
Sealant Manual AAMA 800-XX Section 1 - aamanet.org · E-Mail: [email protected] Web Site: AAMA...
131
This voluntary specification was developed by representative members of AAMA as advisory information and published as a public service. AAMA disclaims all liability for the use, application or adaptation of materials published herein. © Copyright 2015 American Architectural Manufacturers Association 1827 Walden Office Square, Suite 550, Schaumburg, IL 60173 Phone: 847/303-5664 Fax: 847/303-5774 E-Mail: [email protected] Web Site: www.aamanet.org AAMA 800-XX, Draft #2, Dated 6/3/15 Page i 800 Committee Approval Product Group Approval Approved via Ballot #810-15 Out for Ballot (#824-15) AAMA 800-XX DRAFT #2 DATED 6/3/15 Sealant Manual AAMA 800-XX Section 1
Transcript of Sealant Manual AAMA 800-XX Section 1 - aamanet.org · E-Mail: [email protected] Web Site: AAMA...

This voluntary specification was developed by representative members of AAMA as advisory information and published as a public service. AAMA disclaims all liability for the use, application or adaptation of materials published herein.
© Copyright 2015 American Architectural Manufacturers Association
1827 Walden Office Square, Suite 550, Schaumburg, IL 60173 Phone: 847/303-5664 Fax: 847/303-5774
E-Mail: [email protected] Web Site: www.aamanet.org
AAMA 800-XX, Draft #2, Dated 6/3/15 Page i
800 Committee Approval Product Group Approval
Approved via Ballot #810-15 Out for Ballot (#824-15)
AAMA 800-XX
DRAFT #2
DATED 6/3/15
Sealant Manual AAMA 800-XX
Section 1

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 1
FOREWARD
AAMA 800 Sealants Manual contains a group of documents utilized in the construction and installation of
fenestration products. In editions of this document with issue dates of 2010 and prior these document
were contained in one document. Beginning with the 2015 publication these documents, while remaining
connected, have been separated into individual documents as sub publications of this document.
This manual is presented in seven main sections. The first section is an introduction section followed by
six sections each containing one set of Voluntary Specifications and Test Methods for Sealants These
sections are :
Section 2, AAMA 800, Back Bedding/Glazing Compounds AAMA 802.3 and AAMA 805.2
Section 3, AAMA 800, Back Bedding Mastic Type Glazing Tapes AAMA 804.3, AAMA 806.3 and AAMA
807.3
Section 4, AAMA 800, Narrow Joint Seam Sealers AAMA 803.3
Section 5, AAMA 800, Exterior Perimeter Sealing Compound AAMA 808.3
Section 6, AAMA 800, Non-Drying Sealant AAMA 809.2
Section 7, AAMA 800, Expanded Cellular Glazing Tapes AAMA 810.1
These documents now are stand alone that contain all the specifications and test methods that are
applicable for each document.
1.1 AAMA 800 Cross Reference
The purpose of this cross-reference is to be a comprehensive list of the various voluntary sealants and
adhesives specification numerical callouts which are applicable whenever a generic reference to AAMA
800 Sealants is made. This list will be updated whenever applicable specifications are added or
removed.
802.3 Back Bedding/Glazing Compounds which permit movement without loss of bond and display
cohesive failure when tested in a peel configuration
Type I Back Bedding/Glazing Compounds have resistance to intermittent water contact
Type II Back Bedding/Glazing Compounds have resistance to extended water contact, but not
continuous immersion
803.3 Narrow Joint Seam Sealers
Type I Non-Sag
Type II Self-Leveling

AAMA 800-XX, DRAFT #2, DATED 6/3-15 Page 2
804.3 Back Bedding Mastic Glazing Tape for use in less severe back bedding and drop-in glazing
applications such as residential and light commercial fenestration products
805.2 Back Bedding/Glazing Compounds permit movement without loss of bond but require a higher
minimum adhesive strength than 802.3 compounds and may be allowed to display adhesive failure to the
substrate
Group A Back Bedding/Glazing Compounds display adhesive failure based on laboratory testing
Group C Back Bedding/Glazing Compounds display a minimum of 90% cohesive failure based on
laboratory testing
806.3 Back Bedding Mastic Glazing Tape in which the tape is subjected to continuous pressure exerted
from gaskets or pressure generating stop designs
807.3 Back Bedding Mastic Glazing Tape for commercial fenestration products in which the tape is not
subjected to continuous pressure from gaskets or pressure generating stop designs
808.3 Exterior Perimeter Sealing Compound
809.2 Non-Drying Sealants
810.1 Expanded Cellular Glazing Tapes
Type 1 tapes are intended as primary seals where tape is used by itself to prevent air and water
leakage or in a system when the tape acts as the primary sealant
Type 2 tapes are intended as secondary seals where the tape is used in combination with a full
bead of wet sealant to prevent air and water leakage
1.2 Definitions
Please refer to AAMA Glossary (AG-13) for all definitions unless otherwise specified.
1.3 Units of Measure
The primary units of measure in this document are metric. The values stated in SI units are to be
regarded as the standard. The values given in parentheses are for reference only.

This voluntary specification was developed by representative members of AAMA as advisory information and published as a public service. AAMA disclaims all liability for the use, application or adaptation of materials published herein.
© Copyright 2015 American Architectural Manufacturers Association
1827 Walden Office Square, Suite 550, Schaumburg, IL 60173 Phone: 847/303-5664 Fax: 847/303-5774
E-Mail: [email protected] Web Site: www.aamanet.org
AAMA 800-XX, Draft #2, Dated 6/3/15 Page i
800 Committee Approval Product Group Approval
Approved via Ballot #810-15 Out for Ballot (#824-15)
AAMA 800 -XX
DRAFT #2
DATED 6/3/15
AAMA 800 Sealant Manual - Section 2 Voluntary Specifications and Test Methods for
Sealants Back Bedding/Glazing Compounds
AAMA 802.3 and AAMA 805.2

AAMA 800-XX, Draft #2, Dated 6/3/15 Page i
TABLE OF CONTENTS
Back Bedding/Glazing Compounds .............................................................................................................. 1 FOREWARD ................................................................................................................................................. 1 1.0 SCOPE .................................................................................................................................................... 1 2.0 PURPOSE ............................................................................................................................................... 2 3.0 REFERENCED DOCUMENTS ............................................................................................................... 2 4.0 DEFINITIONS ......................................................................................................................................... 3 5.0 GENERAL ............................................................................................................................................... 3 6.0 TESTS ..................................................................................................................................................... 7 7.0 LABORATORY TEST METHOD NOTES ............................................................................................. 24

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 1
FOREWARD
This document has previously been part of AAMA 800 Voluntary Specifications and Test
Methods for Sealants. These back bedding/glazing compounds may have other
applications within the fenestration industry however this specification primarily
addresses non-structural, in-shop glazing applications.
1.0 SCOPE
To provide a minimum level of performance for back bedding/glazing compounds that are
flowable, pumpable, or gunnable at application temperature.
1.1 Compounds shall be classified as:
802.3 (Type I)
802.3 (Type II)
805.2 (Group A)
805.2 (Group C)
Compounds may include single or multiple components at ambient or elevated
application temperatures.
1.2 Back bedding/glazing compounds are used to bed glass to the surrounding substrate
and are intended to remain ductile and prevent air infiltration and water leakage. 802.3
(Types I and II) Back Bedding/Glazing Compounds permit movement without loss of
bond and display cohesive failure when tested in a peel configuration. 805.2 (Groups A
and C) Back Bedding/Glazing Compound also permit movement without loss of bond but
require a higher minimum adhesive strength than 802.3 compounds and may be allowed
to display adhesive failure to the substrate.
1.2.1 802.3 Type I compounds have resistance to intermittent water contact.
1.2.2 803.2 Type II compounds have resistance to extended water contact, but not
continuous immersion.
1.2.3 805.2 Group A Compounds display adhesive failure based on laboratory testing.
NOTE 1: If there is any concern about adhesive failure, please consult the sealant
manufacturer for detailed performance history.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 2
1.2.4 805.2 Group C Compounds display a minimum of 90% cohesive failure based on
laboratory testing.
NOTE 2: Sealant manufacturers may choose to test sealants to any or all of the four
classifications.
NOTE 3: The use of lap shear testing following exposures is offered to meet the needs
of window manufacturers for sealant strength data which may be used for window design
and estimating strength after accelerated aging. This data may provide insight on sealant
durability and performance.
1.3 The primary units of measure in this document are metric. The values stated in SI
units are to be regarded as the standard. The values given in parentheses are for
reference only.
2.0 PURPOSE
2.1 This document is intended to assist the window manufacturer to specify and obtain
back bedding/glazing compounds meeting minimum performance criteria.
3.0 REFERENCED DOCUMENTS
3.1 References to the standards listed below shall be to the edition indicated. Any
undated reference to a code or standard appearing in the requirements of this standard
shall be interpreted as to referring to the latest edition of that code or standard.
3.2 American Architectural Manufacturers Association (AAMA)
AAMA/WDMA/CSA 101/I.S. 2/A440-11, North American Fenestration
Standard/Specification for windows, doors, and skylights
3.3 ASTM INTERNATIONAL (ASTM)
ASTM C661-06(2011), Standard Test Method for Indentation Hardness of Elastomeric-
Type Sealants by Means of a Durometer
ASTM C961-06, Standard Test Method for Lap Shear Strength of Sealants

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 3
ASTM C734-06, Standard Test Method for Low-Temperature Flexibility of Latex Sealants
After Artificial Weathering
ASTM C794-10, Standard Test Method for Adhesion in Peel of Elastomeric Joint
Sealants
ASTM D2202-00(2010), Standard Test Method for Slump of Sealants
ASTM D2203-01(2011), Standard Test Method for Staining from Sealants
ASTM G154-06, Standard Practice for Operating Fluorescent Light Apparatus for UV
Exposure of Nonmetallic Materials
4.0 DEFINITIONS
Back Bedding/Glazing: An in-shop application where the glazing and/or panel(s) are
sealed to a surrounding sash or frame.
For all additional definitions, please refer to AAMA Glossary (AG-13).
5.0 GENERAL
5.1 To qualify as meeting this specification, products testes shall meet all requirements
as specified herein.
Test
Numb
er
Requireme
nt
802.3 805.2
Type I Type II Group A Group C
6.1 Hardness 55
Maximu
m
55
Maximu
m
70
Maximu
m
70
Maximu
m
6.2 Thin Film
Integrity
No
presence
of voids
No
presence
of voids
No
presence
of voids
No
presence
of voids
6.3
Test A
Peel
Adhesion
Minimum
90%
Cohesive
Failure or
--- Chemical
ly curing,
90% or
less
Chemical
ly curing,
more
than

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 4
at least
0.88
N/mm
(5lbf/in)
of width
cohesive
failure of
at least
2.2
N/mm
(12,5
lbf/in) of
width
90%
cohesive
failure of
at least
2.2
N/mm
(12,5
lbf/in) of
width
6.3
Test B
Peel
Adhesion
--- Minimum
90%
Cohesive
Failure or
at least
0.88
N/mm
(5lbf/in)
of width
--- ---
6.4 Lap Shear
with
Exposure
(Alternativ
e Test
Method to
6.3)
--- --- Chemical
ly curing,
less that
90%
cohesive
failure of
at least
207 kPa
(30 psi)
Chemical
ly curing,
more
than
90%
cohesive
failure of
at least
207 kPa
(30 psi)
6.5 Slump 2.5 mm
(0.1 in)
Maximu
m
2.5 mm
(0.1 in)
Maximu
m
2.5 mm
(0.1 in)
Maximu
m
2.5 mm
(0.1 in)
Maximu
m
6.6 Vehicle
Migration
None
allowed
None
allowed
None
allowed
None
allowed
6.7 Low
Temperatu
re
No
cracks
and//or
No
cracks
and//or
No
cracks
and//or
No
cracks
and//or

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 5
Flexibility loss of
adhesion
loss of
adhesion
loss of
adhesion
loss of
adhesion
6.8 Water
Resistance
No voids,
cracks,
separatio
n or
breakdo
wn
No voids,
cracks,
separatio
n or
breakdo
wn
No voids,
cracks,
separatio
n or
breakdo
wn
No voids,
cracks,
separatio
n or
breakdo
wn
5.2 Hardness Evaluation
When tested in accordance with ASTM C661 as modified in Section 6.1, the Shore "A"
hardness on all three samples shall not exceed values in the following table:
COMPOUND MAXIMUM SHORE “A”
802.3 (Types I and II)
805.2 (Groups A and C)
55
70
5.3 Thin Film Integrity
There shall be no presence of voids within the compound in any of the three samples
when tested in accordance with Section 6.2.
5.4 Peel Adhesion
5.4.1 802.3 (Type I) Compound
All panels shall have at least a 90% cohesive failure of at least 0.88 N/mm (5 lbf/in) of
width when tested in accordance with ASTM C794 as modified in Section 6.3 (Test A).
5.4.2 802.3 (Type II) Compounds
All panels shall have at least a 90% cohesive failure of at least 0.88 N/mm (5 lbf/in) of
width when tested in accordance with ASTM C794 as modified in Section 6.3 (Test B)
both prior to and after water immersion.
5.4.3 805.2Group A Compounds
Materials shall be chemically curing and all panels shall have a peel strength of at least
2.2 N/mm (12.5 lbf/in) of width when tested in accordance with ASTM C794 as modified
in Section 6.3 (Test A). Materials displaying less than 90% cohesive failure are to be
designated as Group A compounds.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 6
5.4.4 Group C Compounds
All panels shall have at least a 90% cohesive failure of at least 2.2 N/mm (12.5 lbf/in) of
width when tested in accordance with ASTM C794 as modified in Section 6.3 (Test A).
Materials displaying 90% or more cohesive failure are to be designated as Group C
compounds.
5.5 Lap Shear Strength with Exposure
This is test method to serve as an alternate to peel adhesion for classification of 805.2 A
and 805.2 C groups only. Materials displaying less than 90% cohesive failure shall be
classified as Group 805.2 A. Materials displaying 90% or higher cohesive failure shall be
classified as Group 805.2 C.
When tested in accordance with ASTM C961 as modified in Section 6.4, the specimens
shall meet the following:
Samples 5a, 5b, 5c, 5d and 5e must have pull values of at least 207 kPa (30 psi).
NOTE 4: The 207 kPa (30 psi) minimum standard was derived as follows: Assuming a
(60 psf) trapezoidal load distribution on a “large lite” of 121.9 cm x 243.8 cm (48 in X 96
in), the maximum distributed load along the sealant bond line is 10 lbs/inch. Using a 1.27
cm (0.5 in) wide bond width (bite), the total stress on the sealant is 10 ÷ 0.5 = 20 psi. This
value was increased to 207 kPa (30psi) to provide a safety factor of 1.5 (consistent with
uniform structural load test requirements of AAMA/WDMA/CSA 101/I.S. 2/A440).
5.6 Slump
When tested in accordance with ASTM D2202 as modified in Section 6.5 the compound
shall have a slump less than 2.5 mm (0.1 in).
5.7 Vehicle Migration
There shall be no vehicle migration from the compound edge when tested in accordance
with ASTM D2203 as modified in Section 6.6. Contact stain through the filter paper is
allowable.
5.8 Low Temperature Flexibility
The compound when tested in accordance with ASTM C734 as modified in Section 6.7
shall not have cracks and/or loss of adhesion from the test panel.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 7
5.9 Water Resistance
There shall be no presence of voids, cracks, separation or breakdown of the compound
when tested in accordance with Section 6.8.
6.0 TESTS
6.1 Use ASTM C661 for preparing and evaluating a total of nine test specimens.
However, use the cure and exposure conditions outlined below.
6.1.1 Specimen Cure and Exposure
6.1.1.1 Cure all nine specimens for seven days at 25°C ± 3°C (77°F ± 5°F).
6.1.1.2 Expose three specimens to each of the following conditions:
6.1.1.2.1 Sample A
25°C ± 3°C (77°F ± 5°F) for 21 days.
6.1.1.2.2 Sample B
Air circulating oven held at 82°C ± 3°C (180°F ± 5°F) for 14 days.
6.1.1.1.2.3 Sample C
RS type sun lamp positioned approximately 405 mm (16 in) above the sealant surface so
that a surface temperature of 60°C ± 6°C (140°F ± 10°F) is maintained. Lamps shall be
replaced after 500 hours use. Lamp exposure period is 21 days. For an alternative UV
source (see Section 7.8).
6.1.2 Specimen Exposure
6.1.2.1 After exposure, condition all nine specimens to 25°C ± 3°C (77°F ± 5°F).
Determine the instantaneous hardness for each exposure by averaging nine readings (3
per specimen). Report the results as sample A, B or C according to their exposure.
6.2 TEST METHOD FOR THIN FILM INTEGRITY OF GUNNABLE SEALANTS
6.2.1 Materials Required

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 8
6.2.1.1 Six etched and anodized aluminum (AA M10 C22 A31) panels 85 mm (3 3/8 in) x
170 mm (6 3/4 in) x 0.1 mm (1/32 in) thick.
6.2.1.2 Air circulating oven capable of maintaining a temperature of 82°C ± 3°C
(180°F ± 5°F).
6.2.1.3 Application equipment with nozzle to produce a bead 3 mm (1/8 in) in diameter.
6.2.1.4 12 mm (1/2 in) wide masking tape.
6.2.1.5 Twenty-four microscope slides, 25 mm (1 in) x 75 mm (3 in) x 1 mm (0.04 in).
6.2.1.6 RS type sun lamp with no more than 500 hours total burning time. For an
alternative UV source, see Section 3.8.
6.2.1.7 Six rigid plates, steel or aluminum 85 mm (3 3/8 in) x 170 mm (6 3/4 in) x 6 mm
(1/4 in) thick.
6.2.1.8 Six weights, 910 g (2 lb) each.
6.2.2 SUBSTRATE PREPARATION
6.2.2.1 Clean the aluminum panels in Section 2.3.1.1 and the microscope slides by the
procedure outlined in Section 3.5.
6.2.3 SPECIMEN PREPARATION
Place two strips of 12 mm (1/2 in) masking tape on the face side of the aluminum test
panel surface. Position the strips parallel to each other using the panels long edges as
guides. These strips shall run the entire length of the panel. [The tape in position on each
side of the face side shall be approximately 0.18 mm (0.007 in) thick and will serve as the
0.18 mm (0.007 in) spacer.]
Place two more strips of 12 mm (1/2 in) tape on top of the applied tape. Position this tape
so that it is one-half the length of the panel. [This double thickness of tape will serve as
the 0.36 mm (0.014 in) spacer.]

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 9
Apply two 3 mm (1/8 in) diameter beads (perpendicular to the tape) of test compound
approximately 25 mm (1 in) long to the test panel. The two beads shall be applied parallel
to each other and shall be spaced 25 mm (1 in) and 56 mm (2 1/4 in) from one end of the
panel. [These beads shall be between two sections of the tape either 0.18 mm (0.007 in)
thick or 0.36 mm (0.014 in) thick.]
Repeat this application using the opposite end of the panel for spacing requirements.
Holding a microscope slide by its ends, carefully place it on one bead of sealant and
gently press down until some resistance is felt. Do not attempt to force the slide down to
contact the tape and avoid any rocking or sliding motion while pressing. Repeat the
application of a slide to each of the remaining three beads. Set the assembly on a level
surface and lay a rigid plate over the slides. Set a 910 g (2 lb) weight on the plate in order
to press and hold the assembly for 24 hours at 25°C ± 3°C (77°F ± 5°F). At the end of the
24 hours, remove the weight and plate and allow the assembly to cure undisturbed for an
additional six days at 25°C ± 3°C (77°F ± 5°F). Prepare a total of six specimens by this
procedure.
6.2.4 SPECIMEN EXPOSURE
6.2.4.1 Sample No. 3a (two assemblies)
25°C ± 3°C (77°F ± 5°F) - 21 days.
6.2.4.2 Sample No. 3b (two assemblies)
Air circulating oven held at 82°C ± 3°C (180°F ± 5°F) - 14 days.
6.2.4.3 Sample No. 3c (two assemblies)
RS type sun lamp positioned approximately 405 mm (16 in) above the compound surface
and able to maintain a specimen surface temperature of 60°C ± 6°C (140°F ± 10°F).
Lamps shall be replaced after 500 hours use. Lamp exposure - 21 days. After exposure
evaluate thin film integrity. For an alternative UV source, see Section 3.8.
6.2.5 SPECIMEN EVALUATION
6.2.5.1 After the above exposures, report any cracks, voids, discoloration, or bond loss.
Identify the samples as 3a, 3b or 3c according to their exposure.
6.3 TEST METHOD FOR PEEL ADHESION

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 10
6.3.1 Materials Required
6.3.1.1 Six standard etched and anodized (AA M10 C22 A31) aluminum panels 85 mm (3
3/8 in) x 170 mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.3.1.2 Six double strength glass panels 85 mm (3 3/8 in) x 170 mm (6 3/4 in).
6.3.1.3 Clean white rags or paper towels.
6.3.1.4 Air circulating oven.
6.3.1.5 Twelve 25 mm (1 in) x 200 mm (8 in) strips of desized grade A airplane fabric,
121 g/m (4.28 oz/yd), 80/84 count (see Section 3.4) .
6.3.1.6 Commercial Grade MEK Solvent
6.3.1.7 Testing machine with tension grips capable of pulling at a rate of separation of 50
mm (2 in) per minute with a dial or chart indicator calibrated in 4.4 N (1 lbf) units.
6.3.1.8 Paper masking tape, 25 mm (1 in) wide.
6.3.1.9 Putty knife or spatula.
6.3.2 Panel Preparation
6.3.2.1 Use ASTM C794 to prepare panels and specimens. The following alternative
specimen size may be used. (See also Figures 1 thru 8 which follow.)
Inside
Dimensions
Total Thickness
Top Section
Bottom Section
35 mm (1.4 in) wide by 130 mm (5
in) long
4 mm (0.16 in)
2 mm (0.08 in)
2 mm (0.08 in)
6.3.3 Specimen Conditioning and Exposure

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 11
Expose the test panels as follows after a seven-day conditioning period at 25°C ± 3°C
(77°F ± 5°F).
Materials used in setting up peel panel assembly
Two piece jig frame of proper thickness showing slotted ribbon channel guide. See
dimensioned drawing.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 12
Two piece jig frame showing guide pins and holes with ribbon guide slot.
Dimensioned drawing of jig frame
FIGURE 1 - Fixture

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 13
Test compound/sealant being applied to substrate through bottom section of jig panel
frame.
Test material being leveled off on top of lower jig frame.
FIGURE 2 – Initial Sealant/Compound Application
Test sealant/compound being applied to bottom or peel ribbon (buttering).
Coated (buttered) ribbon being placed on lower half of uncured test material. Ribbon is
now aligned with slot in lower jig frame.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 14
FIGURE 3 – Application of Peel Ribbon
Top of jig frame in place. Holes and pins allow easy alignment.
FIGURE 4 – Final Jig Assembly
Test sealant/compound applied to top of ribbon
Spread test compound over ribbon
FIGURE 5 – Final Sealant/Compound Application

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 15
Scribe paper clip or small diameter wire around perimeter of uncured sample.
FIGURE 6 – Scribing
Carefully lift off upper guide jig.
Carefully lift off lower guide jig. Follow the recommended cure cycle in AAMA 800-XX
Section 6.3.3.
FIGURE 7 – Jig Removal

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 16
Cut through cured sealant to panel. Metal guide is utilized for 25mm (1”) wide cut. Guide
is in plane with ribbon
Thin polyethylene film being placed on back of cured sealant. This reduces false
readings when 180 degree pull is executed (eliminates drag of sealant to sealant).
Undercut the compound to produce separation at the interface in conjunction with Section
6.3.4.2. (NOTE 5: Picture shows optional method which laboratories may use where
undercuts are made to substrate during pull.)
FIGURE 8 – Final Preparation and Testing

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 17
6.3.3.1 Sample A (three aluminum panels)
25°C ± 3°C (77°F ± 5°F) - 21 days
6.3.3.2 Sample B (three aluminum panels)
82°C ± 3°C (180°F ± 5°F) - 14 days
6.3.3.3 Sample C (three glass panels)
25°C ± 3°C (77°F ± 5°F) - 21 days
6.3.3.4 Sample D (three glass panels)
82°C ± 3°C (180°F ± 5°F) - 14 days
6.3.4 Test Procedures
6.3.4.1 Immediately following the specimen exposures described in Section 6.3.3, allow
the specimens B and D to be conditioned to 25°C ± 3°C (77°F ± 5°F) for a minimum of
one hour or until the specimen temperature measures 25°C ± 3°C (77°F ± 5°F). When all
specimens have reached 25°C ± 3°C (77°F ± 5°F), make two cuts per panel with a sharp
blade, cutting completely through to the substrate surface and being careful not to cut the
peel cloth strip. Cuts shall be exactly 25 mm (1 in) apart.
6.3.4.2 Test A
Cover the sealant with a polyethylene strip before placing in the tensile testing machine.
This will allow the material coated peel strip to be pulled parallel (or 180° to the sealant)
at a rate of 50 mm (2 in) per minute. Peel the sealant approximately 12 mm (1/2 in) and
then cut sealant to the substrate to which it is attached. (Undercut the compound to
produce separation at the interface.)
6.3.4.3 Test B
Following procedure as outlined in Test A peel only one-half the length of each test panel
and record the results. Immerse the half-peeled panels in tap water at 25°C ± 3°C (77°F
± 5°F) for seven days. At the end of seven days remove the panels and continue the test
on the remaining water-conditioned compound.
6.4 TEST METHOD FOR SHEAR STRENGTH WITH EXPOSURE
6.4.1 Materials Required

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 18
6.4.1.1 Fifty 25 mm (1 in) x 76 mm (3 in) x 6 mm (1/4 in) clear, uncoated glass coupons.
6.4.1.2 Deep freeze unit capable of maintaining a temperature of -14 ± 1°C (7 ± 2°F).
6.4.1.3 Air circulating oven capable of maintaining a temperature of 82 ± 3°C
(180 ± 5°F).
6.4.1.4 RS type sun lamp with no more than 500 hours total burning time. For an
alternative UV source, see Section 3.8.
6.4.1.5 Testing machine with tension grips capable of pulling at a rate of separation of 12
mm (1/2 in) per minute with a dial or chart indicator calibrated in 4.4 N (1 lbf) units.
6.4.1.6 Putty knife or spatula.
6.4.1.7 Template capable of producing the desired sealant overlap and thickness
between the sets of glass coupons.
6.4.2 Lap Shear Preparation
(See Figures 12 and 13)
Dimensions
Sealant Overlap (Bite) 12 mm (1/2 in) wide by 25 mm (1 in) long
Sealant Thickness 0.76 mm (0.030 in)

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 19
FIGURE 12 – Lap Shear Preparation
FIGURE 13 – Lap Shear Preparation
6.4.3 Specimen Conditioning and Exposure
Expose the lap shear specimens as follows after the optional cure period.
6.4.3.1 Sample No. 5a (five lap shear specimens)
25°C ± 3°C (77°F ± 5°F) for 21 days
6.4.3.2 Sample No. 5b (five lap shear specimens)
Air circulating oven held at 82°C ± 3°C (180°F ± 5°F) for 14 days
6.4.3.3 Sample No. 5c (five lap shear specimens)
Dimension Length I 76 mm (3 in) J over 12 mm (1/2 in) K 6 mm (1/4 in) L 64 mm (2.5 in) M 7 mm (0.280 in)
I
K
L
M
N
Dimension Length A, F 76 mm (3 in) B, G 25 mm (1 in) C, H 6 mm (1/4 in) D 0.76 mm (0.030 in)
Sealant
Glass Coupons
A B C
D
E F G
H

AAMA 800-XX, DRAFT #2, DATED 6/3/15 Page 20
RS type sun lamp positioned approximately 405 mm (16 in) above the specimen so that a surface
temperature of 60°C ± 6°C (140°F ± 10°F) is maintained. Lamps shall be replaced after 500 hours of use.
Lamp exposure period is 21 days. For an alternative UV source, see Section 3.8.
6.4.3.4 Sample No. 5d (five lap shear specimens)
25°C ± 3°C (77°F ± 5°F) water soak for seven days
6.4.3.5 Sample No. 5e (five lap shear specimens) Deep freeze unit held at -14°C ± 1°C (7°F ± 2°F) for 24
hours
6.4.4 Test Procedures
6.4.4.1 Immediately following the specimen exposures described in Section 2.5.1.3, allow specimens 5b
and 5c to be conditioned to 25°C ± 3°C (77°F ± 5°F) for a minimum of one hour, or until the specimen
temperature measures 25°C ± 3°C (77°F ± 5°F), before testing. For specimen 5d, test wet, and 5e test
immediately after conditioning (as close to -14°C ± 1°C (7°F ± 2°F) as possible).
6.4.4.2 Testing
Before placing the specimens in the testing machine (see Figure 14), it is recommended to cover both
ends of the lap shear construction with masking tape to help prevent it from slipping in the tension grips.
Pull the specimens at a rate of 12 mm (1/2 in) per minute until failure. Record the maximum pull value and
mode of failure (percent of cohesive failure). Average the five values for each sample for the final report.
FIGURE 14 – Testing Machine
Tension Testing
Lap Shear Specimen

AAMA 800-XX, DRAFT #2, DATED 6/3/15 Page 21
6.5 TEST METHOD FOR SLUMP
6.5.1 MATERIALS REQUIRED
As outlined in ASTM D2202.
6.5.2 PROCEDURE
Conduct test as outlined in ASTM D2202 except temperature shall be 25°C ± 3°C (77°F ± 5°F), and time
shall be five minutes. At the end of the five minute time interval record the distance of slump in millimeters
(tenths of an inch).
6.5.2.1 For 803.3 Type II materials only, alter the test fixture to use a rectangular slot, 3.2 mm (1/8”) x 38
mm (1½”) wide x 6.35mm (1/4”) deep (see Figures 9 and 10).
FIGURE 9 – Slump Jig Fixture (Showing Slot Test)

AAMA 800-XX, DRAFT #2, DATED 6/3/15 Page 22
FIGURE 10 – Slump Jig Drawing
6.6 TEST METHOD FOR VEHICLE MIGRATION
6.6.1 Prepare vehicle migration test specimens in accordance with ASTM D2203 with the following
modifications:
6.6.1.1 Specimen exposure and evaluation.
6.6.1.1.1 The specimen shall be allowed to cure for seven days at 25°C ± 3°C (77°F ± 5°F). Then place
the specimen in an air circulating oven for 14 days maintaining a temperature of 82°C ± 3°C (180°F ±
5°F). After exposure observe for vehicle migration from the edge of the compound.
6.7 TEST METHOD FOR LOW TEMPERATURE FLEXIBILITY

AAMA 800-XX, DRAFT #2, DATED 6/3/15 Page 23
6.7.1 Use ASTM C734 to prepare test specimens using three standard etched and anodized (AA M10C
22A 31) aluminum panels 85 mm (3 3/8 in) x 170 mm (6 3/4 in) x 0.1 mm (1/32 in) thick and template
consisting of an aluminum or brass frame with inside dimensions of 130 mm (5 in) x 40 mm (1 1/2 in) x 6
mm (1/4 in) thick.
6.7.2 Allow test specimens to air dry for seven days at 25°C ± 3°C (77°F ± 5°F). Place the three panels in
air circulating oven for 14 days maintaining temperature at 82°C ± 3°C (180°F ± 5°F). Remove the panels
from oven and allow specimens time to reach ambient temperature. Place the assembly in deep freeze
and maintain a -14°C ± 1°C (7°F ± 2°F) for 24 hours along with a 25 mm (1 in) steel mandrel
approximately 200 mm (8 in) long. While still in the deep freeze, place each specimen in turn on the
mandrel with the aluminum plate next to the mandrel, and without holding the sealant bend the specimen
180° around the mandrel within one second.
6.8 TEST METHOD FOR WATER RESISTANCE
6.8.1 Materials Required
6.8.1.1 Three standard etched and anodized (AA M10 C22 A31) aluminum panels 85 mm (3 3/8 in) x 170
mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.8.1.2 Air circulating oven.
6.8.1.3 12 mm (1/2 in) wide masking tape.
6.8.1.4 Three single strength glass panels 85 mm (3 3/8 in) x 170 mm (6 3/4 in).
6.8.1.5 Three rigid plates, steel or aluminum 85 mm (3 3/8 in) x 170 mm (6 3/4 in) x 6 mm (1/4 in) thick.
6.8.1.6 Three weights, 910 g (2 lb) each.
6.8.2 Procedure
Prepare three specimens as follows:
Place two 12 mm (1/2 in) wide strips of masking tape on the face side of the aluminum test panel surface.
Position the strips parallel to each other using the panel’s long edges as guides. These strips shall run the

AAMA 800-XX, DRAFT #2, DATED 6/3/15 Page 24
entire length of the panel. The tape in position on each edge of the face side shall be approximately 0.18
mm (0.007 in) thick.
Place an additional strip of 12 mm (1/2 in) tape on top of each applied tape. Position this tape so that it
covers the entire length of the panel. (This double thickness of tape will serve as a 0.36 mm (0.019 in)
spacer.) Apply a 3 mm (1/8 in) diameter bead of test compound approximately 12 mm (1/2 in) inside and
parallel to each side of the panel. Apply across bottom of the panel to complete the "U" shape trough.
Holding the single strength glass by its edges, carefully place it on the sealant and gently press down until
some resistance is felt. Do not attempt to force the glass to contact the tape and avoid rocking or sliding
motion while pressing.
Repeat on the remaining specimens.
Set the assemblies on a level surface and lay a rigid plate on each. Set a 910 g (2 lb) weight on the plate
in order to press and hold the assemblies for 24 hours at 25°C ± 3°C (77°F ± 5°F). At the end of 24 hours
remove the weight and plate and allow the specimens to cure undisturbed for an additional six days at
25°C ± 3°C (77°F ± 5°F). Place specimens in an air circulating oven at 82°C ± 3°C (180°F ± 5°F) for
seven days. Cool at room temperature and fill trough with tap water. Stand in vertical position for 14 days.
NOTE 6: Voids and other defects present before water exposure should be noted and disregarded in the
final evaluation.
7.0 LABORATORY TEST METHOD NOTES
7.1 SEALANT SAMPLING
The sealant to be tested shall be taken directly from a randomly selected container as commercially
supplied by the manufacturer. The container shall be full and not previously opened. The testing shall be
completed within the shelf-life recommended by the manufacturer. The sealant manufacturer's
instructions giving any options allowed in the test methods shall be obtained along with the sealant
sample.
7.2 HOW TO EVALUATE RESULTS
After testing, examine each group of specimens representing a given test. Should any one specimen be
found not to meet requirements, the given test shall be repeated.
NOTE 7: Only one repeat per test shall be permitted.

AAMA 800-XX, DRAFT #2, DATED 6/3/15 Page 25
If the sealant fails the specific retest, a new sample shall be submitted and all the requirements of the
specification shall be tested.
7.3 OPTIONAL CURE, PRE-CURE OR PRE-CONDITIONING OF TEST SPECIMENS PRIOR TO
EXPOSURE CONDITIONS
The curing conditions for a test specimen prior to test requirement exposure; i.e., 82°C ± 3°C (180°F ±
5°F) for 14 days, may require moisture and/or oxygen to facilitate a cure. Also, some compounds may
require a step-type temperature gradation for elimination of solvents prior to test exposure. The following
conditions are examples of such options.
a. 25°C ± 3°C (77°F ± 5°F) with 50% ± 5% Relative Humidity.
b. 25°C ± 3°C (77°F ± 5°F) with 95% ± 5% Relative Humidity.
c. 38°C ± 3°C (100°F ± 5°F) with 95% ± 5% Relative Humidity.
d. 25°C ± 3°C (77°F ± 5°F) (Room Temperature Average) 45% to 65% Relative Humidity.
e. 25°C ± 3°C (77°F ± 5°F) (45% to 65% Relative Humidity) 7 days + 7 days at 60°C ± 3°C (140°F ±
5°F).
f. 25°C ± 3°C (77°F ± 5°F) (45% to 65% Relative Humidity) 7 days + 7 days at 38°C ± 3°C (100°F ±
5°F).
Should any of the above variations thereof be specified by the compound manufacturer, a notation on the
test report shall be made indicating the conditions used. If no conditions are specified by the compound
manufacturer, the standard criteria seven days at 25°C ± 3°C (77°F ± 5°F) shall be used prior to the
elevated temperature exposure requirements in the test.
NOTE 8: A maximum of 14 days and/or 70°C (158°F) shall be permitted to be used as an optional pre-
cure.
7.4 PEEL ADHESION PREPARATION
ASTM C794 specifies a peel strip material of desized, Grade A, Airplane Cloth, 121 g/m (4.28 oz/yd),
80/84 count.
The sealant manufacturer is permitted to specify other types of strip material to insure adequate adhesion
between the strip and the sealant. Other fabrics, foils or screens are permitted to be used. The peel strip
material shall be described and noted on the test report.

AAMA 800-XX, DRAFT #2, DATED 6/3/15 Page 26
NOTE 9: The above company is listed for convenience only and the listing is not, in any way, an approval
or endorsement by AAMA.
7.5 SUBSTRATE PREPARATION
Unless cleaning instructions are given in the individual test method, clean all metal and glass test
surfaces using the procedure outlined below.
a. Always pour solvent on the rag being used. Never dip the rag in the cleaning solvent, as this
contaminates the solvent.
b. Use the "Two Rag Wipe" technique. One rag is used to wipe off the wet solvent and contaminates
from the surface. Use a second rag one time in one direction to remove any remaining solvent
and contaminants, allowing the solvent to dry on the surface without wiping with a second dry
absorbent cloth merely re-deposits the contaminants as the solvent dries.
c. Change to clean rags frequently as you see them becoming soiled. It is easy to see the soiling if
white rags are used.
d. Always use clean containers for solvent use and storage.
e. Follow solvent supplier's recommendations for solvent use and storage.
NOTE 109: Sealant manufacturer and/or sealant user should test specific sealants, substrates, primers (if
required) and cleaning procedures to ensure adequate adhesion is developed under actual conditions.
7.6 SEALANTS WITH SPACERS
Some gunnable sealants with spacer beads cannot be tested to some requirements within their
respective specifications because spacers will not allow specified test specimen configuration, or can
produce results not characteristic of the same materials without spacers. Therefore, in those cases testing
shall be done using sealants without spacers. Testing and acceptance of sealants with spacers shall be
agreed to between the sealant supplier and user. Deviations in testing due to spacers shall be noted on
the testing report.
7.7 COMPATIBILITY
This specification qualifies a sealant for use. It does not address the adhesion capability of the sealant for
a specific substrate nor the compatibility of the sealant with the materials it contacts. Adhesion and

AAMA 800-XX, DRAFT #2, DATED 6/3/15 Page 27
compatibility characteristics required for specific substrates or finishes shall be determined by the
following test methods:
NOTE 11: Several alternative test methods are available from ASTM.
A. TEST METHOD A - Compatibility with Plastic Glazing Beads or Setting Blocks
1. Materials Required
a. Two 600 ml (20 oz), high form beaker (no pouring lip). Two watch glass covers for same.
b. Air circulating oven.
c. Two 100 mm (4 in) pieces of plastic glazing bead and/or setting block to be evaluated.
2. Procedure
Apply a 6 mm (1/4 in) diameter linear bead of bedding material 50 mm (2 in) long to one 100 mm (4
in) piece of material to be evaluated. Immediately place the test strip (compound applied) plus one
100 mm (4 in) piece of specimen (with no compound applied) in separate beakers and cover with
watch glasses. Condition for 24 hours at 25°C ± 3°C (77°F ± 5°F) then place beakers and strips in a
82°C ± 3°C (180°F ± 5°F) air circulating oven for 72 hours. After 72 hours exposure in the oven,
remove the material from the oven and condition to 25°C ± 3°C (77°F ± 5°F) for a minimum of one
hour. The material being tested shall not be evaluated until its temperature has been determined to
be 25°C ± 3°C (77°F ± 5°F). Evaluate the compatibility of the bedding compound by reporting any
differences between the plastic bead or accessory with compound applied and that without
compound. Observe the sealants and substrates for discoloration, staining, tackiness, softening or
crazing.
B. TEST METHOD B - Compatibility with Laminated Glass
1. Materials Required
a. Two 600 ml (20 oz), high form beakers (no pouring lip). Two watch glass covers for same.
b. Air circulating oven.
c. Six pieces of laminated glass 50 mm x 50 mm (2 in x 2 in).
2. Procedure
Apply test compound approximately 6 mm (1/4 in) thick to the surface of the edge of two adjacent
sides of three laminated glass pieces being sure to cover bond line (interface of glass and

AAMA 800-XX, DRAFT #2, DATED 6/3/15 Page 28
laminate). Immediately place three specimens with test strip (compound applied) plus three
specimens (with no compound applied) in separate beakers and cover with watch glasses.
Condition for 24 hours at 25°C ± 3°C (77°F ± 5°F) then place beakers and strips in a 82°C ± 3°C
(180°F ± 5°F) air circulating oven for 72 hours. After 72 hours exposure in the oven, remove the
material from the oven and condition to 25°C ± 3°C (77°F ± 5°F) for a minimum of one hour. The
material being tested shall not be evaluated until its temperature has been determined to be 25°C ±
3°C (77°F ± 5°F). When compared to the control (specimens without compound) there shall be no
differences in fogging, separation, discoloration or cracking.
7.8 RS/UV LAMP ALTERNATIVE
The following described lamp sources shall be permitted for use .
7.8.1. UV Source
The UV source shall consist of an exposure box containing UVA-340 fluorescent UV lamps positioned at
a distance of 100 mm ± 6 mm (4 in ± 1/4 in) from the surface of the test specimens.
Conventional four-lamp fluorescent fixtures shall be acceptable with the test specimens being oriented
within the confines of the reflector hood of the fixture.
NOTE 1210: UVA-340 Lamp Rotation - after 450 to 500 hours of lamp operating time, rotate lamps as
specified in ASTM G154.
7.8.2. RS lamp Source
RS type sun lamp positioned approximately 405mm (16 in) above the compound surface and able to
maintain a specimen surface temperature of 60°C ± 6°C (140°F ± 10°F). Lamps shall be replaced after
500 hours use.
NOTE 1311: Due to the discontinuation of manufacture, the RS Sunlamp specified in these test methods may not be available for use. In the event the RS Sunlamp is not available, the UV source shall be used.

This voluntary specification was developed by representative members of AAMA as advisory information and published as a public service. AAMA disclaims all liability for the use, application or adaptation of materials published herein.
© Copyright 2015 American Architectural Manufacturers Association
1827 Walden Office Square, Suite 550, Schaumburg, IL 60173 Phone: 847/303-5664 Fax: 847/303-5774
E-Mail: [email protected] Web Site: www.aamanet.org
AAMA 800-XX, Draft #2, Dated 6/3/15 Page i
800 Committee Approval Product Group Approval
Approved via Ballot #810-15 Out for Ballot (#824-15)
AAMA 800-XX
DRAFT #2
DATED 6/3/15
AAMA 800 Sealant Manual - Section 3 Voluntary Specifications and Test Methods for
Sealants Back Bedding Mastic Type Glazing Tapes
AAMA 804.3, AAMA 806.3, AAMA 807.3

AAMA 800-XX, Draft #2, Dated 6/3/15 Page i
TABLE OF CONTENTS
FOREWARD ................................................................................................................................................. 2 1.0 SCOPE .................................................................................................................................................... 2 2.0 PURPOSE ............................................................................................................................................... 2 3.0 REFERENCED DOCUMENTS ............................................................................................................... 2 4.0 DEFINITIONS ......................................................................................................................................... 3 5.0 GENERAL ............................................................................................................................................... 3 6.0 TESTS ..................................................................................................................................................... 5 7.0 LABORATORY TEST METHOD NOTES ............................................................................................. 10

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 2
FOREWARD
This document has previously been part of AAMA 800 Voluntary Specifications and Test Methods for
Sealants. These back bedding glazing tapes may have other applications within the fenestration industry
however this specification primarily addresses non-structural, in-shop glazing applications.
1.0 SCOPE
To provide a minimum level of quality for back bedding (mastic type) glazing tape for use in fenestration
applications. These tapes are preformed, 100% solids, ductile, extruded or calendared and deformable
under pressure; they shall be designed to seal glazing and/or panel(s) to a surrounding sash or frame.
1.1 These tapes shall be classified as:
1.1.1 804.3 Tape
The back bedding/glazing tapes are designed for use in less severe back bedding and drop-in glazing
applications such as residential and light commercial fenestration products.
1.1.2 806.3 Tape
The back bedding/glazing tapes are designed for use in high performance commercial fenestration
products in which the tape is subjected to continuous pressure exerted from gaskets or pressure
generating stop designs.
1.1.3 807.3 Tape
The back bedding/glazing tapes are designed for use in commercial fenestration products in which the
tape is not subjected to continuous pressure from gaskets or pressure generating stop designs. This tape
may be used in applications described for 804.3 tapes.
1.2 The primary units of measure in this document are metric. The values stated in SI units are to be
regarded as the standard. The values given in parentheses are for reference only.
2.0 PURPOSE
2.1 This document is intended to assist the window manufacturer to specify and obtain back
bedding/glazing tapes meeting minimum performance criteria.
3.0 REFERENCED DOCUMENTS

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 3
3.1 References to the standards listed below shall be to the edition indicated. Any undated reference to a
code or standard appearing in the requirements of this standard shall be interpreted as to referring to the
latest edition of that code or standard.
3.2 American Architectural Manufacturers Association (AAMA)
AAMA/WDMA/CSA 101/I.S. 2/A440-11, North American Fenestration Standard/Specification for windows,
doors, and skylights
3.3 ASTM INTERNATIONAL (ASTM)
ASTM C661-06(2011), Standard Test Method for Indentation Hardness of Elastomeric-Type Sealants by
Means of a Durometer
ASTM C765-97(2007), Standard Test Method for Low-Temperature Flexibility of Preformed Tape
Sealants
ASTM C772-03(2009), Standard Test Method for Oil Migration or Plasticizer Bleed-Out of Preformed
Tape Sealants
ASTM C879-03(2009), Standard Test Methods for Release Papers Used With Preformed Tape Sealants
ASTM C908-00(2006), Standard Test Method for Yield Strength of Preformed Tape Sealants
ASTM G154-06, Standard Practice for Operating Fluorescent Light Apparatus for UV Exposure of
Nonmetallic Materials
4.0 DEFINITIONS
Glazing Tapes: Preformed tape products which can be used for in-shop applications where the glazing
and/or panel(s) are sealed to a surrounding sash or frame.
For all additional definitions, please refer to AAMA Glossary (AG-13)
5.0 GENERAL
5.1 To qualify as meeting this specification, products testes shall meet all requirements as specified
herein.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 4
Test
Number
Property 804.3 806.3 807.3
6.1 Basic Visual
Screening
No surface
cracks or
bond loss
No surface
cracks or
bond loss
No surface
cracks or
bond loss
6.1 Vehicle
Migration
No vehicle
migration
when
exposed per
Section
6.1.2.1
No vehicle
migration
when
exposed per
Section
6.1.2.1
No vehicle
migration
when
exposed per
Section
6.1.2.1
6.1 Vehicle
Migration
3 mm (1/8
in)
maximum
from the
edge of the
tape when
exposed per
Sections
6.1.2.2 and
6.1.2.3
3 mm (1/8
in)
maximum
from the
edge of the
tape when
exposed per
Sections
6.1.2.2 and
6.1.2.3
3 mm (1/8
in)
maximum
from the
edge of the
tape when
exposed per
Sections
6.1.2.2 and
6.1.2.3
6.2 Hardness
Evaluation
After aging
not exceed
80, not more
than 20%
increase
from original
After aging
not exceed
60, not more
than 30%
increase
from original
After aging
not exceed
80, not more
than 20%
increase
from original
6.3 Yield
Strength
Initial and
Heat Aged
41.4 kPa (6
psi)
minimum
Initial and
Heat Aged
41.4 kPa (6
psi)
minimum
Initial and
Heat Aged
41.4 kPa (6
psi)
minimum
6.4 Sag 1.6 mm
(1/16 in)
maximum
1.6 mm
(1/16 in)
maximum
1.6 mm
(1/16 in)
maximum
6.5 Low
Temperature
No cracking
or loss of
No cracking
or loss of
No cracking
or loss of

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 5
Flexibility adhesion adhesion adhesion
6.6 Water
Resistance
No
presence of
voids,
cracks,
separation
or
breakdown
of the tape
No
presence of
voids,
cracks,
separation
or
breakdown
of the tape
No
presence of
voids,
cracks,
separation
or
breakdown
of the tape
6.7 Backing
Removal
Complete
removal of
paper or
support, no
tearing or
adhesion to
tape
Complete
removal of
paper or
support, no
tearing or
adhesion to
tape
Complete
removal of
paper or
support, no
tearing or
adhesion to
tape
6.0 TESTS
6.1 Test according to ASTM C772 except as follows:
6.1.1 Materials Required
In addition to those items required by ASTM C772, provide the following:
6.1.1.1 RS type sun lamp (500 hours maximum use). For an alternative UV source, see Section 7.8.
6.1.2 Procedure
Prepare six test specimens and expose as follows:
6.1.2.1 Sample A
Two specimens for 21 days at 25°C ± 3°C (77°F ± 5°F)
6.1.2.2 Sample B
Two specimens for 14 days at 82°C ± 3°C (180°F ± 5°F)
6.1.2.3 Sample C

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 6
Two specimens for 21 days exposure by an RS type sun lamp positioned approximately 405 mm (16 in)
above the compound surface and able to maintain a specimen surface temperature of 60°C ± 6°C (140°F
± 10°F). For an alternative UV source, see Section 6.8.
6.1.3 Basic Visual Screening
In addition to the procedures required in ASTM C772, examine the exposed surfaces of the tape for
cracks or other visually observable deterioration of the tape surface.
6.2 PREFORMED TAPES
6.2.1 Materials Required
6.2.1.1 In addition to those items required by ASTM C661, provide the following.
6.2.1.2 Tape to be tested 3 mm (1/8 in) to 6 mm (1/4 in) thick x 6 mm (1/4 in) to 12 mm (1/2 in) wide.
Square tape profiles shall be acceptable.
6.2.1.3 Air circulating oven.
6.2.1.4 Shore "OO" Hardness Instrument.
6.2.2 Procedure
6.2.2.1 Two tape test specimens shall be formed 125 mm (5 in) x 38 mm (1 1/2 in) x 6 mm (1/4 in) on
aluminum plates by plying individual lengths of tape.
6.2.2.2 Condition one test specimen for 21 days at 25°C ± 3°C (77°F ± 5°F) and the second specimen for
21 days at 82°C ± 3°C (180°F ± 5°F).
6.2.2.3 At the end of 21 days conditioning, remove the second specimen from the oven and allow to cool
to 25°C ± 3°C (77°F ± 5°F) for a minimum of four hours.
6.2.3 Testing
6.2.3.1 804.3 and 807.3 Tapes
6.2.3.1.1 Use the Shore "OO" test according to ASTM C661 procedure for taking hardness readings.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 7
6.2.3.2 806.3 Tapes
6.2.3.2.1 Use the Shore "A" test according to ASTM C661 procedure for taking hardness readings.
6.2.4 Reporting
Report the average value of the three readings for each test specimen.
6.3 TEST METHOD FOR YIELD STRENGTH – PREFORMED TAPES
6.3.1 Test according to ASTM C908 except as follows:
6.3.2 Materials Required
In addition to those materials required in ASTM C908, provide the following:
6.3.2.1 Four glass plates as described in Section 3.1 of ASTM C908.
6.3.2.2 Four standard etched and anodized aluminum (AA M10 C22 A31) panels 75 mm (3 in) x 75 mm
(3 in) thick x 6 mm (1/4 in) thick.
6.3.2.3 Air circulating oven.
6.3.2.4 Rule graduated in 1 mm (1/32 in) increments.
6.3.3 Test Specimens
6.3.3.1 Prepare four test specimens using aluminum plates in place of steel.
6.3.3.2 Test according to Section 9 of ASTM C908.
6.3.4 Conditioning
6.3.4.1 Condition two test specimens for 24 hours at 25°C ± 3°C (77°F ± 5°F).
6.3.4.2 Condition two test specimens for 14 days at 82°C ± 3°C (180°F ± 5°F).
6.3.5 Procedure

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 8
6.3.5.1 Record the average width of the contact area of the tape to the plate glass as measured to the
nearest 1 mm (1/32 in).
6.3.6 Calculations
6.3.6.1 For each specimen, calculate the tensile yield strength in N (lbf) as follows:
Yield Strength = F/A
Where:
F = peak tension load recorded in N (lbf)
A = area recorded in m² (in²)
A1= Measure area of adhesive failure, if any, to each Substrate
Calculate percent of cohesive separation (C.S.):
C.S. = (A – A1)
(100) A
6.3.7 Report
6.3.7.1 The report shall include the following:
6.3.7.1.1 Yield strength in N/m2 (lbf/in2) of each specimen after conditioning.
6.3.7.1.2 Percent of cohesive separation (C.S.).
6.3.7.2 Type of tension testing machine used (hydraulic, mechanical).
6.3.7.3 Substrates and primers used.
6.4 TEST METHODS FOR SAG
6.4.1 Materials Required

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 9
6.4.1.1 Three standard etched and anodized aluminum (AA M10 C22 A31) panels 85 mm (3 3/8 in) x 170
mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.4.1.2 Tape to be tested 3 mm (1/8 in) to 6 mm (1/4 in) thick x 6 mm (1/4 in) to 12 mm (1/2 in) wide.
Square tapes shall be acceptable. In addition, 0.8 mm (1/32 in) thickness shall be acceptable for 806.3,
Back Bedding Glazing Tape.
6.4.1.3 Metal scribe.
6.4.1.4 Air circulating oven.
6.4.2 Procedure
Scribe two lines 3 mm (1/8 in) apart; near the center of the panel on the face of the aluminum panel
parallel to the long 170 mm (6 3/4 in) side. Place tape on the panel in such a way that one long edge is
coincident with one line (leaving the other line exposed). Press tape lightly to insure contact. Immediately
place in air circulating oven at 82°C ± 3°C (180°F ± 5°F) for 14 days. The lower scribed line shall be
parallel to the bottom of the oven during the exposure and the plane of the panel shall be vertical. Check
the sample every day for the first seven days. Check at the end of 14 days. Measure the amount of sag.
6.5 TEST METHOD FOR LOW TEMPERATURE FLEXIBILITY
6.5.1 Test according to ASTM C765 except as follows:
6.5.1.1 Tape to be tested shall be 3 mm (1/8 in) to 6 mm (1/4 in) thick x 6 mm (1/4 in) to 12 mm (1/2 in)
wide. Square tapes shall be acceptable.
6.5.1.2 Test shall be performed at -18°C ± 3°C (0°F ± 5°F).
6.6 WATER RESISTANCE PREFORMED TAPES
6.6.1 Materials Required
6.6.1.1 One standard etched and anodized (AA M10 C22 A31) aluminum panel 85 mm (3 3/8 in) x 170
mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.6.1.2 Air circulating oven capable of maintaining a temperature of 82°C ± 3°C (180°F ± 5° F).

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 10
6.6.1.3 One single strength glass panel 85 mm (3 3/8 in) x 170 mm (6 3/4 in).
6.6.1.4 Tape Samples - 305 mm (12 in) long strips of tape 1/2 as thick as the width.
EXAMPLE: 10 mm (3/8 in) x 5 mm (3/16 in) or 12 mm (1/2 in) x 6 mm (1/4 in). A round or square bead of
6 mm (1/4 in) diameter minimum shall be acceptable.
6.6.2 Procedure
The bead of tape shall be applied to the metal panel so that it makes a "U" shaped trough 25 mm (1 in)
from three sides. The glass panel shall be placed on the tape parallel to the aluminum panel. The tape
shall be compressed 50% between the glass and aluminum. Nylon reinforced strapping tape shall be
wrapped around the sandwiched panel, 1/3 of the distance from either end in order to hold the
compression of the tape. Allow to stand for one hour. Fill with water, stand vertical for 21 days at 25°C ±
3°C (77°F ± 5°F).
6.7 TEST METHOD FOR BACKING REMOVAL
6.7.1 Test according to ASTM C879 except as follows.
6.7.2 Use Procedure Alternative A, "Ambient-Temperature Testing."
6.7.3 Do not consider any transfer or residue of tape onto the paper or support as a failure.
7.0 LABORATORY TEST METHOD NOTES
7.1 Tape Sampling
The tape to be tested shall be taken directly from a randomly selected container as commercially supplied
by the manufacturer. The container shall be full and not previously opened. The testing shall be
completed within the shelf-life recommended by the manufacturer. The tape manufacturer's instructions
giving any options allowed in the test methods shall be obtained along with the sealant sample.
7.2 How to Evaluate Results
After testing, examine each group of specimens representing a given test. Should any one specimen be
found not to meet requirements, the given test shall be repeated.
NOTE 1: Only one repeat per test shall be permitted.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 11
If the tape fails the specific retest, a new sample shall be submitted and all the requirements of the
specification shall be tested.
7.3 Substrate Preparation
Unless cleaning instructions are given in the individual test method, clean all metal and glass test
surfaces using the procedure outlined below.
a. Always pour solvent on the rag being used. Never dip the rag in the cleaning solvent, as this
contaminates the solvent.
b. Use the "Two Rag Wipe" technique. One rag is used to wipe off the wet solvent and contaminates
from the surface. Use a second rag one time in one direction to remove any remaining solvent
and contaminants, allowing the solvent to dry on the surface without wiping with a second dry
absorbent cloth merely re-deposits the contaminants as the solvent dries.
c. Change to clean rags frequently as you see them becoming soiled. It is easy to see the soiling if
white rags are used.
d. Always use clean containers for solvent use and storage.
e. Follow solvent supplier's recommendations for solvent use and storage.
NOTE 2: Sealant manufacturer and/or sealant user should test specific sealants, substrates, primers (if
required) and cleaning procedures to ensure adequate adhesion is developed under actual conditions.
7.4 COMPATIBILITY
This specification qualifies a sealant for use. It does not address the adhesion capability of the sealant for
a specific substrate nor the compatibility of the sealant with the materials it contacts. Adhesion and
compatibility characteristics required for specific substrates or finishes shall be determined by the
following test methods:
A. TEST METHOD A - Compatibility with Plastic Glazing Beads or Setting Blocks
1. Materials Required
a. Two 600 ml (20 oz), high form beaker (no pouring lip). Two watch glass covers for same.
b. Air circulating oven.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 12
c. Two 100 mm (4 in) pieces of plastic glazing bead and/or setting block to be evaluated.
2. Procedure
Apply a 6 mm (1/4 in) wide 50 mm (2 in) long tape to one 100 mm (4 in) piece of material to be
evaluated. Immediately place the test strip (tape applied) plus one 100 mm (4 in) piece of specimen
(with no tape applied) in separate beakers and cover with watch glasses. Condition for 24 hours at
25°C ± 3°C (77°F ± 5°F) then place beakers and strips in a 82°C ± 3°C (180°F ± 5°F) air circulating
oven for 72 hours. After 72 hours exposure in the oven, remove the material from the oven and
condition to 25°C ± 3°C (77°F ± 5°F) for a minimum of one hour. The material being tested shall not
be evaluated until its temperature has been determined to be 25°C ± 3°C (77°F ± 5°F). Evaluate
the compatibility of the tape by reporting any differences between the plastic bead or accessory
with tape applied and that without tape. Observe the tapes and substrates for discoloration,
staining, tackiness, softening or crazing.
B. TEST METHOD B - Compatibility with Laminated Glass
1. Materials Required
a. Two 600 ml (20 oz), high form beakers (no pouring lip). Two watch glass covers for same.
b. Air circulating oven.
c. Six pieces of laminated glass 50 mm x 50 mm (2 in x 2 in).
2. Procedure
Apply test tape approximately 6 mm (1/4 in) thick to the surface of the edge of two adjacent sides of
three laminated glass pieces being sure to cover bond line (interface of glass and laminate).
Immediately place three specimens with test strip (tape applied) plus three specimens (with no tape
applied) in separate beakers and cover with watch glasses. Condition for 24 hours at 25°C ± 3°C
(77°F ± 5°F) then place beakers and strips in a 82°C ± 3°C (180°F ± 5°F) air circulating oven for 72
hours. After 72 hours exposure in the oven, remove the material from the oven and condition to
25°C ± 3°C (77°F ± 5°F) for a minimum of one hour. The material being tested shall not be
evaluated until its temperature has been determined to be 25°C ± 3°C (77°F ± 5°F). When
compared to the control (specimens without tape) there shall be no differences in fogging,
separation, discoloration or cracking.
7.5 RS/UV Lamp Alternative
The following described lamp sources shall be permitted for use.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 13
7.5.1 UV Source
The UV source shall consist of an exposure box containing UVA-340 fluorescent UV lamps positioned at
a distance of 100 mm ± 6 mm (4 in ± 1/4 in) from the surface of the test specimens.
Conventional four-lamp fluorescent fixtures shall be acceptable with the test specimens being oriented
within the confines of the reflector hood of the fixture.
NOTE 3: UVA-340 Lamp Rotation - after 450 to 500 hours of lamp operating time, rotate lamps as
specified in ASTM G154.
7.5.2 RS lamp Source
RS type sun lamp positioned approximately 405mm (16 in) above the compound surface and able to
maintain a specimen surface temperature of 60°C ± 6°C (140°F ± 10°F). Lamps shall be replaced after
500 hours use.
NOTE 64: Due to the discontinuation of manufacture, the RS Sunlamp specified in these test methods
may not be available for use. In the event the RS Sunlamp is not available, the UV source shall be used.

800 Committee Approval Product Group Approval
Approved via Ballot #810-15 Out for Ballot (#824-15)
AAMA 800, 803.3-XX
DRAFT #2
DATED 6/3/15
AAMA 800 Sealant Manual - Section 4 Voluntary Specifications and Test Methods for
Sealants Narrow Joint Seam Sealers
AAMA 803.3

This voluntary specification was developed by representative members of AAMA as advisory information and published as a public service. AAMA disclaims all liability for the use, application or adaptation of materials published herein.
© Copyright 2014 American Architectural Manufacturers Association
1827 Walden Office Square, Suite 550, Schaumburg, IL 60173 Phone: 847/303-5664 Fax: 847/303-5774
E-Mail: [email protected] Web Site: www.aamanet.org
AAMA 800-XX, BBGC, Draft #3, Dated 6/18/14 Page 1
TABLE OF CONTENTS
FOREWARD ................................................................................................................................................. 1 1.0 SCOPE .................................................................................................................................................... 1 2.0 PURPOSE ............................................................................................................................................... 1 3.0 REFERENCED DOCUMENTS ............................................................................................................... 1 4.0 DEFINITIONS ......................................................................................................................................... 2 5.0 GENERAL ............................................................................................................................................... 2 6.0 TESTS ..................................................................................................................................................... 3 7.0 LABORATORY TEST METHOD NOTES ............................................................................................. 17

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 1
FOREWARD
This document has previously been part of AAMA 800 Voluntary Specifications and Test Methods for
Sealants. These narrow joint sealers may have other applications within the fenestration industry
however this specification primarily addresses non-structural, mechanically-restricted, in-shop
applications.
1.0 SCOPE
To provide a minimum level of performance for narrow joint seam sealers that are pumpable and flowable
at application temperature.
1.1 These compounds shall be classified as:
1.1.1 803.3 (Type I) Non-Sag Narrow Joint Seam Sealers are elastic or ductile compounds which have no
more than 2.5 mm (0.1 in) slump.
1.1.2 803.3 (Type II) Self-Leveling Narrow Joint Seam Sealers are elastic or ductile compounds which
have a slump greater than 2.5 mm (0.1 in).
1.2 The primary units of measure in this document are metric. The values stated in SI units are to be
regarded as the standard. The values given in parentheses are for reference only.
2.0 PURPOSE
2.1 This document is intended to assist the window manufacturer to specify and obtain narrow joint seam
sealers meeting minimum performance criteria.
3.0 REFERENCED DOCUMENTS
3.1 References to the standards listed below shall be to the edition indicated. Any undated reference to a
code or standard appearing in the requirements of this standard shall be interpreted as to referring to the
latest edition of that code or standard.
3.2 American Architectural Manufacturers Association (AAMA)
AAMA/WDMA/CSA 101/I.S. 2/A440-11, North American Fenestration Standard/Specification for windows,
doors, and skylights
3.3 ASTM INTERNATIONAL (ASTM)

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 2
ASTM C661-06(2011), Standard Test Method for Indentation Hardness of Elastomeric-Type Sealants by
Means of a Durometer
ASTM C734-06, Standard Test Method for Low-Temperature Flexibility of Latex Sealants After Artificial
Weathering
ASTM C794-10, Standard Test Method for Adhesion in Peel of Elastomeric Joint Sealants
ASTM D2202-00(2010), Standard Test Method for Slump of Sealants
ASTM G154-06, Standard Practice for Operating Fluorescent Light Apparatus for UV Exposure of
Nonmetallic Materials
4.0 DEFINITIONS
For all definitions, please refer to AAMA Glossary (AG-13).
5.0 GENERAL
5.1 To qualify as meeting this specification, products testes shall meet all requirements as specified
herein.
Test Number Requirement Type I Type II
6.1 Visual
Screening • Nosurface cracks
• bond loss
• staining
• vehicle bleed
No:
• surface cracks
• bond loss
• staining
• vehicle bleed
6.2 Hardness
Evaluation
70 Maximum 70 Maximum
6.3 Peel Adhesion
≥ 0.88 N/mm
(5 lbf/in)
≥ 90% Cohesive Failure (
both prior to and after
water immersion)
≥ 0.88 N/mm (5 lbf/in)
≥ 90% Cohesive Failure
(both prior to and after
water immersion)

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 3
6.4 Slump ≤ 2.5 mm (0.1 in) > 2.5 mm (0.1 in)
6.5 Vehicle
Migration
None allowed None allowed
6.6 Low
Temperature
Flexibility
No cracks and/or no loss
of adhesion
No cracks and/or no loss
of adhesion
6.7 Water
Resistance
No voids, cracks,
separation or breakdown
No voids, cracks,
separation or breakdown
6.8 Racking No cohesive breaks or
loss of adhesion
No cohesive breaks or
loss of adhesion
6.0 TESTS
6.1 Test Method For Basic Visual Screening
6.1.1 Materials Required
6.1.1.1 Eighteen standard etched and anodized (AA M10 C22 A31) aluminum panels 85 mm x 170 mm x
0.1 mm thick (3 3/8 in x 6 3/4 in x 1/32 in thick).
6.1.1.2 12 mm (1/2 in) wide masking tape.
6.1.1.3 Air circulating oven capable of maintaining a temperature of 82°C ± 3°C (180°F ± 5°F).
6.1.1.4 RS type sun lamp with no more than 500 hours total burning time. For an alternative UV source
(see Section 3.8).
6.1.2 Panel Preparation
6.1.2.1 Clean the panels by the procedure outlined in Section 3.5.
6.1.3 Specimen Preparation
6.1.3.1 Use masking tape to assemble two panels into a "T" shaped right angle fixture. Apply two 3 mm
(1/8 in) diameter beads of sealant, one each, along the length of both corner joints formed where the
panels meet. Be careful to make each bead contact both panels along the entire length. Prepare a total of
nine specimens. Allow the specimens to cure for seven days at 25°C ± 3°C (77°F ± 5°F).

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 4
6.1.4 Specimen Exposure
6.1.4.1 Sample No. 1a (three assemblies)
25°C ± 3°C (77°F ± 5°F) for 21 days.
6.1.4.2 Sample No. 1b (three assemblies)
82°C ± 3°C (180°F ± 5°F) for 14 days.
6.1.4.3 Sample No. 1c (three assemblies)
RS type of sun lamp positioned approximately 405 mm (16 in) above the sealant surface so that a surface
temperature of 60°C ± 6°C (140°F ± 10°F) is maintained. Lamps shall be replaced after 500 hours use.
Lamp exposure period is 21 days. For an alternative UV source (see Section 3.8).
6.1.5 Specimen Evaluation
6.1.5.1 After the above exposures, report any cracks, voids, discoloration or bond loss. Identify the
samples as 1a, 1b or 1c according to their exposure.
6.1.5.2 Optional - Save the three assemblies exposed at 82°C ± 3°C (180°F ± 5°F) for the Racking Test
(see Section 2.12).
6.2 Test for Hardness
Use ASTM C661 for preparing and evaluating a total of nine test specimens. However, use the cure and
exposure conditions outlined below.
6.2.1 Specimen Cure and Exposure
6.2.1.1 Cure all nine specimens for seven days at 25°C ± 3°C (77°F ± 5°F).
6.2.1.2 Expose three specimens to each of the following conditions:
6.2.1.2.1 Sample No. A
25°C ± 3°C (77°F ± 5°F) for 21 days.
6.2.1.2.2 Sample No. B
Air circulating oven held at 82°C ± 3°C (180°F ± 5°F) for 14 days.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 5
6.2.1.1.2.3 Sample No.C
RS type sun lamp positioned approximately 405 mm (16 in) above the sealant surface so that a surface
temperature of 60°C ± 6°C (140°F ± 10°F) is maintained. Lamps shall be replaced after 500 hours use.
Lamp exposure period is 21 days. For an alternative UV source (see Section 3.8).
6.2.2 Specimen Exposure
6.2.2.1 After exposure, condition all nine specimens to 25°C ± 3°C (77°F ± 5°F). Determine the
instantaneous hardness for each exposure by averaging nine readings (3 per specimen). Report the
results as sample A, B or C according to their exposure.
6.3 TEST METHOD FOR PEEL ADHESION
6.3.1 Materials Required
6.3.1.1 Six standard etched and anodized (AA M10 C22 A31) aluminum panels 85 mm (3 3/8 in) x 170
mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.3.1.2 Six double strength glass panels 85 mm (3 3/8 in) x 170 mm (6 3/4 in).
6.3.1.3 Clean white rags or paper towels.
6.3.1.4 Air circulating oven.
6.3.1.5 Twelve 25 mm (1 in) x 200 mm (8 in) strips of desized grade A airplane fabric, 121 g/m (4.28
oz/yd), 80/84 count (see Section 3.4) .
6.3.1.6 Commercial Grade MEK Solvent
6.3.1.7 Testing machine with tension grips capable of pulling at a rate of separation of 50 mm (2 in) per
minute with a dial or chart indicator calibrated in 4.4 N (1 lbf) units.
6.3.1.8 Paper masking tape, 25 mm (1 in) wide.
6.3.1.9 Putty knife or spatula.
6.3.2 Panel Preparation

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 6
6.3.2.1 Use ASTM C794 to prepare panels and specimens. The following alternative specimen size may
be used. (See also Figures 1 thru 8 which follow.)
Inside Dimensions
Total Thickness
Top Section
Bottom Section
35 mm (1.4 in) wide by 130 mm (5 in) long
4 mm (0.16 in)
2 mm (0.08 in)
2 mm (0.08 in)
6.3.3 Specimen Conditioning and Exposure
Expose the test panels as follows after a seven-day conditioning period at 25°C ± 3°C (77°F ± 5°F).
Materials used in setting up peel panel assembly
Two piece jig frame of proper thickness showing slotted ribbon channel guide. See dimensioned drawing.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 7
Two piece jig frame showing guide pins and holes with ribbon guide slot.
Dimensioned drawing of jig frame
FIGURE 1 - Fixture
Test compound/sealant being applied to substrate through bottom section of jig panel frame.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 8
Test material being leveled off on top of lower jig frame.
FIGURE 2 – Initial Sealant/Compound Application
Test sealant/compound being applied to bottom or peel ribbon (buttering).
Coated (buttered) ribbon being placed on lower half of uncured test material. Ribbon is now aligned with
slot in lower jig frame.
FIGURE 3 – Application of Peel Ribbon

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 9
Top of jig frame in place. Holes and pins allow easy alignment.
FIGURE 4 – Final Jig Assembly
Test sealant/compound applied to top of ribbon
Spread test compound over ribbon
FIGURE 5 – Final Sealant/Compound Application

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 10
Scribe paper clip or small diameter wire around perimeter of uncured sample.
FIGURE 6 – Scribing
Carefully lift off upper guide jig.
Carefully lift off lower guide jig. Follow the recommended cure cycle in AAMA 800-XX Section 6.3.3.
FIGURE 7 – Jig Removal

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 11
Cut through cured sealant to panel. Metal guide is utilized for 25mm (1”) wide cut. Guide is in plane with
ribbon
Thin polyethylene film being placed on back of cured sealant. This reduces false readings when 180
degree pull is executed (eliminates drag of sealant to sealant).
Undercut the compound to produce separation at the interface in conjunction with Section 6.3.4.2.
(NOTE 1: Picture shows optional method which laboratories may use where undercuts are made to
substrate during pull.)
FIGURE 8 – Final Preparation and Testing

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 12
6.3.3.1 Sample A (three aluminum panels)
25°C ± 3°C (77°F ± 5°F) - 21 days
6.3.3.2 Sample B (three aluminum panels)
82°C ± 3°C (180°F ± 5°F) - 14 days
6.3.3.3 Sample C (three glass panels)
25°C ± 3°C (77°F ± 5°F) - 21 days
6.3.3.4 Sample D (three glass panels)
82°C ± 3°C (180°F ± 5°F) - 14 days
6.3.4 Test Procedures
6.3.4.1 Immediately following the specimen exposures described in Section 6.3.3, allow the specimens B
and D to be conditioned to 25°C ± 3°C (77°F ± 5°F) for a minimum of one hour or until the specimen
temperature measures 25°C ± 3°C (77°F ± 5°F). When all specimens have reached 25°C ± 3°C (77°F ±
5°F), make two cuts per panel with a sharp blade, cutting completely through to the substrate surface and
being careful not to cut the peel cloth strip. Cuts shall be exactly 25 mm (1 in) apart.
6.3.4.2 Cover the sealant with a polyethylene strip before placing in the tensile testing machine. This will
allow the material coated peel strip to be pulled parallel (or 180° to the sealant) at a rate of 50 mm (2 in)
per minute. Peel the sealant approximately 12 mm (1/2 in) and then cut sealant to the substrate to which
it is attached. (Undercut the compound to produce separation at the interface.) Peel only one-half the
length of each test panel and record the results. Immerse the half-peeled panels in tap water at 25°C ±
3°C (77°F ± 5°F) for seven days. At the end of seven days remove the panels and continue the test on
the remaining water-conditioned compound.
6.4 TEST METHOD FOR SLUMP
6.4.1 MATERIALS REQUIRED
As outlined in ASTM D2202.
6.4.2 PROCEDURE

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 13
Conduct test as outlined in ASTM D2202 except temperature shall be 25°C ± 3°C (77°F ± 5°F), and time
shall be five minutes. At the end of the five minute time interval record the distance of slump in millimeters
(tenths of an inch).
6.4.2.1 For 803.3 Type II materials only, alter the test fixture to use a rectangular slot, 3.2 mm (1/8”) x 38
mm (1½”) wide x 6.35mm (1/4”) deep (see Figures 9 and 10).
FIGURE 9 – Slump Jig Fixture (Showing Slot Test)

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 14
FIGURE 10 – Slump Jig Drawing
6.5 TEST METHOD FOR VEHICLE MIGRATION
6.5.1 Prepare vehicle migration test specimens in accordance with ASTM D2203 with the following
modifications:
6.5.1.1 Specimen exposure and evaluation.
6.5.1.1.1 The specimen shall be allowed to cure for seven days at 25°C ± 3°C (77°F ± 5°F). Then place
the specimen in an air circulating oven for 14 days maintaining a temperature of 82°C ± 3°C (180°F ±
5°F). After exposure observe for vehicle migration from the edge of the compound.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 15
6.6 TEST METHOD FOR LOW TEMPERATURE FLEXIBILITY
6.6.1 Use ASTM C734 to prepare test specimens using three standard etched and anodized (AA M10C
22A 31) aluminum panels 85 mm (3 3/8 in) x 170 mm (6 3/4 in) x 0.1 mm (1/32 in) thick and template
consisting of an aluminum or brass frame with inside dimensions of 130 mm (5 in) x 40 mm (1 1/2 in) x 6
mm (1/4 in) thick.
6.6.2 Allow test specimens to air dry for seven days at 25°C ± 3°C (77°F ± 5°F). Place the three panels in
air circulating oven for 14 days maintaining temperature at 82°C ± 3°C (180°F ± 5°F). Remove the panels
from oven and allow specimens time to reach ambient temperature. Place the assembly in deep freeze
and maintain a -14°C ± 1°C (7°F ± 2°F) for 24 hours along with a 25 mm (1 in) steel mandrel
approximately 200 mm (8 in) long. While still in the deep freeze, place each specimen in turn on the
mandrel with the aluminum plate next to the mandrel, and without holding the sealant bend the specimen
180° around the mandrel within one second.
6.7 TEST METHOD FOR WATER RESISTANCE
6.7.1 Materials Required
6.7.1.1 Three standard etched and anodized (AA M10 C22 A31) aluminum panels 85 mm (3 3/8 in) x 170
mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.7.1.2 Air circulating oven.
6.7.1.3 12 mm (1/2 in) wide masking tape.
6.7.1.4 Three single strength glass panels 85 mm (3 3/8 in) x 170 mm (6 3/4 in).
6.7.1.5 Three rigid plates, steel or aluminum 85 mm (3 3/8 in) x 170 mm (6 3/4 in) x 6 mm (1/4 in) thick.
6.7.1.6 Three weights, 910 g (2 lb) each.
6.7.2 Procedure
Prepare three specimens as follows:
Place two 12 mm (1/2 in) wide strips of masking tape on the face side of the aluminum test panel surface.
Position the strips parallel to each other using the panel’s long edges as guides. These strips shall run the

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 16
entire length of the panel. The tape in position on each edge of the face side shall be approximately 0.18
mm (0.007 in) thick.
Place an additional strip of 12 mm (1/2 in) tape on top of each applied tape. Position this tape so that it
covers the entire length of the panel. (This double thickness of tape will serve as a 0.36 mm (0.019 in)
spacer.) Apply a 3 mm (1/8 in) diameter bead of test compound approximately 12 mm (1/2 in) inside and
parallel to each side of the panel. Apply across bottom of the panel to complete the "U" shape trough.
Holding the single strength glass by its edges, carefully place it on the sealant and gently press down until
some resistance is felt. Do not attempt to force the glass to contact the tape and avoid rocking or sliding
motion while pressing.
Repeat on the remaining specimens.
Set the assemblies on a level surface and lay a rigid plate on each. Set a 910 g (2 lb) weight on the plate
in order to press and hold the assemblies for 24 hours at 25°C ± 3°C (77°F ± 5°F). At the end of 24 hours
remove the weight and plate and allow the specimens to cure undisturbed for an additional six days at
25°C ± 3°C (77°F ± 5°F). Place specimens in an air circulating oven at 82°C ± 3°C (180°F ± 5°F) for
seven days. Cool at room temperature and fill trough with tap water. Stand in vertical position for 14 days.
NOTE 2: Voids and other defects present before water exposure should be noted and disregarded in the
final evaluation.
6.8 TEST METHOD FOR RACKING
6.8.1 Materials Required
6.8.1.1 Six standard etched and anodized (AA M10 C22 A31) aluminum panels 85 mm (3 3/8 in) x 170
mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.8.1.2 Masking tape, 12 mm (1/2 in) wide.
6.8.1.3 Air circulating oven capable of maintaining a temperature of 82°C ± 3°C (180°F ± 5°F).
6.8.2 Panel Preparation
6.8.2.1 Clean the panels by the procedure outlined in Section 7.5.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 17
6.8.3 Specimen Preparation
6.8.3.1 Use masking tape to assemble two panels into a "T" shaped angle fixture. Apply two 3 mm (1/8 in)
diameter beads of sealant, one each along the length of both corner joints formed where the panels meet.
Be careful to make each bead contact both panels along the entire length. Prepare a total of three
specimens. Allow the specimens to cure for seven days at 25°C ± 3°C (77°F ± 5°F).
6.8.4 Specimen Exposure
6.8.4.1 Place in an air circulating oven at 82°C ± 3°C (180°F ± 5°F) for 14 days.
6.8.5 Specimen Evaluation
6.8.5.1 Cool to ambient temperature 25°C ± 3°C (77°F ± 5°F). Flex the assemblies through a 10° arc from
center, once in both directions in less than three seconds.
NOTE 3: Assemblies from basic visual screening of narrow joint seam sealers may be used.
7.0 LABORATORY TEST METHOD NOTES
7.1 SEALANT SAMPLING The sealant to be tested shall be taken directly from a randomly selected container as commercially
supplied by the manufacturer. The container shall be full and not previously opened. The testing shall be
completed within the shelf-life recommended by the manufacturer. The sealant manufacturer's
instructions giving any options allowed in the test methods shall be obtained along with the sealant
sample.
7.2 HOW TO EVALUATE RESULTS After testing, examine each group of specimens representing a given test. Should any one specimen be
found not to meet requirements, the given test shall be repeated.
NOTE 4: Only one repeat per test shall be permitted.
If the sealant fails the specific retest, a new sample shall be submitted and all the requirements of the
specification shall be tested.
7.3 OPTIONAL CURE, PRE-CURE OR PRE-CONDITIONING OF TEST SPECIMENS PRIOR TO EXPOSURE CONDITIONS

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 18
The curing conditions for a test specimen prior to test requirement exposure; i.e.,
82°C ± 3°C (180°F ± 5°F) for 14 days, may require moisture and/or oxygen to facilitate a cure. Also, some
compounds may require a step-type temperature gradation for elimination of solvents prior to test
exposure. The following conditions are examples of such options.
a. 25°C ± 3°C (77°F ± 5°F) with 50% ± 5% Relative Humidity.
b. 25°C ± 3°C (77°F ± 5°F) with 95% ± 5% Relative Humidity.
c. 38°C ± 3°C (100°F ± 5°F) with 95% ± 5% Relative Humidity.
d. 25°C ± 3°C (77°F ± 5°F) (Room Temperature Average) 45% to 65% Relative Humidity.
e. 25°C ± 3°C (77°F ± 5°F) (45% to 65% Relative Humidity) 7 days + 7 days at 60°C ± 3°C (140°F ±
5°F).
f. 25°C ± 3°C (77°F ± 5°F) (45% to 65% Relative Humidity) 7 days + 7 days at 38°C ± 3°C (100°F ±
5°F).
Should any of the above variations thereof be specified by the compound manufacturer, a notation on the
test report shall be made indicating the conditions used. If no conditions are specified by the compound
manufacturer, the standard criteria seven days at 25°C ± 3°C (77°F ± 5°F) shall be used prior to the
elevated temperature exposure requirements in the test.
NOTE 5: A maximum of 14 days and/or 70°C (158°F) shall be permitted to be used as an optional pre-
cure.
7.4 PEEL ADHESION PREPARATION ASTM C794 specifies a peel strip material of desized, Grade A, Airplane Cloth, 121 g/m (4.28 oz/yd),
80/84 count.
The sealant manufacturer is permitted to specify other types of strip material to insure adequate adhesion
between the strip and the sealant. Other fabrics, foils or screens are permitted to be used. The peel strip
material shall be described and noted on the test report.
7.5 SUBSTRATE PREPARATION Unless cleaning instructions are given in the individual test method, clean all metal and glass test
surfaces using the procedure outlined below.
a. Always pour solvent on the rag being used. Never dip the rag in the cleaning solvent, as this
contaminates the solvent.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 19
b. Use the "Two Rag Wipe" technique. One rag is used to wipe off the wet solvent and contaminates
from the surface. Use a second rag one time in one direction to remove any remaining solvent
and contaminants, allowing the solvent to dry on the surface without wiping with a second dry
absorbent cloth merely re-deposits the contaminants as the solvent dries.
c. Change to clean rags frequently as you see them becoming soiled. It is easy to see the soiling if
white rags are used.
d. Always use clean containers for solvent use and storage.
e. Follow solvent supplier's recommendations for solvent use and storage.
NOTE 6: Sealant manufacturer and/or sealant user should test specific sealants, substrates, primers (if
required) and cleaning procedures to ensure adequate adhesion is developed under actual conditions.
7.6 SEALANTS WITH SPACERS
Some gunnable sealants with spacer beads cannot be tested to some requirements within their
respective specifications because spacers will not allow specified test specimen configuration, or can
produce results not characteristic of the same materials without spacers. Therefore, in those cases testing
shall be done using sealants without spacers. Testing and acceptance of sealants with spacers shall be
agreed to between the sealant supplier and user. Deviations in testing due to spacers shall be noted on
the testing report.
7.7 COMPATIBILITY
This specification qualifies a sealant for use. It does not address the adhesion capability of the sealant for
a specific substrate nor the compatibility of the sealant with the materials it contacts. Adhesion and
compatibility characteristics required for specific substrates or finishes shall be determined by the
following test methods:
A. TEST METHOD A - Compatibility with Plastic Glazing Beads or Setting Blocks
1. Materials Required
a. Two 600 ml (20 oz), high form beaker (no pouring lip). Two watch glass covers for same.
b. Air circulating oven.
c. Two 100 mm (4 in) pieces of plastic glazing bead and/or setting block to be evaluated.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 20
2. Procedure
Apply a 6 mm (1/4 in) diameter linear bead of bedding material 50 mm (2 in) long to one 100 mm (4
in) piece of material to be evaluated. Immediately place the test strip (compound applied) plus one
100 mm (4 in) piece of specimen (with no compound applied) in separate beakers and cover with
watch glasses. Condition for 24 hours at 25°C ± 3°C (77°F ± 5°F) then place beakers and strips in a
82°C ± 3°C (180°F ± 5°F) air circulating oven for 72 hours. After 72 hours exposure in the oven,
remove the material from the oven and condition to 25°C ± 3°C (77°F ± 5°F) for a minimum of one
hour. The material being tested shall not be evaluated until its temperature has been determined to
be 25°C ± 3°C (77°F ± 5°F). Evaluate the compatibility of the bedding compound by reporting any
differences between the plastic bead or accessory with compound applied and that without
compound. Observe the sealants and substrates for discoloration, staining, tackiness, softening or
crazing.
B. TEST METHOD B - Compatibility with Laminated Glass
1. Materials Required
a. Two 600 ml (20 oz), high form beakers (no pouring lip). Two watch glass covers for same.
b. Air circulating oven.
c. Six pieces of laminated glass 50 mm x 50 mm (2 in x 2 in).
2. Procedure
Apply test compound approximately 6 mm (1/4 in) thick to the surface of the edge of two adjacent
sides of three laminated glass pieces being sure to cover bond line (interface of glass and
laminate). Immediately place three specimens with test strip (compound applied) plus three
specimens (with no compound applied) in separate beakers and cover with watch glasses.
Condition for 24 hours at 25°C ± 3°C (77°F ± 5°F) then place beakers and strips in a 82°C ± 3°C
(180°F ± 5°F) air circulating oven for 72 hours. After 72 hours exposure in the oven, remove the
material from the oven and condition to 25°C ± 3°C (77°F ± 5°F) for a minimum of one hour. The
material being tested shall not be evaluated until its temperature has been determined to be 25°C ±
3°C (77°F ± 5°F). When compared to the control (specimens without compound) there shall be no
differences in fogging, separation, discoloration or cracking.
7.8 RS/UV LAMP ALTERNATIVE
The following described lamp sources shall be permitted for use .

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 21
7.8.1. UV Source
The UV source shall consist of an exposure box containing UVA-340 fluorescent UV lamps positioned at
a distance of 100 mm ± 6 mm (4 in ± 1/4 in) from the surface of the test specimens.
Conventional four-lamp fluorescent fixtures shall be acceptable with the test specimens being oriented
within the confines of the reflector hood of the fixture.
NOTE 7: UVA-340 Lamp Rotation - after 450 to 500 hours of lamp operating time, rotate lamps as
specified in ASTM G154.
7.8.2. RS lamp Source
RS type sun lamp positioned approximately 405mm (16 in) above the compound surface and able to
maintain a specimen surface temperature of 60°C ± 6°C (140°F ± 10°F). Lamps shall be replaced after
500 hours use.
NOTE 8: Due to the discontinuation of manufacture, the RS Sunlamp specified in these test methods
may not be available for use. In the event the RS Sunlamp is not available, the UV source shall be used.

800 Committee Approval Product Group Approval
Approved via Ballot #810-15 Out for Ballot (#824-15)
AAMA 800-XX
DRAFT #3
DATED 7/23/15
AAMA 800 Sealant Manual Section 5
Exterior Perimeter Sealing Compound AAMA 808.3

This voluntary specification was developed by representative members of AAMA as advisory information and published as a public service. AAMA disclaims all liability for the use, application or adaptation of materials published herein.
© Copyright 2015 American Architectural Manufacturers Association
1827 Walden Office Square, Suite 550, Schaumburg, IL 60173 Phone: 847/303-5664 Fax: 847/303-5774
E-Mail: [email protected] Web Site: www.aamanet.org
AAMA 800-XX, Draft #3, Dated 7/23/15 Page i
TABLE OF CONTENTS
FOREWARD ................................................................................................................................................. 1 1.0 SCOPE .................................................................................................................................................... 1 2.0 PURPOSE ............................................................................................................................................... 1 3.0 REFERENCED DOCUMENTS ............................................................................................................... 1 4.0 DEFINITIONS ......................................................................................................................................... 2 5.0 GENERAL ............................................................................................................................................... 2 6.0 TESTS ..................................................................................................................................................... 3 7.0 LABORATORY TEST METHOD NOTES ............................................................................................. 24

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 1
FOREWARD
This document has previously been part of AAMA 800 Voluntary Specifications and Test Methods for
Sealants. These exterior perimeter sealing compounds may have other applications within the
fenestration industry however this specification primarily addresses non-structural, field applications.
1.0 SCOPE
1.1 This specification is limited to pumpable and gunnable compounds that are used to install windows and
sliding glass doors. These compounds should remain elastic or ductile in order to prevent air infiltration and
water leakage through the anticipated service life of the joint per sealant manufacturers’ specification. The
tests provided in this AAMA standard include durability and serviceability in order to evaluate the long term
performance of the compounds.
• 808.3 (Type I) Sealing Compounds are limited to pumpable and gunnable compounds.
• 808.3 (Type II) Sealing Compounds are limited to preformed, 100% solids, ductile, extruded, or
calendared mastic type tapes.
1.2 The primary units of measure in this document are metric. The values stated in SI units are to be
regarded as the standard. The values given in parentheses are for reference only.
2.0 PURPOSE
2.1 This document is intended to assist the window manufacturer to specify and obtain exterior perimeter
sealant compounds meeting minimum performance criteria. This specification covers sealing compound
requirements but does not cover the installation process or proper use of materials.
NOTE 1: While these products may meet AAMA 808.3, it may be advisable to test these materials on
additional substrates for adhesion, compatibility, and staining per project specification.
3.0 REFERENCED DOCUMENTS
3.1 References to the standards listed below shall be to the edition indicated. Any undated reference to a
code or standard appearing in the requirements of this standard shall be interpreted as to referring to the
latest edition of that code or standard.
3.2 American Architectural Manufacturers Association (AAMA)
AAMA/WDMA/CSA 101/I.S. 2/A440-11, North American Fenestration Standard/Specification for windows,
doors, and skylights

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 2
3.3 ASTM INTERNATIONAL (ASTM)
ASTM C661-06(2011), Standard Test Method for Indentation Hardness of Elastomeric-Type Sealants by
Means of a Durometer
ASTM C718-93, Standard Test Method for Ultraviolet (UV)-Cold Box Exposure of One-Part, Elastomeric,
Solvent- Release Type Sealants
ASTM C734-06, Standard Test Method for Low-Temperature Flexibility of Latex Sealants After Artificial
Weathering
ASTM D2202-00(2010), Standard Test Method for Slump of Sealants
ASTM D2203-01(2011), Standard Test Method for Staining from Sealants
4.0 DEFINITIONS
4.1 Please refer to AAMA Glossary (AG-13) for all definitions except for those appearing below (which
apply only to this specification).
4.2 Perimeter sealing compounds - seal the joint between the building construction materials and
fenestration products and are intended to remain elastic or ductile and to permit moderate movement
without bond failure.
5.0 GENERAL
5.1 To qualify as meeting this specification, Type I products tests shall meet all requirements as specified
herein.
Test Number Requirement Value
6.1 Basic Visual Screening No surface cracks or bond loss, excessive dirt pick-up is
allowed, slight chalking is allowed
6.2 Hardness Evaluation Not to exceed 55
6.3 Peel Adhesion 75% cohesive failure of at least 0.88 N/mm (5 lbf/in) of
width
6.4 Slump No to exceed 2.5mm (0.1 in)
6.5 Vehicle Migration No migration from compound edge, contact stain through

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 3
paper is allowed
6.6 Low Temperature Flexibility No cracks or loss of adhesion
6.7 Staining No discolor and/or stain concrete or wood beyond
applied bond line
6.8 Water Resistance No presence of voids, cracks, separation or breakdown
of the compound
5.2 To qualify as meeting this specification, Type II products tests shall meet all requirements as specified
herein.
Test Number Requirement Value
6.9 Basic Visual Screening No surface cracks or bond loss
6.10 Hardness Evaluation Not to exceed 60 after aging tests and not to increase
more than 30% over original value
6.11 Yield Strength 41.1 kPa (6 psi) minimum both initial and heat aged
6.12 Sag No to exceed 1.6 mm (0.06 in)
6.13 Vehicle Migration No migration from compound edge when tested in
accordance with 6.XX.XXX
Shall not exceed 3 mm (0.12 in) from edge of tape when
tested in accordance with 6.13.3
6.14 Low Temperature Flexibility No cracks or loss of adhesion
6.15 Water Resistance No presence of voids, cracks separation or breakdown of
tape
6.16 Backing Removal Complete removal, backing paper shall not tear or
adhere to tape
6.0 TESTS
6.1 TEST METHOD FOR BASIC VISUAL SCREENING
6.1.1 Prepare six test specimens in accordance with ASTM C 718 using 75 mm (3 in) long – inside
measurement of 12 mm (1/2 in) wide x 9 mm (3/8 in) deep mill finish aluminum channels.
6.1.2 Condition the specimens for seven days at 25°C ± 3°C (77°F ± 5°F) before proceeding with the
following exposures.
NOTE 2: The masking tape shall be removed from the ends within 72 hours after filling.

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 4
6.1.2.1 Sample No. 1a (three channel assemblies)
25°C ± 3°C (77°F ± 5°F) - 21 days exposure.
6.1.2.2 Sample No. 1b (three channel assemblies)
Air circulating oven held at 82°C ± 3°C (180°F ± 5°F) - 14 days exposure.
6.1.3 After exposure, examine for surface cracks, bond loss, staining and vehicle bleed.
6.2 TEST FOR HARDNESS
Use ASTM C661 for preparing and evaluating a total of nine test specimens. However, use the cure and
exposure conditions outlined below.
6.2.1 Specimen Cure and Exposure
6.2.1.1 Cure all nine specimens for seven days at 25°C ± 3°C (77°F ± 5°F).
6.2.1.2 Expose three specimens to each of the following conditions:
6.2.1.2.1 Sample No. A
25°C ± 3°C (77°F ± 5°F) for 21 days.
6.2.1.2.2 Sample No. B
Air circulating oven held at 82°C ± 3°C (180°F ± 5°F) for 14 days.
6.2.1.1.2.3 Sample No.C
RS type sun lamp positioned approximately 405 mm (16 in) above the sealant surface so that a surface
temperature of 60°C ± 6°C (140°F ± 10°F) is maintained. Lamps shall be replaced after 500 hours use.
Lamp exposure period is 21 days. For an alternative UV source (see Section 7.6).
6.2.2 Specimen Exposure
6.2.2.1 After exposure, condition all nine specimens to 25°C ± 3°C (77°F ± 5°F). Determine the
instantaneous hardness for each exposure by averaging nine readings (3 per specimen). Report the
results as sample A, B or C according to their exposure.
6.3 TEST METHOD FOR PEEL ADHESION

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 5
6.3.1 Materials Required
6.3.1.1 Six standard etched and anodized (AA M10 C22 A31) aluminum panels 85 mm (3 3/8 in) x 170
mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.3.1.2 Six double strength glass panels 85 mm (3 3/8 in) x 170 mm (6 3/4 in).
6.3.1.3 Clean white rags or paper towels.
6.3.1.4 Air circulating oven.
6.3.1.5 Twelve 25 mm (1 in) x 200 mm (8 in) strips of desized grade A airplane fabric, 121 g/m (4.28
oz/yd), 80/84 count (see Section 3.4) .
6.3.1.6 Commercial Grade MEK Solvent
6.3.1.7 Testing machine with tension grips capable of pulling at a rate of separation of 50 mm (2 in) per
minute with a dial or chart indicator calibrated in 4.4 N (1 lbf) units.
6.3.1.8 Paper masking tape, 25 mm (1 in) wide.
6.3.1.9 Putty knife or spatula.
6.3.2 Panel Preparation
6.3.2.1 Use ASTM C794 to prepare panels and specimens. The following alternative specimen size may
be used. (See also Figures 1 thru 8 which follow.)
Inside Dimensions
Total Thickness
Top Section
Bottom Section
35 mm (1.4 in) wide by 130 mm (5 in) long
4 mm (0.16 in)
2 mm (0.08 in)
2 mm (0.08 in)
6.3.3 Specimen Conditioning and Exposure
Expose the test panels as follows after a seven-day conditioning period at 25°C ± 3°C (77°F ± 5°F).

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 6
Materials used in setting up peel panel assembly
Two piece jig frame of proper thickness showing slotted ribbon channel guide. See dimensioned drawing.
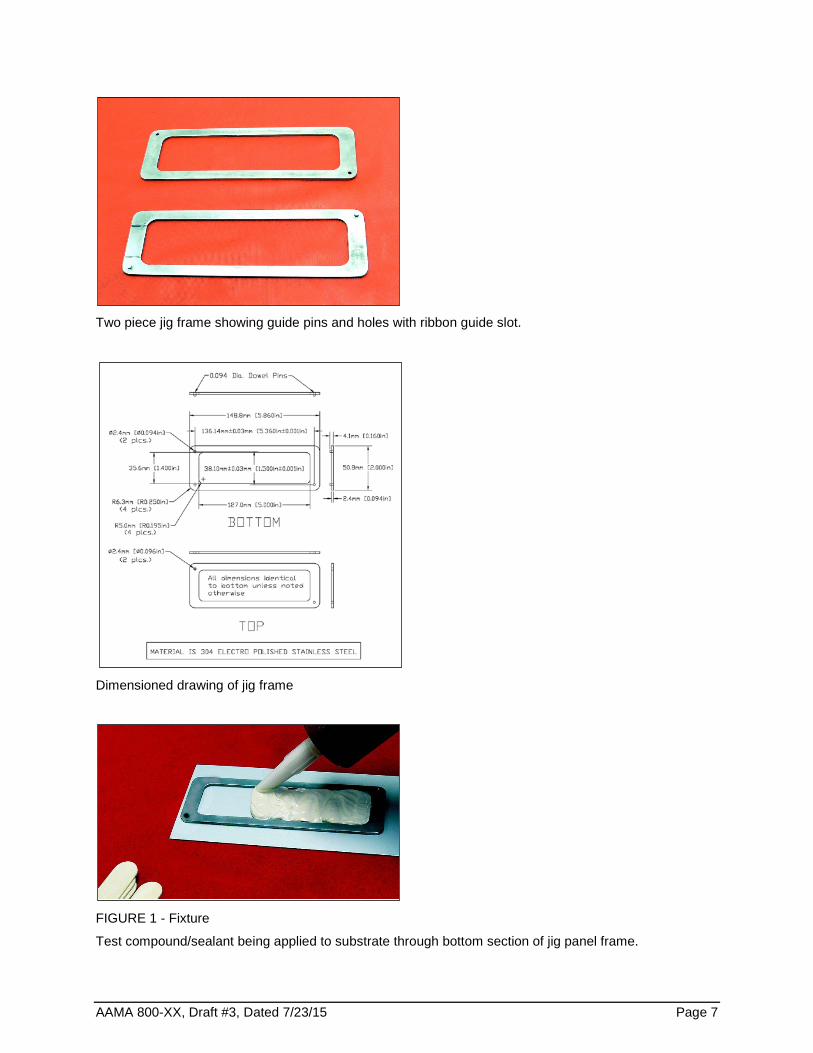
AAMA 800-XX, Draft #3, Dated 7/23/15 Page 7
Two piece jig frame showing guide pins and holes with ribbon guide slot.
Dimensioned drawing of jig frame
FIGURE 1 - Fixture
Test compound/sealant being applied to substrate through bottom section of jig panel frame.

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 8
Test material being leveled off on top of lower jig frame.
FIGURE 2 – Initial Sealant/Compound Application
Test sealant/compound being applied to bottom or peel ribbon (buttering).
Coated (buttered) ribbon being placed on lower half of uncured test material. Ribbon is now aligned with
slot in lower jig frame.
FIGURE 3 – Application of Peel Ribbon

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 9
Top of jig frame in place. Holes and pins allow easy alignment.
FIGURE 4 – Final Jig Assembly
Test sealant/compound applied to top of ribbon
Spread test compound over ribbon
FIGURE 5 – Final Sealant/Compound Application

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 10
Scribe paper clip or small diameter wire around perimeter of uncured sample.
FIGURE 6 – Scribing
Carefully lift off upper guide jig.
Carefully lift off lower guide jig. Follow the recommended cure cycle in AAMA 800-XX Section 6.3.3.
FIGURE 7 – Jig Removal

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 11
Cut through cured sealant to panel. Metal guide is utilized for 25mm (1”) wide cut. Guide is in plane with
ribbon
Thin polyethylene film being placed on back of cured sealant. This reduces false readings when 180
degree pull is executed (eliminates drag of sealant to sealant).
Undercut the compound to produce separation at the interface in conjunction with Section 6.3.4.2. (NOTE
1: Picture shows optional method which laboratories may use where undercuts are made to substrate
during pull.)
FIGURE 8 – Final Preparation and Testing
6.3.3.1 Sample A (three aluminum panels)

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 12
25°C ± 3°C (77°F ± 5°F) - 21 days
6.3.3.2 Sample B (three aluminum panels)
82°C ± 3°C (180°F ± 5°F) - 14 days
6.3.3.3 Sample C (three glass panels)
25°C ± 3°C (77°F ± 5°F) - 21 days
6.3.3.4 Sample D (three glass panels)
82°C ± 3°C (180°F ± 5°F) - 14 days
6.3.4 Test Procedures
6.3.4.1 Immediately following the specimen exposures described in Section 6.3.3, allow the specimens B
and D to be conditioned to 25°C ± 3°C (77°F ± 5°F) for a minimum of one hour or until the specimen
temperature measures 25°C ± 3°C (77°F ± 5°F). When all specimens have reached 25°C ± 3°C (77°F ±
5°F), make two cuts per panel with a sharp blade, cutting completely through to the substrate surface and
being careful not to cut the peel cloth strip. Cuts shall be exactly 25 mm (1 in) apart.
6.3.4.2 Cover the sealant with a polyethylene strip before placing in the tensile testing machine. This will
allow the material coated peel strip to be pulled parallel (or 180° to the sealant) at a rate of 50 mm (2 in)
per minute. Peel the sealant approximately 12 mm (1/2 in) and then cut sealant to the substrate to which
it is attached. (Undercut the compound to produce separation at the interface.) Peel only one-half the
length of each test panel and record the results. Immerse the half-peeled panels in tap water at 25°C ±
3°C (77°F ± 5°F) for seven days. At the end of seven days remove the panels and continue the test on
the remaining water-conditioned compound.
6.4 TEST METHOD FOR SLUMP
6.4.1 MATERIALS REQUIRED
As outlined in ASTM D2202.
6.4.2 PROCEDURE
Conduct test as outlined in ASTM D2202 except temperature shall be 25°C ± 3°C (77°F ± 5°F), and time
shall be five minutes. At the end of the five minute time interval record the distance of slump in millimeters
(tenths of an inch).

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 13
6.4.2.1 For 803.3 Type II materials only, alter the test fixture to use a rectangular slot, 3.2 mm (1/8”) x 38
mm (1½”) wide x 6.35mm (1/4”) deep (see Figures 9 and 10).
FIGURE 9 – Slump Jig Fixture (Showing Slot Test)

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 14
FIGURE 10 – Slump Jig Drawing
6.5 TEST METHOD FOR VEHICLE MIGRATION
6.5.1 Prepare vehicle migration test specimens in accordance with ASTM D2203 with the following
modifications:
6.5.1.1 Specimen exposure and evaluation.
6.5.1.1.1 The specimen shall be allowed to cure for seven days at 25°C ± 3°C (77°F ± 5°F). Then place
the specimen in an air circulating oven for 14 days maintaining a temperature of 82°C ± 3°C (180°F ±
5°F). After exposure observe for vehicle migration from the edge of the compound.

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 15
6.6 TEST METHOD FOR LOW TEMPERATURE FLEXIBILITY
6.6.1 Use ASTM C734 to prepare test specimens using three standard etched and anodized (AA M10C
22A 31) aluminum panels 85 mm (3 3/8 in) x 170 mm (6 3/4 in) x 0.1 mm (1/32 in) thick and template
consisting of an aluminum or brass frame with inside dimensions of 130 mm (5 in) x 40 mm (1 1/2 in) x 6
mm (1/4 in) thick.
6.6.2 Allow test specimens to air dry for seven days at 25°C ± 3°C (77°F ± 5°F). Place the three panels in
air circulating oven for 14 days maintaining temperature at 82°C ± 3°C (180°F ± 5°F). Remove the panels
from oven and allow specimens time to reach ambient temperature. Place the assembly in deep freeze
and maintain a -14°C ± 1°C (7°F ± 2°F) for 24 hours along with a 25 mm (1 in) steel mandrel
approximately 200 mm (8 in) long. While still in the deep freeze, place each specimen in turn on the
mandrel with the aluminum plate next to the mandrel, and without holding the sealant bend the specimen
180° around the mandrel within one second.
6.7 TEST METHOD FOR STAINING
6.7.1 MATERIALS REQUIRED
6.7.1.1 Six mortar blocks, 150 mm (6 in) x 75 mm (3 in) x 25 mm (1 in) thick made with the following
composition: One-part by weight White Portland Cement, 0.25-part hydrated lime, 4-parts Ottawa Sand
graded conforming to Section 6 of ASTM C 109 and enough water to make a smooth, non-flowable paste.
6.7.1.2 Six wood blocks, 150 mm (6 in) x 75 mm (3 in) x 25 mm (1 in) thick Douglas Fir, straight-grained,
knot free and untreated.
6.7.1.3 Aluminum or brass frame with inside dimensions of 130 mm (5 in) x 40 mm (1 1/2 in) x 6 mm (1/4
in) thick.
6.7.1.4 A 2000 ml (122 in3) beaker.
6.7.1.5 Distilled Water
6.7.1.6 RS type sun lamp with no more than 500 hours total burning time. For an alternative UV source,
see Section 3.8.
6.7.2 SPECIMEN PREPARATION

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 16
6.7.2.1 Center the metal frame on one of the mortar blocks. Fill the frame with sealant and strike off the
excess with a spatula. Run a think knife blade or straightened paper clip along the inside edges of the
frame and lift the frame from the sealant. Repeat this procedure on two additional mortar blocks and three
wood blocks. Condition the specimens for seven days at 25°C ± 3°C (77°F ± 5°F).
6.7.3 SPECIMEN EXPOSURE
6.7.3.1 Place the six specimens a prepared in Section 2.10.2.1 along with the three mortar and three
wood blocks without sealant under the RS sun lamp. Position the lamp approximately 410 mm (16 in)
above the compound surface so that a temperature of 60°C ± 6°C (140°F ± 10°F) is maintained. Each
working day remove all the blocks from under the lamp, cool to 25°C ± 3°C (77°F ± 5°F), and immerse
them in distilled water for five minutes, drain them dry and immediately place them back under the RS
lamp. This process shall be repeated five days per week until the completion of 14 working days. For an
alternative UV source, see Section 3.8.
6.7.4 SPECIMEN EVALUATION
6.7.4.1 Compare the six blocks with sealant to the six blocks without sealant. Observe the mortar and
wood for discoloration or staining beyond the edges of applied sealant. Disregard any discoloration or
staining which also occurs on the blocks without sealant.
6.8 TEST METHOD FOR WATER RESISTANCE
6.8.1 Materials Required
6.8.1.1 Three standard etched and anodized (AA M10 C22 A31) aluminum panels 85 mm (3 3/8 in) x 170
mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.8.1.2 Air circulating oven.
6.8.1.3 12 mm (1/2 in) wide masking tape.
6.8.1.4 Three single strength glass panels 85 mm (3 3/8 in) x 170 mm (6 3/4 in).
6.8.1.5 Three rigid plates, steel or aluminum 85 mm (3 3/8 in) x 170 mm (6 3/4 in) x 6 mm (1/4 in) thick.

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 17
6.8.1.6 Three weights, 910 g (2 lb) each.
6.8.2 Procedure
Prepare three specimens as follows:
Place two 12 mm (1/2 in) wide strips of masking tape on the face side of the aluminum test panel surface.
Position the strips parallel to each other using the panel’s long edges as guides. These strips shall run the
entire length of the panel. The tape in position on each edge of the face side shall be approximately 0.18
mm (0.007 in) thick.
Place an additional strip of 12 mm (1/2 in) tape on top of each applied tape. Position this tape so that it
covers the entire length of the panel. (This double thickness of tape will serve as a 0.36 mm (0.019 in)
spacer.) Apply a 3 mm (1/8 in) diameter bead of test compound approximately 12 mm (1/2 in) inside and
parallel to each side of the panel. Apply across bottom of the panel to complete the "U" shape trough.
Holding the single strength glass by its edges, carefully place it on the sealant and gently press down until
some resistance is felt. Do not attempt to force the glass to contact the tape and avoid rocking or sliding
motion while pressing.
Repeat on the remaining specimens.
Set the assemblies on a level surface and lay a rigid plate on each. Set a 910 g (2 lb) weight on the plate
in order to press and hold the assemblies for 24 hours at 25°C ± 3°C (77°F ± 5°F). At the end of 24 hours
remove the weight and plate and allow the specimens to cure undisturbed for an additional six days at
25°C ± 3°C (77°F ± 5°F). Place specimens in an air circulating oven at 82°C ± 3°C (180°F ± 5°F) for
seven days. Cool at room temperature and fill trough with tap water. Stand in vertical position for 14 days.
NOTE 3: Voids and other defects present before water exposure should be noted and disregarded in the
final evaluation.
6.9 TEST FOR BASIC VISUAL SCREENING
6.9.1 Test according to ASTM C 772 except as follows:
6.9.2 Materials Required
In addition to those items required by ASTM C 772, provide the following:

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 18
6.9.2.1 RS type sun lamp (500 hours maximum use). For an alternative UV source, see Section 3.8.
6.9.3 Procedure
Prepare six test specimens and expose as follows:
6.9.3.1 Sample No. 8a
Two specimens for 21 days at 25°C ± 3°C (77°F ± 5°F)
6.9.3.2 Sample No. 8b
Two specimens for 14 days at 82°C ± 3°C (180°F ± 5°F)
6.9.3.3 Sample No. 8c
Two specimens for 21 days exposure by an RS type sun lamp positioned approximately 405 mm (16 in)
above the compound surface and able to maintain a specimen surface temperature of 60°C ± 6°C (140°F
± 10°F). For an alternative UV source, see Section 3.8.
6.9.4 Basic Visual Screening
6.9.4.1 In addition to the procedures required in ASTM C 772, perform the following:
6.9.4.2 Examine the exposed surfaces of the tape for cracks or other visually observable deterioration of
the tape surface.
6.10 TEST METHOD FOR HARDNESS EVALUATION
6.10.1 Materials Required
6.10.1.1 In addition to those items required by ASTM C 661, provide the following.
6.10.1.2 Tape to be tested 3 mm (1/8 in) to 6 mm (1/4 in) thick x 6 mm (1/4 in) to 12 mm (1/2 in) wide.
Square beads shall be acceptable.
6.10.1.3 Air circulating oven.
6.10.1.4 Shore "OO" Hardness Instrument.
6.10.2 Procedure

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 19
6.10.2.1 Two tape test specimens shall be formed 125 mm (5 in) x 38 mm (1 1/2 in) x 6 mm (1/4 in) on
aluminum plates by plying individual lengths of tape.
6.10.2.2 Condition one test specimen for 21 days at 25°C ± 3°C (77°F ± 5°F) and the second specimen
for 21 days at 82°C ± 3°C (180°F ± 5°F).
6.10.2.3 At the end of 21 days conditioning, remove the second specimen from the oven and allow to cool
to 25°C ± 3°C (77°F ± 5°F) for a minimum of four hours.
6.10.3 Testing
6.10.3.1 804.3 and 807.3 Tapes
6.10.3.1.1 Use the Shore "OO" test according to ASTM C 661 procedure for taking hardness readings.
6.10.3.2 806.3 Tapes
6.10.3.2.1 Use the Shore "A" test according to ASTM C 661 procedure for taking hardness readings.
6.10.4 Reporting
6.10.4.1 Report the average value of the three readings for each test specimen.
6.11 TEST METHOD FOR YIELD STRENGTH – PREFORMED TAPES
6.11.1 Test according to ASTM C 908 except as follows:
6.11.2 Materials Required - In addition to those materials required in ASTM C 908, provide the following:
6.11.2.1 Four glass plates as described in Section 3.1 of ASTM C 908.
6.11.2.2 Four standard etched and anodized aluminum (AA M10 C22 A31) panels 75 mm (3 in) x 75 mm (3
in) thick x 6 mm (1/4 in) thick.
6.11.2.3 Air circulating oven.

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 20
6.11.2.4 Rule graduated in 1 mm (1/32 in) increments.
6.11.3 TEST SPECIMENS
6.11.3.1 Prepare four test specimens using aluminum plates in place of steel.
6.11.3.2 Test according to Section 9 of ASTM C 908.
6.11.4 CONDITIONING
6.11.4.1 Condition two test specimens for 24 hours at 25°C ± 3°C (77°F ± 5°F).
6.11.4.2 Condition two test specimens for 14 days at 82°C ± 3°C (180°F ± 5°F).
6.11.5 PROCEDURE
6.11.5.1 Record the average width of the contact area of the tape to the plate glass as measured to the
nearest 1 mm (1/32 in).
6.11.6 CALCULATIONS
6.11.6.1 For each specimen, calculate the tensile yield strength in N (lbf) as follows:
Yield Strength = F/A
Where:
F = peak tension load recorded in N (lbf)
A = area recorded in m² (in²)
A1= Measure area of adhesive failure, if any, to each Substrate
Calculate percent of cohesive separation (C.S.):
C.S. = (A – A1)
(100) A
6.11.7 REPORT

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 21
6.11.7.1 The report shall include the following:
6.11.7.1.1 Yield strength in N/m2 (lbf/in2) of each specimen after conditioning.
6.11.7.1.2 Percent of cohesive separation (C.S.).
6.11.7.2 Type of tension testing machine used (hydraulic, mechanical).
6.11.7.3 Substrates and primers used.
6.12 TEST METHODS FOR SAG
6.12.1 Materials Required
6.12.1.1 Three standard etched and anodized aluminum (AA M10 C22 A31) panels 85 mm (3 3/8 in) x
170 mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.12.1.2 Tape to be tested 3 mm (1/8 in) to 6 mm (1/4 in) thick x 6 mm (1/4 in) to 12 mm (1/2 in) wide.
Square tapes shall be acceptable. In addition, 0.8 mm (1/32 in) thickness shall be acceptable for 806.3,
Back Bedding Glazing Tape.
6.12.1.3 Metal scribe.
6.12.1.4 Air circulating oven.
6.12.2 Procedure
Scribe two lines 3 mm (1/8 in) apart; near the center of the panel on the face of the aluminum panel
parallel to the long 170 mm (6 3/4 in) side. Place tape on the panel in such a way that one long edge is
coincident with one line (leaving the other line exposed). Press tape lightly to insure contact. Immediately
place in air circulating oven at 82°C ± 3°C (180°F ± 5°F) for 14 days. The lower scribed line shall be
parallel to the bottom of the oven during the exposure and the plane of the panel shall be vertical. Check
the sample every day for the first seven days. Check at the end of 14 days. Measure the amount of sag.
6.13 TEST METHOD FOR VEHICLE MIGRATION
6.13.1 Test according to ASTM C 772 except as follows:

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 22
6.13.2 Materials Required
In addition to those items required by ASTM C 772, provide the following:
6.13.2.1 RS type sun lamp (500 hours maximum use). For an alternative UV source, see Section 3.8.
6.13.3 Procedure
Prepare six test specimens and expose as follows:
6.13.3.1 Sample No. 8a
Two specimens for 21 days at 25°C ± 3°C (77°F ± 5°F)
6.13.3.2 Sample No. 8b
Two specimens for 14 days at 82°C ± 3°C (180°F ± 5°F)
6.13.3.3 Sample No. 8c
Two specimens for 21 days exposure by an RS type sun lamp positioned approximately 405 mm (16 in)
above the compound surface and able to maintain a specimen surface temperature of 60°C ± 6°C (140°F
± 10°F). For an alternative UV source, see Section 3.8.
6.13.4 Basic Visual Screening
6.13.4.1 In addition to the procedures required in ASTM C 772, perform the following:
6.13.4.2 Examine the exposed surfaces of the tape for cracks or other visually observable deterioration of
the tape surface.
6.14 TEST METHOD FOR LOW TEMPERATURE FLEXIBILITY
6.14.1 Test according to ASTM C 765 except as follows:
6.14.2 Tape to be tested shall be 3 mm (1/8 in) to 6 mm (1/4 in) thick x 6 mm (1/4 in) to 12 mm (1/2 in)
wide. Square tapes shall be acceptable.
6.14.3 Test shall be performed at -18°C ± 3°C (0°F ± 5°F).
6.14.4 Procedure

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 23
6.14.4.1 Scrub the aluminum panels with a cleaning solvent. Repeat procedure with a rinsing solvent. Dry
wipe each panel insuring no solvent or lint remains. Place the test specimen on each panel (leaving the
release liner on) and roll with the PSTC roller once in each direction at a rate of 305 mm/min (12 in/min).
Carefully remove the release liner.
6.14.4.2 Place the panels and the mandrel in the deep freeze unit for 24 hours at -18°C ± 3°C (0°F ± 5°F).
Ensure that nothing touches or rests on the test specimens during this conditioning period.
6.14.4.3 While keeping the mandrel and panels in the deep freeze unit, bend each panel 180o around the
mandrel away from the tape using no more than one second to make the bend.
6.15 TEST METHOD FOR WATER RESISTANCE
6.15.1 Materials Required
6.15.1.1 One standard etched and anodized (AA M10 C22 A31) aluminum panel 85 mm (3 3/8 in) x 170
mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.15.1.2 Air circulating oven capable of maintaining a temperature of 82°C ± 3°C (180°F ± 5° F).
6.15.1.3 One single strength glass panel 85 mm (3 3/8 in) x 170 mm (6 3/4 in).
6.15.1.4 Tape Samples - 305 mm (12 in) long strips of tape 1/2 as thick as the width.
Example: 10 mm (3/8 in) x 5 mm (3/16 in) or 12 mm (1/2 in) x 6 mm (1/4 in). A round or square bead of 6
mm (1/4 in) diameter minimum shall be acceptable.
6.15.2 Procedure
The bead of tape shall be applied to the metal panel so that it makes a "U" shaped trough 25 mm (1 in)
from three sides. The glass panel shall be placed on the tape parallel to the aluminum panel. The tape
shall be compressed 50% between the glass and aluminum. Nylon reinforced strapping tape shall be
wrapped around the sandwiched panel, 1/3 of the distance from either end in order to hold the
compression of the tape. Allow to stand for one hour. Fill with water, stand vertical for 21 days at 25°C ±
3°C (77°F ± 5°F).
6.16 TEST METHOD FOR BACKING REMOVAL

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 24
6.16.1 Test according to ASTM C 879 except as follows.
6.16.2 Use Procedure Alternative A, "Ambient-Temperature Testing."
6.16.3 Do not consider any transfer or residue of tape onto the paper or support as a failure.
7.0 LABORATORY TEST METHOD NOTES
7.1 SEALANT SAMPLING
The sealant to be tested shall be taken directly from a randomly selected container as commercially
supplied by the manufacturer. The container shall be full and not previously opened. The testing shall be
completed within the shelf-life recommended by the manufacturer. The sealant manufacturer's
instructions giving any options allowed in the test methods shall be obtained along with the sealant
sample.
7.2 HOW TO EVALUATE RESULTS
After testing, examine each group of specimens representing a given test. Should any one specimen be
found not to meet requirements, the given test shall be repeated.
NOTE 4: Only one repeat per test shall be permitted.
If the sealant fails the specific retest, a new sample shall be submitted and all the requirements of the
specification shall be tested.
7.3 OPTIONAL CURE, PRE-CURE OR PRE-CONDITIONING OF TEST SPECIMENS PRIOR TO
EXPOSURE CONDITIONS
The curing conditions for a test specimen prior to test requirement exposure; i.e., 82°C ± 3°C (180°F ±
5°F) for 14 days, may require moisture and/or oxygen to facilitate a cure. Also, some compounds may
require a step-type temperature gradation for elimination of solvents prior to test exposure. The following
conditions are examples of such options.
a. 25°C ± 3°C (77°F ± 5°F) with 50% ± 5% Relative Humidity.
b. 25°C ± 3°C (77°F ± 5°F) with 95% ± 5% Relative Humidity.
c. 38°C ± 3°C (100°F ± 5°F) with 95% ± 5% Relative Humidity.
d. 25°C ± 3°C (77°F ± 5°F) (Room Temperature Average) 45% to 65% Relative Humidity.

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 25
e. 25°C ± 3°C (77°F ± 5°F) (45% to 65% Relative Humidity) 7 days + 7 days at 60°C ± 3°C (140°F ±
5°F).
f. 25°C ± 3°C (77°F ± 5°F) (45% to 65% Relative Humidity) 7 days + 7 days at 38°C ± 3°C (100°F ±
5°F).
Should any of the above variations thereof be specified by the compound manufacturer, a notation on the
test report shall be made indicating the conditions used. If no conditions are specified by the compound
manufacturer, the standard criteria seven days at 25°C ± 3°C (77°F ± 5°F) shall be used prior to the
elevated temperature exposure requirements in the test.
NOTE 5: A maximum of 14 days and/or 70°C (158°F) shall be permitted to be used as an optional pre-
cure.
7.4 SUBSTRATE PREPARATION
Unless cleaning instructions are given in the individual test method, clean all metal and glass test
surfaces using the procedure outlined below.
a. Always pour solvent on the rag being used. Never dip the rag in the cleaning solvent, as this
contaminates the solvent.
b. Use the "Two Rag Wipe" technique. One rag is used to wipe off the wet solvent and contaminates
from the surface. Use a second rag one time in one direction to remove any remaining solvent
and contaminants, allowing the solvent to dry on the surface without wiping with a second dry
absorbent cloth merely re-deposits the contaminants as the solvent dries.
c. Change to clean rags frequently as you see them becoming soiled. It is easy to see the soiling if
white rags are used.
d. Always use clean containers for solvent use and storage.
e. Follow solvent supplier's recommendations for solvent use and storage.
NOTE 6: Sealant manufacturer and/or sealant user should test specific sealants, substrates, primers (if
required) and cleaning procedures to ensure adequate adhesion is developed under actual conditions.
7.4 SEALANTS WITH SPACERS

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 26
Some gunnable sealants with spacer beads cannot be tested to some requirements within their
respective specifications because spacers will not allow specified test specimen configuration, or can
produce results not characteristic of the same materials without spacers. Therefore, in those cases testing
shall be done using sealants without spacers. Testing and acceptance of sealants with spacers shall be
agreed to between the sealant supplier and user. Deviations in testing due to spacers shall be noted on
the testing report.
7.5 COMPATIBILITY
This specification qualifies a sealant for use. It does not address the adhesion capability of the sealant for
a specific substrate nor the compatibility of the sealant with the materials it contacts. Adhesion and
compatibility characteristics required for specific substrates or finishes shall be determined by the
following test methods:
A. TEST METHOD A - Compatibility with Plastic Glazing Beads or Setting Blocks
1. Materials Required
a. Two 600 ml (20 oz), high form beaker (no pouring lip). Two watch glass covers for same.
b. Air circulating oven.
c. Two 100 mm (4 in) pieces of plastic glazing bead and/or setting block to be evaluated.
2. Procedure
Apply a 6 mm (1/4 in) diameter linear bead of bedding material 50 mm (2 in) long to one 100 mm (4
in) piece of material to be evaluated. Immediately place the test strip (compound applied) plus one
100 mm (4 in) piece of specimen (with no compound applied) in separate beakers and cover with
watch glasses. Condition for 24 hours at 25°C ± 3°C (77°F ± 5°F) then place beakers and strips in a
82°C ± 3°C (180°F ± 5°F) air circulating oven for 72 hours. After 72 hours exposure in the oven,
remove the material from the oven and condition to 25°C ± 3°C (77°F ± 5°F) for a minimum of one
hour. The material being tested shall not be evaluated until its temperature has been determined to
be 25°C ± 3°C (77°F ± 5°F). Evaluate the compatibility of the bedding compound by reporting any
differences between the plastic bead or accessory with compound applied and that without
compound. Observe the sealants and substrates for discoloration, staining, tackiness, softening or
crazing.
B. TEST METHOD B - Compatibility with Laminated Glass
1. Materials Required

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 27
a. Two 600 ml (20 oz), high form beakers (no pouring lip). Two watch glass covers for same.
b. Air circulating oven.
c. Six pieces of laminated glass 50 mm x 50 mm (2 in x 2 in).
2. Procedure
Apply test compound approximately 6 mm (1/4 in) thick to the surface of the edge of two adjacent
sides of three laminated glass pieces being sure to cover bond line (interface of glass and
laminate). Immediately place three specimens with test strip (compound applied) plus three
specimens (with no compound applied) in separate beakers and cover with watch glasses.
Condition for 24 hours at 25°C ± 3°C (77°F ± 5°F) then place beakers and strips in a 82°C ± 3°C
(180°F ± 5°F) air circulating oven for 72 hours. After 72 hours exposure in the oven, remove the
material from the oven and condition to 25°C ± 3°C (77°F ± 5°F) for a minimum of one hour. The
material being tested shall not be evaluated until its temperature has been determined to be 25°C ±
3°C (77°F ± 5°F). When compared to the control (specimens without compound) there shall be no
differences in fogging, separation, discoloration or cracking.
7.6 RS/UV LAMP ALTERNATIVE
The following described lamp sources shall be permitted for use.
7.6.1. UV Source
The UV source shall consist of an exposure box containing UVA-340 fluorescent UV lamps positioned at
a distance of 100 mm ± 6 mm (4 in ± 1/4 in) from the surface of the test specimens.
Conventional four-lamp fluorescent fixtures shall be acceptable with the test specimens being oriented
within the confines of the reflector hood of the fixture.
NOTE 7: UVA-340 Lamp Rotation - after 450 to 500 hours of lamp operating time, rotate lamps as
specified in ASTM G154.
7.6.2. RS lamp Source
RS type sun lamp positioned approximately 405mm (16 in) above the compound surface and able to
maintain a specimen surface temperature of 60°C ± 6°C (140°F ± 10°F). Lamps shall be replaced after
500 hours use.
NOTE 8: Due to the discontinuation of manufacture, the RS Sunlamp specified in these test methods
may not be available for use. In the event the RS Sunlamp is not available, the UV source shall be used.
8.0 Specifier Guidelines and End User Responsibility

AAMA 800-XX, Draft #3, Dated 7/23/15 Page 28
8.1 Specifier Guidelines
The following information provides guidance on criteria that should be considered for incorporation into
specifications. Where applicable the following can be inserted into the project specifications. If required,
the sealant manufacturer shall provide product submittals for the sealant that are used in perimeter
sealing applications.
8.1.1 Include information regarding use of sealant for exterior applications to withstand limited or
prolonged UV exposure. Although there is no substitution of natural sunlight for weathering, there are
many accepted methods used for accelerated weathering. Some methods include ASTM C1442, ASTM
C732 and ASTM C793.
8.1.2 Include information regarding the movement capability of the sealant when tested in accordance
with ASTM C719.
NOTE 9: The sealant shall be specified such that the movement of the joint does not exceed the
movement capability of the sealant. Common classes of the sealant are as follows:
± 12.5%,
± 25%,
± 35%
± 50%
+100/-50%
8.1.3 Include information regarding the chemical compatibility of the sealant.
8.2 End User Responsibility
The End User is required to determine chemical compatibility to the substrates in the application.
Sealants used in the installation of fenestration products may adversely affect the substrates and other
compounds used. Interactions between the sealant and its adjacent materials may cause aesthetic or
chemical changes in any of these materials. Therefore, the user shall be responsible for affirming the
suitability of the sealant tested to this specification within their installation.

800 Committee Approval Product Group Approval
Approved via Ballot #810-15 Out for Ballot (#824-15)
AAMA 800, NDS-XX
DRAFT #2
DATED 6/3/15
AAMA 800 Sealant Manual - Section 6 Voluntary Specifications and Test Methods for
Sealants Non-Drying Sealant
AAMA 809.2

This voluntary specification was developed by representative members of AAMA as advisory information and published as a public service. AAMA disclaims all liability for the use, application or adaptation of materials published herein.
© Copyright 2015 American Architectural Manufacturers Association
1827 Walden Office Square, Suite 550, Schaumburg, IL 60173 Phone: 847/303-5664 Fax: 847/303-5774
E-Mail: [email protected] Web Site: www.aamanet.org
AAMA 800-XX, BBGC, Draft #3, Dated 6/18/14 Page i
TABLE OF CONTENTS
FOREWARD ................................................................................................. Error! Bookmark not defined. 1.0 SCOPE .................................................................................................... Error! Bookmark not defined. 2.0 PURPOSE ............................................................................................... Error! Bookmark not defined. 3.0 REFERENCED DOCUMENTS ............................................................... Error! Bookmark not defined. 4.0 DEFINITIONS ......................................................................................... Error! Bookmark not defined. 5.0 GENERAL ............................................................................................... Error! Bookmark not defined. 6.0 TESTS ..................................................................................................... Error! Bookmark not defined. 7.0 LABORATORY TEST METHOD NOTES ............................................... Error! Bookmark not defined.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 2
FOREWARD
This document has previously been part of AAMA 800 Voluntary Specifications and Test Methods for
Sealants. These non-drying may have other applications within the fenestration industry however this
specification primarily addresses non-structural, in-shop glazing applications.
1.0 SCOPE
1.1 This specification is limited to pumpable and gunnable compounds that are intended to be used as buck
frame sealants, threshold sealants and "buttering" sealants. These compounds remain tacky and are non-
drying. They are intended to prevent air infiltration and water leakage through the sealant. These non-drying
compounds remain pliable and tacky and are intended for use in sealing hidden joints.
1.2 The primary units of measure in this document are metric. The values stated in SI units are to be
regarded as the standard. The values given in parentheses are for reference only.
2.0 PURPOSE
2.1 This document is intended to assist the window manufacturer to specify and obtain non-drying sealant
compounds meeting minimum performance criteria.
3.0 REFERENCED DOCUMENTS
3.1 References to the standards listed below shall be to the edition indicated. Any undated reference to a
code or standard appearing in the requirements of this standard shall be interpreted as to referring to the
latest edition of that code or standard.
3.2 American Architectural Manufacturers Association (AAMA)
AAMA/WDMA/CSA 101/I.S. 2/A440-11, North American Fenestration Standard/Specification for windows,
doors, and skylights
3.3 ASTM INTERNATIONAL (ASTM)
ASTM C734-06, Standard Test Method for Low-Temperature Flexibility of Latex Sealants After Artificial
Weathering
ASTM D2202-00(2010), Standard Test Method for Slump of Sealants
ASTM D2203-01(2011), Standard Test Method for Staining from Sealants

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 3
ASTM G154-06, Standard Practice for Operating Fluorescent Light Apparatus for UV Exposure of
Nonmetallic Materials
4.0 DEFINITIONS
For all definitions, please refer to AAMA Glossary (AG-13).
5.0 GENERAL
5.1 To qualify as meeting this specification, products testes shall meet all requirements as specified
herein.
Test Number Requirement Value
6.1 Basic Visual Screening No surface cracks or bond loss, excessive
dirt pick-up is allowed
6.2 Vehicle Migration No migration in excess of 1.6mm (1/16 in)
from compound edge
6.3 Low Temperature Flexibility No cracks or loss of adhesion
6.4 Water Resistance No presence of voids, cracks, separation
or breakdown of compound
6.5 Slump No to exceed 2.5mm (0.1 in)
5.1 Basic Visual Screening There shall be no surface cracks or bond loss in any of the six samples when tested in accordance with
Section 6.1. Excessive dirt pick-up on the sealant surface shall be permitted.
5.2 Vehicle Migration There shall be no vehicle migration in excess of 1.6 mm (1/16 in) from the compound edge when tested in
accordance with ASTM D 2203 as modified in Section 6.2.
5.3 Low Temperature Flexibility The compound when tested in accordance with ASTM C 734 as modified in Section 6.3 shall not have
cracks and/or no loss of adhesion from the test panel.
5.4 Water Resistance There shall be no presence of voids, cracks, separation or breakdown of the compound when tested in
accordance with Section 6.4.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 4
5.4.5 Slump The compound shall have a slump of not more than 2.5 mm (0.1 in) when tested in accordance with
ASTM D 2202 as modified in Section 6.5.
6.0 TESTS
2.1 TEST METHOD FOR BASIC VISUAL SCREENING 2.1.1 Prepare six test specimens in accordance with ASTM C 718 using 75 mm (3 in) long – inside
measurement of
12 mm (1/2 in) wide x 9 mm (3/8 in) deep mill finish aluminum channels.
2.1.2 Condition the specimens for seven days at 25°C ± 3°C (77°F ± 5°F) before proceeding with the
following exposures.
NOTE 1: The masking tape shall be removed from the ends within 72 hours after filling.
2.1.2.1 Sample No. 1a (three channel assemblies)
25°C ± 3°C (77°F ± 5°F) - 21 days exposure.
2.1.2.2 Sample No. 1b (three channel assemblies)
Air circulating oven held at 82°C ± 3°C (180°F ± 5°F) - 14 days exposure.
2.1.3 After exposure, examine for surface cracks, bond loss, staining and vehicle bleed.
6.2 TEST METHOD FOR VEHICLE MIGRATION
6.2.1 Prepare vehicle migration test specimens in accordance with ASTM D2203 with the following
modifications:
6.2.1.1 Specimen exposure and evaluation.
6.2.1.1.1 The specimen shall be allowed to cure for seven days at 25°C ± 3°C
(77°F ± 5°F). Then place the specimen in an air circulating oven for 14 days maintaining a temperature of
82°C ± 3°C (180°F ± 5°F). After exposure observe for vehicle migration from the edge of the compound.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 5
6.3 TEST METHOD FOR LOW TEMPERATURE FLEXIBILITY
6.3.1 Use ASTM C734 to prepare test specimens using three standard etched and anodized (AA M10C
22A 31) aluminum panels 85 mm (3 3/8 in) x 170 mm (6 3/4 in) x 0.1 mm (1/32 in) thick and template
consisting of an aluminum or brass frame with inside dimensions of 130 mm (5 in) x 40 mm (1 1/2 in) x 6
mm (1/4 in) thick.
6.3.2 Allow test specimens to air dry for seven days at 25°C ± 3°C (77°F ± 5°F). Place the three panels in
air circulating oven for 14 days maintaining temperature at 82°C ± 3°C (180°F ± 5°F). Remove the panels
from oven and allow specimens time to reach ambient temperature. Place the assembly in deep freeze
and maintain a -14°C ± 1°C (7°F ± 2°F) for 24 hours along with a 25 mm (1 in) steel mandrel
approximately 200 mm (8 in) long. While still in the deep freeze, place each specimen in turn on the
mandrel with the aluminum plate next to the mandrel, and without holding the sealant bend the specimen
180° around the mandrel within one second.
6.4 TEST METHOD FOR WATER RESISTANCE
6.4.1 Materials Required
6.4.1.1 Three standard etched and anodized (AA M10 C22 A31) aluminum panels
85 mm (3 3/8 in) x 170 mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.4.1.2 Air circulating oven.
6.4.1.3 12 mm (1/2 in) wide masking tape.
6.4.1.4 Three single strength glass panels 85 mm (3 3/8 in) x 170 mm (6 3/4 in).
6.4.1.5 Three rigid plates, steel or aluminum 85 mm (3 3/8 in) x 170 mm (6 3/4 in) x 6 mm (1/4 in) thick.
6.4.1.6 Three weights, 910 g (2 lb) each.
6.4.2 Procedure
Prepare three specimens as follows:
Place two 12 mm (1/2 in) wide strips of masking tape on the face side of the aluminum test panel surface.
Position the strips parallel to each other using the panel’s long edges as guides. These strips shall run the

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 6
entire length of the panel. The tape in position on each edge of the face side shall be approximately 0.18
mm (0.007 in) thick.
Place an additional strip of 12 mm (1/2 in) tape on top of each applied tape. Position this tape so that it
covers the entire length of the panel. (This double thickness of tape will serve as a 0.36 mm (0.019 in)
spacer.) Apply a 3 mm (1/8 in) diameter bead of test compound approximately 12 mm (1/2 in) inside and
parallel to each side of the panel. Apply across bottom of the panel to complete the "U" shape trough.
Holding the single strength glass by its edges, carefully place it on the sealant and gently press down until
some resistance is felt. Do not attempt to force the glass to contact the tape and avoid rocking or sliding
motion while pressing.
Repeat on the remaining specimens.
Set the assemblies on a level surface and lay a rigid plate on each. Set a 910 g (2 lb) weight on the plate
in order to press and hold the assemblies for 24 hours at 25°C ± 3°C (77°F ± 5°F). At the end of 24 hours
remove the weight and plate and allow the specimens to cure undisturbed for an additional six days at
25°C ± 3°C (77°F ± 5°F). Place specimens in an air circulating oven at 82°C ± 3°C (180°F ± 5°F) for
seven days. Cool at room temperature and fill trough with tap water. Stand in vertical position for 14 days.
NOTE 2: Voids and other defects present before water exposure should be noted and disregarded in the
final evaluation.
6.5 TEST METHOD FOR SLUMP
6.5.1 MATERIALS REQUIRED
As outlined in ASTM D2202.
6.5.2 PROCEDURE
Conduct test as outlined in ASTM D2202 except temperature shall be 25°C ± 3°C (77°F ± 5°F), and time
shall be five minutes. At the end of the five minute time interval record the distance of slump in millimeters
(tenths of an inch).
6.5.2.1 For 803.3 Type II materials only, alter the test fixture to use a rectangular slot, 3.2 mm (1/8”) x 38
mm (1½”) wide x 6.35mm (1/4”) deep (see Figures 9 and 10).

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 7
FIGURE 9 – Slump Jig Fixture (Showing Slot Test)
FIGURE 10 – Slump Jig Drawing

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 8
7.0 LABORATORY TEST METHOD NOTES
7.1 SEALANT SAMPLING
The sealant to be tested shall be taken directly from a randomly selected container as commercially
supplied by the manufacturer. The container shall be full and not previously opened. The testing shall be
completed within the shelf-life recommended by the manufacturer. The sealant manufacturer's
instructions giving any options allowed in the test methods shall be obtained along with the sealant
sample.
7.2 HOW TO EVALUATE RESULTS
After testing, examine each group of specimens representing a given test. Should any one specimen be
found not to meet requirements, the given test shall be repeated.
NOTE 7: Only one repeat per test shall be permitted.
If the sealant fails the specific retest, a new sample shall be submitted and all the requirements of the
specification shall be tested.
7.3 OPTIONAL CURE, PRE-CURE OR PRE-CONDITIONING OF TEST SPECIMENS PRIOR TO
EXPOSURE CONDITIONS
The curing conditions for a test specimen prior to test requirement exposure; i.e.,
82°C ± 3°C (180°F ± 5°F) for 14 days, may require moisture and/or oxygen to facilitate a cure. Also, some
compounds may require a step-type temperature gradation for elimination of solvents prior to test
exposure. The following conditions are examples of such options.
a. 25°C ± 3°C (77°F ± 5°F) with 50% ± 5% Relative Humidity.
b. 25°C ± 3°C (77°F ± 5°F) with 95% ± 5% Relative Humidity.
c. 38°C ± 3°C (100°F ± 5°F) with 95% ± 5% Relative Humidity.
d. 25°C ± 3°C (77°F ± 5°F) (Room Temperature Average) 45% to 65% Relative Humidity.
e. 25°C ± 3°C (77°F ± 5°F) (45% to 65% Relative Humidity) 7 days + 7 days at 60°C ± 3°C (140°F ±
5°F).
f. 25°C ± 3°C (77°F ± 5°F) (45% to 65% Relative Humidity) 7 days + 7 days at 38°C ± 3°C (100°F ±
5°F).
Should any of the above variations thereof be specified by the compound manufacturer, a notation on the
test report shall be made indicating the conditions used. If no conditions are specified by the compound

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 9
manufacturer, the standard criteria seven days at 25°C ± 3°C (77°F ± 5°F) shall be used prior to the
elevated temperature exposure requirements in the test.
NOTE 8: A maximum of 14 days and/or 70°C (158°F) shall be permitted to be used as an optional pre-
cure.
7.4 SUBSTRATE PREPARATION
Unless cleaning instructions are given in the individual test method, clean all metal and glass test
surfaces using the procedure outlined below.
a. Always pour solvent on the rag being used. Never dip the rag in the cleaning solvent, as this
contaminates the solvent.
b. Use the "Two Rag Wipe" technique. One rag is used to wipe off the wet solvent and contaminates
from the surface. Use a second rag one time in one direction to remove any remaining solvent
and contaminants, allowing the solvent to dry on the surface without wiping with a second dry
absorbent cloth merely re-deposits the contaminants as the solvent dries.
c. Change to clean rags frequently as you see them becoming soiled. It is easy to see the soiling if
white rags are used.
d. Always use clean containers for solvent use and storage.
e. Follow solvent supplier's recommendations for solvent use and storage.
NOTE 3: Sealant manufacturer and/or sealant user should test specific sealants, substrates, primers (if
required) and cleaning procedures to ensure adequate adhesion is developed under actual conditions.
7.4 SEALANTS WITH SPACERS
Some gunnable sealants with spacer beads cannot be tested to some requirements within their
respective specifications because spacers will not allow specified test specimen configuration, or can
produce results not characteristic of the same materials without spacers. Therefore, in those cases testing
shall be done using sealants without spacers. Testing and acceptance of sealants with spacers shall be
agreed to between the sealant supplier and user. Deviations in testing due to spacers shall be noted on
the testing report.

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 10
7.5 COMPATIBILITY
This specification qualifies a sealant for use. It does not address the adhesion capability of the sealant for
a specific substrate nor the compatibility of the sealant with the materials it contacts. Adhesion and
compatibility characteristics required for specific substrates or finishes shall be determined by the
following test methods:
NOTE 11: Several alternative test methods are available from ASTM.
A. TEST METHOD A - Compatibility with Plastic Glazing Beads or Setting Blocks
1. Materials Required
a. Two 600 ml (20 oz), high form beaker (no pouring lip). Two watch glass covers for same.
b. Air circulating oven.
c. Two 100 mm (4 in) pieces of plastic glazing bead and/or setting block to be evaluated.
2. Procedure
Apply a 6 mm (1/4 in) diameter linear bead of bedding material 50 mm (2 in) long to one 100 mm (4
in) piece of material to be evaluated. Immediately place the test strip (compound applied) plus one
100 mm (4 in) piece of specimen (with no compound applied) in separate beakers and cover with
watch glasses. Condition for 24 hours at 25°C ± 3°C (77°F ± 5°F) then place beakers and strips in a
82°C ± 3°C (180°F ± 5°F) air circulating oven for 72 hours. After 72 hours exposure in the oven,
remove the material from the oven and condition to 25°C ± 3°C (77°F ± 5°F) for a minimum of one
hour. The material being tested shall not be evaluated until its temperature has been determined to
be 25°C ± 3°C (77°F ± 5°F). Evaluate the compatibility of the bedding compound by reporting any
differences between the plastic bead or accessory with compound applied and that without
compound. Observe the sealants and substrates for discoloration, staining, tackiness, softening or
crazing.
B. TEST METHOD B - Compatibility with Laminated Glass
1. Materials Required
a. Two 600 ml (20 oz), high form beakers (no pouring lip). Two watch glass covers for same.
b. Air circulating oven.
c. Six pieces of laminated glass 50 mm x 50 mm (2 in x 2 in).

AAMA 800-XX, Draft #2, Dated 6/3/15 Page 11
2. Procedure
Apply test compound approximately 6 mm (1/4 in) thick to the surface of the edge of two adjacent
sides of three laminated glass pieces being sure to cover bond line (interface of glass and
laminate). Immediately place three specimens with test strip (compound applied) plus three
specimens (with no compound applied) in separate beakers and cover with watch glasses.
Condition for 24 hours at 25°C ± 3°C (77°F ± 5°F) then place beakers and strips in a 82°C ± 3°C
(180°F ± 5°F) air circulating oven for 72 hours. After 72 hours exposure in the oven, remove the
material from the oven and condition to 25°C ± 3°C (77°F ± 5°F) for a minimum of one hour. The
material being tested shall not be evaluated until its temperature has been determined to be 25°C ±
3°C (77°F ± 5°F). When compared to the control (specimens without compound) there shall be no
differences in fogging, separation, discoloration or cracking.

800 Committee Approval Product Group Approval
Approved via Ballot #810-15 Out for Ballot (#824-15)
AAMA 800-XX
DRAFT #3
DATED 7/20/15
AAMA 800 Sealant Manual - Section 7 Voluntary Specifications and Test Methods for
Sealants Expanded Cellular Glazing Tapes
AAMA 810.1

This voluntary specification was developed by representative members of AAMA as advisory information and published as a public service. AAMA disclaims all liability for the use, application or adaptation of materials published herein.
© Copyright 2015 American Architectural Manufacturers Association
1827 Walden Office Square, Suite 550, Schaumburg, IL 60173 Phone: 847/303-5664 Fax: 847/303-5774
E-Mail: [email protected] Web Site: www.aamanet.org
AAMA 800-XX, Draft #3, Dated 7/20/15 Page i
TABLE OF CONTENTS
FOREWARD ................................................................................................................................................. 1 1.0 SCOPE .................................................................................................................................................... 1 2.0 PURPOSE ............................................................................................................................................... 1 3.0 REFERENCED DOCUMENTS ............................................................................................................... 2 4.0 DEFINITIONS ......................................................................................................................................... 2 5.0 GENERAL ............................................................................................................................................... 2 6.0 TESTS ..................................................................................................................................................... 3 7.0 LABORATORY TEST METHOD NOTES ............................................................................................. 15

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 1
FOREWARD
This document has previously been part of AAMA 800 Voluntary Specifications and Test
Methods for Sealants. These expanded cellular glazing tapes may have other
applications within the fenestration industry however this specification primarily
addresses non-structural, in-shop glazing applications.
1.0 SCOPE
To provide a minimum level of performance for expanded cellular glazing tape for use in
fenestration applications.
NOTE 1: Essential properties of both the adhesive and cellular product include:
• Ability of foam to exert a minimum sealing pressure over a range of time,
weather conditions and glass lite to frame distortions.
• Shear and perpendicular adhesion characteristics such that the cellular circular
product to glass lite bond remains uncompromised both at installation time and
through a range of weathering conditions.
1.1 Tapes shall be classified as:
Type 1
Type 2
1.1.1 Type 1 tapes are intended as primary seals where tape is used by itself to prevent
air and water leakage or in a system when the tape acts as the primary sealant.
1.1.2 Type 2 tapes are intended as secondary seals where the tape is used in
combination with a full bead of wet sealant to prevent air and water leakage. The cellular
tape in these combinations is normally used to contain the wet sealant, which is the
primary sealer.
1.3 The primary units of measure in this document are metric. The values stated in SI
units are to be regarded as the standard. The values given in parentheses are for
reference only.
2.0 PURPOSE
2.1 This document is intended to assist the window manufacturer to specify and obtain
expanded cellular tapes meeting minimum performance criteria.

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 2
3.0 REFERENCED DOCUMENTS
3.1 References to the standards listed below shall be to the edition indicated. Any
undated reference to a code or standard appearing in the requirements of this standard
shall be interpreted as to referring to the latest edition of that code or standard.
3.2 American Architectural Manufacturers Association (AAMA)
AAMA/WDMA/CSA 101/I.S. 2/A440-11, North American Fenestration
Standard/Specification for windows, doors, and skylights
4.0 DEFINITIONS
Expanded Cellular Glazing Tapes: Non-interconnecting cellular (closed cell) products
considered compression sealants which can be used for in-shop applications where the
glazing and/or panel(s) are sealed to a surrounding sash or frame.
For all additional definitions, please refer to AAMA Glossary (AG-13)
5.0 GENERAL
5.1 To qualify as meeting this specification, products tested shall meet all requirements
as specified herein.
5.2 Any adhesive system shall be permitted to be used in conjunction with the cellular
tape, providing it meets the requirements of this specification.
5.3 An adhesive system shall be permitted to be any one or combination of types of
adhesives (see NOTE 2 for examples) applied to one or both sides of the tape.
NOTE 2: The following types of adhesives may be applicable:
a. Pressure sensitive adhesive applied to one or both surfaces of the tape and
protected by a release liner.
b. Contact adhesive (2-way) applied to the tape and to all substrate surfaces.
c. Contact adhesive (1-way) or adhesion promoter applied to the substrate only.
5.4 The complete adhesive system shall be tested.

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 3
NOTE 3: The cellular tape shall be tested with the adhesive system(s) being used.
5.5 Material Requirements
Test
No. Property Type 1 Type 2
6.1 Compression/Deflection
Test A
Test B
34.5 kPa (5 psi) min.
27.6 kPa (4 psi) min.
27.6 kPa (4 psi) min.
20.7 kPa (3 psi) min.
6.2 Low Temperature Flexibility No Cracking of foam No Cracking of foam
6.3 Compression Set 6% max. 10% max.
6.4 Water Absorption 7% max. 10% max.
6.5 Water Penetration 15% max. loss 15% max. loss
6.6 Tensile Adhesion 30% elongation min.
172 kPa (25 psi) min.
30% elongation min.
172 kPa (25 psi) min.
6.7 Peel Adhesion 0.35 N/mm (2 lbf/in) width min. 0.18 N/mm (1 lbf/in) width min.
6.0 TESTS
6.1 TEST METHOD FOR COMPRESSION/DEFLECTION
6.1.1 MATERIALS REQUIRED
6.1.1.1 A compression machine capable of compressing the specimen at a rate of 50
mm/min (2 in/min) gently without impact. The machine is permitted to be motor or hand
driven.
6.1.1.2 The compression gauge shall be graduated to 0.025 mm (0.001 in) to measure
compression of the specimen. If the compression machine automatically compresses the
specimen 25%, no gauge is necessary.
6.1.1.3 Prepare three samples as follows:
6.1.1.3.1 Razor cut the tape test specimen to 25 mm (1 in) square, with parallel top and
bottom surfaces, perpendicular to the top surface. (Samples under 25 mm (1 in) shall be
permitted to be laid side by side to create a surface area of 625 mm2 (1 in2).) The
specimen’s thickness shall be a minimum of 6 mm (1/4 in) and is permitted to be plied to
achieve this thickness. (A razor cut square plane is specified since another form can

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 4
result in uneven compression and another cutting method can result in mushrooming the
cellular tape.)
6.1.2 PROCEDURE
6.1.2.1 Calculate actual surface area of the test specimen.
6.1.2.2 Test A
Remove any release paper (adhesive should be dusted with a fine powder to reduce
tack) and compress the test specimen between parallel metal plates of the machine until
its thickness has been reduced 25% and immediately record the load in N (lbf).
Calculate the compressive force (expressed in kPa (psi)) by dividing the measured load
by the area of the specimen.
6.1.2.3 Test B
Maintain the specimen at the 25% compression state for 60 seconds, then record the
load in N (lbf). Calculate the compressive force (expressed in kPa (psi)) by dividing the
measured load by the surface area of the specimen.
6.2 TEST METHOD FOR LOW TEMPERATURE FLEXIBILITY
6.2.1 Materials Required
6.2.1.1 Three standard etched and anodized aluminum (AA M10 C22 A31) panels, 85
mm (3 3/8 in) x 170 mm (6 3/4 in) x 0.8 mm (1/32 in) thick.
6.2.1.2 Tape to be tested shall be approximately 12 mm (1/2 in) wide x 150 mm (6 in)
long x 0.8 mm (1/32 in) to 4.8 mm (3/16 in) thick (record thickness with results) have
parallel top and bottom surfaces and be at right angles to the side surface.
6.2.1.3 Deep freeze unit capable of maintaining -18°C ± 3°C (0°F ± 5°F).
6.2.1.4 25 mm (1 in) diameter steel mandrel approximately 200 mm (8 in) long.
6.2.1.5 A PSTC roller weighing approximately 2 kg (4.5 lb) (see Section 3.10 for
supplier).

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 5
6.2.1.6 Cleaning solvent such as methyl ethyl ketone (MEK) or acetone. Rinsing solvent
such as Isopropyl Alcohol.
6.2.2 Procedure
6.2.2.1 Scrub the aluminum panels with a cleaning solvent. Repeat procedure with a
rinsing solvent. Dry wipe each panel insuring no solvent or lint remains. Place the test
specimen on each panel (leaving the release liner on) and roll with the PSTC roller once
in each direction at a rate of 305 mm/min (12 in/min). Carefully remove the release liner.
6.2.2.2 Place the panels and the mandrel in the deep freeze unit for 24 hours at -18°C ±
3°C (0°F ± 5°F). Ensure that nothing touches or rests on the test specimens during this
conditioning period.
6.2.2.3 While keeping the mandrel and panels in the deep freeze unit, bend each panel
180o around the mandrel away from the tape using no more than one second to make the
bend.
6.3 TEST METHOD FOR COMPRESSION SET
6.3.1 MATERIALS REQUIRED
6.3.1.1 A compression device consisting of two parallel plates, which will not deflect or
warp between which the test specimen may be reduced 25% of its original thickness and
held in this position using the necessary shims and clamps (at least four). The clamps
shall be placed directly over the shims to insure that the plates are not warped.
6.3.1.2 A gauge graduated to 0.025 mm (0.001 in) increments to measure the thickness
of each tape specimen without compression.
6.3.1.3 Prepare three test samples as follows:
6.3.1.3.1 The tape specimen shall have parallel top and bottom surfaces which shall be
at right angles to the side surfaces. Dimensions of each specimen shall be 10 mm (3/8 in)
wide x 50 mm (2 in) long x 3.0 mm (1/8 in) minimum thickness, with or without adhesive.
Tapes with a thickness less than 3.0 mm (1/8 in) thick shall be plied to achieve a 3.0 mm
(1/8 in) minimum thickness.

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 6
NOTE 4: Release liners shall be on the top and bottom of each specimen (but not
between plies, if applicable).
6.3.2 PROCEDURE
6.3.2.1 Determine the thickness of the specimen including both release liners. Determine
the thickness of the release liner by obtaining an average measurement of a liner sample
from the same roll of tape the test specimen came from. Do not remove the release liner
from the specimen. Subtract two times the release liner thickness from the specimen
thickness and record this result as "To".
6.3.2.2 Center the specimen between the plates of the clamping device leaving release
liners on and compress it 0.25 "To" or 25% of the specimen thickness minus the release
liners.
6.3.2.3 Hold specimen in the compressed condition for 22 hours at room temperature
25°C ± 3°C (77°F ± 5°F).
6.3.2.4 Release the specimen from the clamping device and allow it to recover for 24
hours at room temperature 25°C ± 3°C (77°F ± 5°F).
6.3.2.5 Determine the final thickness of the specimen including the release liners.
Subtract two times the release liner thickness (determined above) from the final thickness
and record this result as "Tf".
6.3.3 CALCULATION
6.3.3.1 Calculate the compression set as a percentage of the original thickness as
follows:
Compression Set = T0 – Tf
X 100 T0
To = The original thickness.
Tf = Thickness at specified time after removal of the clamps.

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 7
6.4 TEST METHOD FOR WATER ABSORPTION
6.4.1 MATERIALS REQUIRED
6.4.1.1 Vacuum chamber (preferably cylindrical) capable of providing a vacuum of at
least 0.92 atmospheres (0.95 kg/cm2 (13.5 psi) absolute).
6.4.1.2 Retaining cage made of 6 mm (1/4 in) mesh to hold specimen without
deformation and fit within the vacuum chamber.
6.4.1.3 Retaining weights approximately 100 g (3.5 oz) total.
6.4.1.4 Forceps or fine tipped tongs for lifting wetted samples.
6.4.1.5 A gauge graduated to 0.025 mm (0.001 in) to measure the specimen thickness
without compression.
6.4.1.6 Laboratory scale accurate to 0.01 gram.
6.4.1.7 Prepare three test samples as follows:
6.4.1.7.1 Razor cut tape specimen to 12 mm (1/2 in) wide x 200 mm (8 in) long by
supplied thickness. All surfaces shall be 90° with its adjacent surface. Specimens shall
not be plied to achieve a greater thickness. All release liners shall be removed.
6.4.2 PROCEDURE
6.4.2.1 Remove release liner, measure the thickness and state the average thickness in
the results.
6.4.2.2 Weigh specimen to the nearest 0.01 gram and record as "A".
6.4.2.3 Place the specimen in the center of the vacuum chamber. Place wire retaining
cage and weight (to insure cage will not move) over the specimen. Submerge specimen
in distilled water at room temperature, 25°C ± 3°C (77°F ± 5°F). The top surface of the
retaining cage shall be 50 mm (2 in) below the surface of the water. Close the vacuum
chamber and reduce the pressure above the water to 0.92 atmospheres (0.95 kg/cm2

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 8
(13.5 psi) absolute). Once this pressure is achieved, maintain for three minutes. Release
the vacuum and allow the specimen to remain submerged for three minutes at room
atmospheric pressure.
6.4.2.4 Remove the chamber top, the retaining weight and the retaining cage. Transfer
the specimen (pinching as little as possible) to a lint free towel to remove surface water.
(A K-Dry towel manufactured by Kimberly-Clark is known to work well for this
application). Briefly rest each exposed surface (six total) onto a dry section of the towel
(five seconds per side). Be careful that the adhesive surface does not stick to the towel.
6.4.2.5 Weigh the specimen to the nearest 0.01 gram immediately after all surfaces are
dried. Record this measurement as "B". Calculate the percent water absorption (by
weight):
Water Absorption = (B – A)
X 100 A
6.5 TEST METHOD FOR WATER PENETRATION
6.5.1 MATERIALS REQUIRED
6.5.1.1 Air circulating oven capable of maintaining a temperature of 82°C ± 3°C (180°F ±
5°F).
6.5.1.2 Deep freeze unit capable of maintaining a temperature of -29°C ± 3°C (-20°F ±
5°F).
6.5.1.3 Water barrier material (such as aluminum foil) to prevent evaporation from
configuration.
6.5.1.4 Three clean glass plates 5 mm (3/16 in) thick x 250 mm (10 in) square.
6.5.1.5 Three clean aluminum panels 5 mm (3/16 in) thick x 250 mm (10 in) square.
6.5.1.6 Twelve clamps (four per construction) and the necessary shims to develop a
thickness reduction of 25%.

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 9
6.5.1.7 A gauge graduated to 0.025 mm (0.001 in) to measure the specimen thickness
without compression.
6.5.1.8 Tape to be tested shall have parallel top and bottom surfaces and be at right
angles to the side surface. Specimens shall be 12 mm (1/2 in) wide x 480 mm (19 in)
long x 1.6 mm (1/16 in) to 3.2 mm (1/8 in) thick. Tape shall not be plied together to
achieve greater thickness.
6.5.2 PROCEDURE
6.5.2.1 Remove the release liner, determine the average thickness of the specimen, and
record as "To". Determine the required shim thickness, "Ta" as:
Ta = 0.75 To
Four shims of Ta thickness should be used for each construction.
6.5.2.2 Place the sample in a "U" configuration (see Figure 1) on the glass panel. Leaving
a slight overhang 3 mm (1/8 in) to 6 mm (1/4 in), begin placing the specimen at the top
edge. The inside edge of the specimen shall be 50 mm (2 in) from the outer edge of the
glass panel. The inside bottom radius of the specimen shall be 75 mm (3 in). Place four
sets of shims onto the glass panel. Place the aluminum panel over the specimen and the
clamps directly over the shims and both panels. Compress tape by 25% and clamp.
Three constructions of each sample shall be made.
6.5.2.3 Fill the cavity with water up to within a 25 mm (1 in) of capacity, cover with water
barrier and fill as needed during test. (This is to assure that the fluid level never drops
below 50 mm (2 in) from the interior bottom of the "U" configuration).
6.5.2.4 Expose constructions to 20 cycles. Each cycle consisting of:
4 hours at -29°C ± 3°C (-20°F ± 5°F)
4 hours at 82°C ± 3°C (180°F ± 5°F)
16 hours recovery at room temperature 25°C ± 3°C (77°F ± 5°F)
6.5.2.5 After the last cycle, draw a reference line 100 mm (4 in) above the bottom edge of
the glass panel. The line shall be drawn completely across the glass panel, parallel to the

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 10
bottom edge, using a fine point marker. Technicians shall use a marking technique which
is consistent with each construction.
FIGURE 1 – Water Penetration
6.5.2.6 Bring the water level of each construction to the bottom edge of the reference
line. Cover the construction with foil or some other water vapor barrier to prevent
evaporation and let stand for 48 hours at room temperature, 25°C ± 3°C (77°F ± 5°F)
NOTE 5: A shim may be required under the base to level the water with the reference
line.
6.5.2.7 After 48 hours dwell at room temperature, measure the drop in water level from
the bottom of the reference line. One measurement shall be made for each construction
to within 1 mm (1/32 in). Average the three measurements and record as "A" in
millimeters (inches).
6.5.2.8 Calculate water penetration loss for each construction as:
Percent Loss = A
X 100 (Metric) 50
OR
Percent Loss = A
X 100 (IP) 2

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 11
6.6 TEST METHOD FOR TENSILE ADHESION
6.6.1 MATERIALS REQUIRED
6.6.1.1 Aluminum T-blocks with minimum test surface dimensions of 25 mm (1 in) x
25 mm (1 in).
6.6.1.2 A test machine of either the crosshead type (constant rate of extension) or dead
weight pendulum type. The machine shall have one stationary head, one moveable head,
a graduated tension weighing device with an accuracy of 45 g (0.1 lb) or less and be
capable of a head separation rate of 305 mm (12 in) per minute. Chamber capable of
maintaining temperatures from 0°C to 50°C ± 3°C (32°F to 120°F ± 5°F).
6.6.1.3 Air circulating oven capable of maintaining a temperature of 50°C ± 3°C (120°F ±
5°F).
6.6.1.4 A gauge graduated to 0.025 mm (0.001 in) to determine surface area.
6.6.1.5 Cleaning solvent such as Methyl Ethyl Keytone (MEK) or acetone, along with
rinsing solvent such as isopropyl alcohol.
6.6.1.6 Fixture or weights capable of providing 170 kPa (25 psi) mating force to the
T-blocks.
6.6.1.7 Tape samples whose widths are less than 25 mm (1 in) shall be laid side by side
to obtain 25 mm (1 in) square sample area.
6.6.2 PROCEDURE
6.6.2.1 Scrub the T-blocks bonding surfaces with a cleaning solvent. Repeat procedure
with a rinsing solvent. Dry wipe each surface insuring no solvent or lint remains. Soaking
of previously used T-blocks in a closed container of MEK will facilitate the cleaning
process.
6.6.2.2 Remove the first two wraps of tape from the roll. Razor cut the tape test specimen
to 25 mm (1 in) square. Ensure that at no time, anything contacts the adhesive side of the
specimen. Place the adhesive side of the specimen onto the bonding surface of the T-

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 12
block so that the specimen is centered. Three constructions shall be made and labeled
for each of the three conditions. Calculate the exact surface for each construction.
6.6.2.3 Remove the protective liner from the tape and carefully align the second T-Block
with the first while placing it against the exposed adhesive surface. Tapes with adhesive
supplied on one surface shall be fastened on the non-adhesive side using an adhesive
furnished by the tape manufacturer.
6.6.2.4 Apply a force of 170 kPa (25 psi) to the mated assembly for 15 ± 1 second.
6.6.2.5 Condition three of the assemblies at each of the following conditions for one hour:
a) 25°C ± 3°C (77°F± 5°F)
b) 50°C ± 3°C (120°F± 5°F)
c) 0°C ± 3°C (32°F± 5°F)
6.6.2.6 Remove each construction from its condition environment (one at a time) test
within 60 seconds after removal.
6.6.2.7 Clamp one flange of the construction with the stationary head of the test machine.
Lower the movable head over the other flange of the construction and clamp. Carefully
align without producing any premature stress. Pull the two heads 180° away from each
other at a rate of 305 mm (12 in) per minute. Upon failure, determine the load or force (in
pounds) for separation and the distance the head moved at failure point.
6.6.2.8 Calculate the percentage of elongation as follows:
Elongation (%) = Distance Head Moved
Original Thickness
Calculate the dynamic tensile adhesion force as follows:
Dynamic Tensile Adhesion =
Force to Separate
Surface Area of
Specimen

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 13
6.7 TEST METHOD FOR PEEL ADHESION
6.7.1 MATERIALS REQUIRED
6.7.1.1 Test machine of either the crosshead type (constant rate of extension) or dead
weight pendulum type. The machine shall have one stationary head, one moveable head,
a graduated tension weighing device with an accuracy of 45 g (0.1 lb) or less and be
capable of a head separation rate of 305 mm (12 in) per minute. The chamber shall be
capable of maintaining temperatures from 0°C to 50°C ± 3°C (32°F to 120°F ± 5°F).
6.7.1.2 Deep freeze unit capable of maintaining a temperature of 0°C ± 3°C (32°F ± 5°F).
6.7.1.3 Air circulating oven capable of maintaining a temperature of 50°C ± 3°C (120°F ±
5°F).
6.7.1.4 A thermometer or other equivalent device shall be used to obtain temperature
measurements.
6.7.1.5 Six clean aluminum panels 1.5 mm (1/16 in) thick x 50 mm (2 in) wide x 150 mm
(6 in) long.
6.7.1.6 Six clean glass panels 3 mm (1/8 in) thick x 50 mm (2 in) wide x 150 mm (6 in).
6.7.1.7 A PSTC roller weighing approximately 2 kg (4.5 lb).
6.7.1.8 A tray which can be clamped by the stationary head and will restrain a test panel
in a position perpendicular to the movable head, yet allow test panel to slide within the
tray.
6.7.1.9 Reinforced pressure sensitive tape, (Fiberglass or polyester film) 3 mm (1/8 in) to
6 mm (1/4 in) wider than the tape being tested.
6.7.1.10 Samples of the tape to be tested shall be between 10 mm (3/8 in) and 25 mm (1
in) in width.

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 14
6.7.2 PROCEDURE
6.7.2.1 Scrub the application surface of all metal and glass panels with a cleaning
solvent. Repeat procedure with a rinsing solvent. Dry wipe each panel insuring no solvent
or lint remains. Do not contaminate panel surface by stacking or by touching with fingers.
6.7.2.2 Discard the first two layers of the tape from the roll. Center the tape specimen on
each panel, running parallel with the longer side. Specimen shall be flush on one end and
have an overhang of 75 mm (3 in) to 130 mm (5 in) on the other end of the panel. Avoid
trapping any air pockets under the specimen. If the adhesive surfaces on a double coated
tape differ from one side to the other, then both shall be tested and reported. In these
situations, when testing the second adhesive surface, adhere the face side of the total
length of the specimen, with liner, to a strip of the reinforcement tape. Remove the liner
and apply the specimen to the test panels as described above.
6.7.2.3 In the case of tape widths of less than 25 mm (1 in), cut additional strips from the
same roll and apply parallel and adjacent to the test specimens to provide a total width of
25 mm (1 in) for rolling purposes. Pass the PSTC roller, without application of additional
pressure over the backing of the tape lengthwise, once in each direction at the
approximate rate of 305 mm (12 in) per minute. Once rolling is complete, remove any
additional strips from the panel without disturbing the test specimen. Carefully remove the
liner, if present from all test specimens.
6.7.2.4 Apply the reinforcement tape to each specimen on the side from which the
release liner was removed. Apply the reinforcement tape starting on the end of the panel
that has the specimen flush with the end and continue across the panel. Ensure that the
test specimen is completely covered by the reinforcement tape. Fold the reinforcement
tape over the test specimen overhang approximately 50 mm (2 in) so the edges of the
reinforcement tape adheres to itself. This is to ensure that values obtained are strictly
adhesion oriented and not a combination of tensile and adhesion. Ensure that the
reinforcement tape does not adhere to or touch the panel at any time.
6.7.2.5 Condition the specimens in accordance to the following schedule:
a. Three Glass and three aluminum panels at 0°C ± 3°C (32°F ± 5°F) for 24 hours.
b. Three Glass and three aluminum panels at 50°C ± 3°C (120°F ± 5°F) for 24
hours.

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 15
6.7.2.6 Remove each panel from its conditioning environment (one at a time) and test
within 60 seconds after removal. Insert the overhang of the specimen into the jaws of the
movable head. Ensure that the tray is exactly perpendicular to the pulling direction and
that the movable head is located directly over the test specimen.
6.7.2.7 Test the specimen by peeling at a rate of 305 mm (12 in) per minute. Record the
average peel adhesion value (using no less than eight data points from the specimen),
disregarding the first and last 25mm (1 in) from the specimen panel. Try to keep the
angle of separation as close to 90° as possible. If foam tear occurs, report the highest
recorded load value up to the occurrence of the tear. Record the mode of failure on the
report.
6.7.2.8 Convert the average value to N/mm (lb/in width) for each specimen and report.
Values shall be grouped according to panel type and test condition.
7.0 LABORATORY TEST METHOD NOTES
7.1 TAPE SAMPLING
The tape to be tested shall be taken directly from a randomly selected container as
commercially supplied by the manufacturer. The container shall be full and not previously
opened. The testing shall be completed within the shelf-life recommended by the
manufacturer. The tape manufacturer's instructions giving any options allowed in the test
methods shall be obtained along with the tape sample.
7.2 HOW TO EVALUATE RESULTS
After testing, examine each group of specimens representing a given test. Should any
one specimen be found not to meet requirements, the given test shall be repeated.
NOTE 6: Only one repeat per test shall be permitted.
If the tape fails the specific retest, a new sample shall be submitted and all the
requirements of the specification shall be tested.
7.3 SUBSTRATE PREPARATION
Unless cleaning instructions are given in the individual test method, clean all metal and
glass test surfaces using the procedure outlined below.

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 16
a. Always pour solvent on the rag being used. Never dip the rag in the cleaning
solvent, as this contaminates the solvent.
b. Use the "Two Rag Wipe" technique. One rag is used to wipe off the wet solvent
and contaminates from the surface. Use a second rag one time in one direction
to remove any remaining solvent and contaminants, allowing the solvent to dry
on the surface without wiping with a second dry absorbent cloth merely re-
deposits the contaminants as the solvent dries.
c. Change to clean rags frequently as you see them becoming soiled. It is easy to
see the soiling if white rags are used.
d. Always use clean containers for solvent use and storage.
e. Follow solvent supplier's recommendations for solvent use and storage.
NOTE 7: Sealant manufacturer and/or sealant user should test specific sealants,
substrates, primers (if required) and cleaning procedures to ensure adequate adhesion is
developed under actual conditions.
7.4 COMPATIBILITY
This specification qualifies a tape for use. It does not address the adhesion capability of
the tape for a specific substrate nor the compatibility of the tape with the materials it
contacts. Adhesion and compatibility characteristics required for specific substrates or
finishes shall be determined by the following test methods:
A. TEST METHOD A - Compatibility with Plastic Glazing Beads or Setting Blocks
1. Materials Required
a. Two 600 ml (20 oz), high form beaker (no pouring lip). Two watch glass covers
for same.
b. Air circulating oven.
c. Two 100 mm (4 in) pieces of plastic glazing bead and/or setting block to be
evaluated.
2. Procedure

AAMA 800-XX, Draft #3, Dated 7/20/15 Page 17
Apply a 6 mm (1/4 in) wide 50 mm (2 in) long tape to one 100 mm (4 in) piece of
material to be evaluated. Immediately place the test strip (tape applied) plus one
100 mm (4 in) piece of specimen (with no tape applied) in separate beakers and
cover with watch glasses. Condition for 24 hours at 25°C ± 3°C (77°F ± 5°F) then
place beakers and strips in a 82°C ± 3°C (180°F ± 5°F) air circulating oven for 72
hours. After 72 hours exposure in the oven, remove the material from the oven and
condition to 25°C ± 3°C (77°F ± 5°F) for a minimum of one hour. The material
being tested shall not be evaluated until its temperature has been determined to be
25°C ± 3°C (77°F ± 5°F). Evaluate the compatibility of the tape by reporting any
differences between the plastic bead or accessory with tape applied and that
without tape. Observe the tape and substrates for discoloration, staining, tackiness,
softening or crazing.
B. TEST METHOD B - Compatibility with Laminated Glass
1. Materials Required
a. Two 600 ml (20 oz), high form beakers (no pouring lip). Two watch glass covers
for same.
b. Air circulating oven.
c. Six pieces of laminated glass 50 mm x 50 mm (2 in x 2 in).
2. Procedure
Apply test tape approximately 6 mm (1/4 in) thick to the surface of the edge of two
adjacent sides of three laminated glass pieces being sure to cover bond line
(interface of glass and laminate). Immediately place three specimens with test strip
(tape applied) plus three specimens (with no tape applied) in separate beakers and
cover with watch glasses. Condition for 24 hours at 25°C ± 3°C (77°F ± 5°F) then
place beakers and strips in a 82°C ± 3°C (180°F ± 5°F) air circulating oven for 72
hours. After 72 hours exposure in the oven, remove the material from the oven and
condition to 25°C ± 3°C (77°F ± 5°F) for a minimum of one hour. The material
being tested shall not be evaluated until its temperature has been determined to be
25°C ± 3°C (77°F ± 5°F). When compared to the control (specimens without tape)
there shall be no differences in fogging, separation, discoloration or cracking.


















