SCUDDING QmS Superior quality and speed in gear cutting ... · PDF fileRing Gear or Sliding...
4
SCUDDING ® QmS Quality meets Speed Superior quality and speed in gear cutting
Transcript of SCUDDING QmS Superior quality and speed in gear cutting ... · PDF fileRing Gear or Sliding...

SCUDDING® QmS
Quality meets SpeedSuperior quality and speed in gear cutting

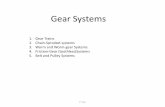
SCUDDING® QmS - Quality meets SpeedSCUDDING® is a continuous gear generating process. Technically, it is a process between gear „hobbing“ and gear „shaping“. The SCUDDING® process can be used for a wide range of symmetrical gear applications as well as for non-symmetrical gear or profile applications such as belt pulleys and synchronizer gears. Many other, non gear-related applications still have to be explored. With the Wera Profilator machine design, the same machine can be used for internal and external SCUDDING® applications.

Ring Gear or Sliding SleeveCompared with shaping, SCUDDING® is very economical because the high number of simultaneously engaged cutting edges eliminates unproductive idle strokes.
Annulus Gear, Internal HelixPreviously, this gear was produced by an internal, helical broaching process. In the future, this gear will be produced considering heat-treat distortions. The SCUDDING® process allows precise and independent corrections/offsets of the gear geometry, crown and taper. These are optimized for the later assembly process. The SCUDDING® process produces diagonally crossed over cutting lines which improve the noise performance of the gear.
Annulus Gear, Internal Straight Blind SplinePreviously, this spline was produced by a shaping process. Since the shaping process needs a certain amount of run-out/over-cut, an undercut was required at the end of a spline. SCUDDING® cuts straight up to the shoulder, no undercut is required! This impro-ves the functional strength of the component!
SCUDDING®
Internal Gear
SCUDDING®
External GearSynchro Gear with 1 Block-ToothFor the gear cutting of synchronizer parts with block-tooth features, SCUDDING® is the perfect process. The parallel incline of the tool and spindle axis allows an easy machining of non-symmetrical gear geometries. The cutting tool (number of teeth) for such an application is designed with a non-passing workpiece/tool-gear-ratio.
HubSCUDDING® is a continuous gear generating process. With the Wera Profilator „Fly-Cutter“ concept, internal and external gears can be produced.For SCUDDING® of helical gears, the tool is designed as a straight gear. The cross-axis angle is set in accordance to the workpiece. SCUDDING® can produce predetermined flank corrections. Taper and crown can be set via the machine parameters.

SCUDDING® QmS
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
1218534242
Datei:
20.0
20.0
500:1
55371911193755
55371911193755
500:1
/
/
mm
mm
-2.260-20.340
111.700108.700
bu/bo
df/da
3
-1
3
3
-1
3
3
0
3
3
-1
3
2
3
4
2
6
6
4
5
6
3
3
5
18
±28
32
4665
7124
7667
456416
2112±14
5522F
fH
ff
F
fH
ff
-11.30 -11.30 -11.30 -11.30 -11.30 -11.30 -11.30 -11.30
110.21 110.21 110.21 110.21 110.21 110.21 110.21 110.21
Auswertemodul:3.0.3.2310(involute)
Formularmodul:3.0.3.2412
6
7
7
5
5
5
2
1
3
Skalierung:Wälzweg
22
±14
16
32
±28
18
0.50
4.00
c:
c:
QaQn Qa6
4
7
9
9
9
Qn9
9
9
Qn9
9
9
Qn9
9
9
Bezugslänge fH : 22.600
µm
µm
µm
µm
µm
µm
mm
µm
mm
µm
65
Ø F fH ff F526 7 fH 3 ff 5
F fH ff3 -1 3Ø F 5 fH 4 ff 3
(DIN 3960)
1.00
1.00
v: 1 mm/s
v: 6 mm/s
11.08.08 - Standmenge Teil 153
DAIMLER Gleichlaufkoerper A 902 262 1135 komplett ohne Nut
QS Profilator GmbH / ZEISS Prismo Bediener Hochheim / Jungk
20.0:1
2.5:1
[...]
[...]
[...]
[...]
DIN_3962
DIN_3962
Zeiss
-GEAR
PRO
3.2.2.17
vom
28.04.2008
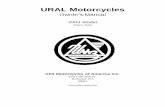
Abweichungen im Stirnschnitt
Abweichungen im Stirnschnitt
+ links - - rechts +
+ links - - rechts +
oben
unten
Qa Qa
Bezugslänge fH : 108.920 - 111.580
n 30.000 °z 72
mn 1.500
b 22.600
mm
mm
außen
0.000
x 0.737
db 93.531
°
mm
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
-20.340
-2.260
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
108.920
111.580
1218534242
Datei:
20.0
20.0
500:1
55371911193755
55371911193755
500:1
/
/
mm
mm
-2.260-20.340
111.700108.700
bu/bo
df/da
3
-1
3
3
-1
3
3
0
3
3
-1
3
2
3
4
2
6
6
4
5
6
3
3
5
18
±28
32
4665
7124
7667
456416
2112±14
5522F
fH
ff
F
fH
ff
-11.30 -11.30 -11.30 -11.30 -11.30 -11.30 -11.30 -11.30
110.21 110.21 110.21 110.21 110.21 110.21 110.21 110.21
Auswertemodul:3.0.3.2310(involute)
Formularmodul:3.0.3.2412
6
7
7
5
5
5
2
1
3
Skalierung:Wälzweg
22
±14
16
32
±28
18
0.50
4.00
c:
c:
QaQn Qa6
4
7
9
9
9
Qn9
9
9
Qn9
9
9
Qn9
9
9
Bezugslänge fH : 22.600
µm
µm
µm
µm
µm
µm
mm
µm
mm
µm
65
Ø F fH ff F526 7 fH 3 ff 5
F fH ff3 -1 3Ø F 5 fH 4 ff 3
(DIN 3960)
1.00
1.00
v: 1 mm/s
v: 6 mm/s
11.08.08 - Standmenge Teil 153
DAIMLER Gleichlaufkoerper A 902 262 1135 komplett ohne Nut
QS Profilator GmbH / ZEISS Prismo Bediener Hochheim / Jungk
20.0:1
2.5:1
[...]
[...]
[...]
[...]
DIN_3962
DIN_3962
Zeiss
-GEAR
PRO
3.2.2.17
vom
28.04.2008
Abweichungen im Stirnschnitt
Abweichungen im Stirnschnitt
+ links - - rechts +
+ links - - rechts +
oben
unten
Qa Qa
Bezugslänge fH : 108.920 - 111.580
n 30.000 °z 72
mn 1.500
b 22.600
mm
mm
außen
0.000
x 0.737
db 93.531
°
mm
Profilator GmbH & Co. KG MaschinenbauPostfach 14 41 22
D-42310 Wuppertal
Buchenhofener Straße 35
D-42329 Wuppertal
Phone: +49 (0)202 27 88-0
Fax: +49 (0)202 27 88-100
Internet: www.profilator.de
E-Mail: [email protected]
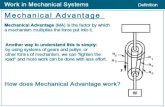
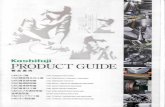
Gear quality DIN 5-7SCUDDING® produces non-comparable, opposed results:
High cutting force, high gear quality (DIN 5-7) and a low surface roughness (Rz 2-3). Superior quality and speed in gear cutting