Self-optimising Injection Moulding - RWTH Aachen
7
Self-optimising Injection Moulding Cluster of Excellence Integrative Production Technology for High-Wage Countries
Transcript of Self-optimising Injection Moulding - RWTH Aachen

Self-optimising Injection Moulding
Cluster of Excellence
Integrative Production Technology for High-Wage Countries

Self-optimising Production Systems
Self-optimising Injection Moulding
Introduction
Production of injection moulded parts requires robust and consistent operating processes to satisfy high quality stan-dards. The goal of such processing is to reproduce each cycle identically and consistently within several process variables.
In particular, process variables such as the melt pressure and temperatures in the cavity. Conventional control-ling of injection moulding machine controls is based on
recognised variables, which infl uence the reproducibility of moulding processes by additional process disturbances. During the packing phase for example, temperature or viscosity fl uctuations may affect the reproducibility of the process. The concept of self-optimising injection moul-ding therefore, is to compensate for reoccurring process variations and increase reproducibility.
Figure 2: Manual reaction on process disturbances Figure 3: Variables at injection moulding

Self-optimising Production Systems
Practical Issues
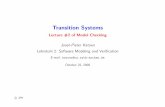
Machine variables can be referred to as values which describe the state and action of an injection moulding machine. Just such a parameter is the hydraulic pressure of the injection cylinder. Term process variables summari-se the variables, allowing for a clearer description of the process at the actual location where the moulding takes place. The cavity pressure is another example of such a process variable. Properties of manufactured moul-ded parts which result from injection moulding can be described as quality variables, and an example of quality variables are the part weight and geometry accuracy. Due to disturbances acting upon the injection moul-ding process, exclusive control of machine variables are insufficient to reproduce the process, but cannot ensure consistant moulding quality. Therefore, the monitoring or direct control of process variables is desired. Systematic disturbances such as a fluctuating ambient temperature, or varying material properties can seriously effect product quality. This includes the changes in the heat balance of the injection mould which can occur for example, with a non-identical repetitive process such as, after changing machine parameters. In contrast to the machine variables (such as the hydraulic pressure), process variables (such
as the cavity pressure) provide detailed information about processes, during the injection and holding pressure pha-se. The cavity pressure path correlates with various quality variables such as the part weight, or moulding accuracy, warpage or shrinkage, as well as morphology and sink marks.
Approach
The concept of a self-optimising system is divided into model based optimisation (MO-System) and various, information processing sensor actuator systems (ISA-Sys-tems). Temperature sensors, like IR-Sensors or thermo-elements are the thermal boundary conditions which can be measured, and a working point determined by the ISA-System. A working point is used to calculate the optimal processing path of the cavity pressure based on the quality model. This optimal cavity pressure path will describe the internal objective for another ISA System, which then realises its internal objectives, such as rea-ching the cavity pressure path independently.
Figure 5: pvT-optimised process
Figure 4: Concept of self-optimising injection moulding
Figure 6: Measuring quality values

Self-optimising Production Systems
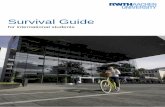
During the first phase of the Cluster of Excellence research, the concept of a self-optimising injection moulding process was to compensate for temperature fluctuations and ensure consistent quality was applied, even with changing boundary conditions or disturbances.
As an example of changing boundary conditions, the fai-lure of two heating zones of a plasticising unit was simu-lated, by switching off the heating zones and observing the effect on the part weight. The effect was observed using a conventional machine control with a fixed holding pressure path, and a comparison of the parts produced, using the concept of self-optimising injection moulding. Figure 7 highlights the results of the experiment where a plate made of polypropylene was used. The effect of the weight change on the basis of the changing moulding temperature was significantly lower, when using the self-optimising concept.
Technical Challenges
Several initial challenges will be made possible as result of technological, electronic advances in injection moulding machines. For one, the robustness and self-adaptation ability of the cavity pressure control will be tested and validated. The self-adaptation of the cavity pressure con-trol will prove essential in later practical feasibility tests of the self-optimising injection moulding process, and this will include an autonomous parameterisation of the controller. Furthermore, the controller architecture will be selected autonomously from different controller architec-tures differing in their complexity.
Figure 8: Reduction of process fluctuations
Figure 7: Compensation of thermal fluctuations by self-optimising in injection moulding
Figure 9: Optimising the process model

Self-optimising Production Systems
Figure 11: Additional mould geometries
Figure 10: Combined process optimisation
Figure 12: Highly accurate reproduction
As well, the current concept of the self-optimisation injection moulding will be extended by cross-cycle optimi-sations. The combination of online control and cross-cycle optimisation will be necessary to compensate for the heat balance fluctuations, after changing machine parameters. The compensation of the thermal fluctuations will be ac-complished with the application of the previous concept (approach) of self-optimising injection moulding machine. Meanwhile, cross-cycle optimisations will put a special focus on compensation of material variations, such as the changing viscosity properties of processed plastic.

Self-optimising Production Systems
Technical Data
� Physically motivated and self-learning modelling � Algorithms for the implementation of control strategies � Control cycle of 4 ms
Technical Equipment
� Injection moulding machine: Allrounder 520 A, Arburg GmbH + Co. KG, Loßburg
� Moulds to produce plane and box shaped moulded parts
� Pressure and temperature sensors � Digital and analogue data acquisition � Real-time capable multi-processor system for implementing control algorithms
Project Team
� Prof. Christian Hopmann Institute of Plastics Processing (IKV) at RWTH Aachen University
� Prof. Dirk Abel Institute for Automatic Control (IRT), RWTH Aachen University
� Matthias Reiter Institute for Automatic Control (IRT), RWTH Aachen University
� Axel Reßmann Institute of Plastics Processing (IKV) at RWTH Aachen University

Cluster of Excellence
Integrative Production Technology for High-Wage Countries
c/o Werkzeugmaschinenlabor WZLRWTH Aachen UniversitySteinbachstraße 19D-52074 Aachen
Phone: +49 (0) 241 80-25322 Fax: +49 (0) 241 80-22293 Email: [email protected]: www.production-research.de