
screw pump
4
Rotary screw pumps have ex- isted for many years and are manufactured around the world. More demanding ser- vice requirements impose chal- lenges on screw pump manu- factures to provide higher pres- sure or flow capability, better wear resistance, improved cor- rosion resistance and lower leakage emissions. Better materials and more precise machining techniques as well as engineering innovation have led to improvements in all these areas. The first screw pump built was probably of an Archimedes design used to lift large vol- umes of water small vertical distances; they are still manu- factured and used for this ser- vice. Today’s three screw high performance pump can deliver liquids to pressures above 300 Bar and flows to 750 m 3 /h with long term reliability and excel- lent efficiency. Twin screw pumps are available for flow rates to 4000 m 3 /h, pressures to 100 Bar and can handle cor- rosive or easily stained materi- als, again at good efficiencies. Single screw pumps, also known as progressive cavity pumps use an elastomeric sta- tor and a flexible joint eccentric rotation metallic screw. They are most commonly used for high solids content, viscous flows such as sewage, cement and other difficult slurries. They are not included in this discus- sion as their design and appli- cation bear little resemblance to multiple screw pumps. THREE SCREW PUMPS– PRINCIPLE APPLICATIONS Three screw pumps are the largest class of multiple screw pumps in service today. They are commonly used for ma- chinery lubrication, hydraulic elevators, fuel oil transport and burner service, powering hy- draulic machinery and in refin- ery processes for high tem- perature viscous products such as asphalt, vacuum tower bot- toms and residual fuel oils. Three screw pumps also find extensive use in crude oil pipe- line service as well as gather- ing, boosting and loading of barges and ships. They are common in engine rooms on most of the world’s commercial marine vessels and many com- bat ships. Subject to material selection limitations, three screw pumps are also used for polymer pumping in the manu- facture of synthetic fibers such as nylon and lycra. Designs are now available in sealless configurations such as mag- netic drives and canned ar- rangements, figure 1. The magnetic drive screw pump is used extensively for pumping isocyanate, a plastic compo- nent which is an extremely dif- ficult fluid to seal using conven- tional technology. Three screw pumps are renowned for their low noise levels, high reliability and long life. They are not, however, very low cost pumps. DESIGN AND OPERATION Three screw pumps are manu- factured in two basic styles, single suction and double suc- tion, figure 2. The single suc- tion design is used for low to medium flow rates and low to very high pressure. The double suction design is really two pumps in parallel in one cas- ing. They are used for medium to high flow rates at low to me- dium pressure. Three screw pumps will gener- ally have only one mechanical shaft seal and one, or perhaps two, bearings that locate the shaft axially. Internal hydraulic balance is such that axial and radial hydraulic forces are op- posed and cancel each other. Bearing loads are thus very low. Another common charac- teristic of three screw pumps is that all but the smallest, low pressure designs incorporate replaceable liners in which the pumping screws rotate. Thus, field repair is a simple matter. The center screw, called the power rotor, performs all the pumping. The meshed out- side screws, called idler rotors, cause each liquid-holding chamber to be separated from the adjacent one except for running clearances. This ef- fectively allows staging of the pump pressure rise, figure 3. James R. Brennan, Imo Industries Inc., Monroe, NC, USA High Performance Rotary Screw Pumps Figure 2 Conventional Three Screw Pump Designs Figure 1 Sealless Canned Three Screw Pump INLET OUTLET INLET SI N G LE S U CT IO N D O U BL E S UC T IO N OUTLET
-
Upload
nastranfan -
Category
Documents
-
view
479 -
download
3
Transcript of screw pump
Rotary screw pumps have ex-isted for many years and aremanufactured around theworld. More demanding ser-vice requirements impose chal-lenges on screw pump manu-factures to provide higher pres-sure or flow capability, betterwear resistance, improved cor-rosion resistance and lowerleakage emissions. Bettermaterials and more precisemachining techniques as wellas engineering innovation haveled to improvements in all theseareas.
The first screw pump built wasprobably of an Archimedesdesign used to lift large vol-umes of water small verticaldistances; they are still manu-factured and used for this ser-vice. Today’s three screw highperformance pump can deliverliquids to pressures above 300Bar and flows to 750 m3/h withlong term reliability and excel-lent efficiency. Twin screwpumps are available for flowrates to 4000 m3/h, pressuresto 100 Bar and can handle cor-rosive or easily stained materi-als, again at good efficiencies.
Single screw pumps, alsoknown as progressive cavitypumps use an elastomeric sta-tor and a flexible joint eccentricrotation metallic screw. Theyare most commonly used forhigh solids content, viscousflows such as sewage, cementand other difficult slurries. Theyare not included in this discus-sion as their design and appli-cation bear little resemblanceto multiple screw pumps.
THREE SCREW PUMPS–PRINCIPLE APPLICATIONSThree screw pumps are thelargest class of multiple screwpumps in service today. Theyare commonly used for ma-chinery lubrication, hydraulic
elevators, fuel oil transport andburner service, powering hy-draulic machinery and in refin-ery processes for high tem-perature viscous products suchas asphalt, vacuum tower bot-toms and residual fuel oils.Three screw pumps also findextensive use in crude oil pipe-line service as well as gather-ing, boosting and loading of
barges and ships. They arecommon in engine rooms onmost of the world’s commercialmarine vessels and many com-bat ships. Subject to material
selection limitations, threescrew pumps are also used forpolymer pumping in the manu-
facture of synthetic fibers suchas nylon and lycra. Designsare now available in seallessconfigurations such as mag-netic drives and canned ar-rangements, figure 1. Themagnetic drive screw pump isused extensively for pumpingisocyanate, a plastic compo-nent which is an extremely dif-ficult fluid to seal using conven-
tional technology. Three screwpumps are renowned for theirlow noise levels, high reliabilityand long life. They are not,however, very low cost pumps.
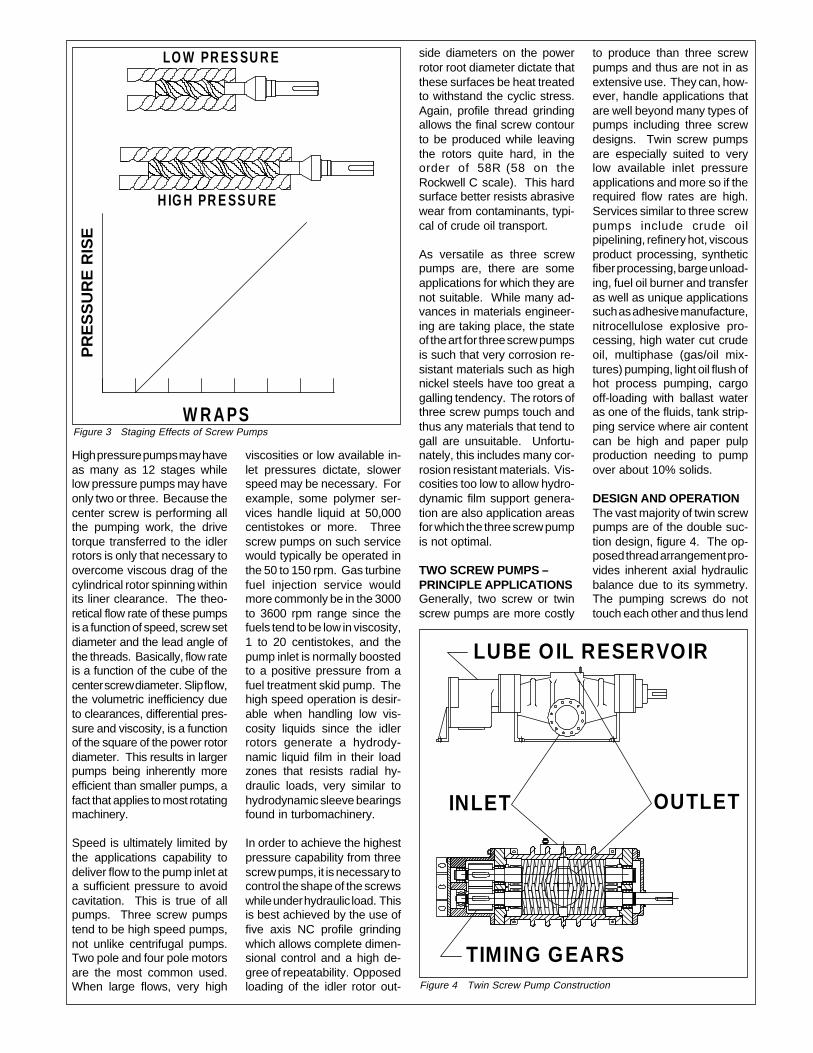
DESIGN AND OPERATIONThree screw pumps are manu-factured in two basic styles,
single suction and double suc-tion, figure 2. The single suc-tion design is used for low tomedium flow rates and low tovery high pressure. The doublesuction design is really twopumps in parallel in one cas-ing. They are used for mediumto high flow rates at low to me-dium pressure.
Three screw pumps will gener-ally have only one mechanicalshaft seal and one, or perhapstwo, bearings that locate theshaft axially. Internal hydraulicbalance is such that axial andradial hydraulic forces are op-posed and cancel each other.Bearing loads are thus verylow. Another common charac-teristic of three screw pumps isthat all but the smallest, lowpressure designs incorporatereplaceable liners in which thepumping screws rotate. Thus,field repair is a simple matter.
The center screw, called thepower rotor, performs all thepumping. The meshed out-side screws, called idler rotors,cause each liquid-holdingchamber to be separated fromthe adjacent one except for
running clearances. This ef-fectively allows staging of thepump pressure rise, figure 3.
James R. Brennan, Imo Industries Inc., Monroe, NC, USA
High Performance Rotary Screw Pumps
Figure 2 Conventional Three Screw Pump Designs
Figure 1 Sealless Canned Three Screw Pump
INLET OUT LET
INLET
SINGLE SUCTION DOUBL E SUCTIONOU TLET
High pressure pumps may haveas many as 12 stages whilelow pressure pumps may haveonly two or three. Because thecenter screw is performing allthe pumping work, the drivetorque transferred to the idlerrotors is only that necessary toovercome viscous drag of thecylindrical rotor spinning withinits liner clearance. The theo-retical flow rate of these pumpsis a function of speed, screw setdiameter and the lead angle ofthe threads. Basically, flow rateis a function of the cube of thecenter screw diameter. Slip flow,the volumetric inefficiency dueto clearances, differential pres-sure and viscosity, is a functionof the square of the power rotordiameter. This results in largerpumps being inherently moreefficient than smaller pumps, afact that applies to most rotatingmachinery.
Speed is ultimately limited bythe applications capability todeliver flow to the pump inlet ata sufficient pressure to avoidcavitation. This is true of allpumps. Three screw pumpstend to be high speed pumps,not unlike centrifugal pumps.Two pole and four pole motorsare the most common used.When large flows, very high
viscosities or low available in-let pressures dictate, slowerspeed may be necessary. Forexample, some polymer ser-vices handle liquid at 50,000centistokes or more. Threescrew pumps on such servicewould typically be operated inthe 50 to 150 rpm. Gas turbinefuel injection service wouldmore commonly be in the 3000to 3600 rpm range since thefuels tend to be low in viscosity,1 to 20 centistokes, and thepump inlet is normally boostedto a positive pressure from afuel treatment skid pump. Thehigh speed operation is desir-able when handling low vis-cosity liquids since the idlerrotors generate a hydrody-namic liquid film in their loadzones that resists radial hy-draulic loads, very similar tohydrodynamic sleeve bearingsfound in turbomachinery.
In order to achieve the highestpressure capability from threescrew pumps, it is necessary tocontrol the shape of the screwswhile under hydraulic load. Thisis best achieved by the use offive axis NC profile grindingwhich allows complete dimen-sional control and a high de-gree of repeatability. Opposedloading of the idler rotor out-
side diameters on the powerrotor root diameter dictate thatthese surfaces be heat treatedto withstand the cyclic stress.Again, profile thread grindingallows the final screw contourto be produced while leavingthe rotors quite hard, in theorder of 58R
(58 on the
Rockwell C scale). This hardsurface better resists abrasivewear from contaminants, typi-cal of crude oil transport.
As versatile as three screwpumps are, there are someapplications for which they arenot suitable. While many ad-vances in materials engineer-ing are taking place, the stateof the art for three screw pumpsis such that very corrosion re-sistant materials such as highnickel steels have too great agalling tendency. The rotors ofthree screw pumps touch andthus any materials that tend togall are unsuitable. Unfortu-nately, this includes many cor-rosion resistant materials. Vis-cosities too low to allow hydro-dynamic film support genera-tion are also application areasfor which the three screw pumpis not optimal.
TWO SCREW PUMPS –PRINCIPLE APPLICATIONSGenerally, two screw or twinscrew pumps are more costly
to produce than three screwpumps and thus are not in asextensive use. They can, how-ever, handle applications thatare well beyond many types ofpumps including three screwdesigns. Twin screw pumpsare especially suited to verylow available inlet pressureapplications and more so if therequired flow rates are high.Services similar to three screwpumps include crude oilpipelining, refinery hot, viscousproduct processing, syntheticfiber processing, barge unload-ing, fuel oil burner and transferas well as unique applicationssuch as adhesive manufacture,nitrocellulose explosive pro-cessing, high water cut crudeoil, multiphase (gas/oil mix-tures) pumping, light oil flush ofhot process pumping, cargooff-loading with ballast wateras one of the fluids, tank strip-ping service where air contentcan be high and paper pulpproduction needing to pumpover about 10% solids.
DESIGN AND OPERATIONThe vast majority of twin screwpumps are of the double suc-tion design, figure 4. The op-posed thread arrangement pro-vides inherent axial hydraulicbalance due to its symmetry.The pumping screws do nottouch each other and thus lend
Figure 4 Twin Screw Pump Construction
W R A PS
LO W PR ES SU R E
H IG H PR E SS U RE
INLET OUTLET
TIMING GEARS
LUBE OIL RESERVOIR
Figure 3 Staging Effects of Screw Pumps
PR
ES
SU
RE
RIS
E

themselves well to manufac-ture from corrosion resistantmaterials. The timing gearsserve to both synchronize thescrew mesh as well as to trans-mit half the total power inputfrom the drive shaft to the drivenshaft. Each shaft effectivelyhandles half the flow and thushalf the power. Each end ofeach shaft has a support bear-ing to react the radial hydraulicloads which are not otherwisebalanced. A few designs leavethe bearings and timing gearsoperating in the liquid pumped.While this results in a signifi-cantly lower cost pump design,it defeats much of the valuethat twin screw pumps bring toapplications. The more com-mon and better design keepsthe timing gears and bearingsexternal to the liquid pumped.They need not rely upon thelubricating qualities of thepumped liquid nor its cleanli-ness. Four mechanical shaftseals keep these bearings andtiming gears isolated and oper-ating in a controlled environ-ment.
Twin screw pumps are manu-factured from a broader rangeof materials including 316 stain-
less steel. When extreme gall-
ing tendencies exist betweenadjacent running components,a slight increase in clearanceis provided to minimize poten-
tial for contact. In addition, thestationary bores in which thescrews rotate can be providedwith a thick industrial hardchrome coating which furtherreduces the likelihood of gall-ing as well as providing a veryhard, durable surface for wearresistance. Such coatings do,however, require the capabilityof inside diameter grinding toachieve finished geometrywithin tolerances. For highlyabrasive services, the outsidediameter of the screws can becoated with various hard fac-ings to better resist wear.Among these coatings aretungsten carbide, stellite,chrome oxide, alumina titaniumdioxide and others. Figure 5shows a finished screw with ahard surfaced outside diam-eter. Note the balance holesdrilled into the screw. This is asingle thread start rotor andrequires dynamic balance tokeep vibration levels low.Double thread start rotors arein nearly perfect dynamic bal-ance due to their symmetry and
such pumps do not normallyrequire dynamic balance. Bothsingle and double thread startsare used depending on pump
displacement and number ofstages. As in three screwpumps, twin screw pumps usethe staging effect to both mini-mize rotor deflection underpressure and to provide alonger leak path for internal slipto maintain good efficiencies.
Typical multiple screw pumpperformance is illustrated in fig-ure 8. The high efficiency per-formance is a clear advantageover centrifugal pumps whereliquid viscosity exceeds 20centistokes. For pressures re-quiring two or more stages in acentrifugal pump, multiplescrew pumps will frequently bevery competitive on a first costbasis as well. Operating liquidtemperatures as high as 3150C have been achieved in twinscrew pumps for the ROSE®
deasphalting process, figure 9.Timing gears and bearings areforce cooled while the pumpbody is jacketed for a hot oilcirculating system to bring thepump to process temperaturein a gradual, controlled man-
ner. Three screw pumps havebeen applied to the same el-evated temperature, more com-monly on asphalt or vacuum
Figure 6 Final Inspection of Stainless Steel Adhesive Process Pump with Thermal Compensation Mounts
Figure 5 Hard Faced Twin Screw Outside Diameter

Figure 7 Diesel Engine Driver 100 Bar Crude Oil Pipeline Screw Pumpin Guatemala, Central America
tower bottoms services in refin-eries. Multiple screw pumps forvirtually all refinery or petro-chemical services are providedin general accordance with API(American Petroleum Institute)standards, frequently modifiedto suit the end user or engineer/constructor specifications.
Medium and high viscosity op-eration are not the only regionswhere multiple screw pumps
bring advantages to the enduser. Low viscosity combinedwith high pressure and flowsless than approximately 100m3/h are excellent screw pumpapplications. Continuous, non-pulsating flow is required, forexample, in high pressure at-omizers for fuel combustion.
Combustion gas turbines fre-quently burn distillate fuels,naphtha and other low viscos-ity petroleum liquids that mayFigure 8 Typical Multiple Screw Pump Performance
~
Imo Pump1710 Airport RoadPO Box 5020Monroe, NC28110.5020
tel 704.289.6511fax 704.289.9273
200
300
400
500
600
700
500
600
700
90
80
70
60
50
300 600 900 PSI
BHP
GPM
EFF.%
100
200
300
400
500
KW
120
100
140
160
M /H3
20 cst (100 SSU)200 cst (1000 SSU)
20 cst (100 SSU)
200 cst (1000 SSU)
200 cst (1000 SSU)
20 cst (100 SSU)
20 40 60 80 100BAR MPa X 10
100
1200 1500
reach 1 centistoke or less andrequire pumping pressures inthe 65 to 90 Bar range. Thecombination of modest flow,low viscosity and high pres-sure is a difficult service for allbut reciprocating pumps. thepressure and flow pulsationfrom reciprocating pumps usu-ally cannot be tolerated in fuelburning systems, especiallycombustion gas turbines.
Ongoing research and devel-opment efforts will further ex-tend the capabilities of thesemachines allowing better per-formance over a broader rangeof applications. Multiple screwpumps are uniquely suited tomany of the applications de-scribed herein and offer longterm benefits to their users.
~This is the unedited version ofan article appearing in Chemi-cal Engineering World, May,1996.
Figure 9 Rose® Process Twin Screw Pump for 315°C Asphaltene Service
TM


















