Screw Conveyor.pdf
100
-
Upload
samurai777 -
Category
Documents
-
view
333 -
download
5
Transcript of Screw Conveyor.pdf


CONTINENTAL CONVEYOR & MACHINE WORKS LTD.470 St-Alphonse Street EastThetford Mines, Quebec.Canada G6G 3V8Tel. (418) 338-4682Fax: (418) 338-4751www.continentalconveyor,ca
CONTINENTAL CONVEYOR (ONTARIO) LTD.100 Richmond Blvd.Napanee, Ontario.Canada K7R 383Tel. (613) 354-3318Fax: (613) 354-5789
www.continentalconveyor.ca
COPYRIGHT CONTINENTAL CONVEYOR. 1986

3
4
6
8
24
26
27
29
31
35
36
37
38
Introduction
Foreword
Design Data
Selection Procedure
Bearing Recommendations
Special Applications and Specifications
Component Selection and Layout Data
Material Input and Discharge
Screw Feeders
Inclined Screw Conveyors
Vertical Screw Conveyors
Drive Assemblies and Arrangement
Special Fabrication Materials
40
48
53
57
63
69
72
78
82
84
Conveyor Screws
Shafts
Hangers
Trough Ends
End Bearings
Seals
Troughs
Discharges and Slide Gates
Trough Covers
Trough Cover Fasteners
86
87
88
90
92
95
96
Installation and Maintenance
Assembly Bolts
Flange Bolt Patterns
Weights and Dimensions
Engineering Information
Component Code Index
Index


It is with great pleasure that Continental presents this ScrewConveyor Catalogue and Engineering Manual which covers ourcomplete line of screw conveyors and accessories. The informationcompiled in this manual is the result of many years' experience in thedesign and manufacture of bulk material handling equipment and isthereby your assurance of the best in both equipment andrecommendations.
With the help of this manual, the screw conveyor user is givensufficient design information with which to effectuate a sound selectionof both single components and complete screw conveyors alike. AllContinental screw conveyors and components are designed and built inaccordance with the standards established by the industry and aretherefore completely interchangeable with equipment of otherrecognized manufacturers.
Continental's production facilities have also kept pace with inherentadvancements in design. Numerous specialty machines have beendesigned and methods have been devised that help assure and controlmanufacturing tolerances, thus providing for interchangeability of parts,greater ease of assembly, smoother operation and longer life.
We sincerely hope that you will find this manual complete in detail,easy to use and extremely helpful in fulfilling your screw conveyor
requirements.
[~~;I~~~~ i n an ta 1.13

FOREWORD
The basic principle of the screw conveyor remains unchanged todayfrom when Archimedes first used an internal type helix to remove waterfrom the hold of a ship. With the technological innovations of the pastcen.tury and a great deal of research in the field, screw (::onveyors havebecome precision pieces of equipment that can move materials eitherhorizontally, on an incline or vertically. They can be used as feeders,distributors, collectors or mixers and can be equipped to either heat orcool while performing the task. With proper covers and gasketing theybecome weatherproof, dust tight and rodent proof. Their compact designallows them to fit easily into restricted areas that would otherwise beunsuitable for most types of bulk material handling equipment. They aresimple to install and support and require very little maintenance. Per foot,they are undoubtedly one of the most economical types of bulk materialhandling equipment available today.
4


1Ci:1 continantalj
DESIGN DATAEngineering and Layout
The following section contains all relevant information and basicengineering data that is required for specifying and designing theimportant features of most screw conveyor installations andapplications. There will, however, be instances when the informationherein will be insufficient with which to effectuate proper design due touncommon variables that may be present. Continental staff andengineers have considerable knowledge in the design of screwconveyors for special applications and will gladly assist you with soundsuggestions and recommendations for your particular problem.
Conveyor CapacityThe capacity of a screw coveyor is dependant upon three principle
factors, namely conveyor diameter,. trough loading and speed.
By changing one or all of these variables one ultimately varies the
amount of material per hour the conveyor will handle. A small diameter
conveyor will therefore handle the same amountof material per hour as a
large one by either increasing the speed of the small one or by
augmenting the trough loading. It is important to remember however that
when taken to extremes, this can bring about undesireable effects as an
overfull conveyor can become inefficient and one that turns excessively
fast will subject the components to more rapid wear.
When deciding upon trough loading, it should be taken as a general
guide that the less abrasive and more free flowing a material tends to be,
the fuller the trough may be. Conversely, the more abrasive and sluggish
a material is, the less the trough can be filled to allow it to work efficiently.
Therefore, non abrasive, free flowing materials can be conveyed with
trough loadings of 45% while abrasive and sluggish materials require
lower loadings of either 30% or 15%. Exceptions to this rule occur when 8
screw conveyors are used as feeders. This is dealt with further on in the
manual.
6

Material AnalysisThe initial step in engineering a screw conveyor is to analyse the
material being handled and ascertain its physical properties in order thatthey may be thoroughly evaluated and understood prior to proceedingwith the conveyor sizing and selection. These properties are discussed infurther depth below.
Lump Size: The minimum diameter of a conveyor screw for a givenapplication is determined by the maximum lump size of the materialbeing handled. For this reason, it is necessary to thoroughly analyse thematerial and determine its maximum lump size and the percentage oflumps to total volume along with the minimum particle size and screenanalysis when possible. With this information, proper conveyor sizingcan be effectuated.
Flowability: The flowability of a material greatly affects thehorsepower requirement of the conveyor in question. Flowability isrelated to the angle of repose of a material and therefore, fine free flowingmaterials can be handled at higher trough loadings with lowerhorsepower requirements than coarse, sluggish ones. Please refer to theClassification Code, Table 1 for further information.
Abrasiveness: The more abrasive the material being handled, thegreater the wear the conveyor components are subjected to. For thisreason, it is necessary to determine the abrasive quality of the material inquestion prior to sizing the conveyor. Abrasiveness can be determinedby knowing a material's hardness on a Moh's scale and should this not beavailable the material can be compared with another known abrasivematerial.
Special Applications: These are additional factors which can affectthe operation of the conveyor and are further discussed in the section
entitled Special Applications and Specifications appearing on pages 26and 27 inclusive. '
Moisture Content: Material moisture content is also a factor thataffects material flow. Excessively dry or wet products tend to flow easily,however, many develop sluggish characteristics when having a moisturecontent between the two extremes. This is not accounted for in thematerial tables which follow and such materials should therefore bereclassified.
Duty Cycle: Machinery design also includes selection of the properequipment for the usage it will receive. A conveyor operating for 2 hoursper day does not require the same heavy construction as one designedfor 24 hour usage. This appliesto material thickness and drive sizes alike.Likewise. shock loads to which the equipment and drive are subjected toare an important consideration. Treatment of these factors are notdescribed in suitable enough depth here. however, as previouslymentioned. our engineering staff will gladly assist you to determine thebest conveyor design.

SELECTION PROCEDURE1. Establish Known Factors
The initial step in engineering a screw conveyor is to analyze the
physical characteristics of the material, the rate at which it is to be
handled and the distance over which it is to be conveyed.
Screw conveyor capacity is defined in terms of cubic feet per hour.
This must be determined in terms of the maximum capacity that is to be
handled. This capacity is often stated in terms of tons per hour or pounds
per hour. In order to change this to cubic feet per hour one must divide
pounds per hour by the density in pounds per cubic foot. In some cases
the material density may vary for the product being handled. Thus, when
calculating the capacity of the conveyor, it becomes necessary to
establish the maximum capacity in pounds per hour and divide this by the
minimum density of the material. This will give the required capacity of
the conveyor in cubic feet per hour.
2. Classify Your MaterialMaterials are classified as per the Material Classification Code
appearing in Table 1. It is from this that Material Characteristics, Table 2
is compiled. When classifying a material, first look it up in Table 2. If your
material is not listed, it can classified by comparing it with similar
materials that do appear in Table 2 or by referring to the Material
Classification Code, Table. 1.
TABLE 1 MATERIAL CLASSIFICATION CODE
A
BCDE
SIZE
Very fine. 100 mesh and underFine. -1/8" mesh and underGranular, -1/2" and under
Lumpy, Containing Lumps over 1/2"
Irregular, Stringy, Interlocking, Mats Together
Very free FlowingFree FlowingAverage FlowabilitySluggish
1
234
FLOWABILITY
Non-abrasive
AbrasiveVery Abrasive
567
ABRASIVENESS
FGH
JKLMN0pQRSTUV
W
XyZ
MISCELLANEOUSCHARACTERISTICS(sometimes morethan one may
apply)
Builds Up and Hardens
Generates Static Electricity
Decomposes -Deteriorates in Storage
FlammabilityBecomes plastic or tends to soften
Very dustyAerates and develops fluid characteristics
Contains explosive dustStickiness -Adhesion
Contaminable, affecting use or saleability
Degradable, affecting use or saleabilityGives off harmful fumes or dust
Highly corrosive
Mildly corrosive
HygroscopicInterlocks or mats together
Oils or chemical present -which affect rubber products
Packs under pressure
Very light and fluffy -may be wind swept
Elevated Temperature
8

TABLE 2MATERIAL CHARACTERISTICS
4514-2241-4310-1527-3028-3045-5050-6055-653565457-157-1513-20
A35845WYC25815NC35QC35Q835U825827MYA27MY037835E45VE45VC35
A17MC35SC25A45FRSA35NTUC35FOTUA35C45Y
665566658886666
86566666
658767777
6656576666665875655565656
.5
.6
.5
.4
.9
.9
.6
1.4
1.8
1.6
2.01.7
1.2
.8
1.4
1.8
.8
1.0
.7
1.3
1.0
1.6
1.0
.8
1.2
1.0
2.0
3.02.5
3.0
4.0
60-1204945-5845-5245-6245-58
15
100-120308120-4010535-4535-4045-5045-50
A35RA25R037RE46XY835C46TY046TC46T046T
C45E45RVXY825A35A25036A35XA45RE45TVY835C35C35825N827036825835WC15WC15C25045XA25MXYA45R
045U
457-1030-4540-5540-55120-180120-1807210-2024-38312836-4880-10575-856835-4036486034-4050-6056
2.0
1.51.4
.6
.6
2.62.0
1.62.0
.4
.4
.4
.5
1.82.5
1.8.8
.5
.5
.8
1.2.7
.6
.62.0
2820201A20201A2A3030302020201A.
303A.1A-3A.301A-2020
2030201A-30303030
1A-2A-1A-1818302020301A-1A-1A-1A-3030201A-1A-1A-1A-20201A-1820
Adipic AcidAlfalfa, MealAlfalfa, PelletsAlfalfa, SeedAlmonds, BrokenAlmonds, Whole ShelledAlum, FineAlum, LumpyAluminaAlumina, FinesAlumina, Sized or BriquetteAluminate Gel (Aluminate Hydroxide)Aluminum Chips, DryAluminum Chips, OilyAluminum HydrateAluminum Ore (See Bauxite)Aluminum OxideAluminum Silicate (Andalusite)Aluminum SulfateAmmonium Chloride, ChrystallineAmmonium NitrateAmmonium SulfateAntimony PowderApple Pomace, DryArsenate of Lead (See Lead Arsenate)Arsenic Oxide (Arsenolite) *Arsenic, PulverizedAsbestos, Rock (Ore)Asbestos, ShreddedAsh, Black GroundAshes, Coal, Dry, -V2"Ashes, Coal, Dry, -3"Ashes, Coal, Wet, -V2"Ashes, Coal, Wet, -3"Ashes, Fly (See Fly Ash)Asphalt, Crushed, -V2BagasseBakelite, FineBaking PowderBaking Soda (Sodium Bicarbonate)Barite (Barium Sulfate), + V2 -3"Barite, PowderBarium CarbonateBark, Wood, RefuseBarley, Fine, GroundBarley, MaltedBarley, MealBarley, WholeBasaltBauxite, Crushed, -3"Bauxite, Dry, GroundBeans, Castor, MealBeans, Castor, Whole ShelledBeans, Navy, DryBeans, Navy, SteepedBentonite, CrudeBentonite, -100 MeshBenzene HexachlorideBicarbonate of Soda (Baking Soda)Blood, Dried 35-45
[~;I~~~ ~~~~~~~~]9
-1
B
-1B-2B
-1B--3B
-1B-.3B
.1B-
1B-
1B-2B-1B-
1B-1 B-1B-1 B-
1B-1B-1B-1B-
1 B-
-1C..-1C
,1C
,1C
.1C
1C
1C2C
1C
1C1C1C
1C
1C1C1C1C
1C

10

60-8060-75
45-4855-6149-6140-6045-5043-5037-4530-453530-3520-222025-322535-4520-301925-3523-3535-4530-5085-120120-150100-15075-95
40-4525-302240-455-1512-1540-501712-15562140-4532-4025454530-3540-4540-4522-4018-2520-251225-3035-404035-4040-5075-9090-11080-120
A35P035
66
5656666556655665688867776
6666665566666655666566666666778
1.51.8
B25NB35TYC25035LNXY035QVC45T035TC25QC25A45XYE45B25MYC25PQA35PA45XC25PQA35PUYC37037037045TVC36U036036C35S
B45HW035HWE35HWB35HWB35JNYC35JYB25PC25YE35E35B35PYB35PB35P045HWC25PQC25B35PUC45HW045HWC25XC45XYC35HWYB35YB45HWB45HWB35HWC45HW045HWA36L036C37
.4
1.01.0
.9
1.0.9
1.0.5
.5
.9
1.51.0
.5
.6
.6
.4
.4
1.21.21.31.03.04.04.01.0
.7
.8
1.0.7
.5
.5
.7
.6
.4
.5
.5
.6
.4
.4
1.01.01.0
.6
.9
.8
.9
.5
.5
.6
.6
1.32.02.12.0
Clay, Ceramic, Dry, FinesClay, Dry, LumpyClinker, Cement (See Cement Clinker)Clover SeedCoal, Anthracite (River & Culm)Coal, Anthracite, Sized, -1/2"Coal, Bituminous, MinedCoal, Bituminous, Mined, SizedCoal, Bituminous, Mined, SlackCoal, LigniteCocoa BeansCocoa, NibsCocoa, PowderedCocoanut, ShreddedCaffee, ChaffCoffee, Green BeanCoffee, Ground, DryCoffee, Ground, WetCaffee, Roasted BeanCoffee, SolubleCoke, BreezeCoke, LooseCoke, Petrol, CalcinedCompostConcrete, Pre-Mix DryCopper OreCopper Ore, CrushedCopper Sulphate (Bluestone)Copperas (See Ferrous Sulphate)Copra, Cake, GroundCopra, Cake, LumpyCopra", LumpyCopra, MealCork, Fine GroundCork, GranulatedCorn, CrackedCorn Cabs, GroundCorn Cabs, Whole *Corn Ear *Corn GermCorn GritsCornmeal
ICorn Oil, Cake.Corn SeedCorn ShelledCorn SugarCottonseed, Cake, CrushedCottonseed, Cake, LumpyCottonseed, Dry, DelintedCottonseed, Dry, Not DelintedCottonseed, FlakesCottonseed, HullsCottonseed, Meal, ExpellerCottonseed, Meal, ExtractedCottonseed, Meats, DryCottonseed, Meats, RolledCracklings, CrushedCryolite, Dust
Cryolite, LumpyCullet, Fine
1 A-1 8-1 C2D
1A-18-1C2A-282A-281A-181 A-1 82A-282D1 A-1 82D18281 A-1 81 A-1 81 A-1 81 A-1 818183D3D3D3A-383D3D3D2A-28-2C
1 A-1 8-1 C2A-28-2C2A-28-2C2D1 A-1 8-1 C1 A-1 8-1 C1A-18-1C1A-18-1C2A-282A-281 A-1 8-1 C1A-1 8-1 C1 A-1 81A-181 A-1 8-1 C1 A-1 8-1 C181 A-1 82A-281A-181A-181 A-1 81A-183A-381A-181 A-1 81A-182A-28-2C2D2D3D
r@~1con tinantaiJ11

Cui let, LumpCulm, (See Coal, Anthracite)Cupric Sulphate (Copper Sulfate)Detergent (See Soap Detergent)Diatomaceous ~arthDicalcium PhosphateDisodium PhosphateDistiller's Grain, Spent, DryDistiller's Grain, Spent, WetDolomite, CrushedDolomite, LumpyEarth, Loam, Dry, LooseEbonite, CrushedEgg PowderEpsom Salts (Magnesium Sulfate)Feldspar, Ground
Feldspar, LumpsFeldspar, Powder
Feldspar, ScreeningsFerrous Sulfide, -V2"Ferrous Sulfide, -1 00 MeshFerrous SulphateFish MealFish ScrapFlaxseedFlaxseed Cake (Linseed Cake)Flaxseed Meal (Linseed Meal)Flour, WheatFlue Dust, Basic Oxygen FurnaceFlue Dust, Blast FurnaceFlue Dust, Boiler, DryFluorspar, Fine (Calcium Fluoride)
Fluorspar, LumpsFlyashFoundry Sand, Dry (See Sand)Fuller's Earth, CalcinedFuller's Earth, Dry, RawFuller's Earth, Oily, SpentGelatine, GranulatedGelena (See Lead Sulfide)GilsoniteGlass, BatchGlue, GroundGlue, PearlGlue. Veg. PowderedGluten, MealGranite, FineGrape, PomaceGraphite FlakeGraphite FlourGraphite OreGuano Dry *Gypsum, CalcinedGypsum, Calcined, PowderedGypsum, Raw, -1"Hay, Chopped *Hexanedioic Acid (See Adipic Acid)
Hominy, DryHops, Spent. DryHops, Spent, Wet
12

35-433-340-433-3140-120-7525
03500350C3500450037A37C36A36LMP
66668877
566
6
66667666
.4
.4
.6
.4
2.02.21.61.0
.5
2.02.0
2A-281818183D3D201A-1 8-1 C
-I
-!
-
40-456342-56
32
7272240-260200-270180-23030-15030-180240-260
302020
C25025A35LMP
A35PU 18
1A-18-1C1A-18-1C203D3D202020
3D1 A-18-1 C201A-182A-28202020
1 A-18
.6
A35RA35RA35R835C36A35PA35LPA35R
C47835U835LMA35LMC25HU835036A46MY
1.41.41.01.41.41.21.2
1.7.6
.8
.6
2.02.02.0
1.6-2.0
12060-654032-4053-566885-9055-95
86665677
6
66566687887677776656
45-50
20-3020-3036-4013-153370-85125-1401207080-958050-554017-2213-1513-155-627-3020-4532
A35MR 1.0
.5
.5
.4
.4
1.01.52.0
2.02.4
2.0
1.61.51.51.0
.9
1.0.4
.9
.5
.6
835C35825C35C45A35037A36C37837036E45E46816836A36835A45825A35
1A-1B-1C1A-1 B-1C1A-1 B-1 C1A-1B-1C1 A-1 B2A-2B30203030202A-2B202020201B1B1B1B
Ice, CrushedIce, CubesIce, Flaked *Ice, SheilIlmenite OreIron Ore ConcentrateIron Oxide, MillscaleIron Oxide PigmentIron Pyrites (See Ferrous Sulfide)Iron Sulphate (See Ferrous Sulfate)Iron Sulfide (See Ferrous Su'fide)Iron Vitriol (See Ferrous Sulfate)Kafir (Corn)Kaolin ClayKaolin Clay, Talc
Kryalith (See Cryolite)LactoseLamp Black (See Carbon Bla:ck)Lead ArsenateLead ArseniteLead Carbonate
LeadOre,l/s"Lead Ore, Vi'Lead Oxide (Red Lead), -1 00 Me.shLead Oxide (Red Lead), -200 MeshLead Sulphide, -100 Mesh
Lignite (See Coa!,Ugnite)Limanite, Ore, BrownLime, Ground, UnslakedLime, HydratedLime, Hydrated, PulverizedLime, PebbleLimestone, AgriculturalLimestone, CrushedLimestone, DustLindane (See Benzene Hexabhloride)Linseed (See Flaxseed)Litharge (See Lead Oxide)
LithoponeMaize (See Milo)Malt, Dry, GroundMalt, Dry, WholeMalt, MealMalt, SproutsMagnesium Chloride (Magnesite) .
Manganese Dioxide *Manganese OreManganese OxideManganese SulfateMarble, CrushedMarl, (Clay)Meat, GroundMeat, Scrap (with bone)Mica, FlakesMica, GroundMica, PulverizedMilk, Dried, FlakeMilk, MaltedMilk, PowderedMilk Sugar
13
5555
160180
NP
NPP
NRT
HQTXHMY
MPUYPXPMPX

20-36120-12532-3640-45107501504545358-122619-26223519-245915
835PUXE46T825815N826836E46T815N835A35P835NYC25MNC35845NYA35C35NYE45HKPWXE45
1B301A-1 B-1 C1 A-1 B-1 C2020301 A-1 B-1 C1 A-1 B-1 C201A-1B-1C1A-1B-1C1A-1B-1C1A-1 B-1C1 A-1 B-1C1 A-1 B-1 C2A-2B2A-2B
675577756665666666
.5
3.0.5
.4
1.5.6
3.0.4
.7
.8
.5
.4
.5
.6
.5
.6
.4
1.5
6050-806260-4515-3015-35-45-8-160
B35QSC36T036TVE45E45C45K035QB35P036QC35QC15NQC36B25T
6776666676575
1.01.6-2.02.1-2.5
1.51.5
.6
.6
.6
.7
.4
.5
.6
1.4
1A-1B3D3D2A-2B2A-2B1 A-1 B2A-2B1B3D1B1A-1 B-1 C2D2A-2B
-75-856090-100
30.:354020-30,20-30!707551
120-1~0768042-484842-48120-13070-8080-902042-4545-4920-2130
-778
666688757776778866565
-2.11.72.0
.4
.4
.6
1.02.02.21.01.61.21.21.0
.5
1.62.01.72.0
.4
.4
.4
.4
.4
036836837
C45Q835PQE45KPQTA45KT837037836C25TUC16NT826NT846XA35MNP846C26A27C27835NY835PC25P835NYC15P
2D2D3D
1 A-1 81818283D3D2D3D3D3D2D1 A-1 83D3D3D3D1A-18-1C1A-18-1C1A-18-1C1 A-1 8-1 C1 A-1 B-1 C
Milk, Whole, PowderedMillscale (Steel)Milo, GroundMilo Maize (Kafir)Molybdenite PowderMonosodium PhosphateMortar, Wet *Mustard SeedNaphthalene. FlakesNiacin (Nicotinic Acid)Oat HullsOatsOats, CrimpedOats, CrushedOats, FlourOats, RolledOleo Margarine (Margarine)
Orange Peel, DryOxalic Acid Crystals -
Ethane Diacid CrystalsOyster Shells, GroundOyster Shells, WholePaper Pulp (4% or less)Paper Pulp (6% to 15%)Parrafin Cake, -Vi'Peanuts, Clean, in shellPeanut MealPeanuts, Raw, Uncleaned (Unshelled)Peanuts, ShelledPeas, DriedPerlite, ExpandedPhosphate Acid, FertilizerPhosphate, Disodium
(See Disodium Phosphate)Phosphate Rock, BrokenPhosphate Rock, PulverizedPhosphate SandPlaster of Paris (See Gypsum)
Plumbago (See Graphite)Polyethylene, Resin PelletsPolystyrene BeadsPolyvinyl, Chloride PelletsPolyvinyl, Chloride PowderPotash (Muriate) DryPotash (Muriate) Mine RunPotassium CarbonatePotassium Chloride PelletsPotassium Nitrate, -Vi'Potassium Nitrate, -1/ a"Potassium SulfatePotato FlourPumice, -Vi'Pyrite, PelletsQuartz, -100 MeshQuartz, V2Rice, BranRice, GritsRice, HulledRice, HullsRice, Polished
14
.60
62'
20
20,
45!50'2

32-65-50-23-42-15-3335-4232-505045
C35NC45Q045C45815N835Y835N835835C35026835815N
837U836TU836TUC36TU836TU
6666566666765
.6
1.51.5
.8
.4
.4
.5
.5
.5
.5
.6
.6
.4
-298565-8545-6070-80
110-13090-11090-10090-10010411510-136527-4185-90318045
130-18060-6580-9082-8540-5045-5515-3515-2515-505-1520-2540-5055-6520-3572
87777
8888886777678
.6
2.11.71.()1.7
2.81.72.0
2.6
2.0
2.3.7
1.0.6
2.0
.6
1.52.0
2.42.2
2.0
1.6.8
.8
.6
.6
.8
.6
.9
2.0
1.0.8
1.0
847837827D37Z827A27845UX836826C36835PA46D37HKQU
D37YC37C36836E47TW8468835QC35Q835FQ835QXY825XA45XY836A36Y836
887777666656777
1A-1 B-1 C1A-1B-1C2A-2B-2C1A-1 B-1 C1A-1 B-1 C1A-1B-1C1 A-1 B-1 C1A-1 B-1 C1 A-1 B2A-2B2D1 A-1 B-1 C1A-1B-1C
3D3D3D3D3D
3D3D3D3D3D3D1A-1B-1C2D2D2D1B2D3D
3D3D2D2D3D2D1 A-1 B-1 C1 A-1 B-1 C1 A-1 B-1 C1A-1B-1C1 A-1 B-1 C1 A-1 B-1 C2D2D2D
-A36
-20
-7
1
-1.075
Rice, RoughRosin, -Vi'Rubber, PelletedRubber, Reclaimed, GroundRyeRye BranRye FeedRye Meal
Rye MiddlingsRye, ShortsSafflower, CakeSafflower, MealSafflower SeedSaffron (See Safflower)Sal Ammoniac (Ammonium <J;hloride)-Salicylic AcidSalt Cake, Dry, CoarseSalt Cake, Dry, PulverizedSalt, Dry, CoarseSalt, Dry, FineSaltpeter (See Potassium Nitrate)Sand, Dry Bank (Damp)Sand, Dry Bank (Dry)Sand, Dry SilicaSand, Foundry (Shake Out)Sand, (~esin Coated) SilicaSand, (Resin Coated) ZirconSawdust, DrySea CoalSesame SeedShale, CrushedShellac, Powdered or GranulatedSilica, FlourSilica Gel, + Vi' -3"Silicon Dioxide (See Quartz)Slag, Blast Furnace, CrushedSlag, Furnace Granular, DrySlate, Crushed, -Vi'Slate, Ground, -1/ a"
Sludge, Sewage, Driedi
Sludge, Sewage, Dry GroundlSoap, Beads or Granules
Soap, ChipsSoap, DetergentSoap, FlakesSoap, PowderSoapstone, Talc, FineSoda Ash, HeavySoda Ash, LightSodium Aluminate, GroundSodium Aluminum Fluoride
(See Kryolite)Sodium AluminuT Sulphate *Sodium Bentonite (See Bentonite)Sodium Bicarbonate (See Baking Soda)Sodium Borate (See Borax)Sodium Carbonate (See Soda Ash)Sodium Chloride (See Salt)Sodium Hydrate (See Caustic Soda)Sodium Hydroxide (See Cau~tic Soda)
;
366855504820
40
33
15

Sodium NitrateSodium PhosphateSodium Sulfate (See Salt Cake)Sodium SulfiteSorghum, Seed (See Kafir or Milo)Soybean, CakeSoybean, CrackedSoybean, Flake, RawSoybean, FlourSoybean Meal, ColdSoybean Meal, HotSoybeans, WholeStarchSteel Turnings, CrushedSugar Beet, Pulp, DrySugar Beet, Pulp, WetSugar, PowderedSugar, RawSugar, Refined, Granulated DrySugar, Refined, Granulated WetSulphur, Crushed, -Vi'Sulphur, Lumpy, -3"Sulphur, PowderedSunflower SeedTalcum, -Vi'Talcum PowderTanbark, Ground *Timothy SeedTitanium Dioxide (See Ilmenite Ore)Tobacco, ScrapsTobacco, SnuffTricalcium Phosphate
Triple Super PhosphateTrisodium PhosphateTrisodium Phosphate, GranularTrisodium Phosphate, PulverizedTung Nut Meats, CrushedTung NutsUrea Prills, CoatedVermiculite, ExpandedVermiculite OreVetchWalnut Shells, CrushedWheatWheat, CrackedWheat, GermWhite Lead, DryWood Chips, Screened ~Wood FlourWood Shavings ~Zinc, Concentrate ResidueZinc Oxide, HeavyZinc Oxide, Light
* Consult our Engineering Department. .
Reference to specific materials in Table 2 should not be construed as indicating that all of the materials
are recommended for screw conveyor application.
16

3. Determine the Design Capacity
Screw conveyors that employ standard, full pitch flighting have aDesign Capacity equal to their required capacity. Required capacity wasdetermined in Step 1 and is the maximum amount of material per hourtheconveyor in question must handle.
DesIgn Capacity, however, is not equal to required capacity when amodified flighting configuration (such as half pitch) is used. This will
alter the output of the conveyor and therefore, when using a modified
flighting, itis necessary to multiply the required capacity by the CapacityFactors appearing in Table 3 in order to obtain th'e Design Capacity. It is
Design Capacity that is then used to establish the conveyor diameter and
speed.
TABLE 3 CAPACITY FACTORS
69
10
12
1416182024
11 1/211/2
221/221/221/2
333
1.321.341.451.321.11
1.271.551.331.602.02
1.521.541.671.521.271.451.691.531.752.14
1.791.811.961.791.501.71
1.901.801.962.28
4. Establish the Diameter and SpeedAfter having determined the material classification and the' Design
Capacity of the conveyor in question, refer to the Capacity Charts, Table4, on Pages 18 and 19. The applicable chart forthe material in question isdetermined by referring to the "Capacity Chart No."column in Table 2,Material Characteristics.
Deterrf1ine the appropriate conveyor diameter by referring to the"cubic feet/hour at maximum A.P.M." column. Once the proper conveyordiameter has been selected, verify Table 5 to insure that the diameterselected is large enough to handle the material size in question. Shouldthe lump size be too great for the diameter selected, proceed to the nextlarger diameter that will handle the material. One should note, however,that this applies only to materials comprised of hard lumps that will notbreak up in the conveyor.
Speed is now determined by dividing the Design Capacity arrived atin Step 2 by the relevant figure in the "Cubic Feet/Hour at 1 A.P.M."column of the Capacity Chart in question.
For example, a9" diameter conveyor as shown in .Capacity Chart 5,
Table 4, will handle 80 cu.ft./hour at 1 A.P.M. Thus, if the conveyor inquestion is to handle 640 cu.ft./hour it must turn 80 A.P.M. (640cu.ft./hr+8 cu.ft./hr. @ 1 A.P.M. = 80 A.P.M.).
17

TABLE 4 CAPACITY CHARTS
CHART 5 -(45% FULL)
Pulverized, small size, friable non-abrasive and freeflowing materials. Also medium weight, non-abrasivegranular or small lump material mixed with fines.
469
11V2
1V2
21V2
222 7~63
27/163333
37/16
37/16
175165
11237.0.642.28
5.6018.80
0.0320.114
4.2001 0.02414.10 I 0.085
2.8001 0.016
9.400 0.057
1.960I 0.011
6.580 0.040
150 1200 8.00 60.00 0.400 0.30045.00 30.00 0.200 21.00 0.14010
145 1600 11.0 80.00 0.550 60.00 0.410 40.00 0.280 28.00 0.19012
140 2700 19.3 135.0 0.960 I, 101.0 0.720 67.50 0.480 '47.30 0.340
14
130120115
400057007800
30.847.368.0
1200.0, 285.0
390.0
1.540 ' 150.0 2.360 214.0
3.400 292.0
1.150 1 100.0 1.770 142.5
2.540 195.0
0.770 1 70.00 1.190 100.0
1.700 136.0
0.5400.8301.190
1618
20105100
9800 I 93.0
16200 162
490.0810.0
4.600 1 367.0
8.100 607.0
3.450 1 245.0
6.070 405.0
2.300 j 1'71.04.050 ~83.0
1.6102.83024
CHART 6 (30% FULL)
Non-abrasive materials consisting of fines, gran~lar. ormedium lumps mixed with fines.
1 "
1Y21V2
21V2
222 7/,~32 7;;.3333
37/,t376~
469
130I120
57180
0.441.50
2.86 1 0.022
9.00 0.075
2.140 I 0.016
6.750 0.056
1.430/ 0.011
4.500 0.037
1.000 I 0.007
3.150 0.026
105 565 5.40 28.30 I 0.270 21.20 0.200 14.10 0.135 9.890 I 0.09410
95 7251 7.60 36.10 I 0.380 27.08 0.285 18.101 0.190 12.68 0.13012
90 11751 13.0 58.50 I 0.650 43.88 0.490 29.25 0.325 20.50 0.228
14858075
179025103420
21.031.445.5
89.3 1 1.050 125.5, 1.570
171.0 2.270
67.0094.13
128.3
0.7871.1701.702
44.6562.7585.50
0.5250.7851.135
31.2643.93$9.85
0.3670.5490.794
161820
7065
4350 I 62.07030 108
217.0 I 3.100 1 162.8352.0 5.400 264.0
2.330 1108.54.050 176.0
1.550 1 15~952.700 1~3.2
1.0851.89024
18

CHART 7 -(30% FULL)
Moderately abrasive materials consisting of finesgranular, or medium lumps mixed with fines,
469
111h11h2
1Y222
27/'6327/'63333
37/'63 7/'6
6560
2990
0.441.50
1.4304.500
0.0220.075
1.072 1 0.016
3.370 0.056
0.715 1 0.011
2.250 0.037
0.500 I 0.008
1.570 0.026
50 270 5.40 13.50 0.270 10.13 0.200 6.7501 0.135 4.7201 0.09410
50 380 7.60 19.00 14.250.380 0.285 9.5001 0.190 6.650 I 0.13312
50 650 13.0 32.50 0.650 24.37 0.487 16.25 0.324 11.37 0.227
14
454540
94514301820
21.031.445.5
47.3070.6091.00
35.4452.9568.25
1.0501.5702.270
0.7871.1771.702
23.6535.3045.50
0.5250.7851.135
16.5424.7131.85
0.3670.5490.794
161820
4040
24804320
62.0108
124.0216.0
3.100 1 93.00
5.400 162.0
2.320 I 62.004.050 108.0
1.5502.700
43.4075.60
1.0851.89024
CHART 9
FEEDERS
(95% FULL)
CHART 8 -(15% FULL)
Highly abrasive lumpy or stringy material which mustbe carried at a low Jevel ir1 trough to avoid contact with
hanger bearings or interference with hanger frames.
469
11Y2
1%21Y2
2227/183
27A83333
37A8
37/18
1.381 0.0681 0.05110.034 10.0234.75 0.237 0.177 0.118 0.08260 45 0.75 2.280 I 0.038 1.710 I 0.028 1.140 I 0.019 0.7981 0.013
50 135 2.70 6.750 I 0.135 5.0621 0.101 3.3751 0.067 2.362! 0.047 16.8 0.8401 0.63010.42010.29410
50 190 3.80 9.500 I 0.190 7.1251 0.142 4.750 I 0.095 3.3251 0.066 23.8 1.19010.8921°.59510.4161250 325 6.50 !16.30 0.325 12.19 8.150.1 0.1620.243 5.705! 0.113 40.8 2.04011.53011.02010.714
14
454540
473708915
i10.5!15.7'22.8
23.6035.3045.70
0.5250.7851.140
17.7026.4834.28
0.393 1 11.80 0.588 17.65
0.855 22.80
0.262 1 8.260 I 0.183 0.392 12.36 0.274
0.570 16.00 0.400
65.2 1 3.2601 2.445 1 1.630 1 1.141 100 5.000 3.750 2.500 1.750
144 7.200 5.400 3.600 2.520
161820
4040
12402160
31.0 1 62.00
54.0 108.0
1.5502.700
46.5081.00
1.162 1 31.00
2.025 54.00
0.7.75 1 21.70
1.350 37.80
0.5420.945
195340
9.800 1 7,350 14.900 13.43017.00 12.75 8.500 5.95024
I~I continantal,119

TABLE 5 MAXIMUM LUMP SIZE
.
5. Establish
Component Groupand Bearing TypeFrom Table 2 determine the
Component Group for the ma-terial being handled. Nowproceed to Component Selec-tion, Table 6 to determine thetype of bearing material recom-mended for the application.This data will be used in esta-blishing the required conveyorhorsepower. The recommen-ded bearing types shown inTable 6 are those most oftenused with each of the Compo-nent Groups shown. Bearingselection however is oftenaffected by other constraintssuch as the type of producthandled, temperature or noiselevel. See the Bearing Recom-mendations section on Page 24for further information in this
regard.
II)w:I:(JZ
w~II)
Q.~:)-I
6 9 10 12 14
MINIMUM SCREW DIA.16 2018 24
TABLE 6 COMPONENT SELECTION
Normal Service- Component group 1 A .babbitted bearing hangersComponent group 1 B .wood bearing hangersComponent group 1C .ball bearing hangers
regular troughregular flightscold rolled steel couplings
Heavy Service Component group 2AD .babbitted bearing hangers cold rolled steei couplingsComponent group 2BD .wood bearing hangers cold rolled steel couplingsComponent group 2CD .ball bearing hangers cold rolled steel couplingsComponent group 2D. .hard iron bearing hangers hardened steel couplings
heavy troughheavy flights
Extra heavy Service Component group 3A A .babbitted bearing hangers cold rolled steel couplingsComponent group 3D0 .hard iron bearing hangers hardened steel couplings
extra-heavy troughextra-heavy flights
A For use with midly abrasive material.~ For use with midly corrosive materials.0 For use with very abrasive materials.
.For use with nonabrasive materials.
0 For use with nonabrasive irregular material orlumpy material containing lumps over 1/2".
20

6. Establish "D" FactorThe "0" factor is a constant that is applied to a particular Component
Group of a given conveyor and takes into account the power f.equired to
overcome friction in the conveyor intermediate hanger bearings. Todetermine "D"; locate the conveyor diameter and bearing material in the
Friction Factor Chart, Table 7. The figure appearing at the intersection isthe "0" factor that is to be used in the horsepower formula.
TABLE 7 FRICTION FACTORS
7. Establish Required HorsepowerThe formula appearing below gives the horsepower (HoP.) required
at the drive shaft of a standard conveyor. The "F" factor referred to in this
formula is obtained from the "Horsepower Factor" column of Table 2,
Material Characteristics.
H.P. = L (OS + OF)
1 000 000
Where:L ::: Overall conveyor length in feet.0 ::: Friction factor "0", Step 6.
S ::: Speed in A.P.M., Step 4.Q ::: Quantity of material conveyed in Lbs./Hr.
F ::: Horsepower factor "F" (from Table 2)
Conveyor flighting deviating in pitch only requires the samehorsepower as standard flighting. If a modified flighting is used, such asribbon flight, additional power will be required. Thus, the horsepowerdetermined above must be multiplied by the appropriate factor from theModified Flight Factor Chart, Table 8.
TABLE 8 MODIFIED FLIGHT FACTORS
1
2
3
4
1.29
1.58
1.87
2.16
Cut Flight 1.10'1.1511.20 130
Cut & Folded Flight I N.R 1.50 1.70 I 2.20
Ribbon Flight 1.0511.1411.20
.Not recommended.
21

8. Establish Motor SizeWith the horsepower determined in the preceding step, determine thenecessary motor from Motor Selection, Table 9 for the horsepower inquestion. This table incorporates factors which compensate for theadditional power required to start a conveyor under full load, overcomeminor choking conditions and power losses brought about by drive
inefficiency.
TABLE 9 MOTOR SELECTION
TABLE 10 TORQUE CAPACITY
22

9. Determine Shaft SizeThe maximum horsepower that may be safely applied to a given
shatt, pipe or coupling bolt size at any given speed is determined byverifying their particular torque rating as shown in Torque Capacity,Table 10 found on page 22. These ratings are based on Schedule 40conveyor pipe, cold rolted shafts and standard grade coupling bolts. Forhorsepower ratings of heavier pipes, high torque shafts or bolts andstainless steel or other materials, please contact our engineering
department.To use Table 10, determine the intersection point between the
conveyor speed ard the motor horsepower and read the shaft size,conveyor pipe and standard screw size along the bottom.
10. Component SelectionThe sizing of major conveyor components is determined by Table 6.
These components have been classified according to the physical
properties of the materials they will be subjected to.
The Component Group selected in Step 5 is used to determine the
physical size of the conveyor components after the diameter, horseposer
and shaft size have been established. To use the table, locate the
component group in question and opposite it find the diameter of the
conveyor screw and coupling shafts as determined in Steps 4 and 9
respectively. Now, one can read off the recommended conveyor screw
part numbers and thicknesses of the trough and cover.
11. ExampleA screw conveyor is required to handle 30 T.P.H. of mine run potash
weighing 70 to 80 Ibs./cu.ft. with 90% of volume under 1" however with
the balance being lumps up to 4'.'. The conveyor will have water spray
nozzles along its entire length for dust suppression and 1 paddle per
pitch to effectively distribute the water throughout the conveyed
material. The overall conveyor length is 40 feet.
From Table 2, it is found that Capacity Chart 8 is recommended for
mine run potash with a recommended trough loading of 15%. The actual
volume of material to be conveyed is now calculated:
60,000 Ibs
70 Ibs./cu.ft.30 T.P.H. X 2000 Ibs/ton = = 857 cu.ft./hr.
With this figure, Design Capacity is calculated by multiplying 857
cu.ft./hr by the Capacity Factor 1.08 found in Table 3 for 1 paddle per
pitch. Thus, the design Capacity is 925 cu.ft./hr.
Aeferring now to Capacity Chart 8, the correct conveyor diameter is
selected by looking down the "Capacity in Cubic feet @ maximumA.P.M." column until the proper size conveyor is found for 925 cu.ft./hr.
This is found to be a 20" diameter unit. Lump size must now be checked
using Table 5 and it is found that the minimum conveyor diameter
required to handle 4" lumps at 10% of the total volume is 16". Thus, the
20" conveyor is satisfactory. Next, one finds that a 20" diameter conveyor
will carry 31 cu.ft./hr. @ 1 A.P.M. from the next column over. Now by
dividing 925 cu.ft./hr. by31 cu.ft.fhr. @ 1 A.P.M. we obtain a conveyorspeed of 30 A.P.M.
23

The Component Group is now established as being 3D from Table 2.Next, by referring to Table 6, we find that hard iron bearings arerecommended for a 3D application. The "0" factor is now establishedfrom Table 7 as being 700 for a 20" diameter conveyor. From Table 2 thehorsepower factor of 2.2 is found as being applicable to mine run potash.
Horsepower can now be calculated using the following data:
LD
40 feet700
S = 30 R.P.M.Q = 60,000 Ibs./hr.F = 2.2 (from Table 2, H.P. Factor)
40 (700 X 30 + 60,000 X 2.2)Thus H.P.
1,000,000
HP. 6.12
This horsepower figure is now multiplied by the Modified FlightFactor taken from Table 8 for 1 paddle per pitch. Thus 6.12 X 1.29 = 7.89
H.P. Using 7.89 H.P., we verify Table 9 and select a 10 H.P. motor for the
requirement.Torque capacity is now verified using Table 10and it is found that a
3-7/16" diameter shaft is required to transmit the motor H.P.. From theComponent Selection Shart, Table 6 we find that for a 3D ComponentGroup using a 20" diameter conveyor screw with 3-7/16" shafts, a 20S724unit is required witha 1/4" thick trough and 12 ga. covers. Page 28 maynow be referred to for additional layout data and details.
BEARING RECOMMENDATIONSThe selection of a bearing material for use in intermediate hangers is
one that is based largely on experience coupled with consideration forthe particular characteristics of the material in question. The principalfactor affecting bearing performance between various bearing materialsis a rating factor known as PV (pressure velocity). This rating is amathematical expression of PIA (pounds per inch of projected area) ofload times SFM (surface feet per minute). Thus, the PV value is themaximum load and speed that a bearing may be subjected to.
The following list deals individually with the most popular types ofscrew conveyor bearing materials indicating their particular areas ofstrength and their restrictions. While this list covers most applications, itis far from being complete as to the number of bearing material on themarket today. Should special applications or conditions be encountered,Continental engineers will gladly assist in the selection of a suitable
material.
Babbitt and Bronze BearingsBabbitt and bronze bearings have traditionally been used in
applications where mildy abrasive, irregular or lumpy materials areencountered. Because of their need for oil or grease lubrication, they areunaccpetable in applications where contamination is a deciding factor.Babbitt bearings have a temperature limitation of 130°F while lubricatedbronze are limited to 220°F. The temperature limit for bronze can beextended by using special high temperature alloys and/or syntheticlubricants. The maximum PV of babbitt is approximately 30,000 with amaximum P of 1500 and V of 1200. Bronze on the other hand has amaximum PV of 75,000 with maximum P of 3,500 and V of 750.
24

Self Lubricated BearingsSelf lubricated bearings such as oil impregnated hard maple,
graphited bronze, commercial carbon, sintered bronze andthermoplastic or reinforced fibre have become very popular forapplications involving mild to moderate abrasiveness with irregular orlumpy materials. .
Oil impregnated wood has proven to be an extremely good bearingmaterial. Its major drawback is its inability to withstand highly abrasivecond.itions such as encountered when moving aggregates or sand. Theirtemperature limit is approximately 180°F. In mildly abrasive conditions,wood has the property of embedability which permits grit to becomeembedded in the bearing sidewall then film over with lubricant thusholding the shaft harmless. Its maximum PV is 15,000 with a maximum Pof 2,000 and V of 2,000. Its total PV approaches that of babbitt and cancarry higher speeds or loads individually.
Thermoplastic bearings such as ultra high molecular weightpolyethylene (UHMWP) and nylon are the most regularly encounteredthermoplastics. Both operate effective1y in damp conditions, however,UHMWP is best suited to wet aplications such as ice or fish offalconveyors because of its low rate of water absorption thus minimizingshaft seizure due to bearing swelling. Nylon on the other hand absorbswater at a much higher rate which can lead to swelling problems.Temperature limitations of UHMWP are 180°F while nylon is 250°F.Abrasion resistar:lce of UHMWP is outstanding providing PV limitationsare not exceeded. This same material IS used as chute liners in the gravelindustry. The maximum PV of UHMWP is 4,000 with a maximum P of1,200 and V of 50. Nylon on the other hand has a maximum PV of 3,000with a maximum P of 400 and V of 350.
Graphited bronze bearings are useful in certain applications andhave a maximum PV of 50,000 with a maximum P of 1,500 and V of 1,200.Their maximum operating temperature is 500°F. For higher temperatureapplications, commercial carbon bearings can be used as theirtemperature limits are approximately 600°F.
Hard Iron BearingsHard iron bearings cast in chilled white iron or Ni-Hard@ materia) are
used when handling excessively abrasive materials. They must be usedin conjunction with hardened coupling shafts, which, depending on thecircumstances can be achieved through induction hardening or hardsurfacing the shaft in question. Hard iron bearings are not normallylubricated and have a maximum operating temperature of 500°F. Themaximum PV of hard iron is 75,000 with a maximum P of 8,000 and a V of35.
Because of the absence of lubricant when using hard iron bearingswith hardened coupling shafts, it is necessary to limit the operatingspeed using the formula below in order that wear may be kept to aminimum and that excessive squealing noise caused by dry metal onmetal be eleminated.
120Maximum operating speed (R.P.M
Shaft dia. in inches
25

1<i:1 continantGi]
Extreme TemperaturesWhen handling materials of extreme temperature, it is necessary to
construct the conveyor with special components and alloys designed tomeet these conditions. (With the use of a jacketed type trough, it ispossible to either heat or cool the material while conveying and keep itwithin a safe operating temperature). Please consult our engineeringdepartment for their recommendations.
Fluidizing MaterialsWhen handling materials which tend to aerate easily and decrease in
density, thereby increasing in volume, it is important to take into accountthe areated density in order that the conveyor size, speed andhorsepower can be adjusted in consequence.
Hygroscopic MaterialsHygroscopic materials which readily absorb moisture must be
handled in tightly sealed conveyors that exclude the exterior
26
The component selection procedure previously outlined takes intoaccount the material's physical characteristics, provides for proper crosssectional loading of the conveyor and specifies, through the componenttables, the type of components best suited for the application in question.Some material characteristics however will require additional specialfeatures. The following should be taken into consideration whenencountered.
Abrasive MaterialsAbrasive materials have a tendency of causing excessive and
accelerated wear on screw conveyor components and should be carriedat low cross sectional loads and slow conveyor speeds. For excessivelyabrasive materials or conveyors subjected to heavy, continuous service,heavy duty components should be specified and abrasive resistant, hardsurfaced materials or alloys should be considered for the application.
Contaminable MaterialsEasily contaminable materials such as foodstuffs and certain
chemicals require special components and construction not necessarilyfound in standard conveyors as outlined in the selection process. Suchspecial components and features often include non lubricatedintermediate hanger bearings, end bearing seals, tightly sealed covers,and often drop bottom troughs for easy access and cleaning of theconveyor. Certain applications may also require continuously weldedflighting on one or both sides of the pipe and special finishes on the weldsto minimize roughness and alleviate contamination. Many materials willalso require stainless steel to eliminate corrosion.
Corrosive MaterialsWhen corrosive materials are encountered it is advisable to use
components manufactured of stainless steel, aluminum or otherresistant alloys. Hot dip galvanizing may be used in non abrasive
applications.
Degradable MaterialsMaterials which have a tendency to break up or separate easily,
thereby affecting quality, should be handled in larger diameter, slowerturning screw conveyors to reduce material agitation.

atmosphere. The fact that the material will also increase in density andbecome more sluggish when in contact with moisture must also be takeninto account when determining conveyor size. horsepower and speed.
Materials that tend to PackMaterials that tend to pack and have a strong resistance to digging
may be handled by a standard conveyor providing they are aerated prior
to being introduced into the conveyor. Some materials which tend to
pack under pressure and become hard in the clearance between the
trough and conveyor screw can be conveyed satisfactorily if the screw
conveyor operates at a slow speed and a cutting edge is applied to the
leading edge of the flight.
Mixing MaterialsIf mixing or aeration of one or more materials is necessary during the
conveying process, ribbon flights, cut flights, cut and folded flights or
anyone of the above in combination with paddles may be employed.
Toxic MaterialsToxic materials that can release harmful dust orvapours during the
conveying stage should be handled in a system of sealed construction. In
some cases an exhaust system may be advisable to remove the toxic
vapour or dust.
Viscous or Sticky MaterialsViscous or sticky materials should be handled by a ribbon type
conveyor screw due to their tendancy to adhere to the flight and pipe
junction point on a standard conveyor. Special coatings applied to the
ribbon can often assist the flow of such a material.
COMPONENT SELECTION AND LAYOUT DATATABLE 11 HAND OF CONVEYOR
When selecting comp0nents for your screw conveyor, please refer toTypical Conveyor Layout, Table 12, and the accompanying diagram forthe dimensional standards and recommended layout arrangements.
Conveyor ScrewsConveyor screws are available as either right or left hand units. Right
hand will be supplied unless otherwise specified. In order to determinethe "hand" of a conveyor, refer to Hand of Conveyor, Table 11. Usestandard length conveyor screws whenever possible. The carrying faceof the screw, which moves the material being conveyed is free of lugs forunimpeded flow. Lugs are positioned on the back or non carrying side ofthe screw at each end to guard against the flight folding back. It istherefore essential that a screw designed for right hand operation beused that way and vice versa for left hand. Bi-directional conveyor screwscan be furnished for specific operations. Flighting should be omittedover the last discharge opening and flight ends at hanger positionsshould be set opposite each other for continuous flow of material acrossthe hanger space.
Note that if the edge of the flight on the near side of the conveyorscrew slopes down to the right, the screw is right hand and if it slopesdownward to the left, the conveyor screw is left hand.
27

-trough length .coco Inlet to discharge
r- B = bearing c.c. --Jl~ A lIr
rJ.l1/2C. A'--~It...
tt~
Ias req'"-11~:C
[!J :E-.i" " " I! ' " " " " " "l; ~i~ " " ,
,,-~..- < ~r-~"-~,,-L;r-L-,,- -LC'--L-k"- ~~-L ",,-L-"""-""'-"'~- "..,..-", ,..-~ "" 'T--",,--"~ "~"---""-"'" """"""""", F
Las req'd -L --10'-0" 1 -sa -I
10'-0"
HangersHangers are used as intermediate supports between sections of
conveyor screw. They maintain alignment of the conveyor screws and
provide a bearing support for the coupling shaft.
Hangers must be placed clear of inlet openings. They can be placedat trough joints as they are designed with spacer bars wide enough for
this purpose. Hangers may be fitted with a wide variety of bearing
materials to suit a diverse range of screw conveyor applications.
Couplings and ShaftsCoupling, drive and end shafts connect and transmit power to the
conveyor screws. It is imperative that the shafts selected be of sufficientstrength to handle the horsepower and load Imposed on them. Theirhorsepower rating may be verified as shown in Torque Capacity, Table10, Page 22.
Most conveyor systems are made up of standard components and inorder to replace or renew an intermediate section of conveyor it isnecessary to dismantle the conveyor from one end. The time involved toeffectuate this work can be greatly reduced by using Quick Release Keyson the conveyor screws as shown on page 41. These enable an entiresection of screw to be removed from the center of the conveyor withoutdisturbing preceding sections.
Trough EndsTrough ends support the conveyor screw and the trough. They
incorporate a bearing assembly to maintain clearance between the
28
TABLE 12 TYPICAL CONVEYOR LAYOUT

trough and conveyor screws, and, depending on the direction of materialtravel, incorporate a thrust bearing to maintain clearance between theconveyor screws, hangers and trough ends. This provides for smootheroperation, lower power requirements and less wear on the hangers,bearings and other vital components. The standard duty Type E or theheavy duty Type H thrust bearings will absorb thrust in either direction,however it is preferable that the thrust bearing be positioned at thedischarge end of the conveyor.
Seals are incorporated into the trough ends to prevent leakage intoor out of the trough. They also provide added protection for the endbearings and shafts from the material being handled.
Shelf type trough ends are very often used when handling hotmaterials in order that the bearing and drive can be separated by somedistance from the hot trough. They are also used when handling fine orvery abrasive materials which require more effective sealing than can beachieved with standard seal plates under flange bearings. The sealsgenerally used in these cases are the Split Gland or the Packed Glandtypes ( see page 69 ). When extreme shaft concentricity is required adouble pedestal shelf type trough end is used. This minimizes shaftmounted reducer wobbling.
Troughs and CoversNumerous trough and cover configurations are available for varying
applications. Standard lengths should be used whenever possible. Seethe section on troughs and covers for specific applications of each.Gasketing is available between the trough and cover depending on the
application.
MATERIAL INPUT AND DISCHARGE
Screw FeedersScrew Feeders consist of a specially designed conveyor screw
enclosed within a tubular housing or a trough with a shroud cover. Theyare used for the removal of material at a predetermined rate from astorage medium regardless of the existing head of material. For furtherinformation on these units see the section entitled SCREW FEEDERS onpage 31 of this manual.
[~;I~~~~~~~~~~29
Care should be exercised in controlling the loading of a conveyorsince it is designed to handle a specific maximum volume of material.Difficulties arise when the conveyor is fed from a storage mediumwithout the use of input volume controls. If the rate of material flow is notinherently self regulating or cannot be regulated by other controls, aScrew Feeder or another flow control should be incorporated into thesystem in order that a smooth and constant flow will be delivered to thesystem. By doing so, all surge loads are avoided. Flow regulation byScrew Feeder and Rotary Feeder are discussed in further depth below.

Rotary FeedersRotary feeders employ a cylindrical rotor with pockets of specific
volume which deliver a constant flow of material. Their output capacity isregul.ated by the speed of rotation of the rotor. These units mayfrequently be driven from the conveyor drive or end shaft without thenecessity of an additional drive for the feeder itself.
Multiple InletsInstallations frequently require the use of conveyors with multiple
inlets for feeding from several different sources either individually orsimultaneously. When only one inlet will be open at any given time, a gateor cut off device may be restricted to a maximum opening that will notallow overloading of the conveyor. When more than one gate will beopen, considerable care must be taken to limit the flow from each so thatthe aggregate rate is not in excess of the conveyor design limit.
~."t""-- (~: " ~.!~",. ';;(O""'",-\~,. .~"~
~ -, 1: .
Dead Loads
Screw conveyors loaded directly from a storage medium above theconveyor with a free flowing material are subject to varying dead loadsdue to the hydrostatic head of material and the associated loads createdwhen moving the material from under itself.
This problem can be circumvented by using a side type inletincorporating a slide gate if necessary to relieve the screw from excessivematerial pressures. Screw rotation should always be towards theopening to en~ure a constant flow rate.
30

Impact LoadsFrequent requirements are such that materials must fall vertically to
the conveyor inlet creating the possibility of impact damge to the conveyorscrew due to the inertia of the material particles or lumps. This condition maybe overcome by using deflector plates or cushion chambers in the inlet
spout.
Discharge Spouts
Most discharge spouts are of standard design as shown on page 78 ofthis manual, however special units can be built to adapt to specificmachinery and can be supplied flared or longer than standard. In all cases,flighting is usually eliminated beyound the midpoint of the last dischargeopening on a conveyor in order to effect complete discharge of the materialand alleviate any possibility of material carry-over. When conveyingmaterials that are fluid or easily aerated it may be advisable to install longerthan standard discharge spouts. Intermediate discharge spouts may befitted with a variety of control gates or slides. These slides are often manuallyoperated however they can also be actuated by rack and pinion assemblies,hydraulic or pneumatic cylinders or by special electric gear motorscomplete with limit switches. ~t is advisable that the last discharge spout onconveyors with multiple discharges or the discharge spout of units with asingle discharge be furnished without a slide of any kind on prevent possibledamage to the conveyor in the event of operation with the slide closed.
SCREW FEEDERS
A screw feeder differs from a screw conveyor in that it is designed toregulate the volumetric rate of material flow from a hopper, bin or storageunit. The inlet is flooded to 100% load capacity and by incorporating changesto the flighting (diameter, pitch, etc.) and the speed of the feeder screw, it ispossible to govern the rate of material discharge. The style of flighting usedin a screw feeder is dependent upon the characteristics of the material beingtransported and either a regular pitch, modified pitch or a modified diameterflight is used.
Screw feeders are usually equipped with a shroud cover for a shortdistance beyond the inlet opening. This helps prevent flooding of theconveyor with material. When very free flowing materials are being handledit is often necessary to use extended shroud covers, tubular housings orshort pitch flighting for positive material control.
I{!:I continantal,131

Uniform Diameter and Pitch Feeders
This type of screw feeder is generally used for handling fine, freeflowing materials. Because the regular diameter and p.itch brings aboutmaterial flow from the forepart of the inlet and not along its entire length,this type of unit should only be used when a hopper is to be completelyemptied or where inert or dead areas of material overthe ir)letdo not posea problem. Should the material being handled be on an extremely fine orfree flowing nature, a shortened or half pitch flight should be used toprevent flooding and overloading of the conveyor being fed.
Variable Pitch Feeders
Screw feeders having a variable pitch are generally used inconjunction with a screw conveyor in which the material is choke fedfrom a bin or hopper. The short pitch handles the full cross sectional loadand .as tt,e mat~rial is tran~ferred int<? the long~r pitch s~ction, the. crosssectional load IS reduced In proportion to the Increase In screw pitch.
This type of unit is best used with standard or relatively short inlets.When the inlet runs the entire length of a hopper or bin, it is preferable toutilize a tapered diameter screw feeder.
Tapered Diameter Feeders
Screw feeders having tapered flights are generally used to conveymaterials containing a considerable percentage of lumps They are alsoextensively used when it is desirable to draw material from a bin orhopper along its entire length thereby eliminating dead or inert materialIn the forepart of the opening. Using a tapered flight feeder instead of aregular flight will, in most cases, especially when the feed or inletopenings is 10ng...f6onsume much less horsepower.
32

Multiple Diameter Feeders
This isa combination feeder and conveyor, the phystcal dimensionsbeing variable on each. The small diameter feed end operates at fullcross sectional loads and, upon reaching the larger diameter, reduces toa safer level in proportion to the change in diameter.
These units are generally employed when it is undesirable to use avariable pitch section under an inlet be it due to the need to eliminatedead areas, because of an excessively long inlet from a bin or hopper orbecause the lump size of the material in question is not compatible withthe short portion of the variable pitch. It is worthwhile to note here thatthe feeder portion of a multiple diameter screw can be tapered should itbe desirable.
Live Bottom Feeders
Live bottom feeders are used to discharge materials from straightsided bins and are composed of several horizontal screws side by sidewhich cover the complete area of the bin bottom. The material istherefore drawn out equally from the full width into a collecting conveyorthat runs at right anglesto the bin bottom screws. The live bottom feederis used to discharge materials that have tendency to pack and bridgeeasily under pressure.
~-. ~- ;A,'-A~~~~
33

Screw Feeder Capacity
Table 4, Capacity Chart 9 appearing on Page 19, gives the capacities
of standard screw feeders having fixed diameters and standard pitch
flighting. These units, employing standard conveyor screws, will handle
most Class A and B materials. In order to adapt them to handle materials
not covered by these classes or for special feeding applications where
inlets are extended or material volume above the feeder is excessive, it
becomes necessary to use a combination of one or all of the modifica-
tions to the flight as previously discussed in this section.
Due to the complexity of screw feeder design, we recommended that
you consult our Engineering Department for proper recommendations
concerning your particular needs.
Screw Feeder HorsepowerWhen calculating the horsepower requirements of a screw feeder,
use the regular horsepower formula given on page 21 and substitute the
"L" value by the "Lf"value calculated using the table below. All values are
In feet.
Lf + B+ CTapered
Fines or Pulverized
Regular or Straight Lf + 28 + C
Under 1/2" Size Tapered Lf + 28 + C
34

INCLINED S~:REW CONVEYORS
Screw conveyors may be used in the inclined plane and when spaceallows, this can be a very economical method of both elevating andconveying simultaneously. It is most important however to understandthat as the angle of inclination increases, the capacity of the given unitrapidly decreases. The critical angle at which it becomes most difficulttoconvey material on an incline is 450. As one approches this anglecapacity drops very dramatically and once past this critical point and ontowards 900, the efficiency of the unit increases again.
Numerous methods of conveying on an incline are used amongwhich are shorter than standard pitch, tubular housings or extendedshroud covers. It is also necessary as the angle of inclination becomesgreater to increase the conveyor speed in order to overcome thetendency of the material to fall back upon itself.
Inclined conveyors can rarely be used as feeders for accuratelymeasuring material flow. If an accurate flow rate is necessary, a separatehorizontal feeder conveyor is required.
Since additional power is required to convey material on an inclineand this power is a function of material density, consistency and verticallift, we suggest that our Engineering Department be contacted for
specific recommendations as to the requirements of your particularapplication.
I<!:I continant~~35

VERTICAL SCREW CONVEYORS
The vertical screw conveyor is an extremely efficient and effectivemethod of elevating and distributing bulk materials. As a ruleofthumb, ifa material can be handled by a horizontal screw conveyor, it can also behandled in the vertical plane. By having fewer moving parts, the verticalscrew conveyor does away with many of the difficulties commonlyencountered with other types of elevating equipment.
Amongst the numerous advanteges of this type of unit is its flexibilityof design and arrangement. One can convey up to 6000 cu.ft. per hourusing a 16" diameter unit to a height of about 75 feet depending onmaterial weight and the drive arrangement. These units are space savingand transfer material from the horizontal to the vertic:al plane veryefficiently. Positive discharge is achieved in any direction and little or nomaterial segregation or degradation occurs throughout the process.Since judgement and experience in conveying are required we againsuggest you contact our Engineering Department for our specificrecom mendations.
DRIVE ASSEI\1BLIES AND ARRANGEMENT
Numerous combinations and types of drives are available for screwconveyors. Some of the more frequently used drives and mechanicalarrangements are described below.
r
rlJjScrew Conveyor Drives
Screw conveyor drives consistsof a modified shaft mounted reducercomplete with a V-belt drive andmotor mount in an integral unit. Thisassembly combines the reducer out-put shaft, conveyor thrust bearing,end seal and adaptor flange formounting integrally to the troughend. The electric motor can bemounted in both the horizontal orthe vertical plane thereby adding tothese units versatility.
(>
()
q)()
,~
36

Shaft Mounted Reducers
~~~f
Essentially very similar to thescrew conveyor drive, this type ofunit requires the use of a thrust bea-ring, drive shaft and seal assembly.As with the screw conveyor drive, itis possible to combine the motormount integrally with the reducerunit, and power is transmittedthrough a V-beltdrive. Such a unit isusually used where special sealingarrangements are required on theconveyor shafts, such as a packedgland seal, or where very high hor-sepower must be transmitted whichis not within the parameters of thescrew conveyor drive.
I()
C>I Jr
~--~
()
/;-
'/~
r
Gearmotor Drives
Intergral gearmotor drives can beused to power conveyors througheither a direct, low speed couplingmounted to the conveyor drive shaft(see illustration) or ttlrough a rollerchain drive. The former is traditionallymounted on a scoop base attached tothe trough end while the latter ismounted directly to the top of theconveyor or on a adaptor base orbase plate beside the conveyor.These units are used in instanceswhere high horsepower is being trans-mitted or when a variable speedgearmotor is used to vary the feedrates of a metering screw.~
"'""
Q--~~
/1~I
~!~1
~~
'/./'~
l~~~~~~~~~~~~37

Other Drives and ConfigurationsNumerous other methods of driving a screw conveyor are available
among which are variable speed D.C. motors with SCR rectifiers,hydraulic drives or variable pitch sheaves between motor and reducer.Also, when inertia loads are encountered when starting heavily loadedconveyors or when high horsepowers are used on large or longconveyors, fluid couplings should be incorporated in the drivearrangement. We suggest you contact our Engineering Department forspecific suggestions and recommendations regarding such matters.
SPECIAL FABRICATION MATERIALS
Screw conveyors are normally fabricated of low carbon, hot rolledsteel plate with the exception of the drive, end and coupling shafts whichare of cold rolled bar stock. Certain materials and conditions howeverrequire the use of materials other than mild steel. These materials andtheir advantages are discussed in further depth in the followingparagraphs. Further information and assistance can be obtained fromour Engineering Department for your particular applications.
Hard Surfaced Conveyor Screws
Conveyor screws that will be in contact with highly abrasivematerials are often hard surfaced using fusible alloy hard surfacingmaterials or hard facing electrodes. These materials are applied to theflight surface in a width proportional to the conveyor's cross sectionalload. These dimensions are given in Table 13. The dimensions givenpertain to standard application however for extremely abrasiveconditions or higher than normal trough loadings, it may be advisable toharden the full flight face, periphery and even the pipe.
l.+
f
1
HELICOID SECTIONAL
TABLE 13
69
10121416182024
1"
11/2"
11/2'
2"
2"21/2'21/2'3"3"
38

Abrasion Resistant Steel
If necessary, conveyor screws and components can be supplied
fabricated of abrasion resistant metals with a surface hardness of up to
360 Brinell. This can substantially increase the life of components
such as conveyor screws and troughs which are subjected to the greatest
wear and therefore substantially increase their useful life.
Stainless Steel and Other Alloys
Many requirements call for the use of materials other than mild steel
to be in contact with the conveyed material due to uncommon variables
such as corrosion, contamination or elevated temperature. To suit these
conditions fabrication materials such as stainless steel, Monel, Inconel
and aluminum alloys may be used to suit the applications.
Coating and Plating
Conveyor screws and components may also be plated or dipped to
suit numerous requirements and conditions. Hot dip galvanizing, nickle
or chrome plating and rubber or Teflon coating are often encountered.
High Torque Drive Components
Certain applications may arise where the normal horsepower range
of standard screw conveyor components will be exceeded. For cases
such as these high capacity coupling bolts, shafts and pipes are
available.
[~;~~~~ ~~~~~~~39

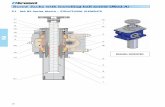
0-- Helicoid DesignationThe letter 'H' indicates screw conveyor with helicoid flighting. The figures
to the left of the letter indicate the nominal outside diameter of the conveyor ininches. The first figure following the letter is twice the diameter of the cou-plings in inches. The last two figures indicate the nominal thickness of flightingat the outer edge in 1/64". Thus 12H408 indicates a 12" diameter helicoidconveyor for 2" couplings with flighting 8/64" or 1/8" thickness at outer edge.
Due to the nature of the forming process, the periphery of a helicoid flight isapproximately 1/2 the thickness of the material at the root where it is welded tothe pipe. Because most wear is concentrated on the periphery, helicoid flightsare less suitable for handling abrasive materials than sectional flights.
Sectional Designation:The letter'S' indicates screw conveyor with sectional butt welded flighting.
The figures to the left of the letter indicate the nominal outside diameter of the
conveyor in inches. The first figure following the letter is twice the diameter of
the couplings in inches. The last two figures indicate the nominal thickness of
flighting in 1/,64/'. Thus 12S612 indicates a 12// diameter sectional conveyor for
3" couplings with flighting 12/64" or 3/16'/ nominal thickness.
Sectional flights, due to the nature of the forming process, maintain a uniform
thickness between the root and the periphery. They are thus more suitable for
abrasive applications due to the greater thickness of material at the point
subjected to the greatest wear.
1:\
Numerical Designation System for Standard Conveyor Screws
Conveyor screws are supplied with right hand flighting unless ortherwise specified.Conveyor screws are supplied in standard lengths as shown on pages 42 through 46 unless
ortherwise specified.Flighting will cover the entire length of the conveyor pipe unless otherwise specified.Conveyor screws are fabricated of carbon steel unless otherwise specified. For informationregarding materials in which conveyor screws may be obtained, see Special FabricationMaterials, page 38.
40

CONVEYOR SCREWS
Helicoid Conveyor Screws:Helicoid flighting is formed by cold rolling special analysis strip into a continuous
helix that produces a work hardened, smoothly finished flight surface. The flighting isthen fastened to the pipe by intermittent welds with steel end lugs at each extremity toreinforce the tips. They may also be continuously welded on either one or both sides ifso required. The pipe has seamless internal collars inserted and plug welded in bothends to accept the shafts. Both helicoid and sectional flighting of the same diameter andshaft size are interchangeable.
Sectional Conveyor Screws:Sectional flights are blanked from a steel plate, formed into a helix and then butt
welded together to form a continuous helix on the pipe. The flights are normally fastened
to the pipe by intermittent welds however can be continuously welded on one or both
sides if required. The pipe has seamless internal collars inserted and plug welded in both
ends to accept the shafts. Sectional flight conveyor screws can be supplied in special
diameters, pitches, thicknesses, pipe sizes and shaft diameters as well as in a variety of
materials such as stainless steel, Inconel, Monel, copper, brass and other metals.
Sectional Flights:Sectional flights are formed from steel plate with a lead slightly longer than their
pitch. This assures a tight grip when mounting them on the pipe. They are available in allstandard sizes and can also be supplied in special diameters, pitches, thicknesses andpipe sizes.
Ribbon Flights:Ribbon flights are commonly used to handle sticky or gummy materials which
normally build up at the pipe of flight junction point. Their open design minimizes thisproblem. They are also used for mixing dry materials in transit as long as the crosssectional load is greater than the face of the flight. The pipe has seamless internal col-lars inserted and plug welded in both ends to accept the shafts. Ribbon flight can besupplied in special diameters. pitches, thicknesses, pipe sizes and shaft diameters aswell as in a variety of materials such as stainless steel, Inconel and Monel.
Paddle Conveyor Screws:Paddle conveyor screws are commonly used to mix material in transit when con-
veying efficiency is not important. The paddles are bolted through the pipe and areinfinitely adjustable. The pipe has seamless internal collars inserted and plug welded inboth ends to accept the shafts. Paddle screws can be supplied in special diameters,pitches, thicknesses, pipe sizes and shaft diameters as well as in a variety of materialssuch as stainless steel, Inconel and Monel.
Cut and Cut & Folded Flights:Notches cut in the periphery of a conveyor screw creates a very effective mixing
action with most materials, particularly at high speeds. By folding over the cut, a moreviolent mixing action is achieved since the material is spilled over itself. The cut flight isalso useful for moving materials which tend to pack while cut and folded flights areuseful in cooling, heating or aerating light substances.
Internal Collars, Coupling Bolts and Quick Release Keys:Internal collars are used in all types of conveyor screws to create a close fit be-
tween the inside diameter of the pipe and the outside diameter of the shaft. Whenpurchased separately they are not drilled for the coupling bolts as the pipe ends arealways drilled after assembly.
Coupling bolts are machined from analysis steel with the thread cut to the properlength so as only the bolt shank is in contact with the coupling shaft and pipe, therebyensuring full torque capacity and minimum wear. Special self-locking nuts are providedto prevent the nut from working loose during operation which can lead to damage anddowntime.
Quick release keys allow for the removal of an intermediate section of conveyorwithout dismantling the entire screw conveyor. To remove a section, the intermediatebolts are removed, the key is removed and the entire section simply lifts out while theshafts remains in position in the trough.
1@::lcontinantal,141

1<i:1 continantal.1CONVEYOR SCREWS. HELICOID CARBON STEEL
Complete Screw r- A --j 11--D
~~~=~~=~~ B t J::L-1 ~('f---~r1 ~
~ Ji VcjC'L-\t~!L i 1, -I~ Q
Dimensions shown ore approximote. Request certified prints for instollotion.
1/16
3/32
1/161/8
3/16
3/323/16
3/323/167/32
3/323/16
* 4H204* 4H206
* 6H304
* 6H308* 6H312
* 9H306
* 9H312
* 9H406
* 9H412
9H414
*10H30610H412
*12H408*12H412
*12H50812H512
12H614
14H50814H614
16H6.rO
16H614
1/83/16
1/81/43/8
3/163/8
3/163/87/16
3/163/8
1/43/8
1/43/8
7/16
1/47/16
5/167/16
2532
526272
70101
91121140
81130
140180
168198
228
170254
228276
34
567
710
912
14
813
12
15
14
17
19
14
22
19
27
7.212.8
142842
3165
306085
4876
67102
6496
120
84132
120168
0.91.6
1.42.84.2
3.16.5
3.06.08.6
4.87.6
5.68.5
5.38.0
10.2
7.011.0
10.014.3
4 1-1/4 1-1/2 3/8x2-1/81-5/8 7'-10-1/2"
1-1/2 2 2 1/2x3 9'-10'.6 2-3/8
1-1/2 2-3/8 2 1/2x3 9'-10"2
9
2-1/2 5/8x3-5/8 9'-10"2 2-7/8 2
1-1/2
22
2-1/22-3/82-7/8
1/2x35/8 x 3-5/810 2 9'-10"
1/83/16
1/83/16
7/32
1/8
7/32
5/32
7/32
S/8x3-S/82 2-1/2 2-7/8 2 11'-10"
127/16 S/8x4-3/8 11'-9'3 3-1/2 3
31~-7/16
3
3-1./2
33-1/2
3/4x5
5/8 x 4-3/83/4x5
3/4x53/4x5
11'-9"4
3-1/24
3
3 11'-9"14
3-1/2 3 ]]'-9"It 43
* HELICOID CONVEYOR SCREWS. STAINLESS STEELThose conveyor screws appearing in the above table preceded by an asterix are available in stainless steelWhen ordering state the designation number followed by «-S», the stainless steel grade and the type of weld finish required as shown in the following tableThe finishes appearing below apply only to conveyor screws having flighting continously welded to the pipe
EX. 6H304 -S316 Type III
FINISHESType I Weld spatter and slag removed, welds not groundType II Welds ground to 40-50 grit finish removing roughnessType III Welds ground to 80-100 grit finish to remove most crevices for those materials that do not build up in crevices and contaminateType IV Welds fine ground to 140-150 grit finish illimenating all crevices For total exclusion of conveyed material from welded surface:Type V Same as Type IV but all welds polished to bright finish
42

i<i:/ continantal,[CONVEYOR SCREWS. SECTIONAL CARBON STEEL
Complete Screw1J[-~
I-- A ~!
-f;'
H
Sectional screws can be manufactured with any special features desired, such as
special thickness of flight, special diameter, pitch, pipe size, etc.
Dimensions shown ore approximate. Request certified prints for installation.
65309653126531695309953129531695409954129541695424
105309105312105409105412105416125409125412125416125509125512125516125524125612125616125624145509145512145516145612145616145624165609165612165616165624165632185612185616185624185632
185712185716185724185732
20S61220S61620S62420S632205712205716205724205732245712245716245724245732
10 go.3/161/4
lOgo.3/161/4
lOgo.3/161/43/8
10go.3/16
10 go.3/161/4
10 go.3/161/4
10 go.3/161/43/8
3/161/43/8
10 go.3/161/4
3/161/43/8
10go.3/161/43/81/2
3/161/43/81/2
3/16
1/4
3/8
1/2
3/161/43/81/2
3/161/43/81/2
3/161/43/81/2
6575858095
1151001151301628598
107120140140156180160178210265187216280185214247213246342204234282365420246294425530
264303380460
300360410506319379429525440510595690
7898
1012
10121316
910
111214
121315
14151822161824
161821
182129
1720243136
21253644
23
26
3339
26313543
27323745
37435060
6 2-3/81-1/2 2 2 1/2x3 9'-10"
1-1/2 2-3/8 22 1/2x3 9'-10"
9
2-7/8 2 5/8 x 3-5/82 2-1/2 9'-10"
2-3/81/2 2 2 1/2x3 9'-10'10
2 2-7/8 2 5/8.3-5/82-1/2 9'-10'
2.7/82 2-1/2 7 5/8 x 3-5/8 11'.10"
12 3-1/22-7/16 3 5/8 x 4-3/83 11'09'
3 3-1/2 3 3/4.5 11'.9"
2-7/16 3-1/2 33 5/8 x 4-3/8 11'09"
14
43 3-1/2 3 3/4xS 11'-9
16 3 3-1/2 3 3/4 xS 11'-9"
3 3-112 4 3 3/4 x 5 11',9"
18
4-1/23-7/16 4 4 7/8x 5-1/2 11'oS"
3-1/2 4 33 3/4 x 5 11'-9"
20
.43-7/16 4-1/2 4 7/8.5-1/2 11'-8'
24 3-7/16 4 4-1/2 11'.8"7/8.5-1/2
43

1-@:lcontinantallCONVEYOR SCREWS. SECTIONAL FLIGHTS
CARBON STEEL
Sectional scre...,s con bemonufactured INith any specialfeatures desire'd, such os:
speciol thickness of flight,
speciol diometE!r, pitch, pipe size,etc.
Part numbers follow those on PG 43, as do pipe sizes except for the letter «F» witch indicates «flight».Add the letter «H» to indicate «Half pitch» and specify hand of flights when ordering EX. 12F624-RH or12F624-H-LH.
Dimensions shown are approximate Request certified pril]ts for installation.
6F3096F312
6F316
9F3099F3129F316
9F4099F4129F4169F424
10F30910F312
10F40910F41210F416
12F40912F41212F416
12F50912F51212F51612F524
12F61212F61612F624
14F50914F51214F516
10 go.3/161/4
lOgo.3/161/4
lOgo.3/161/43/8
lOgo.3/16
10 go.3/161/4
lOgo.3/161/4
10 go.3/161/43/8
3/161/43/8
10 go.3/161/4
1.31.72.2
3.34.35.5
3.34.35.57.9
3.95.0
3.95.06.75.77.29.7
5.77.29.7
14.47.29.714.4
7.29.913.2
2.02.02.01.331.331.33
1.331.331.331.331.21.21.21.21.2
1.01.01.0
1.01.01.01.0
1.01.01.0
.86
.86
.86
3/161/43/8
10 go.3/161/43/81/2
3/161/43/81/2
3/161/43/81/2
3/161/43/81/2
3/161/43/81/2
3/161/43/81/2
9.913.219.810.014.018.027.036.0
18.024.036.046.0
18.024.036.048.020.028.040.056.0
20.028.040.056.0
32.042.064.084.0
14F61214F61614F624
16F60916F61216F616
16F62416F632
18F61218F61618F62418F632
18F71218F71618F72418F732
20F61220F61620F62420F632
20F71220F71620F72420F732
24F71224F71624F72424F732
8686.86
,75
.75
,75
,75
75
67676767
67.67.67.67
.60
.606060
.60.60.6050
50505050
6 1-1/2 2-3/8 14 3 4
1-1/2 2-3/8316 4
9
2 2-7/8
3 4
1-1/2 2-3/8 18
102 2-7/8 3-7/16 4-1/2
2 2-7/8
3 4
12 7/1" 3-1/2 20
1-7/16
4-1/2
4
7/16 4-1123-1/214
SECTIONAL CONVEYOR SCREWS AND FLIGHT. STAINLESS STEEL
All conveyor screws appearing in the above table and on page 43 are available in stainless steelWhen ordering state the designation number followed by «-5», the stainless steel grade and the type of weld finish required as shown in the following table
The finishes appearing below apply only to conveyor screws having flighting continously welded to the pipeEX. 65309 -5316 Type III
FINISHESType I Weld spatter and slag removed, welds not groundType II Welds ground to 40-50 grit finish removing roughness.Type III Welds ground to 80-100 grit finish to remove most crevices for those materials that do not build up in crevices and contaminate.Type IV Welds fine ground to 140-150 grit finish illimenating all crevices. For total exclusion of conveyed material from welded surface.Type V Same as Type IV but all welds polished to bright finish.
44

~Icontina~~CONVEYOR SCREWS. RIBBON CARBON :iTEEL
rA
LLr!.r---r=
IAL
Dimensions shown ore opproximote. Request certified prints for instollotion.
6
9
10
1-1/2
1-1/2
1-1/2
6:R312
9R316
10R316
12R41612R424
12R524
14R524
14R624
16R61616R624
18R624
20R724
24R724
3/16
1/4
1/4
1/43/8
3/8
3/8
3/8
1/43/8
3/8
3/8
3/8
1/8
3/16
3/16
3/161/4
1/4
1/4
1/4
3/161/4
1/4
1/4
1/4
2
2
2
2-3/8
2-3/8
2-3f8
2
2
2
1/2x3
1/2x3
1/2x3
9'-10"
9'-10'
9'-10'
65
100
110
180216
240
264
288
276324
384
408
424
6.5
10
11
1518
20
22
25
2428
33
35
36
25
50
60
71
120
120
120
120
96
132
156
168
180
2.5
5.0
6.0
6.010.0
10.0
10.0
10.0
8.011.0
13.0
14.0
15.0
1-1
1-1
,
2-1
2-1
2-1
2-1
2-12-1
~
.
12 2 2-1/2 2-7/8 2 5/8 x 3-5/8 11 '-10"
2-7/16
2-7/16
3
3
3
3-1/2
3-1/2
3-1/2
4
3
3
3
5/8 x 4-3/8
5/8 x 4-3/8
3/4 x 5
]]'-9"
]]'-9"
]]'-9"
14
16 3 3-1/2 4 3 3/4xS 11'-9"
18
20
24
3
3-7/16
3-7/16
4
4
4
4-1/2
4-1/2
4-1/2
3
4
4
3/4x5
7/8x5-1/2
7/8x5-1/2
11'-9"
11'-8"
11'-8"
RIBBON CONVEYOR SCREWS. STAINLESS STEEL
All ribbon conveyor screws appearing in the above table are available in stainless steel.When ordering state the designation number followed by «-8», the stainless steel grade and the type of weld finish required as shown in the following table.The finishes appearing below apply only to conveyor screws having flighting continously welded to the pipe
EX. 6R316 -8316 Type IIIFINISHESType I Weld spatter and slag removed, welds not ground.Type II Welds ground to 40-50 grit finish removing roughnessType III Welds ground to 80-100 grit finish to remove most crevices for those materials that do not build up in crevices and contaminate.Type IV Welds fine ground to 140-150 grit finish illimenating all crevices. For total exclusion of conveyed material from welded surface.Type V Same as Type IV but all welds polished to bright finish
45
12
12!
12
12
12
12
1212
I
I
I

I~I continantal,!CONVEYOR SCREWS. SPECIALS PADDLES
Adjustable Welded
Tc1
Dimensions shown are approximate. Request certified prints for installation.
PipeG.D. ASize B c DAdju.table E
I Adjustable
4
6
SPA-415
SPA-620
SPA-920SPA-925
SPA-1020SPA-1025
SPA-1225SPA-1230SPA-1235
SPA-1430SPA-1435
SPA-1635SPA-1640
SPA-1835SPA-1840
SPA-2035SPA-2040
SPA-2440
SPW-415
SPW-620
SPW-920SPW-925
SPW-1020SPW-1025
SPW-1225SPW-1230SPW-1235
SPW-1430SPW-1435
SPW-1635SPW-1640
SPW-1835SPW-1840
SPW-2035SPW-2040
SPW-2440
1-5/8
2-3/8
2-3/82-7/8
2-3/82-7/8
2-7/83-1/2
4
3-1/24
4
4-1/2
44-1/2
44-1/2
4-1/2
2
3
1-1/2
2-1/16
1-3/16
1-13/16
3-5-163-1/16
3-13/163-9/16
4-9/164-1/4
4
5-1/45
65-3/4
76-3/4
87-3/4
9-3/4
3/16
1/4
3/8
1/2
1/2S/8
1/2S/8
S/8S/83/4
S/83/4
3/47/8
3/47/8
3/47/8
7/8
.25
.50
.50
.75
.75
1.00
1.751.501.75
2.252.50
3.253.50
4.004.25
4.755.00
6.75
.13
.35
.40
.36
.65
.85
1.351.051.00
1.851.75
2.502.45
3.253.20
4.003.95
5.60
9 2-3/44-1/2 1/4
10 3-1/85 1/4
12 6 3-11/16 3/8
14 7 4-1/4 3/8
16 8 4-15/16 3/8
18 9 5-3/8 3/8
20 10 6-1/8 3/8
24 12 7-3/8 1/2
CUT AND FOLDED FLIGHT *
~ ~I ~
\6 v
'---~
RotationCUT FLIGHT *
fi1"- ~~
v\t VDimensions shown are approximate. Request certified prints for installation.
1-1/22-1/82-3/43-1/83-1/23-7/84-1/44-7/8
7/81-1/2
22-1/2
33-3/83-7/84-7/8
69121416182024
234
4-5/85-1/4
66-5/87-7/8
*For part numbers add
suffix CF for cut flight andFF for folded flight to theappropriate sectional con-veyor screw part number.
. 46

[~ contin~~~C:ONVEYOR SCREWS .COM~PONENTS
SHORT PITCH, SINGLE: FLIGHT DOUBLE FLIGHT, STANDARD PITCH
Double flight, standard pitchscrews provide smooth, reg-
, ular material flow and uni-I I form movement of certainIJ types of materials.
LONG PITCH, SINGLE FLIGHT TAPERED, STANDARD PITCH, SINGLE F:UGHT
Pitch is equal to 1-1/2 diam-eters. Useful for agitating~ fluid materials or for rapid
I movement of very free-flow-Iling materials.
Screw flights increase from2/3 to full diameter. Used inscrew feeders to provide
I uniform withdrawal of lumpy0 materials. Generally equiva-I lent to and more economi-
~ cal than variable pitch.
r-~D1tiD~Ll/-
VARIABLE PITCH, SINGLE FLIGHT
I,-varia, Flights have increasing pitchand are used in screw feed-ers to provide uniform with-drawal of fine, free-flowingmaterials over the full lengthof the inlet opening.
Adjustable paddles posi-, tioned between screw flightsrt oppose flow to provide gen-
I tie but thorough mixing ac-D t'I Ion.~
ID
\J~
I
STANDARD PITCH WITH PADDLES
r-cl
~1/
rl
INITERNAL COLLAR COUPLING BOLTS QUICK.RELEASE KEYDimensions shown ore opproximote. Request certified prints for instollation.
1
1-1/2
2
2-7/16
3
3-7/16
1-1/4
2
2-1/2
3
3-1./2
4
1-5/8
2-3/8
2-7/8
3-1/2
4
SIC t10
SIC 15
SIC-20
SIC-25
SIC-3D
SIC-35
.7
2.2
2.4
4.1
4.3
7.3
SCB-10
SCB-15
SCB-20
SCB-25
SCB-30
SCB-35
SCB-10HT
SCB-15HT
SCB-20HT
SCB-25HT
SCB-30HT
SCB-35HT
3/8x2-1/8
1/2 x 3
5/8 x 3-5/8
5/8 x 4-3/8
3/4xS
7/8xS-1/2
.13
.25
.50
.56
.75
1.25
SQR-15
SQR-20
SQR-25
SQR-30
SQR-35
1.3
1.6
2.1
2.5
4.34-1/2
47

CONVEYOR SCREW SHAFTS
Drive Shafts:
Screw conveyor drive shafts transmit the rotary motion fromthe drive unit to the conveyor screw. They are manufactured ofhigh quality, cold drawn steel to close tolerances for the properbearing clearances. Coupling bolt holes are jig drilled for perfectalignment and key seats are precision milled to insure properassembly. For applications requiring higher torque capacities,they can be supplied in high carbon steel. They are also availablein stainless steel. Contact our Engineering Department for furtherinformation.
End Shafts:
End shafts are designed to provide support of the final screwsection. They are manufactured of high quality, cold drawn steelto close tolerances for proper bearing clearances. Coupling boltholes are jig drilled for perfect alignment. They are also availablein stainless steel.
Coupling Shafts:
Coupling shafts are designed to transmit rotation betweenindividual conveyor screw sections and to provide intermediateradial support through hanger bearings. They are manufacturedof high quality cold drawn steel and have jig drilled bolt holes forperfect alignment. They are available in standard configurationfor use with intermediate hangers and in close coupled configura-tion where the omission of hanger bearings is desireable. For usewith hard iron bearings they are induction hardened to increasetheir wearing capacity. For applications requiring higher torquecapacities they can be supplied in high carbon steel. They canalso be supplied in stainless steel. Contact our EngineeringDepartment for further information.
48

[Ci:1 continantal,1SHAn SELECTION TABLES I
Each type and diameter af Drive and End shaft is available in several s1ryles, varying onlyin length to suit various combinations of end bearings and seals.
From the table below, determine the shaft style for the required shaft diameter, bearingtype, and seal, then select this style in the required shaft diameter from the Drive andEnd shaft tables on the pages following.
I)RIVE SHAFTS
BALL FLANGE 1-~2
2-7216
3-7 16
11111
22222
PILLOWBLOCK
!
-12 2-; 16
3-7 16
43544
43544
43544
54754
-
76
1075
76
1075
..-
76
1075
87
1287
-
33433
ROLLER FLANGE 1-~2
2-7 16
3-7 16
22322
-
65845
65966
PILLOWBLOCK
1_~ 2
2-7 16
3-7 16
43644
43644
43644
76
1177
~7
611
88
-
76
1177
'-
76
117;
88
1298
SLEEVE FLANGE
!
-12 2-7 16
3-7 16 -43655
PILLOWBLOCK
1-~ 2
2-7 16
3-7 16
4:365P
43655
76
1188
76
1188
58
13109
-
22433
E:ND SHAFTS
BALL FLANGE, 1-1/22
2-7/163
3-7/16
22222
-
54444
PILLOWBLOCK
1-1/22
2-7/163
3-7/16
54444
54444
65555
ROLLER FLANGE 1-1/22
2-7/163
3-7f.16
32222
43333
PILLOWBLOCK
1-1/22
2-7/163
3-7/16
54445
54445
54445
76566
SLEEVE FLANGE 1-1/22
2-7/163
3-7/16
-
54455
-
54455
-
54455
PILLOWBLOCK
1-1/22
2-7/163
3-7/16
76677
-
22333
49

1@:lcontinantal.1SHAFTS -DRIVE SHAFTS
'-H
Dimensions shown are approximate. Request certified prints for installation.
Part numbers shown are for standard cold rolled shafting. For special shafting, add the following suffixes to
the part numbers shown: -H for hardened shafting; -HT for high-torque shafting.
50$- 11550$- 21550S- 31550$- 41550$- 51550S- 61550S- 71550S- 815
5.96.87.48.09.09.6
11.012.5
11-3/413-1/214-3/4
1618
19-1/421-7/8
25
12345678
12345678
123456789
10111213
123456789
10
7/87/8 3 3-1/4 1-1/4 1/21-1/2
80S- 12080S- 22080$- 320806- 42080~- 52080$- 620806- 72080~- 820
11.913.216.017.518.923.625.326.7
13-3/81518
19-5/821-1/426-1/228-3/8
30
5/8 7/87/8 3 4-1/2 1-1/42
SDf)-SDS-SDS-SDS-SDS-SDS-SDS-SDS-SDS-SDS-SDS-SDS-S~-
20.221.822.524.126.127.628.430.331.639.340.843.544.8
15-1/416-1/2
1718-1/419-3/420-7/821-1/222-7/823-7/829-3/430-7/832-7/833-7/8
5-1/2 1-3/4 5/8 15/1615/16 32-7/16
SDS- 130SDS- 230sds- 330SDS- 430SDS- 530SDS- 630SDS- 730SDS- 830SDS- 930SDS-1030
33.536.539.344.146.152.664.166.168.371.3
16-3/418-1/419-5/8
2223
26-1/43233
34-11835.5/8
3 6 1-3/4 3/413
54.359.263.971.073.978.997.3100.2106.5
20-5/822-1/224-1/8
2728-1/8
3037
38-1/840-1/2
SDS- 135SDS- 235SDS- 335SDS- 435SDS- 535SDS- 635SDS- 735SDS- 835SDS- 935
123456789
1-1/22-1/4 7/81-1/4 4 7-1/43-7/16
50
125225325425525625725825925
1025112512251325

[~ontinant~SHAFTS -END SHAFTS I
Dimensions shown ore opproximate. Request certified prints for instollotion.
Port numbers shown ore for stondord cold rolled shofting. For speciol shofting, odd the following suffixes to
the port numbers shown: -H for hordened shofting; -HT for high-torque shofting.
1234567
SES~115SES~215SES-"315SES~415SES~515SES.,615SES.715
4.34.95.15.86.47.47.9
8-1/29-3/4
10-1/411-1/212-3/414-3/415-3/4
1-1/2 7/8 3 1i-1/4 1/2 7/8
123456
SES.120SES-i220SESi320SES4420SES-'520SES~620
7.49.2
10.312.313.414.9
8-3/410-1/211-5/813-3/4
1516-3/4
2 718 3 1-1/4 5/8 7/8
123456
SESi125SES.225SES..325SES..425SES.i525SES.625
12.915.317.019.823.124.5
9-3/411-5/812-7/8
1517-1/218-1/2
2-7/16 15/16 3 1-3/4 5/8 15/16
SES-130SES-230SES-330SES-430SES-530SES-630SES-730
1234567
21.824.527.332.034.036.539.5
10-7/812-1/413-5/8
1617
18-1/419-3/4
3 1 3 1-3/4 3/4
1234567
SES.135SES,.235SES.335SESi-435SES.S35SES~635SES~735
13.5/815-1/2
1718
19-1/221-1/8
23
3-7/16 1-1/4 4 2-1/4 7/8 1-1/21
51
35.840.844.747.351.35~.560.5

~ont~~SHAFTS -COUPLING AND! HANGER END SHAFTS
COUPLING SHAFTS
: : A, I
G G
STANDARD CLOSE COUPLINGDimensions shown ore approximote. Request certified prints for installation.
Part numbers shown are for standard cold rolled shafting. For special shafting, add the following suffixes to
the part numbers shown: -H for hardened shafting; -HT for high-torque shafting.
HANGER END SHAFTS
=£~c ~=~~: IIII ~I III A
=~=--= ~ -1
G
Dimensions shown ore opproximate. Request certified prints for installation.
Part numbers shown are for standard cold railed shafting, add the following suffixes to the part numbers
shown: -H for hardened shafting; -HT for high-torque shafting.
KEYS EAT DIMENSIDNS
52

HANGERS
Style 226:
The Style 226 hanger is the most commonly used in screw c:onveyor appli-cations. Its narrow size and low profile maintains rigidity without compromisingthe material flow. It is designed to mount flush with the trough flarlges and there-fore will not obstruct the trough cover which makes its use desireable with dustand weather tight covers.
Style 220:The Style 220 hanger is identical to Style 226 with the exception that it is
designed for mounting directly to the top of the trough flanges. If it is to be usedin conjunction with trough covers, the cover joints must coincide Y/ith the hanger
positions.
Style 270:
The Style 270 hanger is furnished with a self aligning, sealed ball bearing.This feature reduces friction and thus lowers horsepower requirements makingsuch units desireable for long conveyors or those operating at high speeds.Due to the nature of the ball bearing seal they are not recommended for use in"dirty", gritty or abrasive conditions. An Alemite grease fitting can be suppliedin the event that regreasing is desired.
Style 326:The Style 326 hanger is used in applications where hot materials are con-
veyed which can bring about linear expansion of the conveyor sc:rew. The han-ger support bar is free to slide on angle guide bars to compensate for unequalexpansion between the trough and conveyor screw. Its construction is similarto Style 226 and thus maintains all the advantages thereof.
Style 30:
The Style 30 hanger is used when mounting a hanger to the top flanges ofthe trough cannot be achieved. It mounts to the non-carrying side of the troughand thus minimizes obstruction to the flow of material.
Flared Trough Hangers:
Flared trough hangers are available in any of the above configurations foradaptation to flared troughs as shown on page 76 of this manual.
Hanger Bearings:Hanger bearings of oil impregnated wood, UHMW polyethylene, nylon, hard
iron or babbitt can be supplied for Styles 226, 220, 326 and 30. Numerous othermaterials are available for special applications as shown on page 25 of thismanual. Style 270 on the other hand is available using only the ball bearing
assembly.
1({:lconti~~~~~~53


HANGERS
.
No. 220
'-;:===T~~ l- ~ ~~ HJ~;
B @J
+. 1
-1c~Dimensions shown ore opproximote. Request certified prints for installotion.
1
1-1/2
1-1/22
1-1/22
22-7/16
3
2-7/163
3
33-7/16
33-7/16
3-7/16
SHB-41
SHB-6
SHB-91SHB-92
SHB-10SHB-1
SHB-1220SHB-1225SHB-12~
SHB-1425SHB-1430
SHB-1630
SHB-1830SHB-1835
SHB-2030SHB-2035
4
6
1-1/2
2
22
22
233
33
3
34
34
4
6-1/4
8-3/4
3-5/8
4-1/2
7-1/4
9-3/4
2
2-1/2
1/4
3/8
4
4
1/4
1/4
5
7
911
1012
162128
2633
39
4149
4351
~7
9 12-1/4 6-1/8 13-1/2 2-1/2 3/84 1/4
]() 13-1/~ 6-3/8 14-1/2 2-1/2 4 3/8 1/4
12 7-3/415-3/4 17-1/2 2-1/2 5 1/2 3/8
14 17-3/4 9-1/4 19-1/2 2-1/2 5 1/2 3/8
16 19-3/4 10-5/8 21-1/2 2-1/2 5 1/2 3/8
18 22-1/4 12-1/8 24-1/2 3-1/2 5 5/8 1/2
20 24-1/4 13-1/2 26-1/2 3-1/2 5 5/8 1/2
24 28-1/4 16-1/2 30-1/2 3.1/2 5 5/8 1/2
No. 30r-Aj G 1 FI-
l I~~= r;-rn..~ B 1~,c
1
G"LI ~ ] LEL
"="Dimensions shown are approximate. Request certified prints for installation.
6 1-1/2
1-1/22
1-1/22
22-7/16
3
2-7/163
3
3
3-7/16
33-7/16
7 4-1/2 2
22
22
233
33
3
34
34
4
3 1-1/2
1-1/21-1/2
1-3/41-3/4
22-1/42-1/4
2-1/42-1/4
2-1/4
2-1/23
2-1/23
3
3/4 3/8 1/4SHE-61 ~
SHE-915SHE-920
r
SHE-1015SHE-1020
SHE-1220SHE-1225SHE-1230
SHE-1425SHE-1430
SHE-1630
SHE-1830SHE-1835
SHE-2030SHE-2035
SHE-243p
4
55
66
81318
1719
21
2232
2536
10 6-1/8 1/29 3-1/2 1 3/8
10 11 6-3/8 3-3/4 1/2 3/B
7-3/4 1/213 5-1/4 1-1/4 3/B12
14 15 9-1/4 6-3/4 1-1/4 5/8 3/8
8 5/817 10-5/8 1-1/4 1/216
.19 12-1/8 9-1/8 1-3/818 5/8 1/2
20 21 13-1/2 10-3/8 1-3/8 5/8 1/2
224 ..~ 1"' 3/4 5/8
55

No. 326
HANGERS
6 1-1/2
1-1/22
1-1/22
22-7/16
3
2-7/163
3
33-7/16
33-7/16
3-7/16
SHD-615
SHD-915SHD-920
SHD-1015SHD-1020
SHD-1220SHD-1225SHD-1230
SHD-1425SHD-1430
SHD-1630
SHD-1830SHD-1835
SHD-2030SHD-2035
SHD-2435
7 4-1/2 2
22
22
233
33
3
34
34
4
2-1/2 6 3/4 3/8 1/8 7
910
1012
141925
2331
36
3648
3848
58
9 6-1/810 2-1/2 3/86 3/16
10 11 6-3/8 2-1/2 6 3/8 3/16
12 13 7-3/4 2-1/2 6-1/2 1-1/4 1/2 3/16
14 9-1/415 2-1/2 6-1/2 1-3/8 1/2 1/4
16 17 10-5/8 2-1/2 1-3/86-\
6-1
6-\
1/2 1/4
18 19 12-1/8 3-1/2. 1-5/8 5/8 1/4
20 21 13-1/2 3-1/2 1-5/8 5/8 1/4
24 2S 16-1/2 3-1/2 1-3/4 5/8 5/16
HANGER BEARINGSFor hanger Nos. 30, 220, 226, 326. Also avoiloble in other materials.
SBZ-10
SBZ-15
SBZ-20
SBZ-25
SBZ-30
SBZ-35
SBW-1D
SBW-15
SBW-2D
SBW-25
SBW-3D
SBW-35
SBU-10
SBU-15
SBU-20
SBU-25
SBU-30
SBU-35
1
1-1/2
2
2-7/16
3
3-7/16
588-10
588-15
588-20
588-25
588-30
588-35
581-10
581-15
581-20
581-25
581-30
581-35
For hanger No. 270.
Self-aligning, sealed ball bearing.
1-1/2
2
2-7/16
3
885-15
888-20
888-25
888-30
56
/2
/2r
/2r,

TROUGH ENDS
Trough Ends With Feet:
Trough ends with feet are the most commonly used trough ends. Thebottom flange foot is used to support the conveyor and is complete withslots for bolting the unit in position. All holes are jig punched to assure aproper fit to the trough end. The flange bearing is bolted in position tothe trough end with a bolt pattern dependant on the style of bearing used.It is therefore necessary to stipulate the type of bearing when ordering.
Trough Ends Without Feet:
Trough ends without feet are of identical construction to those withfeet with the exception that the trough is fixed in position using separateflanged feet or saddles. As with trough ends with feet, it is necessary tospecify the type of bearing used when ordering.
Outboard Bearing Trough Ends:
Outboard bearing trough ends are used in conjunction with split glandor packed gland seals. A shelf welded to the trough end acts as a pe-destal to which the pillow block bearing is bolted. The shelf type troughend is interchangeable with all other trough ends and is particularilysuitable for applications conveying hot or abrasive materials from whichthe bearing should be isolated. It is necessary to specify the type of bear-ing used when ordering.
Double Outboard Bearing Trough Ends:
Double outboard bearing trough ends are used in conjunction withtwo pillow blocks for applications that require extreme rigidity and con-centricity of the conveyor shaft. They are most often used at the driveend when a heavy shaft mounted speed reducer is being used to drivethe conveyor. As with single outboard bearing trough ends it is necessaryto specify the type of pillow block used when ordering.
Discharge Trough Ends:
The discharge trough end is used when material is to flow directlyfrom the end of the trough. Due to its size, it is necessary that thetrough' loading not exceed 45% or it will restrict material discharge. Itis available with either a bailor a sleeve type flange bearing which mustbe specified at the time of ordering.
-I I@:i continantallI I~I ,"~I 1"11 I~I 1""11"
57


TUBULAR TROUGH
U-TROUGH,A,
3
8
lA2
l rc
t,
Dimensions shown ore approximote. Request certified prints for
+.
FLARED
IL~ ~ rC
K
59

[~I continan~OUTBOARD BEARING ,rROUGH ENDS
U-TROUGH
IAi
-1I---C
FLARED TROUGH~l 1 1--C II !
p~EL
M~
H
'--F-'Dimensions shown are approximate. Request certified prints for installationNote: Normally supplied with Std. Dim. "N".When specified for use with Type SSG Packed Gland Seal,supplied with SSG Dim. "N".
1-1/21-1/2
21-1/2
22
2-7/163
2-7/16333
3-7/163
3-7/163-7/16
6
9
SSU-615SSU-915SSU-920SSU-1015SSU-1020SSU-1220SSU-1225SSU-1230SSU-1425SSU-1430SSU-1630SSU-1830SSU-1835SSU-2030SSU-2035SSU-2435
19273037415658706880115129139189195246
SST-615SST-915SST-920SST -1015SST-1020SST-1220SST-1225SST-1230SST-1425SST-1430SST-1630SST-1830SST-1835SST-2030SST-2035SST-2435
18242735394951636274105118149178190234
SSV-615SSV-915SSV-920
223136
9-3/4
13-1/2
4-1/2
6-1/8
1-1/2
1-5/8
5-5/8
7-7/8
10 14-1/2 6-3/8 1-3/4 8-7/8
SSV-1220SSV-1225SSV-1230SSV-1425SSV-1430SSV-1630SSV-1830SSV-1835SSV-2030SSV-2035SSV-2435
6364767587125138144196202250
12 17-1/2 7-3/4 2 9-5/8
14
16
18
19-1/2
21-1/2
24-1/2
9-1/4
10-5/8
12-1/8
2
2-1/2
2-1/2
10-7/8
12
13-3/8
20
2426-1/2
30-1/2
13-1/2
16-1/2
2-1/2
2-1/2
15
18-1/8
6
9
1-1/21-1/2
21-1/2
22
2-7/163
2-7/16333
3-7/163
3-7/163-7/16
8-1/8
9-3/8
3/8
3/8
1-3/4
2-5/8
3/16
1/4
16-5/8
21-1/4
3/8
1/2
5-1/25-1/26-3/85-1/26-3/86-3/87-1/8
87-1/8
888
9-3/88
9-3/89-3/8
1010
10-1/410
10.1/410-1/410-3/411-1/210-3/411-1/211-11211-11212-11411-11212-11412-1/4
7
1-1/29
10 9-1/2 1-3/4 3/8 2-7/8 1/4 1/2
12 12-1 f4 1-5/8 1/2 2-3/4 1/4 26-3/8 S/8 10
14
16
18
13-1/2
14-7/8
16
1-5/8
2
2
1/2
S/8
S/8
2-7/8
3-1/4
3-1/4
3//8
3/8
3/8
28-3/8
32-1/2
36-1/2
5/8
5/8
5/8
11
11-1/2
12-1/8
20
24
19-1/4
20
2-1/4
2-1/2
5/8
5/8
3-3/4
4-1/8
3/8
3/8
39-1/2
45-1/2
3/4
3/4
13-1/2
16-1/2
60

~"fJCo n t i~~DOUBLE OUTBOARD BEARING TROUGH ENDS
rA~-'!
f-LM_/
Dimensions shown are approxir:nate. Request certified prints for installation.
6 1-1/2
1-1/2
2
1-~2
2
2-7/16
3
2-7/16,'.
3-~3
3-7/16
3
3-7/16
3-7/16
STU-61~iSTU-91i5 ~~~i
STU-1015
STU-1Q20
STU-1220
STU-1225
STU-1230,~
TU-1 5
STU-1 0
STU-1 0i
STU-1 $0
STU-1$5;
STU-2030
STU-2Q35
STU-2~5
31
53
63
65
75
90
97
99
144
149
162
196
202
227
235
295
9-3/41 4-1/2f1F1-/21 5-5/8T8~ 1 3/8 ,I 3/16' 3/8
9 11-3/8
14-3/4
11-3/8
14-3/4
14-3/4
16-7/8
17-3/16 !--17-]
17-5/16
17-5/16,~
7-5/16 '
18-11/16
17-5/16
118-11/16 'I
18-11/16 I
I
16-3/8
19-3/4
16-3/8
19-3/4
19-3/4
21-7/8
22-3/16
22
22-5/16
22-5/16
22-5/16
23-11/16
22-5/16
23-11/16
23-11/16
13-1/2.1 6-1/SI1-5/SI 7-7/SI 9-3/S~ 1-112 3/8 1/4 1/2
10 14-1/2' 6.3/811~3/41 8-7/819-1/211-3/4 3/8 1/4 1/2
12 17-1/2' 7-3/4 2 9-5/8112-1/4' 1-5/8 1/2 1/4 5/8
14 19-1/219:'1/4 2 10-7/8113-1/211-5/8 1/2 3/8 5/8
16 21-1/2110-5/8~ 2f.1/2 12 14-7/8 2 5/8 3/8 5/8
18 24-1/2112-1/8~ 2.1/2~ 13-3/8 16 2 5/8 3/8 5/8
20 26-1/2113-1/2~ 2.1/2 15
119-1/4'
2-1/4 5/8 3/8 3/4
24 30-1/2116-1;2!2~1/2118-1/8 20 2-1/2 I 5/8 3/8 3/4
61

[~contin~~DISCHARGE TROUGH lENDS
U-TROUGH
I--A--1
H
FLARED TROUGH
rL
Dimensions shown are opproximate. Request certified prints for installotion.
6
9
1-1/2
1-~/2 I
1-1/222
2-7/163
2-7/16333
3-7/163
3-7/163-7/16
SDU-615SDU-915SDU-920SDU-1015SDU-1020SDU-1220SDU-1225SDU-1230SDU-1425SDU-1430SDU-1630SDU-1830SDU-1835SDU-2030SDU-2035SDU-2435
81114111521233426384754657789109
SDV-615SDV-915SDV-920SDV-1015SDV-1020SDV-1220SDV-1225SDV-1230SDV-1425SDV-1430SDV-1630SDV-1830SDV-1835SDV-2030SDV-2035SDV-2435
111520
9-3/4
13-1/2
4-1/2
6-1/8
1-1/2
1-5/8
3/8
3/8
3/16
1/4
16-5/8
21-1/4
7
9
10 14-1/2 6-3/8 1-3/4 3/8 1/4282941334SS663697S8196
12 17-1/2 7-3/4 2 1/2 1/4 26-3/8 10
14
16
18
19-1/2
21-1/2
24-1/2
9-1/4
10-S/8
12-1/8
2
2-1/2
2-1/2
1/2
5/8
5/8
3/8
3/8
3/8
28-3/8
32-1/2
36-1/2
11
11-1/2
12-1/8
20
24
26-1/2
30-1/2
13-1/2
16-1/2
2-1/2
2-1/2
5/8
5/8
3/8
3/8
39-1/2
45-1/2
13-1/2
16-1/2
62

TROUGH END BEARINGS
Ball Bearing Flange Unit:
Flange bearings of this type are commonly used on thenon-thrust end of a screw conveyor. The gray iron housingincorporates a heavy duty single row ball bearing that is self-aligning and has a good radial load capacity.
Roller Bearing Flange Unit:
Roller bearing flange blocks of this type incorporate aheavy, rugged gray iron housing and two tapered roller bearings.The units have a high radial load rating with good thrust capaci-ties. They also will handle slight angular shaft mislalignment.
Sleeve Bearing Flange Unit:
This is a babbited type flange bearing that is used in appli-cations that do not require or are unsuitable for conventional ballor roller bearings. They have no misalignment capabilitieshowever do have good radial load capacities.
Roller Bearing Pillow Blocks:
Are of similar construction to the roller bearing flange unithowever are used in conjunction with shelf type trough ends.
Ball Bearing Pillow Blocks:
Are of similar construction to the ball bear.jng flange unithowever are used in conjunction with shelf type trough ends.
[~~;~~~!~~~~~~~63

TROUGH END BEARINGS
Sleeve Bearing Pillow Blocks:
Are of similar construction to the sleeve bearing flange unithowever are used in conjunction with shelf type trough ends.
~
Type E Thrust Bearings:
The Type E bearing is the most commonly used thrustbearing and is designed to handle medium to heavy thrust loadsin either direction while maintaining good radial load capacities.Thrust is created opposite to the material flow in a screwconveyor which will cause accelerated component wear if notcontained. It is thus advjseable to incorporate a thrust bearing,preferably at the drive end, to keep the conveyor screw in tension.The thrust is contained by snap rings on the shaft on each side ofthe bearing assembly.
,...~
~
Type H Thrust Bearings:
The Type H thrust bearing is used for cases in whichextreme thrust loads are encountered. The shaft is shoulderedand set between two high capacity roller bearings in order toabsorb thrust in both directions. The assembly incorporates liptype seals within the housing thus eliminating the need for exter-nal trough end type seals.
Collar & Washer Thrust Assemblies:
Assemblies of this type are used in conjunction with sleevetype bearings in applications where light thrust loads are encoun-tered. The collar, washer and grooved shaft are mounted outsidethe trough and are intended for use at the discharge end of theconveyor with the conveyor screw in tension.
Bronze Washer Thrust Assemblies:
The bronze washer assembly is mounted inside the con-veyor trough at the inlet end and is designed to handle light,compression thrust loads. It consists of a bronze washer moun-ted between two machined steel washers fitted between thetrough end and pipe. Due to its interior location it is exposedcontinuously to the material being conveyed and thus in someinstances has a limited life.
64

l<i:1 contin~~~~~END BEARINGS I
BALL BEARING FLANGE UNIT
rF=!'D=:;1
!l
D
..-J
1Er-
~~Lftm
'-F Lc---lDimensions shown ore approximote. Request certified prints for instollrltion.
ROLLER BEARING I:LANGE UNIT
B-D-. 1Er-
.[
Lc-.lDimensions shown ore opproximote. Request certified prints for instollation.
SLEEVE BEARING FLANGE UNIT
1
1-1/2
2
2-7/16
3
3-7/16
SBF-10SB
SBF-15SB
SBF-20SB
SBF-25SB
SBF-30SB
SBF-35SB
2.45.0
11.7223553
SBF-10SZ
SBF-15SZ
SBF-20SZ
SBF-25SZ
SBF-30SZ
SBF-35SZ
2.4S.O11.7
223S
S3
4
5-1/4
6-1/2
8
9-1/2
10-3/8
2
3
4
5
6
7
5-
6-7-
8-
3/8
1/2
11/16
7/8
1
1
3/8
1/2
1/2S/8
3/4
3/4
65
3
4
1/4
1/4
1/21/2

1@:lcontinantal,1END BEARINGS
F,
Dimensions shown are approximate. Request certified prints for installation.
ROLLER BEARING PILLOW BLOCK
F,
~~I I--- -bl!1aL I G
ioo 8- C
Dimensions shown ore opproximote. Request certified prints for instollotion.
1-1/2
2
2-7/16
3
3-7/16
SBP-
SBp.
SBP-
SBP-
SBP
10.811.620.527.4
46.5
7':7/8
8-7/8
10-1/2
12
14
3-3/8
3-1/2
4
4-1/2
5
6
6-3/4
8-1/4
9-3/16
10-11/16
6-1 J
7-1 J
8-3,
9.1,
11-5,
2-1/8
2-1/4
2-3/4
3-1/8
3-3/4
1/2
S/8
S/8
3/4
7/8
2-3/8
2-1/2
2-7/83
3-5/8
1-1/4
1-5/16
1-5/8
1-7/8
2-1/4
SLEEVE BEARING PILLOW BLOCK
Dimensions shown ore opproximote. Request certified prints for instollation.
1-1/2
2
2-7/16
3
3-7/16
SBP-
SBP-:
SBP-:
SBP-:
SBP-:
4.4
8.315.624
40
SBP-
SBP-:
SBP-:
SBP-:
SBP-:
4.4
B.315.6
24
40
6-1/4
7-1/2
9-1/4
10-3/4
12
34
5
6
6-7/8
4-3/4
5-7/8
6-7/8
8-1/4
8-7/8
5
6-1/8
7-3/8
8-3/4
9-5/8
J.~3/8
J.-3/4
2-J./8
2- J./2
2-7/8
1/2
5{8
5/8
3/4
7/8
2
2-1/2
3
3-1/2
4
3/4
15/16
1-1/8
1-5/16
1-1/2
J 66
151
201
251
30.1
351
RBRBRBRBRB'2'4
'43/16
116
15882088
258830883588
15522052255230523552

~I continan~THRUST BEARINGS I
TYPE H
Part Nas. shown include bearing and shaft assembly.
Dimensions are approximate. Request certified prints for installation.
TYPEE
IPLATE SEAL
1-1/22
2-7/163
3-7/16
SBE-15DPSBE-20DPSBE-25DPSBE-30DPSBE-35DP
SBESBESBESBESBE
4-1/84-3/85-3/8
67
5-3/85-5/86-7/87-3/49-1/4
4 4-1/44-1/8 5-1/4
4-11/16 5-1/45-3/16 6-1/45-3/4 7-1/4
45567
5-15/166
6-1/86-13/169-1/8
11.2
1/25/83/43/4
1-11'/16 1.3/16
1.11/16 1-1142 1.3/4
2-1/8 1.13/162-318 2.3/8
19
284669
109
1624405893
SEAL HOUSING
1-1/22
2-7/16
3
3-7/16 I
I
SBE-15DH I
SBE-20DHSBE-25DH I
SBE-30DHSBE-35DH
SBE-15EH
SBE-20EHSBE-25EHSBE-30EHI
SBE-35EH
4-1/84-3/85-3/8
67
5-3/85-5/86-7/87-3/49-1/4
5-1/4 4-1/45-3/8 5-1/4
5-15/16 5-1/46-7/16 6-1/47-1/2 7-1/4
45567
5-1.5/1.66
6-1./86-13/1.6
19-1/8
]/21/25/83/43/4
2-15/162-15/163-1/43-3/84-1/8
1-3/161-1/41-3/4
1-13/162-3/8
23.533.552
79.5120
20294668104
67
-15EP-20EP-25EP
-30EP
-35EP

[~ontin~~THRUST BEARINGS
COLLARS AND WASHERS
WASHER
--JA
COLLAR
~J:t
Part Nos. shawn include collar, washer, and shaft.
Dimensions are approximate. Request certified prints for installation
BRONZE WASHER
/'~ 13/4
!1:':':::'~~-1;:~:':::;T7~~-' ~~ -~ .11,
L___~::,-~:, :::::;-=::E:$
Part Nas. shawn include ane bronze and two steel washers.
Dimensions are approximate. Request certified prints for installation
1-1/2
2
2-7/16
3
3-7/16
SWB-15
SWB-20
SWB-25
SWB-30
SWB-35
2
2
3
3
4
68

TROUGH END SEALS
Packing Seal Housing:
Packing type seals are used in conjunction with waste packing or acartridge type lip or felt seal. They bolt between the trough end and theflange bearing however can be mounted independently for use with ashelf type trough end. The housing incorporates a wide opening at thetop to facilitate waste repacking along with strategic holes for oiling.They simply but effectively isolate the bearing from the trough end andpotential material carry through around the shaft.
Plate Seal:
Plate type seals are a simple, economical yet effective device whichcan be bolted between the trough end and flange bearing or used inconjunction with a shelf type trough end. Standard units incorporate abraided packing material that is compressed around the conveyor shaftwhen the seal is tightened in position to the trough end, however can alsobe supplied with a lip type seal if required.
Split Gland Seal:
Split gland seals use a braided packing material which is compres-sed between a split adjustable housing to facilitate packing replacementand regulate the compression applied to the packing. They can be moun-ted either inside or outside the trough and are generally used in conjunc-tion with a shelf type trough end.
Packed Gland Seal:The packed gland seal is used for severe applications that require ef-
fective sealing under all conditions. They can be used under both positi-ve and negative pressure and can seal the trough either internally or ex-ternally. A braided packing media is compressed around the shaft bytwo compression bolts which can be used in conjunction with lanternrings and/or grease fittings depending on the application. Due to theirconfiguration they can only be used in conjunction with a shelf type troughend.
[~;~~~!!~~~~~~69

I~I continan~SHAn SEALS
PLATE SEAL
iA
tI~D-JI J.L-B~ c L
Dimensions shown ore opproximote. Request certified prints for instollotion.
5-3/8
6-1/27
7-3/4
9-1/4
1/2
5/8
5/8
3/4
3/4
SSP-15RB
SSP-20RB
SSP-25RB
SSP-30RB
SSP-35RB
1-1/22
2-7/16
3
3-7/16
SSP-15BB
SSP-20BB
SSP-25BB
SSP-30BB
SSP-35BB
4
5-1/8
5-5/8
6
6-3/4
5-3/8
6-1/27
7-3/4
9-1/4
4-1/8
4-3/8
5-3/8
6
7
1/2
1/2
5/8
3/4
3/4
1/2
1/21/2
1/2
5/8
2
34
5
8
70

[~ntina n~SHAFT SEALS
"It-I!F-SPLIT GLAND SEAL~
1 .-~T I L- rtt-:
r DBA i:: Ii, i I ~L""_~,
i ~ T "t:I-E-J ~~r
Dimensions shown are approximate. Request certified prints for installation.
.
PACKED GLAND SEAL
F- ~;Q:E° DB
, I" =--'-
!l-o--J1i---B~
Dimensions shown ore opproximate. Request certified prints for installation.
1-1/2
2
2-7/16
3
3-7/16
SSG-15
SSG-20
SSG-25
SSG-30
SSG-35
5-3/86-1/2
7
7-3/4
9-1/4
4
5-1/8
5-5/86
6-3/4
1/2
5/8
5/8
3/4
3/4
14
18
2127
30
71

TROUGHS
Formed Flange Troughs:
Formed flange troughs are the most commonly utilized typeof U- Trough. The top flange is formed from the same steel as thetrough thereby providing rigid onepiece housing section. Theend flanges are jig welded in special positioning machinery forperfect alignment with the other sections.
Angle Flange Troughs:
Angle flange troughs are fabricated using a heavy structuralsteel angle welded flush with the top of the trough edge. The weldsare intermittent however can be continuous seam welds in theevent that dust tight construction is required. The end flanges arejig welded in special positioning machinery for perfect alignmentwith other sections.
Channel Troughs:
Channel troughs are commonly utilized for conveyorshaving long distances between conveyor supports. The troughsides are fabricated of structural steel channels that impart greatrigidity to the trough. A contoured section is bolted or clampedin position. Troughs of this type are useful for abrasive applica-tions that require frequent replacement of the lower trough sec-tion.
Drop Bottom Troughs:
Drop bottom troughs are used in applications where quickconvenient access to the conveyor interior is required. The bot-tom trough consists of rigid upper side channels to which alower contoured section is attached. One side of the lowercontoured section is hinged while the other is attached usingspring clamps or other quick opening clamps.
Flanged Tubular Troughs:
Tubular housings are inherently dust and weather tight.They are most often used when full cross sectional loads must bemaintained such as in steep angle conveying. The trough sectionconsists of two semi-circular halves bolted together along theflanges to form a tubular housing.
Solid Tubular Troughs:
The solid tubular housing maintains all the characteristics ofthe formed tubular housing with the exception that it is rolledfrom a single plate and continuously welded at the seam for dustand weather tightness.
72

Formed Flange Rectangular Troughs:
Formed flange rectangular troughs are formed from a singleplate and are commonly used for highly abrasive applications. Thematerial builds up to form its own trough bottom thl.Js preventingdirect abrasion against the trough wall.
Angle Flange Rectangular Troughs:
Angle flange rectangular troughs are identical to the formedflange type with the exception that the flange consists of a heavystructural steel angle welded flush with the top of the trough edge.The welds are intermittent however can be continuous seam weldsin the event that dust tightness is required.
Flared Troughs:
Flared troughs are primarily used to handle sticky or slightlyviscous materials and are used in conjunction with ribbonconveyors. The flared trough sides improve the feeding andconveying action in such cases. The flanges are formed from thesame plate as the trough and the end flanges are jig welded toensure perfect alignment.
End Flanges:
Trough end flanges are cold formed on special machineryand jig punched to assure dimensional accuracy in order thattrough sections will align perfectly.
,
Trough Saddles & Support Feet:
Trough saddles are used to support the trough at interme-diate points between trough flanges and are normally weldeddirectly to the trough. Support feet on the other hand are boltedto the end flange and are used to support the trough sections.
r~~73

tl'l'a&nD9 pJDpUDJS = .
II L-Ot8/£-Ot
9L/S-OE
l/l-9l8/£-9l
9l/S-9l
II L -~a8/£-~l
9l/S-~l~ Il-~l
l/l-ll8/£-lZ
9l/S-ll~/l-ll
l/l-6L8/£-6l
9l/S-6l~/l-6l
lIt-it8/£-LI
9l/S-LI~/l-Ll
l/l-~l8/£-~l
9l/S-~l~I L-~L
9l/£-~l
l/l-£l8/£-£1
9l/S-£1~/l-£1
9l/£-£1
81L-69l/£l-6
~/£-69l1 LL-6
8/S-6
~/l-LI9L/£-L
8/l-L
IL60l l£OVl-~lS! ~OO ~ LOVl=~lS
61l'99S£tt
£19
S8t£8£
19S
9tttS£00£
lit69£l8l6£l
I£OPI.-:)lS 61tLOPI.-:)lS 6l£
0I.PI.-:)lSI8SlGI.PI.-:)lS 91l
£Oll.-:)18 19£
LOll.-:)lS'l8llOl.ll.-:)lS SU'
ll.ll.-:)18 061
l6l££ll81lSI611
08lIU
ell, Stl
SII
6S1Sll
SOL
£8£l
I18 I
t99S
I
f;OV~.'v'.lS 569
LOv~.'v'.lS 9lS
O~O~.'v'.lS £6£
f;OO~.'v'lS L9SLOO~-'v'.lS L~~,O~O~.'v'.lS
6l£
f;O9~.'v'.lS O£SLO9~.'v'.lS lO~OI.9~-'v'.lS 00£~~9~.'v'.lS O~lIf;O91..'v'.lS
~9~LO9~.'v'lS O~£O~9~.'v'.lS 09l~~9~.'v'.lS 90l
f;Ov~.'v'.lS ll~LOv~.'v'.lS lL£O~v~-'v'.lS L£l~~v~-'v'.lS ~9L
f;O~~-'v'.lS lS£LO~~-'v'.lS 69lOI.~I..'v'.lS OOl~~~~.'v'.lS 9~L
E:OO~-'v'.lS ~O£LOO~-'v'.lS 6UO~O~.'v'.lS Oil~~O~.'v'.lS O£Lv~O~-'v'.lS l6
E:06.'v'.lS 99lLO6-'v'.lS 9LlO~6-'v'.lS 09L~~6-'v'.lS illv~6.'v'.lS L6
LO9.'v'lS SSLO~9-'v'lS ~LL~1.9.'v'.lS 06vI.9.'v'.lS ~9
I 9~9.'v'.lS lS
~~v-'v'.lS £lv~v.'v'.lS ~S9~v.'v'.lS ~~
£OPG-~.LSLOPG-~.LSO~PG-~.LS
£OOG-~.LSLOOG-~.LSO~OG-~.LS
£O8~-~.LS
LO8~-~.LSIO~8~-~.LSiG~8~-~.LS
£O9~-~.LSLO9~-~.LSO~9~-~.LSG~9~-~.LS
£OP~-~.LSLOP~-~.LSO~P~-~.LS
G~p~-~.LSI£OG~-~.LSLOG~-~.LSO~G~-~.LSG~G~-~.LS
SOO~-~.LSLOO~-~.LSO~O~-~.LSi
i G~O~-~.LSIP~O~-~.LS
£O6-~.LSILO6-~.LSO~6:~.LSG~6-~.LSP~6-~.LS
LO9-~.LSO~9-~lSG~9-~.LS
I'
P~9-~.LS
9~9-~.LSIG~P-~.LSP~P-~lS9~P-~.LS
I "tl I,,91/£
01-
"tl I,,91/£
01-
"tl I,,91/£
01ll-
"tl I,,91/£
01ll-
"tl I,,91/£
01-ll -
"tl I,,91/£
01ll-
"tl I,,91/£
01IItl -
"tl I,,91/£
01IItl-
',,91/£
01IItl91-
III tl91-
.1£-1£ SL l/l-l l/l-91 Sl Fl
69LL89619I
I.L 999
£09
£00l-:).18
LOOl-:).18
0~Ol-:).18i
£08 ~ -:).18
1L08~-::).18
~O ~8 ~ -:).18
II II L-llL II L-£ L L~ Ol
Sl lL l/l-l 9/ L-lL 61Bl
~/l-ll Ol l 8/S-0l il 91
.1£-6l 6 l ~/l-6 Sl ~L
lit-it L ~ £l~/£-l. II
l/l-l 9/£-9 LL 01
£06-L06-0~6-l~6-
.I£-£l l/l-l 9/l-9 Ot9 6
l.8 COvl-alS689 LOvl-alS99S O~vl-alS
9£l COOl-alS809 LOOl-alS90S IO~Ol-alS
.89 COg~-alS69S LOg~-alSll. IO~g~-alS
£l. l~g~-alS
S.S CO9~-alSl.. L09~-alS
09£ O~9~-alSIll£ l~9~-alS
l6. COv~-alS 9lSlO. LOv~-alS 99.
1££ O~v~-alS St.68l l~v~-alS'l8£
.£. £Ol~-alS SSt09£ LOl~-alS £Ot86l O~l~-alS 6S££9l l~l~-alS £££
IiIS£ £OO~-alS' -l8l LOO~-alS -
9£l O~O~-alS90l l~O~-alS£ll v~O~-alS
.££ £06-alS l££sa I L06-als l l6Z al O~6-alS 6Sl
661 l~6-alS 6£l
691 v~6-alS
£Ol LO9-alsl£Ol
691 O~9-alS I8l16.1 I l~9-alS .91al v~9-als6.1III 9~9-alS
I
L09-~lSO~9-~lS~~9-~lS,v~9-~lS
lit-.~I 1-01 ~ pll-l L 9
s8/S-£ v
WOU08 dOJQ 18UUDIf)
.UO!~DIID~SU!
JO! s~u!Jd pa!!!~JaJ ~sanbaH .a~Dw!xoJddD aJD UMO4S suo!suaw!o
H9nOH.LWOllO8
dOHOH9nOI.LliNNYH)
.Jo~DoJ6 JD ,,9l/£ = 1 oJo4M po~~!WO o6UDI! oP!S "V/£-
H9nO11-nJ9NY1~J19NY
H9nOH.L-nJ9NY1~
aJWHO~
SH9nOHJ.HOAJANO)
I"D~UDU!~UO~ I::P}I
~.LSI~.LS
~.LS~.LS

[~;]~~~~~~~~~~~CONVEYOR TROUGHS
FORMED
TUBULARTROUGH
SOLIDTUBULARTROUGH
FORMEDFLANGERECTANGULAR
ANGLE
FLANGE
RECTANGULAR
L 3/4" side flange omitted where T=3/16" or greater.
Formed Flange
Tubular
Solid
Tubular
Dimensions shown ore opproximote.
Request certified prints for instollationAngle FIQI1ge
RectangulQrRectangular
STT-616STT-614STT-612STT-61 0STT-607I~
TT-914 TT-912STT':91
0STT-907
STT-903STT-1014
STT -1012STT-1010STT-1007
STT-1003
-16
14
t2
10
3/16
-14
12
10
3/16
1/4'
-14
12
10
3/16'1/4"
14
-12
10
3/16'1/4"
14
-12
10
3/16"
1/4"
-12
10
3/16'
1/4"
-12
10
3/16"
1/4"
12
-10
3/16"
1/4"
12
-10
3/16'
1/4"
ISTS-6161STS-614 ,'STS-612STS-610,STS-607
STS-914STS-912STS-91 0STS-907I
STS-903
STS-1014ISTS-1012STS-1010STS-1007
sTs-10031
64
78109
138
188
111
153
192
259
343
119
164
206278
367
536591
115156
95131164221292
103142178240316
STR-616STR-614STR-612
51 I STP-616 66 STP-614
91 STP-612
89103
142
9-5/89-11/169-3/49-13/169-7/8
13-3/1613-1/413-5/1613-3/813-1/2
14-3/1614-1/414-5/1614-31814-1/2
17-3/1617-1/417-5/1617-3/817-1/2
19-3/1619-1/419-5/1619-3/819-1/2
7)-1/421-5/1621-3/821-1/2
24-1/424-5/1624-3/824-1/2
26-1/426-5/1626-3/826-1/2
30-1/430-5/1630-3/830-1/2
67 4-1/2 . 1-1/4
98 STP-914134 STP-912172 STP-910228 STP-907
130
161
192
248
910 6-1/8 1-1/2
10}] 1-1/2
STR-1214 124
STR-1212 170STR-1210 216STR-1207 291
STP-1214 176STP-1212 218STP-1210 260STP-1207 316
STT-STT-STT-STT-
200 STS-1212 170
251 STS-1210 213
338 STS-1207 286446 STS-1203 377
1113 7-3/4 2
'STR-1414 140 STP-1414STR-1412 192 STP-1412STR-1410 245 STP-1410STR-1407 330 STP-1407
192240288355
STS-1412STS-1410STS-1407STS-1403
STS-161~STS-1610STS-1601STS-160j
STS-1812STS-181QSTS-1807STS-1803
TT-1412TT-1410TT-1407TT-1403
TT-1612TT-1610
STT-1607STT-1603
STT-1812STT-1810S'rT -1807STT-1803
231290390515
260326438578
301375503661
201252338446
230288386509
264328439576
1415 9-1/4 2
STR-STR-STR-STR-
STR-STR-STR-STR-
STR-STR-STR-Si"R-
STR-STR-STR-STR-
2)4273375502
248315
432576
283360495660
374475653870
8T8T8T8T
8T8T8T8T
8T8T8T5T
8T8T8T8T
262
316
411
527
311
373
482
608
346
418
544
698
434
530
698
908
16 17 10-5/8 2
1819 12-1/8 2-1/2
'STT-20101 410 I STS-2010 1 363 STT-2007 549 STS-2007 485
STT-2003 724 STS-2003 639
20 21 13-1/2 2-1/2
STT-241
0 485 STS~2410 1 ~38STT-2407 649 STS-2407 585STT-2403 855 STS-2403 770
24 25 16-1/2 2-1/2
.Standard Gauge75
STR-914STR-912STR-910STR-907
1212121012071203
1612161016071603
1812181018071803
2012201020072003
2412241024072403
P-1P-1P-1
P-1
P-1P-1
P-1P-1
P-2P-2P-2P-2
P-2P-2P-2P-2
612610607603
812810807803
'012010007003
412:410407:403

9L
°a6nD9 pJDpUDIS = .
l/l-S~8/£-S~~/l-S~
l/l-6£8/£-6£~ Il-6£
l/l-9£8/£-9£~ Il-9£
l/l-l£8/£-l£~ Il-l£
8/£-8l~/l-8l~/l-8l
8/£-9l~/l-9l~/l-9l
~/l-ll~/l-ll
8/S-9l8/S-9l
£Ov~-AJ.SLOv~-AJ.SO~v~-AJ.S
£OO~-AJ.SLOO~-AJ.SO~O~-AJ.S
£O8~-/\lSLO8~-AJ.SO~8~-AJ.S
£O9~-AJ.SLO9~-AJ.SO~9~-AJ.S
LOv~-AJ.SO~v~'AJ.S~~v~-AJ.S
LO~~-AJ.SO~~~-/\lS~~~~-AJ.S
O~6-/\lS~~6-AJ.S
~~9-/\lSv~9-AJ.S
99990SL9E
6LSl~~LEE
9~S9L~lLE
66~6LE19l
O~EESllOl
90£9ll69L
99L9~L
OLL9L
..~/ L
..9L/£
OL-
..~/ L
..9L/~
OL-
.,~/ L
..9L/&
OL-
.,~/ L
..9L/£
OL-
..9L/£
OLlL-
,.9L/t
OLlL-OL
lL-lL
~L-
l/l-ll l/l-l l/l-9l OF vl
l/l-OI ~/l-~ ~I L-EL vE Ol
II L-6 l/l-l 8/l-ll IE 8L
~/l-8 l lIl-11 8l 91
l/l-l l 11 Vl .l
l/l-9 l Ol II II
s l)t-t at6 6
l/l-£ ., L -L l vl 9
.UO!~OIlO~SU! JO! s~u!Jd pa!!!~Ja) ~sanba~ .a~ow!xoJddo aJO UMO4S suo!suaw!Q
H9nOHJ. a~HY1~
H9nOH.L aJHY1~
I"D~UDUI~UO~ !::})I

/<i::1 continantal,'CONVEYOR TROUGHS -COMPONENTS
END FLANGES
iA1
C~U.TROUGH
SFR-4SFR-6SFR-9.SFR-10SFR-12SFR-14SFR-16SFR-18SFR-20SFR-24
46910121416
18
2024
SFU-4SFU-6SFU-9SFU-10SFU-12SFU-14SFU-16SFU-18SFU-20SFU-24
SFT-4SFT-6
SFT.,9SFT-10SFT-12SFT-14SFT-16SFT-18SFT-20SFT-24
SFV-4SFV-6SFV-9SFV-10SFV-12SFV-14SFV-16SFV-18SFV-20SFV-24
5-1/47-1/410-1/411-1/413-1/415-1/417-1/419-1/421-1/425-1/4
3-7/164-1/45-7/86-1/87-1/2
910-3/8
11-13/1613-3/1616-3/16 i
11-1/41-1/21-1/2
222
2-1/22-1/22-1/2
2-5/83-5/85-1/85-5/8
6-5/87-5/88-5/89-5/810-5/812-5/8
3/83/83/83/81/21/25/85/85/85/8
7-3/810-1/211-1/213-1/215-1/217-1/219-1/221-1/225-1/2
6-3/48-3/4
14-1/418-1/4
9-3/410-3/411-1/4
11-13/1613-3/1616-3/16
22-1/424-1/428-1/431-1/434-1/440-1/4
6-3/47-3/48-3/49-3/410-3/412-3/4
SADDLES & SUPPORT FOOT
1Gr
~jL~E
~~~_'A]F -[~==A.=:1-
-to-. ,
J~:~j tJL-C--J ~EL
~ l.!rft~-~ A =:J- F
,--i-S /~ l..~c,/Lr l'1 J
L-c--J
Dimensions shown ore opproximote. Request certified prints for instollotion.
77
RECT. TROUGH FLARED TROUGH
Dimensions shown ore opproximote. Request certified prints for instollotion.
FLANGE THICKNESS: 1/4 "for sizes 6" to 16"; 3/8" for sizes 18" to 24".See 8olt Requirement Section for quontity ond loyout of bolt holes.
22-1/224-1/228-1/231-1/234-1/240-1/2

8L
.uJa»ed ~Ioq a6uel! a6Je4~S!p pJepue~sa4~ 4~!M pall!Jp aJe sa6uel! wo»oq a4.l .sJo~en~~e ~!~ewnaud 4~!MJO sws!ue4~aw uo!u!d pUB >t~eJ pa~eJado laa4M U!e4~ JO pue4 4~!Malqel!eJ\e aJe Aa4~ sa~e6 ap!IS leUO!~uaJ\uo~ 4~!M S\;j .aJa4dsow~ea4~ O~ palPue4 6u!aq le!Ja~eW a4~!O ade~sa a4~ ~uaJ\aJd O~ pasol~uaAla~aldwo~ pa4S!UJn! aJe WS!Ue4~aW ap!IS pUB a~e6 a4.l 'SUO!~-eJn6!!uo~ paJ\Jn~ pUe~el! 4~Oq U! alqel!eJ\e aJe sa~e6~46!~~sna
:saleD ap!IS paAJn~ puv lel~ 146!.lISna
"JOlEm::>E::>!lEWn8Ud E JO uo!u!d pUB )f::>EJ E J84l!8 4l!M p8!lddns 8q UE::> l!8lE6lEIl 84l4l!M SV "46noJl 84l °lIE!J8lEW liE S8U!!UO::> Aq8J84l pUB8lE6 8P!IS 8dAllEIl 84l 8P!SU! ll81IE!J8lEW IEnp!S8J 84l S8lEU!W!188P!IS p8J\Jn::> 841. "lI8Sl! 46noJl 84l Ol AIIEJ68lU! p8lunow S! l! lE4l pUB46noJl JOA8J\UO::l 84l S84::>lEW lE4l 8P!IS p8JnOluo::> E SE4 l! lE4l UO!l-d8::>X8 84l 4l!M l!Un lEll 84l Ol JEI!W!S S! 8lE6 8P!IS p8J\Jn::> 84.l
:sa.e~ ap!IS pal\Jn:)
.Jo~en~~e ~!~ewn8ud e Lj~!M p8!lddns 8q osle ue~ J8A8MOLjle8LjM U!eLj~ ~e>t~od JO pueLj e J8Lj~!e I\q pe~en~~e S! e~e5 ep!IS~el~ eLj.L .uJe~~ed ~Ioq pJepue~s eLj~ Lj~!M P811!JP S! e5uel~ wo~~oqs~1 .e5uel~ ~nods eLj~ o~ 1\1~~eJ!p s~loq pUB s~nods 85JeLj~s!p pJep-ue~s Lj~!M 8Sn JO~ peu5!sep S! e~e5 UO!U!d pUB >t~eJ ~el~ 8Lj.L
:sale~ aP!IS lel~
.~u!od e6Je4~S!p leu!le4~ ~sed le!Je~ew lo Jel\O AJJe~ OU s! eJe4~ 'JOAel\UO~ e4~ lo pueeweJ~xe e4~ ~e pe~e~ol s! ~! esne~e8 'uJe~~ed ~Ioq ~nods e6Je4~-S!P pJepue~s e4~ 4~!M pell!Jp S! e6uell wo~~oq e4~ el!4M e~eldpue 46noJ~ e4~ o~ AI~~eJ!p 6u!~loq JOl pell!Jp S! e6uell pue e41..~u!od e6Je4~S!p leu!l e4~ ~e pesn eJe eJn~eu S!4~ lo s~nods
:slnods a6Je4:>S!C pu3 4snl~
.uJa~~Bd ~Ioq pJBpUB~S a4~ 4~!M pall!Jp aJB Sa6UBI!wo~~oq a4.i "JOAa"UO~ a4~ o~ lallBJBd Uo!~BJado JO! JO ap!S Ja4~!aWOJ! 6u!uado JO! pauo!~!sod aq ABW ap!IS a4.i "MOl! IB!Ja~BW!O IOJ~UO~ a4~ JO! ap!IS PUB4 B sa~BJodJO~U! ~! ~B4~ uo!~da~xa a4~4~!M ~nods a6JB4~S!P pJBpUB~S a4~ O~ IB~!~Uap! S! ~nods a4.i
:ap!IS pueH lft!M tnods a6Jelf:>S!O pJepUetS
"Alqwesse ~Ue!UeAUO~ pUB A~!I!qee6-Ue4~Je~U! JO! uJe~~ed ~Ioq e6Je4~S!p pJepUe~S e4~ 4~!M pell!JpeJe se6uel! wo~~oq e4.l .uo!~elle~SU! Pie!! JO! esool pe4S!UJn!eq JeAeMO4 ue~ Ae4.l '46noJ~ e4~ O~ Uo!~!sod U! pepleM dO4SAileJeue6 eJe pUB 46noJ~ e4~ !O e6ne6 e4~ uo 6u!puedep sesseu->t~!4~ SnO!JeA U! pe~e~!Jqe! eJe s~nods e6Je4~S!p pJepue~s
:Slnods a6Je4:>S!C pJepUelS
S3l. Y~ 3allS aNY Sl.nOdS 3~HYH:>Sla

1<i::1 contina~DISCHARGE SPOUT STANDARD DISCHARGE SPOUT
r B-1C,,""OFOOOOOOOOOOOOOOOOOO 1 ~~
!~~~- L!::.1cc ,,' j.. "'c L
If:'' T ~-1I--A
STANDARD DISCHARGE SPOUTWITH HAND SLIDE.
FLUSH END DISCHAltGE SPOUT
Dimensions shown ore approximote. Request certified prints for instollation.
Note: See Bolt Requirement Section for discharge flange bolt pattern.
16-14 go.12 go.
16-14-1210-3/1614-12-103/16-1/414-12-103/16-1/4
12-103/16-1/4
12-103/16-1/4
12-103fl6-1/4
12-103/16-1/4
103/16-1/4
103/16-1/4
1412
11111
3/1
3/1
3/1
3/1
3/1
3/1
3/
880-416880-412880-616880-612880-914880-912880-1014880-1010880-1212880-1207880-1412880-1407880-1612880-1607880-1812880-1807880-2012880-2007880-2412880-2407
2
34
6
8
13
10
16
17
292238
2140
32
60
40
67
52
87
SFD-416SFD-412SFD-616SFD-612SFD-914SFD-912SFD-1014SFD-1010SFD-1212SFD-1207SFD-1412SFD-1407SFD-1612SFD-1607SFD-1812SFD-1807SFD-2012SFD-2007SFD-2412SFD-2407
SDH-416SDH-412SDH-616SDH-612SDH-914SDH-912SDH-1014SDH-1010SDH-1212SDH-1207SDH-1412SDH-1407SDH-1612SDH-1607SDH-1812SDH-1807SDH-2012SDH-2007SDH-2412SDH-2407
4 67
11
13
1822
21
2736
48
46
62
49
68
69
9791
118
116
151
1235610812132217291630
234530503965
6
9
10
12
14
16
18
20
24
4
6
9
10
12
14
16
18
20
24
5
7
10
11
13
15
17
19
21
25
4-1/2
6
8
9
10-1/2
11-1/2
13-1/2
14-1/2
15-1/2
17-1/2
2-1/2
3-1/2
5
5-1/2
6-1/2
7-1/2
8-1/2
9-1/2
10-1/2
12-1/2
4-5/8
5-5/8
7-7/88-7/8
9-5/8
10-7/812
13-3/8
15
18-1/8
3-3/4
5
7-1/8
7-7/8
8-7/8
10-1/8
11-1/8
12-3/813-3/8
15-3/8
11
14
19
20
24
27
30
33
3642
79
go
go4240216216216216216216216

08
£l
Ol
l/l-8l
l/l-9l
l/l-Sl
Sl
£l
l/l-ll
Ol
£l
II
lIt-ItlIt-at
lIt-atlIt-at
lIt-at
Ol
6
~/1-61
~/I-LI
~/1-91
~I
.1
&1
~/I-IIII
8
tt
If:
Sf:
lIt-Of:
l/l-lll/l-~l
U
Ol
l/l-S l
l/l-9l
l/l-S"9
l/l-l9
S"S"
OS"
l/l-£~
6£
9£
l/l-8l
9/&-S l
9/&-&l
9/&-~ l
9/l-ll
9/l-0l
91l-99ll-l
9/l-l
S
~/l-ll~/l-S l
~/l-.l~/l-£ l
~/l-ll~/l-OI
6
8
9
Sl
Il
61
II
SI
£1
II
01
l
~l
Ol
aL
9L
~L
lL
OL
6
9
GVVS8£OS£
90£SO£v9G
L~GS8~tOG9L~vL~SS~
G~~L668~8GS~S
lBvBlvBB£Lv£6££96lBvl6~lBllvOlv6~9L~9£~Ll~~ ~ ~
£O~vL£L
dLOv~-::>asd~~v~-::>asdLOO~-::>aSd~ ~o~-::>asdLOB~-::>aSd~~B~-::>aSdLO9~-::>aSd~~9~-::>aSdLOv~-::>asd~~v~-::>asdLO~~-::>asd~ ~~ ~ -::>asdO~O~-::>asdv~O~-::>asdO~6-::>aSdv~6-::>aSd~~9-::>aSd9~9-::>aS
VlJLOvl-:)OSVlJl ~ vl-:)OS
VlJLOOl-:)OSVlJl ~Ol-:)OSVlJLOS ~ -:)OSVlJl~S~-:)OSVlJLO9~-:)OSVlJl~9~-:)OSVlJLOv ~ -:)OS~l~v~-:)OS~LOl ~ -:)OSVlJl~l~-:)OS~O ~O ~ -:)OS~v ~O ~ -:)OS
VlJO ~6-:)OS~v ~6-:)OSVlJl ~9-:)OSVlJ9 ~9-~aS
9£17
69£
£g£9~£
90£
69l9ll66~
LOl99~
9L~09~
17l~9~~
~O~
176
L999
dLO~l-,jasdl~~l-,jaSdLOOl-,jaSdl~Ol-,jaSdLO8~-,jaSdl~8~-,jaSdLO9~-,jaSdl~9~-,jaSdLO~~-,jasdl~~~-,jasdLOl~-,jaSdl~l~-,jasdO~O~-,jasd~~O~-,jasdO~6-,jaSd~~6-,jaSdl~9-,jaSd9~9-,jaS
lO1709ES~EallLLl
017lL6~gg~
9S~09~B9~~17~
lO~l6~S17L
L17
917
~LOvl-.:Jas~l~vl-.:JaS~LOOl-.:JaS~l~Ol-.:JaS~LOB~-.:JaS~l~B~-.:JaS~LO9~-.:JaS~l~9~-.:JaS~LOv~-.:Jas~l~v~-.:Jas~LOl~-.:JaS~l~l~-.:JaS~o~o~-.:Jas~v~o~-.:Jas
~O~6-.:JaS~v~6-.:JaS~l~9-.:JaS~9~9-.:JaS
9~/£l~
9~/£l~
9~/£
l~9~/£l~
9~/£
l~'9~/£
ll-
91-/£l~01-
vI-
l~"eo v~
~/1-91/E01
~/1-91/E01
~/1-91/EOl-ll
~/1-91/EOl-ll
~/1-91/EOl-ll
~/1-91/EOl-ll
~/1-91/EOI-ll-~1~I 1-91/EOI-ll-~1
91/E'D60L-lL-~L-91
~l
Ol
at
9L
vL
lL
OL
6
9
S lROdS J9HYH)SIO
I"D~UDU!~UO~ I~~

~contin~~DISCHARGE SPOUTS
Dimensions shown ore opproximote. Request certified prints for instlJllotion.Note: See Bolt Requirement Section for discharge flange bolt patterr .
16.14.12go.10.3f1614.12.103f16.1f414.12.103f16.1f4
12.103f16.1f4
12.103f16.1f4
12.103f16.1f4
12.103f16.1f4
103f16.1f4
103f16.1f4
16 ga.121410141012
3/1612
3/1612
3/1612
3/1612
3/1612
3/16
SGF-616MSGF-612MSGF-914MSGF-910MSGF-1014MSGF-1010MSGF-1212MSGF-1207MSGF-1412MSGF-1407MSGF-1612MSGF-1607MSGF-1812MSGF-1807MSGF-2012MSGF-2007MSGF-2412MSGF-2407M
31324757616693103J15117117132
155172180191
223250
SGF-616PSGF-612PSGF-914PSGF-910PSGF-1014PSGF-1010PSGF-1212PSGF-1207PSGF-1412PSGF-1407PSGF-1612PSGF-1607PSGF-1812PSGF-1807PSGF-2012PSGF-2007PSGF-2412PSGF-2407P
6 SGC-616MSGC-612MSGC-914MSGC-910MSGC-1014MSGC-1010MSGC-1212MSGC-1207MSGC-1412MSGC-1407MSGC-1612MSGC-1607MSGC-1812MSGC-1807MSGC-2012MSGC-2007MSGC-2412MSGC-2407M
515567
79
84
88
112
121
140
141
148
160
184
203
217
226
262
286
262741535862718682101
90111129156144176187230
SGC-616PSGC-612PSGC-914PSGC-910PSGC-1014PSGC-1010PSGC-1212PSGC-1207PSGC-1412PSGC-1407PSGC-1612PSGC-1607PSGC-1812PSGC-1807PSGC-2012PSGC-2007PSGC-2412PSGC-2407P
49
52
63
7784
86
92
106
110
125
124
142
161
190
185
214
230
270
9
10
12
14
16
18
20
24
6
9
10
12
14
16
18
2024
7
10
11
13
lS
17
19
21
2S
6
8
9
10-1
11-1
13-1
14-1
15-1
17-1
5
7-1/8
7-7/8
8-7/8
10-1/8
11-1/8
12-3/8
13-3/8
15-3/8
16-1/2
2020-1/2
23-1/2
24-1/2
26-1/2
30-1/2
33-1/2
39-1/2
8-1/2
10
11
12-1/2
13-1/2
14-1/2
16
17
19
9-1/4
11-1/211
12-1/2
13-3/4
14-1/2
16
17-1/2
23-1/2
9-13~1611-15/16
12-11/16
13-11/16
14-15/16
15-15/16
17-3116
18-1/4
20-7/8
.81
12
12
12
12
12.12

'l9
.Ll5noJ~ edA~n pJepUe~S e U!LI~!M peJ!nbeJ S! uo!~~es SSOJ~ Jelnqn~ e sselunJOAeAUO~ lO LI~5uel eJ !~ue ue JeAO pesn wapleS eJe AeLl.l .sJepeelMeJ~S U! ~eIU! eLl~ Je~le AI~~eJ!p eilleq e se JO SJOAeAUO~ MeJ~SpeU!I~u! U! se LI~ns suO!~e~!ldde JOl Uo!~~es SSOJ~ Jelnqn~ e e~eeJ~O~ Ll5noJ~ pJepue~s e ep!su! ~!l O~ peu5!sep eJe SJeAO~ pnOJLlS
:SJaAO:) pnOJ4S
'Slu!of J8AO~ 84lle SS8Ul469 J84le8M J!84l 8Se8J~U!Ol su8ueq 4l!M p8!lddns 8Je A841'U09!Sod U! padwel~ 81660l JO p8d-wel~ M8J~S 'P8l10q 8Je PUg 6U98)fSe6 4l!M P84S!UJn1 AlleWJOU 8JeA841'MOUS JO u!eJ P84S Ol J8lU8~ 84l U! p8)fe8d 8Je PUg S8P!S 4loqUO UMOp p86uel1 8Je A841"SS8Ul469 J84le8M 10 88J68p 46!4 e 6u!
-J!nb8J SU0ge~!ldde JOOPlnO J01 P8PU8lU! 8Je SJ8AO~ 100J d!H
:SJaAO~ jOO~ d!H
.s~U!Or JeJ\o:)aLl~ ~B sua~~Bq JO asn aLl~ Ll6noJLI~ aJ\!~:)aJJa aJOW uaJ\a paJapuaJaq UB3 LI:)!LlM sSaU~Ll6!~ JaLl~BaM pUB ~snp J!aLll a:)uBLlUa O~ 6U!~-a)jsB6 LI~!M pa!lddns aq UB:) AaLl.l .Ll6noJ~ paJBIJ B JaJ\o ~!J AIJad-OJd O~ JapJO U! Jap!M aJB AaLl~ ~BLI~ U! SJaAO:) IBUO!~UaJ\uo:) WOJJ
AIUO JaJJ!p pUB ~BIJ pUB pa6UBIJ-!WaS 'pa6UBIJ 'SaIA~S 6u!pe:)aJdaLl~ JO aaJLI~ liB U! paLlS!UJnJ aq ABW SLl6noJ~ paJBIJ JOJ SJeJ\o~
:SJaAO~ 46noJ.l paJel~
'sedA~ 6u!p-e~eJd e4~ ue4~ p!6!J ssel 4~nw eJe Ae4~ se6uel~ ~o >t~el J!e4~ o~ana .peJ!nbeJ OS~! pe~e>tse6 eq ue~ JeJ\eMo4 ~46!~ ~snp JO Je4~eeMpeJap!suo~ ~ou aJe 'sdwel~ 6u!Jds 4~!M uo!~~unrUo~ U! AI!Jew!Jdpasn eJe Aa4.1 .sa6pa pa6uel~ aJ\e4 ~ou op Aa4~ ~e4~ uo!~da~xaa4~ 4~!M SJa/\o~ 6u!pa~aJd OM~ a4~ o~ Jel!w!s aJe SJaJ\o~ ~el::l
:SJaAo:) lel.:t
'slu!of Jal\o:) a4lle suaueq 6u!snAq paSeaJ:)U! aq ue:) sSaul46!l Je4leaM pUB lSnp J!e4l 'S46noJlpa6uel! 4l!M S\;j 'Sla>jse6!o esn a4l Aq pa:)ue4ua SSaUl46!lJa4leaM pUB lSnp J!a4l al\e4 ue:) pUB paJ!nbaJ aJe sdwel:)adAl 6U!JdS aJe4M SUO!le:)!ldde U! pesn eJe Ae4.L "Al!P!5!J pUB4l5uaJlS Sl! a:)ue4ua Ol Sap!S 4l0q uo padw!J:) Al145!IS AIUO S! 006le 5u!eq !O pealSU! 4:)!4M a5uel! a4l!O uO!lda:)xa a4l 4l!M SJal\o:)pe5uel! Ol sl:)adsaJ lie U! le:)!luap! aJe SJel\o:) pa5uel!-!Was
:SJaAO:) pa6uel.i-!Was
'sdwel:)al550l JO sdwel:) MeJ:)S 'Slloq 4l!M a:)eld U! peJn:)as aq ue:)Aa4.L "Slu!of Jal\o:) lie le pasn aq PlnO4s sualleq SSaUl45!llSnpeleldwo:) JO.::l "A:)ua!:)!!!e J!a4l aseaJ:)u! Ol pala>jse5 aq ue:) pUBSSaUl45!llSnp pUB Je4leaM poo5 eP!l\oJd Aa4.L "ap!s 4:)ea UO ,,0/£AlaleW!xoJdde Jal\O 006 le e5pe UMOp peUJnl e aleJodJo:)u! pUBJal\o:) JOAeI\UO:) pasn AIUOWWO:) lSOW a4l aJe SJal\o:) pa5uel.::l
:SJaAO:) pa6uel.i
SH3J\O:> H~nOH.l

r<i:T contin~~COVERS
FLANGED SEMI FLANGE\\r-~ B --~
Iii
4! L-T
FLARED TROUG,H
.I _-13
u;--:: LT !!~L--:: T~ ::-14 :: II
A
FLAT
C--:- B --~
Iii41 TII
.Lr IIiLi I \\ LT~ I!! L!I
C
Dimensions shown ore opproximote. Request certified prints for installation.
46
9
16 go
.16
.1614
.1614
.1412
.1412
.1412
.1210
.1210
.1210
SCF-416SCF-616SCF-916SCF-914SCF-1016SCF-1014SCF-1214SCF-1212SCF-1414SCF-1412SCF-1614SCF-1612SCF-1812SCF-1810SCF-2012SCF-2010SCF-2412SCF-2410
2.02.43.24.03.44.95.07.15.67.86.18.510.012.410.513.411.815.2
SCM-416SCM-616SCM-916SCM-914SCM-1016SCM-1014SCM-1214SCM-1212SCM-1414SCM-1412SCM-1614SCM-1612SCM-1812SCM-1810SCM-2012SCM-2010SCM-2412SCM-2410
2.02.43.24.03.44.95.07.15.67.86.18.510.012.410.513.411.815.2
SCL-416SCL-616SCL-916SCL-914SCL-1016SCL-1014SCL-1214SCL-1212SCL-1414SCL-1412SCL-1614SCL-1612SCL-1812SCL-1810SCL-2012SCL-2010SCL-2412SCL-241 0
1.62.03.03.53.23.74.56.25.07.05.57.78.811.39.812.311.015.2
810-1/2
7-1/49-3/4SCV-616
SCV-916SCV-914
-3.95.05.9
7.410.67.911.19.012.514.518.015.819.517.021.8
17-3/8
14 13-1/4 2210
15 14-1/412 SCV-1214
SCV-1212SCV-1414SCV-1412SCV-1614SCV-1612SCV-1812SCV-1810SCV-2012SCV-2010SCV-2412SCV-241 0
18 17-1/4 2714
20 19-1/4 2916
22 21-1/4 3318
25 24-1/4 3720
27 26-1/4 4024
31 ;30-1/4 46.= Standard Gauge
HIP ROOF SHROUD
Dimensions shown ore opproximote Request certified prints for instollotion.
46
9
.16
.1
.1
1.1
1.1
1°1
101
101
1.1
1.1
1
SCH-416SCH-616SCH-916SCH-914SCH-1016SCH-1014SCH-1214SCH-1212SCH-1414SCH-1412SCH-1614SCH-1612SCH-1812SCH-1810SCH-2012SCH-2010SCH-2412SCH-2410
2.12.63.44.33.74.65.47.56.08.46.59.110.813..311.614.312.7J6.3
3.64.66.38.07.08.510.514.612.016.714.319.825.030.625.330.228.636.8
810-1/2
14
5/83/4
1-1/8
57
10
3-5/84-1/2
6-1/8
SCD-416SCD-616SCD-916SCD-914SCD-1016SCD-1014SCD-1214SCD-1212SCD-1414SCD-1412SCD-1614SCD-1612SCD-1812SCD-1810SCD-2012SCD-2010SCD-2412SCD-241 0
1-1/41-1/4
1-1/2
10 15 1-1/4 11 6-3/8 1-1/2
12 18 1-3/8 13 7-3/4 2
14 20 1-3/8 15 9-1/4 2
16 22 1-3/4 17 10-5/8 2
18 25 2 19 12-1/8 2-1/2
20 27 2-1/4 21 13-1/2 2-1/2
24 31 2-5/8 25 16-1/2 2-1/2
.= Standard Gauge
83
go16
16
14
64424242202020

va
liD~UDUI~UO~ I:i>~
"sez!s 46noJ~ SnO!JeAJO! eJnsseJd 6u!P104 !O ~uew~snfpe e~!u!!u! JO! sMolle elPu!dselqe~snfpe U'v' "leAOWeJ pepedw!un 6U!MOlle AqeJe4~ JeAO~ e4lJeel~ o~ 006 ~no s~oA!d Jeq UMOp Pl04 e4.1 '46noJ~ JOAeAUO~ e4~ o~eseq J!e4~!0 ~UOJ!JO do~ e4~ 6u!PleM Aq pelle~Su! eJe Ae4.1"peJ!nbeJeJe uo!~~e 6u!dwel~ eA!~!sod pUB JO!Je~U! 46noJ~ e4~ O~ A~!I!q!SSe~~e>t~!nb Ue4M SJeAO~ 6u!4~e»e JO! pesn eJe sdwel~ e1660.1
:sdwel:> ;)1660J.
.seJ~ue~ ,,9~ uo peuo!~!sod AllenSn eJe Ae4~ ese~ 4~!4Mu1 sSeU~46!~ Je4~eeM Je~eeJ6 JO~ 6u!~e)jse6 4~!M uo!~~unfuo~u! pesn eq ue~ Ae4.l .uo!~eJedo J!e4~ epedw! pinOM ~e4~ e6uel~elqnop e4~ o~ enp S46noJ~ e6uel~ pewJo~ uo pesn eq ~ouue~Ae4~ UO!~~e 6u!dwel~ J!e4~ ~o eJn~eu e4~ o~ ena .e6uel~ 46noJ~JO JeAO~ 46noJ~ e4~ o~ pe~loq JO pe~eA!J eJe pUB lee~s e6ne6AAee4 ~o pe~e~!Jqe~ eJe Ae4.l .uo!~!sod U! SJeAO~ pe6uel~-!WeSJO ~el~ PIO4 o~ pesn AIUOWWO~ eJe sdwel~ JeAO~ edA~ 6u!JdS
:sdwel~ 6U!JdS
'seJ~ue~ ,,9 ~ uo peuo!~!sod pUB DU!~e)jSeD 4~!MUO!~~UnrUo~ U! pesn eq Pln04s Ae4~ sSeU~4D!~ Je4~eeM pUB ~snp 10eeJDep e ~Jedw! o~ 8Je Ae4~ 11 .uo!~!sod U! JeAO~ e4~ sPl04 peUe~4D!~u84M ~e4~ MeJ~S qwn4~ e 10 ~S!SUO~ Ae4.i 'peJ!nbeJ S! Jo!Je~u!4DnOJ~ e4~ o~ sse~~e )j~!nb ue4M uo!~!sod U! SJeAO~ 10 sedA1lle DU!-u!e~eJ 10 sueew eA!~~e11e ~eA eldw!s e ep!AoJd sdwel~ MeJ~S
:sdwel:> M8J:>S
.SUO!~B~!lddB ~45!~ .le4~BeMpUB ~snp U! esn .101 pepue~u! ~OU e.lB Ae4~ lepow 5U!pe3e.ld e4~4~!M sv 's.leJ\o~ ~BIJ pUB pe5UBIJ-!WeS 4~!M esn .l°J e5pe 5U!dd!.l5.leMO.l.lBU B e~B.lod.lO~U! Ae4~ ~B4~ uo!~de~xe e4~ 4~!M dWBI~ JO edA~
5u!pe~e.ld e4~ O~ eld!~u!.ld 5U!~B.ledo pUB eZ!S U! IB~!~Uep! e.lV
:sdwel~ asealau )f:>!"O JaAO~ lel~
'suO!~e~!ldde ~Ll6!~ JeLl~eeMpUB ~snp uou U! UO!~!SOd U! SJeAO~ 6U!PIOLI ~O pOLl~ew eA!~~e~~eue eJe AeLll. .dsel~ eSeeleJ >t~!nb e Aq peu!of dwel~ pe~e>tse6e~e!d OM~ e ~O ~S!SUO~ AeLll. .SLl6noJ~ e6uel~ peWJO~ pUB SJeAO~Ll6noJ~ pe6uel~ LI~!M pesn AIUOWWO~ eJe edA~ S!LI~ ~O sdwel~
:sdwel:> asealau )t:>!"O
SH3N3.lSV~H3J\O:>

COYER FASTENERSQUICK RELEASE CLAMPS
SPRING CLAMPS
Dimensions stlown ore approximate.
Request certil:ied prints for instollation.
Normal spacing 2'-6"
16to12
10t03/16
SCG-1L
SCG-2LSCG-1R
SCG-2R
1/4
5/161/8
3/16
9/32
3/8
SCREW CLAMPS
IA
-1 Dimensions shown ore opproximate.
Request certified prints for installation.~
T Normol spocing 2'-6"
Flanged covers
Flat coversSCW-1
SCW-2
1
9/16All sizes, 4 to 24
Dimensions shown are approximate.
Request certified prints for installation.
.a
i \.~
Normol spacin!J 5'-0"
85

98
'SlIoq UJOM JO Iueq pUB sel04 1I0q jO 6u!UepiM JOj I:>edsu! 01
Alle:>!po!Jed peAOWeJ eq slloq 6u!ldno:> le4~ pepuewwo:>eJ S! I! 'UOil:>eUuO:>JOAeAUO:> pUB lIe4s eA!Jp e~ Ie pe»!WSUeJI S! enbJOIISe46!4 e41 e:>u!s
':>Ie 's6u!Jeeq jO UOil!PUO:>'e6pe JelnO e411e sseU>I:>!~ 146ill 'slu!od e6Je4:>S!p pUB e>lejUI :>I:>e4:>01 swell luejJodWI 'slueuodwo:> pe6ewep JO JeeM eA!Sse:>xe JOj Aile:>-!pOiJed welsAs JOAeAuo:> e411:>edsui 01 e:>!I:>eJd po06 sl II -UO!I:>adsul
'uO!le:>IJqnl eJinbeJ~OU op s6UiJeeq :>!ISeld jO sedAi Auew pUB pe:>ejJns-pJe4 'UOJi-pJe4 'pOOM
peleu6eJdwi-110 'ezuoJq peleu6eJdw!-el!4deJ6 'ezuoJq peleu6eJdw!-I!O
'sUOil!PUO:> 6u!leJedo e41 pUB pelPue46u!eq le!JeleW e41 uo puedep lue:>!Jqnl jO ectAl pUB A:>uenbeJj e4.l 'UO!I
-e:>!Jqnl :>!po!Jed eJinbeJ AileJeue6 s6u!Jeeq UO!I:>!Jj jO ectAl Je410 JO »!qqea
'pe6ewepeq hew slees e41 se 'e~e:>!Jqnl JeAO IOU op '~ue:>!Jqnl pepuewwo:>eJ eesn 01 eJns eq 'peJ!nbeJ sl s6u!Jeeq JellOJ JO Ileq jO uolle:>!Jqnl ue4M
'~uew~edea 6u!Jeeu!6u3 s,leIUeU!~Uo~ JO ejep UO!le:>!Jqnl s,JeJnj:>ej-nuew 6u!Jeeq e41l1nsuo:> 'SUO!lepUewwo:>eJ UO!le:>!Jqnl :>!j!:>eds Jo:j
'peJ!nbeJ eq uo!~e:>!JqnlPle!J Pln04s s6u!~~!J uo!~e:>!Jqnl Jo UO!I!ppe e4~ JOj ep!AoJd SI!Un4:>ns 'uO!le:>!Jqnl Ple!J luenbesqns eJ!nbeJ IOU hew pUB eJ!1 JOj peleeshllUenbeJJ eJe 's6u!Jeeq pue pUB sJe6ue4 JoJ 4~oq 's~!un 6u!Jeeq IIe8
paMO/le aq /snw ..~o/; 10 a:>ueJeal:> WnW!U!W 'V "aJnl!el I.IJea U! ~lnSaJPlnOM ~e4~ speol ~snJ4~ 6u!JJalSUeJ~ pUB s6u!Jeaq Ja6ue4 6U!~:>~uO:> wallad!d MaJ:>s a4~ ~uaAaJd O~ SJol.aAUO:> 6uo! U! ~u~odw! I.IJeln:>!lJed S! S!41"uo!~eJado 6u!Jnp peal ~snJ4~ IInl Japun awnsse plnoM l.a4~ uo!~!sod a4~
U! I.lIeU!pn~!6uOI suo!~:>as MaJ:>S Jol.aAuo:> a4~ sa:>eld pUB a:>ueJeal:> al04~Ioq 6u!ldno:> o~ anp ..>I:>els.. lie SaAOWaJ S!41 "pua a6Je4:>S!p a4~ WOJll.eMeSMaJ:>S palqwasse lie a:>Jol 'a:>eld U! 6u!Jeaq Ja6ue4 4:>ea 6u!~loq aJOl~
NOI.lnV:)
"b'U!SnOIl Bill OII./!JI1JOdWBIJBb'UI1I1 I/Oq PUI1 b'U!JI1Bq JBb'UI1I1 lIb'nOJIII /JI1I1S b'u!/dno:J Bill lJBSU/ "9
"Sl/oq b'u!/dno:J uBlllb'!l"UO!I:JB~ MBJ:JS ISJ!I Bill 10 pUB Bl!SOddO Bill DIU! /JI1I1S b'u!/dno:J lJaSU/ "g
",J/, I.q 6u!SnO4 a4l ~O wouoqa4l SJl1al:J M9J:JS JOA9AUO:J 94lll14l 9JnS 9q OSIV .SpU9 9d!d JOA9AUO:J94l PUI1 spua 6u!SnO4 94l u9aMlaq p9J!nb9J S! 9:JUI1JB91:J ,,'/~ Ol ,,"j, V
"Sl46!1~ 94l ~O 9P!S 6U!fi.JJI1:JIBIJ9lBW 94l 9l!SOddO 9q Pln04S 6U!l46!1~ 94l uo s6nl 6u!lJoddns 941
.lNV.lHOdWI
'Sl/oqou!ldno:1 LfI!M aJn:1as 'pua ad!d Jol.al\uo:1 aLfI DIU! ueLfs al\!Jp JO puaaLfI OU!dd!lS 'OU!SnOLf aLfI U! UO!I:1aS MaJ:1S Jol.aI\UO:1ISJ!1 aLfI a:1e/d 'p
'SMaJ:1S laS UaILfO!IIOU 00 'OU!JeaqaLfI U! IleLfs al\!JpJO pua aLfll1aSu/ 'f:
'OU!Jeeq ISnJLfIpue ale/d pUB OU!SnOLf aLfI a/qwesse 'peleUO!Sep S! pua ISnJLfII/ 'l
'pUB a6Je4:1SiPe4~ ~e u!6eq Pln04s I.lqwesse '~!Un 6u!Jeeq ~SnJ4t e eJ!nbeJ ~OU seopwe~s~s elj~ II 'pUB ~SnJlj~ elj~ ~e U!6eq S~eMle PlnoljS ~lqweSSeJO~eIlUO:1 'v'
3.LON
lOU Op 4:)!4M ~o ewos pUB UOne:)!Jqnl eJ!nbeJ 4:)!4M ~O ewos 's6u!Jeeq~O sedAl SnOJeWnU eZ!lnn },ew we~s},s Jo},elluo:) MeJ:)S 'v' -UO!~e:)!Jqnl
3~N'V'N3.lNI'V'W
°03)f:)3H:) N338 SVH IN3ViN~IlV lllNn 1:13MOd lln~ A lddVION 00 °AI!JeJU8WOW J8MOd AlddE 'PUE4 Aq D!J!UJnl l!q!40Jd W81SAS
841 ~o 14D!8M PUE 8Z!S 841 ~I lU8WUD!IE8J 8J!nb8J AEW SJ8DUE4 'sJn:>:>oDU!PU!q ~I lU8WUD!IE )j:J84:> 01 PUE4 Aq JOA8I\UO:J 841 UJnl '8lQ!Ssod ~I
.LNV.LtJOdWI
'Sl/oq a6ueJj ua11l6,1 ualll'li/laajJad saul/JalUaa wolloq 6uIsnoll alII/BAal pue u61/V 'Sl/oq ua11l6,1IOU 00 'Ii/asoo/ sa6ueJj pUB aliI laauuoQ '6uIMeJp JO sJfJew lIalew6uIsn 'aauanbas JadoJd Jlalll ul suollaas 6uIsnoll JOliaAUOa aliI aae/d ./.
A1aW3SSV
"paJ!nbaJ J! SDU!Jeaq alea!Jqnl of: L
"DU!SnOLI aLII01 pua aLlllloq pue yeLls aLII 01 DU!Jeaq pua pue pua DU!SnOLI aLII Llaell'v' "Z L
"Slloq Du!/dnoaLlaelle pue uO!laaS MaJaS lsel aLII DIU! yeLls a/l!Jp JO pua leu!J aLillJasul "L L
"UO!laaS MaJaS Jol.a/luoa Llaea JOJ sdalS Du!paaaJd aLilleadal:J "OL
"pua lalu! aLII pJeMOl SuO!laaS MaJaS aLII DU!aJOJ Jaye UO!laaS puoaas aLII
JO pua ad!d aLII pue DU!Jeaq JaDUeLi aLII uaaMlaq aaueJea,a ,}o/, aLII Molle01 aJns a8 "Slloq Du!/dnoa aLII 01 pua al!soddo aLII Llaell'v' "Slloq Du!/dnoaLll!M aJnaas pue uO!laaS Jol.a/luoa puoaas aLII U! yeLls Du!/dnoa e lJasul "6
"DU!SnOLI aLII 01-sa,Due lLlD!J Ie S! JaDUeLi aLilleLil aJns a8 "Slloq JaDUeLllSJ!J aLII ualLlD!l "8
"yeLls a/l!Jp JO pua lSJ!J aLillSU!eDe I.IWJ!J SMaJaS las DU!Jeaq pua ualLlD!l "L
°J8!JJe:> 84~ 4~!M AI8~e!peWW!P81!1 8q Pln04s w!e!:> e '~!sueJ~ u! p8Bewep AI8J8A8S 8Je s~u8uodwo:> AUe II
°W8~SAS JOA8AUO:> e 10 81!1 8:>!/IJ8S 84~pU8~X8 Alle!~UB!csqns ue:> 8Bewep JOU!W O~ UO!~U8"e AIJe3 °PI8!1 84~ U! AI!Se8peJ!ed8J 8q Allensn ue:> 8Bewep JOU!VIJ °8Bewep JOI ~:>8dSU! pUB S~U8W-n:>op BU!dd!4S 4~!M s~u8uodwo:> lie >1:>84:> .JOA8AUO:> 84~ 10 ~d!8:>8J uodn
3.l0N
"suO!~elle~su!4:>ns JO~ Allenp!"!pU! paJapJO aq ~snw s~loq Alqwasse Ja4~o pUB6u!ldno~ "Alqwasse pUB ~uawu6!le O~ UO!~Ua~~e In~aJe:> aJOW aJ!nbaJpa>lJeW-4:>~eW pUB palqwasse dO4S uaaq 10U a"e4 4:>!4M SJOAa"UO~
"S~loq 6u!pnl:>U! 's~uauodwo:> AJeSsa:>aulie apnl:>u! osle s~!un palqwasse-do4S "aw!1 uo!~elle~su! ssal aJ!nbaJpUB Pia!! a4~ U! alqwasse O~ Ja!sea aJe Aa4~ '~uawd!4S aJo!aq pa>lJew-4:>~ew pUB pau6!le-aJd aJe SJOAa"uo:> palqwasse-do4S a:>u!s
"Pla!~ a4~ U! P8"!~ pUB pau6!le aJe 4:>!4M s~uauodwo:>lenp!"!pu! Aq JO pa>lJeUJ-4:>~eUJ pUB P8lqUJasse-do4s uaaq se4 4:>!4M~!un a~aldwo:> e se Ja4~!a pa4s!uJn~ aq AeUJ UJa~SAs JOAa"uo:> MaJ:>s V
"pesn eq Plno4s 9~£ "ON se 4:>ns sJe6-ue4 edli1, uo!suedxe 'Sle!Je~ew eJn~eJedwe'46!4 o~ ~:>erqns SJOAelluo:>Jo,j "ep!s 4:>ee uo Allenbe pep!lI!p eq Plno4s spue ed!d pue 6u!JeeqJe6ue4 e4~ ueeMleq e:>ueJeel:> elqel!elle e4"SJOAelluo:J elq!sJelleJ Jo,j
"PUS sd!d pUB 6u!Jesq Js6ue4 S41 USSMISq s:>UeJeSI:> 6u!uunJSSJ! AIUO 41!M pUS ISIU! S41 pJeMOI Js6ue4 S416U!AOW Aq SP!S ISIU! S41 uos:>ueJesl:> Molle 01 JS~SJd SJSsn SWOS "s6Je4:>S!p JOASAUO:> S411SSJeSUSP!S S41 UO 6u!Jesq Js6ue4 S41 pUB pUS sd!d JOASAUO:> S41 USSMlsq
3:>N'VN3.lNI'VII\I18 NOI.l'Vll'V.lSNI

87

99
%9
91/'19
%S
%991/sIS
9y£S
9/1~
~
-,,/;£~o/~~£
'~/s~l0/1:£
£
'IL£"IL~l'~.lel
~o/~l
".Ie~
8.1.9
8Y~~9
%g
%98'.1.,g
8'/,V8'!tV
tk£
8'/,V~
8J,£
8/.9./.9
8~.S%9
8;';S8';';S0/.£
8/.V'I.v'1.£
l%l~
l%l~
l%l~
%~
"h'~-0/,1.~,~
""'I.~
l£f, I.
,/, I.
9/s
9/s
%
%
0/.0/.9ft
%
%
%
%9
~
9'/,,9o/LS
~,~~9'/r.~~
~~
O~
9'Is,s9~,L
%g
"/,g9'1t~
0/,£
0/,91-
0/,£1-
8;'~1-
%01
./,6
t/&L
81&9
8/,9
o/,~
%£
~I.
01.
01.
aaaaa9
9
vl
Ol81.
91.
vI.
ll.
01.
6
9
v
'UO!JSIISJSU! JO! sJu!Jd pe!!!JJa~ Jsanbel:l 'eJsw!xoJdds eJS UMO4S SUO!SUew!o
S3~NV1~H~nOH.1-n
SNH3l.l Vd .1108 3~NV1~
-[~~~~~ ~ I ~ UO~ I;}) I

TUBULAR TROUGH FLANGES
--/:-O-"'O~
4A~ g\ ~ 01'" o:::::.?. --c
-~t-.
'--::
C6 BOL '-S
-,/. ...;.o-O,~1,0 0V'~g'-:::O.=.?:'.~
8 BOLTS 10 BOLTS 12 BOL '-S
DISCHARGE SPOUT FLANGES
ALL 4 SIDES DRILLED ALIKE
Dimensions shown are approximate. Request certified prints for installation.
4
6
9
10
12
14
16
18
20
24
12
12
12
12
12
20
20
20
20
20
'/4
0/8
0/8
0/8
0/8
0/8
0/8
Y2
Y2
'12
5
7
10
11
13
15
17
19
21
25
7Y2 2%
2'0/,84
45h8
5'1a
3%
30/4
~47ja
5%
2'/43
4
40/8
5'/4
3'/24
40/8
40/4
5,/~
0/8
'Y'8~
%
%
%
1f8
1%
1%
1Y8
10
13
14V4
171/4
191/4
21V4
24V4
26'/430V4
3'/24
40/8
40/4
50/8
89

06
%5 snu!w JO snld s! 146!"M U! SUO!IB!JB/I "lq!SS!WJ"d), SUOllelJell 9:JUeJ91011l1W pJepUelS OII:J9[qnsypeSo hIUOWWO:J IOU Inq pelSl1 9Je S921S 9S941.
v~v.~l6l0.£909 ~ .£g
~99.B£O£g"~£
~v9.l~oge.~~£eg.e~969"£~
6~O.6eOv"gv~~.g699.£Ovv"~v~l"~
glS'glS'~98'
agl'au'~l9'9£9'009'199'9£~'oo~.let.Qg£'80£'~6l'
gLS.9gLS.gL6S.v£90.vOW'£~g~.£S~L~OO£'~~LL.~£og.~OO~.~96S.66g.v£v.~g~.
9l9'S9l9'L9l9'9&99'9OOO.goog.pOOO.pOOg.&9LS"l9L&"l006.~099'~g~&.~09O'~OVS'
&"09~£9~~
69"'L0&"9,96"Z&~9"ZZZ&"'~~O"O~
"'"L69S",99£&VVS"ZL&6"~,O&'~
UC"~9~J."~9()6'B~L'9~9'~&9"
LCY'9LC"CYC"~B~'09~'09~"B~~'LB~'
~~"O~oog'S£~S'96S~'S£~£'v8£."£~9G9l~'l689'~8££'~9~'~g~S'.~9'00.'
ogL"~~ogL"O~9~9"89~9"9£99"9OOg"ycog"£9L8"~9L£"~006"~099"~g~£.~ogo"~ove"
..l~..O~..8..9..9..~..£
.Z/~'l.Z
.Z/~..~
..~/~.~..~
..~/£..l/~
,,8"L 'I',,9,,9
,.l/~-v 'I'"v
..l/~-1:"I:
,.l/~-Z..l
.l/~-~"v/~-~
,,~..vll:
..l/~
3dld 133J.5 AA V3H VHJ.X3 31BnOa 3dld 133.lS 09~ 31nO3H:>Sg~p"g9gLO"09gCL"pgBlL"BVBB£"CpSVO"B£CLg"BlBLL"Ol
~9"L~B6"p~~gG~gGO~
~99"LllO"g~C9"CL66GlL~GCLp"~LBO"~
BB£L"~gCg"gp~C"
oor;"OOg"oor;"OOg"OOg"oor;"lCv"gLC"ggC"LCC"8~C"00£"ga"8~l"OOl"~6~"6L~"yg~"Lv~"9l~"6~~ "
gSO"
ogl"~~ogl"O~ogl"69~9'89~9'l9~9'9~9l"9&~8'v06~'v9~8"&VOC"&006'~&~&"~6&6'~009"~8l~'~196"~Vl"GY9"&~V'~O&'9~~'
o!;l"~~o!;l"~~o!;l"O~S~9"6S~9"SS~9"lS~9"9CGG'SOOO'SOOS"vOOO"vOOS'CSlS'~SlC'~006"~099'~S~C'~OSO'~ave'Sl9'OvS"SOv'
..U..~~ ~..O~..6 ~..8..l ~..9..g"~/~-v
~..v
"~/~-I:..&
"~/~-~..~
"~/~.~",/~.~
..~..,/&..~/~..8/&..,/~..8/~
~go881:1:°~961:°1:~Lgo8l8L"Ol86°~~~gol~gloO~
~99°Llloog~1:9°1:L66°llL~ol~L~o~88Oo~
881:L"~gl:gog~~I:°
L89'E69'cog'
lEv'9LE'LEE'8~E'00£'9a'8~l'DOl'~6~'
6L~'V9~'Lv~'9l~'6~~'960'
9l£"~~VW"69~9"l~9l"9£~S""9ZS"£'VOC"£006"~£~£"~6£6"~oog"~Sl~"~
196"~"l"9"9"£~""~O£"9~~"
ogL"~~ogL"O~9~9"99~9"9&99"9OOg"yOOO"yOOg"&9l9"~9l&"~006"~099"~g~&"~ogO"~OVS"9l9"Oyg"gOY"
..Zl.
..01.
..8
..8..!i..~
..ZII.-&..&
..ZII.-Z..Z
..ZII.-I...~/I.-I.
..1.
..~/&..ZII...8/&..~/I...8/1.
.
3dld 133.lS AAV3H V~.lX3 3dld 133.lS 09 31nO3H:>S99"6v
gg"gv
8v"Ov
00"££
99"8~
L9"£~
L6"8~
~g"v~
vg"~~OOL"O~60~"6
9L9"L
£6L"9£99"£
8~L"~£L~"~8L9"~OC~ "~
O~98"
9Lgg"
8v~v"Lvv~"
9L£'9L£'99£'lYE'll£'
~O£'Del'GGl'Lvl'L£l'
9ll'9~l'£Ol'v9~'gy~'Ov~'££~.£~~ .
60~'~60'880'890'
OOO"~ ~OOO"~~O~O"O~~V6"B~B6"LC~O"LSgo"9LvO"SgoS"velO"vevs"c890"C69V"~Lgo"~O~9"~OBI:"~6vO.~v~B'~~9"C6v"V9£"69~"
ogJ.G~ogJ..~~OgJ..O~g~9.6g~9.Bg~9.J.g~9.9£gg.gOOO.gOOg.pOOO.pOOg.£gJ.B.~gJ.£.~006'~099.~g~£.~OgO.~ova.gJ.9.OV!;.gOp.
..l~..~~ Jf...o~..6 Jf...8..l Jf...8..9
..l/~-~ Jf...~
.ol/~-E..E
.ol/~-l.ol
.ol/~.~
..~/~.~..~
..~/E
.ol/~
..8/E
..~/~
..8/~
&9.&9BY.OY69.Y~L6'B~~9'y~6L'O~
60~'69L9'L&6L'9&99'&B~L'~&L~'~6L9'~~&~'~
O~9B'9LGG'9V~y'LYY~'
OOy'99£.LLZ.OSl.89l.L£l.Bll.9~l.
£Ol.vg~.9Y~.OY~.££~.£~~ .
60~.~60'
980.900.
8£6,~O~O'O~~LO'8900'9LVO'99~O"vevg'£990"£69v'~LOO'~O~9'~08t"~6VO'~v~8'~~9'
£6v'V9£"69~"
OSl"UOSl"O~9l9.89lg.9£gg.gOOg.pOOO.p009.£9/'8Gg/'£G006'~099'~g~£.~OSO'~ova.g/.g'Opg.gOy.
..~~
..o~..S..9..g...
..~/~-t..C
..~/~.~..~
..~/~-~.../~.~
..~.../C..~/~..S/C.../~..S/~
3dld 133l.S l.H~13M CH'VCN'Vl.S 3dld 133l.S O~ 31nC3H~SM31:1:)S I:IOA3J\NO:) ~O A laW3SSV NI C3Sn A l1VWI:ION S3ZIS S3dld
SNOISN3WIO 18 ~SlH~13M

r@:1 continantal.l_-
STANDARD SHEET GAUGES
89
1011121314
1516171819
2021222324
252627282930
11/645/32
9/641/87/643/325/64
9/1281/169/1601/207/160
3/8011/320
1/329/3201/40
7/3203/160
11/6401/649/6401/80
.1644
.1495
.1345
.1196
.1046
.0897
.0747
.06730598
.0538
.0478
.0418
.0359
.0329
.02990269
.0239
02090179016401490135
.0120
6.8756.250
5.6255.0004.3753.7503.125
2.8122.5002.2502.0001.750
1.5001.3751.2501.1251.000
.875
.750
.687
.625
.562
.500
.165
.148
.134
.120
.109
.095
.083
.072065
.058
.049
.042
.035
.032
.028
.025
.022
.020
.018
.016
.014
.013
.012
6.73206.0384
5.46724.89604.44723.87603.3864
2.93762.65102.36641.99921.7126
1.42801.30561.14241.0206
.8970
.8160
.7344
.6528
.5712
.5304
.4896
5.7815.1564.5313.9063.2812.96926562.4062.1561906
1.6561.5311.4061.2811.156
1.031.906.844.781.719.656
1406.1250.1094.09380781
.0703.0625.0563.0500.0438
.0375
.0344
.031302810250
0219.0188.0172.0156.0141.0125
5.7945.1504.5063.8633.219
2.8972.5752.3182.0601.8031.5451.4161.2881.1591.030
.901.773.708.644.579.515
5.9065;2504.5943.9383.281
2.9532.6252.36321001.838
1.5751.4441.3131.1811.050
.919
.788
.722
.656.591.525
WEIGHTS OF STEEL PLATES
WEIGHTS OF ROUND AND SQUARE STEEL BAR
3/167/321/49/325/16
11/323/8
13/327/161/.29/165/8
11/163/4
13/167/8
15/1611 1/16
.0941277
.167
.2133.261.3137.376.4377511.668.845
1.0431.2621.5021.76320442.3472.6703.015
1-1/81-3/161-1/41-5/161-3/81-7/161-1/21-9/161-5/81-3/41-7/822-1/82-1/42-3/82-1/22-5/82-3/42-7/8
.120
.1620
.2132676332.3992.478.5562.651.850
107613281.6071.9132.2452.6032.9883.4003.838
3.3803.7664.1724.6005.0495.5186.00865197.0518.1789.388
10.68112.05813.51915.06216.69018.40020.19522.072
4.3034.7955.3135.8576,4287.0267.6508.3018978
10.41311.95313.60015.35317.21319.17821.25023.42825.71328.103
33-1/43-1/23.3/444-1/44-1/24.3/455-1/45-1/25-3/466.1/277.1/288-1/29
24.0328.2132.7137.5542.7348.2354.0760.25667673.6080.7888.2996.13
112.82130.85150.21170.90192.93216.30
30.60359141.6547.8154.4061.41688576.7185.0093.71
102.85112.41122.40143.65166.60191.25217.60245.65275.40. 91

'l6
.Jnwea~ saaJ5ap = PPP' X (Z£ -'J4e::l saaJ5ao) .J4e::l saaJ5ap = Z£ + (SZ-Z X Jnwea~ saaJ5ao)lua:) saaJ5ap = ssS' X (Z£ -"J4e::l saaJ5ao) .J4e::l saaJ5ap = Z£ + (S. ~ X lua:) saaJ5ao)
.SJn~4 ijeMOI!>t = Z9Z,6Z000" x 'n".l.8 'n".l.8 = S~P£ X sJnoH ~~eMOI!>I" s~~eMOI!>t = 9P? x JaModasJOH 'JaModasJOH = p£. ~ X s~~eMOI!>I
, Jnade/\ leAa4:) = P ~O ~ X JaModasJOH "JaModasJOH = £996' X Jnade/\ leAa4:)SJa~aww~J501!>t = SZ9£.~ X spunocj ~OO::l "spunod ~OO! = ££Z' L X sJa~awweJ501!>I
salnof = £9S£ ~ X spunod ~o°::l "spunod ~OO! = £L£L' X salnOr"sa!JOle:> = ZSZ X "n".l"8 "n".l.8 = S96£00"0 x a!JOle:)
silun 's'n pUB O!JI8W JOI SlueISUO~ UO!SJ8AUO~ le8H pUB J8MOd
"sJa~aw :>!qn:> = SP9L' X spJeA :>!qn:) "SpJeA :>!qn:> = 90£" ~ X sJa~a~ :>!qn:)"sJa~aw :>!qn:> = 9 ~£SZO. X ~aa::l :>!qn:) .~aa! :>!qn:> = L ~£"S£ X sJa~a~ :>!qn:)"sJa~aw :>!qn:> = £PSSL£OO" X suOlle~ 'suOlle5 = L ~ .P9Z X sJa~a~ :>!qn:)
"SJa~!10~:>a4 = SP9" L X spJeA :>!qn:) .spJeA :>!qn:> = SO£ ~" X SJa~!lo~:>aH'SJa~!10~:>a4 = 6L£ZS£" X (" U! .n:> Zp'OS ~Z) Sla4sn8 .("U! on:> ZP"OS ~l) la4snq = P6L£S"Z X SJa~!lo~:>aH
.SJa~!10~:>a4 = 9 ~£SZ' X ~aa::l :>!qn:) "~aa! :>!qn:> = L ~£S'£ X SJa~!lo~:>aH.sJa~!10~:>a4 = £PS9L£0. X suolle9 "SUOlle5 = L ~ P.9Z X SJa~!lo~:>aH
"sJa~!1 = 9 ~£.9Z X ~aa::l :>!qn:) "~aa! :>!qn:> = L ~£S£O' X sJa~!l.sJa~!1 = £PSSL.£ X suolle~ "SUOlle5 = L ~ P9Z" X sJa~!l
"sJa~11 = 9£9P6' X s~Jeno "s~Jenb = S99S0. ~ X sJa~!l"sJa~!1 = L9£9 ~O" X sa4:>ul :>!qn:) 'sa4:>U! :>!qn:> = £ZO' ~9 X sJa)!l
"sJa~aw!~ua:> :>!qn:> = 69"£ X sweJO p!nl::l 'sweJp P!nl! = ~a. X sJa~aw!~ua:) :>fqn:).sJa~aw!~ua:> :>!qn:> = L9£"9 ~ X sa4:>ul :>!qn:) "Sa4:>u! :>!qn:> = £ZO ~90' X sJa~aw!~ua:) :>!qn:)
"sJa~aw!~ua:> :>!qn:> = LS"6Z X sa:>uno p!nl::l 'sa:>uno P!nl! = 9 ~9££0. X sJa~aw!~ua:) :>!qn:)
silun .s'n pUB O!JI8W JOI SIUBISUO~ UO!SJ8AUO~ 8wniOA
.sJa~aWOI!>t aJenbs = 669S"l X sal!~ aJenbs .sal!W aJenbs j= ~9S£' X sJa~aWOI!>I aJenbs.sJa~aWOI!>t aJenbs = 69POPOO" X saJ:>'v' saJ:>e = PO ~'LPZ X sJa~aWOI!>I aJenbs
"saJe~:>a4 = 69POP' X saJ:>'v' 'saJ:>e = PO ~LP-Z X saJe~:>aH"sJa~aw aJenbs = £ ~9£9" X spJeA aJenbs .spJeA aJenbs = 66S6 ~. ~ X sJa~a~ aJenbs
"sJa~aw aJenbs = 6Z60" X ~aa::l aJenbs ~aa! aJenbs = L9£9L"0 ~ X sJa~a~ aJenbs'sJa~aw!~ua:> aJenbs = £9 ~Sp.9 X sa4:>ul aJenbs "sa4:>U! aJenbs = SS ~" X sJa~aw!~ua:) aJenbs
.sJa~aW!II!W aJenbs = £9rSP9 X sa4:>ul aJenbs "Sa4:>u! aJenbs = SS ~OO' X sJa~aW!II!~ aJenbs
Silun .s'n pUB O!JI8W JOI S.UBISUO~ UO!SJ8AUO~ e8JV
"("5>1 OOO~) su°.l :>!J~a~ .("sql OPZZ) u°.l SSOJ9= S09 ~O' ~ X ("sql OPZZ) U°.l SSOJ9 = ~ZP96" X ("5>1 OOO~) su°.l :>!J~a~
.("5>1 OOO~) su°.l :>!J~a~ "("sql OOOZ) U°.l ~aN= 6 ~L06" X ("sql OOOZ) u°.l ~aN = ~£ZO ~. ~ X ("5>1 OOO~) su°.l :>!JJa~
"sweJ501!>t = 6S£SP" x ("pA'v') spunod .("PA'v') spunod = Z9POZ-Z X sweJ5.01!>I'sweJ50I!>t = S£SlO" X ("pA'v') sa:>uno "("AP'v') sa:>uno = Ll"S£ X sweJ501!>I
.sweJ5 = LS"6Z X (Ja~eM) sa:>uno p!nl::l .(Ja~eM) sa:>uno P!nl! = S~9££0" X sweJ9.sweJ5 = S£"9Z X ("pA'v') sa:>uno .("PA'v') sa:>uno = as£O" X sweJ~
.sweJ5 = 9P90. X su!eJ~ .su!eJ5 = Z£p.S ~ X sweJ~"sweJ5 = £6 ~O ~OO" X sauAO "SaUAp = ~S6 X sweJ9
silun 's.n pUB O!JI8W JOI SluelSuo~ UO!SJ8AUO~ 146!8M"SJa1awol!>t = SZ£S9" ~ X sal!LAJ le:>!1neN "Sal!LAJ le:>!~neN = 6S6£9" X SJa1aWOI!>I
"SJa1awOI!>t = 9£609" ~ X sal!LAJ a1me1S .S81!LAJ a1me1S = L£ ~l9" X SJa1awol!>I.sJa~awol!>t = 9PO£000' X ~aa::l lea! = S"09l'£ X SJa1awol!>I
'sJa~aw = OPP ~6" X spJeA .spJeA = ~9£60" ~ X sJa~a~.sJa~aw = OSPO£" X ~aa::l '~aa! = SOSZ'£ X sJa~a~
'sJa~aw = PSZO. X sa4:>ul "sa4:>u! = OL£'6£ X sJa~a~'SJ8~8W!II!W = ~00P"9G X sa4:>ul "sa4:>U! = OL£6£0. X sJa~aW!II!~
sllun 's'n pue :)!Jlaw JOI sluelSuo:) UO!SJaAuo:) 416ual
":)0 P!O aJn~eJadwa~ e ~e Ja~eM 8Jnd !O weJ5 ('j) uo~ (:>!J~aw) ~ = sweJ501!>t 000 ~-ol!>t ~ !O awnloA a4~ = Ja~aw!:>ap :>!qn:> ~ = Ja~!1 ~ ("5>1) weJ501!>t ~ = sweJ50~:>84 O~
("IH) Ja~!lo~:>a4 ~ = sJa~!1 00 ~ ("5H) weJ50~:>a4 ~ = sweJ5e:>ap 0 ~("I) Ja~!1 ~ = sJa~!I!:>ap 0 ~ ("50) weJ5e:>ap ~ = sweJ5 0 ~
("IP) Ja~!I!:>ap ~ = sJa~!I!~ua:> 0 ~ ("5) weJ5 ~ = sweJ5!:>ap 0 ~("I:» Ja111ijU8:> ~ = ("Iw) sJa~!I!II!W O~ (..5p) weJ5!:>ap ~ = sweJ5!~ua:> 0 ~
8J"nSB8W p!nbn pUB ~a (:5:» weJ5!~ua:> ~ = ("5w) sweJ5!II!W O~
(£'w) Ja18W on:> ~ = sJa~aw!:>ap on:> 000 ~ 146!8M 10 S8JnSB8W(£.wp)Ja~aw!:>ap 'n:> ~ = sJa~aw!~ua:> on:> 000 ~ ("w>t) Ja~aWOI!>t ~ = SJa1aWOOO ~(£'w:»Ja~aw!~ua:>.n:> ~ = (£ww)sJa~aW!II!W'n:>ooo ~ ("w) Ja1aW ~ = SJa1aW!:>ap 0 ~
8JnSB8W :)!qn~ ("wp) Ja~aw!:>ap ~ = sJa~aw!~ua:> 0 ~(z'w) Ja~aw "bs ~ = sJa~awl:>ap 'bs 00 ~ ("w:» Ja~aw!~ua:> ~ = ("ww) sJa~aW!II!W 0 ~
(Z"Wp) Ja~aw!:>ap "bs ~ = sJa~aw!iua:> "bs 00 ~ 416u81 10 S8JnSe8W(z.w:» J81aW!1ua:> "bs ~ = (o"ww)sJa~aW!II!w"bs 00 ~
8JnSe8W 9Jenbs "000 ~ = °l!>t 00 ~ = 01:>a4(z"w>l)Ja~aWOI!>t"bs ~ = saJe~:>a400~ :O~ = e:>8p:0~/~ = !:>ap:oo~/~ = Qua:>:ooo~/~ = !II!W
(" Je4) aJe~:>a4 ~ = saJ:>e 00 ~ :sald!~lnW pue SUO!S!A!p-qns JO! pasn aJe sax!!aJd(" Je) 8Je ~ = (ow) sJa~aw bs 00 ~ 5U!MOII0! a4.l .~45!aM JO! weJ5 a4~ pue A~!:>ede:> JO!9JnSe9W 9Jenbs S,JoJ.8AJns Ja~!1 a4~ '4~5ual JO! Ja~aw a4~ aJe s~!un led!:>u!Jd a4.l
W31SAS ~IH13W NOI1VWHO~NI O~~IH33NION3

Long Measure1 mile = 1760 yards = 5280 feet.1 yard = 3 feet = 36 inches.1 foot = 12 inches.
Surveyor's Measure1 mile = 8 furlongs = 80 chains.1 furlong = 10 chains = 220 yards.1 chain = 4 rods = 22 yards = 66 feet = 100 links1 link = 7.92 inches.
Square Measure1 square mile = 640 acres = 6400 chains.1 acre = 10 square chains = 4840 square yards =
43,560 square feet.1 square chain = 16 square rods = 484 square
yards = 4356 square feet.1 square rod = 30.25 square yards = 272.25
square feet = 625 square links.1 square yard = 9 square feet.1 square foot = 144 square inches.An acre is equal to a square, the side of which is
208.7 feet.
Avoirdupois or Commercial Weight1 gross or long ton = 2240 pounds.1 net or short ton = 2000 pounds.1 pound = 16 onces = 7000 grains.1 ounce = 16 drams = 437.5 grains.
Measures of Pressure1 pound per square inch = 144 pounds per square
foot = 0.068 atmosphere = 2.042 inches ofmercury at 62 degrees F. = 27.7 inches of V"!'aterat 62 degrees F. = 2.31 feet of water at 62degrees F.
1 atmosphere = 30 inches of mercury at 62degrees F. = 14.7 pounds per square inch =2116.3 pounds per square foot = 33.95 feet ofwater at 62 degrees F.
1 foot of water at 62 degrees F. = 62.355 poundsper square foot = 0.433 pound per square inch.
1 inch of mercury at 62 degrees F. = 1.132 foot ofwater = 13.58 inches of water = 0.491 pound
per square inch.Column of water 12 inches high; 1 inch diameter =
.341 Ibs.Cubic Measure
1 cubic yard = 27 cubic feet.1 cubic foot = 1728 cubic inches.
The following measures are also used for woodand masonry:
1 cord of wood = 4 x 4 x 8 feet = 128 cubic feet.1 perch of masonry = 16V2 x 1 V2 X 1 foot = 243/4
cubic feet.
Dry Measure1 bushel (U.S. or Winchester struck bushel) =
1.2445 cubic foot = 2150.42 cubic inches.1 bushel = 4 pecks = 32 quarts = 64 pints.1 peck = 8 quarts = 16 pints.1 quart = 2 pints.1 heaped bushel = 1'/4 struck bushel.1 cubic foot = 0.8036 struck bushel.1 British Imperial bushel = 8 Imperial gallons =
1.2837 cubic foot = 2218.19 cubic inches.Liquid Measure
1 U.S. gallon = 0.1337 cubic foot = 231 cubicinches = 4 quarts = 8 pints.
1 quart = 2 pints = 8 gills.1 pint = 4 gills.1 British Imperial gallon = 1.2003 U.S. gallon =
277.27 cubic inches.1 cubic foot = 7.48 U.S. gallons.
Circular and Angular Measure60 secondes (") = 1 minute (').60 minutes = 1 degree (O).360 degrees = 1 circumference (C).57.3 degrees = 1 radian.21T radians = 1 circumference (C).
Specific GravityThe specific gravity of a substance is its weight ascompared with the weight of an equal bulk of purewater. For making specific gravity determinationsthe temperature of the water is usually taken at62° F. when 1 cubic foot of water weighs 62.355Ibs.Water is at its greatest density at 39.2°F. or 4°
Centigrade.
Shipping MeasureFor measuring entire internal capacity of a vessel:
1 register ton = 100 cubic feet.For measurement of cargo:
1 U.S. shipping ton = 40 cubic feet = 32.143 U.Sbushels = 31.16 Imperial bushels.
British shipping ton = 42 cubic feet = 33.75 U.S.bushels = 32.72 Imperial bushels.
Troy Weight, Used for Weighing Gold and Silver1 pound = 12 ounces = 5760 grains.1 ounce = 20 pennyweights = 480 grains.1 pennyweight = 24 grains.1 carat (used in weighing diamonds) = 3.086
grains.1 grain Troy = 1 grain avoirdupois = 1 grain
apothecaries' weight.Measure Used for Diameters and
Areas of Electric Wires1 circular inch = area of circle 1 inch in diameter
= 0.7854 square inch.1 circular inch = 1,000,000 circular mils.1 square inch = 1.2732 circular inch = 1,273,239
circular mils.A circular mil is the area of a circle 0.001 inch in
diameter.
TemperatureThe following equation will be found convenient fortransforming temperature from one system to ano-
ther:Let F = degrees Fahrenheit; C = degrees Centi-grade; R = degrees Reamur.
~ = -..f.- = -B-180 100 80
Board MeasureOne foot board measure is a piece of wood 12
inches square by 1 inch thick, or 144 cubicinches. 1 cubic foot therefore equals 12 feetboard measure.
93
ENGINEERING II~FORMA TION ENGLISH SYSTEM

v6
.S8W!l "U x U" JO "~U,, 8wnioA 84l S8Se8J:)U! S8W!l "U" J8l8We!p84l 5U!Se8J:)U! '5u!Z!leJ8U85 ~S8W!l JnOl8WniOA Sl! S8Se8J:)U! 8d!d e 10 J8l8We!p 84l 5u!IQnoai8seq
J8MOIIO e8Je X 8seq J8ddn 10 e8Je
8seq J8MOI!O e8Je + 8seq J8ddn!o e8Je) x J4D!84 x £/ ~ =
J4D!94 x 8seq !O e8Je x £/ ~ =
J4D!84 x 8seq !O e8Je =
J8J8We!p e !O 8qn:) x 9£lSoO =
J8J8We!p 84J !O 8Jenbs x 9 ~ P ~ o£ =e8Je 84J!O JOOJ 8Jenbs x PSl ~ 0 ~ =
J8J8We!p 84J!O 8Jenbs x PSSLoO =8Jenbs !O 8p!S x PSl ~ 0 ~ ~
J8J8We!p x 19S5"O =
8:)U8J9!Wn:)J!:) x £S ~£"O =
J8J8We!p x 9~P~o£ =
p!weJAd JO 9UO:> e !O WnJ~SnJ! 94~ !O 9wnlo/\
p!weJAd JO 9UO:> !O 9WnIO/\
ws!Jd JO JepU!IA:> !O ewnlo/\' , eJe4ds e !O ewnlo/\
' eJe4ds e!o eeJe e:>e!Jns
, el:>J!:> e !O Je~ewe!a
el:>J!:> e !O eeJ'rjeeJe lenbe !O 91:>J!:> e !O Je~eWe!a
: eeJe lenbe !O eJenbs e !O ep!s
el:>J!:> !O Je~ewe!a, el:>J!:> !O e:>UeJ9!Wn:>J!~
S3wmOJ\ aNY SY3~Y
~NIl~YHS ~NIN~IS3a aNY 3nOHOJ. aNY H3MOd3SHOH ~NIJ.Yln:>lY:>
enbJO.l...
.doH
~
41881 uo peal
4~aa.L uo peol
"dOH
°ll'J"d" :I
"~olE}e "sql ELOeO" = "~ol9}e "sql e09LO" = eJnsseJd "U! "bsJed "sql L"V~}B J!'v""U on:> ~ 10}40!eM
"~ol ~l}B "sql 9L"6S = "~ol9}e "sql SSEG9 = Je}eM 4seJ~ "}I"n~ ~ 10}40!eM
"(" ~ol9 }e Je}eM 4SeJ~) leal U! Je}eM 10 }40!e4 x EEv" = ("U! bs Jed spunod) eJnsseJd Je}eM
"~ol}e I.Jn~Jew se4~u! 9~vOG = "~olE}e I.Jn~Jew se4~u!
9~vOG = "~olE}e f.Jn~Jew Se4~u! SSEOG = "~ ol9}e Je}eM 4SeJI}eel S60EG = eJnsseJd "UI "bS Jed ql ~
"~olE }e f.Jn~Jew se4~u! l6"6l = "U! "bs Jed spunod L"v ~ = eJnsseJd ~!Je4dsow}'v"
"SUOlleO S" ~E = leJJ~ ~
"se4~u! ~!qn~ ~El = uolleE) ~
"sel!W LE~l9" = Je}eWOI!>t ~
"se4~u! LE"6E = 'W~ OO~ = Je}eVlj ~
"seeJ6ep 96l" LS = Ue!pBI:I ~
"{puo~es Jed puo~es Jed leal 9 ~ GE se ue>je} I.luoWWO~J 1.J,!lIeJE) 10 uO!}eJele~~'v" = 6
"sJn04 Jed 'n"l"g OOO'eel = uo!}eJe6!JleI:lI0 uol ~
"punod Jed "n"l"g v "OS ~'~ = eJnsseJd ~!Je4dsoW}B}e wealS pe}eJn}BS 10 }eeH le}ol
"punod Jed "n"l"g v 'OL6 = "~ol~~}e Je}eM 10 uo!}eJodeIl31° }BeH }ue}Bl
"punod Jed "n"l"g S~"Ev~ = e~llo uo!sn~ 10 }eeH }ue}Bl
"punod Jed "n"l"g 009'v ~ = uoqJej 10 enlel\ }eeH
"n"l"g S~vE = JnoH »BMOI!>t ~
">jJOM spunod-}oo~ 9"LLL = "n"1"8 ~
"~o ~ Je}eM "ql ~ es!eJ O} peJ!nbeJ }eeH = "n"l"g ~
"Jn04 Jed "n"l'8 LvSl = dH ~
"M">t 9vL" = dH ~
"e}nu!w Jed >jJOM 10 spunod-}oo~ OOO'EE = dH ~
SlNY.lSNO:> aNY S'V'lnl/\l~O~ ~NI~33NI~N3
.~.d.!:!.sqlll~ui 000£9 x .doH .
000£9(.~od"!:! x sql lI~UO anbJOl
(sn!pe!:! lI~lid)(.sql lI~UO anbJOl
.~od"::I
:sql 000££ x "dOH
.oqo££(.~"d°::l x "sql) lIlaal uo peal
.~. do!:! x 19l" x ,,(JalaWeiO lI~lid)
l~"~"d.!:! x 9~v~o£ x ,,(JaJawe!o lI~l!d) = .~"d ::I
"alnu!w Jad Jeao!o suoilnlOAaJ lenba .~.d.!:!lal.aJnu!w Jad Jaa! ui Jeao !O auil lI~l!d !O paeds lenba .~" d":! lal
.pai!!~eds aq Jsnw anbJOI JO Juawow OUilSiMJ allJ uo UMOU)j aq Jsnwpaads aliI JallJ!a JaModasJOll UaA!O e liWSUeJJ OJ palunow S! Jeao e lI~illM uodn ijells e uoisap 01-

PART NUMBER CODES IN ALPHABETICAL ORDER
PREFIXES
SBBSBCSBESBFSBHSBISBPSBSSBUSBWSBZ
SCBSCCSCDSCFSCGSCHSCLSCMSCQSCTSCVSCW
SGCSGF
SHASHBSHCSHDSHE
SIC
SOTSOUSOY
Slide Gate, Flat (Non Dust Tight)Slide Gate, Curved (Non Dust Tight)
Hanger Style 226Hanger Style 220Hanger Style 270Hanger Style 326Hanger Style 30
Internal Collar
Trough End W/O Feet, TubularTrough End W/O Feet, U ShapeTrough End W/O Feet, Flare
SPA
SPT
SPW
SQR
SSD
SSG
SSH
SSP
SSR
SOCSOFSOHSOLSOSSOUSOV
SSSSST
ssu
Paddles, AdjustableSupport, TroughSupport, Fixed
Quick Release Key
Discharge Spout, StandardSeal, Packed GlandSeal, Packing HousingSeal, PlateTrough End, Singe Outboard Bearing,
RectangularSeal, Split GlandTrough End, Single Outboard Bearing,TubularTrough End, Single Outboard Bearing,U ShapeTrough End, Single Outboard Bearing, Flaressv
STASTCSTDSTFSTPSTRSTSSTTSTU
SEHSEASESSETSEUSEV
Hanger Bearing, BabbittBronze CollarEnd Bearing, Type EEnd Bearing, FlangeEnd Bearing, Type HHanger Bearing, Hard IronEnd Bearing, Pillow Block
Hanger Bearing, Self-AligningHanger Bearing, UHMW PolyethelyneHanger Bearing, Oil Impregnated WoodHanger Bearing, Bronze
Coupling BoltsClose Coupling ShaftsShroud CoverTrough Cover, FlangedClamps, SpringTrough Cover, Hip RoofTrough Cover, FlatTrough Cover, Semi-FlangedCover Clamp, Quick ReleaseCover Clamp, ToggleTrough Cover, FlaredCover Clamp, Screw
Slide Gate, Dust Tight, CurvedSlide Gate, Dust Tight, FlatDischarge Spout With Hand SlideSaddleDrive ShaftDischarge End, U ShapeDischarge End, Flare
End Shaft, Hang~rTrough End, RectangularEnd ShaftTrough End, Tubular With FeetTrough End, U Shape With FeetTrough End, Flare With Feet
SFDSFRSFTSFUSFV
Discharge Spout, Flush End
Trough Flange, RectangularTrough Flange, TubularTrough Flange, U ShapeTrough Flange, Flare
Trough, Angle FlangeTrough, ChannelTrough, Drop BottomTrough, Formed Flange
Trough, Rectangular Angle FlangeTrough, Rectangular FlangeTrough, Solid TubeTrough, Flanged TubularTrough End, Twin Outboard Bearing,U Shape
SWB Bronze Washer
SUFFIXES
EDEPDPEHDH
Rack and Pinion ActuatedPneumatically ActuatedBall BearingRoller BearingSleeve Bearing, BabbittSleeve Bearing, Bronze
MPBBRBSBSZ
With End ShaftWith Drive ShaftWith End Shaft and Plate SealWith Drive Shaft and Plate SealWith End Shaft and Housing SealWith Drive Shaft and Housing Seal
95

96
~8 -8L """"""'-'-' 8PiiS 'S81eD
~
:~~:~~~~:~~~:~:~f~~~~,., I.,.!I!qeMol~
, ' Sle!J81eW 6uiziPinl~:::::::::::::::::::::
:::::::::::::::::::::;~~~!:~~~qeMOI~
", t 4:)I!d pull J818We!p WJOj!Un
:::::::::::::::;:::::::::::::J818~~!~P~:~~~..""""'-"1"""'...'" f.JeIOJ
::::::::::::::::r:=::::::::::::J~18~~~o~~~\~~J8POO~""'-."-"",-'.-'-'- I.,.1:)ede:) pue J8MOd8SJO4 'SJ8pOO~
~i CCc..l:-.""""""." ,.~,. S8Jn
leJOOW81 8W8JIX 3I C C
"""::r"".":' ~:;:!- w81sI.s 4Sil6u3-, +... "~.,I nol.e l P ue 6uIJooul6u 3,' -~", UOlleWJOjUI 6uIJOOUI6u3
I 3
,-.,., SIu8W86ueJJe pue s8ilqw8sse 8A!JO'--""'..." " SpU8 46noJI 86Je4:)S!O
:::::=:=~:::::::::::::::::::::::::~~;;~t~:4 ~,7~
:::==:::I:::::::::=::::::::::::::::::::::::::.~;~~~~~~~e4:)siO, t-.-, SUOISU8WIO
..., ~...j SUO!leln:)le:) poods pue J818We!o
.".'...'..'JOI:)ej"O"SM8J:)S JO!.aAUO:) pJepUelS JOj W81sI.s uOileu6!S80.'.--'..."--.'.""" elep U6!S80
I.,.!:)ede:) U6!S80
SIeiJ81eW 81qepeJ680'.""...'--,""', speol peaa
t aI.'.--'~.-T-"
"- Sl46ilj P8PIOj pue In:) pue Ino
.."..~~.."""" -'--"1.-r-~"' "SleIJ8IeW 8AISOJJOO
~~~~~~~~~~~~~' "'.,'- ..'.' SI46ill P8PIOj pue In:)
~ '.~"-" SI elJ8 1 ew 8 lq eulweluo"-' "
.' ';".1"".'..." elep Inol.el pue UOil:)818S
, 4..- "-'-,._-,_. 81qel JOI:)ej I.,.1:)edeo"-c f..;. c; "'rf7~-SlJe4:) I.,.!:)edeo
, :>
::::::::::::::!:~~:::~:::;E:~:
:::~~1tlli::::::::;~~J~'~~~~;~::::::::::::=1~I;::=:::~e~~;
~~~..4 SUOllepU8WWO:)8J 6UIJe88'-"'i.". , S6UIJe8q 8ZUOJq pue II!qqe8
: .B
,... ~..,,- SIeiJ81eW 8AiSeJqv
V
~~"9L"6L
E"9~E"£i'9i'9'P~~9LLL68~£~£~£~£O£"££££"'P£"988£
:::::
:~:'..~~:::::::::;~~;~;,~~~J:~
MSIB!JejBW sno:JS!1\
SJOAeAUO:> MeJ:>S IB:>!jJel\
A.
"'..j"...' Sj!~..", ",.,.. .."'.' 'SJeAO:> 46noJj,..,',
.."... ..,.",.., JBlnqnj
, "".", ,...".. JBln6uBj:>eJ"'" ,.,.." .'...,..", n e6UBII pewJol"..,
"".,. ""' peJB11
WOjjoq doJp,euuB4:>..,' n e6UBII el6uB 'S46noJj,
SIBes pue 46noJj,spue 46noJj,
SIB!JejBW:>!XOj,elqBj AI!:>BdB:> enbJoj,
SJe4SBM jsnJ4j,S6U!JBeq jSnJ4j,
eweJjxe 'SeJnjBJedwej,
.Ljeel jJoddns
.sAOIiB Je4jO pUB leejS SSeIU!BjSSUO!jBln:>IB:> peeds
SUO!jB:>!I!:>eds pUB SUO!jB:>!lddB IB!:>edSsejB6 ep!IS
SJeAO:> pnOJ4S
6U!Z!S IIB4SelqBj UO!j:>eles IIB4S
pue Je6UB4pue::::
:::::::: ::::::::::::::::6~;1~~6~" :SIIB4S
SeJnpe:>oJd UO!j:>elesS6U!JBeq 6U!jB:>!Jqnj-Iles, Sj46!11
SMeJ:>S JOAeAUO:> 'IBUO!j:>es
pue 46noJj 'SIBesSJepeel MeJ:JS
',' SelPPBS
SC' '-.SJepeel !.JBjO~
Sj46!11'.SMeJ:>S JOAeAUO:> 'uoqq!~
S46noJj JBln6uBj:>e~
~, sAeJj esBeleJ Jj:>!no
0C'... ...6U!jBld
SJj:>Olq MOII!dSUO!SUeW!p pue SeZ!S ed!d
c' ...SMeJ:>S JOAeAUO:> elPpBd..., OJ 6u!puej SIB!JejeW 'Jj:>Bd
dUO!j:>eles JOjOV'j
'...,UejUo:> eJnjS!oV'j, elqej JOj:>el 6Ulj46111 pe'I'poV'j,..., le!Jeiew 6U!X!V'j
..,. '. wejsAs :>!JjeV'j, elqej UO!jB:>!I!SSel:> IB!JejeV'j
'.elqBj S:>!jS!Jej:>eJe4:> IB!JejeV'j,...,-. S!SAIBUB le!JejeV'j
'SUO!j:>nJjSU! e:>UBUejU!eV'j
WelqBj eZ!S dwnlc eZ!S dwnl
, UO!jB:>!Jqnl
,"...'. UO!j:>npOJjUI.,...
C' SJBIIO:> leUJejUI.,... ..:C'... SUO!j:>nJjSU! UO!jellejSUI
e6JB4:>S!P pue jndUI~ ..-eld!jlnW 'SjelUI
SJOAeAUO:> MeJ:>S peU!I:>ul,... SpeOlj:>Bdwl
I-,... Sle!JejBW :>!do:>sOJ6AH
.-!.peJlnOOJ SBlnWJOl'JeMOdeSJOHL... sjueuodwo:> eA!Jp enbJoj 46!H"j.. SMeJ:>S JOAeAUO:> P!o:>!leH
..SMeJ:JS JOAeAUO:> pe:>BjJnS PJBH
s6u!Jeeq UOJ! PJBH..~ SJe6UBH
-' SIIB4S pue Je6UBH
...1 1 S6U!JBeq Je6U~
G6
£9 'le '6lSL"SL""
~i:::~~PL"""""PL"'"lL"'"~l -6919-9g'el
ll'"
ll""""
eg""'"
19 'pg'"9l"'" 9l
£6'l69V6-l6(9LL'£L99-£9
LL '£f..g.-~. '6£~:~:::::::::
~S-SL.
~S £~ , 6 ~g ~g OS' ~g 810 S g~ » '~..
~-~.~L -69-
££-6~LL '£f
£-vLasL£9£L£9£196L6L6L1-£-1-6
LI-Ll-ov-aLI-9loc-
L'V .~'V9\7£8sa19L\7
9l"£\79\79\7"
l\7"9\719Ll9l9"
9l"Llre"£l99"
6£99\7LL~'6~
6£9906gp'lvLl
ll E.
~i: R £6 '<:6..
S "
9~-6E 9S...
Ol-£--99-
£L\7.\7986lO£g£~£
68'88.Lv '~vL8 £9 89
L9 'vg99-£989VGVG
9GV6 '~G"GS -os '6£GF 'OF9£"""""""
SG"""""""""SS -£S '8GGS"£S"""" "
SL-lL
6£ 6& 9l'£.
X3CNI 3n~O'V1V:> ~OA3ANO:> M3~:>S
...
-lL'9£'
'IcV''IcV:':.Ic~:'££'££:~::
'G;:'
've-
..~£
's£'s£'s£
'00~..~.:
'~v'ZII'VII""
'sv'~v'~v""-Lv"""""",.
'VII'ZL"
'II~"


OTHERCONTINENTALPRODUCTS
.Bucket elevators
.Conveyor pulleys
.Conveyor idlers.Belt conveyors.Vibrating feeders
.Engineered systems
.CONTINENTAL CONVEYOR & MACHINE WORKS LTD.470 St-Alphonse Street East
Thetford Mines, Quebec.Canada G6G 3V8Tel. (418) 338-4682Fax: (418) 338-4751
www.continentalconveyor.ca
CONTINENTAL CONVEYOR (ONTARIO) LTD.100 Richmond Blvd.Napanee, Ontario.Canada K7R 383Tel. (613) 354-3318Fax: (613) 354-5789www.continentalconveyor.ca
LITHO IN CANADA