B. Lydell
13 On the merging of PSA and PFM; How can the analysts benefit from the analysis ofoperational data and insights from fractural mechanics approach?Fred Nilsson, KTH
14 NKS/RAK-1 #2. Comparison of the IGSCC treatment in the SLAP project vs.NKS/RAK-1.2Sture Andersson, SA Ingejorsbyra
15 ASME presentation:- Verification & validation of Surry RBI project. - Insights from applicationsASME-RBI at Millstone and Surry.Jerry Phillip, ASME International, USA
16 Application of Markovian Techique to Modeling Influences of Inspection on PipeRupture FrequenciesKarl Flemming, ERIN, USA
17 NDE effectiveness and qualificatation: results of the work if international co-operationsPISC and ENIQ as input to RBISI diskussionP Lemaitre , JRC - The Netherlands
18 Overview of USNRC participation in Piping Reliability >A. L. Lund, NRC, USA
19 SLAP findings from the perspective of NKS/RAS and PFM insightsBengt Lydell, RSA Technologies, USA
20 The Importance of Piping Reliability on the Core Melt Frequency.Lars Gunsell, Anders Forss, Sven-Olof Andersson, Vattenfall Energisystem AB
21 Panel discussion, sum-up of the seminar.- What did we learn ? - How could we best apply the knowledge ? - Where do we go fromnow ?Moderator: Lennart Carlsson OECD/NEA

AUSTRIA
TOMIC, BOJANEnconet Consulting Ges.m.b.HAuhofstrasse 581130 VIENNAFax:+43-1-879 211 150b.tomicÉenconet.con
CZECH REPUBLIC
HOLY, JAROSLAVNuclear Research Institute RezDept. of Risk & Reliability Analysis NRI250 68 REZFax:+420-2-685 79 57hojEmain.nri.cz
PECINKA, LADISLAVNuclear Research InstituteVltavska 2250 68 REZFax:+420-268-57 519pelEnri.cz
VOTROUBEK, DAVIDCEZ a.s. Jaderna Elektrarna Temelin373 05 TEMELINFax:+420-334-422 27 94
DENMARK
PAULSEN, JETTERisöRoskilde
FINLAND
JÄNKÄLÄ, KALLEIVO Power Engineering LtdRajatorpantie 8, Vantaa01019 IVOFax:+358-9-8561 34 03kalle.jankalaEivo.fi
PESONEN, JARITeollisuuden Voima OyNuclear Safety27160 OLKILUOTOFax:+358-2-8381 32 09
SIMOLA, KAISAVTT AutomationP.O.Box 130102044 VTTFax:+358-9-456 67 52kaisa.simolaEvtt.fi
FRANCE
AUFORT, PATRICKEDF/DER/SDM6 Quai Watier78401 CHATOUFax:+33-130-87 82 13patrick.aufortEder.edfgdf.fr
CARLSSON, LENNARTOECD/Nuclear Energy AgencyLe Seine St Germain12Blvd Des lies92130 ISSY LES MOLINEAUXFax:+33-1-4524 11 10lennart.carlssonEoecd.org
CARON, JEAN-LUCNuclear Power International6 Cours Michelet, cedex 5292084 PARIS LA DEFANCEFax:+33-1 -49 01 46 70
FRESCURA, GIANNIOECD/Nuclear Energy AgencyLe Seine St-Germain12 Boulevard des lies92130 ISSY LES MOULINEAUXFax:33-1-45 24 11 29
SOUCHOIS, THIERRYEDF - Research and Development Division6 Quai Watier78401 CHATOU cedexFax:+33-1 -30 87 71 69thierry.souchoisEedfgdf.fr

GERMANY
BELICZEY, STEFANGRS Gesellschaft für Anlagen- undReaktorsicherheitSchwertnergasse 150667 KÖLNFax:+49-221 -206 88 88beiEgrs.de
DUBIEL, JÖRKTÜV - NordGrosse Bahnstrasse 3122525 HAMBURGFax:+49-40-855 724 29
FEIGEL, ANTONSiemens AG/KWU NA-TFreyeslebenstr. 191058 ERLANGENFax:+49-9131-18 42 36feigeOOaÉerlsi 9.kwu.siemens.de
HÖFLER, ALFREDGRS Gesellschaft för Anlagen- undReaktorsicherheitSchwertnergasse 150667 KÖLNFax:+49-221-206 88 88hoaEgrs.de
HUNGARY
SARKADI, DEZSOHungarian Atomic Energy CommissionNuclear Safety DirectorateP.O.Box 6761539 BUDAPEST 114Fax:+36-75-31 14 71
SWEDEN
ANDERMO, LARSS K I106 58 STOCKHOLMFax:+46-8-661 90 86larsaEski.se
ANDERSSON, SVEN-OLOVVattenfall Energisystem ABBox 528162 16 STOCKHOLMFax:+46-8-739 68 88
ANDERSSON,STURESA Ingenjörsbyrå ABDomkyrkoesplanaden 5 B722 13 VÄSTERÅSFax:+46-21-41 22 13sture.anderssonÉsa-ing.se
ANDERSSON, KJELLKarinta-KonsultBox 6048187 06 TÄBYFax:+46-8-510 147 56kjell.anderssonÉkarinta-konsult.se
APPELGREN,STEFANS K I106 58 STOCKHOLMFax:+46-8-661 90 86stefanaEski.se
AXELSSON, ROGERO KG AB572 83 OSKARSHAMNFax:+46-491-78 69 57raÉokg.se
BENNERSTEDT, TORKELNKSPL 2336760 10 BERGSHAMRAFax:+46-176-62 595
BRICKSTAD, BJÖRNSAQ Kontroll ABBox 49306100 29 STOCKHOLMFax:+46-8-651 70 43bjornbÉsaq.se

DAHLBERG. LARSSAQ Kontroll ABBox 49306100 29 STOCKHOLMFax:+46-8-651 70 43larsdEsaq.se
DILLSTROM, PETERSAQ Kontroll ABBox 49306100 29 STOCKHOLMFax:+46-8-651 70 43peterdEsaq.se
ENERHOLM,ANDERSRelconBox 1288172 25 SUNDBYBERGFax:+46-8-445 21 01anders.enerholmErelcon.se
ERICSSON, PER OLOFS K I106 58 STOCKHOLMFax:+46-8-661 90 86perololeEski.se
ERIKSSON, HASSESAQ Nuclear EngineeringBox 49306100 29 STOCKHOLMFax:+46-8-651 70 43hasseeEsaq.se
ERIXON, STIGS K I106 58 STOCKHOLMFax:+46-8-661 90 86stigeEski.se
FORSBERG, CHRISTERRinghals Vattenfall AB430 22 VAROBACKAFax:+46-340-66 51 02
FORSS, ANDERSVattenfall Energisystem ABBox 52816216 STOCKHOLMFax:+46-8-739 69 00anders.forssEenergisystem.vattenfall.se
FRISTEDT, TOMMYBarseback Kraft ABBox 524246 25 LODDEKOPINGFax:+46-46-77 57 93tommy.fristedtEbk.ab.sydkraft.se
GOTT, KARENS K I106 58 STOCKHOLMFax:+46-8-661 90 86karenEski.se
GUNNARSSON, KERSTINOKGAB572 83 OSKARSHAMNFax:+46-491-78 75 58
GUNSELL, LARSVattenfall Energisystem ABBox 52816216 STOCKHOLMFax:+46-8-739 69 00lars.gunsellEenergisystem.vattenfall.se
GARDINGE, MAURITZOKGAB572 83 OSKARSHAMNFax:+46-491 -78 75 58
HAGDORN, CARL-JOHANRinghals Vattenfall AB430 22 VAROBACKAFax:+46-340-66 51 02
HALLMAN, ANDERSS K I106 58 STOCKHOLMFax:+46-8-661 90 86andershEski.se

HAMMAR, LENNARTES-KonsultDalvägen 63 A187 33 TÄBYFax:+46-8-758 30 87lennart.hammarÉmrox301 .swipnet.se
JOHANSON, GUNNARES KonsultBox 12049102 22 STOCKHOLMFax:+46-8-634 22 55
JÖNSSON, JERRYSystecon ABBox 4557203 20 MALMÖFax:+46-40-664 41 38jerry.jonssonEsystecon.se
KARLSSON, CHRISTERS K I106 58 STOCKHOLMFax:+46-8-661 90 86chisterEski.se
KNOCHENHAUER, MICHAELImpera-K ABKyrkvägen 20196 30 KUNGSÄNGENFax:+46-8-584 50 115mkÉimpera-k.se
LARSSON, BENGTSydkraft KonsultCarl Gustavs väg 4205 09 MALMÖFax:+46-40-25 60 28bengt.larssonEkonsult.sydkratt.se
LILJA, THOMASTAKO Teknik & Affärskonsult ABHedvigsdalsvägen 9191 43 SOLLENTUNAFax:+46-8-35 78 48takoÉmbox300.swipnet.se
LIWÅNG, BOS K I106 58 STOCKHOLMFax:+46-8-661 90 86bosselÉski.se
LUNDWALL, JANVattenfall ABRinghals430 22 VÄRÖBACKAFax:+46-340-66 76 06jnllEringhals.vattenfall.se
MATTSSON, CARL-GUNNARRinghals Vattenfall AB430 22 VÄRÖBACKAFax:+46-340-66 51 02mattssonEringhals.vattenfall.se
NELDEBORN, CARINABarsebäck Kraft ABBox 524246 25 LÖDDEKÖPINGEFax:+46-46-72 46 99
NILSSON, FREDKTHSolid Mechanics100 44 STOCKHOLMFax:+46-8-411 24 18fredEhallf.kth.se
NILSSON, KRISTERForsmarks Kraftgrupp ABForsmark 3742 03 ÖSTHAMMARFax:+46-173-55 203
NIRMARK, JANS K I106 58 STOCKHOLMFax:+46-8-661 90 86jannÉski.se
NORÉN, BJARNEO KG AB572 83 OSKARSHAMNFax:+46-491-78 75 58bjarne.norenEokg.sydkraft.se

NYMAN, RALPHStatens KärnkraftinspektionKlarabergsviadukten 90106 58 STOCKHOLMFax:+46-8-661 90 86ralphÉski.se
OLSSON, BENGTForsmarks Kraftgrupp AB742 03 ÖSTHAMMARFax:+46-173-551 16bgoEforsmark.vattenfall.se
PALÄGYI, PETERForsmarks Kraftgrupp ABFKA742 03 ÖSTHAMMARFax:+46-173-551 16palEforsmark.vattenfall.se
PERSSON, MONICAS K IMörbydalen 5 8 tr182 52 DANDERYDFax:+46-8-661 90 86monicaÉski.se
PÖRN, KURTPörn ConsultingSkivlingvägen 24611 63 NYKÖPINGFax:+46-155-21 50 23kurt.poernÉmbox200.swipnet.se
RABIA, ELISABETHSydkraft KonsultCarl Gustavs väg 4205 09 MALMÖFax:+46-40-25 60 28elisabeth.rabiaEkonsult.sydkraft.se
RASHID, BAHZADSAQ Kontroll AB/KärnteknikBox 49306STOCKHOLMFax:+46-8-651 70 43bahzadrEsaq.se
SANDBERG, ULFForsmarks Kraftgrupp AB742 03 ÖSTHAMMARFax:+46-173-551 16
SOLDEUS, ULFBarsebäck Kraft ABBox 524LÖDDEKÖPINGE
TROLLE, MARGARETAS K I106 58 STOCKHOLMFax:+46-8-661 90 86
WILSON, DANNUSABBaldersvägen 44187 73 TÄBYFax:+46-8-510 140 40nusabEnusab.se
XANTHOPOULOS, KONSTANTINOSSwedish Nuclear Power Inspectorate SKIKlarabergsviadukten 90106 58 STOCKHOLMFax:+46-8-661 90 86kostasEski.se
ZANG, WEILINSAQ Kontroll ABAlströmergatan 12100 29 STOCKHOLMFax:+46-8-651 70 43weilinzEsaq.se
ÅSTRÖM, LENNARTBarsebäck Kraft ABBox 524246 25 LÖDDEKÖPINGEFax:+46-46-72 46 99lennart.aastroemÉ6ka6. sydkraft.se
THE NETHERLANDS PHILLIPS, JERRYAmerican Society of Mechanical Engineers
COOKE, ROGER 1828 L Street N.W. Suite 906TU Delft WASHINGTON DC 20036-5104Faculty of Technical Mathematics & Info. Fax:+1 -202-785 81 20Mekelweg 4 phillipsjhEasme.org2628 CD DELFTFax:+31-15-278 72 55rogerEtwi.tudelft.nl
LEMAITRE, PATRICEJRC Petten - European CommissionP.O.Box 21755ZG PETTENFax:+317224-56 15 68lemaitreEjrc.nl
UNITED KINGDOM
DAVIES, LESHM Nuclear Installations InspectorateSt Peters House, Balliol RoadBootleLIVERPOOL L20 3LZFax:+44-151-951 39 42les.daviesEhse.gov.uk
UNITED STATES
FLEMING, KARLERIN Engineering & Research Inc.2111 Palomar Airport Road, Suite 180CARLSBAD CA 92009-1419Fax:+1-760-929 08 71knflemingEerineng.com
LUND, LOUISE A.US Nuclear Regulatory CommissionMail Stop T-10E-10WASHINGTON DC 20555Fax:+1-301-415 50 74lxlEnrc.gov
LYDELL, BENGTRSA Technologies1736 Promenade CircleVISTA CA 92083-6172Fax:+1-760-758 55 36blydellEearthlink.net

PRESENTATION 1

Introduction
This international seminar brings together the disciplines of probabilistic safety assessment (PSA) andprobabilistic fracture mechanics (PFM). Two major research projects will be concluded during 1997:
• The Nordic Nuclear Safety Research Program NKS/RAK-1.2 "Initiating Events -Estimation of Pipe Rupture Frequencies"
• The Swedish Nuclear Power Inspectorate's (SKI's) research on 'High Energy PipingReliability' (the SLAP project).
There is a need for closer interactions between the PSA and PFM disciplines to improve the treatment ofpiping reliability in modern PSA. The international seminar will present results and insights from the workperformed within the two research programs. The work performed by the joint Nordic Nuclear SafetyResearch Project NKS/RAK-1.2 and the SLAP-project is mainly presented during the first day of theSeminar. The second day is mainly devoted to the integration of the two diciplines. Experts from theinternational nuclear safety research community participate in the proceedings during September 30 -October 1, 1997. The conference is held in the conferencehotel Stora Brannbo, Sigtuna Sweden.Sigtuna is located about 20 min from the Arlanda airport.
Seminar hours: Get together, monday evening, 29 sept.
Tuesday, September 30, 1997. Registration 07.00 - 09.00Seminar 08.30- 17.30
Wednesday, October 1, 1997 Seminar 08.00 - to aboutl6.00
For additional information about the seminar. Please contact: Ralph Nyman at SKI. E-mail = [email protected]
LanguageThe semianar language will be - English
SEMIANR PROGRAM - See next page

Seminar Program - Tuesday, September 30,1997The morning sessions
Topic
Registration
Start of the seminar
The objectives
Historical review
Coffee/tea
Ongoing research
Ongoing researh, cont.
Time
7.00-9.00
8.30
9.00
9.30
10.00-10.30
10.30
11.00
Activity
Introduction and objectivesRalph Nyaman SKI, Lennart Carlsson , OECD/NEA
Brief overview of ongoing plant modernization projects in Sweden. Lessonslearned from OKG-Fenix, etc. PSA perspectives on passive components;why do we need an improved treatment?Lennart Hammar, ES-Konsult
The process for piping reliability analysis; past and current practices,insights & lessons learned. LOCA-contributions to the PSA results; past andcurrent trends.Bengt Lydell, RSA Technologies, USA
Overview of NKS/RAK-1 work 1994-1997Overview of NKS/RAK-1.2: "Initiating Events - Estimation of PipeRupture Frequencies"Kjell Andersson, Karinta Konsult. (Projectleader of the NKS research project)
Description of SLAP project. Objectives and aim, scope, projectdevelopment, difficulties encountered.Bojan Tomic, Enconet Consulting, Austtia
LUNCH 11.30-12.30

Seminar Program - Tuesday, September 30,1997The afternoon sessions
Topic
LUNCH
Theoretical models
Databases
Time
11.30-12.30
12.30
13.00
Theoretical models
Theoretical models
Coffe/tea
Review work
Discussion
13.30
14.20
15.00-15.30
15.30
16.00
Discussion 16.45-17.30
Activity
Use of operational experience to determine the failure probabilities:Overview of practices (EPRI, othes). SLAP alternatives (classical statisticsapproach)Bengt Lydell & Bojan Tomic (RSA + Enconet)
International databases on piping failuresThe SLAP database by SKI/RA: Relational database on piping failureevents in the worldwide nuclear power plants.Bengt Lydell & Bojan Tomic (RSA + Enconet)
A Model for Estimation of Pipe Break Probabilities in Swedish NuclearPiping Systems.Bjorn Brickstad, SAQ -KontrollAB
Models for reliability and management of NDT dataKaijsa Simola / VTT, Finland
NDE effectiveness and qualificatation: results of the work if internationalco-operations P1SC and ENIQ as input to RBISI diskussionPLemaitre , JRC - The Netherlands
How can we improve the pipe reliability data in todays PSA and safetystudies? In PSA, where is quality / qualified pipe reliability data needed?Lennait Carlsson, OECD/NEA + Mauritz Gdrdinge, OKG (Why is OKG NPPinterested of advanced pipe ruptute models in their PSA studies. - ISI andradiation doses to maintenance personall).
Discussion around the topics presented during the day - open forumDiscussion leader Lennart Carlsson , OECD/NEA
Dinner 19:00-22.00 Dinner at 19.00. Invited speaker - Jeny Phillips - ASME International

Welcome adressSeminar on"Piping Reliability"
by
Ralph NymanSKi - Dept. of Plant Safety Assessment (SKI/RA)
SLAP_Sem, Sept. 30 - Oct 1,1997. RNy OH-1

WELCOME TO THE SEMINAR ON"PIPING RELIABILITY"September 30 - October 1, 1997Sigtuna, Stockholm
"The NKS/RAK-1.2 and the SLAP seminar"
SLAP_Sem, Sept 30 .0ct 1,1317. RNy OH-2

The seminar is organized by:SKISwedish Nuclear Power Inspectorate
andNKS/RAKThe joint Nordic Research Organization
* The contracted Conference administratorCONGREX AB, Sockholm
iiiill iiiii!iifflP
SLAP_Sem, 30 1, ifitllili
mmmmiiiil :•:•:•:•:•'.•:•:•:•'.•'.•:•'.•'•'•:•

DON'T DO IT IN THAT WAY
Prob. Large Pipe Brake (LPB) = at plant X
P(LPB) from study AP(LPB) from study BP(LPB) from study C
P(LPB) = (A+B+C)/3
No detailed discussion about the reality of the numbercalculated, is given to the reader.
This seminar - The opposite way to treat background andreasons to degradations in passive components.
SLAP_Sem, Sept. 30 - Oct 1,1997. RNy OH-4

A very common way today1970 1975 1980 1985 1990 1995 1997
Wash- PSA-11400 * PSA-2
< PSA-3< PSA-4
Lot of PSA studies do still refere to older and other studies that in its turnrefere to older and other studies that in its turn refere to the Wash-1400 study.
The Wash-1400 numbers are refered to in most of the modern PSAs.The numbers are commonly used without any deeper comments and/or backgroundanalyses.What kind of failures, degradations does the own operating experience mirror ?
SLAP_Sem, Sept. 30 - Oct 1, 1997. RNy OH-5

AIMS
To present results, ideas from two SKIsponsored research projects to the domesticand to an international public
A first larger payback of a 3 year longresearch project to the sponsors and users
To highligth the need of follow-up andprobabilistic treatment of passivecomponents in our NPPs
SLAP_Sem, Sept. 30 - Oct 1, 1997. RNy OH-6

AIMS, cont.
To demonstrate for e.g., the PSA analysts,that there are several failure mechanisms totake into account, that can impact on theLOCA-frequencies
To pinpoint areas where we have largeuncertainties. To discuss uncertainty &sencitivity analysis models
SLAP_Sem, Sept. 30 - Oct 1,1997. RNy OH-7

AIMS, cont.
Transfer some of our findings to personsworking with PSA, RBI, Databases, Statistics
To discuss the need of better follow-up ofoperating experience on piping system.* Domestic & international reporting criterias* Pipe Reliabilty Data and tailored Pipe
Reliabilty Data Bases
SLAP_Sem, Sept. 30 - Oct 1,1997. RNy OH-8

AIMS, cont.
To present such kind of conclusions from theresearch projects, that they can be used andfurther developed, later on in real applications
To discuss, how to take andvantages of e.g.,plant modifications in the primary pipingsystem, by knowing more about LOCA- andpipe brake frequencies.
Hopefully, contribute with something newto the ongoing PSA and safety work
SLAP_Sem, Sept. 30 - Oct 1,1997. RNy OH-9

< 18 2
tcr
oO
•
oCO
CO
0
CO

The seminar chair will be
Mr Lennart CarlssonOECD/NEA
SLAP_Sem, Sept. 30 - Oct 1,1997. RNy OH-11

Sept 30RegistrationCoffee / tea
Lunch
7.00 - 9.0010.00- 10.3015.00-15.30
11.30-12.30
Oct. 1
9.30-10.0015.00-16.00
11.30-12.30
The dinner event starts at 19.00, at Statshotellet(The City Hotel) , downtown Sigtuna.A 15 minute walk from the conference hotel(At bad weater - bus transportation)
Guest speaker, at about 20.30 -21.00SLAP_Sem, Sept. 30 - Oct 1,1997. RNy OH-12

THE SEMINAR ON"PIPING RELIABILITY"Some seminar statistics, - 97.09.22:
# 75 persons registered#11 countries represented#19 presentations
Seminar ProceedingsSKI Report 97:32, October 1997
SLAP_Sem, Sept. 30 - Oct 1,1997. RNy OH-13

Tfl
©
=
•
oO
CO
a)CO
<D
CO

* • " •

•A
I!

, A . < . 4 46AF.> .• A" .•

PRESENTATION 2

SE9800019

Notes on safety modernisation of nuclear power plants in SwedenPresentation at the
SKI/NKS Seminar on Piping ReliabilitySigtuna, Sweden, September 3O-October 1, 1997
byLennart Hammar, ES-konsult, Sweden
OutlineSafety aspects of the ageing of reactorsDevelopments in regard of safety criteriaAssessing and prioritising modernisation needsStatus of modernisation for safety in SwedenConclusions relating to this Seminar
Safety aspects of the ageing of reactorsPhysical degradation of the safety defence-in-depth systemDisadvantage to managing operation and maintenance caused by using obsolete technologyLagging behind state of the art in regard of modern design and safety principlesLagging behind state of the art in regard of skills, competence, training, procedures, QA and safety cultureGrowing occupational dose commitments in operation, in-service inspections and maintenance
Related safety issuesBarrier and component integrity - piping reliability; inspectabilityEnvironmental qualification of safety related componentsProcess control and monitoring; control roomsRedundancy, diversity, separation and autonomyInternal hazads; fire protectionExternal hazards, e.g. seismicityOperating and emergency proceduresSevere accident mitigation
Developments in regard of safety criteriaNominal probabilistic safely targets have changed little but relate to enhanced PSA accounting more
completely for the risks, e.g. in regard of dependencies, hazards etcPrescribed safety approaches have become increasingly comprehensive, e.g. in regard of human factor
aspects 'Safety approaches have been devised in regard of reactors built to earlier standards (e.g. IAEA/INS AG-8)The criteria become increasingly established in international consensus, e.g. the Nuclear Safety Convention
and utility requirement standards (EUR, URD)
Assessing and prioritising modernisation needs in SwedenUtilities obliged to consider at all times making reasonably achievable safety improvementsObligatory periodic safety reviews of each NPP at 8-10 year intervals (ASAR, reported to the Government)Comprehensive design basis reviews of each NPP currently undertaken by the utilities for reconstitution of
the safety cases (as nevertheless found necessary)Common basis in
systematic state-of-the-art safety analysis and PSAinternationally established safety criteria applied to reactors built to earlier safety standards as
recommended by IAEA/INSAG-8
The development of safety features as reflected by four generations of

ABB Atom BWRs
1972-76 Generation 1 Safety provisions largely according to the USNRC GDCOskarshamn 1 (draft of 1967, effective 1971)Ringhais 1 At the time unique grace time rule (30 min)
1975-77 Generation 2 Improved separation and autonomy of safety systemsBarseback 1&2Oskarshamn 2
1980-81 Generation 3 Safety system redundancy for large part with repairForsmark 1&2 option (4x50%); separated trains
Internal RPV circulating pumps.Bracing to prevent pipe whip on breaks
1985 Generation 4 Further improved layout in regard of separationOskarshamn 3 Seismic design standardsForsmark 3
Procedure for safety assessment of ageing reactors according to INSAG-8 ^Review, using knowledge and methods available today, to check that all licensing conditions are indeed duly
satisfied, including recently licensed modificationsIdentification of any deviations from modern safety principles and practices with assessment of the safety
implications in view of current knowledge .^PSA, using state-of-the-art methodology, for assessing the safety significance of found deviations
Current status of the Swedish reactors in regard of modernisation for safetyAll reactor generations have been subject to significant upgrading of the safety through the yearsLesser safety system redundancy in the early generations essentially made up by added diversityRoom for improvement of the early generations is for large part seen in regard of CCI and safety system
separation and autonomyRoom for improvement of the recent generations is for large part seen in regard of CCF, detracting
considerably from the benefit of high redundancySevere accident mitigation features were added to all Swedish reactors during the eighties with mitigation
targets largely at par with requirements for new reactorsThe early generations of reactors have been kept essentially at par with the recent generations as judged
using PSANevertheless, there is currently considerable attention paid to reassessment of the safety of the reactors/"
especially those of earlier generations (on-going design basis reviews)
Renovation and modernisation of Oskarshamn 1(commissioned in 1972)
The 'Fenix' renovation project (1993 -95)aimed at restoring safety at least to currently required level in regard of revealed deficiencies
The modernisation project (1993-1999)aimed at providing for durable operation of the reactor for the foreseeable future by meeting all
requirements in regard of safety and performance likely to be encountered
The renovation of Oskarshamn 1was initiated through findings of cracking in primary piping and reactor vessel internals in supplementary
inspections which were enabled during a lengthy shut-down for unrelated reason (strainer cloggingproblems),
turned out to reveal in addition some previously unnoticed safety weaknesses required to be remedied(dependencies, CCI's),
and demonstrated.

successful approaches to upgrading and verifying the status of the primary system of a 20+ years oldreactor
the reactor vessel to be, in fact, fully intactthe safety of the plant to be restored at required level upon completed renovation, in part by uniquely
advanced PSA with exceptionally detailed modelling of the primary piping
The modernisation of Oskarshamn 1proposed by the utility in applying for an operating permit after completed renovation (Fenix project)required by the SKI as a further condition for such permit, with certain qualifications and reference to
INSAG-8started during course of the renovation, e.g. by modified primary piping joints for improved testability etc,
environmental qualification of components, bracing of vital high energy piping and improved separationof certain cabling and components
to be duly completed in yearly maintenance outages, including replacement of containment isolation valves,complete redesign of the EEC and RHR systems and associated power supply system and providing fortestability of the shut-down system during operation
Learnings from the Oskarshamn 1 renovation and moderisation projectsRenovation and verification of the primary systems of fairly aged reactors can indeed be a realistic option,
including regards to radiation protectionUndertaking concrete renovation and modification projects may effect more thorough review of the safety
of a plant than regular inspections and safety reviews
Other current modernisation programmesInvestment programmes are pursued for all reactor generations in the order of MUSS 70 per year and unit,
despite political decision to phase out nuclear. 15-20% may be safety related.Major redesign and replacements of piping and joints in the primary system of Ringhals 1 (1st generation
BWR, external pump loops) under way aimed at enhancing the barrier reliability at par with the newreactors with internal circulation pumps
Major upgradings in process control are typically on the agenda, e.g. modern digital protection and controlsystems as installed in Ringhals 1&2 in 1995
Comprehensive modernisations of the control rooms are planned for all Swedish reactors, commencing in1997 with the Forsmark reactors
The needs for modernisation in regard of safety are expected to be further clarified in the design basisreviews due for completion in 1998
Conclusions relating to this SeminarDegradation affecting the reliability of piping is about to become a dominant safety concern as a result of
the considerable progress otherwise made in improving the safety of the nuclear plants, eg in regard ofthe reliability of the safety systems
While enhanced piping reliability will thus obviously have significant impact on the safety, improvedknowledge about the degradation phenomena will, furthermore, enable improved PSA for establishingoptimal performance requirements of the safety systems
The Seminar programme can be seen to cover several highly relevant aspects
ReferenceL. Hammar, B. Wahlstrom and Kaisa Simola: Modernisation for maintaining and improving safety atNordic nuclear power plants. A report from the Nordic Nuclear Safety Programme, Project NKS/RAK-1.5(to be published)
Notes on safety modernisation of nuclear power plants inSweden
Presentation at theSKI/NKS Seminar on Piping Reliability
Sigtuna, Sweden, September 30-October 1, 1997by
Lennart Hammar, ES-konsult, Sweden
Outline• Safety aspects of the ageing of reactors• Developments in regard of safety criteria• Assessing and prioritising modernisation needs• Status of modernisation for safety in Sweden• Conclusions relating to this Seminar
Safety aspects of the ageing of reactors• Physical degradation of the safety defence-in-depth system• Disadvantage to managing operation and maintenance caused by using obsolete technology• Lagging behind state of the art in regard of modern design and safety principles• Lagging behind state of the art in regard of skills, competence, training, procedures, QA and
safety culture• Growing occupational dose commitments in operation, in-service inspections and maintenance
Related safety issues• Barrier and component integrity - piping reliability; inspectability• Environmental qualification of safety related components• Process control and monitoring; control rooms• Redundancy, diversity, separation and autonomy• Internal hazads; fire protection• External hazards, e.g. seismicity• Operating and emergency procedures• Severe accident mitigation
Developments in regard of safety criteria• Nominal probabilistic safety targets have changed little but relate to enhanced PSA accounting
more completely for the risks, e.g. in regard of dependencies, hazards etc• Prescribed safety approaches have become increasingly comprehensive, e.g. in regard of
human factor aspects• Safety approaches have been devised in regard of reactors built to earlier standards (e.g.
IAEA/INSAG-8)• The criteria become increasingly established in international consensus, e.g. the Nuclear Safety
Convention and utility requirement standards (EUR, URD)

Assessing and prioritising modernisation needs in Sweden• Utilities obliged to consider at all times making reasonably achievable safety improvements• Obligatory periodic safety reviews of each NPP at 8-10 year intervals (ASAR, reported to the
Government)• Comprehensive design basis reviews of each NPP currently undertaken by the utilities for
reconstitution of the safety cases (as nevertheless found necessary)• Common basis in
- systematic state-of-the-art safety analysis and PSA- internationally established safety criteria applied to reactors built to earlier safety standards
as recommended by IAEA/INSAG-8
The development of safety features as reflected by four generations ofABB Atom BWRs
1972-76 Generation 1 Safety provisions largely according to the USNRC GDCOskarshamn 1 (draft of 1967, effective 1971)Ringhals I At the time unique grace time rule (30 min)
1975-77 Generation 2 Improved separation and autonomy of safety systemsBarseback 1&2Oskarshamn 2
1980-81 Generation 3 Safety system redundancy for large part with repairForsmark 1&2 option (4x50%); separated trains
Internal RPV circulating pumps.Bracing to prevent pipe whip on breaks
1985 Generation 4 Further improved layout in regard of separationOskarshamn 3 Seismic design standardsForsmark 3
Procedure for safety assessment of ageing reactors according to INSAG-8• Review, using knowledge and methods available today, to check that all licensing conditions
are indeed duly satisfied, including recently licensed modifications• Identification of any deviations from modern safety principles and practices with assessment of
the safety implications in view of current knowledge• PSA, using state-of-the-art methodology, for assessing the safety significance of found
deviations
Current status of the Swedish reactors in regard of modernisation for safety• All reactor generations have been subject to significant upgrading of the safety through the
years• Lesser safety system redundancy in the early generations essentially made up by added diversity• Room for improvement of the early generations is for large part seen in regard of CCI and
safety system separation and autonomy• Room for improvement of the recent generations is for large part seen in regard of CCF,
detracting considerably from the benefit of high redundancy

• Severe accident mitigation features were added to all Swedish reactors during the eighties withmitigation targets largely at par with requirements for new reactors
• The early generations of reactors have been kept essentially at par with the recent generationsas judged using PSA
• Nevertheless, there is currently considerable attention paid to reassessment of the safety of thereactors, especially those of earlier generations (on-going design basis reviews)
Renovation and modernisation of Oskarshamn 1(commissioned in 1972)
The 'Fenix' renovation project (1993-95)• aimed at restoring safety at least to currently required level in regard of revealed deficiencies
The modernisation project (1993-1999)• aimed at providing for durable operation of the reactor for the foreseeable future by meeting all
requirements in regard of safety and performance likely to be encountered
The renovation of Oskarshamn 1• was initiated through findings of cracking in primary piping and reactor vessel internals in
supplementary inspections which were enabled during a lengthy shut-down for unrelated reason(strainer clogging problems),
• turned out to reveal in addition some previously unnoticed safety weaknesses required to beremedied (dependencies, CCI's),
• and demonstrated:- successful approaches to upgrading and verifying the status of the primary system of a 2(H-
years old reactor- the reactor vessel to be, in fact, fully intact- the safety of the plant to be restored at required level upon completed renovation, in part by
uniquely advanced PSA with exceptionally detailed modelling of the primary piping
The modernisation of Oskarshamn 1• proposed by the utility in applying for an operating permit after completed renovation (Fenix
project)• required by the SKI as a further condition for such permit, with certain qualifications and
reference to INSAG-8• started during course of the renovation, e.g. by modified primary piping joints for improved
testability etc, environmental qualification of components, bracing of vital high energy pipingand improved separation of certain cabling and components
• to be duly completed in yearly maintenance outages, including replacement of containmentisolation valves, complete redesign of the EEC and RHR systems and associated power supplysystem and providing for testability of the shut-down system during operation

Learnings from the Oskarshamn 1 renovation and model isation projects• Renovation and verification of the primary systems of fairly aged reactors can indeed be a
realistic option, including regards to radiation protection• Undertaking concrete renovation and modification projects may effect more thorough review of
the safety of a plant than regular inspections and safety reviews
Other current modernisation programmes• Investment programmes are pursued for all reactor generations in the order of MUSS 70 per
year and unit, despite political decision to phase out nuclear. 15-20% may be safety related.• Major redesign and replacements of piping and joints in the primary system of Ringhals 1
( l" generation BWR, external pump loops) under way aimed at enhancing the barrier reliabilityat par with the new reactors with internal circulation pumps
• Major upgradings in process control are typically on the agenda, e.g. modern digital protectionand control systems as installed in Ringhals 1&2 in 1995
• Comprehensive modernisations of the control rooms are planned for all Swedish reactors,commencing in 1997 with the Forsmark reactors
• The needs for modernisation in regard of safety are expected to be further clarified in the designbasis reviews due for completion in 1998
Conclusions relating to this Seminar• Degradation affecting the reliability of piping is about to become a dominant safety concern as a
result of the considerable progress otherwise made in improving the safety of the nuclear plants,e.g. in regard of the reliability of the safety systems
• While enhanced piping reliability will thus obviously have significant impact on the safety,improved knowledge about the degradation phenomena will, furthermore, enable improvedPSA for establishing optimal performance requirements of the safety systems
• The Seminar programme can be seen to cover several highly relevant aspects
ReferenceL. Hammar, B. Wahlstrom and Kaisa Simola: Modernisation for maintaining and improvingsafety at Nordic nuclear power plants. A report from the Nordic Nuclear Safety Programme,Project NKS/RAK-1.5 (to be published)

COPIES OF OVER HEADS

Notes on safety modernisation ofnuclear power plants in Sweden
Presentation at the
SKI/NKS Seminar on Piping ReliabilitySigtuna, Sweden, September 30-October 1, 1997
by
Lennart Hammar, ES-konsult
ES-konsuIt

Outline
Safety aspects of the ageing of reactorsDevelopments in regard of safety criteriaAssessing and prioritising modernisation needsStatus of modernisation for safety in SwedenConclusions relating to this Seminar
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

Safety aspects of the ageing of reactorsPhysical degradation of the safety defence-in-depthsystemDisadvantage to managing operation and maintenancecaused by using obsolete technologyLagging behind state of the art in regard of modemdesign and safety principlesLagging behind state of the art in regard of skills,competence, training, procedures, QA and safety culture
Growing occupational dose commitments in operation,in-service inspections and maintenance
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

Related safety issues
Barrier integrity - piping reliability; inspectability
Environmental qualification of safety related components
Process control and monitoring; control rooms
Redundancy, diversity, separation and autonomy
Internal hazads; fire protection
External hazards, e.g. seismicity
Operating and emergency procedures
Severe accident mitigation
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997
i £ i'

Developments in regard of safety criteria
Nominal probabilistic safety targets have changed little butrelate to enhanced PSA accounting more completely forthe risks, e.g. in regard of dependencies, hazards etc
Prescribed safety approaches have become increasinglycomprehensive, e.g. in regard of human factor aspectsSafety approaches have been devised in regard of reactorsbuilt to earlier standards (e.g. IAEA/INSAG-8)The criteria become increasingly established ininternational consensus, e.g. the Nuclear SafetyConvention and utility requirement standards (EUR, URD) I
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

Assessing and prioritising modernisation needsin Sweden
• Utilities obliged to consider at all times makingreasonably achievable safety improvements
• Obligatory periodic safety reviews of each NPP at 8-10year intervals (ASAR, reported to the Government)
• Comprehensive design basis reviews of each NPPcurrently undertaken by the utilities for reconstitutionof the safety cases (as nevertheless found necessary)
• Common basis in- systematic state-of-the-art safety analysis and PSA- internationally established safety criteria applied to
reactors built to earlier safety standards asrecommended by IAEA/INSAG-8
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

The development of safety features as reflectedby four generations of ABB Atom BWRs
1972-76 Generation 1Oskarshamn 1Ringhals 1
1975-77 Generation 2Barseback 1&2Oskarshamn 2
1980-81 Generation3Forsmark 1&2
1985 Generation 4Oskarshamn 3Forsmark 3
Safety provisions largely according to theUSNRC GDC (draft of 1967, effective 1971)At the time unique grace time rule (30 min)Improved separation and autonomy of safetysystems
Safety system redundancy for large part withrepair option (4x50%); separated trainsInternal RPV circulating pumps.Bracing to prevent pipe whipFurther improved layout in regard of separationSeismic design standards
ES-konsult Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

Procedure for safety assessment ofageing reactors according to INSAG-8Review, using knowledge and methods available today,to check that all licensing conditions are indeed dulysatisfied, including recently licensed modifications
Identification of any deviations from modern safetyprinciples and practices with assessment of the safetyimplications in view of current knowledgePSA, using state-of-the-art methodology, for assessingthe safety significance of found deviations
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

Current status of the Swedish reactors in regardof modernisation for safety
• All reactor generations have been subject to significantupgrading of the safety through the years
• Lesser safety system redundancy in the early generationsessentially made up by added diversity
• Room for improvement of the early generations is forlarge part seen in regard of CCI and safety systemseparation and autonomy
• Room for improvement of the recent generations is forlarge part seen in regard of CCF, detracting considerablyfrom the benefit of high redundancy
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

Current status of the Swedish reactors in regardof modernisation for safety (contd)
1 Severe accident mitigation features were added to allSwedish reactors during the eighties with mitigation targetslargely at par with requirements for new reactors
• The early generations of reactors have been kept essentiallyat par with the recent generations as judged using PSA
• Nevertheless there is currently considerable attention paidto reassessment of the safety of the reactors, especiallythose of earlier generations (on-going design basis reviews)
ES-kOflSU It Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

Renovation and modernisation ofOskarshamn 1
(commissioned in 1972)
The 'Fenix' renovation project (1993-95)
• aimed at restoring safety at least to currently requiredlevel in regard of revealed deficiencies
The modernisation project (1993-99)• aimed at providing for durable operation of the reactor
for the foreseeable future by meeting all requirementsin regard of safety and performance likely to beencountered
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

The renovation of Oskarshamn 1was initiated through findings of cracking in primary piping andreactor vessel internals in supplementary inspections which wereenabled during a lengthy shut-down for unrelated reason (strainerclogging problems),turned out to reveal in addition some previously unnoticed safetyweaknesses required to be remedied (dependencies, CCI's),and demonstrated:- successful approaches to upgrading and verifying the status of
the primary system of a 20+ years old reactor- the reactor vessel to be, in fact, fully intact- the safety of the plant to be restored at required level upon
completed renovation, in part by uniquely advanced PSA withexceptionally detailed modelling of the primary piping
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

The modernisation of Oskarshamn 1proposed by the utility in applying for an operating permit aftercompleted renovation (Fenix project)required by the SKI as a further condition for such permit, withcertain qualifications and reference to IN SAG-8started during course of the renovation, e.g. modified primarypiping joints for improved testability etc, environmentalqualification of components, bracing of vital high energy pipingand improved separation of certain cabling and componentsto be duly completed in yearly maintenance outages, includingreplacement of containment isolation valves, complete redesignof the EEC and RHR systems and associated power supplysystem and providing for testability of the shut-down systemduring operation
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

Learnings from the Oskarshamn 1renovation and moderisation projects
Renovation and verification of the primary systems offairly aged reactors can indeed be a realistic option,including regards to radiation protectionUndertaking concrete renovation and modificationprojects may effect more thorough review of thesafetyof a plant than regular inspections and safetyreviews
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

Other current modernisation programmes
• Investment programmes are pursued for all reactorgenerations in the order of MUS$ 70 per year and unit,despite political decision to phase out nuclear. 15-20%may be safety related.
• Major redesign and replacements of piping and joints inthe primary system of Ringhals 1 (1st generation BWR,external pump loops) under way aimed at enhancing thebarrier reliability at par with the new reactors withinternal circulation pumps
ES-kOflSU It Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

Other current modernisation programmes(contd)
• Major upgradings in process control are typically onthe agenda, e.g. modern digital protection and controlsystems as installed in Ringhals 1&2 in 1995
• Comprehensive modernisations of the control roomsare planned for all Swedish reactors, commencing in1997 with the Forsmark reactors
• The needs for modernisation in regard of safety areexpected to be further clarified in the design basisreviews due for completion in 1998
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

Conclusions in view of the subject of theSeminar
• Degradation affecting the reliability of piping is about tobecome a dominant safety concern as a result of theconsiderable progress otherwise made in improving thesafety of the nuclear plants, e.g. in regard of thereliability of the safety systems
• While enhanced piping reliability will thus obviouslyhave significant impact on the safety, improvedknowledge about the degradation phenomena will,furthermore, enable improved PSA for establishingoptimal performance requirements of the safety systems
• The Seminar programme can be seen to cover severalhighly relevant aspects
Seminar on Piping Reliability, Sigtuna Sep 30-Oct 1,1997

PRESENTATION 3

SE9800020
RSA-R-97-19(SKI Ref. No.: 14.2-940477)
PSA APPLICATIONS AND PIPING RELIABILITYANALYSIS: WHERE DO WE STAND?
Seminar on Piping Reliability
Sigtuna - SwedenSeptember 30 - October 1,1997
By
Bengt LydellRSA Technologies
San Diego, USA

PSA APPLICATIONS AND PIPING RELIABILITYANALYSIS: WHERE DO WE STAND?1
Bengt O.Y. LydellRSA Technologies
Vista (San Diego), California 92083-6172U.S.A.
Abstract: The LOCA and ISLOCA frequency estimation in today's PSA studiesremain influenced by the over twenty year old WASH-1400. Increasingly, PSAapplications are performed to support evaluations of modified primary system pipingdesigns, and definition of enhanced strategies for in-service inspection (ISI). Are thedata and modeling (i.e., 'black box') approach of WASH-1400 commensurate withtoday's PSA project specifications? This paper reviews a recently proposedframework for piping reliability analysis. The framework was developed to promotecritical interpretations of operational data on pipe failures, and to supportapplication-specific parameter estimation.
1. INTRODUCTION
The maturity of the PSA technology is reflected in current code cases, regulatoryguidance documents2, and applications. Practitioners devote considerable efforts toquality PSA, peer review, validation and verification, etc. Technical aspects of someelements of the PSA technology remain in their infancy, however. As examples,aging risk assessment and analysis of the reliability of structures such as vessels andpiping are not supported by models, data or analysis procedures which arecommensurate with today's expectations on PSA.
Specifically, piping reliability analysis remains largely influenced by theWASH-1400 study. A study, which reflected the late 1960's state-of-knowledgeabout nuclear safety, systems reliability, data, etc. Why do current PSAs continue torely on WASH-1400 concepts? Based on currently available operating experience,the WASH-1400 assumption about the high reliability of piping cannot be disproved.The WASH-1400 piping reliability estimates were based on approximately 150reactor-years of insights about the reliability of primary system piping. Now, twenty-five years later and with about 8,500 reactor-years of data, we have not yet witnesseda 'large' or 'medium' size loss of coolant accident (LOCA) as a result of a guillotinebreak of primary system piping. Hence, it could be argued that the importance ofpiping reliability remains negligible. Especially when viewed against the many othersafety issues (e.g., human factors, human reliability, software reliability). Problem is,our views on PSA applications have evolved in a major way since the early 1970's.
1 Seminar Topic: 'Historical Review' - Paper presented in the am-session on September 30, 1997.2 As examples, see NUREG-1602 (1997): The Use ofPRA in Risk-Informed Applications, Draft Reportfor Comment; Draft SRP Chapter 19 (Rev. L): Use of PRA in Plant-Specific, Risk-InformedDecisionmaking: General Guidance (March 27, 1997).
SEMINAR ON PIPING RELIABILITY 1Sigtuna (Sweden)September 30 - October 1,1997

Today's practitioners, plant managers and regulators view PSA as a valuable (evenkey) safety management tool. That 'tool' should enable engineers to turn up themicroscope on the PSA models, the data and the result to evaluate the significance ofsubtle design changes or subtle equipment degradations, as well as new insights aboutphysical phenomena concerning degradation and failure mechanisms.
In this paper we review the developments in the approach to LOCA frequencyassessment during the approximate period 1972-19923. Next, we discuss in what waythese developments support modern PSA application requirements. Finally, aproposed framework for piping reliability analysis is subjected to a critical review4.
2. HISTORICAL DEVELOPMENTS
The early R&D programs in nuclear safety expended efforts on two classes of reactoraccidents: 1) LOCA as a result of a large pipe break; and 2) spontaneous reactorpressure vessel rupture. In 1972 the then Atomic Energy Commission initiated the so-called Rasmussen Study (later to be published as the WASH-1400 report). Among thestudy objectives was an independent evaluation of the importance of these postulatedaccidents. The study results were intended for the prioritization of future nuclearsafety research.
Included with the WASH-1400 was a piping reliability study. This studyremained a primary source of data in subsequent PSA study generations.5 While thatoriginal piping reliability analysis defied basic reliability analysis principles, it wasnevertheless accepted by PSA practitioners. Attempts to update the 'original' pipingreliability estimates (and the LOCA frequencies inferred from those piping data)produced incremental changes only; c.f. Table 1.
Table 1: Some LOCA Frequency Estimates (Median Values).LOCA Category
SmallMedium
Large
EPRI(1992)BWR1.8E-32.8E-43.0E-4
EPRI (1992)PWRl.OE-33.2E-41.4E-4
WASH-1400(1975)l.OE-33.0E-41.0E-4
The estimation of LOCA frequencies based on operational data alone is ahighly complex undertaking. Indeed, is LOCA frequency estimation feasible wherethe methodology is based solely on operational data?
3 Based on SKI Reports 95:58 and 95:59. Copies of these reports are available from the SwedishNuclear Power Inspectorate, Dept. RA.4 This review is based on SKI Report 97:26: Reliability of Piping System Components: Framework forEstimating Failure Parameters from Operational Data. The report is to be published in November,1997.5 For an in-depth review of the history of PSA, see Lydell, B.: Quality PSA. A Critical Review of theRole of Probabilistic Safety Assessment in Nuclear Safety. To be published in 1998.
SEMINAR ON PIPING RELIABILITY 2Sigtuna (Sweden)September 30 - October 1,1997

3. NEED FOR CHANGE
A review of the many projects to improve the technical basis for estimating pipingreliability from operational data reveals the following: 1) The proposed methodologieshave been limited to direct estimation from counts of rupture events; and 2) the scopeof the surveys of experience data has been limited (e.g., to specific failure mode).Many commercial nuclear plants have been operating for twenty or more years. Plantlife extension programs frequently involve renovation and modernization of primarypiping systems. For PSA to support these programs a drastically improved basis isneeded for piping reliability analysis.
New methodologies for piping reliability analysis need to be broadened byincorporating consideration of root cause analysis, probabilistic fracture mechanics,and deeper analysis of the available operating experience. Traditional concepts, basedon variations of WASH-1400, are not fit for today's PSA applications. As was statedby ASME6, "... the task of estimating piping reliability is complex, uncertain andcostly ..." It is therefore essential that sufficient project resources be directed atpiping reliability analysis in PSA applications. Detailed analyses are feasibleassuming availability of comprehensive, event-based data collections and detailedanalysis procedures, which reflect the current state-of-knowledge about the why-where-how of piping failure.
4. PROPOSED ANALYSIS FRAMEWORK
There is no one best method to estimate piping reliability from operational data.Therefore, the estimation process has to rely on insights from the relatively largenumber of incipient and degraded failures. Since major structural failures are rareevents, safety engineers and PSA practitioners should always consider the broadestpossible database on operational events.
A fundamental principle of PSA builds on the interpretation and analysis ofoperational data, and development of 'data-driven' models. The proposed analysisframework for piping reliability analysis was fashioned after the results and insightsfrom analyzing a large volume of operational data. Parameter estimation basedexclusively on experience data is not advisable, nor feasible for all intendedapplications. Throughout an estimation process, expert judgment by structuralexpertise is highly recommended. The analysis framework, called the 'Pipe FailureCause and Attribute Framework' (PFCA)7, is a top-down approach favoringdecomposition of a given piping reliability problem; c.f. Figure 1. It is a top-downapproach since an analysis would begin by specifying the requirements of anapplication. That is, the framework builds on the analysts' understanding of the designand operational factors, and environmental influences that affect piping reliability.
6 Balkey, K.R. et al, 1992. Risk-Based Inspection - Development of Guidelines. Volume 2 - Part 1:Light Water Reactor (LWR) Nuclear Power Plant Components, CRTD-Vol. 20-2, The AmericanSociety of Mechanical Engineers, New York (NY), pp 24-27.7 See Section 4 of SKI Report 97:26.
SEMINAR ON PIPING RELIABILITY 3Sigtuna (Sweden)September 30 - October 1,1997

—»• Step 1: Define ApplicationReauirements
The purpose is to determine thekey reliability attribute(s).
Jr
Step 2: Generic Pipe Failure RateBased on Step 1, determine demand /
exposure and type of pipe failure to consider.
i
Step 3: Reliability Influence MatricesGeneric matrices used as templates forreviewing plant-specific operational datato enable the modification of a generic
failure distribution.
I t
Step 4: Piping Component BoundaryDepending on application requirements and
outputs from Step 3, this step determines howthe piping reliability is modeled / represented
in PSA.
• *
*
OutputReliability attributes with
justifications.
Output:Base failure rate & definitionof exposure time / demands
with justifications.
Output:Definition of plant-specificinfluence factors and theireffect on piping reliability.
Output:Plant-specific piping
failure rates (compatiblewith PSA model specs.)
*
Step 5: Sensitivity & Uncertainty AnalysisUsing the output from previous steps, theplant-specific parameters are evaluated
relative to sensitivites / uncertainties.
Output:'Qualification' of parameter
estimates.
Figure 1: The Five-Step PFCA Framework for Piping Reliability Analysis.
The proposed analysis framework consists of five steps with inputs,analytical activities or deliberations, rules and outputs. In summary, the five steps are:
(1) Application Requirements. The output is a concise description of the plannedapplication; e.g., estimation of LOCA or main steam line break (MSLB)frequency. The intended application determines how to select generic pipingreliability parameters. It also determines how reliability attributes andinfluences are evaluated and used. Finally, the application requirementsdetermine which piping system component boundaries to use; e.g., pipingsection/segment definitions. Examples are given of typical requirements withdiscussion of the implications for the subsequent analysis steps.
(2) Raw Data. Piping Population Data & Generic Reliability Parameters. Theframework includes the necessary elements (including raw data) forcalculating plant-specific parameters. Examples of generic parameters are
SEMINAR ON PIPING RELIABILITYSigtuna (Sweden)September 30 - October 1,1997

given. The framework comes with tabulations of raw data and pipingpopulation data. Philosophically, the framework supports a two-stageBayesian-type updating of reliability data. First, application-specific priors aredeveloped, and second, the user performs a detailed evaluation of plant-specific operating experience (including inspection records and other relevantinformation) to estimate the plant-specific parameters. Hence, the frameworkmakes a distinction between application-specific and plant-specificparameters. The former enables the selection of the most appropriate andrelevant operating experience to be used.
(3) Reliability Influences & Review of Plant-Specific Experience. The step fromapplication- to plant-specific parameter estimation is taken via the implemen-tation of reliability influence matrices (or check lists). The frameworkprovides summaries of influence factors and information on how these factorshave been known to affect reliability.
(4) Piping Boundary Definition. The review in Step 3 should be done on the basisof isometric drawings, and the output could be in the form of pipe section/segment definitions, and a quantitative basis for modifying generic reliabilityparameters, with proper justifications. The purpose of Step 4 is to define thePSA model representation of piping failures. That is, should piping reliabilitybe considered at the cutset level or at a different level in the PSA modelstructure?
(5) Statistical Analysis & Uncertainty Analysis. The framework recognizes theimportance of analyzing uncertainties. The sources of uncertainties areidentified. It is recognized that in the final derivation of plant-specificparameters, expert judgment elicitation and engineering evaluations will becombined with estimates that are based on operational data. Ultimately thegoal of performing uncertainty analysis is to qualify those conclusions that aremade about piping reliability based on point estimate evaluations. It shouldalso be used to identify where improving the state of knowledge can lead tomaximum benefit with respect to an accurate assessment of piping reliability.
Depending on the analysis scope, an application of the framework may involveonly Steps 1 and 2 or all five steps. Rigorous applications would be relatively time-consuming, and could require extensive inputs from structural expertise. The users ofthis framework are encouraged to explore the raw data on piping failures.
5. CONCLUSIONS
A piping reliability analysis methodology based solely on the analysis of actual failuredata (e.g., pipe breaks or ruptures) has inherent limitations. This paper presented aproposed analysis framework. It builds on insights from a large data collection onincipient, degraded and complete pipe failures, and includes consideration of rootcause analysis, structural interpretations of data, and traditional reliability dataanalysis techniques.
SEMINAR ON PIPING RELIABILITY 5Sigtuna (Sweden)September 30 - October 1,1997

PRESENTATION 4

SE9800021
Seminar on Piping ReliabilitySKI, NKSSigtuna Sept 30 - Oct 1, 1997
OVERVIEW OF THE NKS/RAK-1 PROJECT "STRATEGIES FOR REACTORSAFETY" AND LINKAGES TO PIPING RELIABILITY STUDIES
Kjell AnderssonKarinta Konsult HBBox 6048S-187 06TAEBYSWEDEN
Phone:+46-8 510 14755Fax : + 4 6 - 8 510 14756E-Mail: kj el 1. andersson@karinta-konsult. se
1. Introduction
The NKS/RAK-1 project forms part of a four-year nuclear research program (1994-1997) inthe Nordic countries. Other projects of the program deal with severe accident research(RAK-2), emergency preparedness, nuclear waste disposal, ecosystems and information. NKSis a Nordic Committee for Nuclear Safety Research with members from authorities, researchorganisations and enterprises in the nuclear field. The program is financed partly by NKS andpartly by national bodies.
The general objective of the NKS/RAK-1 project is to explore strategies for reactor safety. Ona more concrete level the project aims are:
- to investigate and evaluate the safety work- to increase realism and reliability of safety analysis- to increase the safety of nuclear installations in selected areas.
RAK-1 has consisted of five sub-projects (see Table 1). Subprojects 1 and 5 describe basicprinciples for the safety work and plant modifications in Sweden and Finland. The projectshave done extensive interview work at utilities and authorities, and analysed a number of casestudies. Subprojects 2, 3 and 4 deal with LOCA frequencies, integrated sequence analysis andmaintenance respectively. Section 2 in this paper gives a few highlights from subprojects 1and 5. Sections 3 and 4 give an overview of subprojects 3 and 4. Finally, in section 5 thebackground and accomplishment of subproject 2 are briefly described, and issues to beaddressed in this seminar and in the report from the NKS project, are raised.

Table 1. Subprojects of NKS/RAK-1
SUBPROJECT
RAK-1.1
RAK-1.2
RAK-1.3
RAK-1.4
RAK-1.5
THEME
Review of safety work in nuclearinstallations
LOCA frequencies
Integrated sequence analysis
Maintenance strategies andageingPlant modifications
RESEARCH PROBLEM
How safety principles are formulatedand how safety work is reviewedagainst themCan we go improve WASH-1400values and which are the LOCA riskdominating mechanisms?How complex event sequences shouldbe analysed with new approaches -integrating different disciplinesHow can one optimise maintenance andtesting?How are safety related modificationscarried out and how should they be?
2. Overview of safety work and plant modifications in Finland an Sweden
NKS/RAK-1.1 has resulted in a systematic overview of all major components in the safetywork, and the report should be useful as a textbook. Among other things, the project hasdemonstrated the use of object modelling techniques for formalised documentation ofactivities and verification of safety work. Among issues discussed in the report from the studyare the balance between economy and safety and the balance between technical andorganisational review.
NKS/RAK-1.5 gives an overview of past, current and future modernisation projects of thenuclear power plants in Finland and Sweden. The management procedures in controlling theimplementation of modifications are described and discussed in regard of prevailingdifferences between Finnish and Swedish practices.
A formal modelling technique has been used to describe the procedures involved in themodification process so as to facilitate review for completeness and consistency. Theapproach taken, largely in accordance with the so-called Structured Analysis and DesignTechnique (SADT), proved to be quite helpful, allowing the processes to be broken down indetail as required to account fully for all factors.
In comparing the actual course of actions with prescribed procedures, it can be noted that thisdoes account for the possibility that additional requirements may be made in response toproposals received by the authority. Problems encountered in handling modifications in a safeand reliable way at the utilities seem often to be related to tight time schedules. One problemfor the safety authorities is to find selective approaches to the review of safety relatedmodifications considering time and resources available.

3. Integrated sequence analysis
This subproject is devoted to integrated sequence analysis (ISA), defined as event analysiswith active participation from different disciplines such as PSA, thermohydraulics, cognitivemodelling and human factors.
Today the PSA methodology has been developed to a stage where it is systematically used toevaluate reactor safety and to guide safety-improving measures. The relevance of the PSAevent trees is verified with deterministic analyses. Methods have been developed for humanreliability analysis, which are used to support PSA with data on probabilities for human errorconsidering the factors that influence human reliability (performance shaping factors). Humanfailure is then often an important parameter in PSA.
However, the probability estimates of human failure events often vary considerably and theirbasis is in many cases vague. The completeness problem of PSA is also well recognised,especially with respect to human error. The causes of human failure are often very complexand require consideration of man, technology, and organisation as a whole.
Another problem with PSA, and the supporting HRA, is its limited capacity to describe thedynamic evolution of events. The event evolution between an initiating event and a number ofpossible end states can be very complex to analyse due to complex interactions between thetechnical process system and the human/organisational system.
It was recognised that further development is needed to complement existing methodologiesfor safety analyses with more fully integrated approaches to the interaction between humanand technological systems. With this background the NKS/RAK-1.3 project was formulatedwith the overall objective to develop and test integrated methodologies to evaluate eventsequences. The term "methodology" denotes not only technical tools but also methods forintegration of different disciplines (such as PSA and cognitive analysis).
Four case studies, shown in Table 2, were selected in RAK-1.3 in order to test evolutionaryapproaches to ISA. Two of the case studies, large man initiated LOCA and cold overpressureevents of a BWR were directly linked with shutdown PSA studies (SPSA). The third casestudy is a PWR steam generator tube rupture (SGTR), which involves balancing actions onthe primary and the secondary side of the installation. In addition, there is a risk of earlyradioactive release through an atmospheric release valve on secondary side. The fourth casestudy deals with confused signal view in the control room followed by a fault ininstrumentation. Besides the primary objective to test methods, expected results from theanalyses included:
- Evaluation of Emergency Operating Procedures (EOPs) and possible recommendations forimprovements
- Improved risk evaluation of the sequences, thereby also a more realistic and credible PSA
- Benchmarking and validation of thermohydraulic codes
An important aspect of the project has also been as an educational tool for the participants,concerning the sequences and about all areas of importance for their evaluation.

Table 2: NKS/RAK-1.3 case studies with their methodological orientation and status
Case study
BWR Large LOCA duringshutdown (man-made)
1. Cold overpressurizationof a BWR
2.Verification study: loss offeedwater
Steam generator tuberupture of a PWR
Disturbed signal view inBWR control room due to aCIF
Methodological orientation
PHASE I: Thorough task analysis + COGENTPHASE II: Use of expert judgement
Theoretical, decision analytic view, time dependentstochastic methods
A semidynamic framework with emphasis on cognitivetask analysis, PSA, HRA and thermohydraulics
Emphasis on creating a control room PSA model,evaluating effects of different signal view set-ups
4. Maintenance studies
Subproject 4 represents a broad effort to improve the analysis and decision support formaintenance practices. Clearly there is a continuous need to optimise maintenance takingsafety, reliability and economic factors into account. A survey of maintenance strategies anddevelopment needs has been carried out and interviews have been made with utilities,authorities and researchers. The survey addressed component ageing problems and relatedcorrective measures, component condition monitoring and maintenance indicators, anddecision criteria for maintenance and replacement of components. The results of the surveyhave provided a rich data basis.
The project has given considerable attention to maintenance data systems. Various datasystems have been designed for different purposes such as to give data to PSA on componentreliability and to give support to the maintenance at a local level. Within NKS/RAK-1.4 aspecial software system has been developed to improve the analysis and presentation of datafrom these systems. The system has been installed at the Barseback power plant and it will befurther adapted to specific needs at Barseback and other nuclear power plants.
Another component in the subproject is a study in Finland on common cause failuresoriginating from maintenance activities. The results from this study emphasise the importanceto further analyse possible human failures during maintenance, a problem that is addressedalso in Subproject 3.

Internationally, maintenance strategies are now often discussed within the concept ofReliability Centred Maintenance (RCM). A key issue in its development is to haveappropriate tools for decision support. Within RAK-1.4 a decision analysis software tool hasbeen demonstrated.
5 Piping reliability as part of NKS/RAK-1
Background
Subproject 2 represents an effort to evaluate LOCA-frequencies used in PSA, considering thatthey are important parameters in PSA and that much new knowledge should have been gainedsince the WASH-1400 study. On one hand, ageing naturally decreases the quality of pipesystems, but on the other hand maintenance and surveillance methods improve. Generallythere is a feeling at the utilities that the PSA is too conservative in this respect, which makes itdifficult to optimise safety improvements. This was one of the reasons why this subprojectwas proposed by the utilities as part of NKS/RAK-1.
Another reason for the subproject was to explore how material sciences could interact withPSA, thereby supporting PSA in a more efficient way. Increased interaction should also bebeneficial for the material sciences in guiding what are the most important research topicsfrom the probabilistic point of view. Of course it must be recognised that deterministicreasons and basic safety principles govern much of the research.
The link between NKS/RAK-1.2 and SLAP
In parallel with NKS/RAK-1, SKI had initiated the international SLAP Project. It was deemedfruitful to couple the two projects together in this seminar. From the Nordic point of view, thisshould enhance the value of NKS/RAK-1.2 and open a broader risk perspective. The resultsfrom the seminar will also be considered, and to large extent included, in the NKS report.
Components of NKS/RAK-1.2
A probabilistic model for pipe rupturing initiated by intergranular stress corrosion cracking(IGSCC) has been developed by the Swedish control agency SAQ Kontroll. The model needsstatistical data on fractures and data on the effectiveness of non-destructive testing. Thestatistical data can be provided by the SKI database. Concerning inspection, VTT hasdelivered a report on statistical models for reliability and management of ultrasonic inspectiondata. All these components of NKS/RAK-1.2 are reported at this seminar.
The extent to which the SAQ model can be applied is limited by the availability of materialdata. Currently there is an effort by the utilities to gather such data required for otherpurposes, but this takes time. Instead it may be that existing, less comprehensive data will beused in the model in the next phase of work. This is currently being investigated. Applicationof the SAQ model to a new PSA model for the Oskarshamn 1 reactor was foreseen at an earlystage of the project. The Oskarshamn PSA model already describes the pipe systems more indetail than any other PSA model used in Sweden or Finland.

Some key issues
The NKS/RAK-1.2 study is now coming to its end, and conclusions need to be drawn withregard to future work and for that, this seminar in a key event. Among the many issues thatneed careful consideration these may be a few;
- Is the approach taken by NKS/RAK-1-2 (detailed probabilistic modelling pipe rupturingto be included in PSA) feasible, considering the efforts needed for implementation?
- Is the approach justified considering overall risk perspective?
- Is the SLAP database valid for the purpose of reactor safety analysis?
- How we find methods to weigh and integrate deterministic and probabilistic researchneeds
- How do we improve methods for integration between PSA and basic sciences, in this casematerial sciences?
The NKS/RAK-1 Project will be concluded with seminar held jointly with the NKS/RAK-2 project onNovember 25-27,1997. Each subproject will give its own final report In addition there will be a final forNKS/RAK-1 in its entirety.

PRESENTATION 5

PRESENTATION 6

SE9800022
in

Regulative situation
STRYK - SKI:s database
Reported Information
Status Of STRYK
Information Entered
O
STATENS KARNKRAFT1NSPEKTIONSwedish Nuclear Power Inspectorate

Data collection for improved follow-up ofoperating experience.
SKI damage database.Contents and aims with database
Karen GottSwedish Nuclear Power InspectorateDepartment of Structural Integrity
SKiSTATENS KARNKRAFTINSPEKTIONSwedish Nuclear Power Inspectorate

Chapter 2 Basic conditions for use, operationallimitations, etc
§1 Structural components...., must be designed, manufactured andinstalled so that they are able to fulfil all their safety functions reliablyduring both normal and disturbed operational situations possible duringaccidents.
A., component must be regularly checked, monitored andinspected, and also maintained well so that safety is adequate during use.
Structural components may only be used if they havealso been inspected to the necessary degree and with acceptableresults , and also that a certificate of conformity ....has been issued
SKiSTATENS KARNKRAFTINSPEKTIONSwedish Nuclear Power Inspectorate

§5 Cracking and other degradation which is detected during operationor installation outages, and which is not considered trivial with respectto the installation safety, must be investigated without delay and reportedto the Inspectorate.
A component with a crack or other degradation may be retained inoperation without repair during the period of time for which adequatesafety margins against failure, function limiting leakage or malfunctionexists.
SKiSTATENS KARNKRAFTINSPEKTIONSwedish Nuclear Power Inspectorate

GENERAL ADVICE: Reporting, investigations andassessment of damage
Damage which has, or if it were notdetected later could have, resulted in reduced marginsto core damage, injury to personnel or release ofradioactivity. It is however important that evendamage which has not resulted in reduced marginsis investigated thoroughly and reported in orderpartly to determine whether similar damage can haveaffected other components in the same plant orcomponents in other plants, and partly to continuallyincrease knowledge of the damage processes and thereasons for their occurrence.
To determine the cause of the damage it isnormally necessary to carry out a number of
investigations using different methods, of whichmetallographic studies of material samples areconsidered to give reliable results.
SKiSTATENS KARNKRAFT1NSPEKT1ONSwedish Nuclear Power Inspectorate

Chapter 4 Repairs, replacements, alterations and additionsRepairs
§2 Cracks and other defects which can result in the safety of a componentno longer being adequate, may be removed without subsequent replacementof material or welding on condition that
the necessary margins of strength are retained, and that the necessarygeometry and surface finish can be achieved, andthe probable reason for its occurrence has been determined, and thatmeasures have been taken to prevent new cracks forming.
§3 If the necessary margins of strength are not retained or the necessarygeometry and surface finish cannot be achieved, the component or part thereofmust be replaced or repaired. Repair of components
may not however be started until the probable cause for the occurrenceof the damage has been determined.
SKiSTATENS KARNKRAfDNSPEIOIONSwedish Nuclear Power Inspectoral*

GENERAL ADVICE:Clarification of the reason for damage is
necessary so that repairs can be carried out in anappropriate manner, and thus prevent the occurrenceof new damage which could put the safety at risk.
Nuts and bolts are not considered suitable for weld repair.
SKiSTATENS KARNKRAFTINSPEKTIONSwedish Nuclear Power Inspectorate

SKiRegulative situation
THE SWEDISH NUCLEAR POWER INSPECTORATE'S REGULATIONSCONCERNING STRUCTURAL COMPONENTS IN NUCLEAR INSTALLATIONS,SKIFS 1994:1
(Exerts from the draft translation)
Chapter 2 Basic conditions for use, operational limitations, etc
§ 1 Structural components in order to be used in a nuclear installation, must bedesigned, manufactured and installed so that they are able to fulfil all their safetyfunctions reliably during both normal and disturbed operational situations possibleduring accidents.
After a component has been taken into operation it must be regularly checked,monitored and inspected, and also maintained well so that safety is adequate during use.
Structural components may only be used within the limitations given in §§ 2-5below, and if they have also been inspected to the necessary degree and with acceptableresults in accordance with these regulations, and also the requirement that a certificateof conformity with the requirements has been issued in accordance with chapter 5§§ 1-2.
§5 Cracking and other degradation which is detected during operation or installationoutages, and which is not considered trivial with respect to the installation safety, mustbe investigated without delay and reported to the Inspectorate.
A component with a crack or other degradation may be retained in operationwithout repair during the period of time for which adequate safety margins againstfailure, function limiting leakage or malfunction exists.
GENERAL ADVICE: Reporting, investigations and assessment of damageDamage of not insignificant importance for safety means damage which has, or if
it were not detected later could have, resulted in reduced margins to core damage, injuryto personnel or release of radioactivity. It is however important that even damage whichhas not resulted in reduced margins is investigated thoroughly and reported in orderpartly to determine whether similar damage can have affected other components in thesame plant or components in other plants, and partly to continually increase knowledgeof the damage processes and the reasons for their occurrence.
It is important that reports of damage include a comprehensive description of theevents, with information on the time and operational condition when the damage wasdetected, how it was detected, its extent and possible consequences of the damage,material composition (charge analysis or similar), manufacturing method, andenvironmental data as well as the damage mechanism and its cause.

SKiTo determine the cause of the damage it is normally necessary to carry out a
number of investigations using different methods, of which metallographic studies ofmaterial samples are considered to give reliable results.
In order to be able to assess if adequate safety margins exist it is necessary tocarry out accurate analyses with regard to amongst other things probable damagemechanisms, possible synergistic effects, actual loading conditions, possiblepropagation rates in the specific environment, and uncertainties in the determination ofthe extent of the damage. In Appendix 1 guidelines are given which can be used whendetermining safety margins.
Chapter 4 Repairs, replacements, alterations and additions
Repairs§2 Cracks and other defects which can result in the safety of a component no longerbeing adequate, may be removed without subsequent replacement of material or weldingon condition that
the necessary margins of strength are retained, and that the necessary geometryand surface finish can be achieved, andthe probable reason for its occurrence has been determined, and that measureshave been taken to prevent new cracks forming.
To carry out such measures in components which form part of the primary systemspressure boundary requires however specific permission from the Inspectorate.
Measures which are taken to remove cracks or other defects without subsequentrepair must be carried out using machining methods which have been qualified for themeasures.
Qualification of such machining methods intended for use in components whichbelong to safety categories 1 or 2 must be supervised and assessed by a third partyinspection body.
GENERAL ADVICE:Qualification of machining methods normally includes demonstration that the
equipment and personnel can obtain, under realistic external conditions, the necessarygeometrical conditions and surface finish which are free from micro cracks andcontaminants, and which subsequently enable satisfactory testing.
§3 If the necessary margins of strength are not retained or the necessary geometryand surface finish cannot be achieved, the component or part thereof must be replaced orrepaired. Repair of components in either of the safety categories 1 or 2 may not howeverbe started until the probable cause for the occurrance of the damage has beendetermined.
If a repair is made to part of the primary system pressure boundary specificpermission from the Inspectorate is required.
Repairs must be performed in accordance with a repair programme which hasbeen qualified for the measures to be taken, and which can restore the component'sproperties with the adequate margins necessary for it to fulfil the basic requirements foruse as specified in chapter 2 § 1, first paragraph.

SKiQualification of such programmes intended for repairing components which
belong to safety categories 1 or 2 must be supervised and assessed by a third partyinspection body.
GENERAL ADVICE:Clarification of the reason for damage is necessary so that repairs can be carried
out in an appropriate manner, and thus prevent the occurrance of new damage whichcould put the safety at risk.
The equipment, approach and quality assurance measures needed to restore theproperties necessary for the specific component to be able to fulfil its safety functionsshould be described in a repair programme. This should also contain detailed writteninstructions describing the separate steps which must be followed during a repair inorder to ensure that it will be performed in the correct manner.
Qualification of repair welding can be based upon procedure control and weldertesting in accordance with the comments to chapter 4 § 7, below.
Nuts and bolts are not considered suitable for weld repair.

H

STRYK
SKI:s database for defects found in componentsas a result of damage under operation
does not include defects found during deliverycontrol and suchlike
does include manufacturing defects found firstthrough ISI after some years of operation
SKiSTATENS KARNKRAFTINSPEICnONSwedish Nuclear Power Inspectorate

STRYK
set up as a direct consequence of the regulationsregarding the reporting of cracks and other damage
acts as a reference library for reported cracks anddegradation, partly as the database itself butespecially in conjunction with the filed reports
can be used to retrieve information about individualevents or for compiling statistics and performinganalyses of trends
SKiSTATENS KARNKRAFT1NSPEKTIONSwedish Nuclear Power Inspectorate

STATUS OF STRYK
to date about 75 % of the known cases in the safety classes1 and 2 have been assessed and entered
over 330 entries (individual defects)
SKiSTATENS KARNKRAFTINSPEIOIONSwedish Nuclear Power Inspectorate

REPORTED INFORMATION
sources: utilitiesin recent years the reporting requirements
previously: incident reports, annual inspection reports
SKiSTATENS KARNKRAFTINSPEKTIONSwedish Nuclear Power Inspectorate

SKIs SKADEDATABASREGITRERINGS UNDERLAGHUVUDDEFEKT
Diarienummer
Anläggning
System
Komponenttyp
Kvalitetsklass
Kontrollgrupp
Tidpunkt
Upptäcktssätt
Driftläge vid upptäckt
Skadeplacering
Typ av skada
Skadedimensioner
Skadeorientering
Komponentdimensioner
Skademekanism
Material
Åtgärd
Skadeorsak
Skadeanalys
S kadetål ighetsanaly s
Materialanalys
SKI Registration number
Unit
System no and name
Type of component
Quality Classifirafinr
Insoection Grouo
Date detected
How (method) detected
Operational status of the unit
Where in the component the i < ^^sitioned
Type of defect
Defect dimensions
Defect orientation
Komponent dimensions
Mechanism
Material
Mitigating action
Cause
Metallographic investigation
Damage assessment
Material analysis

SKis SKADEDATABASREGITRERINGS UNDERLAGHUVUDDEFEKT
Referenser : References
Mil] 6 . Envi ronemnt
Ovrigt : Other information

Löpnummer00028000290003000031
0003300034000350003600037
Anläggning
- 01
Löpnummer(00032
Syttemnuiiimer
331 Vj JReningssystem föl reaktorvatten
; Komponenttyp
Rörböj mKvalileljklaxsningTidpunkt17910"
•JConlroJJgrupp J~j;
^Uppläckttiärtllll
Rondeiing
D liftiäge vid vm^mMBm^^mEffektdf.lt
'•'.-•:i fPlacéiing:] Buksidan | r |
Typ av ikada Dimensioner[Spricka, konitateiat
OrienteringAxiell
jca 260 mm gg
KomponenldimentJoner
Skademekanism MaterialIGSCC
Åtgärd
{SIS 2333-24 ~
17 Skadeorsak. R Skadeanalys 1~ SkadetålighetxanalysR Materialanalys W Referenser P Miljö R Övrigt
Skapad9G-07-01
Uppdaterad Av97 07-29 SL Siangl
STATENS KARNKRAfTINSPEKTIONSwedish Nucleat Power Impeclorole

Or _&g<Jfgi_J JELo * |
F303
030303R3
1 1 1 I * ,
123 I1 2 * * •••••• • • = - . • • • : • - • • •
125126222
T
System
Anlaggning Systemnummet
|03 | ± | J124
Spura
Avhryt
SystemjSystembeskrivning for Oskauhamn 3 nr 123
Skapad Uppdaterad Av95-02-09 95-02-17 KOSTAS 1 IS IAMM
o
STATENS KARNKRAFT1NSPEKTIONSwedish Nuclear Power Inspectorale

[ g Behöiigheterr~1 * i
KAREN
MONflSL
Skapad97-07-08
Ändra | Bort 1| GOTT, KAREN \±
| SUENSSONI SOLUE t
Uppdaterad97 07-08
, MONfl- . : - - • • • • . - ;
-t-
fr' '
AnvändandSL
Efternamn,"|SÖLVE L
Lösenord
1... .Konfirmera
1
AvKAREN'""
Avluyt
Sekietesskod
|SvttemAdminittratdr
Förnamn
Ändrat: datumJ97-07-08
Lötenord
| Släng
t1
1
O
STATENS KÄRNKRAFTINSPEKTIONSwedish Nuclear Power Inspectorate

rlBeskrivning
fgg^llll^Kon an (X). 00 .045 Cr-18.6 Ni=9.3. Charge ni 5-68494 enl int {%). 00 .042Si=0.44 Mn=0.48 P-0.011 S«=0.010 Ci=18.8 Ni=9.5 Mo=0.1
STATENS KARNKRAFTINSPEKTIONSwediih Nuclear Power Inspectorate

3$ Sokaren
Tabefl Gruppering
ICiiteriuin
LOPNUMMER>-'0010'LOPNUMMER <- '0020'OR"
AUa fattUKE'^ryck*
Alia fait LIKE •]|"tryck" Addera
Li*ta
Radera JJL.
Utskrift Textfi!
Eller ; Aterst
-"
Excef/Quatio
'-
Avbryt
o
STATENS KARNKRAFTiNSPEKTION5wedish Nuclear Power Inspectorate

Rapporter
Typ av rapport
<•) £uB*tandig
O Sammanlatlning
<&! I
o
STATENS KARNKRAFTINSPEKTIONSwedish Nuclear Power Inspectorate

SKI - STRYK Sammanfattande rapport
Löpnum-mer00001
00002
00003
00004
00005
00006
00007
00008
00009
00010
00011
00012
00013
00014
00015
00016
00017
00018
00019
00020
00021
00022
00023
00024
00025
00026
Anlägg-ning01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
01
System
314
312
212
326
326
213
331
354
312
314
312
312
326
312
312
212
212
212
212
212
212
212
212
212
213
213
Komponenttyi
Ventil
Rörböj
Interndel
Rörböj
Rörböj
Ventil
Rör
Rörböj
Rör
Rör
Rör
Rör
Rör
Rörböj
Rörböj
Interndel
Interndel
Interndel
Interndel
interndel
Interndel
Internde!
Interndel
Moderatortank
Ventil
Annan
97-09-19 GOTT, KAREN
Tid-punkt
7604
7605
1990
8805
8805
8905
8407
86
9309
9309
9309
9309
9105
91
91
1979
1979
1990
1990
1990
1990
1991
1990
1992
8905
1990
Sid:
Typ av skada
Korrosionsangrepp
Erosionsangrepp
Spricka, misstänkt
Spricka, konstaterat
Spricka, misstänkt
Mekanisk skada
Spricka, konstaterat
Spricka, misstänkt
Spricka, konstaterat
Spricka, konstaterat
Spricka, konstaterat
Spricka, konstaterat
Spricka, misstänkt
Spricka, misstänkt
Spricka, misstänkt
Spricka, konstaterat
Spricka, konstaterat
Spricka, konstaterat
Spricka, konstaterat
Spricka, konstaterat
Spricka, konstaterat
Spricka, misstänkt
Spricka, misstänkt
Spricka, konstaterat
Mekanisk skada
Annan
i
Skademekanism
Korrosion
Erosion
Termisk utmattning
IGSCC
IGSCC
Annan
IGSCC
IASCC
Termisk utmattning
Termisk utmattning
Termisk utmattning
Termisk utmattning
IGSCC
IGSCC
IGSCC
Termisk utmattning
Termisk utmattning
Termisk utmattning
Termisk utmattning
Termisk utmattning
Termisk utmattning
Termisk utmattning
Termisk utmattning
Termisk utmattning
Annan
Annan

SKI - STRYK Totalrapport 97-09-19 GOTT, KAREN Sid:
Löpnummer
System
Komptyp
Kvalitétsk
Upptäckts
Driftläge
Typ av skada
Dimension
Komp dim.
Orienterin
Placering
Skademek
00007
331 R
Rör
2
Ultraljud
Revision
Spricka,
UTL=ca25,
168.3x12.
Axieli
Annan
IGSCC
Diarienr
eningssyster
Kontrollgr
(UT)
konstaterat
D=ca8
5
Anläggning 01
Tidpunkt 8407
Skadeorsak
Skadeanalys
Skadetålig-hetsanalys
Material
Material-analys
Miljö
Sannolik svetsreparation samt invändig slipning.
Ref 1.
SS 2333-25
CH 8-327 enl intyg (%): C=0.042. Si=0.36. Mn=1.50. P=0.032. S=0.012.Cr=18.3. Ni=8.9. N=0.078
Systemdelen har före RA 83 endast varit i drift kortare perioder dvsinnehållit stillastående varmt vatten. Fr o m 1983 körs systemetkontinuerligt vid 286 C.
Åtgärd Utbyt
Referenser 1: L Abelsson. Ol-331-Metallografisk undersökning av svetsskarvar medUL-indikation AA Rapport KM 85-17, 85-01-17.2: SA meddelande KD 85/15. ERK/BK 1985-03-183. Medd. 1-506/84 (utdrag ang provning)
Övrigt 01/1 Flik 3.Sprickan avstannad vid svetsgods. Charge nr skiljes mellan intygen"materialspec! och "materialprovning".Sprickans djup bestämt metallografisk.Sprickans placering: 2-3 mm från svetsen.

SKI - STRYK Totalrapport 97-09-19 GOTT, KAREN Sid: 35
Löpnummer
System
Komptyp
Kvalitetsk
00035
331
Rörböj
2
Diarienr Bl.4.2 162/80
Reningssystem för reaktorvatten
Anläggning 01
Kontrollgr
Upptäckts Rondering
Driftläge Effektdrift
Typ av skada Spricka, konstaterat
Tidpunkt 8001
DimensionKomp dim.
Orienterin
Placering
Skademek
Skadeorsak
Skadeanalys
Skadetålig-hetsanalys
Material
Material-analys
Miljö
Genomgående114 .3x10
Buksidan
IGSCC
Kallbockat.
Ref 1. 00036.
SS 2333-24
Se 00034.
NWC.
Åtgärd
Referenser
Utbyt
1. 01-RO 3/80. AC 881.Se även 00036.
Övrigt 01/2 Flik 7.Se även 00032, 00034, 00036.Rörböj mellan 331 V19 och 331V33.

PRESENTATION 7

SE9800023
RSA-R-97-20(SKI Ref. No.: 14.2-940477)
INTERNATIONAL DATABASES ON PIPINGFAILURES: DO THEY EXIST - ARE THEY NEEDED?
Seminar on Piping Reliability
Sigtuna - SwedenSeptember 30 - October 1,1997
By
Bengt LydellRSA Technologies
San Diego, USA

INTERNATIONAL DATABASES ON PIPING FAILURES:DO THEY EXIST - ARE THEY NEEDED?1
Bengt O.Y. LydellRSA Technologies
Vista (San Diego), California 92083-6172U.S.A.
Abstract: The paper contends that no recognized PSA-oriented database on pipingfailures exists in the public domain. This fact is a reflection of the complex nature ofpiping reliability. Under the assumption that a need exists for database development,the paper gives an overview of fundamental issues associated with data on pipingfailures. The paper concludes by outlining a strategy for international cooperation todevelop a comprehensive piping reliability database.
1. INTRODUCTION
During 1994-1997, SKI funded a project to determine the viability of developing aPSA-oriented database on piping failures. Results from this project are documentedin SKI Report 97:262. In summary, a large body of operational data does exist forcommercial NPPs. That information is widely dispersed, and is typically of very lowpedigree. The effort to extract, interpret and classify these data is considerable.Furthermore, since the operational data 'reside' in a wide range of reporting systems,the determination of the accuracy and quality of data requires consultation of a largevolume of technical documents. As an example, for the qualification of a single pipefailure up to five different information sources were consulted.
The fundamental principle that databases on equipment failures must betailored to specific objectives is particularly relevant for pipe failure data collections.Data should be collected on an event basis. This entails detailed consideration of rootcause analysis. Since pipe failures are symptoms of several causal factors, the rootcause analysis principle assumes that a database design clearly distinguishes theunique reliability attributes and influence factors.
2. SKI's DATABASE ON PIPE FAILURES
The SKI database contains information on known pipe failures in nuclear power plantsworldwide. It covers the period 1970 to the present. In developing the database thescope of the work has emphasized piping failures in light water reactors (LWRs).Significant failures in heavy water reactors (e.g., CANDU plants) and graphite-
1 Seminar Topic: 'Data Collection' - Paper presented in the pm-session on September 30, 1997.2 SKI Report 97:26: Reliability of Piping System Components: Framework for Estimating FailureParameters from Operational Data. The report is to be published in November, 1997.
SEMINAR ON PIPING RELIABILITY 1Sigtuna (Sweden)September 30 - October 1,1997

moderated and channel-type boiling water reactors (LWGR plants) were selectivelyconsidered as well. Currently (September 1997), the database includes about 2,330failure reports; c.f. Table 1.
Table 1: The Database Content (September 1997).•
PLANT TWEC*)
BWRLWGRPHWR
PWR + WWER
Total:
NUMBER OFPLANTS
SURVEYED
711919164
274
RELATIVECOVERAGE
JFailure/PIant Type]
11.33.14.88.4
• • • •
FAILURE MODE
Crack<&)
1053855
171
Leak
6374174
1205
1957
Ruptured
621414113
203
Note: (a) Note, the material used in primary system piping differs among the plant types; e.g.,industrial grade vs. 'nuclear grade' stainless steel. Also, as an example, in WWER-1000, theprimary system piping material is ferritic steel with austenitic cladding as an anti-corrosionmeasure.(b) Significant events only, with generic implications,(c) Catastrophic loss of structural integrity and/or leak rate > 5 kg/s (80 gpm), no advancewarning.
The 'rupture category' in Table 1 includes catastrophic events, which occurredwithout advance warning, or failures resulting in major leakage in excess of 5 kg/s (80gpm). The failure reports were all classified according to leak rates. For the majorityof the reports, the leak rates were estimated based on event narratives.
In Table 1, the relative coverage is a measure of the scope of the surveys ofoperational data by this project. A low rate indicates that for the particular plant type,a systematic search for failure data was not within the current work scope. The readerof this report is advised not to apply any other interpretation of the population datapresented in Table 1. The project scope emphasized piping failures in BWRs andPWRs. The difference between BWRs and PWRs is explained by the generic IGSCCproblems, which affected BWR during the early to mid-1980's.
Except for the Swedish, U.S. and selected European plants, for which licenseeevent reports and special failure reports were used, the only primary reference usedwas the IAEA/NEA Incident Reporting System (IRS). By design, the IRS databaseonly includes nominated, or significant events as submitted by participatingorganizations. That is, an event report is submitted to IRS when the event isconsidered by a national coordinator to be of international interest. Only events ofsafety significance are reported. About 10% of all entries currently in SKI's databasewere extracted from the IRS database.
SKI's 'PSA-oriented' database content is compared with a recent, independentdata collection effort in Table 2. This independent effort was directed at U.S. plantexperience for the period 1961-1995. By contrast, the 'PSA-oriented' databaseincludes 1837 failure reports for U.S. plants for the period 1970-1997; i.e., about 80%
SEMINAR ON PIPING RELIABILITY 2Sigtuna (Sweden)September 30 - October 1,1997

of the total number of records are for U.S. plants. Of the total database content, about5% of the records are for Swedish and Finnish plants. The categorization of eventreports into four pipe size classes in Table 2 follows the convention used in the SKIReport 96:203.
Table 2: Comparison of the Database Contents in SKI's PSA-Oriented Database andSKI Report 96:20V-2J.
Pipe Size
DN<2525<DN< 100100<DN<300
> DN300Unknown / Assumed Size(a)
Total:
SKI Report 97:26
[Number of Records]
958(41%)516(22%)441 (19%)167 (7%)
249(11%)
2331
SKI Report 96:20[Number of Records]
574 (38%)252(17%)155(10%)74 (5%)
456 (30%)
1511
Note: (a). Failure report contains no explicit information on diameter.
3. THE REPORTING OF PIPE FAILURES
The piping systems in nuclear power plants are designed to high standards, and majorfailures are rare events. The rare failures have a low frequency of occurrence (e.g.,less than, or much less than one failure per plant and year). Not only are the majorfailures rare events when viewed against a frequency-scale, they are also rare whenviewed against a passive component 'population-scale'. Each nuclear power plantcontains a very large volume of piping components (e.g., many thousands of welds,and several km of piping). Therefore, and for any given plant, the ratio of majorfailures by the total piping component population is a small number ( « 0.1). Mostpiping failure incidents are incipient or degraded failures with minor or no immediateimpact on plant operation and safety. The incipient or degraded failures have arelatively high frequency of occurrence; e.g., equal to or greater than one event perplant and year.
While the volume of technical information on operating experience withpiping systems is considerable, the quality of this information varies immensely.Some reports present detailed root cause analysis insights and result, while themajority of the reports contains cursory (and sometimes conflicting) information onthe causes and consequences. The determination of root cause involves interpretationof results from visual examinations and, sometimes, detailed metallurgical evaluationsof damaged or fractured piping components. In general, failure and reliabilityanalysis of incidents involving piping systems are complex and uncertain.
For the work documented in SKI Report 97:26, the main source of informationon piping failures was licensee event reports (LERs). The LERs are mainly prepared
3 Bush, S.H. et al, 1996. Piping Failures in Unites Stated Nuclear Power Plants: 1961-1995. SKIReport 96:20.
SEMINAR ON PIPING RELIABILITY 3Sigtuna (Sweden)September 30 - October 1,1997

upon failure conditions, which place the plant operations outside the technicalspecifications. Rather than evaluations of the root causes, these reports concentrate onthe apparent causes of failure. Uniform regulatory reporting requirements do not yetexist, and no industry standards have been developed for the reporting anddissemination of information on piping failures. This lack of detailed reportingprotocols reflects the complex nature of piping reliability.
In the opinion of the authors of SKI Report 97:26, the lack of consistentreporting follows on not having a recognized model for analyzing piping reliability.Substantial interpretation of the available failure information is needed to determinethe where-why-how a particular piping system failed. The interpretation should reflectthe purpose of an analysis and the database design. It is not uncommon that thefailure reports include detailed narratives of the circumstances of a given event (e.g.,plant status and plant response). Reporting of the specifics of a piping failure (e.g.,exact description of fault location, mode of failure, type and diameter of the failedpiping component, trends and failure patterns) is beyond the scope of most LERsystems, however. Therefore, and accurate and consistent failure classification oftenrequires an 'interrogation' of several, independent information sources.
4. REPORTING PRACTICES
Typically, piping failures are reported as 'cracks/crack', 'indications', 'leaks' or'ruptures', corresponding to incipient, degraded and complete failure, respectively; c.f.Figure 1. In SKI Report 97:26, a 'rupture' was interpreted as a catastrophic loss ofmechanical integrity which occurs without advance warning. Ruptures potentiallyresult in large leak rates > 5 kg/s (80 gpm).
Piping System Incident(Crack or Series of Cracks inOne Heat Affected Zone or in
One Location of the Base-Metal)
T.S. = Technical SpecificationTO = Time at which 'degradation' beginsTW = Through-wall
"I TWC = Through-wall crackI
Incipient Failure(Crack Indication; < TW or
Full TWC Resulting in 'Seepage')
Degraded Failure(Detectable Leak; Within or In
Excess of T.S. Limitations)
Complete Failure(Severance, Break, Large
Leak » T.S. Limit)
(Potential 'latency'; NDE/ISI fails to detect an indication^Rupture
Leak Rate > 5 kg/s,No Advance Warning
TO + t TO + xt TO + yt
Figure 1: Piping Failure Mode Definitions - Except for Rupture, the DefinitionsAssume Leak-Before-Break (i.e., Non IGSCC-Susceptible Piping).
SEMINAR ON PIPING RELIABILITYSigtuna (Sweden)September 30 - October 1,1997

The classification of events and analysis of data should build on consistentapplication of clear definitions of failure. In the context of PSA, inadvertent orimproper classification of a piping failure event as rupture could result in significantover-estimation of the true rupture failure rate or failure probability. From the pointof reliability parameter estimation, there are several inherent limitations of LERs. Bydesign, LERs document the effects of failure on system and safety functions. They donot go into the details about the specific degradation or failure mechanisms,contributing causes, and required repair actions.
Functional and structural interpretations of the potential or actualconsequences of a given failure determine whether a formal, written report is preparedby a licensee for internal use or dispositioning with a regulatory agency. As anexample, the probable consequences of small cracks due to stress corrosion crackingin piping within the Reactor Coolant Pressure Boundary (RCPB) are crackpropagation in the through-wall direction and minor leakage of primary coolant.When small but detectable leaks occur, leakage monitoring systems detect the changeof leak rate, and a plant shutdown is required if allowable leak rate limits areexceeded. Such events are reportable according to technical specification reportingrequirements. These reporting requirements do not cover degradations or failures insteam piping or feedwater piping that are not part of the RCPB, however.Furthermore, the reporting of piping failures is a function of the approach toreplacement of degraded piping. The replacement of degraded piping prior todeveloping a gross leakage would normally not be a reportable event. With theexception for significant degradations and complete failures occurring within theRCPB, ad hoc reporting of piping failures is the norm rather than the exception.
These observations would be not be of concern to PSA practitioners, were itnot for the fact that piping failures are rare events. The believable reliabilityestimation based on the operational data requires full consideration of the entire bodyof operating experience, and a consistent interpretation of the diverse failureinformation. There needs to be assurance about the completeness and relevance of theoperational data to be considered in piping reliability analysis.
A range of different reporting criteria is in current use. These criteria mostlyfollow structural reliability considerations and RCPB leak rate criteria as defined bythe technical specifications for plant operation, and applicable piping codes andstandards. The piping codes define minimum requirements for design, materials,fabrication, installation, test and inspection. The standards contain design andconstruction rules and requirements for individual piping components such as elbows,tees, flanges and other in-line items. Compliance to Code is mandated by regulationsimposed by regulatory agencies. The codes and standards encompass consideration ofmetallurgical degradation mechanisms.
The purpose of NDE is to determine the suitability for continued use of agiven piping system after a predetermined in-service time. Depending on the extentof degradation, the findings of NDE could result in formal or informal reporting toregulatory agencies. Some examples of typical NDE-based reporting criteria aresummarized in Table 3. While there are regional differences among the criteria, most
SEMINAR ON PIPING RELIABILITY 5Sigtuna (Sweden)September 30 - October 1,1997

of them are adaptations of the ASME BPVC Section XI and the applicable AmericanNational Standards Institute (ANSI) standards. In Sweden, SKIFS 1994:1 documentsregulatory requirements for the mechanical integrity of piping system components.
Table 3: Examples of NDE-Based Reporting Criteria.
ISI Acceptance Standards & Reporting Criteria - Some Examples
• Formal dispositioning with regulatory agency for pipe wall thickness < 50% ofnominal wall thickness (NWT).
• Increased inspection frequency for wall thickness < 75% NWT; discretionaryreporting may be acceptable.
• Using radiography, any elongated indication with a length greater than 1/3 T forT (= thickness of weld being examined) from 6 mm to 57 mm inclusive isunacceptable.
In addition to the structural reliability considerations, functional requirements(e.g., acceptable leak rates) also determine the reporting of piping failures. Thedefinition of failure criteria based on leak rates is difficult and must, as a minimum,acknowledge the design criteria as defined in Final Safety Analysis Reports; e.g., leakdetection capability and reliability, and make-up capacity of engineered safetysystems. The majority of documents surveyed during the database development anddata collection did not include explicit leak rate or leak duration information.
A large portion of reported incipient and degraded failures within the RCPBare detected by inservice inspection (ISI) during annual refueling and maintenanceoutages. Relaxations in the plant technical specifications (TS) and reportingrequirements during outages result in discretionary reporting of the ISI-findings,however. This means that while formal licensee event reports (LERs) would not befiled based on the NDE/IS findings, other means of reporting could be prepared aspart of summaries of the performance of outage activities (i.e., outage inspectionreports). If a 'significant' ISI-finding by one licensee is believed to have potentialgeneric, industry-wide implications, then that finding would be reported and result informal dispositioning. Not only would the 'discovering' licensee provide a report, butalso the other licensees, which are affected by the original ISI results. The NDE-basedreporting criteria are interpreted and implemented on a case-by-case basis, and a lackof functional considerations could impose restrictions on the dissemination of reportswithin and outside an organization. Examples of reporting practices include:
Significant incipient or degraded failures discovered during refueling orextended maintenance outages normally are reported to regulatory agencies.
Some degraded failures during routine power operation are reported;especially those with assumed generic implications.
Most degraded failures within the RCPB are reported, especially where thereis an external leakage which is detected by the leak detection system(s). Thereporting is almost guaranteed whenever the plant-specific TS define leak ratecriteria with limiting conditions for operation (LCO).
SEMINAR ON PIPING RELIABILITY 6Sigtuna (Sweden)September 30 - October 1,1997

There are many exceptions to the above practices, however. As an example, toeffect repairs, a RCPB leak could result in a planned shutdown of the unit.While progressing with the manual shutdown, an equipment failure occurswhich is unrelated to the leak but possibly triggered by the change of plantstatus and causes an automatic reactor trip, say, from 50% power. In this casea LER may be filed for the equipment failure which caused the trip directly,but none filed for the piping failure. Therefore, a search for failure data onpiping often must include more than one information source.
Complete failures (e.g., ruptures) which result in manual or automatic reactortrip are reported most of the time, especially if they occur within the RCPB.Discretionary reporting applies to failures outside the RCPB.
There is no all-encompassing definition of piping failure modes. Differentinterpretations based on functional and/or structural interpretations lead toinconsistent reporting of failures, and complicates data analysis. Insights from thedata collection effort in this project seem to imply that ruptures and major leaks arereported at all time, while the incipient and degraded failures (e.g., leaks near or wellbelow the TS limitations) at best are reported on an ad hoc basis.
In simple terms, a rupture is a major loss of mechanical integrity withoutadvance warning. Using a functional definition, a rupture is a piping failure whichcauses a loss of coolant (or process medium) inventory in excess of the make-upcapability of an engineered safety system (or non-safety-related make-up system). Thedifferent interpretations of failure potentially influence the formal reporting of eventsinvolving piping degradations.
The reliability of reactor pressure vessels and primary system piping is animportant topic for nuclear safety R&D as well as plant operations. The earliestnuclear safety debates kept addressing this complex reliability issue; sometimes in anhighly unbalanced way. With this debate followed a 'sensitized' awareness about thepotential implications of including too detailed accounts of the evaluations of resultsfrom NDE/ISI in the licensee event reports. Non-stringent use of technical termscould be misinterpreted. The historical developments within the nuclear safety haveinfluenced the way piping failures are documented and reported today.
Since piping reliability and reporting of failures are so difficult, is there a wayof determining the coverage and completeness of failure reports? A philosophyadopted in this project is the notion that piping failures of varying severity haveoccurred at each operating plant worldwide. Failure reports qualified for entry into thedatabase came from the plants subjected to a detailed survey of its operating history.Plants not yet included in the database are the those for which operational data wereunavailable, or for which reports on occurred failures had not yet been dispositioned.In developing the SLAP database the emphasis of the detailed surveys of operationaldata was on Swedish and U.S. plants. Based on the plant population and operationaldata for these two countries, the annual frequency of a piping degradation is on theorder of 0.5 event per year, which should be compared with the following publishedestimates:
SEMINAR ON PIPING RELIABILITY 7Sigtuna (Sweden)September 30 - October 1,1997

According to Rodabaugh (1985)4, a "reasonable pipe failure rate" is about 1event per year and plant;
Recent German information on degradations and failures in reactor andfeedwater-condensate piping systems indicates a failure rate of about 0.2 eventper year; c.f. Reck and Bieniussa (1995)5.
5. A PLAN FOR FURTHER WORK
Many operating nuclear power plants are undergoing renovation and modernization aspart of plant life extension projects. In some cases, the renovation activities aredirected at improving the primary system piping reliability by incorporating detailedconsiderations of the current state-of-knowledge about degradation and failuremechanisms and structural reliability. Increasingly, PSA applications are performed(or are being considered) to evaluate the effects the modified primary system pipingdesigns have on plant risk. Also, PSA applications are performed to support thedefinition of enhanced strategies for in-service (ISI) objectives or targets. With theelevated expectations on the PSA technology follows an urgent need for acomprehensive database on pipe failures.
The SKI project has demonstrated the viability of database development. It isa highly resource intensive activity. Further work is required to improve the databasecoverage and completeness. // is strongly recommended that future efforts to improvethe database should be pursued within the international cooperative nuclear safetyR&D. Specifically, the recommendations are:
(1) Taxonomy on pipe failure modes. To improve the quality of the reporting, aneffort should be initiated to develop detailed reporting guidelines.
(2) Database coverage and completeness. The current event-based, relationaldatabase should be further enhanced by surveying additional sources ofexperience data. A philosophy for dissemination of experience data toqualified PSA practitioners should be developed.
4 Rodabaugh, E.C., 1985. Comments on the Leak-Before-Break Concept for Nuclear Power PlantPiping Systems, ORNL/Sub/82-22252/3 (NUREG/CR-4305), Oak Ridge National Laboratory, OakRidge (TN),pp 10-12.
5 Reck, H. and K.W. Bienussa, 1995. "Auswertung von Betriebserfahrungen Teil 1: Schaden an DWR-und SWR- Rohrleitungen der J- und K-System," GRS Fachseminar Ermittlung der Haufigkeiten vonLeeks und Briihchen in druckfuhrenden Systemen fur probabilistische Sicherheitsanalysen, Koln, 18-20September, 1995.
SEMINAR ON PIPING RELIABILITY 8Sigtuna (Sweden)September 30 - October 1,1997

OWEU
F - S M I M Ï W I I 1 0 - M 2 " 9 0 F M I N 0 2 3 - 1 8 H 3 0 . C .AYI . I 0 2 6 - 1 " 6 6 0 0 . G Ö T K D O R C , ( M 1 - 3 K ~ N OH. H I 1 S I N C H O R G I W 2 - 2 I 2 l l 2 0 . H l ' D l h - A M l < IOSO-<) 6 0 0 . | o \ M I H M . 0.-16 - H i V O KO.
K . M . M A R O l K O - 1 « , . , ( « I . K \ « 1 K K < X , . \ O S M f t - . W ) 0 0 . K A R 1 M M 1 0 Î - 1 - 2 I S I 0 0 . K R I S T I A N S T A D ( H I - 1 2 6 0 " 0 . M M M o 0 ( 0 - I ' l m l V: \ O H K K ( > l ' l \ l , ! 11 1 - I S ' ) l l ~l I. \ - . k O I ' I N < , O 1 S S - 2 6 HO H i
P I T I : A I W I l - 6 < 6 ( H I S K \ K A O î l l - 2 0 0 " o . M a a u : i ~ T T A o ' ) ] o - K H ] 6 0 . S T C X : K H O I . M I W - " . « o ~ n o . M M I S V M I n o o - i u w s\> I M I \ I W M - 1 > T ( H I . I ' H S M \ O I K - I T n » o n .
V 'AsTI- .KAS 0 2 1 - 1 2 0 2 HO. \ ' . \ X 1 O 1 I 4 " O - — 1 6 0 0 Ö R H S K O 0 1 9 - 2 0 9 0 3 0 . I ' l l I . M . K O S H >K A K V I K \ 0 î " 0 - 1 3 0 1 0 . K A K I S K K ( I S \ 0 4 Ü - H 1 S i l I.I 1) \ I K \ 0 2 I I I - 1H.< " I I

SKI's Seminar onPiping reliability
Stocholm,Sept.30-Octl.1997
International data bases onpiping failures
Bengt LydellBojan Tomic
SKI Seminar on Piping Reliability (1997) 2 1
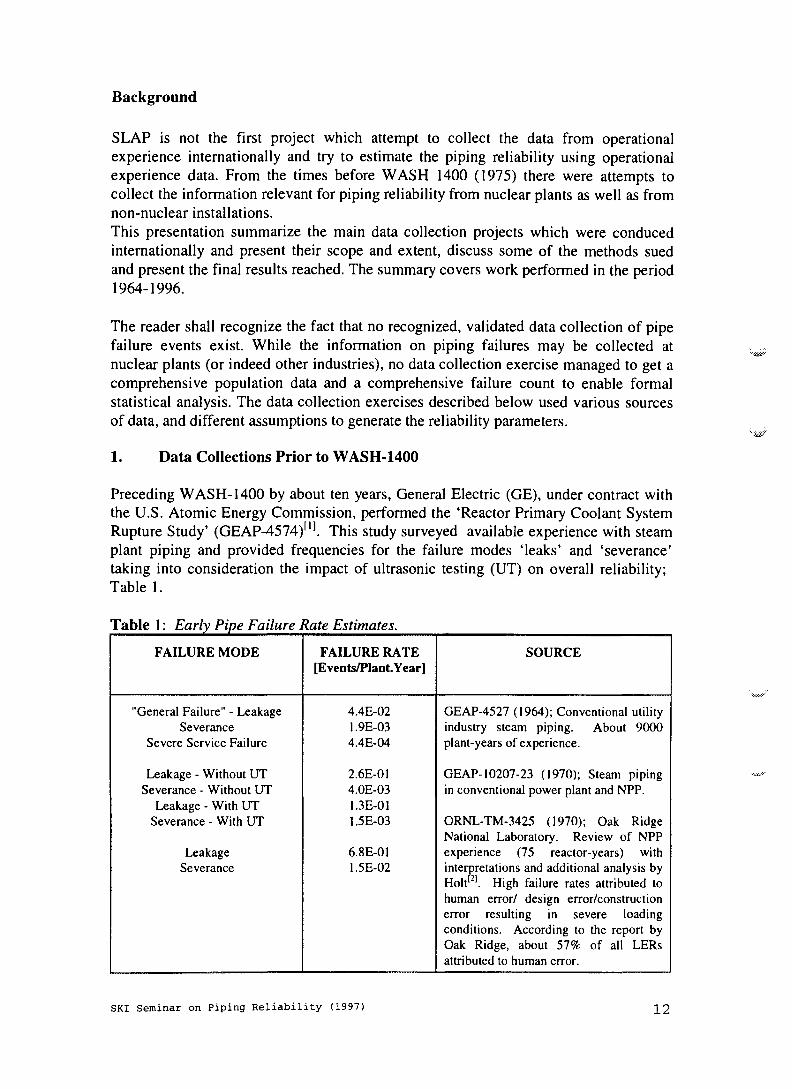
Background
SLAP is not the first project which attempt to collect the data from operationalexperience internationally and try to estimate the piping reliability using operationalexperience data. From the times before WASH 1400 (1975) there were attempts tocollect the information relevant for piping reliability from nuclear plants as well as fromnon-nuclear installations.This presentation summarize the main data collection projects which were conducedinternationally and present their scope and extent, discuss some of the methods suedand present the final results reached. The summary covers work performed in the period1964-1996.
The reader shall recognize the fact that no recognized, validated data collection of pipefailure events exist. While the information on piping failures may be collected atnuclear plants (or indeed other industries), no data collection exercise managed to get acomprehensive population data and a comprehensive failure count to enable formalstatistical analysis. The data collection exercises described below used various sourcesof data, and different assumptions to generate the reliability parameters.
1. Data Collections Prior to WASH-1400
Preceding WASH-1400 by about ten years, General Electric (GE), under contract withthe U.S. Atomic Energy Commission, performed the 'Reactor Primary Coolant SystemRupture Study' (GEAP-4574)"1. This study surveyed available experience with steamplant piping and provided frequencies for the failure modes 'leaks' and 'severance'taking into consideration the impact of ultrasonic testing (UT) on overall reliability;Table 1.
Table 1: Early Pipe Failure Rate Estimates.
FAILURE MODE
"General Failure" - LeakageSeverance
Severe Service Failure
Leakage - Without UTSeverance - Without UT
Leakage - With UTSeverance - With UT
LeakageSeverance
FAILURE RATE[Events/Plant Year]
4.4E-021.9E-034.4E-04
2.6E-014.0E-031.3E-011.5E-03
6.8E-011.5E-02
SOURCE
GEAP-4527 (1964); Conventional utilityindustry steam piping. About 9000plant-years of experience.
GEAP-10207-23 (1970); Steam pipingin conventional power plant and NPP.
ORNL-TM-3425 (1970); Oak RidgeNational Laboratory. Review of NPPexperience (75 reactor-years) withinterpretations and additional analysis byHolt[2i. High failure rates attributed tohuman error/ design error/constructionerror resulting in severe loadingconditions. According to the report byOak Ridge, about 57% of all LERsattributed to human error.
SKI Seminar on Piping R e l i a b i l i t y (1997) 12

2 Pipe Failure Data in WASH-1400
At the time of publication of the RSS in 1975 only about 150 reactor years of U.S.operating experience had been accumulated, and limited experience data were availablefor estimating pipe break frequencies. As part of the WASH-1400 effort a limitedevaluation of nuclear pipe reliability, based on actual failures in nuclear systems relatedto the operating period of nuclear systems. The database included 11 'significant'events. The emphasis was on the derivation of order-of-magnitude LOCA frequenciesfor input to event tree analysis (Table 2) and pipe failure rates for input to system faulttrees (Table 3). WASH-1400 examined several different sources to obtain failure ratesfor small-diameter and large-diameter pipe. The reason for using several data sourceswas the interest in pipe ruptures (complete pipe severances) resulting in reactor coolantloss, and none had occurred in the 150 U.S. NPP operating years considered by thestudy. Therefore, other pipe failure data sources were sought for extrapolating pipefailure rates for use in the RSS.
Table 2: LOCA Frequencies in WASH-1400.
LOCA CLASS
Small
Medium
Large
INITIATING EVENT FREQUENCY[I/Year]
Median
l.OE-3
3.0E-4
l.OE-4
Range (90%)
l.OE-4- 1.0E-2
3.0E-5 - 3.OE-3
1.0E-5- l.OE-3
Table 3: Pipe Failure Rates in WASH-1400.
PIPE SIZE[DN, mm]
<75
>75
FAILURE RATE, RUPTURE [1/hr.m]
Median
l.OE-9
l.OE-10
Range (90%)
3.3E-1O-3.OE-8
3.3E-1O-3.OE-9
Several different means of extrapolating the data were devised because the data weregiven in different forms. Details such as leak rates, pipe diameter, cause of failure,system in which the failure occurred, and other pertinent information were not supplied.As a result, weighting factors based on 'average plant characteristics' were used to
relate total plant piping to LOCA-sensitive piping and to large- and small-diameterpiping and complete severance to large pipe. LOCA-sensitive piping was defined as:
SKI Seminar on Piping Reliability (1997) 13

LOCA-sensitive piping; 10% of total piping in the reported data base.LOCA-sensitive small piping (< DN 100); 4.7% of total piping in the reporteddata base, 10% of small piping.LOCA-sensitive large piping (> DN 100); 5.3% of total piping in the reporteddata base, 10% of large piping.
3 Pipe Failure Data by PNL (1976)
After the publication of WASH-1400 in 1975, Battelle Pacific Northwest Laboratories(PNL) performed an assessment of piping reliability based on available U.S. LWRoperating experience and non-nuclear operating experience13'41; Table 4. Differencesbetween WASH-1400 and PNL results were due differences in the interpretation oflimited failure data. The study by PNL addressed the role of periodic inspection, andaddressed failures due to intergranular stress-corrosion cracking (IGSCC). Among theconclusions by PNL were:
• The failure probabilities for larger sizes of nuclear piping were considered to bein the range of 1.0E-4 to 1.0E-6 per reactor year (exclusive of IGSCC).
• Smaller pipe sizes, of lesser safety significance, have much higher failure rates.
• In BWRs, IGSCC can cause failure rates much higher than 1 .OE-4 (e.g., 1 .OE-2)in piping DN 100 to DN 250.
• Catastrophic failures would appear more likely from operator error or designand construction errors (water hammer, improper handling of dynamic loads,undetected fabrication defects) rather than conventional flaw initiation andgrowth by fatigue.
Table 4: Pipe Failure Rates in PNL Study (DN > 100).
Note:study, afeet and
FAILURE RATE [1/hr.m]
BWR
4.9E-9
The failure rates are in terms of failures per mBWR contains 94,500 m of piping, and a PWR280,000 feet, respectively.
of pipingcontains
PWR
5.3E-9
. According to the84,000 m of piping
PNL-; 317,000
SKI Seminar on Piping Reliability (1997) 14

4 Pipe Failure Data by AECL (1981)
The Atomic Energy of Canada Limited (AECL) performed a study[5] of U.S. LWRpiping operating experience for the period 1959 through 1978, representing 409 reactor-years of experience. The study was initiated in support of the analysis of theconsequences of pipe rupture in the Primary Heat Transport System (PHTS) forCANDU power stations. Another objective was to establish whether the additionaloperating experience that had accumulated since publication of WASH-1400 warrantednew pipe failure rates to be used in PSA applications.
The pipe failure events were classified according to: (i) severance, (ii) leak, and (ii)defect. Of the total of 840 failure events considered by the study, 87 pipe failures wereinterpreted to be severances (8 events in small-diameter primary system piping). Table5 summarizes failure rate estimates for primary system pipe severances. Statisticalanalysis was limited to estimation of confidence limits for failure rates using the Chi-square distribution. Because of uncertainties in the pipe failure event data base andassumptions in interpretation of the data, the order-of-magnitude failure rate estimatesby WASH-1400 were viewed by the AECL study as representative of 'true' failurerates.
Table 5: Pipe Failure Rates in AECL Study (1981).
PIPE SIZE
DN<25
25 < DN < 150
DN>150
FAILURE RATE, RUPTUREUPPER LIMIT AT 95% CONFIDENCE [1/hr.plant]
4.4E-6
8.3E-7
8.3E-7
5. Pipe Failure Data by Thomas (1981)
In 1981 H.M. Thomas of Rolls Royce & Associates Ltd. published a modeling systemfor interpretation of pipe failure data (usually referred to as the 'Thomas model'), andfor 'adjusting' generic industry data to plant-specific data'61. Among reliabilityinfluence factors acknowledged in updating generic data were: design learning curve,pipe diameter, plant age, fracture toughness, pipe length, number of cycles, parentmaterial versus weld material, fatigue stress, crack dimensions, and wall thickness. Thepaper by Thomas included no experience data, however. Thomas made the followingstatement on the subject of pipe length:
"... It is known that a typical [nuclear power] plant contains about 16,500 feetof pipe less than 4 inch diameter and about 18,500 feet of pipe greater than 4inch diameter, making a total of 35,000 feet..."
SKI Seminar on Piping Reliability (1997)

Thomas references WASH-1400, Appendix IE. There is discrepancy between WASH-1400 and the Thomas paper, however. Let us speculate how the information on pipelength was developed. Some insights can be gleaned by assuming that Thomas arrivedat a number of 350,000 feet being the total length of piping in a typical nuclear powerplant. By multiplying this length by 4.7% and 5.3%, respectively, we would (consistentwith WASH-1400) get the total lenght of small-diameter, LOCA-sensitive piping andlarge-diameter, LOCA sensitive piping, respectively; i.e., together about 35,000 feet ofpipe. It is feasible that Thomas was influenced by the paper of Spencer Bush publishedin 1976P1 in which a typical BWR is stated as having 315,000 feet of (LOCA-insensitive) piping. Under the set of assumptions there would be consistency betweenThomas and Bush; i.e., 315,000 + 35,000 = 350,000 feet).
6. Pipe Failure Data by Ris0 (1982)
Within the framework of the SAK-1 (Probabilistic Risk Assessment and Licensing)project sponsored by the Nordic Liaison Committee for Atomic Energy (NKA), Ris0performed the 'Pipe Failure Study'[7>8]. Derived failure rates were based on Swedishand Finnish nuclear plant operating experience for the period 1975-1981, correspondingto 43 reactor-years. A total of 73 events were recorded in Swedish plants for the studyperiod, of which 12 events represented 'breaks and rupture' in small-diameter piping.Repair times were not specified in 41 of the 73 incident reports. Based on the availableinformation, the mean repair time was about 15 hours with an observed maximum ofabout 150 hours. A summary of the derived pipe failure rates is given in Table 6.Unfortunately, the raw data assembled by the study were not been retained for futureuse, and no re-validation of the information has been possible.
Table 6: Pipe Failure Rates in Ris0 Study.
PIPE RUPTURE SIZE
Small
Medium
Large
FAILURE RATE, RUPTURE(90% Range) [1/hr]
Water Pipe
6.63E-5 - 1.17E-4
8.68E-6 - 3.15E-5
9.13E-7 - 1.26E-5
Steam Pipe
6.96E-6 - 2.79E-5
9.13E-7 - 1.26E-5
< 6.16E-6
7 Pipe Failure Rates by AECL (1984)
As a continuation of the study by AECL in 1981 (Section 4), an assessment of thepiping system component reliability in CANDU plants was published in 1984[9].Failure event data from Pickering-A and Bruce-A for the period 1971-1981 wasanalyzed using an approach similar to AECL (1981) study. A total of 158 failureevents were recorded for the study period. Of these, 6 events were pipe severances intotal plant. Only one primary system severance was reported.
SKI Seminar on Piping Reliability (1997) 16

Table 7: Pipe Failure Rates in AECL Study (1981).
PIPE SIZE
DN<25
25 < DN < 150
DN>150
FAILURE RATE, RUPTUREUPPER LIMIT AT 95% CONFIDENCE [1/hr.plant]
1.2E-5
6.4E-6
6.4E-6
8 Pipe Failure Data by EG&G Idaho, Inc. (1987)
Objective of the EG&G-study[101 was to update the failure rate estimates of WASH-1400 by utilizing the accumulated U.S. nuclear operating experience available as ofDecember 1984. About 800 reactor years of operation were considered. Derived LOCAfrequencies and pipe failure rates are shown in Tables 8 and 9, respectively. Relative toWASH-1400 an additional 650 reactor years were accounted for to improve theuncertainties of the pipe failure rates. Whereas RSS accounted for a total of eleven (11)significant pipe failures, the EG&G-study identified twenty (20) 'significant' pipefailure events for input to failure rate estimation.
Table 8: LOCA Frequencies in EGG-2421.
LOCA CLASS
Leak rate > 3 kg/s
INITIATING EVENT FREQUENCY [I/Year]
Median
3.0E-4
Range (90%)
0 - 3.8E-3
Table 9: Pipe Failure Rates of Non-LOCA-Sensitive and LOCA-Sensitive Piping.
PIPE RUPTURE SIZE[mm]
BWR12-50
50- 150> 150
PWR12-50
50- 150> 150
FAILURE RATE [1/hr]
5th
3.0E-71.3E-77.3E-7
8.0E-83.2E-71.9E-7
Median
1.1E-67.3E-71.8E-6
4.7-79.5E-77.1E-7
95th
2.8E-62.3E-63.8E-6
1.5E-62.2E-61.8E-6
SKI Seminar on Piping Reliability (1997) 17

For LOCA-sensitive piping, failure was defined as a leak rate of at least 3 kg/s forPWRs and 30 kg/s for BWRs. These rates are the normal reactor coolant makeupsystem capacity for each plant type. For non-LOCA-sensitive systems, several factorswere considered in the definition of failure. One factor considered was whether onecould determine the leak rate necessary to disable a system from performing itsintended function. Since the leak rate value is system and location dependent, the datawere instead placed in two discrete categories (> 0.06 kg/s and > 1 kg/s). These leakrate categories were selected because the few actual known leak rates reported occurredroughly in the range 0.06 - 1 kg/s.
9 Pipe Failure Data by GRS (1987)
In support of the Phase B of the German Risk Study, GRS sponsored R&D on pipingreliability1"1. This R&D was sponsored in recognition of the significant limitations ofthe available pipe reliability estimation approaches, and the significant limitations in theapproaches to LOCA frequency estimation practiced in PSA projects. GRS elected toapply two general analysis approaches: (i) statistical evaluation of operatingexperience, and (ii) probabilistic fracture mechanics studies. The former approach wasapplied to small-diameter piping for which failure experience existed, while the latterapproach supported analysis of piping for which some experimental data existedtogether with insights from the German NDE experience. Table 10 summarizes pipefailure probabilities by GRS. Reliability influencing factors were recognized in thework. According to GRS:
• The worldwide operating experience with LWRs is of limited use as a datasource. Observed failure mechanisms are partly design dependent. Problemswith pooling of data.
• The available operating experience with German NPPs showed only a smallnumber of leakage events. Therefore the statistical uncertainty bands wereconsiderable.
Rather than using equivalent leakage/rupture sizes, pipe failure data were estimated forthree categories of piping: (i) < DN 25, (ii) > DN 25 - < DN 250, and (iii) > DN 250.Statistical analysis of operating experience was used for < DN 25, while probabilisticfracture mechanics studies were used for the large nominal diameters; > DN 250. Forthe range > DN 25 to < DN 250 insights from operating experience was applied in aqualitative sense together with experimental data and LBB-reasoning.
SKI Seminar on Piping Reliability (1997)

Table 10: Failure Probabilities ofPWR Piping Inside Containment.
PIPE FAILURE CLASS[Break Size]
DN25DN50DN80
DN 100DN 150
DN 250(a)
> DN 300(a)
Break (DEGB) - > DN 250(b)
Leakage - > DN 250<b)
FAILURE PROBABILITY[Mean]
1.7E-O31.7E-045.7E-059.6E-061.4E-05
<1.0E-07< 1.0E-07
< 1.2E-10< 2.0E-07
Notes: (a). Evaluated using probabilistic fracture mechanics. Stated value interpreted asupper bound,(b). FromNUREG/CR-3660-VI[12]. Stated values are the upper bounds. The DEGB isinduced by fatigue crack growth. The leakage is assumed to result from a through-wall crack.
10 Pipe Failure Data by EG&G Idaho, Inc. (1991)
Building on earlier work (Section 8) EG&G Idaho, Inc., under contract with the U.S.Department of Energy, developed an updated study on leakage and rupture events forpiping and piping components such as valves, flanges, fittings'131. This new data sourcewas developed to support internal flooding risk analyses; Table 11. Licensee EventReports (LERs) contained in Nuclear Power Experience (NPE) were searched forleakage and rupture events. Extracted failure reports covered the period 1960-1990.Some of the qualitative insights from the data analysis were:
• There appeared to be no significant difference in external leakage or rupturefrequencies between piping with diameters < DN 75 and larger piping.
• There appeared to be no significant difference between PWR and BWRcomponent external leakage and rupture frequencies.
• It was possible to distinguish between external rupture frequencies forcomponents in primary coolant systems and external rupture frequencies forcomponents in other systems.
• External rupture frequencies were found to generally be factors 25 or 100 timeslower than external leakage frequencies and are dependent on the type ofcomponent and whether the component is in the primary coolant systems.
Based on derived leakage frequencies a rupture frequency was estimated by firstcalculating the conditional rupture probability given failure. For piping the externalrupture probability given that an external leakage or rupture has occurred was given as0.04 for non-PCS piping and 0.01 for PCS piping. Table 12 summarizes the pipefailure rates.
SKI Seminar on Piping Reliability (1997)

Table 11: Piping Component Failure Probabilities in EG&G-Study (1991).
PIPING SYSTEMCOMPONENT
Non-RCS (b):Piping (including elbows)Valve, pump, heat exchanger, tankFlange
RCS<C):Piping (including elbows)Valve, pump, flange, heat exchanger, tank
Notes: (a). Conditional (given an external leakage or rupturederiving the probabilities, the ratio of external ruptureevents was determined. Leakage rate > 3 kg/s.(b). Non primary system components.(c). Primary system components.
RUPTURE PROBABILITY1"1
[Mean]
3.3E-O35.2E-021.0E-02
8.OE-O39.0E-03
event) mean rupture probability. Inevents to external leakage and rupture
Table
Note:
12: Pipe Failure Rates in EG&G Study (1991).
PIPE FAILURE MODE
Leakage (PCS & Non-PCS)(1)
Rupture (PCS)
Rupture (Non-PCS)
MEAN FAILURE RATE[1/hr.m]
1.0E-08
l.OE-10
4.0E-10
(1). Leakage defined as < 3 1/s / Rupture defined as > 3 1/s or complete severance.
11. Pipe Failue Data by EPRI (1990-1993)
Originally undertaken for Northeast Utilities Service Company"41, and later co-sponsored by EPRI, Jamali1151 developed a methodology and data base for pipe failurerate estimates. A first report documenting results was published in 1990. To allow forwider access, EPRI later published enhanced and updated versions of this report in1992 and 1993, respectively116'171. The EPRI-studies were undertaken to provide a U.S.nuclear plant pipe failure data base reflecting the additional experience generated sinceWASH-1400 was published. The principal sources of pipe failure information wereLicensee Event Reports (LERs), Nuclear Power Experience (NPE) , and the NuclearPlant Reliability Data System (NPRD) operated by the Institute of Nuclear PowerOperations (INPO). Table 13 summarizes pipe failure rates presented in the interim(1992) EPRI-study. A final report published in 1993 included an updated list of piperupture events; 105 events in 1993 versus 41 events in 1992. EPRI adopted theWASH-1400 definition of pipe section; i.e., a segment of piping between majordiscontinuities such as valves, pumps, reducers, etc. Pipe section counts are providedfor typical U.S. BWRs and PWRs, and these counts are consistent with WASH-1400.
SKI Seminar on Piping Reliability (1997) 20

Table 13: Pipe Failure Rates in EPRI-Study (1992).
PIPE SIZE - INNER DIAMETER (ID)[mm]
12 < ID < 50
50 < ID < 75
75 < ID < 150
ID > 150
FAILURE RATE [1/hr.section]
EPRI
6.0E-10
3.0E-10
3.0E-10
7.0E-10
WASH-1400
3.6E-9
3.6E-9
3.6E-10
3.6E-10
12 Pipe Failure Data by Bush & Chockie (1996)
In 1995-96, Bush & Chocke[18] surveyed U.S. operating experience with pipingsystems. The work was sponsored by SKI (Dept. RH) and focused on counts of failureevents (leaks, severances and ruptures). Table 14 compares the data by Bush &Chockie and the SLAP database.
Table 14: Comparison of the Database Contents in 'SLAP' and SKI Report 96:20t'51.
Pipe Size
DN<2525<DN<100100 < DN < 300
>DN300Unknown / Assumed Size'"'
Total:
SLAP Version 7.5{Number of Records]
958(41%)516(22%)441 (19%)167 (7%)249(11%)
2331
SKI Report 96:20[Number of Records]
574 (38%)252(17%)155(10%)74 (5%)
456 (30%)
1511
Note: (a). Failure report contains no explicit information on diameter.
13. Summary
Several attempts have been made to collect data on pipe failures in NPPs. Mostly, thescope of these data collections has been limited to counts of significant failures.Meaningful parameter estimation requires detailed event analysis to identify pertinentreliability attributes and influence factors, however. A data collection 'infrastructure'such as the SLAP project has been demonstrated as a promising alternative.
SKI Seminar on Piping Reliability (1997) 21

14. References
[1]. Gibbons, W.S. and B.D. Hackney, 1964. Survey of Piping Failures for theReactor Primary Coolant Pipe Rupture Study, GEAP-4574, Atomic Power EquipmentDepartment, General Electric Company, San Jose (CA).
[2]. Holt, A.B., 1974. "The Probability of Catastrophic Failure of Reactor PrimarySystem Components," Nuclear Engineering and Design, 28:239-251.
[3]. Bush, S.H., 1976. "Reliability of Piping in Light-Water Reactors," NuclearSafety, 17:568-579.
[4]. Bush, S.H., 1985. "Statistics of Pressure Vessel and Piping Failures," inSundararajan, C. (Editor): Pressure Vessel and Piping Technology 1985. A Decade ofProgress. The American Society of Mechanical Engineers, New York (NY), pp 875-893.
[5]. Janzen, P., 1981. A Study of Piping Failures in U.S. Nuclear Power Reactors,AECL-Misc-204, Atomic Energy of Canada Limited, Special Projects Division, ChalkRiver Nuclear Laboratories, Chalk River (Canada).
[6]. Thomas, H.M., 1981. "Pipe and Vessel Failure Probability," ReliabilityEngineering, 2:83-124.
[7]. Petersen, K.E., 1982. "Pipe Failure Study," Probabilistic Risk Analysis andLicensing, NKA/SAK-1-D(82)9 (Ris0-M-2363), Proceedings of Seminar 2, Helsing0r(Denmark), March 29-31, pp 129-149.
[8]. Petersen, K.E., 1983. "Analysis of Pipe Failures in Swedish Nuclear Plants,"Proceedings of the 4th EuReDatA Conference, Venice (Italy), March 23-25.
[9]. Janzen, P., 1984. Piping Performance in Canadian CANDU NGS, AECL-Misc-252, Atomic Energy of Canada Limited, Special Projects Division, Chalk River NuclearLaboratories, Chalk River (Canada).
[10]. Wright, R.E., J.A. Steverson and W.F. Zuroff, 1987. Pipe Break FrequencyEstimation for Nuclear Power Plants, EGG-2421 (NUREG/CR-4407), Idaho NationalEngineering Laboratory, Inc., Idaho Falls (ID).
[11]. Beliczey, S. and H. Schulz, 1987. "The Probability of Leakage in PipingSystems of Pressurized Water Reactors on the Basis of Fracture Mechanics andOperating Experience," Nuclear Engineering and Design, 102:431-438.
[12]. Holman, G.S. and C.K. Chou, 1985. Probability of Pipe Failure in the ReactorCoolant Loops of Westinghouse PWR Plant. Volume 1: Summary Report, UCJJD-19988(NUREG/CR-3660-VI), Lawrence Livermore National Laboratory, Livermore (CA).
SKI Seminar on Piping Reliability (1997) 22

[13]. Eide, S.A. et al, 1991. Component External Leakage and Rupture FrequencyEstimates, EGG-SSRE-9639 (DE92 012357), INEL, Idaho Falls (ID).
[14]. Northeast Utilities was lead participant responsible for construction andoperation of Millstone-1 (GE-BWR), Millstone-2 (ABB-CE-PER), and Millstone-3(WE-PWR). The three Millstone units are located in Connecticut (USA) on the LongIsland Sound.
[15]. Jamali, K., 1990. A Study of Pipe Failures in U.S. Commercial Nuclear PowerPlants, Halliburton NUS Corporation, Gaithersburg (MD).
[16]. Jamali, K., 1992. Pipe Failures in U.S. Commercial Nuclear Power Plants,EPRI TR-100380 (Interim Report), Electric Power Research Institute, Palo Alto (CA).
[17]. Jamali, K. and J.-P. Sursock, 1993. Pipe Failures in U.S. Commercial NuclearPower Plants, EPRI TR-100380, Electric Power Research Institute, Palo Alto (CA).
[18]. Bush, S.H. et al, 1996. Pipe Failures in United States Nuclear Power Plants:1961-1995, SKI Report 96:20, Swedish Nuclear Power Inspectorate, Stockholm.
SKI Seminar on Piping Reliability (1997) 23

PRESENTATION 8

PRESENTATION 9

SE9800024
MODELS FOR RELIABILITY AND MANAGEMENT OFNDT DATA
Kaisa SimolaVTT Automation
P.O.Box 1301 FIN-02044 VTTFINLAND
STATE NSKARNKKAFT^;cP!
10C7
DOSS DiMR
1 INTRODUCTION
In this paper, we summarise a study [ 1 ] on statistical models for the evaluation of thereliability of non-destructive tests. The research project was conducted at VTTAutomation as part of the Nordic Nuclear Safety Research Programme (NKS) and theFinnish Nuclear Power Plant Structural Safety Research Programme (RATU2). Thestudy was ordered and supported by the Finnish Centre for Radiation and NuclearSafety (STUK).
The reliability of ultrasonic inspections depends on several factors, such as the type,size and orientation of the defect, geometrical restrictions (inaccessibility) inscanning, human factors, inspection procedure and equipment, among others. Thereliability of inspections has been studied in e.g. international PISC (Programme forthe Inspection of Steel Components) exercises [2-4], which have produced a largeamount of information on the effect of various factors on the reliability of inspections.This information can be utilised in a most effective way by applying mathematicalmodels.
We present probability models for the uncertainty in the flaw size determination, andthe flaw detection. Furthermore, we summarise the Bayesian updating of flaw sizedistributions, where the measurement uncertainty is consistently taken into account inexpressing the flaw size. In order to demonstrate the use of inspection reliabilitymodels, they have been applied to the inspection results of intergranular stresscorrosion cracking (IGSCC) type flaws in PISC m exercise [4]. In PISC m study,flaws were introduced in assemblies which where then inspected by 23 teams from 10countries between 1990 - 1992. The participating teams were free to apply anyinspection procedure they wanted and there were no requirements for the inspectionenvironment or inspection time A very detailed destructive testing of the assemblieswas conducted in order to obtain the reference flaws.
2 PROBABILITY MODELS FOR FLAW SIZING
Inspection reliability studies such as PISC exercises produce information on sizingaccuracy of known flaw sizes. The data consisting of measured flaw sizes andcorresponding true flaw sizes are analysed statistically with respect to suitablestatistical or probability models. Often the simplest form of the statistical models is alinear or linearised regression to the measured versus true size data.

2.1 Lognormal model
In analyses of sizing data, a linear relation between the logarithm of measured relativeflaw size and the logarithm of the actual relative flaw size, with normally distributeddeviations has proved satisfactory [5]. Furthermore, the use of lognormal distributionis mathematically convenient, and the parameters of the corresponding regressionmodel can be interpreted also physically. In the following we use flaw depth, a, tocharacterise the flaw size. The thickness of the pipe wall is denoted by d.
In the lognormal model, the measured relative flaw size, a/d, is related to the true flawsize, a/d, in the following way:
ln(a/d)= Po + p,\n{ald) + Z (1)
where ^ is a normally distributed random error term with zero mean and variance ai,
and Po e (-°°,°°) and Pi > 0 are the regression parameters. According to this model,the expected value of the logarithm of measured relative flaw size is
E[ln(a/d)] = Po + PjHald), (2)
The closer the parameter values are to Po = 0 and Pi = 1, the better is the sizingperformance The variance of the logarithm of measured relative flaw size is assumedto be independent of the flaw size:
D2[ln(a/d)] = <rf (3)
The parameters Po, Pi, and o2^ can be determined by estimating the parameters of thecorresponding linear regression model from data consisting of known flaw sizes andcorresponding measurement results.
It should be noticed that the variance of the measured flaw size depends on the trueflaw size, although the variance of the logarithm of the flaw size is constant, and thevariance is positive even when the true relative flaw size equals to a/d=l. Further, forPo > 0, the model may result to relative flaw sizes larger than 1 for true a/d < 1. Thusthe lognormal model is valid only for flaws with relatively small a/d, and for small Po,which is one reason to apply the logit model to be discussed below.
2.2 Logit model
Due to the fact that the lognormal distribution is defined in the interval [0,°o) (and theflaw is always of finite size), the applications of the lognormal model should belimited to cases with small relative flaw sizes, and such parameters that only a verysmall proportion of the probability mass lies outside the allowed range.
We introduce an alternative model which is based on the logit transformation of therelative flaw depth, a/d. In this model, simply called the logit model, the values of therelative flaw size can be restricted to remain within the allowed range [0,1].

We define a new variable z, which is the ratio of the flaw depth and the remainingligament, i.e.
^ (4)d-a
where a is the flaw depth, d is the wall thickness. Now it is assumed that thistransformed flaw depth z, which is defined on the interval [0,oo), is lognormallydistributed. The logarithm of the measured transformed flaw depth z is assumed todepend on the logarithm of the true transformed depth z and the measurement errorlinearly
in which \ is a normally distributed random error term with zero mean and variance
cr|, and Po e (-°°, °°) and Pi >0 are the regression parameters, as in the lognormal
model defined earlier.
Since d/d depends on the random measurement error, its is a random variable. Themedian of the measured d/d is given by
aid
M[a,d]= °-a/d'^ • (6)(rd
l-a/d
The behaviour of the logit model is presented for some parameter values in Figure 1.For values Po=0 and P/=7, the median of the measured depth equals to the true depth.With values $o=O and p;>i ($i<l), the measurement tends to overestimate(underestimate) flaw sizes with a/d > V2, and to underestimate (overestimate) otherflaws. As Pi approaches zero, the measurement result becomes independent of the trueflaw size, and the measured flaw size is completely determined by random noise.With large values of pi the function becomes steep which corresponds to ameasurement intended for only detecting flaws without any sizing efforts.
The advantage of the logit model is that it is physically more feasible than thelognormal model. Further, the model is very flexible in describing various kinds ofrelationships between the measured and true flaw sizes.

1 -
0.9 -
0.8 -
•a 0.7 -
n R -
1 0.5 •,I 04-E n Q
U.on or\ 1U. I
n -(
. « "
*
- - - L ..
/
/
• • • • ' /
/
/
1 m m -
*
/ f
po=o pi=i
po=o pi=io
- - - p0=0.4 pi=0.1
P0=-0.7 p 1=0.7
) 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
true a/d
Figure 1. Logit model behaviour for some parameter values.
2.3 Application of sizing performance models
The data set used in our case study consist of the depth sizing results of the Finnishteam participating to the PISC III exercise. This team had identified all flaws, and thesizing capability was one of the best among the participants. The measurement resultsand corresponding true flaw sizes (i.e. reference flaws obtained from destructivetesting of the assemblies) are presented in Table 1.
Table 1. Flaw sizing data.
a7.62.9
91.69.22.16.61.91.81.81.32.9
a9
1.510
18
1.56
1.51.5
211
d1111111116161616
18.518.518.518.5
a/d0.690.260.820.150.580.130.410.120.100.100.070.16
a/d0.820.140.910.090.500.090.380.090.080.110.050.05
As described earlier, the parameters of the sizing reliability models can be estimatedwith linear regression from the sizing data. The parameter estimates for the lognormaland logit sizing reliability models are presented in Table 2. The measured flaw depthsand the fitted models are presented in Figure 2.

Table 2. Parameter estimates for the lognormal and logit sizing reliability models.
lognormal model\n(a/d) ~N($o + $iln(a/d), a*)logit modelln(~z)~N($o + VAn(z),Gf),z = a/(d-a)
Po-0.03
0.06
P.1.14
1.25
0.12
0.22
The goodness of the models can be compared by calculating the sums of squarederrors. This comparison indicates, that the logit model fits better the data in this case.The sum of squared errors of the alternative models differ by factor two.
• measured a/d
-©— lognormal model
-o— logit model
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1true a/d
Figure 2. Flaw depth sizing performance and fitted lognormal and logit models.
3 PROBABILITY OF DETECTION
The uncertainty of inspection process is usually characterised in terms of theprobability of detection as a function of flaw size. This probability function may bedefined from the detection frequency data describing how many inspection teams havefound the flaw.
3.1 Models for detection probability
A lognormal model has been applied e.g. in [6] to express the probability of detectionas a function of flaw depth, POD(a). The model is following:
POD(a I d) = <D(c, + c2 ln(a / d)) (7)
where O is the cumulative distribution of (0,l)-normal distribution, a/d is the relativeflaw depth, and c; e R and C2 > 0 are model parameters.

A very similar POD function can be obtained for the logit model:
POD(a I d) = <D c,+c2 Ina
d-a(8)
Besides the flaw depth, the flaw size is characterised by the length of the flaw. Inorder to take into account the impact of the flaw length on the detection probability,the models (7) and (8) can be modified to include also the relative length as a variable.We have included the length in the logit model (eqn. (8)) as follows:
Lc, eR,c,>O,c, >0 (9)
where / is the flaw length, Dn is the pipe circumference, and C], C2 and c$ are modelparameters.
3.2 Application of POD models
In our examples, the probability of flaw detection (POD) as a function of flaw size isdetermined by estimating the model parameters from detection frequency data of PISCexercise. In the first analysis, the POD is expressed as the function of flaw depth, andthe models given in equations (7) and (8) are applied. Figure 3 presents the PODfunction based on the maximum likelihood estimates. The logit model and thelognormal model result to rather similar POD functions.
1
0.9
0.8
0.7
I06Q 0.5g 0.4
0.3
0.2
0.1
00 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
a/d
Figure 3. POD functions estimated from hit-miss -data. Lognormal and logit models.
The impact of flaw length on the probability is analysed by estimating the parametersof the model defined in (9). In Figure 4 the resulting probability of detection ispresented as a function of both relative depth and length.
/
//I
• JA
•
r
•
» 1
—
• hit-miss data
—©— lognormal modeld=1.64c2=0.75
—o— logit modeld=1.1c2=0.55
1 1—
—
—

Figure 4.length.
Estimated probability of detection as a function of relative depth and
The goodness of the models can be compared with the likelihood ratio. Thiscomparison indicates that the three-parameter model results to only slightly better fitthan the two-parameter model. This is partly due to the fact that the ratio of relativedepth and length does not vary very much in the data and thus the additionalinformation on the detection probability carried by the flaw length is not verysignificant.
4 BAYESIAN UPDATING OF FLAW SIZE DISTRIBUTIONS
The information on sizing accuracy and detection probability can be used to evaluatethe uncertainty related to results from periodically performed in-service inspections atpower plants. Since the NDT measurements do not give exact estimates on the flawsize, it is beneficial to express the uncertainty in the form of probability distributions.This information on flaws in the form of a probability distribution may be used in thedecision making in plant inspection data management procedures. Further, it istheoretically possible to optimise the inspection policies by applying the Bayesianmeasurement models and stochastic optimisation techniques, as demonstrated in [7].
In the following Bayesian approach, the sizing data from inspections are used toupdate the knowledge of the flaw size, while the measurement uncertainty isconsistently taken into account in the modelling.
4.1 Model for updating the size distribution of a single flaw
The use of flaw sizing performance models in Bayesian updating of the flaw depthdistributions is following: First it is assumed that the parameters of the sizing modelsare known. These models describe the statistical properties of the measurement error.Secondly, a probability distribution which describes the prior uncertainty about theflaw depth is specified. As the last step, the Bayes rule is applied to combine the prior

distribution, the knowledge on sizing performance and the measurement data into theposterior distribution of the flaw depth.
In our model, we assume that the size of a new flaw follows a priori a logitdistribution with parameters, |x and a2. The choice of the prior distribution parametersreflects the knowledge of flaw depth prior to the measurements. If little is known priorto the measurements, the variance should be large. After a flaw has been detected, andits size (d/d) has been determined, the posterior distribution parameters a 2 ^ and |i.poSt
can be obtained with the measurement result d/d, prior distribution parameters n anda2, and the sizing reliability model parameters Po, Pi. and o 5 from eqn. (5). If a newexamination result is obtained, the distribution of true flaw size is updated using thedistribution obtained from previous measurement result as prior distribution.
4.2 Example of updating flaw size distribution
In the following example it is assumed that two measurement results have beenobtained from an inspected weld. The first measurement result is a/d = 0.3, and thesecond measurement of the same flaw results to sizing a/d = 0.35. Prior to theseinspections, there is very little knowledge of the existing flaw, and it is expressed witha prior distribution with a rather large variance. In our example we use a logit priorwith the median 0.5 and the 95 % fractile 0.9. The prior distribution is updated withthe measurement results and the sizing reliability model parameters presented in Table2 for logit model. Thus we assume that the measurements have been performed insimilar conditions with corresponding expertise as the Finnish team in PISC exercise.
The prior and posterior distributions are presented in Figure 5.
8
7
c 5
£ 4
!55 32a2
1
0
i »
i »
• »
L v
1/• ^
_______ p r j O r
— —posterior 1- - - posterior 2
0.2 0.4 0.6
a/d
0.8
Figure 5. Prior and updated flaw depth distributions. Logit model.
From Figure 5 it can be seen that our prior distribution is almost uniform for a/d. Theposterior 1 distribution shows the updated knowledge of flaw size after the first

measurement (a/d = 0.3). It can be noticed that the knowledge of the flaw size hasimproved. After using the new information obtained from the second measurement(a/d = 0.35) to update the flaw size distribution, the posterior 2 distribution isobtained.
5 CONCLUSIONS
In this paper, the reliability of NDT measurements was approached from threedirections. We have modelled the flaw sizing performance, the probability of flawdetection, and developed models to update the knowledge of true flaw size based onsequential measurement results and flaw sizing reliability model. In discussed modelsthe measured flaw characteristics (depth, length) are assumed to be simple functionsof the true characteristics and random noise corresponding to measurement errors, andthe models are based on logarithmic transforms.
The flaw sizing model based on logit transformation has clear advantages compared tothe lognormal model. The logit model has a greater physical realism, since it isdefined in a finite interval, and the model is more flexible in describing possiblerelationships between true and measured flaw sizes. In our application, the logit modelfitted better to the actual sizing data than the lognormal model.
In our example on detection probability based on PISC HI data, the model utilising thelogit transformation of the relative flaw size was slightly better than the model basedon logarithmic transformation. The model in which the detection probability dependsboth on the flaw depth and length did not result to significantly better fit, partly due tothe fact that the ratio of relative depth and length did not vary much in the data. Toget more information on the impact of flaw length on the detection probability, morevariety in the aspect ratios would be needed.
Models for Bayesian updating of the flaw size distributions were developed. Usingthese models, it is possible to take into account the prior information of the flaw sizeand combine it with the measurement results. Practical application of Bayesianupdating could be found in management of ultrasonic inspections and in principle inthe optimisation of inspection, as well as in qualification of NDT systems. A Bayesianapproach could contribute e.g. to the definition of an appropriate combination ofpractical assessments and technical justifications in NDT system qualifications, asexpressed by the European regulatory bodies [8].
REFERENCES
1. Simola, K., Pulkkinen, U. 1996. Statistical models for reliability and managementof ultrasonic inspection data. Report KUNTO(96)10. VTT Automation, Espoo. 33 p.
2. PISC-I. Report EUR 6371 EN, volumes I - VI. 1979. Commission of the EuropeanCommunities, Brussels.
3. PISC-II. Report No. 1 - 5. 1986.Commision of the European Communities, JointResearch Centre, Ispra Establishment, Varese.

4. PISC-IH Report no. 33 1995. Report on the evaluation of the inspection results ofthe wrought-to-wrought PISC HI Assemblies no. 31, 32, 33, 34, 35 and 36.EuropeanCommission Joint Research Centre.
5. Berens, A. P. 1989. NDE reliability data analysis. In Metals Handbook, 9thedition, 17, ASM Int., pp. 689 - 701.
6. Simonen, F.A., Woo H.H. 1984. Analyses of the impact of inservice inspectionusing a piping reliability model. Washington, D.C., U.S. Nuclear RegulatoryCommission, NUREG/CR-3869. 1984, 53 p.
7. Pulkkinen, U. 1994. Statistical models for expert judgement and wear prediction.VTT Publications 181. Technical Research Centre of Finland, Espoo. 65 p. + app. 80p.l.
8. NRWG 1996. Common position of European regulators on qualification of NDTsystems for pre- and in-service inspections of light water reactor components. Finalreport prepared by the Nuclear Regulators Working Group. European Commission,EUR 16802.

COPIES OF OVER HEADS

AUTOMATIONIndustrial Automation
Models for Reliability andManagement of NDT Data
Kaisa SimolaVTT Automation
Kaisa Simola 1997

AUTOMATIONIndustrial Automation
INTRODUCTION
• Uncertainty in non-destructive testing:
- uncertainty in flaw size determination
- uncertainty in flaw detection
• Models to account for uncertainties
• Application to PISC* III data
• Bayesian updating of flaw size distribution
Programme for Inspection of Steel Components
KaisaSimola 1997

AUTOMATIONIndustrial Automation
PISC III DATA USED IN EXAMPLES
3 assemblies with intergranular stress corrosion(IGSCC) type flaws => 12 flaws
• true flaw sizes• sizing results of one team• detection frequency data, 23 teams
Kaisa Simola 1997

AUTOMATIONIndustrial Automation
The data from PISC III exercise
Flawi
123456789101112
Flawdepth
a (mm)
7.62.99
1.69.22.16.61.91.81.81.32.9
The measured flaw
Wallthicknessd{mm)
1111111116161616
18.518.518.518.5
Flawlength/(mm)
1151.41160.68890669588687570
Pipecircumference
nD (mm)
936936936936905905905905889889889889
depth as measured by the Finnish inspection team
Measuredflaw depth1
fl(mm)
9.01.510.01.08.01.56.01.51.52.01.01.0
within the PISC
Observeddetection
frequency,
0.950.231.000.050.950.861.000.860.400.600.450.50
III exercise.
KaisaSimola 1997

vHTT AUTOMATIONIndustrial Automation
FLAW SIZING MODELS
lognormal model:
ln{dld)- fi0
logit model:
In' a
\ d —
KaisaSimola 1997

AUTOMATIONIndustrial Automation
PERFORMANCE OF LOGIT MODEL
1
0,9
0,8
0,7
"<8 0,6•o2 0,5</>S 0,4
0,3
0,2
0,10
1 1po=opi=ipo=opi=iopO=-O7p 1=0.5
— 1—• I ' -
_J_
//
7/H
y
i
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
true a/d
KaisaSimola 1997

AUTOMATIONIndustrial Automation
FLAW DEPTH SIZING PERFORMANCE
10,90,8
P 0,7* 0,6
0,5en 0,4E 0,3
0,20,1
0
(0
4 •
>r
+ measured a/d
lognormal model
logit model
0 0,1 0,2 0,3 0,4 0,5 0,6true a/d
0,7 0,8 0,9 1
Kaisa Simola 1997

AUTOMATIONIndustrial Automation
MODELS FOR PROBABILITY OF DETECTION
lognormal model:
POD(a 2 \n(a Id))
logit model:
POD(ald) = x + c2 Inv
/ a
J
Kaisa Simola 1997
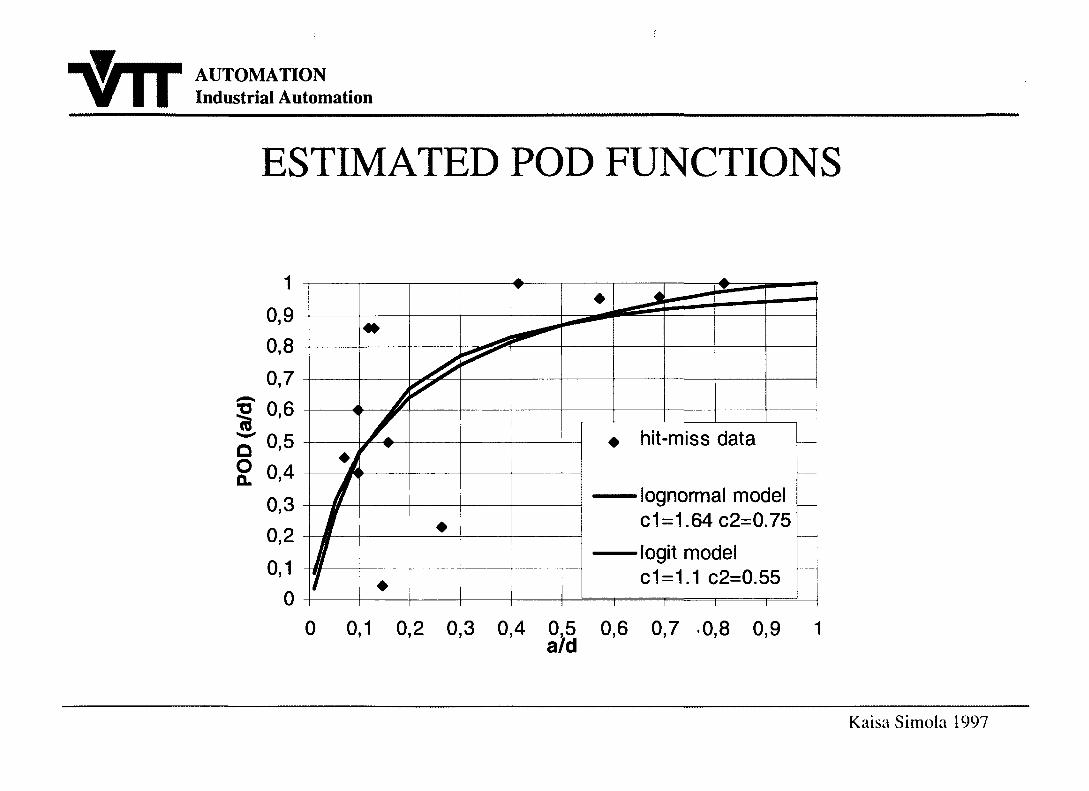
AUTOMATIONIndustrial Automation
ESTIMATED POD FUNCTIONS
10,90,80,7
I0 '60,5Q
OQ. 0,4
0,3
0,2
0,10
*
, A
•
•
w • 3- • '—
« hit-miss data
lognormal modeld=1.64c2=0.75
logit modeld=1.1 c2=0.55
I
0 0,1 0,2 0,3 0,4 0,5a/d
0,6 0,7 .0,8 0,9 1
Kaisa Simola 1997

AUTOMATIONIndustrial Automation
POD as a function of relative depth and length
• 0,8-1
• 0,6-0,8
§i 0,4-0,6
m 0,2-0,4
• 0-0,2
relative lengthrelative depth
KaisaSimola 1997

AUTOMATIONIndustrial Automation
BAYESIAN UPDATING OF FLAW SIZE
Prior distribution for flaw size
Measurement uncertainty expressed by sizingmodel
Bayes rule to combine measurement data andprior distribution
=> posterior distribution of flaw size
KaisaSimola 1997

AUTOMATIONIndustrial Automation
BAYESIAN UPDATING OF FLAW SIZE - example
1
0,8
0,6
3 0,4
0,2
po = -ipi = 1a=0.2
+9
/
0,2 0,4 0,6 0,8
true a/d
1. measurement: a/d = 0.2
2. measurement: a/d = 0.3
0,5
1
A\\\
sir v ^
A priori
A posteriori 1
A posteriori 2
KaisaSimola 1997

AUTOMATIONIndustrial Automation
MODELS FOR MULTIPLE FLAWS
1. Evaluation of number of identical flaws• number of flaws Poisson distributed
• probability of flaw detection
=> probability of detecting k out of n flaws
• Bayes rule => P(n\k)
2. Simultaneous updating of number and depth offlaws
KaisaSimola 1997

AUTOMATIONIndustrial Automation
CONCLUSIONS
Models for sizing and detection probabilityAdvantages of logit model:
- flexibility - determined on finite interval
• B ay esian updating- support of inspection and maintenace decisions
- applicable in qualification of NDT systems
KaisaSimola 1997

PRESENTATION 10

PRESENTATION 11

PRESENTATION 12

SE9800025
REFLECTIONS ON SLAP
Roger CookeDept Math. TU Delft
Jette Paulsen
RISOE1-9-97
Introduction
The SLAP data bases represents a major step forward in the reliability analysis of passivecomponents. The present reflections are motivated by draft documentation for SLAP andhave profited greatly from discussions with the SLAP team.
From a data analysis viewpoint, passive components like piping are much more difficultthan active components. In the first place, they fail much less frequently. The SLAP database (1) contains 4327 reactor years with only 217 records of pipe rupture. As a roughindication, suppose a reactor contains 10km of piping, this comes down to a rupturefrequency of 5.02E-6 ruptures per meter year. The piping differs with respect tomaterial, and operational characteristics, and the failure events differ with respect tocause and severity. We want to understand how these differences affect the failurefrequencies, and the data becomes very sparse indeed.
An additional difficulty emerges when we consider the dimensions of exposure. Formechanical components in sockets, the exposure simply has the dimension time; we tallyfailure per unit time. Passive components like piping are extended, hence the exposuremust have dimensions time x extension. Here the problems begin. How should wedimension the extension of a passive system? Should we consider the extension in termsof pipe-length and count failures per meter year, or should we consider surface area ofpipes, or volume, or mass, or some other measure involving other physical quantities liketemperature, pressure etc.?
Let us consider for a moment why we worry about dimensions. Suppose we had twopieces of pipe. We first consider counting failures 'per piece' and we discover that piece1 has 10 times as many failures as piece 2. Some one now points out that the pipes are inevery respect identical except that the first is 10 times as long as the second. We now're-dimension' by considering not failures per piece but failures per meter length, and wefind that our data is homogeneous. This allows us to pool our data and obtain betterstatistical estimates.

If we consider the different failure mechanisms to which piping may be subjected, it isfar from obvious that the same dimensions should apply for all failure modes. It may wellbe the case that human error 'sees' only pipe length, external mechanical disturbance'sees' only pipe surface, etc."
There is one respect in which the passive component analyst is potentially better off thanthe analyst of active components. A well known problem with active components is thatplant records tally failures but do not tally demands. We know the numerator, as it were,but not the denominator. With passive components, the denominator is not a number ofdemands, as the system is effectively constantly in demand. Rather, the denominator isthe exposure of the system. Although the exposure is not tallied in failure reports, it canin principle be retrieved from other records.
In spite of all these problems, we must start somewhere. These remarks fall into fivesections. The first sections suggests a general approach to organising the data, thesecond discusses units of exposure, the third sketches an approach to data analysis basedon design of experiments, the fourth addresses the issue of uncertainty and a finalsection gathers conclusions and recommendations. These remarks are compiled from thedata analysis viewpoint; the authors have no specific expertise with piping.
1. Exposure, events, and influence factors
We propose the an overall viewpoint for organising the data. There are 4327 reactoryears in the data base and 1657 records (we ignore for the time being whether reactor-year is the best dimension). That gives
1657/4327 = 0.383 events/reactor year.
That number may be useful for somebody. We define a class of users who areinterested in
• reliability prediction (PSA)• maintenance optimisation• design optimisation/validation• regulation.
For these users the above number isn't useful. We have to distinguish types of pipes andtypes of events. We propose to distinguish exposure fields and event fields.
Exposure fields
We break the 4327 reactor years into sub populations by what we call exposure fields.The idea is that each pipe-element (the physical dimensions of a pipe element arediscussed later) belongs to one and only one exposure cell, for its entire life. Following(1), we distinguish the following six exposure fields with corresponding values:

exposure field
TYPE
DIAMETER
TEMPERATURE
WALL THCKNSS
MEDIUM
PRESSURE
values
Stainless steelCarbon steel
<100100-250>250
<50c>50cbelowregularabove
borated H2Oriver H2Oplain H2Osteam
<10bar10-90 bar>90 bar
Every pipe-element is assumed to be of one and only one type, have one and only onediameter, etc. This means that there are
2 x 3 x 2 x 3 x 4 x 3 = 432
distinct cells into which a pipe element may fall. We say that we have distinguished 432exposure cells. The assumption here is that a pipe element does not change its value ofthe above quantities under operation - i.e. its operation temperature is either below 50cor above 50c, not sometimes above sometimes below. This is probably onlyapproximately true. IE we assume the above are 'attributes' in the sense of (1: par 3.2,i.e. hard wired by plant design). We know the number of pipe-elements in each exposurecell once the population of plants is designed and built. Once we know how long theplants operate, we know the exposure in each cell. We don't need any failure reports forthis. Exposure cells are associated with the dimension [pipe element-year]We can furtherdisaggregate by introducing more exposure fields and values per field, and we canaggregate by undistinguishing fields and field-values.
Eventfields
We also want to distinguish different types of failure events. We do this by defining eventfields. Two event fields are suggested by (1):

event field values
FAILURE MECHANISM corrosionerosionhuman factorstress corrosion crackingfatigueextreme weathervibrationwater hammer
FAILURE MODE
indication/incipient/crackleakrupture
The assumption is that each recorded event is a realisation of one and only one failuremechanism and one and only failure mode. We have 8 x 3 = 24 event cells , and these are"competing risks", each one is competing to kill a pipe element, and the one whichoccurs first will censor the others.
Now suppose that some event cell (e.g. corrosion-rupture) has the same, or statisticallythe same relative frequency in a number of exposure cells; then we can pool theseexposure cells for the given event cell and arrive at a statistically more significantestimate of the observed failure rate, with dimensions[number of events/pipe element-year].
We emphasise that this is an observed failure rate. If all the event cells are independent,then it is also the rate at which we would see events if the other event-cells (failuremechanisms-failure modes) were eliminated (this is the distinction between observed andnaked failure rates; for more on this see SKI 95:2).
The smallest event which we could estimate from this data is found by maximallydisaggregating events and maximally aggregating exposure. If we distinguish so manyevent fields that only one record falls in an event cell, and we do not distinguish anyexposure fields then the estimated failure rate is
1/4327 = 0.2311 E-4/reactor-year.
This is the smallest failure rate we can estimate from the data. One wonders how Holmanand Chou estimated DEGB probability per (reactor?)year as 4.4E-12 (p. 55 Table 4-1).
Suppose the event fields uniformly partition the set of records, and the exposure fieldsuniformly partition the population of pipe-element-years.

Then we have 1657/24 = 69 records in each event cell and 4327/432 = 10 reactor yearsof exposure for each exposure cell. That gives an average of 0.16 events per exposurecell. Clearly, since fractional events do not occur, most of the exposure cells will beempty.
How to proceed in practice with so many empty cells? Consider one exposure cell, say(SS, DN100, <50, wllthk below, river H2O, 10-90 bar). Suppose there are no events inthis cell. We may consider various strategies to get larger exposuie. For the sake ofdiscussion, suppose we can get non-empty cells in any of the following ways:
aggregate CS and SSaggregate DN5O-25O, also temp <50 + >50aggregate temp, <50 + >50 also river water+plain wateraggregate Pressure 1 Obar + >90 bar, AND borated+river+plain wateretc. etc
Of course, these different aggregations will lead to different relative frequencies of failureevents. Which should we choose? Let's call (SS, DN100, <50, wllthk below, river H2O,10-90 bar) the target cell and call any aggregation of this a superset of the target - theabove are all supersets of the target. Supersets can be ordered by set inclusion, and alsoby size, i.e. the number of pipe-element-years in the set. Let '7^s, XDNIOO, taithbiw, Krva, ho-90 be failure rates gotten by 'aggregating out' all but one of the exposure fields. EG, Xss= [#failures with all stainless steel pipes/total number of SS reactor-years]Let target bethe failure rate of the target cell, which we would like to estimate. The are a number ofstrategies we might pursue.
1. The SLAP method, take one of A.ss, ^DNIOO, taithbiw, driver, A.10-90: and modify itwith K-factors
2. target = Xss*XDNioo*/Uithbiw* Ariver*A.|o-9o:
This is based on the idea that the events "SS pipe-element fails" and "DN100 pipeelement fails" are independent...not very reasonable in general.
2. A^^t = max{A»ss, A.DNIOO, taithbiw, driver, A.10-90}This is a conservative and data hardened procedure.
3. New ideas, eg take a smallest nonempty superset, or take a physically motivatedchoice among the set of smallest nonempty supersets (there will be in generalmore than one).
Influence factors.
The SLAP philosophy involves influence factors - features of the operationalenvironment which may change. This is a new concept for us, but clearly very important,eg if we want to discuss reliability growth. It also seems very complicated from a dataanalysis viewpoint and relies heavily on expert judgement.
We suggest to think of influence factors as dynamic exposure fields, that is, exposurefields which can be changed by operating practice. Suppose we have influence factor"Maintenance" with values bad/good. The set of pipe-element-years having the value"good" for the influence factor "maintenance" will change with time.

The problem is, how to analyse data? Will a pipe element 'remember' the time duringwhich it was badly maintained? In other words, plant operations might inflict 'latent'damage which would be manifested later, even if the operations subsequently improved.We need new tools to do this sort of analysis.
2 Units of exposure
In (1) failure rates are presented with the dimension
events/reactor year.
This is convenient from the data base standpoint: we simply count events and divide bythe total number of reactor years in the data base. However, it is less convenient from theuser's standpoint. For example, consider the statement that we have 111 ruptures inpiping with temperature < 50c (1; EXCEL datasheets p. 11). What will one do with thisnumber? Knowing that there are 4327 reactor years in the data base, one will presumablyconsider the rate:
111/4327 [events/reactor year]?
Of what is this the rate? It is not rate of occurrence of rupture in pipe with temp < 50c,because 'reactor year' is not a unit for pipe with temp. < 50c. To see this, suppose thateach reactor consisted of 10,000 meters of pipe. Then we could write the above rate as
111/43,270,000 [events/meter year].
However, we do not have 111/43,270,000 meters of pipe operating with temp < 50.Suppose only 50% of the meters-piping operates at temp < 50c, then we should say thatthe failure rate for rupture in pipe with temp <50c is:
111/21,635,000 [events /meter year].
Imagine all the meter-years of pipe placed in an urn, from which we randomly drawmeter-years. The rate at which you draw meter-years there was a rupture and anoperating temperature < 50c is 111/43,270,000. This is the rate of occurrence of theevent 'rupture AND temp < 50c.
If reactor year is not the appropriate unit of exposure, what is? One most often sees pipelength-year, This choice is not obvious, however. One might also consider:
• pipe surface - year• pipe volume - year• pipe mass-year• diameter x length/(thickness square) year (Thomas's dimensionless length (5)).

The SLAP data base will hopefully provide a basis for researching the question ofdimensions. We proceed with the exposure units 'pipe element year' [p.e. y] withoutfurther specifying the physical dimensions of'pipe element'
To reason about the data and what we can do with it, it is helpful to consider the set ofall p.e. years. We rehearse the above calculations using p.e.y's. Each p.e.year falls in oneand only one exposure cell, and it will exhibit at most one failure event (if this were nottrue, eg if more than one failure occurred in one p.e. year, then we should use smallerunits.
The number '111' corresponding to ruptures in pipes with temp < 50, could be thoughtof as
#{p.e.y ; rupture AND temp < 50c}
The rate tap, T<5O for rupture AND temp < 50,is
#{p.e.y ; rupture AND temp < 50c}/#{p.e.y }.
The rate tap,\ T<SO for rupture GIVEN temp < 50 can be written:
#{p.e.y ; rupture AND temp < 50c}/#{p.e.y ; temp < 50c}.
= taP,T<so/ (#{p-e.y, temp < 50c}/#{p.e.y})
= tap, T<5O/PROB{temp < 50c}.
3. Another approach: Empirical Modelling, Design of Experiments (DOE)
The reason for splitting our total exposure into different exposure cells is to learn aboutthe effects of various attributes on failure rates. We note that many of the exposurefields (diameter, temperature, pressure, wall thickness) are actually continuous variables.Medium is a nominal variable, but it might be possible to represent the effects of themedium in terms of a continuous variable (eg pH or resistivity). From a modellingviewpoint, we want to express the failure probability per unit exposure as a function ofthe continuous parameters DN, T, P, WTH, pH, etc.
The values for the exposure fields, e.g. temp <50 and temp >50, were probably chosen todivide the total exposure into roughly equal parts. This might be an inefficient way ofquantifying the effect of continuous variables. Design of experiments (DOE) would seemto offer much better ways of modelling the effects of such variables, including theirmutual interactions and non-linearities.
To give a simple idea, suppose taP,ss(DN,T,P,WTH, pH) is the failure rate for rupture inSS; for convenience we write (DN,T,P,WTH, pH) = (Xh.. X5).

Then we may write
(Xi,...X5) = Bo + Ij=i..5BjXj +
Techniques from design of experiments (DOE) might be employed to query the data basein such a way that the coefficients in the above expansion can be estimated, withuncertainty, in an optimal way. A query to the data base would be interpreted as anexperiment. Using the exposure cells as defined above may not be a very efficientmethod, as the following hypothetical example shows. Suppose that the exposure wassplit into temp <50 and temp > 50 in order to cut the exposure into two equal pieces. Itis then reasonable that most of our p.e.y's in each piece will have a temperature close to50c. To estimate the effect of temperature, it might have been better to take twoexposure cells like {10c < temp < 50} and {100 < temp < 200}.
4. Uncertainty and expert judgement
We include some brief remarks regarding the uncertainty of data based estimates offailure rates for passive components. First of all, it is evident that knowing only thenumber of failures in an exposure cell without knowing the exposure, does not enable usto estimate a failure rate, and hence does not enable us to discuss the uncertainty in afailure rate estimate.
Collecting exposure data from an industry wide data base may well be a formidableundertaking. Short of retrieving the exposure from plant drawings and records, it mightbe possible to let experts estimate this exposure for the exposure cells of interest. Indeed,it would seem that this task is very well suited for quantitative expert judgement. Itshould be easy to agree on a set of questions of the form 'How many meter-years ofstainless steel piping are there with temperature above 90c and ...' . The assessmentscould be given in terms of quantiles of each expert's subjective probability distribution.With a mild expenditure of effort, certain of the exposures could be measured, therebyproviding a method to validate the expert judgement.
Suppose for a given cell, the exposure of N meter years were known with certainty, andK failures had been observed. Under suitable assumptions, the maximum likelihoodfailure rate estimate would be K/N and the sampling uncertainty in this estimate could bedetermined by familiar methods.
We now suppose that the exposure is not known but itself is a random variable with adistribution assessed by expert judgement. The uncertainty in the failure rate estimatenow has a contribution from sampling fluctuations and a contribution from subjectiveuncertainty regarding the exposure. No difficulties are anticipated with this.
As a final step in the assessment of uncertainty, we must consider the uncertainty in theestimates of the coefficients in the model for the failure rate as a function of exposurefields. DOE offers techniques for computing the sampling uncertainty in such estimates.The extension of these techniques to account for the second source of uncertaintymentioned above is not straight forward but not at first sight hopeless.

5. Conclusions and Recommendations
We collect a number of remarks and suggestions.
1) The use of event and failure fields to organise the data seems sensible and feasible,from a data analysis viewpoint. Piping specialists must determine which fields areinteresting from an engineering viewpoint. Risk analysts must verify that the failurefields enable them to perform the proper cutset-level analysis. People familiar withplant design and operations must verify that exposure fields are really 'hard wired bydesign.
2) Influence factors, i.e. environmental influences which are affected by plantoperations, are clearly important yet very difficult to accommodate in anystraightforward data analysis methodology. The main problem is the latency ofdamage caused by such environmental factors.
3) We would welcome a serious effort to estimate the exposure in the various exposurecells. These estimates would not be based on failure records, but on knowledge ofplant design and operations. Quantitative expert judgement might be a viablealternative to a massive review of all plants in the SLAP data base.
Literature
1. "Reliability of Piping system components" (draft) Nyman, Hegedus, Tomic andLydell, July 1997
2. "Reliability of Piping System Components" vol 1 SKI 95:58; vol. 2 SKI 95:59, vol. 4SKI 95:61.
3. "SKI's Pipe Failure Event Data Base: Survey of Failure Occurrence vs PlantOperating Mode" SKI/RA 018/96
4. "Piping Reliability: Validation of Failure Rate Estimates Using Operational Data"SKI 019/96.
5. Thomas H.M. (1981) "Pipe an vessel failure probability: Rel.Eng. 2, 83-124.

h_<ff I tL c r\ o
2 C OO ke. J.TIL DELFT

ID B Pass n/e. C omp-ph'tS rStructures.
Occurrence
i £
rorLe.
Can //0 Vrtncr'pfe
di/enis7 cy

LelcLS
Keid.
Type.
7 iSo
Tc m p eriiuft,
about
~R\\)t.rHr.DJL O
Tress art
one a.wd onW one exposu.re. c e l l

ut
Yfloclc
rupture.
£\>cv\t falls vv\ £xaicUy OY\C
on - 6^ 6i;cwt5 per
onexposure Cell
CcVU u>i(/
O Cns-tawcc; o-F ea.cV\

LLnL'Ls of
WASH 1400
v •,
Depends on faiLare.
UJe ncc L SlftP to decide
• influence. Rupture:

H3ZT- r\f
L- = ? = />eif. (Ware AND3 5 ? y
-. = lok
5 fem'. T>50
/ / /
5O

ConclusLan
or
_Xn dc, ierm macies •
/, Deceit* Exposure f Et/cvrf nilcLs
. IDeccde LLmfs of
3-
e.g. Des(cjn of

PRESENTATION 13

SE9800026
PROBABILISTIC SAFETY ANALYSIS VERSUSPROBABILISTIC FRACTURE MECHANICS-
RELATION AND NECESSARY MERGING
Fred NilssonDepartment of Solid Mechanics
KTH (Royal Institute of Technology)S-10044 Stockholm, Sweden
Introduction
Probabilistic Safety Analysis (PSA) and Probabilistic Fracture Mechanics (PFM) are tech-niques that have been used for some time in order to estimate failure probabilities of technicalsystems. PSA has been used extensively to analyse entire complex systems in for instance nu-clear reactors. PFM has had a more limited area of application and has been used for more spe-cialized purposes concerning particular single components in for instance primary systems ofnuclear plants. Since both techniques have the same goal a better utilization of both could po-tentially be beneficial and is in fact necessary in the opinion of the present author. Before deal-ing with this question a few remarks about the meaning of probabilistic studies in this contextare in place.
We shall take the view that the type of systems considered in any of these analyses are suchthat they can in principle be modelled as deterministic systems. By this is meant that if know-ledge about the system is sufficiently complete and detailed it can be modelled as determinis-tic. If a deterministic model is subjected to any arbitrary given time history of input and wepossess sufficient knowledge about the properties of the model, it should be possible to predictits response with arbitrary accuracy. It is the belief of the present author that all engineeringsystems in say a nuclear plant of importance for safety analyses are of this type. On the quan-tum level we know that this assumption may not be true, but this is generally of no importanceon the level where safety analyses are performed. Another area where the assumption of deter-minism may be questionable is how to model human behaviour. In the present context we willonly deal with technological systems so human behaviour is assumed to be outside the scopeof the analysis.
A particular problem that has received increasingly more attention in recent years is thateven if a system is in principle deterministic it may be practically impossible to obtain a deter-ministic solution due to extreme sensitivity to the initial conditions, the so called chaotic sys-tems. To what extent chaotic behaviour may be of any importance for processes in nuclearsystems is unknown and the topic will not be discussed further here.
Suppose that a particular model has been adopted to describe the considered system. Again,in principle it should be possible to construct a model that can accurately predict the outcomefor any input but in practice such a model is impossible to obtain except for very simple cases.

The chosen model is expressed in symbolic form as
R(t) = F(S(t),I(t)) (1)
Here the response of the system model is described by the vector R which depends through thefunctional F on the system properties S and the input / . So far there is no room for probabil-istic behaviour of the response. The need for using probabilistic modelling emerges mainly be-cause of the following reasons.
i) The knowledge about the system properties is imperfect and must to some extent be basedon probabilistic modelling. This means that some or all of the components of the vector Shave to be assigned random properties. It is stressed that the assumed random properties ofthese components are strongly dependent on the level of knowledge possessed. Consider forinstance a structural component where the there a possibility for the existence of dangerouscracks. If no non-destructive testing is performed the failure probability must be assessed onbasic of random assumptions about the presence of cracks. If a wholly effective inspectionis performed there is no need for making any probabilistic assumptions about the presenceof cracks and the failure probability may either be increased or reduced depending on thesize, location and number of the actual cracks.
ii) The input may have some random elements as viewed from the perspective of the system inquestion. The input may well be of a deterministic nature if its generating mechanism wereto be analysed. Consider for instance the flipping of a coin. If the forces exerted on the coinduring the flipping process were accurately known it is likely that the motion of the coincould be predicted by the laws of mechanics. The motion is however very sensitive to theprecise nature of the excitation and it is impossible by considering the system alone to knowthe process of the excitation.
There is also another reason for why randomness may seemingly appear. The model usedi.e. the functional F is almost always limited in applicability and may provide poor coherencewith the actual behaviour of the system under certain circumstances. Comparing the actual sys-tem behaviour with the one predicted by the model will thus in general shown small or largedeviations. These may appear as being random and may motivate introduction of random con-siderations, but this may be misleading since modelling shortcomings are often of a systematicnature.
From the arguments advanced here it follows that the failure probability can not be anobjective measure of risk, but depends critically on the knowledge possessed. The failure prob-ability or its complement reliability is rather a quantitative statement about the belief of theperformance of the system based on available knowledge. It means for instance that it is notparticularly meaningful to compare the reliability numbers of different objects unless theunderlaying assumptions are of the same nature and on the same level. This should be inter-preted as if probabilistic analyses are meaningless. On the contrary, they may very useful but itis important to relate the probabilistic model to the nature of the decision process for which itis intended.
With these remarks as a general background we proceed in the subsequent sections to exam-

ine some general features of probabilistic fracture mechanics and compare with probabilisticsafety assessment in its standard form.
Similarities and dissimilarities between PSA and PSM
From a general point of view there is no need for any distinction between Probabilistic SafetyAssessment (PSA) and Probabilistic Fracture Mechanics (PFM). The second could simply beregarded as a subclass of the first dealing with the particular phenomenon of crack growth ini-tiation and propagation. In fact, if crack growth is judged to be an important contributor to thetotal risk PFM should be utilized. This follows from the simple fact that there is no better alter-native than PFM to assess the risks emanating from phenomenon of crack growth. Since mech-anical failures of this type are so rare in nuclear plants it is impossible to obtain any empiricaldata. Furthermore such a way of estimating failure probabilities raises difficult problems aboutstatistical homogeneity. Mechnaical failure depends critically on local conditions such as stressstate, material state, environment etc. These factors are furhtermore changing with time. Pre-sumably better material is used when replacing an old component, the water chemistry is subjectto changes in order to mitigate stress corrion cracking. All in all this makes the use of failurestaistics difficult and in many cases meaningless.
The problem with full utilization of PFM in the PSA context is partly of a practical naturepartly because of the imprecision of the estimates. Historically the subjects have developedseparately and therefore the format used in applications may be significantly different.
PSA in its standard form deals with structures consisting of discrete components or func-tions. In the nuclear industry the representation in the form of event or failure trees seems to bedominating. The resulting probability for failure or its complement reliability can be expressedat least in principle by a polynomial containing the component failure probabilities. The meth-odology of analysing systems in this way is well developed and the main problems are how toidentify sequences and obtaining reliable data. As a contrast PFM deals with continuous func-tions and the reliability (or failure probability) has to be expressed in the form of a multidimen-sional integral over the simultaneous multidimensional probability density function of thevariables for which a random behaviour is assumed. Therefore the computation of failure prob-abilities is much more involved in the case of PFM and not as systemized as for PSA. There arestill methodological problems to solve and there is no standard format for how to perform PFManalyses. This is however a problem that can be overcome through the development of compu-tational procedures.
A more cumbersome difference between PFM and PSA is on which level on which theinput data are based on actual observations. In PSA the component failure probabilities, say fora certain valve not to function, are mostly based on direct observation albeit sometimes extrap-olated by Bayesian techniques. We may say that the primary data pertain to the componentlevel.
The probability of a mechanical failure of an object (component) such as for instance for aweld in a medium or large sized pipe is almost never based on direct observation, since failureof such piping very rarely occurs in nuclear systems. Thus the failure probability for the com-

ponent in this case must be calculated and the random properties for quantities like fracturetoughness, crack size etc. are the ones for which data from observations are needed. We maysay that the primary data pertain to the physical level. This procedure tends to introduce impre-cision in the failure estimates for the following reasons:
i) Several different variables contribute to the component failure probability.ii) Errors in the assumptions of the PFM model will add to the uncertainty caused by input data.
There is currently no hope that any verification of probabilistic fracture mechanics can beachieved by experimental means. The same type of problem is course also present for the PSAanalyses, but on another level. Although the component failure probabilities can be experimen-tally measured, there is no way to verify the final result for the failure probability of an entiresystem. This again raises the fundamental problem of how calculated failure probabilitiesshould be interpreted as was touched upon above.
The comparison between PSA and PFM discussed here is summarised in Table 1.
Table 1: Comparison of PSA and PFM
type of variables
mathematical modelling
input data and experimentalverification
data collection
PSA
discrete
well established
on component level
possible both in service andlaboratory
PFM
continuous
under development
on physical level
mostly in laboratory, somedata from service
The difference in levels towards which the techniques PSA and PFM are directed may causeproblems. In a PSA study the input may for instance that there is certain probability for loss ofcoolant in a certain range of size anywhere in the systems. PFM does not give this informationdirectly. It is directed to a much more detailed level and in principle PFM evaluations must beperformed for all pipe welds or other sensitive regions such as elbows. Since the conditionsmay be highly different the result will be different for all regions. Classification into groupsmay be necessary and possible to perform. Such a classification may, however, not coincidewith a classification based on consequence contributions.
Remarks on PFM
In a PFM assessment we in general need information about the following groups of variables.
a) The stress state in the component (for instance a pipe weld) and its possible variation withtime.

b) The occurrence and size distribution of cracks and damage in general.c) Material properties such as toughness, fatigue crack propagation properties etc.d) Environmental conditions.e) Non-destructive testing efficiency and frequency.
Of these it is only information about group b) and d) that can be obtained from actual serviceconditions.
As mentioned above PFM deals with fracture due to the presence cracks. Mechanical failurebecause of other reasons such as for instance erosion is not possible to treat with PFM at leastat the present stage of development. Cracks can be broadly be classified into:
i) Cracks that do not grow significantly, for instance defects from manufacture that are notsubjected to fatigue loading.
ii) Cracks that grow with a decreasing rate such as due to certain forms of thermal fatigue,iii) Cracks that grow with a constant or increasing rate due to fatigue or stress corrosion
cracking.
Since piping material is normally possesses a very high fracture toughness any type of frac-ture from the first two categories requires very high loads, way above the normal operativeloads. Thus the combined probability that the loads a certain place reach very high levels andthat a significantly large crack is present is in author's experience very small. Cracks of thethird category will on the other hand eventually lead to failure if the crack is not detected. ThusPFM analyses and data collection ought to be concentrated towards cracks that exhibit thiskind of growth.
It follows from the preceding discussion that is highly desirable to obtain standardisedmethods of probabilistic fracture mechanics analyses like the one that has been developed forPSA. If PFM procedures are not standardised, any comparison between objects that have beenanalysed with different methods will be highly questionable.
Conclusions
- The result from a probabilistic assessment of a system is a numerically expressed level ofconfidence in the system based on the state of current knowledge. It is thus not any objectivemeasure of risk.
- It important to carefully define the precise nature of the probabilistic statement and relate itto a well defined situation.
- Standardisation of PFM methods is necessary.
- PFM seems to be the only way to obtain estimates of the pipe break probability. Service sta-tistics are of doubtful value because of scarcity of data and statistical inhomogeneity.
- Collection of service data should be directed towards the occurrence of growing cracks.

PRESENTATION 14

PRESENTATION 15
SE9800027
Development of the Risk-Based Inspection Techniques and Pilot Plant Activities
Jerry H. Phillips, PEASME Research Fellow
andMembers of the Committee on Risk-Based Technology
ASME Center for Research and Technology Development
Abstract
Risk-Based techniques have been developed for commercial nuclear power plants for thelast eight years by a team working through the ASME Center for Research andTechnology Development (CRTD). System boundaries and success criteria is definedusing the Probabilistic Risk Analysis or Probabilistic Safety Analysis developed to meetthe Individual Plant Evaluation. Final ranking of components is by a plant expert panelsimilar to the one developed for the Maintenance Rule. Components are identified asbeing high risk-significant or low risk-significant. Maintenance and resources are focusedon those components that have the highest risk-significance. The techniques have beendeveloped and applied at a number of pilot plants. Results from the first risk-basedinspection pilot plant indicates safety due to pipe failure can be doubled while theinspection reduced to about 80% when compared with current inspection programs. Thereduction in inspection reduces the person-rem exposure resulting in further increases insafety. These techniques have been documented in publications by the ASME CRTDwhich are referenced.
Introduction
Risk-Based In-Service Inspection (ISI) methods have been under development within theASME Center for Research and Technology Development for about eight years. A seriesof documents have been written by a multi-disciplinary ASME research task force andpublished by the ASME. These documents define a four-part process for managing theinspection and testing of nuclear power plant components.
Risk-Based Process
The four major elements of the process are:
1. Definition of system boundaries and success criteria using a plant probabilistic riskassessment (PRA) or probabilistic safety assessment (PSA) that has beendeveloped to meet the Individual Plant Examination (IPE) and Maintenance Rulerequirements of the U.S. Nuclear Regulatory Commission,

2. Ranking of components or piping segments by a plant expert panel that makes thefinal selection of where to focus ISI resources by considering risk importancemeasures, consequences of failures, and other deterniinistic measures,
3. Determination of effective ISI programs that define when and how to appropriatelyinspect or test the two categories of more-safety-significant or less-safety-significant components, and,
4. Performing the ISI program to verify component reliability and then updating therisk rankings based on the inspection or test results.
RBI Pilot Studies
Pilot tests of the risk-based ISI methodology have been accomplished. A major study hasbeen completed at Millstone-3 Power Station by Northeast Utilities with support from theWestinghouse Owners Group (WOG) and Westinghouse. The results from this efforthave been forwarded to the U.S. Nuclear Regulatory Commission via the Nuclear EnergyInstitute (NEI) as a Westinghouse Owners Group topical report, WCAP-14572 (1996).This work adapted the ASME research methods in order to accomplish this full scalestudy.
A project is underway to perform a verification and validation (V&V) of the risk-basedprocess through industry and NRC participation in an ASME research project. Thisverification and validation project uses Virginia Power's Surry plant for the evaluation.The use of Surry is significant because of the extensive initial risk-based ISI workperformed there under previous research efforts: a favorable comparison of those previousresults with those produced by the enhanced process is anticipated to assist the acceptanceof the process by the NRC for generic industry use.
Millstone-3 was selected for the pilot study because of the support of the WOG andWestinghouse. Surry was selected for the V&V effort because of the previous researchefforts performed there. Although it was not a consideration in the selection process, thefact is that both of the studies were conducted on Pressurized Water Reactors (PWRs).The technique has not been tried on a Boiling Water Reactor (BWR) type plant. Recently,an application study has been initiated at the Browns Ferry Boiling Water Reactor Plant toaddresses plant type differences.
Application Study of RBI at a BWR
Basic differences between PWRs and BWRs that would affect the risk-based process existin several areas:

-Some of the more safety-significant systems on a BWR (RCIC for instance) are currentlyexempted from Section XI requirements based on size; therefore, scope is different.
-BWRs have a PSA Core Damage Frequency that can be as much as an order ofmagnitude less than a PWR. The amount of CDF attributable to piping failures could besuch a small number as to be considered below the cut-off point for significance.
-BWR chemistry and pressure have potential impact on Structural Reliability and RiskAnalysis.
-BWRs are subject to different significant failure mechanisms than PWRs; for instance,IGSCC.
Another basic difference that affects BWRs is the applicability of Generic Letter 88-01,which defines requirements for IGSCC programs. A risk-based selection technique couldpotentially optimize the inspections performed under these programs.
The Browns Ferry project will assist industry in the validation of the ASME Research risk-based in-service inspection approach on a BWR. Currently, the NRC is developing a draftStandard Review Plan and Regulatory Guide to be submitted for public comment. A pilotapplication of the technique at a BWR will provide valuable insight to assure the SRP andRegulatory Guide are applicable to all the major reactor types. The ASME is also seekingindividuals that will help support this project.
The project is being performed with a team from ASME Research, Tennessee ValleyAuthority, and other industry participants. This team would apply the current ASMEResearch Risk-Based In-Service Inspection approach to a BWR plant and compare theresults to the previous pilot studies. Comparisons would be made along the way and anytechnical issues would be resolved during the course of the project. The project started inJuly 1997 and is scheduled to be completed in mid-1998.
Benefits of the BWR RBI Program
Risk-based inspection program development has benefits for the industry, BWR owners,the owners of the plant being studied (Tennessee Valley Authority in this case.), the NRC,and the Code writing Body. These benefits are as follows:
a. Industry- Assure applicability of the approach to all major reactor types.- Provide a better understanding of the risk-based ISI technology.- Increase success of risk-based in-service inspections.
b. BWR owners

- Provide a documented basis for potential optimization of the inspection processmandated by Generic Letter 88-01
c. Tennessee Valley Authority- Provide a risk-based ISI program for the plant based upon an updated IPE model.- Lead to earlier consideration for program approval.
d. ASMECode- Provide support for Code changes.
e. NRC- Provide insights to the applicability to all major reactor types of the techniques
outlined in their draft SRP and Regulatory Guide.Provide insights to the potential optimization of the inspection process mandatedby Generic Letter 88-01 for inclusion in their draft SRP and Regulatory Guide.
e. All parties- Provide a mechanism to resolve issues in a nonregulatory setting (ASME
Research-CRTD) as they occur during the process (i.e., reduce review cycle time).
Results of the RBI Pilot Studies
The Risk-Based ISI project at Millstone-3 has been completed using the ASME Researchmethodology described in WCAP-14572. A total of 120 elements have been selected forsome type of examination under the Risk-Based ISI program as compared to 753 weldsnow scheduled under the current ASME Section XI program, representing an 84%reduction in the raw number of examinations to be performed. In addition, examination ofthe current ASME Code locations addresses 44% of the Core Damage Frequencyattributable to piping, while examination of the Risk-Based elements addresses 98%,representing a 122% improvement. Although total Core Damage Frequency attributableto piping is a small fraction of the total plant CDF, safety is enhanced with fewerexaminations being performed. While the Surry pilot has not been completed, it isestimated that the number of Risk-Based examinations will be approximately 40% of thenumber now scheduled under the current Section XI program.
In economic analysis, these pilots represent a direct cost savings of 60-84% of the currentcosts of examination per outage. Additionally, Millstone-3 estimated an exposure savingsof 15 man-rem each outage. Other indirect cost savings are expected from items such asreduction in costs associated with evaluating flaw indications which may not really exist(i.e., false calls).
These results indicate that a risk-based program can be successful in greatly reducingcosts, both dollars and exposure, while improving safety; however, they have only beendone on PWR nuclear steam supply systems. Validation of the process on a BWR in the

Browns Ferry Application also has the potential to provide a path for optimization of theinspection process mandated by Generic Letter 88-01, and as such makes this aworthwhile project.
The objective of the program is to further validate the ASME Research Risk-Based In-Service Inspection approach when applied at a Boiling Water Reactor.
Advantages of the Quantitative RBI Approach
The ASME technique is call quantitative because the failure probability of each pipesegment is quantified. The advantages of the ASME Research Risk-Based In-ServiceInspection quantitative approach when compared with the less effective qualitativeapproaches are as follows:
• Provide a quantitative approach to measure risk reduction• Provide risk trade off—active components can be inspected or operation changes can
be made to take the place of inspections• End the subjective percentage of components inspection criteria• Probabilistic Fracture Mechanics Calculations for inspection and frequency evaluation• Augment the generic data and plant specific sources• Project failure probability into the future to evaluate conditions that have not occurred.• Allows capability to include aging in the calculations.
The quantitative approach to risk-based inspection should be as efficient and should be nomore costly than the qualitative approaches which do not offer the advantages.
Conclusions
Techniques have been develop that focus scarce resources on components that most affectrisk. Risk-based approaches focus maintenance activities on components where failurescan occur and have high consequences at plants. Results indicate that safety can beincreased and inspection of piping components can be decreased. These techniques havebeen developed by teams working with the ASME Center for Research and TechnologyDevelopment. The results of this work is published in documents which have beenreferenced.
References
American Society of Mechanical Engineers, Risk-Based Inspection - Development ofGuidelines, Volume 1, General Document, CRTD-Vol. 20-1, ASME Research TaskForce on Risk-Based Inspection Guidelines, Washington, D C , 1991.

American Society of Mechanical Engineers, Risk-Based Inspection - Development ofGuidelines, Volume 2-Part 1, Light Water Reactor (LWR) Nuclear Power PlantComponents, CRTD-Vol. 20-2, ASME Research Task Force on Risk-Based InspectionGuidelines, Washington, D C , 1992.
American Society of Mechanical Engineers, Risk-Based Inspection - Development ofGuidelines, Volume 2-Part 2, Light Water Reactor (LWR) Nuclear Power PlantComponents, Draft 6-19-96; (In course of publication).
American Society of Mechanical Engineers Research White Paper, "Risk-BasedAlternative Selection Process For Inservice Inspection of LWR Nuclear Power PlantComponents," November 1995.
Balkey, K.R., Closky, N.B., et al., "Westinghouse Owners Group Application of Risk-Based Methods to Piping Inservice Inspection Topical Report," WCAP-14572,Westinghouse Electric Corporation, Pittsburgh, Pennsylvania, March, 1996.
Bishop, B.A., and Phillips, J.H., "Prioritizing Aged Piping for Inspection Using a SimpleProbabilistic Structural Analysis Model," ASME Transactions of Pressure Vessel andPiping Conference, New York, 1993.
Chapman, O.J.V., and Davers, G.A., "Probability Risk Ranking," Transactions of the 9thInternational Conference on Structural Mechanics in Reactor Technology, Lausanne,1987.
Harris, D.O., Lim, E.Y., and Dedhia, D.D., "Probability of Pipe Fracture in the PrimaryCoolant Loop of a PWR Plant, Vol. 5: Probabilistic Fracture Mechanics Analysis," U.S.Nuclear Regulatory Commission, NUREG/Cfv-2189, Volume 5, 1981.

COPIES OF OVER HEADS

Risk-Based Inspection atSurry and Millstone
Jerry H. Phillips, PE
October 1, 1997
ASME Research Fellow
Center for Research and TechnologyDevelopment

Agenda
Risk-Based TechniquePilot Study at Millstone and ResultsSurry Verification and Validation ProjectBrowns Ferry Application StudyCodes Cases Status

#RBI - Risk-Based InspectionRII - Risk-Informed InspectionRBT - Risk-Based TestingSRRA - Structural Reliability Risk Analysis
«> PRAISE - Piping Reliability Analysis IncludingSeismic EvaluationWinPRAISE - a Windows Version of PRAISEIGSCC - Intergranular Stress CorrosionCrackingPFM - Probabilistic Fracture Mechanics

What is the ASME CRTD?i -V"v
Center for Research and TechnologyDevelopment
Research since 1909. (Developed andMaintain Steam Tables)
Develop Projects to Resolve Public Needs
Work is Done by Members
Bring Industry, Academy, GovernmentTogether
Publish Results.

FIGURE 1ASME RISK - BASED INSERVICE INSPECTION
AND TESTING PROCESS
PRA / IPE
MAINTENANCE RULE
FAILURE DATA/ _ _EXPERT OPINION
RISK IMPORTANCEMEASURES
DETERMINISTIC/OPERATIONALINSIGHTS
IDENTIFY SYSTEMS
COMPONENT
RANKINGS
EXPERT PANEL
WHERE TO FOCUSISI AND 1STRESOURCES
NDE /TEST METHODEFFECTIVENESS 'STRUCTURAL RELIABILITYANALYSISEXPERT OPINION
DECISION ANALYSIS/VALUE - IMPACT ;
DETERMINISTIC/OPERATIONALINSIGHTS
ISI / 1ST
PROGRAM
DEVELOPMENT
EXPERT PANEL
IPERFORM ISI / 1ST
WHEN AND HOWTO INSPECTAND TEST
VERIFY COMPONENTRELIABILITY
RETURN TO ABOVE BLOCKS,AS APPROPRIATE
ISI - INSERVICE INSPECTION
1ST - INSERVICE TESTING
NDE - NON-DESTRUCTIVE EXAMINATION

Overall Risk-Informed ISI Process(,*,•/>
Scope andSegmentDefinition
ConsequenceEvaluation
Risk-Evaluation
Structural ElementFailure ProbabilityAssessment
Expert PanelCategorization
Element/NDESelection
FeedbackLoop
•DO
ImplementProgram

Millstone RBI ResultsDi
Current ASME Section XI Program- 753 Welds
- 44% of Risk Due to Piping Failure
RBI Program- 120 Elements
- 98% of the Risk due to Piping Failure
84% Reduction in Inspection and Doublethe Safety Improvement

100%
90% -•
80%
oCL
FOR
PI
"CD
F'E
RC
EN
T
IX.
70%
60%
50%
40%
30%
20%
10%
MILLSTONE UNIT 3PRELIMINARY COMPARISON OF RESULTS
ON A PIPING SYSTEM LEVEL
0%0 FWA RCS SWP SIL CHS SIH RSS ECCS QSS CCE CCP EGF MSS FWS BDG HVK RMS DTM SFC CNM CCI
PIPING SYSTEM
-• -CURRENT ASME XI CODE (753 WELDS) - • — RB ISI PROGRAM (120 ELEMENTS)
107

Preliminary Results for SurryV&VRBI
Di..A.A..AA..J.. '/...
Example in the Reactor Coolant System(RCS)- Total number of welds is about 537
- Current ASME XI Program - 162 Welds
RCS Preliminary RBI Program- 53 to 62 Welds would be in the Program

Prodigal Computer Program forFlaw Distribution
'4 'Kf",- *
Created by Rolls-Royce & Assoc.Flaw Distribution for Failure ProbabilityBased on Expert on JudgmentFlaw Distribution based on Weld BuildSpecification
Benchmarked Against United KingdomDucting (Pipe)

Indirect Effects SummaryDi
For Surry• Many indirect effects from flooding, pipe
whip and jet impingement wereidentified (more than for Millstone 3)
Several pipe segments in systems notin risk-informed ISI scope were addedto program due to indirect effects

98
Perdue Statistical ModeInputs
I* $**»,»!/•
Requires following inputs- Number of welds in segment
- Prob of flaw (a/t>.10) @ 25 years (fromSRRA)
- Conditional leak rate given flaw inremaining 15 years (per year) (from SRRA)
-Sample size
Target Leak Rate (per year per weld)Confidence level - 95%

. 88
Overview of Risk Model Currently Under Study
1234
56789
1 01 11 213
1 4
1 5
1 61 71 61 9202 5222324
25
26
A BConsumer Risk Model
Sagmenl H 1 Loop *Number ol WeldsPcob. ol Flaw © yr 25/weldProbability ol DolectionCond. Prob. ol Loak / yr/weldDoublo Samplinq PlansSinqle Samplinq PlanSinqle Sample SizeTarget Leak rale /yr/weldTarqet Leak rate /yr/Lot
Consumer Risk TableA B
No. ol Flaws Implied(k) Leak/yr/Lot0 0t 0.0000032 0.0000063 0.0000094 0.0000125 0.000015
Col. Total
Consumer Risk (prob. leak laia
C
RCS4/B8
6.50E-030.653.00E06
D
(User Input)(User Inpul)(User Input)(User Input)(User Input)
Fofi and 2 wolds in oach samploAccept *=0.Reject »»t. Assumes21.00E-06o.oooooa
RCS 4/BC
BinomialProbability ol
k Flaws0.94917 _,0.049680.001 140.000010.000000.000001.00000 '
'yj/lot > target)
II L P
Accopt *=0 1 Cum Reject »=2Piob.ol Dated"
. POD= input100"/.(unlike doublo plans)
(User Input), make sample <'Number ol Weld(User Inpul)(Calculated)
D
Pre-ISI (i.e..NolSI)
Probability olk or less Flaws
0.949170.998850.9999B1.000001.000001.00000
0.00002
H
DoubleSample (each
sample= 1)Prob. ol k or
less Raws0.949180.998870.999991.000001.000001.00000
0.00001
L
DoubleSamplo(each
sample=2)Prob. o( k
or lessRaws
0.949250.998940.999991.000001.000001.00000
0.00001
f
P
SingleSample
(POD=1)Prob. o/ k or
less Raws
0.961630.999380.999991.000001.000001.00000
0.00001
T
T
SingleSample(POD inCell C6)Prob. ol kor lessRaws0.9572390.99920
0.9999921.000001.000001.00000
8.43E-06

Chart7
Unit Type Per Annum Direct Cost Savings (Assuming 4K/Exam)
13U
onn
n
u 150Q.W
100(
v»C
a 100•>
(0
en .
0
~~—-"
. — ^ ^
— - —
# . •
^ — — ^
• • *
^. •
t——^^
30
-Older 3-Loop
•Newer 3-Loop
•4-Loop
40 50 60
Percent Exam Reduction
70 80
115

116
Chart8
Unit Type Per Annum Direct (Assuming 4K/Exam) + Exposure Cost Savings (4-Loop 15RReduction at 80% and 3-Loop 10R Reduction at 80%, $10000/R)
ffi
VCL
ooo
WO)
cre
O9U •
300
250
100
50
0
• *
. . • *
. • •
. — • —
. # *
_ . * "
• *
_ . - *
, . • " *
30 40 50 60
Percent Exam Reduction
70
-Older 3-Loop
•Newer 3-Loop
•4-Loop
80

Browns Ferry RII Project Started
BWR Application of RIIIGSCC Augmented Program RiskFully Quantitative Analysis- Modified Version of PRAISE
- Menu Input, Maintain all Properties
Determine Efficient Implementation Time
Complete by Mid-1998
Seeking Sponsors

Advantages of Quantitative RIIand Mechanistic Models
Augment Expert OpinionMake up for Lack of DataFuture Predictions
Alternate Insp. Accuracy (POD) and Freq.
Leak and Break Probability over Plant LifeCrack Trajectory Plots
Aging Effects and Material Prop. ChangesRisk and Delta Risk Calculation

Code Cases on Risk-BasedInspection - Schedule
Case N-577, Risk-Informed Requirements forClass 1, 2, and 3 Piping, (Method A) - ASMEApproach
Case N-578, Risk-Informed Requirements forClass 1, 2, and 3 Piping, (Method B)
Approved by Board on Nuclear Codes andStandards
To be Issued for Public Comment andPublished

New Issues Related to Risk-Based Techniques
Browns Ferry BWR RBI
Ad Hoc Committee on Risk-Based DesignASME-NRC Ad Hoc Committee on PRAScope
Ad Hoc Committee on Nuclear Air and GasTreatment

Conclusions
RBI and RBT Techniques have beenDevelopedPilot Studies Indicate that Safety can beIncreased and Money Focused
Regulatory in US is Appears to be MovingToward Risk-Informed Regulation
Risk-Based Techniques are Being Appliedto Design, Decision Analysis

PRESENTATION 16

SE9800028

SKI Seminar on Piping REliability
APPLICATION OF MARKOVIAN TECHNIQUE TO MODELINGINFLUENCES OF INSPECTION ON PIPE RUPTURE FREQUENCIES
by
Karl N. FlemingVice President,ERIN Engineering and Research, Inc.2111 Palomar Airport Road, Suite 180Carlsbad, CA 92009Phone: (760) 929-0870;Fax:(760)929-9871;e-mail: [email protected]
Steve Gosselin, P.E.System & Component IntegrityElectric Power Research Institute1300 Harris BlvdCharlotte, NC 28262 USA .Phone: (704)547-6067Fax: (704)547-6035e-mail: [email protected]
INTRODUCTION
This paper presents the development and application of new reliability models to estimate thefrequencies of piping failures in nuclear power plants. These models are developed as part on aneffort to implement risk informed in-service inspection (RISI) strategies for piping systems. Thework responsible for these developments was performed by ERIN Engineering and Research Inc.under contract with the Electric Power Research Institute.
For the past several years, EPRI has been developing a risk informed approach to optimizeprograms in which piping systems are inspected in accordance with Section XI of the ASMEcode. The goal of the risk informed in-service inspection (RISI) program is to optimize theresources for inspection of piping systems in a manner that will maintain the risks of pipe rupturesat acceptably low levels while minimizing inspection costs and personnel radiation exposuresassociated with the performance of these inspections.
The technical approach to RISI adopted by EPRI is to take advantage of insights from serviceexperience from over 2,000 reactor years of commercial LWR piping systems (References 1 and2). This experience includes documented evidence of more than 1,500 pipe failures includingabout 100 that were severe enough to be classified as ruptures with leak flows in excess of 50gpm, with the remaining failures involving smaller leak rates. These insights include theobservation that essentially all the leaks and ruptures that have occurred in this experience are theresult of a well defined set of failure mechanisms, whose causative factors have been determined.There are ongoing efforts sponsored by EPRI to update the database of Reference 2 through areview of the base documents, correction of inconsistencies, and expansion of the information toinclude more experience and a larger set of pipe conditions. The more recent but as yetunpublished database includes over 6,000 records of flaws, cracks, pipe challenges, leaks andruptures.
ERIN® Engineering and Research, Inc.

SKI Seminar on Piping REliability
There are important technical issues in RISI related to the question of how to estimate thefrequency and risk impacts of pipe failures, especially severe pipe ruptures. It is unclear howcurrent inspection programs and leak detection programs have influenced the observed frequencyof pipe ruptures, or whether such pipe failure have occurred in spite of such inspection programs.There is a growing concern that current inspection programs have been geared to locations andfailure mechanisms that have generally not occurred or only rarely occur, while other failuremechanisms have occurred due to mechanisms and in locations not inspected for. A goal of theEPRI program is to feedback insights from this service inspection to effect an inspection for causeapproach that will be more beneficial to the reduction of failure and rupture frequencies, whileother non-beneficial inspections can be eliminated thereby reducing costs and personnel radiationexposures from carrying out the inspections..
In this RISI application probabilistic safety assessment technology has two important roles. Thefirst is to assess the risk impacts of piping failure modes on a segment by segment basis tounderstand the relationship between where and how inspections are currently carried out and therisk of pipe failures in these segments. The second role is to understand the risk impacts ofchanges to the inspection program that are proposed to effect a better allocation of resources. Itis necessary to assess these changes to insure that any risk increases that may result from reducedinspections in some pipe segments are offset by appropriate risk reductions from increased andenhanced inspections in more risk sensitive segments. It is this second role of PSA that isdiscussed in this paper.
The primary objectives of this study are to:
• develop methods that will support realistic estimates of pipe failure frequencies
• account for service experience with pipe failures including flaws, leaks and ruptures
• Explicitly model the impacts of inspections for flaws and leaks in piping systems so thatchanges in pipe failure frequencies due to changes in inspection and leak detection strategiescan be determined.
• Support plant specific estimation of pipe failure rates when adequate data are available
• Account for uncertainties in the pipe rupture frequency estimates.
• Ensure that all assumptions are clearly documented to effect independent review
• Account for the "leak before break" characteristic of applicable failure mechanisms
• provide a set of tools that can be easily applied by utility engineers in current and future RISIprojects and any application to estimate rupture frequencies and provide guidance to optimizeinspection programs
Engineering and Research, Inc.

SKI Seminar on Piping Reliability
While a great deal of work has been done by other authors to contribute to our currentcapabilities to estimate pipe failure frequencies, none of the existing available methods has reallymet all the above objectives.
There are several different approaches that have been applied to estimation of pipe failurefrequencies. Of course the most straightforward approach is to simply obtain statistical estimatesof pipe element failure rates which is the most common approach to this problem. (References(3),(4), (5)). The primary limitation of a statistical analysis approach is that past historical datareflects some indeterminate impact of previous inspection programs and if we are going topropose changes to these programs, such changes may render the previous failure rate estimatesto be invalid. Another approach is to make use of probabilistic fracture mechanics models topredict crack initiation and growth from existing flaws. To date this approach has not beeneffective at developing results that are reproducible and consistent with service experience.Moreover, there may always be open issues regarding the extent to which fracture mechanicsmodels can pass the completeness test and the capability to handle all known causes of pipefailures. For this reason and the objective of keeping the approach practical and useful for utilitypiping engineers, the EPRI RISI approach has adopted approaches to piping system "reliability thatare more directly tied to service experience.
MARKOV MODEL FOR PIPING SYSTEM RELIABILITY
During a recent project in which the EPRI RISI methodology was being reviewed, an ideaemerged to utilize an established reliability modeling technique, known as the Markoviantechnique, to explicitly model the interactions between failure mechanisms and the inspection,detection and repair strategies that can reduce the probability that failures occur, or that failureswill progress to ruptures. This Markov modeling technique starts with a representation of a"system" in a set of discrete and mutually exclusive states. At any instant in time the system ispermitted to change state in accordance with whatever competing processes are appropriate forthat plant state. In this application of the Markov model, the states refer to various degrees ofpiping system degradation, i.e., the existence of flaws, leaks or ruptures. The processes that cancreate a state change are the failure mechanisms operating on the pipe and the processes ofinspecting or detecting flaws and leaks, and repair of damage prior to the progression of thefailure mechanism to rupture.
The basic form of a Markov Model for pipe failure and inspection processes is presented in Figure1. This model consists of four states of a pipe segment or element (e.g., a weld or section ofpipe) reflecting the progressive stages of pipe failure mechanisms, the development of flaws ordetectable damage, the occurrence of leaks, and the occurrence of pipe ruptures. As seen in thismodel, pipe leaks and ruptures are permitted to occur from any less severe state, or may alsooccur in a progression. The model accounts for three failure processes and two repair processes.Once a flaw occurs, there is an opportunity for inspection and repair to account for the in-serviceinspection program and other programs that search for signs of degradation prior to theoccurrence of pipe failures. When a pipe leak occurs, there is another opportunity for detectionand repair prior to the occurrence of a rupture for failure mechanisms that have a "leak beforebreak" characteristic.
ERIN® Engineering and Research, Inc.

SKI Seminar on Piping REliability
Legend
PIPE STATES:
S = NO DETECTABLE FLAWSF = DETECTABLE FLAWSL = DETECTABLE LEAKAGER = RUPTURE
STATE TRANSITIONS:
4=OCCURENCE OF A FLAWX=OCCURENCE OF A LEAKp=OCCURENCE OF A RUFTUREto = INSPECTION AND REPAIR OF A FLAWu = DETECTION AND REPAIROFALEAK
Figure 1 Basic Markov Model for Pipe Failureand Inspection Processes
The Markov model diagram describesthe failure and inspection processes as adiscrete state-continuous time problem.It is used to develop a set of differentialequations, the solution of which is thetime dependent probability of the systemoccupying each state. For the study ofpipe ruptures, state "R" is the failurestate of interest. Once the solution isobtained, the hazard rate of the systemcan be determined. For this example, thehazard rate corresponds to the timedependent frequency or failure rate forpipe ruptures. The time dependentfailure rate for ruptures asymptoticallyconverges to a constant value which is afunction only of the parameters of themodel. This long term failure rate or
hazard rate is the pipe rupture frequency that determines the risk of pipe ruptures. Theseparameters are in turn related to the time constants of the underlying processes. The occurrencerates for flaws, leaks and ruptures are estimated from service data. The occurrence rates forinspections and repairs are estimated based on the characteristics of the inspection process, nondestructive examination (NDE) reliability, time interval of leak detection, and mean time to repairflaws and leaks upon detection.
The model in Figure 1 accounts for the fact that certain failure mechanism such as water hammer,vibrational fatigue, etc., can lead to ruptures without first developing a flaw or leak, or candevelop a leak without first developing a flaw. This model is simplified, however by assumingthat the rupture occurrence rate p, and the leak occurrence rate X, are independent of the state ofthe system. This assumption may be good for some degradation mechanisms such as waterhammer but not for others such as erosion-corrosion. A more general form of the Markov modelthat relaxes these simplifying assumptions was also developed for use in more general types offailure mechanisms.
The possibility that leaks and ruptures can occur from any less severe state reflects a property ofcertain pipe failure mechanisms that have occurred in pipe service experience. All pipe failuremechanisms that have been observed in the experience base (Reference 2) can be placed in one ofthe following categories.
1. A pipe failure caused by one or more pipe degradation mechanisms such as IGSCC.2. A pipe failure caused by normal or transient loading conditions on the pipe such as waterhammer or vibrational fatigue.3. A pipe failure due to the combination of one or more degradation mechanisms and loadingconditions
ERIN® Engineering and Research, Inc.

SKI Seminar on Piping REliability
Each of these failure mechanisms can result in a leak failure mode which is detected and repaired,a leak failure mode which remains undetected until progressing to a rupture, or the directoccurrence of a rupture failure mode without first exhibiting a leak. All conceivable pipe failuresare due to one of these failure mechanism categories and result in one of these failure modes andthe more generalized form of the Markov model accounts for all of them.
The Markov models for pipe ruptures are used to set up and solve differential equations for thetime dependent state probabilities associated with the model. These equations are based on theassumption that the probability of transition from one state to another is proportional to thetransition rates indicated on the diagrams and that there is no memory of how the current state isarrived at. Under the assumption that all the transition rates are constant, the Markov modelequations will consist of a set of coupled linear differential equations with constant coefficients.The solution of these differential equations is obtained to compute the time dependent probabilitythat the pipe segment in question is in each state S, F, L or R. Once these results are obtained,other results such as the system hazard rate that defines the time dependent frequency of piperuptures can be developed. This frequency is the form of the result that is needed to support aPSA model of pipe ruptures as initiating events.
APPLICATION TO PIPE ELEMENTS
Based on insights from service experience, it was decided to use several different models forestimating pipe rupture frequencies depending on the specific failure mechanism. There areseveral reasons for this. One is that certain mechanisms can be attributed to specific elements ofthe piping system that are susceptible to failure. These are associated with degradationmechanism that tend to occur either at specific welds or specific sections of pipe that exhibit theconditions necessary for these failure mechanisms. The applicable damage mechanisms for thistype include corrosion, corrosion fatigue, erosion corrosion, erosion cavitation, stress corrosioncracking, vibrational fatigue, and thermal fatigue. Of these, all except corrosion fatigue anderosion corrosion, which no not necessarily occur at welds, tend to occur at susceptible welds.Hence, estimating pipe rupture failure frequencies in terms of ruptures per susceptible weld orruptures per susceptible foot of pipe are viable approaches for these failure mechanisms, all ofwhich are damage mechanisms. Another common feature exhibited by these failure mechanism isthat they have demonstrated in the service experience data to show a strong "leak before break"characteristic, i.e., the observed frequency of leak type failure modes is much greater than therupture type failure mode.
A summary of the different models being used in the EPRI RISI program is provided in Table 1.The model we use to estimate these degradation type failure mechanisms is referred to Model Awhich expressed the pipe rupture frequency in terms of a pipe failure rate or frequency and aconditional probability of pipe rupture given failure. This latter term provides a means ofquantifying the "leak before break" characteristics of the failure mechanism. In this model, theservice data is broken down to support dependence of the rupture and failure parameters on the
ERIN® Engineering and Research, Inc.

SKI Seminar on Piping REliability
Table 1 Failure Rate Models Used for Different Failure MechanismsFailureMechanismClass
DegradationMechanisms
SevereLoadingConditions
FailureMechanism
CorrosionErosion Corrosion
Erosion Cavitation
Thermal Fatigue
Stress CorrosionCrackingCorrosion Fatigue
Vibrational Fatigue
Water Hammer
Over-pressurization
Frozen Pipes
Design andConstruction Defects
Failure RateBasis
Failures/pipe-ft-yr.*
Failures/weld-yr*
Failures/system-yr
Failure RateModelsEmployed**
Model A1
Model A2
Models B and C
Model B
* Failure rates applicable only to welds and section of pipe found susceptible to specifieddamage mechanism
**Model A Freq{Rupture} = Freq{Failure} x Prob(Rupture | Failure}failure and rupture data used in Bayes update of Generic Priors
**Model B Freq {Rupture} developed direct from rupture data andused in Bayes update of Generic Prior
**Model C Freq{Rupture} = Freq{Water Hammer} x Prob{Rupture | Water hammer}used in Bayes update of Generic Priors
reactor vendor, system type and specific damage mechanism. Model Al supports estimates interms of ruptures and failures per susceptible foot of pipe per year for corrosion fatigue anderosion corrosion, while model A2 supports estimates of pipe rupture frequency in terms ofruptures and failures per susceptible weld per year.
The remaining failure mechanisms that have been identified are described as loading conditionsand include water hammer, over-pressurization, frozen pipes and design and construction defectsare not amenable to blaming susceptible welds or sections of pipe for the failures. These loadingconditions occur randomly and have the potential to failure or rupture anywhere in a system.Another aspect of the severe loading type failure mechanisms is that at the plant level they exhibita weak "leak before break characteristic". For these mechanisms, we use rupture data directly toestimate rupture frequencies, and the unit of measurement that is sensible for these are ruptures
ERIN® Engineering and Research, Inc.

SKI Seminar on Piping REliability
for system year for different system groups and specific loading conditions. We refer to thisapproach as Model B.
A third model was developed to support the particular loading condition of water hammer. WhileModel B can be used to obtain a kind of average frequency of pipe ruptures due to water hammer,the available data on this mechanism ( Reference the S&W report) supports a more specializedmodel. This is known as Model C in which pipe ruptures from water hammer are expressed interms of the frequency of water hammer events, obtained from a special database, and theconditional probability of pipe rupture given a water hammer event.
The sources of information available to support the parameter estimation process include thefollowing:
• For characterizing the prior state of knowledge about pipe rupture frequencies in the Bayesupdate process we use all the information that was available prior to the collection of actualLWR service experience. This is discussed in Reference 2 and is used to develop a lognormaluncertainty distribution that ranges from 10"6 to 10"2 per plant year for the pipe rupturefrequency due to all causes.
For estimating the number of failures as a function of reactor vendor, system group, and damagemechanism, the EPRI pipe reliability data base is used. This data base, which is developed froman earlier database in Reference 1 covers about 1511 piping failures including 100 ruptures inmore than 2000 reactor years of U.S. commercial LWR experience.
To support Models Al and A2 estimates of the number of susceptible welds and feet of pipe areneeded for each reactor vendor and system group in Table 1. The sources of information forthese parameters include RISI pilot studies, ASME B-J code case pilot studies, estimates ofpiping quantities from Reference 4, and expert opinion needed to extrapolate detailed informationfrom a few plants to the entire industry.
For all three models, a Bayes update procedure is used to capture the impacts of uncertainties inthe available failure data. The primary sources of uncertainty in this data are:
• possible errors or omissions of events or information on specific events in the sourcereports that include licensee event reports, and other available reports that were usedto develop the pipe failure database
• lack of precise estimates of the quantities of piping materials including lengths of piperuns of various sizes, numbers of welds, and the fractions of these pipe elements thatare susceptible to different damage mechanisms.
• Lack of precise recorded information on the times different piping systems have spentin different operating and shutdown or maintenance modes.
ERIN® Engineering and Research, Inc.

SKI Seminar on Piping REliability
• Statistical uncertainty due to sparcity of data and the use of prior experience to predictthe outcome of future periods of operation. This makes the prior experience howevercomplete a sample of the population of all past a future pipe experience.
• Uncertainties introduced buy by modeling assumptions such constancy of failure ratesduring various time intervals of data collection.
• Uncertainties represented in the prior state of knowledge before service data fromLWR experience were collected.
An example of the Bayes update process for one of our parameters, the failure rate for erosion-corrosion ( also known as flow accelerated corrosion) in steam system piping found in GeneralElectric BWR plants is assessed in Figure 2. This figure applies a Bayes update process toestimate pipe failure frequency (including both leaks and ruptures) per ft of steam pipe per yearthat is found to be susceptible to this failure mechanism. A corresponding parameter for thismodel is the associated conditional probability of a pipe rupture in this same system given a failuredue to erosion-corrosion. The Bayes update for this parameter is illustrated in Figure 3.
Prior Input P^ra
5thmeters
mean1 2.60E-08
tooe-12
Prior
95*
'""• Postenor
100E-11
Posterior Characteristics
5th
5.57E-97mean
8.09E-07
Evidence
Range Factor1.00E+O2
Variance Failures26
h
\
Time3.1.E+O7
4506-02
4006-02
3.506-02
3 006-02
2 506-02
2OOE-O2
1506-02
1.006-02
500E-03
_ "— m.n^. » _J. 0 00E+00
1006-10 1006-09 100E-08 1.00E-07 1 006-06 1 006-05Failures per Susceptible Pipe Foot (per year)
median7.89E-07
95*1.08E-06
Case: GE:STEAM:E/C:Failures
Figure 2 Bayes Update for GE BWR Steam Pipe Failure Rate for ErosionCorrosion
ERIN® Engineering and Research, Inc.

SKI Seminar on Piping REliability
Prior (beta) Distribution Parameters
5th
5.27E-02
mean
5.00EJD1
median
5.03E-O1
-
/
/
00OE-HXI 50OE-02
95<h
9.53E-01
Ao
1.0
r \
V1.0OE-O1 150E-01
Failure Rate
Bo1.0
Prior
Mosle[la-
200E-01
Evidence
No. Ruptures
No Failures
18201
1.20E-02
100E-02
1
•
8 OOE-03
600E-03
4O0E-O3
200E-03
' O.OOE-tOO
250E-01
Posterior (beta) Distribution Parameters
5th
6.51 E-O2
mean9 39E-02
median9 49E-02
95 lh
1.32E-O1
A190
B Case: Ruoture Given Failure (EIC)
Figure 3 Bayes Update for Conditional Rupture Probability Erosion Corrosion
In the EPRI approach to RISI, evaluations can be performed for individual systems separately.To help determine the risk impact of proposed changes to the inspection program, we wish toestimate the total contributions that pipe elements and system level contributors make to theoverall risk from pipe breaks in the system. This can be expressed as
F{System] = (1)
Where: ^{R} = Rupture failure rate for segment / for a specified damage mechanism. Inunits of failures per susceptible ft-yr or per susceptible weld-yr. depending on the damagemechanism.
n, = number of feet of pipe or number of welds in segment / susceptible to thesame damage mechanism.
/; = Inspection effectiveness factor for segment / which accounts for the specificprogram for detecting leaks and inspecting for flaws in that segment. This factor may be differentfor the segment before and after changes to the inspection program made about due to the riskinformed ISI program. This factor is determined by the results of the Markov model analysis forthis segment. It is estimated by taking the ratio of the pipe segment hazard rate evaluated for the
ERIN® Engineering and Research, Inc.

SKI Seminar on Piping REliability
conditions of the assumed inspection program to the corresponding hazard rate using "average"inspection conditions that are reflected in the generic service experience. The element of risk isincorporated in the EPRI RISI method by determining the "consequences" of pipe rupture foreach segment, where the consequences are expressed by the conditional probability of coredamage or large release given the pipe rupture occurs. A more complete explanation of thecomplete EPRI RISI method as applied to a BWR plant can be found in Reference (9).
IMPACTS OF INSPECTION STRATEGIES ON PIPE RUPURE FREQUENCIES
The key advantage of the Markov model is that it permits the examination of the influences ofinspection on pipe rupture frequency. There are two types of inspections that are modeled, thosefor flaws that may be found in non-destructive examinations, and those for leaks that can bedetected and the failure process stopped if "leak before break" permits. Some leaks may be selfannounced if there is a resulting instrumentation response, others may be picked up in operatorinspections, and still others may be in a location that permits the leak to evolve into a rupture.
To examine the effects of different inspection strategies and to demonstrate the capabilities of thismodel, we evaluated a segment of BWR steam pipe subject to erosion corrosion for differentinspection strategies. The results are presented in Table 2.
Table 2 Impact of Alternate Inspection and Detection Assumptions on Pipe Rupture Frequencies
CASE
Base Case
MaximumInspection
EnhancedLeakDetection
No LeakDetection
No FlawInspection
NoInspection
FLAW INSPECTIONMODEL
25% Inspected / 10 Years@ 90% Reliability
100% Inspected /10Years @ 90% Reliability
Base Case Model
Base Case Model
None ( co - 0)
None ( a = 0)
LEAK DETECTIONMODEL
100% Detected / Year@ 90% Reliability
100% Detected/ Month
@ 90% Reliability
Increase Frequency toMonthly
None ( fi = 0)
Base Case Model
None (ju = 0)
STEADY STATERUPTUREFREQUENCY(PER YEAR)
3.7 x 10"'
1.4x10-'
3.2 x 10"'
5.5 xlO"4
9.3 x 10"'
1.5 xlO"3
RATIOTOBASECASE
1.00
0.38
0.86
15.00
2.50
40.00
ERIN® Engineering and Research, Inc.

SKI Seminar on Piping REliabiJity
As seen in Table 1 we have demonstrated the capability to assess the impacts of inspections forflaws and leaks on the frequency of pipe ruptures. The results for this example segment span twoorders of magnitude as we vary the range of inspection assumptions from those that maximize theinspection influence to no inspections whatever. Also for failure mechanisms that have a strongleak before break characteristic, the role of inspection for leaks is seen to be more important thanNDE examinations for flaws.
Future work is directed to expanding the service database, estimating reliability parameters for allsystems and damage mechanisms and practical applications in risk informed in-service inspectionapplications.
REFERENCES
(1) Bush, S.H., et al., "Piping Failures in the United States Nuclear Power Plants: 1961-1995,SKI Report 96:20, January 1996
(2) Gosselin, Stephen R. and Karl N. Fleming, "Evaluation of Pipe Failure Potential ViaDegradation Mechanism Assessment", Proceedings of ICONE 5, 5th International Conferenceon Nuclear Engineering, May 26-30, 1997, Nice France
(3) Thomas, H.M., " Pipe and Vessel Failure Probability", Reliability Engineering, Vol. 2, 1981pp. 83-124.
(4) Jamali, K. " Piping Failures in U.S. Commercial Nuclear Power Plants", EPRI Report TR-102266, April 1993
(5) Jamali, K. " Piping Failures in U.S. Commercial Nuclear Power Plants", EPRI Interim ReportTR-100380, July 1992
(6) Shooman, M L , Probabilistic Reliability: An Engineering Approach, 2nd Edition, MalabarFlorida, Krieger Publishing Co., 1990
(7) Boyce, William E. and Richard C. DiPrima, Elementary Differential Equations andBoundary Value Problems, ISBN 0-471-09334-3, Third Edition, pp. 299-324, John Wileyand Sons, 1977
(8) Fleming, K.N., et al, "Application Of Markovian Technique To Estimating Pipe RuptureFrequencies", Report prepared by ERIN Engineering and Research, Inc. for the ElectricPower Research Institute,, to be published.
(9) O'Regan, Patrick J. and Vesna Dimitrijevic, " Insights From Risk Informed In-ServiceInspection Evaluation of a BWR Pilot Plant", Proceedings of ASME Pressure Vessel andPiping Conference, Vol. 358 , Risk Informed Decision Making, pp. 31-50
(10)
ERIN® Engineering and Research, Inc.

COPIES OF OVER HEADS

APPLICATION OF MARKOVIANTECHNIQUE TO PIPING RELIABILITY
byKarl N. Fleming, Vice President
ERIN Engineering and Research, Inc.and
Steve Gosselin, Program ManagerElectric Power Research Institute
SKI SEMINAR ON PIPING RELIABILITYSEPTEMBER 30 - OCTOBER 1,1997
ERIN Engineering and R,'esearch, Inc.

DISCUSSION TOPICS
Overview of Epri RISI ProgramApproach to Piping System ReliabilityMarkov Modeling of InspectionResults for BWR Steam Systems
Engineering and Research, Inc,

RISK CONCEPT IN EPRI RISIRISK = RUPTURE POTENTIAL X CD POTENTIALGIVEN RUPTURE
RUPTURE POTENTIAL• DEGRADATION
MECHANISMS• SERVICE EXPERIENCE• RUPTURE POTENTIAL
RANKING OF PIPESEGMENTS- HIGH- MEDIUM- LOW
CORE DAMAGE POTENTIAL• PSA CONCEPT TRANSLATED
INTO RULES• RISK IMPACTS ASSESSED
FOR- INITIATING EVENTS- DEGRADED SYSTEMS- CONTAINMENT- COMBINATIONS
• "CONSEQUENCE" RANKING- HIGH- MEDIUM- LOW
Engineering and Research, Inc.: . > s S. £

EPRI RISI RISK MATRIX
RISK REGIONS
HIGHMEDIUM
LOW
rEG
OR
Yak
/Ru
ptu
reD
AT
ION
CA
'or
Lar
ge B
reD
EG
RA
Po
ten
tial
f
HIGH
MEDIUM
SMALL
CONSEQUENCE CATEGORYCore Melt Potential for Limiting Break Size
NONE
LOW RISK
LOW RISK
LOW RISK
LOW
MEDIUM RISK
LOW RISK
LOW RISK
MEDIUM HIGH
* HIGH RISK i HIGH RISK ;
MEDIUM RISK { j j^EH^Hl
LOW RISK MEDIUM RISK
4
Engineering and Research, i

EPRI RESEARCH ON PIPE RUPTUREPROBABILITY ESTIMATION
EXPANSION AND UPDATE OF DATA BASE OFU.S. LWR EXPERIENCE WITH- PIPE LEAKS AND RUPTURES- ROOT CAUSES OF PIPE FAILURES- FLAWS FOUND IN INSPECTIONS- DEVELOPMENT OF MARKOV MODELS TO
INVESTIGATE THE ROLE THAT INSPECTIONPROGRAMS PLAY IN DETERMINATION OFPIPE RUPTURE PROBABILITY
ENHANCE UNDERSTANDING OF RISK IMPACTSOF CHANGES MADE TO ISI PROGRAM
ERIJ^iEngineering and Research, Inc

PIPE FAILURE TERMINOLOGY
Pipe failure modes
— Flaws (found in NDE inspections)
— Leaks (fluid passing through flaw)
— Ruptures (at least 50 gpm of leak flow)
Pipe failure mechanisms
— Specific degradation mechanisms(e.g.,IGSCC)
— Loading conditions(e.g., water hammer)
— Combinations of the above
ERINEngineering and Research, Jnc > - ' » ^ i / | *-^r

PIPE SERVICE EXPERIENCE
Analysis of more than 2000 years experience byEPRI, SKI and others yields database of 1511 pipefailures1411 Pipe leaks identified ( <50 gpm )— Most less than 5 gpm— Most due to corrosion mechanisms
100 "Ruptures" identified ( >50 gpm )— No incidents in RCS piping— Failure mechanisms well understood and
conditions necessary to produce failures generallyknown
— Some mechanisms not amenable to ISI treatmentEPRI maintains program to periodically update thedatabase
Engineering and Research. Inc.J*

SUMMARY OFSERVICE EXPERIENCE
DEGRADATION MECHANISMWATER HAMMEROTHER (OVERPRESSURE AND FROZEN PIPES)CONSTRUCTION DEFECTSVIBRATIONAL FATIGUEEROSION-CORROSIONUNKNOWN PIPE FAILURESUNKNOWN NON-PIPE FAILURESLOCAL CORROSION ATTACKDESIGN DYNAMIC LOADINGCORROSION CRACKINGTHERMAL FATIGUESTRESS CORROSION CRACKINGEROSION-CAVITATION
TOTALS
SYMBOLWHOTHERCDVFE/CUNK-PIPEUNK-NON PIPECORDDLCCTFsecE-C• • • •
LEAKS2035171339261171104698143816615
1411
RUPTURES158132519125300000
100
'¥*,
ERIN Engineering and Research. Inc.

PIPE FAILURE RATES FOR OBSERVEDFAILURE MECHANISMS
1.00E+00
1.00E-01<
o
Q£ 1.00E-02
UJQ.
>OUJ
UJa:u.UJ
or
1.00E-03 -
1.00E-04
1.00E-05
• •
•RSI : -•-•WH
• RUPTURES |• LEAKS AND RUPTURES | ^ ( N O RUPTURES\
- ^ l OBSERVED J
^^^^^^^^H -»»»^^^^B ^^^^^^^^M • g^gj ^^^^M
VF E/C WH D&C UNK OTH COR
FAILURE MECHANISM
E-C SC TF CF
EJ\J]\Engineering and Research, Inc.

1.000
0.000
CONDITIONAL PROBABILITY OFRUPTURE GIVEN FAILURE
COR UNK E/C
FAILURE MECHANISM
Engineering and Research, Inc.

SERVICE EXPERIENCE INSIGHTSPipe failures do not correlate with stress or fatigueusage contained in design reports
Current ASME section 11 ISI program has little or no riskreduction benefit as leaks and flaws are primarily foundby other approaches
Failures do not always occur in welds
Failures highly correlated to presence of identifiabledegradation mechanisms
PSA type of small LOCA has not occurred and hencedesign approach is validated
Big question is how to enhance ISI approach to obtainbenefits in relation to costs
ERIN Engineering and Research, Inc.
GOALS OF QUANTITATIVEASSESSMENT
DETERMINE THE BASELINE RISK OF PIPE RUPTURESFROM THE CURRENT INSPECTION PROGRAM FROMSERVICE EXPERIENCEDEVELOP A METHOD THAT WILL PERMIT THEEXAMINATION OF THE IMPACTS OF CHANGES IN THEINSPECTION PROGRAM ON PIPE RUPTURE RISKSUSE THE METHOD TO QUANTIFY THE RISK IMPACTS OFCHANGES PROPOSED TO THE INSPECTION PROGRAMFROM THE RISI PROGRAMPROVIDE A MEANS OF MEASURING PERFORMANCE OFPIPING SYSTEMS AND INSPECTION PROGRAMSSTRENGTHEN THE QUANTITATIVE BASIS OF THE EPRIMETHOD WITHOUT NECESSARILY REQUIRINGQUANTIFICATION OF RISK IN APPLYING THE METHOD
Engineering and Research, Inc.

FRAMEWORK FOR QUANTIFICATION
RISK MEASURES TO BE QUANTIFIED- CORE DAMAGE FREQUENCY- LARGE EARLY RELEASE FREQUENCY
QUALITATIVE CHANGES TO INSPECTION PROGRAM- REDUCTION IN EXAMINATIONS FOR LOW RISK
ELEMENTS- INCREASE IN EXAMINATIONS FOR HIGHER RISK
ELEMENTS- QUALITATIVE IMPROVEMENTS VIA INSPECTION FOR
CAUSE APPROACHTYPE OF RESULTS EXPECTED- ABSOLUTE CHANGES IN RUPTURE FREQUENCIES WITH
LARGE UNCERTAINTIES- HIGH CONFIDENCE THAT NET CHANGES IN RISK DUE TO
OPTIMIZED INSPECTION WILL BE TO REDUCE RISK13
Engineering and Research, Inc.

FRAMEWORK ( CONT'D)
• PIPING ORGANIZED INTO SYSTEMS, SEGMENTS,AND ELEMENTS ( WELDS AND LENGTHS OF PIPE)
• FOR EACH ELEMENT WHOSE INSPECTIONAPPROACH IS TO BE CHANGED THE CHANGE INPIPE RUPTURE FREQUENCY WILL BE ESTIMATED
• THE CORRESPONDING CHANGE IN CDF IS THEPRODUCT OF THE CHANGE IN RUPTUREFREQUENCY AND THE CONDITIONAL PROBABILITYOF CORE DAMAGE GIVEN RUPTURE
• THE CORRESPONDING CHANGE IN LERF IS THEPRODUCT OF THE CHANGE IN RUPTUREFREQUENCY AND THE CONDITIONAL PROBABILTYOF A CORE DAMAGE EVENT WITH BYPASS ORLARGE ISOLATION FAILURE GIVEN THE RUPTURE
Engineering and Research. Jnc' 't \
*. i "i
fcv- . •%•••• * J
14

Models Used to EstimatePipe Rupture Frequencies
Class
DegradationMechanisms
SevereLoadingConditions
Other
FailureMechanism
Corrosion Fatigue
Erosion Corrosion
Erosion Cavitation
Thermal Fatigue
Stress CorrosionCracking
Corrosion
Vibrational Fatigue
Water Hammer
Over-pressurization
Frozen Pipes
Design andConstruction DefectsUnreported Cause
Failure RateBasis
Failures/pipe-ft-yr*
Failures/weld-yr.*
Failures/system-yr
Failure RateModels
Employed
Model A
Models B and C
Model B
I i
* Failure rates applicable only to welds and section of pipe found susceptible to specifieddamage mechanism
Model A Freq{Rupture} = Freq{Failure} x Prob{Rupture | Failure}failure and rupture data used in Bayes update of Generic Priors
ERIN Engineering and Research, Inc
Model B Freq{Rupture} developed direct from rupture data andused in Bayes update of Generic Prior
Model C Freq{Rupture} = Freq{Water Hammer} x Prob{Rupture I Water hammer}used in Bayes update of Generic Priors

mm i
TECHNICAL APPROACH
• USE OF MODELS BASED ON CORRELATION'S WITH SERVICEEXPERIENCE
- ORIGINAL MODEL PROPOSED BY THOMAS- MODIFICATIONS TO REFLECT MORE COMPLETE DATA
COLLECTION AND ANALYSIS AND INSIGHTS- METHOD OF ESTIMATING PIPE RUPTURE FREQUENCIES
IN SPECIFIC SEGMENTS BASED ON SPECIFIC SYSTEMS,REACTOR TYPE AND VENDOR, FAILURE MECHANISMS,PIPE GEOMETRY, AND NO. OF WELDS
• INTRODUCTION OF MARKOV MODELS TO EXPLICITLYEVALUATE IMPACT OF DIFFERENT INSPECTION ANDDETECTION STRATEGIES ON ELEMENT RUPTUREFREQUENCY
• INTEGRATION OF ABOVE TECHNIQUES WILL PROVIDE THECAPABILITY TO ESTIMATE CHANGES IN PIPE RUPTUREFREQUENCIES DUE TO CHANGES IN INSPECTION STRATEGY
' * *\ •* -1 ?»o
Engineering and Research, Inc. " "
16

SCOPE OF FAILURE RATEPARAMETERS
VENDOR
CEW
B&WGE
SYSTEMGROUP
RCSECCSOSRSFWC
STEAMOTHER
FAILUREMECHANISM
CFTFSCE C
VFCORWHD&C
OTHER
FAILUREPARAMETERS
X{R}
F{WH}P{R F}
P{R WII}
ERINEngineering Qnd Research, Inc.
17

PIPE FAILURE FREQUENCYBWR STEAM E/C
Prior Input Parameters5th mean
2.60E-0895th Range Factor
1.00E+02Variance
Evidence
Failures26
Time3.1.E+07
cQ
oa.
•Prior
•Posterior
100E-12 1 00E-11
Posterior Characteristics5th
5.57E-07mean
8.09E-07median7.89E-07
95th
1.08E-06
Engineering and Research, Inc,
Case: GE:STEAM:E/C:Failures
5 OOE-02
4.50E-02
4.OOE-02
350E-02
300E-02
2 50E-02
200E-O2
1.50E-O2
1.OOE-02
1 0OEPiilures peVSf^eptible PiP8qprfl8t (per yeaVf°E-°7

PROBABILITY OF RUPTURE GIVENFAILURE: BWR STEAM E/C
Prior (beta) Distribution Parameters Evidence
5th
5.27E-02
mean
5.00E-01
median
5.03E-01
95th
9.53E-01
Ao
1.0
Bo
1.0
No. Ruptures
No. Failures
18
201
in
I
O.00E+O0
Posterior (5 t h
6.51E-02
'beta) Distribution Parametersmean
9.39E-02median
9.49E-0295 th
1.32E-01A
19.0B
184 .0
Case: Rupture Given Failure (E/C)
ERIN Engineering and Research, Inc

MARKOV MODEL ASSUMPTIONS
EACH PIPING SEGMENT ASSIGNED FOUR STATES- NO DETECTABLE FLAWS- DETECTABLE FLAWS OR DAMAGE; NO LEAKS- OBSERVABLE LEAK- RUPTURE
FAILURE TRANSITIONS INCLUDED:- OCCURRENCE OF OBSERVABLE FLAW- OCCURRENCE OF LEAK- OCCURRENCE OF RUPTURE
REPAIR TRANSITIONS INCLUDED- INSPECTION AND REPAIR OF FLAW PER ISI PROGRAM- DETECTION AND REPAIR OF LEAK FROM
WALKDOWNS AND INSTRUMENTATION
Engineering and Research, Inc.

MARKOV GRAPH FOR PIPE FAILURE,INSPECTION AND REPAIR PROCESSES
\ s
<H
\ A.A
R
co\
Legend
PIPE STATES:
SFLR
NO DETECTABLE FLAWSDETECTABLE FLAWSDETECTABLE LEAKAGERUPTURE
STATE TRANSITIONS:
= OCCURENCE OF A FLAWX = OCCURENCE OF A LEAKp = OCCURENCE OF A RUPTUREco = INSPECTION AND REPAIR OF A FLAWH = DETECTION AND REPAIR OF A LEAK
Engineering and Research, lnc

MARKOV MODEL FOR ALL PIPE FAILUREMECHANISMS WITH AGING EFFECTS
X(S)
P(S)
P(F)
\ p(L)
R
• » • - . J c £•#••
Legend
PIPE STATES:
S = NO DETECTABLE FLAWSF = DETECTABLE FLAWSL = DETECTABLE LEAKAGER = RUPTURE
STATE TRANSITIONS:
<)> = OCCURENCE OF A FLAWX(S) = OCCURENCE OF A LEAK GIVEN NO FLAWMF) = OCCURENCE OF A LEAK GIVEN A FLAWp(S) = OCCURENCE OF A RUPTURE GIVEN NO FLAWp(F) = OCCURENCE OF A RUPTURE GIVEN A FLAWp(L) = OCCURENCE OF A RUPTURE GIVEN A LEAKco = INSPECTION AND REPAIR OF A FLAW\x = DETECTION AND REPAIR OF A LEAK
Engineering and Research, Inc.

MARKOV MODEL FOR SELECTEDDEGRADATION MECHANISMS
P(F)
ERItft
( F
LV
ip(L)
R
Legend
PIPE STATES:
S = NO DETECTABLE FLAWSF = DETECTABLE FLAWSL = DETECTABLE LEAKAGER = RUPTURE
STATE TRANSITIONS:
4 = OCCURENCE OF A FLAWX = OCCURENCE OF A LEAKp(F ) = OCCURENCE OF A RUPTURE GIVEN A FLAWp(L ) = OCCURENCE OF A RUPTURE GIVEN A LEAKco = INSPECTION AND REPAIR OF A FLAW\i = DETECTION AND REPAIR OF A LEAK
Engineering and Research, Inc

ROLE OF PROBABILITY OF DETECTION
ESTIMATION OF co: THE REPAIR RATE FOR FLAWS
CO =p p1 FI rD
— where:
— PF! = probability that segment element with flaw will beinspected
— P F D = probability that flaw is detected given inspection— 7/ = mean time between inspections— TR = mean time to repair after detection
24
Engineering and Research, Inc
. 'I

ROLE OF INSPECTION FOR LEAKS
• ESTIMATION OF n, THE REPAIR RATE FOR LEAKS
PD
- WHERE PD = PROBABILITY THAT A LEAK WILL BEDETECTED IN OPERATOR ROUND OR VIAINDICATIONS
- A N D Tw= MEAN TIME BETWEEN INSPECTIONS- AND TR = MEAN TIME TO REPAIR LEAK
Engineering and jfyxearch, fnc

ESTIMATION OF FAILURE PROCESSES
FLAW FAILURE RATES ESTIMATED FROM RESULTSOF NDE INSPECTIONS IN EPRI DATABASELEAK AND RUPTURE FAILURE RATES ESTIMATEDFROM SERVICE EXPERIENCE, EPRI-THOMAS MODELFOR DIFFERENT SYSTEM TYPES AND FAILUREMECHANISMSSEPARATE RUPTURE FAILURE RATES DEPENDINGON THE PRESENCE OF A FLAW OR LEAK WILLSIMULATE THE EFFECTS OF AGING
ERIN Engineering and Research, Inc

SOLUTION OF THE MARKOV MODEL
WILL BE SPECIALIZED FOR DIFFERENT FAILUREAND DAMAGE MECHANISMS FOR APPROPRIATETRANSITIONS( E.G., CERTAIN MECHANISMSCANNOT RESULT IN A LEAK OR RUPTURE WITHOUT A FLAW, OTHERS CAN)WILL BE SOLVED FOR TIME DEPENDENTPROBABILITIES OF EACH STATE AND THE TIMEDEPENDENT HAZARD RATE FOR PIPE RUPTURESMODEL WILL BE BENCHMARKED TO SERVICE DATATO REFLECT HISTORICAL IMPACTS OFINSPECTIONSSENSITIVITY ANALYSES WILL BE PERFORMED TODETERMINE SENSITIVITY TO UNCERTAINTIES INFAILURE RATE AND INSPECTION PARAMETERS
27
Engineering and Research, Inc

ADVANTAGES OF MARKOV APPROACH
QUANTIFICATION ROOTED IN SERVICE EXPERIENCE TOMINIMIZE UNCERTAINTIESPROVIDES AN EXPLICIT MEANS OF EVALUATINGVARIOUS ASPECTS OF INSPECTION PROGRAM- FRACTION OF SYSTEM ( WELDS) INSPECTED
- NDE RELIABILITY- ROLE OF LEAK INSPECTION PROCESS WHEN LEAK
BEFORE BREAK PERMITS- QUANTITATIVE APPROACH TO LEAK BEFORE BREAK
PROVIDES A MEANS OF QUANTIFYING- IMPACT OF REDUCED INSPECTIONS- IMPACT OF ADDED AND IMPROVED INSPECTIONS- EVALUATING THE SIGNIFICANCE OF TRENDS IN PIPE
AND INSPECTION PROGRAM PERFORMANCE
' ' M
28
ERIJSTEngineering and Research, Inc.

APPROACH TO QUANTIFICATION
DEVELOP DIFFERENT MARKOV MODELS FOR DIFFERENTDEGRADATION MECHANISMS WHOSE PHYSICALCHARACTERISTICS CAN BE MONITORED OR OBSERVEDDEVELOP AND SOLVE UNDERLYING DIFFERENTIALEQUATIONS FOR PROBABILITY OF EACH STATEUSE PIPE FAILURE DATA TO ESTIMATE PARAMETERSFOR LEAK AND RUPTURE FAILURE RATES FORDIFFERENT DEGRADATION MECHANISMSUSE INSPECTION METHODS, DETECTION RELIABILITYAND FREQUENCY TO ESTIMATE REPAIR RATES
' EVALUATE INFORMATION FROM INSPECTION RESULTS> BENCHMARK MARKOV MODEL TO PREVIOUS ISI
PROGRAM» USE MARKOV MODEL TO PREDICT RISK REDUCTION
BENEFITS OF NEW ISI PROGRAM
Engineering and Research, Inc
29

BASE CASE MODEL RESULTSRUPTURE HAZARD RATE
5.0E-05
2a:ID
LU
oLUa.LU
a.
Ct.
4.0E-05
3.0E-05 —
2.0E-05
1.0E-05
0.0E+00
20
HAZARD RATE FOR BASE CASE MODEL
HED-B 1
i
-—f-J
1
I — - Q !
<
v
B 1
V
1 • 1 •——1> - • •
•
-•--
TIME DEPENDENT HAZARD RATESTEADY STATE HAZARD RATE
40 60 80 100 120
TIME IN YEARS
Engineering and Research, Inc

IMPACT OF INSPECTIONS ON SEGMENTSUSCEPTIBLE TO E/C
CASE
BASE
MAXIMUMINSPECTIONS
ENHANCEDLEAK INSP.
NO LEAKINSPECTION
NO FLAWINSPECTION
NO FLAW ORLEAK INSP.
FLAW INSP.MODEL
25%/10YRS@90% REL.
100%/lOYRS@90% REL.
BASECASE
BASECASE
NONE
NONE
LEAK INSP.MODEL
100%/YEAR@ 90% REL
100%/MO.@90% REL.
3 00%/MO.@90% REL.
NONE
BASECASE
NONE
RUPTUREFREQUENCY
3.7 x lO'VYR.
1.4 x 10VYR.
3.2 x 10'VYR.
5.5 x 10VYR.
9.3 x 10-VYR.
1.5 x 10"3/YR.
RATIO TOBASE CASE
1.00
0.38
0.86
15.0
2.50
40.0
- I
4 »v- > 1
ERII^EnguEngineering and Research Inc.
31

PRESENTATION 17

PRESENTATION 18
o2
* * * * *
Overview of USNRC Participation inPiping Reliability Research
A. L. LundOffice of Nuclear Regulatory Research
United States Nuclear Regulatory Commission
Seminar on Piping ReliabilitySigtuna, Sweden
September 30 - October 1, 1997

Degraded Piping Program
Phase I (1981-1983)
1985
I 1
1990 ,395 2000
I I I I
Degraded Piping Program
Phase II (1984-1989)
First International Piping Integrity
Research Group (1986-1991)
Short Cracks In Piping and Piping
Welds Program (1990-1994)
Second Internationa! Piping Integrity
Research Group (1991-1996)
Technical Support for Regulatory Guide
on Leak-Before-Break Evaluation Procedures (Proposed)
Battelle Integrity of Nuclear Piping Program (Proposed) I

Degraded Piping Program - Phase I (1981 - 1983)
Activities: Identify/acquire in-service degraded pipes for Phase II
Compare existing pipe fracture data with tearing instability analysispredictions
Improve tearing-instability analysis method by using eta-factor analysesderived from GE/EPRI solutions

Degraded Piping Program - Phase II (1984 - 1989)
Activities
Evaluation of existing J-estimation schemes for through wall cracks (TWC)using GE/EPRI, LBB.NRC, Paris Method, R6 Method
Develop new J-estimation schemes for TWC (LBB.GE andLBB.ENG)
Develop new J-estimation schemes for short cracks (SC), SC.TNP andSC.TKP

Degraded Piping Program - Phase II (1984 - 1989)
Insights/Products from Program
For extrapolation of very large amounts of crack growth, linear extrapolation of JM-R ismore accurate than power-law extrapolated JD-R curve.
All methods for TWC underpredicted experimental results ~ LBB.ENG and LBB.GEhad the best predictions
For the SC J-estimation, SC.TNP overpredicted experimental loads and sensitive toradius/thickness ratio; SC.TKP was consistently overconservative
Results of study used to evaluate in-service flaw acceptance criteria and fracturemechanics analysis methods used in leak-before-break analysis

First International Piping Integrity Research Group, IPIRG-1(1986-1991)
Activities: Separate effect of cyclic and/or dynamic load history on strength andtoughness (through-wall crack pipe experiments)
Evaluate fracture stability under inertial loading
Evaluate fracture stability of a piping system under combineddisplacement-controlled (thermal expansion and SAM) and load-controlled (pressure and inertial) stresses - single-frequency dynamicloading
Development/validation of SQUIRT leak-rate code

Short Cracks in Piping and Piping Welds Program (1990 - 1994)
Activities: Improve and verify fracture mechanics analyses of large-diameter pipeswith short circumferential cracks under quasi-static loading rates
Provide dynamic strain aging evaluations and screening criterion forunstable crack jump behavior
Evaluate toughness anisotropy with combined tension, bending, andtorsion loads
Evaluate bimetallic weld fusion line toughness and stainless steel weldfusion line toughness
Crack-opening displacement analyses improvements/validation
Probabilistic leak-rate and LBB analyses

Short Cracks in Piping and Piping Welds Program (1990 - 1994)
Insights/Products from Program
Many ferritic steels are sensitive to dynamic strain aging, i.e., vessel welds
Toughness anisotropy can significantly effect full-scale fracture behavior, through-thickness toughness of vessel materials, laminations are arresters
SQUIRT leak-rate program may be of value to steam generator tube work
Sequencing of welding procedure and shell R/t make residual stress non-axisymmetric-piping IGSCC, BWR shrouds, PWR head penetrations
Leak-rate probabilistic work with Argonne on Regulatory Guide 1.42
Workmanship size flaws in piping (Section XI Article 3510) will significantly reducefatigue life in high cycle range (>100, 000 cycles)

Second International Piping Integrity Research Group, IPIRG-2(1991 - 1996)
Activities: Evaluate pipe system fracture stability under simulated seismicloading with cracks in straight pipe
Identical surface cracks to IPIRG-1 single-frequency tests, shortersurface crack, short through-wall crack, pipe-to-elbow girth weld
Evaluation of cracks in elbowsDevelopment of J-estimation schemes (circumferential andaxial)Quasi-static and pipe system experiments with circumferentialcracks
Assessment of dynamic and cyclic effects on toughness fromlaboratory specimen evaluations

Second International Piping Integrity Research Group, IPIRG-2(1991 -1996)
Insights/Products from Program
Cyclic loading during ductile tearing causes a lowering of the toughness (crack tipsharpening and void flattening)
Some stainless steel base metals with higher sulphur content may have toughness equalto flux weld metals ~ BWR shrouds, new plants applications
Cast stainless steel results add to Argonne database ~ ASME Code criteria, sigma-phaseembrittlement could affect severe accident behavior (600 - 800 C)
Dynamic loading at seismic rates can lower toughness of ferritic steels, but raisesaustenitic steel toughness (Higher the oy/ou the greater the dynamic toughness - cold-worked SGT may have higher dynamic toughness
Dynamic fracture analysis of pipe rupture important to blast wave effects on insulationdamage for suction strainer blockage generic issue

Second International Piping Integrity Research Group, IPIRG-2(1991 -1996)
Insights/Products from Program
Fracture analyses desensitize the magnitude of the variability in NDE flaw depth sizing,i.e.,
For short circumferential lengths, 6/7i<0.25, then error in a/t not importantIf a/t <0.3, then failure loads close to that of unflawed pipeWorry more about detectability of long, deep cracks

Technical Support for Regulatory Guide on Leak-Before-Break(LBB) Evaluation Procedures (Proposed)
Activities
Review prior LBB approvals and relevant research to leak-before-break
Evaluate capabilities and limitations of computer software pertinent to LBBevaluations
Assess the effects of cyclic and dynamic loading on fracture toughness and the resultantload carrying capacity of the cracked pipe
Assess the effects of crack morphology on leak rate estimations and the flaw size thatwould be predicted to result in a specific leak rate
Assess the effect of restraint of pressure-induced bending on the fracture predictions forcracked pipe

Technical Support for Regulatory Guide on Leak-Before-Break(LBB) Evaluation Procedures (Proposed)
Activities
Assess the effect of weld residual stresses on LBB evaluations, specifically, changes thatneed to be made in leak rate estimations to account for this effect
Assess the effects of different material property behavior for various classes of material(ferritic materials that exhibit dynamic strain aging, bimetallic welds, centrifugally castor statically cast wrought stainless steels)
Synthesize the evaluations and reviews into a list of potential alternatives andrevisions to the LBB evaluation methods that have been used by the NRC
To be used as a technical basis for development of a Regulatory Guide on LBBevaluation procedures

Battelle Integrity of Nuclear Piping Program (Proposed)
Base Program
Effect of pipe system boundary conditions on Leak-Before-Break (LBB), restraint ofpressure induced bending on crack opening displacement (COD))
Effect of weld residual stresses on COD for LBB Analyses
Assessment of actual margins in plant piping applications
Development of flaw evaluation criteria for Class 2, 3, and balance-of-plant piping
Development of flaw acceptance criteria for fittings (elbows and tees)

Battelle Integrity of Nuclear Piping Program (Proposed)
Potential Benefits
Constraint effects lower the brittle-to-ductile transition in base metals with surface cracks- weld residual stress field effects on constraint to be explored
New line-spring ABACUS element (with shallow cracks and constraint parameters) to beimplemented with Parks - applicable to other structures
Restraint of pressure induced bending will affect COD of circumferential cracks in steamgenerator tubes
Weld residual stress work of value to piping fatigue and stress-corrosion crack growth
Margins from seismic crack-pipe analyses important when also considering degradationof pipe supports for PLEX

NUREG/CR Reports:
Degraded Piping Program - Phase I (1981 - 1983)
"The Development of a Plan for the Assessment of Degraded Nuclear Piping by Experimentationand Tearing Instability Fracture Mechanics Analysis," NUREG/CR-3142, Vols. 1 and 2, June1983.

NUREG/CR Reports
Degraded Piping Program - Phase II (1984 - 1989)
"Degraded Piping Program - Phase II," Semiannual Report, NUREG/CR-4082, Vols. 1 - 8, Oct.1984-March 1989.
"NRC Leak-Before-Break (LLB.NRC) Analysis Method for Circumferentially Through-WallCracked Pipes Under Axial Plus Bending Loads," Topical Report, NUREG/CR-4572, March1986.
"Elastic-Plastic Finite Element Analysis of Crack Growth in Large Compact Tension andCircumferentially Through-Wall-Cracked Pipe Specimen - Results of the First Battelle/NRCAnalysis Round Robin," Topical Report, NUREG/CR-4573, September 1986.
"An Experimental and Analytical Assessment of Circumferential Through-Wall Cracked PipesUnder Pure Bending," Topical Report, NUREG/CR-4574, June 1986.
"Predictions of J-R Curves With Large Crack Growth From Small Specimen Data," TopicalReport, NUREG/CR-4687, September 1986.
"An Assessment of Circumferentially Complex-Cracked Pipe Subjected to Bending," TopicalReport, NUREG/CR-4687, September 1986.
"Analysis of Cracks in Stainless Steel TIG Welds," Topical Report, NUREG/CR-4806,November 1986.
"Approximate Methods for Fracture Analyses of Through-Wall Cracked Pipes," Topical Report,NUREG/CR-4853, January 1987.
"Assessment of Design Basis for Load-Carrying Capability of Weld-Overlay Repair," TopicalReport, NUREG/CR-4877, February 1987.
"Analysis of Experiments on Stainless Steel Flux Welds," Topical Report, NUREG/CR-4878,February 1987.
"Experimental and Analytical Assessment of Circumferentially Surface-Cracked Pipes UnderBending," Topical Report, NUREG/CR-4872, April 1987.

NUREG/CR Reports
First International Piping Integrity Research Group, IPIRG-1(1986-1991)
"Evaluation and Refinement of Leak-Rate Estimation Models," NUREG/CR-5128, Rev. 1, June1994.
"Loading Rate Effects on Strength and Fracture Toughness of Pipe Steels Used in Task 1 of theIPIRG Program," Topical Report, NUREG/CR-6098, October 1993.
"Stability of Cracked Pipe Under Inertial Stresses," NUREG/CR-6233, Vol. 1, August 1994.
(Note: NUREG/CR-6233 Volumes 2, 3, and 4 are in final preparation)

NUREG/CR Reports
Short Cracks in Piping and Piping Welds Program (1990 - 1994)
"Short Cracks in Piping and Piping Welds," First and Second Semiannual Reports, NUREG/CR-4599, Vol. 1, No. 1 and 2, March 1991 and April 1992.
"Short Cracks in Piping and Piping Welds," Third and Fourth Semiannual Reports, NUREG/CR-4599, Vol. 2, No. 1 and 2, September 1992 and February 1993.
"Short Cracks in Piping and Piping Welds," Fifth and Sixth Semiannual Reports, NUREG/CR-4599, Vol. 3, No. 1 and 2, October 1993 and March 1994.
"Short Cracks in Piping and Piping Welds," Seventh Program Report, NUREG/CR-4599, BMI-2173, Vol. 4, No. 1, April 1995.
"Assessment of Short Through-Wall Circumferential Cracks in Pipes - Experiments andAnalysis," NUREG/CR-6235, April 1995.
"Fracture Behavior of Short Circumferentially Surface-Cracked Pipe," NUREG/CR-6298, BMI-2183, November 1995.
"Fracture Evaluations of Fusion-Line Cracks in Nuclear Pipe Bimetallic Welds," NUREG/CR-6297, April 1995.
"Effect of Dynamic Strain Aging on the Strength and Toughness of Nuclear Ferritic Piping atLWR Temperatures," NUREG/CR-6226, October 1994.
"Effects of Toughness Anisotropy and Combined Tension, Torsion, and Bending Loads onFracture Behavior of Ferritic Nuclear Pipe," NUREG/CR-6299, April 1995.
"Refinement and Evaluation of Crack-Opening Analyses for Short Circumferential Through-Wall Cracks in Pipes," NUREG/CR-6300
"Probabilistic Pipe Fracture Evaluations for Leak-Rate Detection Applications," NUREG/CR-6004, April 1995.
"Validity Limits in J-Resistance Curve Determination - Volume 1: An Assessment of the JMParameter," NUREG/CR-6264, Vol. 1, February 1995.
"Validity Limits in J-Resistance Curve Determination - Volume 2: A Computational Approachto Ductile Crack Growth Under Large-Scale Yielding Condition," NUREG/CR-6264, Vol. 2,February 1995.

NUREG/CR Reports
Short Cracks in Piping and Piping Welds Program (1990 - 1994)(Cont'd)
"Stainless Steel Submerged Arc Weld Fusion Line Toughness," NUREG/CR-6251, April 1995.

NUREG/CR Reports
Second International Piping Integrity Research Group, IPIRG-2(1991 - 1996)
"Summary of Results from the IPIRG-2 Round-Robin Analyses," NUREG/CR-6337, BMI-2186,February 1996.
"Pipe System Experiments with Cracks in Straight Pipe Locations," NUREG/CR-6389, BMI-2187, February 1997.
"The Effect of Cyclic and Dynamic Loads on Carbon Steel Pipe," NUREG/CR-6438, BMI-2188,February 1996.
"Design of the IPIRG-2 Simulated Seismic Forcing Function," NUREG/CR-6439, BMI-2189,February 1996.
"The Effects of Cyclic and Dynamic Loading on the Fracture Resistance of Nuclear PipingSteels," NUREG/CR-6440, BMI-21990, December 1996.
"Deterministic and Probabilistic Evaluations for Uncertainty in Pipe Fracture Parameters inLeak-Before-Break and In-Service Flaw Evaluations," NUREG/CR-6443, BMI-2191, June 1996.
"Fracture Behavior of Circumferentially Surface-Cracked Elbows," NUREG/CR-6444, BMI-2192, December 1996.
"Development of a J-Estimation Scheme for Internal Circumferential and Axial Surface Cracksin Elbows," NUREG/CR-6445, BMI-2193, June 1996.
"Fracture Toughness Evaluations of TP304 Stainless Steel Pipes," NUREG/CR-6446, BMI-2194, February 1997.
"The Second International Piping Integrity Research Group (IPIRG-2) Program - Final Report,"NUREG/CR-6452, BMI-2195, March 1997.

PRESENTATION 19

SE9800029

RSA-R-97-21(SKI Ref. No.: 14.2-940477)
PIPING RELIABILITY ANALYSIS:SOME VIEWS ON THE ROLES OF
DATA-DRIVEN MODELS vs. PROBABILISTIC FRACTUREMECHANICS (PFM)
Seminar on Piping Reliability
Sigtuna -SwedenSeptember 30 -October 1,1997
By
Bengt LydellRSA Technologies
San Diego, USA

Outline of Presentation1
According to available operational data, catastrophic failures of piping systems are rareevents. Especially in Class 1 and 2 systems. No matter the technical approach toestimating pipe rupture frequency, the statistical uncertainties associated with theestimation are considerable. Does it matter in what way the estimation isperformed? The objective of the presentation is to address this question in the contextof five different perspectives:
(1) Historical perspective;
(2) Methodological perspective;
(3) Quality PSA and the specifications for pipe rupturefrequency estimation -verification & validation; w
(4) User-perspectives on frequency estimation;
(5) Data analysis perspectives on the choice of estimationtechniques.
1. The Historical Perspective
The earliest nuclear safety R&D considered the estimation of thefrequency of LOCAs caused by pipe rupture. In the 1960s and 1970sit was recognized that insufficient operating experience (< a fewhundred reactor-years) made predictions based on failure statisticsimpractical. PFM was seen as the only reasonable solution to theproblem.
WASH-1400 and subsequent industry-sponsored PSAs demonstratedthe accident scenarios triggered by transients to be more importantthan large to medium size LOCAs. 'Crude' data-driven estimation ofLOCA frequencies largely viewed as acceptable. As long as the'benchmark' WASH-1400 frequency estimates were not exceeded.
Dilemma -By mid-1970s the first instances of IGSCC in primarysystem piping occurred. Designers/plant operators implementedimprovements in material, water chemistry, ISI/NDE by late 1970s.How should/could PSA practitioners account for such changes in theestimation of plant-specific LOCA frequency?
In the 1970s, PFM was increasingly applied to analyze the probabilityof double-ended-guillotine-break (DEGB). It was seen by some as theonly reasonable alternative to the analysis of operational data.

The large difference between PFM-results and the data-driven resultsnoticed, but seldom questioned or given detailed explanation.Although PFM was based on recognized (i.e., proven) methodology,the practical implementations favored the 'black-box' approach.Formal reviews seldom (if ever) performed.
Conclusion: The choice of estimation technique obviously mattered.Some work was pursued to pursue this issue further.
2. Methodological Perspective
Data-driven approach; Several projects initiated post-WASH-1400to improve the 'quality' of estimation. However, until the late 1980'sthese projects followed the approach used by WASH-1400:
Limited collections of low-pedigree operational data. Typicallyonly counts of complete failures. 'Crude approach' led to 'cruderesults', which led to demands for PFM to avoid the 'numbersgame' exercises; c.f. GRS Phase 'B' of 1989.
Recognition of the need for comprehensive data collections, andin-depth data analyses. The 'BIG DELTA' questioned; why dodata analysis and PFM yield so different results. The only wayto find out is to build large data collections, analyze the data inorder to find out the 'why-where-how1 of pipe failures.
Data analysis results are functions of how data are collected,how the analyses are performed, which operational data areconsidered, etc.
PFM approach; The techniques and methods of PFM are proven.Large number of applications to NPP problems. By the early 1990sit became widely recognized:
Results are driven by the input data (e.g., type of degradationmechanisms considered, ISI data and operating experienceconsidered). The 'BIG DELTA' reflects what's left out of theinput data. Need for more thorough reviews of operational data.
Reluctance to apply PFM, unless the methods and results areformally verified and validated (V&V). For the V&V to befeasible, essential that there is synergy between 'data-drivenapproach' and 'PFM' approach.

3. Quality PSA
Modern PSA applications imply that data and models are 'complete'.In simple terms, the available operating experience should beexplored to the fullest extent possible. Models should reflect thepiping systems as designed, built, managed/operated. Furthermore,the data and models must be acceptable and understandable to plantoperators, design engineers, safety engineers, regulators, ISIexpertise and scientists.
Quality PSA implies that piping reliability analysis issupported by a framework which ensures a structured,auditable data evaluation and model construction. Byfollowing a framework, the PSA practitioner is allowed todevelop justifications (which are logical and reasonable)for data interpretations and modeling approaches.
In quality PSA the selection of the most appropriatetechnique or method is essential. Full use of availableoperating experience is essential.
The way piping is being modeled should be determined bywhat we know about the 'physics-of-failure'. Themodeling should reflect known degradation and failuremechanisms, as well as the attributes of piping systems.
In quality PSA the model discrimination reflects intendedapplications. The specifications for an applicationdetermines in how the estimation is performed.
Conclusion: The way the estimation is performed reflects ourunderstanding of the operational data, as well as the intendedapplications. The approach to estimation depends on how data arecollected, analyzed.
4. User-Perspective
Who is the end-user of PSA? This question deals with the broadissue of how to best organize data collections and data analysis.Ultimately, the choice of estimation techniques reflects the intendedapplications.
A modern view on estimation entails the philosophy ofroot cause analysis. That is, the estimation process

should reflect our full understanding of the'why-where-how" piping systems fail.
The choice of analysis technique/method should not bedisconnected from 'failure analysis'. First, we mustunderstand the experience data. Second, when sufficientknowledge-base exists we can explore the data to reachsome conclusion about how to proceed with estimation.
The roles of 'data-driven estimation' and PFM needsclearer definitions. For example, when-and-how does'data-driven estimation' support PFM, and vice versa.
Do we believe the answers? More emphasis on V&V.The must be sufficient (non-s) confidence in theestimation techniques. With increased emphasis on PSAapplications follows specific quality requirements.
Conclusions: The estimation of piping reliability requires expert inputfrom several sources. Essential that there is synergy between'data-driven models' and PFM.
5. Data Analysis Perspectives
The validity of the 'old' view about the practicality of direct estimationgiven limited data is questioned. From the approximately 8,500reactor-years of operating experience an impressive data collectioncan be established. So far we have 'surveyed' about 50% of thisexperience base. Based on the current state-of-knowledge it can beconcluded that direct estimation is feasible. However, the questionhow to best utilize the available experience base remains open -not'wide-open', though, since the 'question' can be better defined thanbefore.
Many thousands of records on pipe failures in Class 1, 2and 3 systems. How do we make full use of the data?
For BWRs there exist tens-of-thousands, yet unexplored,records on flaws in Class 1 and 2 systems due to IGSCC.Mostly in IG-SS, but some in NG-SS. How do we accessand explore these data on flaws consisting of crackswhich have penetrated < o r « 20% of wall thickness?

Conclusion:. There is no one way of estimating rupture frequencies.Absolutely essential that there is synergy between 'data-drivenmodels' and PFM. The latter should be developed as a tool forenhancing our understanding about the full meaning of flaws. Theformer should be used to specify the requirements to be placed onPFM; e.g., how to define input data for PFM. Herein lies our besthope for convergence.

PRESENTATION 20

PRESENTATION 21

Rapporter utgivna avStatens karnkraftinspektion, SKI
Reports published bythe Swedish Nuclear Power Inspectorate
September 1997

(Rapporter fran avdelningen for tillsyn av karnavfallssakerhet ar markerade med *)(Reports from the Office of Nuclear Waste Safety are marked with *)
1984TR 84:1 * Radionuclide Migration Calculations with Respect to the KBS-3-Concept
K. Andersson', N. A. Kjellbert \ B. Forsberg 2
1 Swedish Nuclear Power Inspectorate, Stockholm, Sweden. 2 Rejlers IngenjorsbyraAB, Stockholm, SwedenFebruary 1984
TR 84:2 * Licensing of Final Repository for Reactor Waste-SFR-1A. Larsson, J-E. Andersson, K. Andersson, F. Kautsky, S. Norrby, S. Wingefors,Swedish Nuclear Power Inspectorate, Stockholm, SwedenJuly 1984
TR 84:3 * Granskning av karnbranslecykelns slutsteg Anvant karnbransle - KBS-3A. Larsson, J-E. Andersson, K. Andersson, F. Kautsky, S. Norrby, A. Rantanen,M. Trolle, S. Wingefors, Statens karnkraftinspektionFebruari 1984
TR 84:4 * Comments on Final Storage of Spent Nuclear Fuel-KBS-3 Submitted to theMinistry of IndustryO. Hormander, L. Hogberg, Swedish Nuclear Power Inspectorate, Stockholm,SwedenFebruary 1984
TR 84:5 * Review of Final Storage of Spent Nuclear Fuel - KBS-3A. Larsson, J-E. Andersson, K. Andersson, F. Kautsky, S. Norrby, A. Rantanen,M. Trolle, S. Wingefors, Swedish Nuclear Power Inspectorate, Stockholm, SwedenFebruary 1984
1985TR 85:1 * Glass-based Ion Exchangers for Clean-up of Radioactive Solutions
G. Persson, Department of Nuclear Chemistry, Chalmers University of Technology,Goteborg, SwedenJune 1985
1986TR 86:1 * Fysikalisk-kemiska berakningsmodeller vid sakerhetsbedomning av
slutforvar for radioaktivt avfall. Malsattning och planer forkarnkraftinspektionens arbeteS. Wingefors, Statens karnkraftinspektionMars 1986

TRDnr 646/86 Seminarium om kärnkraftverkens jordbävningssäkerhet onsdagen den
24:e september 1986Statens kärnkraftinspektion
TRDnr 647/86 Seminarium om säkerhet hos reaktortryckkärl fredagen den
19:e september 1986Statens kärnkraftinspektion
TRDnr 648/86* Seminarium om säkerhetsarbete och risker med yttre händelser
26 september 1986Statens kärnkraftinspektion
1987TR 87:1 * Development of Uncertainty Analyses for the Transport of Radionuclides from
a Repository for High-Level Radioactive Waste. Stage one.B. Sundström, Department of Physics, University of Stockholm, SwedenOctober 1986
TR 87:2 * Granskning av SKBs FoU-Program 86A. Larsson, K. Andersson, F. Kautsky, S. Norrby, A. Rantanen, B. Sundström,S. Wingefors, M. Trolle, Statens kärnkraftinspektionMars 1987
TR 87:3 * Intraval Project ProposaiPrepared by the INTRAVAL ad-hoc group with participants from:Swedish Nuclear Power Inspectorate, Sweden, Commissariat à l'Energie Atomic/IPSN,France, NAGRA, Switzerland, Swedish Nuclear Fuel and Waste ManagementCompany, Sweden, U.K. Dept. of the Environment, United Kingdom,U.S. Dept. ofEnergy, United States, U.S. Nuclear Regulatory Commission, United States,OECD/Nuclear Energy AgencyJuly 1987
TR 87:4 * Geosphere Transport Model Validation - a Status ReportPrepared by the INTRAVAL ad-hoc group with participants from:Swedish Nuclear Power Inspectorate, Sweden, Commissariat à l'EnergieAtomique/IPSN, France, NAGRA, Switzerland, Swedish Nuclear Fuel and WasteManagement Company, Sweden, U.K. Dept. of the Environment, United Kingdom,U.S. Dept. of Energy, United States, U.S. Nuclear Regulatory Commission, UnitedStates, OECD/Nuclear Energy AgencyJune 1987
TR 87:5 Överträdelse av säkerhetstekniska föreskrifter i Oskarshamn 3den 24 juli 1987D. Jacobsson, G. Svensson, C. Karlsson, Statens kärnkraftinspektionNovember 1987

1988TR 88:1 * On the Swelling of Ion Exchange Resins Used in Swedish Nuclear
Power PlantsA. C. Nilsson \ E. Hogfeldt \ M. Muhammed \ S. Wingefors2
1 Department of Inorganic Chemistry Royal Institute of Technology, Stockholm,Sweden.2 Swedish Nuclear Power Inspectorate, Stockholm, SwedenMarch 1988
TR 88:2 * Granskning av slutfdrvar for reaktoravfall SFR-1S. Norrby, K. Andersson, F. Kautsky, A. Rantanen, B. Sundstrom, S. Wingefors,Statens karnkraftinspektionMars 1988(This report also has an English version; see TR 88:5.)
TR 88:3 * Radionuclide Releases from the SFR RepositoryK. Andersson, B. Sundstrom, Swedish Nuclear Power Inspectorate, Stockholm,SwedenMarch 1988
TR 88:4* Evaluation of the Hydraulic Modelling of the Final Repository for Reactor WasteSFR-1J. Andersson, JATECH, Stockholm, Sweden, B. Gustafsson, QZ, Stockholm, SwedenMarch 1988
TR 88:5 * Review of Final Repository for Reactor Waste SFR-1(ev. feltryck S. Norrby, K. Andersson, F. Kautsky, A. Rantanen, B. Sundstrom, S. Wingefors,med nummer Swedish Nuclear Power Inspectorate, Stockholm, Sweden88:2) March 1988
TR 88:6* Geoval 1987Symposium in Stockholm April 7 - 9 , 1987. ProceedingsSwedish Nuclear Power Inspectorate, Stockholm, Sweden
TR 88:7 * Evaluation of the Feasibility of Carrying out a Probabilistic Assessment of theLife of the Copper CanisterP-O. Nielsen, K Videm, SCANPOWER A/S, NorwayJuly 1988
TR 88:8 * Preliminary Specification of a Source Term Model for the Swedish Spent FuelDisposal Concept
D P . Hodginson, P C . Robinson, S B . Pahwa, INTERA/Exploration ConsultantsLtd., United KingdomJuly 1988
TR 88:9 * Project 90 Available Hydrogeological Database Suggestions for Further Analysisand Realizations of DataA. Winberg ', J. Andersson2, F. Kautsky2
1 Swedish Geological Co., Goteborg, Sweden.2 Swedish Nuclear Power Inspectorate,Stockholm, SwedenNovember 1988

TR 88:10 * Complexation of Actinides with Phosphate and Organic Complex Formers inDeep Ground watersK. Andersson, Lindgren & Andersson HB, Surte, SwedenMay 1988
TR 88:11 * Safety Analysis Calculations of some Transuranic and other Radionuclides in theFinal Repository of Low- and Medium Level WasteA. de C. Pereira, Nuclear Physics Division, University of Stockholm, SwedenMarch 1988
1989TR 89:1 * Geochemical Modelling
A. Emren ', I. Lunden ', K. Andersson 2
1 Department of Nuclear Chemistry Chalmers University of Technology, Goteborg,Sweden.2 Lindgren & Andersson HB, Surte, Sweden
TR 89:2 * Initial Groundwater Flow Calculations at the SKI Reference SiteB. Lindbom, K. Lundblad, A. Markstrom, Kemakta Consultants Co., Stockholm,Sweden, March 1989
TR 89:3 Pipe Break Probabilities due to IGSCC in Swedish BWRsF. Nilsson ', B. Brickstad 2, L. Skanberg 3
1 Royal Institute of Technology, Stockholm, Sweden. 2 The Swedish PlantInspectorate, Stockholm, Sweden.3 Swedish Nuclear Power Inspectorate, Stockholm,SwedenApril 1989
TR 89:4 * Recent Enhancement of the Coupled HydromechanicalCode: ROCMASIIJ. Noorishad, C. F. Tsang, Earth Science Division Lawrence Berkeley Laboratory,Berkeley California, USANovember 1988
TR 89:5 * Hydromechanical Modelling of a Single FractureJ. Rutqvist, Div. of Rock Mechanics Lulea University of Technology, Lulea, SwedenJune 1989
TR 89:6 * Source Term Modelling Parameters for the First Phase of Project-90W. Shaw', G. Smith \D. Hodginson \ K. Andersson 2
1 Environmental Sciences Department INTERA/Exploration Consultants Ltd., UnitedKingdom.2 Lindgren & Andersson HB, Surte, SwedenFebruary 1989
TR 89:7 * Redox Front Motion in a System of Bentonite and Fractured RockW. Shaw, Environmental Sciences Department INTERA/Exploration Consultants Ltd.,United KingdomFebruary 1989

TR 89:18 Rapportnumret överhoppat
TR 89:19 Se TR 92:3
TR 89:20 Elastic-Plastic Fracture Mechanics for Pressure Vessel DesignF. Nilsson, J. Faleskog, K. Zaremba, H. Öberg, Department of Solid Mechanics, RoyalInstitute of Technology, Stockholm, SwedenDecember 1989
TR 89:21 Kärnkraftsäkerhet i utvecklingSKI-konferens, 15 november 1989, StockholmNovember 1989
1990TR 90.1 Säkerhets- och strålskyddsläget vid de svenska kärnkraftverken
Statens kärnkraftinspektion, Statens strålskyddsinstitutJanuari 1990
TR 90:2 * Management of Radioactive Waste from a Major Core Damage in a BWR PowerPlantJ. Elkert, H. Christensen, B. Torstenfeit, ABB Atom AB, Västerås, SwedenMarch 1990
TR 90:3 * 3DEC Mechanical and Thermo-Mechanical Analysis of Glaciation and TermalLoading of a Waste RepositoryB. Shen, O. Stephansson, Division of Rock Mecanics, Luleå University of Technology,Luleå, Sweden
TR 90:4 * An Asymptotic Spectral Comparative Approach to the Derivation of OneDimensional Transport Models for Solutes and Colloids in FracturesP. Grindrod, Environmental Sciences Department, INTERA-ECL, United KingdomOctober 1989
TR 90:5 * Granskning av SKBs FoU-Program 89Kärnavfallsenheten, SKIFebruari 1990
TR 90:6 * The Motion of a Redox Front in a System of Bentonit and Rock, IncorporatingFracture Transport EffectsW. T. Shaw, Environmental Sciences Department, INTERA-ECL, United KingdomDecember 1989
TR 90:7 * CALIBRE Calculations of Corrodant Transport from the Buffer and RockMatrixK Worgan, P. Robinson, Environmental Sciences Department, INTERA-ECL, UnitedKingdomJanuary 1990

TR 90:8 Säkerhetsbedömning av komponenter med sprickorM. Bergman ', B. Brickstad ', L. Dahlberg \ I. Sattari-Far ', F. Nilsson2
1 AB Statens Anläggningsprovning.2 Institutionen för Hållfasthetslära, KungligaTekniska Högskolan, StockholmJuni 1990
TR 90:9 SKI-ASAR-O2 Återkommande säkerhetsgranskning Oskarshamn 2 1990Statens kärnkraftinspektionJuni 1990
TR 90:10 * Waste from Decommissioning of Nuclear Power PlantsP. O. Nielsen, Scandpower A/S, Kjeller, NorwayApril 1990
TR 90:11 * Far Field Radionuclide Migration at the Project 90 Reference Site ScopingCalculationsA. Bengtsson, B. Grundfeit, Kemakta Consultants Co., Stockholm, SwedenJuly 1990
TR 90:12 * Modelling of Rock Mass Response to Respository Excavations, Thermal Loadingfrom Radioactive Waste and Swelling Pressure of Buffer MaterialB. Shen , O Stephansson, Division of Rock Mechanics, Luleå University ofTechnology, Luleå, SwedenSeptember 1990
TR 90:13 * Geochemical Modelling: CRACKER Improvements, Groundwater Formationand Temperature GradientsA. Emrén, Department of Nuclear Chemistry, Chalmers University of Technology,Göteborg, SwedenJune 1991
TR 90.14 * Response Surface Methodology for Computer Experiments in RadionuclideTransportation StudiesT. Britton, R. Sundberg, Institute of Actuarial Mathematics and MathematicalStatistics, Stockholm University, StockholmOctober 1990
TR 90:15 * Regulatory Guidance for Radioactive Waste Disposal - an Advisory DocumentSwedish Nuclear Power Inspectorate, National Institute of Radiation Protection, SwissNuclear Safety Inspectorate
TR 90:16 * Performance of EQ3/6, PHREEQE and SOLGASWATER on Geochemical PathCalculations Involving Redox and Solid Phase ChangesI. Puigdomenech ', A. Emrén 2
1 Environmental Services, Studsvik Nuclear, Nyköping, Sweden.2 Department ofNuclear Chemistry, Chalmers University of Technology, Göteborg, SwedenDecember 1990
TR 90:17 * Natural Variability in Deep Groundwater Chemistry and Influence on TransportProperties of Trace RadionuclidesK. Andersson, Lindgren & Andersson HB, Bohus, SwedenMarch 1990

TR 90:18 * Some Estimates of the Total Nuclide Inventory in the Year 2100 from SwedishNuclear Power ProductionJO. Liljenzin, Department of Nuclear Chemistry, Chalmers University of Technology,Goteborg, SwedenApril 1990
1991TR 91:1 Kartlaggning av sprickslutningseffekter i svenska karnkraftanlaggningar
B. Brickstad, AB Svensk Anlaggningsprovning, StockholmJanuari 1991
TR 91:2 * Modelling of Hydro-Thermo-Mechanical Response of Rock Mass Around aNuclear Waste Deposition HoleJ. Rutqvist', O. Stephansson \ J. Noorishad2, C.-F. Tsang 2
1 Division of Rock Mecanics, Lulea University of Technology, Lulea, Sweden.2 EarthSciences Division, Lawrence Berkely Laboratory, California, United States
TR 91:3 Nordic Survey on Safety evaluation by use of Living PSA and Safety IndicatorsJ. Holmberg ', K Laakso \ E. Lehtinen ', G. Johansson 2, S. Borje 3
1 Technical Research Centre of Finland.2 Swedish Nuclear PowerInspectorate (Consultant). 3 ABB Atom AB
TR 91 4 * UDEC Modelling of Earthquake Loading on a Tunnel in a Nuclear WasteRepositoryB. Shen, O. Stephansson, Division of Rock Mechanics, Lulea University ofTechnology, Lulea, SwedenFebruary 1991
TR 91:5 * Application of Mineralogical, Geochemical and Radiochemical Criteria toEvaluate Recent Tectonic Reactivation Along Established Lineaments andFracture ZonesJ. Smellie ', E.-L. Tullborg 2, O. Landstrom 3
1 Contera AB, Uppsala, Sweden.2 SGAB, Goteborg, Sweden.3 Studsvik AB,Nykoping, Sweden
TR 91:6 CCF Analysis of High Redundancy Systems. Safety/relief Valve Data Analysisand Reference BWR ApplicationT. Mankamo, Avaplan Oy, S. Bjore and L. Olsson, ABB Atom AB, Vasteras, SwedenDecember 1992
TR 91:7 * Preliminary Probalistic System Assessment Calulations for 135Cs and237Np within the SKI Project-90
A. Pereira ', M. Ismail', B. Sundstrom2
1 Nuclear Physics Division, Department of Physics, University of Stockholm, Sweden2 Swedish Nuclear Power Inspectorate, Stockholm, SwedenMay 1991

TR 918 * The Potential Significance of Permafrost to the Behaviour of a Deep RadioactiveWaste RepositoryT. McEwen, G. de Marsily, University de Paris et Ecole des Mines de Paris, FranceFebruary 1991
TR 91:9 * Some Aspects of Regional Flow of Variable-Density Groundwater m CrystallineBasement Rock of SwedenC. Voss \ J. Andersson 2
1 U.S. Geological Survey, Reston VA, USA.2 Swedish Nuclear Power Inspectorate,StockholmDecember 1991
TR 91:10 SKIs Forskningsprogram - Utvardering och framtida inriktningK. Andersson ', E. Soderman 2, S. Faugert3
1 Statens karnkraftinspektion.2 ES-konsult.3 SIPU
TR 91:11 * Radionuclide and Colloid Migration in Fractured Rock: Model CalculationsP. Grindrod, D.J. Worth, Environmental Sciences Department, INTERA-ECL, UnitedKingdomJune 1990
TR 91:12 * Radionuclide Migration within Fractured Rock: The Impact of Colloids uponGeosphere CalculationsP Grindrod, Intera Sciences, United KingdomApril 1991
TR 91:13 * CRYSTAL: A Model of a Fractured Rock Geosphere for PerformanceAssessment within SKI Project-90K. Worgan, PC. Robinson, Intera Information Technologies, United KingdomFebruary 1992
TR 91:14 * Project-90. Conversion of Releases from the Geosphere to Estimates of individualDoses to ManD Charles, G. M Smith, Intera Sciences, United KingdomJuly 1991
TR 91 15 * Near-Held Calculations Using CALIBREK. Worgan, PC. Robinson, Intera Information Technologies, United KingdomFebruary 1992
TR 91:16 * Geosphere Calculations Using CRYSTAL: Stand-alone and CALIBRE-CRYSTAL-Biosphere Integrated ResultsK. Worgan, W. Shaw, Intera Information Technology, United KingdomFebruary 1992
TR 91:17 * The Motion of a Redox Front in a System of Bentonite and Rock, IncorporatingFractured Transport EffectsW.T. Shaw, Intera Information Technology, United KingdomFebruary 1992
10

TR 91 18 * The CALIBRE Source-Term Code: Technical Documentation for Project-90.P. Robinson, K. Worgan, Intera Environmental Division, United KingdomMarch 1992
TR 91:19 * Scoping Calculations for Canister-Tunnel Migration of Corrodants, Oxidantsand RadionuclidesW.T. Shaw, D. Worth, Intera Information Technology, United KingdomMarch 1992
TR 91 20 * The Oxidation State of the Near-Field Environment in the CALIBRE SourceTerm Model: Further RemarksW.T. Shaw, Intera Information Technology, United KingdomMarch
TR 91 21 * Project-90: Chemical DataK. Andersson, Lindgren & Andersson HB, Bohus, SwedenNovember 1988
TR 91:22 * Evaluation of the Contamination of a Well in the Vicinity of an UndergroundWaste RepositoryM.C. Cacas , P. Goblet, G. de Marsily, Ecole Nationale Superieure des Mines deParis, FranceAugust 1991
TR 91:23 * SKI Project -90 Volume I, Volume II, SummarySwedish Nuclear Power Inspectorate, Stockholm, SwedenAugust 1991
TR 91:24 * Dokumentation of the SKI Thermodynamic Data Base. Data for Mineral/RockCalculations.K. Andersson, Lindgren & Andersson HB, Bohus, SwedenFebruary 1991
TR 91 25 * SKI Projekt-90 SammanfattningStatens karnkraftinspektionAugusti 1991
TR 91:26 Rapportnumret overhoppat
TR 91:27 * Source Term Modelling Parameters for Project-90W. Shaw, G. Smith, K. Worgan, D. Hodgkinson, K. Andersson, Intera InformationTechnology, United KingdomApril 1992
TR 91:28 Bedomning av tillforiitlighet vid aterkommande provning avhuvudcirkulationskretsarL. Skanberg, Statens karnkraftinspektionOktober 1991
TR 91:29 Rapportnumret overhoppat
11

TR 91.30 Strålskydds- och säkerhetsläget vid de svenska kärnkraftverken 1990-91Statens kärnkraftinspektion i samarbete med Statens strålskyddsinstitutNovember 1991
1992TR 92:1 Signal Processing for Ultrasonic Testing of Anisotropie Materials
L. Ericsson, T. Stepinski, Uppsala University, SwedenJanuary 1992
TR 92:2 Operatörsarbete och kontrollrumsutformning vid Ol och O3- rapport från en enkätundersökning vintern 1989-90G. Svensson, Statens kärnkraftinspektion1991
TR 92:3 Project - SEISMIC SAFETY. Characterization of Seismic Ground Motions forProbabilistic Safety Analyses of Nuclear Facilities in SwedenSwedish Nuclear Power Inspectorate, Vattenfall, Sydkraft, OKG.April 1992
TR 92:4 Stagbas 2 - Incidentkatalog Oskarshamn 2R. Nyman, Statens kärnkraftinspektion, A. Angner, Es KonsultApril 1992
TR 92:5 Stagbas 2 - Incidentkatalog Oskarshamn 1R. Nyman, Statens kärnkraftinspektion, A. Angner, Es KonsultJuli 1992
TR 92:6 Stagbas 2 - Incidentkatalog Oskarshamn 3R. Nyman, Statens kärnkraftinspektion, A. Angner, Es KonsultAugusti 1992
TR 92:7 Rapportnumret överhoppat
TR 92:8 Rapportnumret överhoppat
TR 92:9 Stagbas 2 - Incidentkatalog Forsmark 1R. Nyman, Statens kärnkraftinspektion, A. Angner, Es KonsultAugusti 1992
TR 92:10 Rapportnumret överhoppat
TR 92:11 Stagbas 2 - Incidentkatalog Forsmark 3R. Nyman, Statens kärnkraftinspektion, A. Angner, Es KonsultJuni 1992
TR 92:12 Rapportnumret överhoppat
TR 92:13 Rapportnumret överhoppat
12

TR 92:14 Rapportnumret overhoppat
TR 92:15 Rapportnumret overhoppat
TR 92:16 * Granskning av fdrdjupad sakerhetsanalys for SFR-1Statens karnkraftinspektion, Statens stralskyddsinstitutOktober 1992(This report also has an English version; see 94:30)
TR 92:17 * Waste From Decommissioning of Nuclear Power PlantsP-O. Nielsen, ScanPower, A/S NorwayMay 1992
TR 92:18 * A Review of the Uncertainties in the Assessment of Radiological Consequences ofSpent Nuclear Fuel DisposalM. Wiborgh, M. Elert, L O Hoglund, C. Jones, B. Grundfelt, K. Skagius, A.BengtssonJune 1992
TR 92:19 * COLLAGE: A Numerical Code for Radionuclide Migration through a FracturedGeosphere in Aqueous and Colloidal PhasesP. Grindrod, R. C. Brown, N D. Gealy, Intera Information Technologies, UnitedKingdomJune 1992
TR 92:20 * Alligator Rivers Analogue Project - Final Report. Volume 1-16
TR 92:21 * SOLISOL-handling of Solid Solutions. Version 1.1S. Borjesson, A. Emren, Department of Nuclear Chemistry, Chalmers University ofTechnology, Goteborg, SwedenSeptember 1992
TR 92:22 * SKIs plan over kompletterande forskningsverksamhet inom karnavfallsomradetStatens karnkraftinspektionSeptember 1992
TR 92:23 Forslag till avgifter for ar 1993 enligt lagen (1981:669) om finansiering avframtida utgifter for anvant karnbransle m mM. Eriksson, Statens karnkraftinspektionOktober 1992
TR 92:24 * Granskning av SKB 91Statens karnkraftinspektionDecember 1992
TR 92:25 Sakerhets- och stralskyddslaget vid de svenska karnkraftverken 1991-92Statens karnkraftinspektion i samarbete med Statens stralskyddsinstitutDecember 1992
13

1993TR 93:1 BVV R Generation 2, Barsebäck I, Barsebäck 2, Oskarshamn 2
R. Nyman, Statens kärnkraftinspektion, A. Angner, Es KonsultJanuari 1993
TR 93:2 * Utredning om geologiskt underlag för lokalisering av ett djupförvar för använtkärnbränsleS. Scherman, Svensk Ingenjörstjänst AB, BrommaDecember 1992
TR 93:3 * Granskning av valet av bränslekapsel i SKBs FUD-program 92Å. Hultgren, NFC Konsult, NyköpingJanuari 1993
TR 93 4 * Kommentarer till SKBs FUD-program 92 - LokaliseringG. Sundqvist, Centrum för vetenskapsstudier, Göteborgs universitet, GöteborgFebruari 1993
TR 93:5 * Granskning av SKBs FUD-program 92 - Djupförvarsprojektet, Äspöprojektetoch det geovetenskapliga FoU-programmetS. Scherman ', U. Sundqvist \ H. Åhagen \ K. Palmqvist2
1 Svensk Ingenjörstjänst AB, Bromma.2 Berggeologiska Undersökningar AB,GöteborgFebruari 1993
TR 93 6 * CRACKER - A Program Coupling Chemistry and Transport,Version 92-11A. Emrén, Department of Nuclear Chemistry, Chalmers University of Technology,Göteborg, SwedenDecember 1992
TR 93 7 * A Review of SKB 91 and the SKB RD & D Programme 92N. Chapman, M. Apted, D. Hodgkinson, P. Robinson, Intera Information TechnologiesLtd, United KingdomJanuary 1993
TR 93:8 * Kemi och genes av djupa grundvatten i kristallint bergB Lagerblad, Cement- och Betonginstitutet, StockholmNovember 1995
TR 93 9 * Bentonitlerors stabilitet.Detta är inte en rapport utan ett PM: K-PM (95) 6. SKN Dnr 89/91
TR 93:10 Stagbas 2 - Incidentkatalog PWR-anläggningarR. Nyman, Statens kärnkraftinspektion, A. Angner, Es KonsultJanuari 1993
TR 93:11 * Review of the SKB RD&D Programme 92M. Apted, Intera Information Technologies Inc., Denver, USAMarch 1993
14

TR 93 12 * Synpunkter på SKBs FUD-program 92 - kemi- och materialfrågorH-P. Hermansson ', B. Lagerblad 2, B. Maijgren 3.1 Studsvik Material AB, Nyköping. 2 Cement- och betonginstitutet, Stockholm.3 Quality Project Management HB, HaverdalMars 1993
TR 93:13 * SKIs utvärdering av SKBs FUD-PROGRAM 92, Sammanfattning och slutsatserStatens kärnkraftinspektionMars 1993(This report also has an English version; see TR 93:24)
TR 93:14 * SKIs utvärdering av SKBs FUD-PROGRAM 92, Gransknings-PMStatens kärnkraftinspektionMars 1993(This report also has an English version; see TR 93:30)
TR 93:15 * SKIs utvärdering av SKBs FUD-PROGRAM 92, Sammanställning av remissvarStatens kärnkraftinspektionMars 1993
TR 93.16 Stagbas 2 - Incidentkatalog Ringhals 1R. Nyman, Statens kärnkraftinspektion, A. Angner, Es KonsultFebruari 1993
TR 93:17 * Konsekvenser av bränsleskador på avfallsproduktion och aktivitetsspridningR. Pulkkinen, Vattenfall Energisystem, StockholmJanuari 1993
TR 93:18 * Extended Probabilistic System Assessment Calculations within the SKI Project-90A. Pereira, Nuclear Physics Division, Department of Physics, Stockholm University,SwedenMarch 1993
TR 93:19 I-boken version 1 - Inledande händelser i svenska kärnkraftverkR. Nyman, Statens kärnkraftinspektionMars 1993
TR 93:20 Influence of Irridation on the Mechanical Properties of a Submerged-arc WeldMaterialK. Pettersson, KTH, Stockholm, SwedenMarch 1993
TR 93:21 Rad iolys i reaktorerH. Christensen, Studsvik Material AB, NyköpingMaj 1993
TR 93 22 BWR generation 3 - Forsmark 1, Forsmark 2 och BWR generelltR. Nyman, Statens kärnkraftinspektionMaj 1993
15

TR 93:23 * Site Characterization in Fractured Crystalline Rock. A Critical Review (SITE 94)of Geohydraulic Measurement MethodP. Andersson \ J-E Andersson \ E. Gustafsson \ R. Nordqvist \ C. Voss2
1 Geosigma AB, Uppsala. 2 US Geological SurveyMarch 1993
TR 93 24 * SKIs Evaluation of SKBs RD&D Programme 92, Summary and conclusionsSwedish Nuclear Power InspectorateMay 1993
TR 93 25 * Initial Two Dimensional Groundwater Flow Calculations for SITE-94(SITE-94) A. Boghammar, B. Grundfelt, Kemakta Konsult AB, Stockholm, Sweden
May 1993
TR 93:26 Encapsulation Station Cost EstimateT. Kukkola, IVO International LTD, FinlandMay 1993
TR 93 27 * SITE 94. Scenario Development: FEP Audit List Preparation:(SITE-94) Methodology and Presentation
M. Stenhouse, N. Chapman, T. Sumerling, Intera Information Technologies, UKApril 1993
TR 93:28 Proceedings of the Seminar on Environmental Cracking in Ni-base Alloys, April20-21 1993M. Trolle, Swedish Nuclear Power Inspectorate, Stockholm, SwedenJuly 1993
TR 93:29 * Tillstands- och lokaliseringsregler for karnavfallsanlaggningarT. Lofgren, Lunds universitet, LundJuni 1993
TR 93:30 * SKIs Evaluation of SKBs RD&D Programme 92, Review ReportSwedish Nuclear Power Inspectorate, Stockholm, SwedenJuly 1993
TR 93 31 * DECOVALEX - Mathematical Models of Coupled T-H-M Processes for NuclearWaste Repositories. Report of Phase 1L. Jing \ J. Rutqvist \ O. Stephansson \ C-F. Tsang 2, F. Kautsky3,1 Royal Institute of Technology, Stockholm, Sweden.2 Lawrence Berkely Laboratory,University of California, Berkeley, USA.3 Swedish Nuclear Power Inspectorate,SwedenJune 1993
TR 93:32 Oversikt av silproblematikenJ. Olsen, Kungliga tekniska hogskolan, StockholmOktober 1993
TR 93:33 Demonstration Case Studies on Living PSAJ. Sandstedt, RELCON AB, Stockholm, SwedenAugust 1993
16

TR 93:34 * DIALOG-projektet: Aktörsgruppens slutrapportNovember 1993(This report also has an English version; see TR 93:41)
TR 93:35 * DIALOG-projektet: Spelgruppens rapport om projektets uppläggning ochnnehållJ. Andersson, K. Andersson, M. Hallencreutz, C.-O. Wene, S. WesterlundNovember 1993(This report also has en English version; see TR 93:42)
TR 93:36 * DIALOG-projektet: Det rätta beslutet? En sociologisk utvärderingav projektet.G. Sundqvist, Centrum för vetenskapsstudier, Göteborgs universitet, GöteborgNovember 1993
TR 93:37 Theoretical Models for Ultrasonic Nondestructiv Evaluation of Cracks: ProbeModelling and Normalization by a Side-drilled HoleA. Boström, Avdelning mekanik, Chalmers tekniska högskola, Göteborg, SwedenOctober 1993
TR 93:38 Förslag till avgifter för år 1994 enligt lagen 1992:1537 om framtida utgifter föranvänt kärnbränsle m mM. Eriksson, Statens kärnkraftinspektionOktober 1993
TR 93:39 Methodology for Artificial Aging of Electrical Components. Results ofExperimental StudiesK. Spång, DNV Ingemansson AB, Göteborg, SwedenDecember 1993
TR 93:40 Säkerhets- och strålskyddsläget vid de svenska kärnkraftverken 1992-93Statens kärnkraftinspektion i samarbete med Statens strålskyddsinstitutNovember 1993
TR 93:41 * The DIALOGUE Project: Report from the Actors GroupNovember 1993
TR 93 42 * The DIALOGUE Project: Report of the Gaming Group on the Structure andContent of the ProjectJ. Andersson, K. Andersson, M. Hallencreutz, C.-O. Wene, S. WesterlundNovember 1993
TR 93:43 * Utredning om förutsättningarna för en MKB-process för slutförvaring av använtkärnbränsleK Andersson, KARINTA-konsult, H Åhagen, SINTABOktober 1993
TR 93 44 * Den senaste istiden i Skandinavien. En modellering av WeichselisenP. Holmlund, Naturgeografiska institutionen, Stockholms universitetOktober 1993
17

TR 93 45 * COLLAGE II: A Numerical Code for Radionuclide Migration through aFractured Geosphere in Aqueous and Colloidal PhasesP. Grindrod, N. Cooper, Intera Information Technologies , United KingdomMay 1993
TR 93:46 Statistic Concept and Techniques for Developing Evaluating, and Validating dif.Correlations and Corresponding Fuel Design LimitsG. F. Piepel, J. M. Cuta, Battelle Pacific Northwest Laboratories, USADecember 1993
199494:1 Detektering och storleksbestamning av slutna sprickor - Litteraturstudie
T. Zetterwall, C J Borgenstam, AB Svensk Anlaggningsprovning, TabyNovember 1993
94:2 Safety Evaluation by Living Probabilistic Safety AssessmentG. Johansson ' and J. Holmberg 2 (editors)1 Industriell Processakerhet, Bromma, Sweden. 2 VTT Automation, FinlandJanuary 1994
94:3 NKS/SIK 1 Reports and publications on LPSA Development(Supporting document in two volumes for SKI Report 94:2)January 1994
94:4 Pilot study: Analysis of Prescribed Testintervals Oskarhamn 2J. Sandstedt, RELCON AB, Sundbyberg, SwedenJanuary 1994
94:5 Studies on the Mechanism for Irradiation Assisted Stress Corrosion CrackingK. Pettersson, J. Chyssler, B. Josefsson, Studsvik Material AB, Nykoping, SwedenFebruary 1994
94:6 * Korrosion av kopparmaterial for inkapsling av radioaktivt avfall(S1TE-94) - En litteraturstudie
U. Engman, H-P. Hermansson, Studsvik Material AB, NykopingApril 1994
94:7 The Effects of Surfactants on Single Droplet Vapor ExplosionsAnnu inte Mar/Not yet ready
94:8 A Critical Review of Experiments on Effects of Surfactants on Steam ExplosionsAnnu inte Mar/Not yet ready
94:9 Guidelines for Reviewing Software in Safety Related SystemsG. Dahll, J. Kvalem, Institutt for Energiteknikk, NorgeFebruary 1994
18

94:10 * Geological Documentation of the Norrkoping-Oskarshamn Region in South-eastern Sweden. Discussion of Factors Relevant to SitingS. Scherman, Svensk ingenjorstjanst AB, Knivsta, SwedenApril 1994
94:11 Ultrasonic Characterization of Defects. Part 1. Literature ReviewB. Eriksson, T. Stepinski, Uppsala University, Uppsala, SwedenApril 1994
94:12 I-boken, version 2. Inledande handelser vid nordiska karnkraftverkK. Porn ', K. Shen \ R. Nyman 3
1 Porn Consulting.2 Studsvik Eco&Safety AB, Nykoping.3 Statens karnkraftinspektionOktober 1994
94:13 KalltermhandbokAnnu inte klar/Notyet ready
94:14 Evaluation of Acceptance Criteria for Data on Environmentally AssistedCracking in Light Water ReactorsJ. Hickling, CAPCIS MARCH LimitedSeptember 1994
94:15 Aging Degradation of Concrete Structures in Nuclear Power PlantsM. J. Do, A. D. Chockie, Battelle Seattle Research Center, Seattle, WashingtonSeptember 1994
94:16 * DECOVALEX - Mathematical Models of Coupled T-H-M Processes for NuclearWaste Repositories. Report of Phase II.L. Jing ', J. Rutqvist \ O. Stephansson ', C.-F. Tsang 2, F. Kautsky3
1 Royal Institute of Technology, Stockholm, Sweden.2 Lawrence Berkeley Laboratory,University of California, Berkeley, USA.3 Swedish Nuclear Power Inspectorate,SwedenOctober 1994
94:17 Projekt Yttre handelser. Lagesrapport September 1994A. Angner, ES-konsult AB, BrommaSeptember 1994
94:18 Statistisk uppfoljning av spricktillvaxt i AG-tuber - ForstudieK. Porn, Porn Consulting, NykopingSeptember 1994
94:19 * j n e Alligator River Natural Analogue - Modelling of Uranium and ThoriumMigration in the Weathered Zone at KoongarraK. Skagius, M. Lindgren, A. Boghammar, F. Brandberg, K. Pers, H. Widen, Kemakta,Stockholm, SwedenAugust 1993
94:20 Investigation of Fuel Behaviour at Different Power LevelsG. Lysell and S. Bengtsson, Studsvik Nuclear AB, Nykoping, SwedenOctober 1994
19

94:21 Säkerhets- och strålskyddsläget vid de svenska kärnkraftverken 1993-94Statens kärnkraftinspektion i samarbete med Statens strålskyddsinstitutNovember 1994
94:22 Dopplereffekt och tidskonstant för bränsle i reaktorerK. Jirlow, Aix-en-Provence, FrankrikeOktober 1994
94:23 Quantifying Manganese Sulphide Inclusions in Pressure Vessel SteelsG. Sund, Studsvik Material AB, Nyköping, SwedenOctober 1994
94:24 SKI-ASAR-R3/4 Återkommande säkerhetsgranskning 1991Ringhals 3 och 4Statens kärnkraftinspektionDecember 1994
94:25 Kvalificering av OFP-systemL. Skånberg, Statens kärnkraftinspektionNovember 1994
94:26 Miljödegradering och skadeutvecklingK. Gott, Statens kärnkraftinspektionNovember 1994
94:27 Program för provning av reaktortryckkärlG. Hedner, Statens kärnkraftinspektionNovember 1994
9428 SKIFTNYCKELN.1. Utveckling av ett verktyg för utvärdering och analys av kommunikation ochsamspel mellan kontrollrumspersonal på ett kärnkraftverk.2. Några socialpsykologiska aspekter på utbildning i simulator.1. M. Groth, psykologiska inst., Stockholms universitet, Stockholm2. R. Hagdahl, psykologiska inst., Stockholms universitet, StockholmNovember 1994
94:29 Specific Features of Cesium Chemistry and Physics Affecting Reactor AccidentSource Term PredictionsL. Devell, Studsvik Eco & Safety, Nyköping, Sweden. K. Johansson, KOJKON AB,Nyköping, SwedenAugust 1994
94.30 * Evaluation of SKBs In-depth Safety Assessment of SFR-1Swedish Nuclear Power Inspectorate, Swedish Radiation Protection InstituteDecember 1994
94:31 Förstudie - Vidareutveckling av trendmodell för åldringsanalysK. Pörn, Pörn Consulting, NyköpingApril 1995
20

199595:1 * SKIs yttrande over SKBs kompletterande redovisning till FUD-92
Statens karnkraftinspektionJanuari 1995(This report also has en English version; see 95:20)
95:2 Review of the T-book Methodology1. The Design of Reliability Data Bases, Generic IssueR. Cooke, Dept. of Mathematics, Delft University of Technology, The Netherlands2. Mathematical ReviewR Cooke, J. Dorrepaal, T. Bedford, Dept. of Mathematics, Delft University ofTechnology, The NetherlandsJanuary 1995
95:3 Modification and Backfitting in Ringhals Nuclear Power Plant in Safety RelatedSystemsL. Karlsson ', P. Karnik \ B. Lidh 2
1 KSU, Stockholm, Sweden.2 ES Konsult, Bromma, SwedenDecember 1994
95:4 Kemins inverkan pa silfiltrering. Slutrapport: Labforsok medolika pH-vardenR Kallstrom, H.-P. Hermansson, C. Norrgard, Studsvik Material AB, NykopingJanuari 1995
95:5 Manual Interventions in Oskarshamn 1 PSA 94E. Hollnagel, Human Reliability Associates Ltd, EnglandFebruary 1995
95:6 * International Seminar on Design and Manufacturing of Copper Canisters forNuclear WasteSeminar in Sollentuna, Sweden April 27-28 1994. ProceedingsSwedish Nuclear Power Inspectorate, KASAM - National Council for Nuclear WasteDecember 1994
95:7 The risk of PCI Damage to 8x8 Fuel Rods During Limit Cycle InstabilityD. Schrire, R. Oguma, K. Malen, Studsvik Nuclear AB, Nykoping, SwedenJanuary 1995
95:8 Modification and Backfitting in Forsmark Nuclear Power PlantUnit 1 and 2 in Safety Related SystemsL. Karlsson \ P. Karnik \ B. Lidh 2
1 KSU, Stockholm, Sweden.2 ES Konsult, Bromma, SwedenJanuary 1995
95:9 * Design Basis for the Copper Canister. Stage oneW. H. Bowyer, ERA Technology Ltd., EnglandFebruary 1995
95:10 The Two-stage Bayesian Method used for the T-Book Application
21

K. Porn, Porn Consulting, Nykoping, SwedenSeptember 1996
95:11 SKIs forskning - En granskning gjord av SKIs forskningsnamndDecember 1995
95:12 * User Guide for CALIBRE , Version 2(SITE-94) K. J. Worgan, P. C. Robinson, Intera Information Technologies, England
March 1995
95:13 * The CALIBRE Source-Term Code: Technical Documentation(SITE-94) for Version 2
K. J. Worgan, P. C. Robinson, Intera Information Technologies, EnglandMarch 1995
95:14 Forskningsprogram angaende harddiagnostik med neutronbrusmetoderI. Pazsit, N. S. Garis, Institutionen for reaktorfysik, Chalmers tekniska hogskola, wGoteborgApril 1995
95:15 Manual Interventions in Ringhals 2 PSA W;:-E. Hollnagel, University of Manchester, United KingdomMay 1995
95:16 The 3rd International Seminar on Subchannel Analysis, Stockholm 1995May 1995
95:17 * Uncertainties in Safety Analysis - A Literature ReviewC. Ekberg, Department of Nuclear Chemistry, Chalmers University of Tehnology,Goteborg, SwedenMay 1995
95:18 * SENVAR: a Code for Handling Chemical Uncertainties inSolubility CalculationsC. Ekberg, Department of Nuclear Chemistry, Chalmers University of Tehnology,Goteborg, SwedenMay 1995
95:19 Non-destructive Assay of Spent BWR Fuel with High-resolution Gamma-raySpectroscopyA. Hakansson, A. Backling, Department of Radiation Sciencies, Uppsala University,Uppsala, SwedenMay 1995
95:20 * SKI's Evaluation of SKB's Supplement to RD&D Programme 92Swedish Nuclear Power Inspectorate, SwedenMay 1995
95:21 Ultrasonic Characterization of Defects. Part 2. Theoretical Studies
22

B. Eriksson, T. Stepinski, Dept. of Technology, Circuits and Systems Group, UppsalaUniversity, SwedenApril 1995
95:22 Nuklear icke-spridningskontroll i Osterled. Svenska insatser mot spridning avkarnvapenmaterialStatens karnkraftinspektionJuni 1995
95:23 Modification and Backfitting at the Oskarshamn Nuclear Power Plant Unit 2 inSafety Related SystemsL. Karlsson \ O. Nilsson 2, B. Lidh 2.!. KSU, Nykoping, Sweden. 2. ES-Konsult AB, Stockholm, SwedenMay 1995
95:24 Modification and Backfitting at the Barseback Nuclear Power PlantUnit 1 and 2 in Safety Related SystemsL. Karlsson \ O. Nilsson 2, B. Lidh 2.\ KSU, Nykoping, Sweden.2. ES-Konsult AB, Stockholm, SwedenMay 1995
95:25 Compilation of Selected Modifications and Backfits in German, Swedish and USPWR and BVV R PlantsW. Werner, Safety Assessment Consulting GmbH, Breitbrunn, GermanyDecember 1995
95:26 * Systems Analysis, Scenario Construction and Consequence Analysis(S1TE-94) Definition for SITE-94
N. A. Chapman ', J. Andersson2, P. Robinson \ K. Skagius 3, C.-O. Wene4,M. Wiborgh 3, S. Wingefors 2
'. Intera Informations Tecnologies Ltd, United Kingdom.2. SKI, Sweden.3. KemaktaKonsult AB, Stockholm, Sweden.4. Chalmers Institute of Tecnology, Gbteborg,SwedenJune 1995
95:27 SKI-ASAR-O1 Aterkommande sakerhetsgranskning 1992 Oskarshamn 1Statens karnkraftinspektionJuni 1995
95:28 Litteraturstudie angaende brandskydd i karnkraftverk.Del 1: Brandteknisk separationS. Isaksson, Sveriges Provnings- och Forskningsinstitut, BorasJuni 1995
95:29 * Some Properties of Copper and Selected Heavy Metal Sulfides. A limited(SITE-94) Literature Review
H.-P. Hermansson, Studsvik Material AB, NykbpingJune 1995
23

95.30 * On the Specific Surface Area Parameter: A Sensitivity Study with a DiscreteFracture Network ModelA. Wille Nordqvist \ B. Dverstorp 2, J. Andersson.2
'. Hydraulics Engineering, The Royal Institute of Tecnology, Stockholm, Sweden.2. SKI, Sweden.august 1995
95:31 Core Reflooding Calculations for Forsmark 3 BWR withSCDAP/RELAPS5/Mod3.1L. Nilsson, Studsvik Eco & Safety AB, Nykoping, SwedenMay 1995
95:32 Implementation and Testing of SCDAP/RELAP5/MOD3.1L. Nilsson, Studsvik Eco & Safety AB, Nykoping, SwedenJuly 1995
95:33 Literature Review and Evaluation of Leak-Before-Break (LBB)D. Azodi, K. Bieniussa, K.-R. Ernst, H. Grebner, A. Hofler, M. Huppa, H. Schulz,W. Wenk, GRS, Koln, GermanyMarch 1995
95:34 Proceedings of the Specialist Meeting on Selected Containment Severe AccidentManagament StrategiesCompiled by Wiktor Frid and Susanne Carlberg, SKIJuly 1995
95:35 SKI-ASAR-R2. Aterkommande sakerhetsgranskning 1994 Ringhals 2Statens karnkraftinspektionAugusti 1995
95:36 Granskning av Ringhals 2 niva 1Annu inte Mar/Not yet ready
95:37 Granskning av Ringhals 2 niva 2Annu inte Mar/Not yet ready
95:38 Granskning av Ringhals 3 och 4 - SakerhetsstudieL. Agrenius, Agrenius Ingenjorsbyra AB, StockholmFebruari 1995
95:39 * Natural Element Mass Movement in the Vicinity of the Aspo Hard RockLaboratoryAnnu inte Mar/Notyet ready
95:40 * Far-field Rock Mechanics Modelling for Nuclear Waste Disposal(SITE-94) H. Hansson \ O. Stephansson \ L. Jing 1 B. Shen2
1 Engineering Geology, Royal Institute of Technology, Stockholm, Sweden.2 Current address: Division of Exploration and Mining, CSIRO, Queensland, Australia.June 1995
24

95:41 * Rock Mechanics Modelling for the Stability and Safety of a Nuclear (S1TE-94)Waste Repository. Executive SummaryH. Hansson \ O. Stephansson ', B. Shen 2
1 Engineering Geology, Royal Institute of Technology, Stockholm, Sweden.2 Current address: Division of Exploration and Mining, CSIRO, Queensland, Australia.July 1995
95 42 * The Central Scenario for SITE-94(SITE-94) L M. King-Clayton ', N. A. Chapman ', F. Kautsky 2, N.-O.Svensson \
G. de Marsily \ E. Ledoux 5.1 QuantiSci Ltd, Melton Mowbray, UK. 2 Swedish Nuclear Power Inspectorate,Stockholm, Sweden.3 Department of Quaternary Geology, Lund, Sweden.4 Universite VI Paris, Paris, France. 5 Ecole des Mines de Paris, Fontainebleau, France
95:43 Modification and Backfitting in Safety Related Systems at Ringhals 2B. Lidh ', E. Stromqvist2
1 ES-Konsult AB, Stockholm. 2. KSU, NykbpingAugust 1995
95:44 * The SKN Conceptual Model of Aspo. Based on pre-investigations1986-1990Ul Sundquist, P. Torssander, Bergab, Goteborg, SwedenDecember 1996
95:45 Determination of Detected Cerenkov-Light Intensities for Verification ofIrradiated Nuclear Fuel Using Monte Carlo TechniquesK. Kulka, A. Hallgren, Dept. of Radiation Sciences, Uppsala University, Uppsala,SwedenAugust 1995
95 46 ORIGEN2 Simulations of Spent BWR Fuel with Different Burnup, PowerHistory and Initital EnrichmentI. Matsson, Dept. of Radiation Sciences, Uppsala University, Uppsala, SwedenAugust 1995
95:47 Barseback 1 och 2 - Kriterier for acceptabel nivamatfunktionL. Eriksson, ABB Atom AB, VasterasAugusti 1995
95:48 * Bentonit i slutforvaret - Tillverkning av bentonitblock.En litteraturstudieA. Hultgren, NFC Konsult, NykopingSeptember 1995
95:49 Ringhals 1 PSA - Utvardering av sakerhetshojande atgarderP. Hellstrom, A. Enerholm, P. Holmgren, RELCON AB, SundbybergSeptember 1995
95:50 A Study of the Modelling Program RAYTRAIMA. S. Eriksson, ABB TRC AB, Taby, SwedenJune 1995
25

95:51 Bildning av stora enkristaller i reaktorvattenB. Beverskog, I. Fal, Studsvik Material AB, NyköpingMaj 1995
95:52 Förslag till avgifter för år 1996 enligt lagen (1992:1537) om finansiering avframtida utgifter för använt kärnbränsle m m (finansieringslagen)Statens kärnkraftinspektionOktober 1995
95:53 UTDefect - A Computer Program Modelling Ultrasonic NDT for Cracks andOther DefectsAnders Boström, Division of Mechanics, Chalmers University of Technology,Göteborg, SwedenAugust 1995
95:54 STAC - Program för statistisk uppföljning av spricktillväxt i ÅG-tuber.Användarmanual.Kurt Pörn, Pörn Consulting AB, NyköpingJuni 1995
95:55 * The CRYSTAL Geosphere Transport Model: Technical Documentation, Version2.1K. Worgan, P. Robinson, QuantiSci, Oxfordshire, United KingdomDecember 1995
95:56 * User Guide for CRYSTAL version 2.1K. Worgan, QuantiSci, Oxfordshire, United KingdomDecember 1995
95:57 * Acceptanskriterier för berggrunden vid djup geologisk slutförvaring av använtkärnbränsle. Proceedings från ett seminarium på Göteborgs universitet 13-14september 1994Statens kärnkraftinspektion, KASAM - Statens råd for kärnavfallsfrågorNovember 1995
95:58 Reliability of Piping System Components. Volume 1: Piping Reliability - AResource Document for PSA ApplicationsR Nyman \ S. Erixon ', B. Tomic 2, B. Lydeli3
1. Swedish Nuclear Power Inspectorate, Stockholm, Sweden2. ENCONET Consulting GesmbH, Vienna, Austria3. RSA Technologies, California, USADecember 1995
95:59 Reliability of Piping System Components. Volume 2: PSA LOCA Data BaseReview of Methods for LOCA Evaluation since the WASH-1400R. Nyman ', S. Erixon ', B. Tomic2, B. Lydell3
1 Swedish Nuclear Power Inspectorate, Stockholm, Sweden2. ENCONET Consulting GesmbH, Vienna, Austria3. RSA Technologies, California, USASeptember 1996
26

95.60 Reliability of Piping System Components Volume 3: A Bibliography of TecnicalPapers and Reports Related to Piping ReliabilityR. Nyman ', S. Erixon \ B. Tomic 2, H. Wimmer2, B. Lydell3
1. Swedish Nuclear Power Inspectorate, Stockholm, Sweden2. ENCONET Consulting GesmbH, Vienna, Austria3. RSA Technologies, California, USAMarch 1996
95:61 Reliability of Piping System Components. Volume 4: The Pipe Failure EventDatabaseR. Nyman \ S. Erixon ', B. Tomic 2, B Lydell3
\ Swedish Nuclear Power Inspectorate, Stockholm, Sweden2. ENCONET Consulting GesmbH, Vienna, Austria\ RSA Technologies, California, USAJuly 1996
95:62 Quality Systems Evaluation Method: Development and Implementation. Volume1.B. Melber \ N Durbin \ D. Lach \ I. Blom 2
1 Battelle Seattle Research Center, Washington, USA2 Swedish Nuclear Power InspectorateSeptember 1995
95:63 Sakerhets- och stralskyddslaget vid de svenska karnkraftverken 1994-95Statens karnkraftinspektionNovember 1995
95:64 Att visa resultat fran karnsakerhetsforskningen. Rapport fran uppdrag -Utvardering och anvandning av forskningsresultatS. Faugert, SIPU Utvardering AB, StockholmDecember 1995
95:65 An Evaluation of Cost Estimates of Nuclear Power Reactor Decommissiong inSweden, Germany and the United StatesS-O. Andersson, G. Varley, R. Heibel, C. Rusch, NAC INTERNATIONAL, Zurich,SwitzerlandNovember 1995
95:66 Degradering av rostfritt gjutgods. En litteraturstudieK. Norring, Studsvik Material AB, NykopingOktober 1995
95:67 Analysis Tools for Reliability DatabasesJ. Dorrepaal, RISO National Laboratory, Roskilde, DenmarkJanuary 1996
95:68 Field Test of a 250 mm Lens for the Mark IV CVDAnnu inte Mar/Not yet ready
27

95:69 * A Review of the Literature Related to Modelling the Interactionof Copper and UltrasoundW.H. Bowyer ', R.L. Crocker 2
1 Meadow End Farm, Tilford, Surrey, England2 High Profile Ultrasonic Ltd, EnglandNovember 1995
95:70 Crack Characterisation for In-service Inspection PlanningP. Ekstrom \ J. Wale 2
1 ABB Atom AB, Vasteras2 SAQ Inspection Ltd, StockholmNovember 1995
95:71 GOBLIN/WATGAS - Validering mot prov i nivamatledningarZ. Koszela, ABB Atom AB, VasterasNovember 1995
95:72 * Kopparkorrosion i rent syrefritt vattenK. Moller, Sveriges Provnings- och Forskningsinstitut, BorasDecember 1995
95:73 * Revised Pourbaix Diagrams for Copper at 5-150 °C(SITE-94) B. Baverskog ', I. Puigdomenech 2
1 Studsvik Material AB, Nykoping, Sweden2 Studsvik Eco & Safety AB, Nykoping, SwedenOctober 1995
95:74 The Corrosion Potential and the Crack Growth Rate for Stainless Steel in BWRsUnder Normal Water ChemistryG. Chai, P. Lidar, A. Molander, Studsvik Material AB, NykopingNovember 1995
95:75 Stelningsstruktur och elastiska konstanter for svetsgods av nickelbaslegeringenInconel 182P. Aronsson, L Soderman. Examensarbete for ABB TRC AB och Statenskarnkraftinspektion, utfort vid IMP - Svetsteknologi, Tekniska Hogskolan, StockholmOktober 1995
95:76 Quantification of the Ex-vessel Severe Accident Risks for the Swedish BoilingWater Reactors. A Scoping Study Performed for the APRI ProjectT. Okkonen, T.N. Dinh, V.A. Bui and B.R. Sehgal, Division of Nuclear Power Safety,Royal Institute of Technology, Stockholm, SwedenJuly 1995
95:77 Cooperative Severe Accident Research Program (CSARP) under 1992-1994Annu inte klar/Notyet ready
95:78 Fotoelektrokemiska undersokningar pa ZrO2 - Ett examensarbeteA. Lindroth, Studsvik Material AB, NykopingNovember 1995
28

95.79 International Symposium on Plant Aging and Life Prediction of CorrodibleStructures - ReserapportP. Lidar, Studsvik Material AB, NykopingSeptember 1995
95:80* DECOVALEX - Mathematical Models of Coupled T-H-M Processes for NuclearWaste Repositories. Report of Phase IIIL. Jing \ J. Rutqvist \ O. Stephansson \ C-F. Tsang 2, F. Kautsky3,1 Royal Institute of Technology, Stockholm, Sweden. 2 Lawrence Berkely Laboratory,University of California, Berkeley, USA.3 Swedish Nuclear Power Inspectorate,SwedenDecember 1995
95:81 De svenska karnkraftverkens livslangd - Underlagsrapport tillEnergikommissionenStatens karnkraftinspektionDecember 1995
199696:1 Litteraturstudie angaende brandskydd i karnkraftverk.
Del 2: Branddetektionssystem och slacksystemS. Isaksson, Sveriges Provnings- och Forskningsinstitut, BorasJanuari 1996
96:2 * Chemical and Physical Transport Parameters for SITE-94(SITE-94) K. Andersson, Chalmers University of Technology, Goteborg, Sweden
February 1996
96:3 * Diffusion in Copper Sulphides. An Experimental Study of Chalcocite,Chalcopyrite and BorniteR. Berger and R.V. Bucur, Institute of Chemistry, University of Uppsala, SwedenJanuary 1996
96 4 * Generalized Radial Flow Interpretation of Well Tests for the SITE-94(SITE-94) Project
J. E. Geiger', T. W. Doe 2, A. Benabderrahman \ L. Hassler 1. ' Golder AssociatesAB, Uppsala, Sweden.2 Golder Associates Inc., Redmond, Washington, USADecember 1996
96:5 * Discrete-Feature Modelling of the Aspo Site: 1. Discrete-Fracture(SITE-94) Network Models for the Repository Scale
J. E. Geier ', A. L. Thomas 2. '. Clearwater Hardrock Consulting, Monmouth, Oregon,USA. 2 Golder Associates Inc., Redmond, Washington, USAAugust 1996
29

96.6 * Discrete-Feature Modelling of the Aspo Site: 2. Development of the(SITE-94) Integrated Site-Scale Model
J. E. Geier, Golder Associates AB, Uppsala, Sweden. Clearwater HardrockConsulting, Oregon, USADecember 1996
96:7 * Discrete-Feature Modelling of the Aspo Site: 3. Predictions of(SITE-94) Hydrogeological Parameters for Performance Assessment
J. E. Geier, Golder Associates AB, Uppsala, Sweden. Clearwater HardrockConsulting, Oregon, USADecember 1996
96:8 * Discrete-Feature Modelling of the Aspo Site: 4. Source Data and Detailed(SITE-94) Analysis Procedures
J. E. Geier, Golder Associates AB, Uppsala, Sweden. Clearwater HardrockConsulting, Oregon, USADecember 1996
96:9 * Stochastic Continuum Hydrological Model of Aspo for the SITE-94(SITE-94) Performance Assessment Project
Y. Y. W. Tsang, Earth Sciences Division, Earnest Orlando Lawrence BerkeleyNational Laboratory, California, USAJune 1996
96:10 * Site-Specific Base Data for the Performance Assessment(SITE-94) J. Geier (editor) \ S. Tiren2, B. Dverstorp 3, P. Glynn4
1 Clearwater Hardrock Consulting, Monmouth, Oregon, USA.2 Geosigma AB,Uppsala, Sweden.3 Swedish Nuclear Power Inspectorate, Stockholm, Sweden.4 U.S. Geological Survey, Reston, Virginia, USAJune 1996
96:11 * Glaciation and Regional Ground-Water Flow in the Fennoscandian(SITE-94) Shield
Annu inte klar/Not yet ready
96 12 * Transport Sensitivity Studies for SITE-94: Time-Dependent Site-Scale(SITE-94) Modelling of Future Glacial Impact
L. King-Clayton, P. Smith, QuantiSci Limited, Leicestershire, United KingdomOctober 1996
96:13 * Hydrogeology of Aspo Island, Simpevarp, Sweden(SITE-94) Annu inte klar/Not yet ready
96:14 * Simple Evaluation of Groundwater Flux and Radionuclide Transport(SITE-94) at Aspo
B. Dverstorp ', J. Geier2, C. Voss3. ' Swedish Nuclear Power Inspectorate,Stockholm, Sweden.2 Clearwater Hardrock Consulting, Monmouth, Oregon, USA.3 U.S. Geological Survey, Reston, Virginia, USADecember 1996
96:15 * Preliminary Analysis of Geostatistical Structure of Aspo Borehole Data(SITE-94) Annu inte klar/Not yet ready
30

96:16 * Development of a Geological and Structural Model of Aspo,(SITE-94) Southeastern Sweden
S. A Tiren \ M. Beckholmen \ C. Voss 2, P. Askling '. l Geosigma AB, Uppsala,Sweden. 2 U.S. Geological Survey, Reston, Virginia, USADecember 1996
96:17 * Near-field Rock Mechanical Modelling for Nuclear Waste Disposal(SITE-94) B. Shen ' , 0 . Stephansson 2,
1 Current address: Division of Exploration and Mining, CSIRO, Queensland, Australia.2 Engineering Geology, Royal Institute of Technology, Stockholm, Sweden.July 1995
96:18 * Modelling of Rock Fracture Propagation for Nuclear Waste Disposal(SITE-94) B. Shen ', O. Stephansson 2. ' Current address: Division of Exploration and Mining,
CSIRO, Queensland, Australia. 2 Engineering Geology, Royal Institute of Technology,Stockholm, SwedenJanuary 1996
96:19 * Comparison of the SKI, SKB and SKN Geological and Structural(SITE-94) Models of the Aspo Area
Annu inte klar/Not yet ready
96:20 Piping Failures in United States Nuclear Power Plants: 1961-1995S. H. Bush ', M. J. Do \ A. L. Slavich 2, A. D. Chockie 3
1 Review & Synthesis Associates, Richland, Washington, USA2 Battelle Seattle Research Center, Seattle, Washington, USA3 Chockie Group International, Inc., Seattle, Washington, USAJanuary 1996
96:21 APRI - Accident Phenomena of Risk Importance. Slutrapport.W. Frid ', L. Hammar 2, E. Soderman 2
1 SKI, 106 58 Stockholm2ES-konsult, Box 12049, 102 22 StockholmDecember 1996
96:22 * Simulation of Radio Nuclide Migration in Crystalline Rock under Influence ofMatrix Diffusion and Sorption Kinetics: Code Development nd Pre-assessment ofMigration ExperimentA. Worman and Shulan Xu, Institute of Earth Sciences, Uppsala University,Uppsala, SwedenApril 1996
96:23 Fasibility of Gamma Ray Verification of Non-standard Fuel Items at CLABLars Hildingsson ', Goran af Ekenstam ', Matti Tarvainen 2, Antero Tiitta3
1 Swedish Nuclear Power Inspectorate, S-106 58 Stockholm, Sweden2 Finnish Centre for Radiation and Nuclear Safety, P.O. Box 14, FIN-00881 Helsinki,Finland3 Technical Research Centre of Finland, P.O. Box 1404, FIN-02044 VTT, Finland
31

96.24 An Overview of Stress Corrosion in Nuclear Reactors from the Late 1950s to the1990sS.H. Bush1. A D . Chockie2
1 Review & Synthesis Associates, Washington, USA2 Chockie Group International, Washington, USAFebruary 1996
96:25 * Gropfratning pa kopparkapselH.-P. Hermansson, B. Beverskog, Studsvik Material AB, NykopingFebruari 1996
96:26 Status for gjutet rostfritt stal i aldre svenska karnkraftverk, mars 1996M. Trolle, Statens karnkraftinspektionApril 1996
96:27 * A Study of Attenuation and Scattering of Ultrasoundin Polycrystalline CopperW.H. Bowyer ' and R.L. Crocker 2
1 Meadow End Farm, Tilford, Surrey, England2 High Profile Ultrasonic Ltd, Bucks, EnglandJuly 1996
96:28 Common Cause Failure Analysis of Hydraulic Scram and Control Rod Systemsof the Swedish and Finnish BWR PlantsAnnu inte klar/Notyet ready
96:29 * Geochemical Characterization of Simpevarp Ground Waters Near the(S1TE-94) Aspo Hard Rock Laboratory
Annu inte klar/Notyet ready
96:30 * Radionuclide Solubilities for SITE-94(SITE-94) Annu inte klar/Notyet ready
96:31 * Modelling of Near-Held Chemistry for SITE-94(SITE-94) Annu inte Mar/Not yet ready
96:32 * Modelling of Groundwater Chemistry at Aspo Hard Rock Laboratory(SITE-94) Annu inte klar/Notyet ready
96:33 * Mineralogy at the Aspo Site(SITE-94) Annu inte klar/Not yet ready
96:34 * Adaption of Mechanistic Sorption Models for Performance Assessment(SITE-94) Calculations
R. C. Arthur, QuantiSci, Denver, Colorado, USAOctober 1996
96:35 * Estimated Rates of Redox-front Migration in Granitic Rocks(SITE-94) R. C. Arthur, QuantiSci, Denver, Colorado, USA
October 1996
32

96:36 * SKI SITE-94. Deep Repository Performance Assessment Project. Volume I andII.Swedish Nuclear Power InspectorateDecember 1996
96:37 Investigation of In-Core Instrument Guide Tube Vibrations at OskarshamnBWR Unit 2 Based on Noise AnalysisB-G. Bergdahl, R. Oguma, Eurosim AB, Nykoping, SwedenMay 1996
96:38 * Mineral Formation on Metallic Copper in a "Future Repository SiteEnvironment"O. Amcoff, K. Holenyi, University of Uppsala, Uppsala, SwedenApril 1996
96:39 Failure Frequencies and Probabilities Applicable to BWR andPWR PipingS H. Bush \ A D Chockie 2
1 Review & Synthesis Associates, Richland, Washington, USA2 Chockie Group International, Inc., Seattle, Washington, USAMarch 1996
96:40 Status and Use of PSA in SwedenM. Knochenhauer, Logistica Consulting AB, Vasteras, SwedenMay 1996
96:41 * SKIs utvardering av SKBs FUD-program 95. Sammanstallningav remissvarK. Andersson, Karinta-konsult, TabyApril 1996
96:42 * Comments on "SKBs FUD-program 95" Focused on Canister Integrity andCorrosionW H Bowyer \ H.-P. Hermansson 2
1 Meadow End Farm, Surrey, England2 Studsvik Material AB, Nykoping, SwedenMarch 1995
96:43 * Examination and Validation of the Content of SKB ProgressReports 25-92-19 and 25-94-13K. Palmqvist, Bergab, Goteborg, SwedenFebruary 1996
96:44 * Forstudie betraffande bentonitens roll i ett slutforvar for radioaktivtavfallAnnu inte Mar/Not yet ready
33

96 45 Development of a High Sensitivity Cerenkov Viewing Device. Field Test at theRinghals 2 PWR Facility, Sweden0. Trepte ', L. Hildingsson ', J.D. Chen 2, G.R. Burton 2, G.J. Young 2
and EM. Attas 2
1 Swedish Nuclear Power Inspectorate, Stockholm, Sweden2 Atomic Energy of Canada Limited, AECL, Manitoba, CanadaAugust 1996
96:46 * A Model of Mass-transport Limited General Corrosion of Copper(SITE-94) Canisters
Annu inte Mar/Not yet ready
96:47 * Design Basis for the Copper/Steel Canister. Stage Two. Final ReportW H Bowyer, Meadow End Farm, Tilford, Surrey, EnglandFebruary 1996
96 48 * SKIs utvardering av SKBs FUD-program 95. Gransknings-PM.Statens karnkraftinspektionMaj 1996
96:49 * SKIs utvardering av SKBs FUD-program 95. Sammanfattningoch slutsatser.Statens karnkraftinspektionMaj 1996(This report also has an English version; see 96:56)
96:50 Forskningsprogram angaende harddiagnostik med neutronbrusmetoder.Etapp 2. Slutrapport.1. Pazsit, N. S. Garis, O. Thomson, Institutionen for reaktorfysik, Chalmers TekniskaHogskola, GoteborgMaj 1996
96:51 The Flooding Incident at the Agesta Pressurized Heavy Water NuclearPower PlantC. Dahlgren, Division of Nuclear Power Safety, Royal Institute of Technology,Stockholm, SwedenMarch 1996
96:52 Scoping Experiment on LOCA Cable Damage due to Dislodged MetallicInsulationAnnu inte klar/Notyet ready
96:53 Sondvibrationer vid Oskarshamn 3. Resultat fran matningar5 december 1995B.-G. Bergdahl och Ritsuo Oguma, EuroSim AB, NykopingApril 1996
96:54 * Kopparforeningar - en litteraturstudieAnnu inte klar/Notyet ready
34

96:55 * Korrosionsscenarier for koppar/jarnkapseln vid slutforvar av anvant(SITE-94) karnbransle
Annu inte klar/Notyet ready
96:56 * SKI's Evaluation of SKB's RD&D Programme 95Summary and ConclusionsSwedish Nuclear Power InspectorateJuly 1996
96:57 * SKI's Evaluation o SKBs RD&D Programme 95. Review ReportSwedish Nuclear Power InspectorateOctober 1996
96:58 * DECOVALEX - Mathematical Models of Coupled T-H-M Processes forNuclear Waste Repositories.Executive Summary for Phases I, II and III.L. Jing ', O. Stephansson ', C-F. Tsang 2, F. Kautsky3,1 Royal Institute of Technology, Stockholm, Sweden.2 Lawrence Berkely Laboratory,University of California, Berkeley, USA.3 Swedish Nuclear Power Inspectorate,SwedenJune 1996
96:59 * Development of 3D Thermohydroelastic Simulator ROCMAS III Application toModeling of SCV ExperimentsAnnu inte klar/Not yet ready
96 60 SKI-ASAR-B1-2. Aterkommande sakerhetsgranskning 1995Barseback 1 och 2Statens karnkraftinspektionDecember 1996
96:61 DINA 2D - Simulering av effekterna pa reaktorinneslutningen vid Forsmark 3vid en angexplosionAnnu inte klar/Not yet ready
96:62 * A Biosphere Model for Use in SITE-94(SITE-94) R. Barrdahl, The Swedish Radiation Protection Institute, Stockhom, Sweden
August 1996
96:63 Riskanalys i MTO-perspektiv - summering av metoder for industrielltillampningL. Harms-Ringdahl, Institutet for Riskhantering och Sakerhetsanalys, StockholmJuni 1996
96:64 Litteraturstudie angaende brandskydd i karnkraftverk.Del 3: Scenariebeskrivning och konsekvensanalysS. Isaksson, Sveriges Provnings- och Forskningsinstitut, BorasAugusti 1996
96:65 Skattning av brandfrekvenser per anlaggning och anlaggningsdelAnnu inte klar/Not yet ready
35

96:66 Kärnteknisk säkerhet. Hur värderas den?K. Andersson ', J. Andersson 2, L.Carlsson 2, A-M. Ericsson 3, L. Gunseli4,R. Olsson2, C.-O Wene5
1 Karinta-Konsult HB, Box 6048, 183 06 TÄBY. 2 SKI, 106 58 Stockholm(Johan Andersson finns nu på QuantiSci, Vallvägen 22, 125 33 Älvsjö).3 AMC Konsult AB, Kammakargatan 6, 111 40 Stockholm.4 Vattenfall EnergisystemAB, Box 528, 162 16 Stockholm, 5 Profil, Virvelvindsvägen 4G, 222 27 Lund
96:67 Förslag till avgifter och säkerhetsbelopp för år 1997 enligt lagen (1992:1537) omfinansiering av framtida utgifter för använt kärnbränsle m m(finansieringslagen)Statens kärnkraftinspektionOktober 1996
96:68 Cerenkov-Light Images of Irradiated Nuclear Fuel Containing Substituted Rods- A Calculation Based on Monte Carlo TechniquesK. Kulka and A. HallgrenDepartment of Radiation Sciences, Uppsala University, Uppsala, SwedenMay 1996
96:69 Riskbased inspectionÄnnu inte klar/Not yet ready
96:70 * Risks from Nuclear WasteJ.-O. Liljenzin, J. Rydberg, Radiochemistry Consultant Group AB, Västra Frölunda,SwedenNovember 1996
96:71 Säkerhets- och strålskyddläget vid de svenska kärnkraftverken 1995-96Statens kärnkraftinspektionNovember 1996
96:72 Field Trial of No-notice Inspection Scheme at ABB ATOM LEU FuelFabrication Plant in SwedenV. Bytchkov ', M. Hosoya \ W.-D. Sellinschegg \ A. Touzov \ G. af Ekenstam 2,J. Gustafsson 3, R. Aquino 3
1 IAEA, Wagramerstrasse 5, P.O. Box 100, A-1400 Vienna2 Swedish Nuclear Power Inspectorate, SE-106 58 Stockholm3 ABB ATOM AB, SE-721 63 VästeråsDecember 1996
96:73 * SENVAR 96: Enthalpies of Reaction and Other ImprovementsC. Ekberg, Department of Nuclear Chemistry, Chalmers University of Tecnology,Göteborg, SwedenNovember 1996
96:74 * Coupled Transport/Reaction Model of the Properties of Bentonite Buffer in aRepositoryJ. Liu and I. Neretnieks, Department of Chemical Engineering and Technology, RoyalInstitute of Technology, Stockholm, SwedenNovember 1996
36

96:75 Ultrasonic Characterization of Defects. Part 3: Experimental VerificationB. Eriksson, T. Stepinski, B. Vagnhammar. Uppsala University, Department ofTechnology, Circuits and Systems Group, Uppsala, SwedenSeptember 1996
96:76 Design Proposals: Computer Solution for SCCD CVDO. Trepte, Sigma Design & Development, Svetsarvagen 8, 171 41 Solna, SwedenOctober 1996
96:77 Common Cause Failure Analysis of Hydraulic Scram and Control RodSystems in the Swedish and Finnish BWR PlantsT. Mankamo, Avaplan Oy, Espoo, FinlandDecember 1996
96:78 * Hantering av radioaktivt avfall i Sverige fore ar 1980 samt radium ochradiumavfall fram till ar 1996A. Larsson, L. G. Karlsson, Kemakta Konsult AB, Stockholm, SwedenSeptember 1996
96:79 Upptagning av sulfat pa systemytor, en forstudieH.-P. Hermansson, Studsvik Material AB, NykopingDecember 1996
96:80* The Effect of Nitrite Ion on the Electric Properties of Oxide Films onCopperJ. Piippo, T. Saario, T. Laitinen, VTT Manufacturing Technology, Espoo, FinlandDecember 1996
199797:1 Microscopic examination of crack growht in a pressure vessel steel
Annu inte Mar/Not yet ready
972 Application of Noise Analysis to Investigate Core Degradation Processduring PHEBUS-FPT1 TestR. Oguma, GSE Power Systems AB, Box 62, SE-611 22 Nykoping, SwedenJanuary 1997
97:3 Experimental Validation of UTDefectA. S. Eriksson ', A. Bostrom2, H. Wirdelius2
1 ABB Tekniska Rontgencentralen AB, P.O. Box 121, SE-183 22 Taby, Sweden2 Division of Mechanics, Chalmers University of Technology, SE-412 96 Goteborg,SwedenJanuary 1997
97:4 Utvardering av KC-funktionen. Utveckling av en metod for utvardering av KC-stabens arbete vid en haverisituationM. Groth, Vattenfall Energisystem AB, Stockholm,Februari 1997
37

97:5 * SKI SITE-94. Deep Repository Performance Assessment Project. (SITE-94)SummarySwedish Nuclear Power InspectorateFebruary 1997
97:6 Annuinte Mar/Not yet ready
97:7 Annu inte Mar/Not yet ready
97:8 Annuinte Mar/Not yet ready
97:9 Annu inte klar/Notyet ready
97:10 Statistical Trend Analysis Methods for Temporal PhenomenaE. Lehtinen \ U. Pulkkinen ', K. Porn 2. ' VTT Automation, Industrial Automation,Finland.2 Porn Consulting, Nykoping, SwedenApril 1997
97:11 A Review of the Information Required by Technical Justifications andits AvailabilityG M Worrall, P J Conroy, M J Whittle, P Roscoe, Inspection Validation Centre, AEATechnology, Chesire, United KingdomMarch 1997
97.12 Study of International Published Experiences in Joining Copper andCopper-alloysA. Dahlgren, Swedish Nuclear Power InspectorateApril 1997
97:13 * Glaciation and Hydrogeology. Workshop on the Impact of ClimateChange & Glaciations on Rock stresses, Groundwater flow andHydrochemistry - Past, Present and Future. Workshop ProceedingsEdited by: Louisa King-Clayton & Neil Chapman, QuantiSci Ltd, UK. LarsO.Ericsson, SKB, Sweden. Fritz Kautsky, SKI, SwedenApril 1997
97:14 Fuel Assembly Assessment from CVD Image Analysis: A FeasibilityStudyC. S. Lindsay and T. Lindblad, Department of Physics, Royal Institute of Technology,Stockholm, Sweden, May 1997
97:15 Planning and Reporting of Russion Transmutation Research Projectwithin ISTC. Phase 1.H. Conde ', W. Gudowski2, J-0 Liljenzin 3 and C. Mileikovsky4. 1 Department ofNeutron Research, Uppsala University, Uppsala, Sweden.2 Department of Reactor andNeutron Physics, Royal Technical Institute, Stockholm, Sweden.3 Department ofNuclear Chemistry, Chalmers University of Technology, Goteborg, Sweden.4 Pully, SwitzerlandFebruary 1997
38

97:16 * Modelling of Attenuation and Scattering of Ultrasound in PolycrystallineCopperW.H. Bowyer ' and R.L. Crocker 2
1 Meadow End Farm, Tilford, Surrey, England2 High Profile Ultrasonic Ltd, Bucks, EnglandJanuary 1997
Annu inte klar/Notyet ready
Annu inte klar/Not yet ready
Design Basis for the Copper/Steel Canister. Stage Three. Final ReportW H Bowyer, Meadow End Farm, Tilford, Surrey, EnglandFebruary 1997
Annu inte klar/Not yet ready
Annu inte klar/Not yet ready
Annu inte klar/Not yet ready
Annu inte klar/Not yet ready
Analysis of Natural Convection in Volumetrically-heated Melt PoolsB.R. Sehgal, T.N. Dinh, R.R. Nourgaliev, Division of Nuclear Power Safety, RoyalInstitute of Technology, Stockholm, SwedenDecember 1996
97
97
97
97
97
97:
97:
97:
:17
:18
:19*
:20
:21
22
23
24
39

SEMINAR ON
PIPING RELIABILITYORGANIZED BY:
SKI (SWEDISH NUCLEAR POWER INSPECTORATE)
AND
THE NKS (NORDIC NUCLEAR SAFETY RESEARCH)
SIGTUNA, SWEDEN
SEPTEMBER 30 - OCTOBER 1, 1997
SKi

SEMINAR ONPIPING RELIABILITY
Presentation of Piping Reliability ResearchIn Support of the Nordic NKS Program &
Other SKI Sponsored Projects
September 30 - October 1, 1997
Conference Hotel - Stora Brannbo, Sigtuna, Sweden
FIRST ANNOUNCEMENT
m
ill
i i

Background
This international seminar brings together the disciplines ofprobabilistic safety assessment (PSA) and probabilistic fracturemechanics (PFM). Two major research projects will beconcluded during 1997:
• The Nordic Nuclear Safety Research Program NKS/RAK-1.2 "Initiating Events - Estimation of Pipe RuptureFrequencies".
• The Swedish Nuclear Power Inspectorate's (SKI's) researchon 'High Energy Piping Reliability' (the SLAP project).
There is a need for closer interactions between the PSA andPFM disciplines to improve the treatment of piping reliability inmodern PSA. The international seminar will present results andinsights from the work performed within the two researchprograms. The work performed by the joint Nordic NuclearSafety Research Project NKS/RAK-1.2 and the SLAP project ismainly presented during the first day of the Seminar. Thesecond day is mainly devoted to the integration of the twodisciplines. Experts from the international nuclear safetyresearch community are invited to participate in the proceedingsduring September 30 - October 1, 1997. The conference will beheld in the conference hotel Stora Brannbo, Sigtuna, Sweden.Sigtuna is located about 20 min from Arlanda airport.

Seminar hours:Get together, Monday evening, September 29.
Tuesday, September 30, 1997Registration 07.00 - 09.00Seminar 09.00-17.00
Wednesday, October 1,1997Seminar 09.00 - to about 16.00
For detailed agenda, see pages 4-7.
For additional information about the program, please contact:Ralph Nyman at SKI. E-mail [email protected]
Scientific informationLanguageThe seminar language will be - English.
PresentationsSpeakers are kindly requested to prepare their presentations &overheads in due time, no later than August 29, 1997.Presentations & OHs should be sent to: Ralph Nyman / SKI, nolater than August 29.
All presentations will be published in a Seminar Proceeding,and handed out to all participants at the registration desk.
About the Written PresentationWritten presentations should be written with a font size of 12 dpi.Recommended font style - Times New Roman
Structure of presentation:• Title of presentation• Presentation of the topic• Summary• Recommendation/-s
Maximum length of the presentation: 5 -10 pages
About the OverheadsOverheads should be written with a rather big font size, eg.
30-40*Recommended font style - Times New Roman
3
•Pi

Preliminary Seminar ProgramTuesday, September 30, 1997
Topic
Registration
Time
7.00-9.00
Activity
Start of the seminar 9.00
The objectives 9.30
Historical review 10.00
Introduction and objectivesLennart Carhson, OECD/NEA
Brief overview of ongoing plantmodernization projects in Sweden.Lessons learned from OKG-Fenix, etc.PSA perspectives on passive components; why do we need an improvedtreatment?Lennart Hammar, ES'Konsult
The process for piping reliabilityanalysis; past and current practices,insights & lessons learned. LOCA-contributions to the PSA results; pastand current trends.Bengt Lydell, RSA Technologies, USA
Coffee/tea
Ongoing researh,cont.
LUNCH
Data collection
10.30-11.0011.00
11.30
12.00-13.00
13.00
Ongoing researchOverview of NKS/RAK-1work 1994-1997 Overview ofNKS/RAK-1.2: "Initiating Events -Estimation of Pipe RuptureFrequencies"Kjell Andersson, Karinta Konsult Projectleader of the NKS research project)Description of SLAP project.Objectives and aim, scope, projectdevelopment, difficulties encountered.Bojan Tomic, Enconet Consulting,Austria
Data collection for improvedfollow-up of operating experience.SKI's damage database. Content, aimswith the database. Karen Gott, SKI

Databases 13.30
Theoretical models 14.00
Non-destructivetesting
14.30
15.00
International databases on pipingfailures. The SLAP database by SKI/RA:Relational database on piping failureevents in the worldwide nuclear powerplants.Bengt Lydell & Bojan Tomic (RSA +Enconet)
A Model for Estimation of Pipe BreakProbabilities in Swedish Nuclear PipingSystems. Bjorn Brickstad, SAQKontroll AB
Models for reliability and managementofNDTdata.Kaijsa Simola/VTT, Finland
Use of operational experienceto determine the failure probabilities:Overview of practices, (EPRI, othes).SLAP alternatives (classical statisticsapproach)Bengt Lydell & Bojan Tomic (RSA +Enconet)
Coffe/tea
Discussion
15.30-16.00
16.00
Discussion
Dinner
How can we improve the pipe reliabilitydata in todays PSA and safety studies?In PSA, where is quality / qualified pipereliability data needed?Lennart Carlsson, OECD/NEA +Mauritz Gardinge, OKG (Why is OKGNPP interested of advanced pipe ruptutemodels in their PSA studies. - ISI andradiation doses to maintenance personell).
16.45-17.30 Discussion around the topics presentedduring the day - open forumDiscussion leader Lennart Carlsson
19.00-22.00 Dinner at 19.00.Invited speaker, to be announced

Wednesday, October 1, 1997
Topic Time
Statistical results 8.00
Activity
Treatment of uncertainties inpiping reliability analysis? -Short statement - A PSA- perspectiveby SLAP-project -Short statement - A PFM- perspectiveby NKS/RAK-1.2 / SAQ Uncertainty &Sensivity analysis of Pipe Failure DataRoger Cook , TV- Delft, TheNetherlands.Introductory statements by: Bengt Lydell,RSA Technologies, USA
Integrated safetyanalysis
Coffe/tea
Review work
9.00
9.30-10.00
10.00
On the merging of PSA and PFM;How can the analysts benefitfrom the analysis of operational data andinsights from fractural mechanicsapproach?Fred Nilsson, KTH.
NKS/RAK-1 #2.
Review work, cont. 10.30
LUNCH 11.30-12.30
Review work, cont. 12.30
Review work, cont. 13.15
Verification of the IGSCC treatment inthe SLAP project vs. NKS/RAK-1.2Sture Andersson, SA Ingenjorsbyrd.
Planned ASME presentation.Speaker to be announced
Planned U.S. NRC presentation.Speaker to be announced
European Perspective: EC DGl 1 AGCSactivities and ENIQ activities relevantforRBISI.S.Crutzen, JRC The Netherlands or MrUmeitai, )RC.

Applications 1
Application 2
Final discussion
Adjourn
14-00 SLAP findings from the perspective ofNKS/RAK and PFM insights.Bengt Lydell, RSA Technologies, USA
14.30 A piping reliability study basedon results from the NKS/RAK-1.2. Pilot application on Oskarshamn-1 NPP, level-1 PSA study.Anders Enerholm, Relcon
15.00 Panel discussion, sum-up of theseminar. -
• What did we learn?• How could we best apply the
knowledge ?• Where do we go from now 1
Moderator: Lennart Carlsson OECDINEA
15.40-16.00 Final closing words.Lennart Carlsson, OECD/NEA
lit
ill

Registration Information
i
We ask that interested parties pre-register no later than Friday,August 29, 1997. Please use the attached registration form.
Registration fee is SEK 1,500
The registration fee covers: welcome buffet Monday evening,am/pm coffee or tea, lunch on Tuesday and Wednesday, seminardinner on Tuesday evening and meeting handouts.
Each participant is responsible for travel expenditures and costof lodging. Hotel reservations should be made in advance andno later than 4 weeks before the Seminar. Please use theregistration form.
PaymentPayment should be made in advance by one of the followingmeans:1. Banker's Draft, which should be sent together with the
registration form by ordinary mail. The Banker's Draft shouldbe purchased at your bank and made out in SEK to CONG-REX, Attn. SKI. Cross the draft. We regret that we areunable to accept personal, company or Euro cheques.
2. Transfer to S-E-Banken (Skandinaviska Enskilda Banken), S-106 40 Stockholm, Sweden, SWIFT-code: ESSESESS,account No. 5267-10 216 90, in SEK to CONGREX, Attn.SKI, P.O.Box 5619, S-114 86 Stockholm, Sweden.
3. Holders of American Express, Visa or Eurocard/Mastercardmay use their cards for charging all costs. Please indicate cardnumber and expiry date on the registration form.
4. Scandinavian residents may pay by bank and postal girotransfer. Bank giro 224-7021, Postal giro 9052-2.
Please complete the enclosed registration form and send ittogether with your payment to:Congrex Sweden ABAttn. P.O.Box 5619, S-114 86 STOCKHOLM, SWEDENFax number+46 8 661 91 25

Refund termsRefund of registration feeNotification of cancellation must be sent in writing toCONGREX (see address on page 8). Cancellations ofregistrations will be accepted until August 29 up to whichdate the total amount will be refunded less SEK 500 foradministrative expenses. We regret that no refunds can bemade for cancellations received after August 29.
Refund of hotel depositNotification of cancellation must be sent in writing toCONGREX. Cancellation of any hotel reservation will beaccepted until August 29, 1997, up to which date the hoteldeposit will be refunded. We regret that the hotel deposit cannot be refunded after August 29, 1997.
-i

Qeneral information
iI
LocationThe seminar will be held in Sigtuna, at the conference hotelStora Brannbo, close to Arlanda Airport, Stockholm's interna-tional airport.
Important addressesSeminar secreteriatCongrex Sweden ABAttn. SKIP.O. Box 5619SE-114 86 StockholmSWEDENPhone:+46 8 459 66 00Fax:+46 8 661 91 25E-mail: [email protected]
For scientific informationSKIAttn. Ralph Nyman
SE-106 58 StockholmSWEDENPhone: +46 8 698 84 78Fax: +46 8 661 90 86E-mail: [email protected]
TransportationTransportation service from Arlanda to the Sigtuna conferencecenter can be ordered in advance, via the registration form. Thebus fare from Arlanda Airport to Stockholm City is SEK 60.The taxi fare is approximately SEK 400.
WorldWideWebInformation about the seminar can be found on Internet at thefollowing address: http://www.congrex.com/. Use Congrex WordEvent list option.
Climate and dressThe weather at this time of the year is usually mild with tempe-ratures around 15 degrees centigrade. An umbrella might beuseful as showers can occur. Dress will be informal throughoutthe seminar.
Time zoneThe time zone in Sweden is GMT + 1 hour.
Banks and Post OfficesMost banks open at 9.30 and close between 15.00 and 16.30.Post Offices are generally open between 9.00 and 18.00.
10

CurrencyThe official currency is Swedish Krona (SEK). USD 1 ~ SEK7,8 (June 1997)
DisclaimerThe Organising Committee and Congrex Sweden AB acceptno liability for injuries / losses of whatever nature incurred byparticipants and / or accompanying persons, nor for loss ordamage to their luggage and / or personal belongings.
Professional Conference OrganizerCongrex Sweden AB has been appointed ProfessionalConference Organizer. Congrex Partnership is an internatio-nal group of Professional Conference Managementcompanies with offices in Europe, North America, LatinAmerica and Pacific Asia.
VAT refund conditionsSwedish VAT, currently from 12% to 25% may be repaid toforeign enterprises, except companies providing health care,banks and insurance companies. Information about recoveryof VAT will be available at the seminar Secretariat. Shouldyou require information before the seminar you are welcometo contact:
Deloitte & Touche Sweden ABTTS Tax Transfer ServiceP.O.Box 10152 S-121 26 STOCKHOLM-GLOBENSweden
11

STOCKHOLMB E A U T Y O N W A T E R


















