SCIENTIST PROTECTIVE COATINGS GROUP ... DESIGN AND TESTING By Dr . S. SYED AZIM SCIENTIST PROTECTIVE...
93
COATINGS DESIGN AND TESTING By Dr . S. SYED AZIM SCIENTIST PROTECTIVE COATINGS GROUP CORROSION TESTING & EVALUATION DIVISION CENTRAL ELECTROCHEMICAL RESEARCH INSTITUTE KARAIKUDI-630 006 First Training Course on Surfaces, Coatings and Corrosion Protection IIM HRDC-KC, March 6&7, 2009, IIT Madras
Transcript of SCIENTIST PROTECTIVE COATINGS GROUP ... DESIGN AND TESTING By Dr . S. SYED AZIM SCIENTIST PROTECTIVE...

COATINGS DESIGN AND TESTING
By
Dr . S. SYED AZIMSCIENTIST
PROTECTIVE COATINGS GROUPCORROSION TESTING & EVALUATION DIVISION
CENTRAL ELECTROCHEMICAL RESEARCH INSTITUTEKARAIKUDI-630 006
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

MAJOR AREAS OFRESEARCH AND DEVELOPMENT
ElectrochemicalMaterialScience
Electrodics,Electrocatalysis
Electro Metallurgy
ElectrochemicalsOrganic & Inorganic
Batteriesand
Fuel Cells
CECRI
Industrial MetalFinishing
Centrefor
Education
ElectrochemicalInstrumentation
Corrosion Science andEngineering
PollutionControl
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

MAJOR AREAS OFRESEARCH AND DEVELOPMENT
Cathodic Protection Protective Coatings
Failure Analysis
Marine CorrosionAnd its Control
Concrete Corrosionand its Control
Corrosion Inhibition
Corrosion TestingAnd Monitoring
CORROSIONSCIENCE
ANDENGINEERING
Basic Aspects ofCorrosion
Corrosion Education Corrosion Map ofIndia
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

AGENDA
• Definition• Coating design• Surface Preparation• Coating specifications
- Steel Structures Testing & Evaluation
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Corrosion of metals and alloys poses greatproblems from the point of view of conservation ofmetals, operational costs and pollution hazards.One of the most successful methods forcontrolling corrosion is by the application of paintcoatings.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

A protective coating is a material composed of synthetic resins orinorganic silicate polymers which, when applied to a suitable su bstratewill provide a continuous coating, that will resist industrial o r marineenvironments. In order to provide corrosion protection, the pro tectivecoating must also.
1. Resist the transfer or penetration through the coating of ions f romsalts, which may contact the coating.
2. Resist the action of osmosis.
3. Expand and contact with underlying surface, and
4. Maintain a good appearance, even under extreme weather condition s.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Protection by coating mainly depends upon three factors
1. The material
2. Surface preparation and
3. Application
If any one of the three is weak, protection value isaffected to that extent
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Impermeability
• The ideal impermeable coating should becompletely unaffected by the specificenvironment it is designed to block, be it mostcommonly humidity, water or any othercorrosive agent such as gases, ions orelectrons.
• The ideal impermeable coating should have ahigh dielectric constant and also have perfectadhesion to the underlying surface in order toavoid any entrapment of corrosive agents.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Inhibition• In contrast with coatings developed on the basis of
impermeability, inhibitive coatings function by reactingwith a certain environment to provide a protective filmor barrier on the metallic surface.
• The concept of adding an inhibitor to a primer has beenapplied to coatings of steel vessels since these vesselshave been first constructed.
• Such coatings were originally oil based and heavilyloaded with red lead.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Cathodically protective pigments• As with inhibition, cathodic protection in
coatings is mostly provided by additives in theprimer.
• The main function of these additives is to shiftthe potential of the environment to a lesscorrosive cathodic potential.
• Inorganic zinc based primers are goodexamples of this concept.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Surface Preparation Standards
National Association of Corrosion Engineers
(NACE)
Steel Structures Painting Council (SSPC)
Swedish Standards (Sa,St)
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

National Association of CorrosionEngineers (NACE)
NACE 1 White metal Blast Cleaning
NACE 2 Near- White Blast Cleaning
NACE 3 Commercial Blast Cleaning
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Steel Structures Painting Council (SSPC)
SP-1 Solvent CleaningSP-2 Hand Tool CleaningSP-3 Power Tool CleaningSP-4 Flame CleaningSP-5 White Metal Blast CleaningSP-6 Commercial Blast CleaningSP-7 Brush-Off Blast CleaningSP-8 PicklingSP-9 Weathering Followed By Blast CleaningSP-10 Near-White Blast Cleaning
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Swedish Standard (St,Sa)
St 2 Hand Tool CleaningSt 3 Power Tool CleaningSa 1 Brush-Off Blast CleaningSa 2 Commercial Blast CleaningSa 2 1/2 Near-White Blast CleaningSa 3 White Metal Blast Cleaning
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Surface preparation in descending order ofeffectiveness
1. White Sandblast NACE # 1, SSPC SP 5 -63, SA-32. Near-White Sandblast NACE # 2, SSPC SP10 -63. SA 2.53. Commercial Blast NACE # 3, SSPC SP 6 -63, SA 24. Brush Blast NACE # 4, SSPC SP 7 -63, SA 15. Acid pickling SSPC SP 8-636. Flame Cleaning SSPC SP 4 -637. Power Tool Cleaning SSPC SP 3 -638. Chip &Hand Wire Brush SSPC SP 2 -639. Solvent Wipe SSPC SP 1-63
Each lower grade in the list allows greater amount of contaminat ion to be lefton the surface prior to the coating
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Shot blasted steel surface
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras
ANCHOR PATTERN OR SURFACEPROFILE
1. Surface texture of a metal, produced by abrasive blasting,to assist the adhesion of a coating, is called anchorpattern or surface profile.
2. Most paint systems, especially inorganic zinc coatings,require an anchor pattern-characterised by a surfaceroughness and a roughness profile to obtain properadhesion.
3. It is usually assessed by standardised comparator viz.Rugotest No.3 and Keane-Tator Surface ProfileComparator. Anchor pattern obtained depends on thetype of abrasive used for blasting.
4. Using fine sand of mesh size 80, maximum height ofprofile is found to be 35-37 microns whereas with ironshot of mesh size 14, it is found to be 90 microns
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Inspection of surface preparation
Inspection of surface preparationincludes the following: ISO 8501•Cleanliness. Solvent cleaning to removesalt, oil, grease and dust/dirt•Evaluation of present condition (rustgrade)•Evaluation of surface (preparation gradeand roughness)•Remaining contamination acceptable?
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Anchor Pattern• The anchor pattern or profile is extremely important to
protective coatings in that it provides for excellentcoating adhesion.
• Anchor pattern can be thought of as tiny peaks andvalleys in the substrate being blasted.
• The depth of these “valley’s” is determined by the size,type and hardiness of the abrasive being used; by theair pressure; and by the distance and angle of thenozzle to the surface.
• Too much anchor pattern wastes coating and allowssubstrate to show through; too little anchor patternreduces the bonding surface between the material andthe substrate.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

General guidelines to achieve specific anchor patterns.Assumption is 90PSI nozzle pressure, 2 feet from surface
30-60 Jetmag, 16 garnet, 16aluminum oxide, 16 steel grit
3.0 Mil
30-60 Jetmag,36 garnet, 24aluminum oxide, 25 steel grit
2.5 Mil
32-B4 Jetmag, 36 garnet, 36aluminum oxide, 40 steel grit
2.0Mil
35-70 Jetmag, 36 garnet, 36aluminum oxide, 50 steel grit
1.5 Mil
35-70 Jetmag, 80 garnet, 100aluminum oxide, 80 steel grit
1 Mil
120/150 Jetmag, 100 garnet,120 aluminum oxide
0.5 Mil
BLAST MEDIAANCHOR PATTERN
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Abrasive sizes vary and a tolerance of 10% should be maintained to expect these results
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Coating Type Min. Sur. Pre.
Alkyd NACE # 3CoalTar Enamel NACE # 3Vinyl NACE # 2Chlo. Rub NACE # 2Epoxy NACE # 2CoalTar Epoxy NACE # 2Urethane NACE # 2Organic Zinc NACE # 2Inorganic Zinc NACE # 2
Minimum Surface Preparation Requirements
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

1. The purpose of coating application is to developa continuous highly adherent film with an eventhickness over the substrate.
2. To achieve this, various factors have to beconsidered such as type of coatings and weatherconditions, application methods etc.
3. It is advisable to avoid painting below 10 0C andabove 400C,
4. If the relative humidity is above 80%, during therainy weather and wind velocity is above 24km/hror else freezing will occur before the paint dries.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Application Methods
• Brush• Air Spray• Airless Spray• Hot Spray• Hot Airless Spray• Roller
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Factors Affecting Application of Paint
• Temperature• Humidity• Cover• Damage• Thickness• Recoating
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Fan too narrow for normal work.May be used for narrow areassuch as small angles
Fan too wide - edges causeover spray
Normal fan - Approximately 8”wide used for most sprayapplication. Hold gun within 10 ”
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Method of application SQ.M
Brush 65Roller 120-260Air spray 200-600Airless spray 300-800
Area coverage per day
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

CONVENTIONAL Vs AIRLESS SPRAY
CONVENTIONAL AIRLESS SRAY
COVERAGE sq.m/day 400 -800 600 -1000
OVERSP RAY % 20 - 40 10 -15
PORTABILITY Fair Excellent
DIRECT DRIVES No YES
HOSES 2 Usually 2
MASKING Considerable Moderate
PENETRATION OF Fair Good
CORNERS & VOIDS
THINNING BEFORE SPRAY Usual Sometimes
FILM BUILD PER COAT Lower Higher
MOISTURE(Compressor ) Possible N one
PAINT CLOGGING Slight Possible
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Main Ingredients for paint formulation
Polymer (Binder)PigmentSolventAdditives
Properties of the coatings can be changed bychanging ingredients.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

PROTECTIVE COATING SYSTEM
Primer Undercoat Topcoat Finish coat
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Primer
The primary function of a primer over steel is to providecorrosion protection. The primer is in direct contactwith the metal surface and must therefore provide a firmbond between the metal and the subsequent coats ofpaint. The primers may well be classified as follows onthe basis of the working principal.
a. Inert primer (primer containing only inert pigments)
b. Inhibitive primer (primer containing inhibitive pigments)
c. Galvanic primer (primers containing zinc or aluminum
pigment)
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Undercoat
Undercoats are highly pigmented high build paints possessinghigh impermeability, which follow the primer and providenecessary ground for the finishing coat. In addition an underco atshould posses the following properties.
a. Fairly rapid set to avoid sagging and pulling away from sharpedges
b. Very high impermeability to ions, moisture and air
c. Good adhesion to primer and topcoat.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Top coat
The topcoat completes a paint scheme and serves as the first lin e of
defense against the corrosive environment whilst providing
decoration. At the same time, a good finish coat should offer
adequate protection and be capable of retaining its decorative e ffect
(measured in terms of color and gloss) for a long period. The t opcoat
also protects the entire paint scheme from UV degradation.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

6
ROLE OF BINDERS
Alkyds - Can be used in mild atmospherePhenolics - Has got high electrical resistanceAcrylics - Has got good resistance against acids
and alkaliesEpoxies - good in very aggressive atmospheres
except strong acidsAliphaticPolyurethane - Very stable against ultra violet radiations.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Schematic representation of Tortuouspath formed by glass flakes
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

SEM OF TiO2 PIGMENT
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

SEM of glass flakes
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Typical Protective Coating Specifications
Coat Material Thickness(mm)
PrimerEpoxy ZincPhosphate
75
Barrier Epoxy MIO 125
Finish Polyurethane 50
Finish Polyurethane 50
a) Conventional Epoxy specification
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

b) Zinc rich epoxy specification
Coat Material Thickness(mm)
Primer Epoxy Zinc Rich 40
Barrier Epoxy MIO 150
Barrier Epoxy MIO 150
Finish Polyurethane 50
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

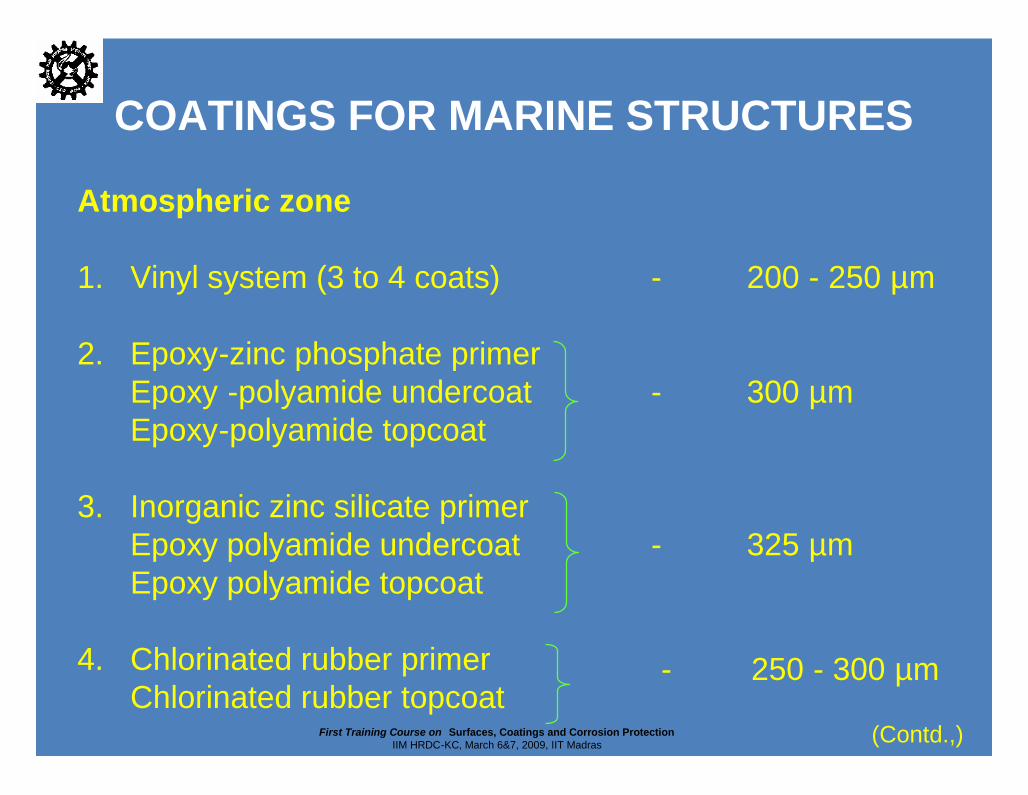
COATINGS FOR MARINE STRUCTURES
Atmospheric zone
1. Vinyl system (3 to 4 coats) - 200 - 250 µm
2. Epoxy-zinc phosphate primerEpoxy -polyamide undercoat - 300 µmEpoxy-polyamide topcoat
3. Inorganic zinc silicate primerEpoxy polyamide undercoat - 325 µmEpoxy polyamide topcoat
4. Chlorinated rubber primerChlorinated rubber topcoat
- 250 - 300 µm
(Contd.,)First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras
COATINGS FOR MARINE STRUCTURES
Atmospheric zone
1. Vinyl system (3 to 4 coats) - 200 - 250 µm
2. Epoxy-zinc phosphate primerEpoxy -polyamide undercoat - 300 µmEpoxy-polyamide topcoat
3. Inorganic zinc silicate primerEpoxy polyamide undercoat - 325 µmEpoxy polyamide topcoat
4. Chlorinated rubber primerChlorinated rubber topcoat
- 250 - 300 µm
(Contd.,)First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras
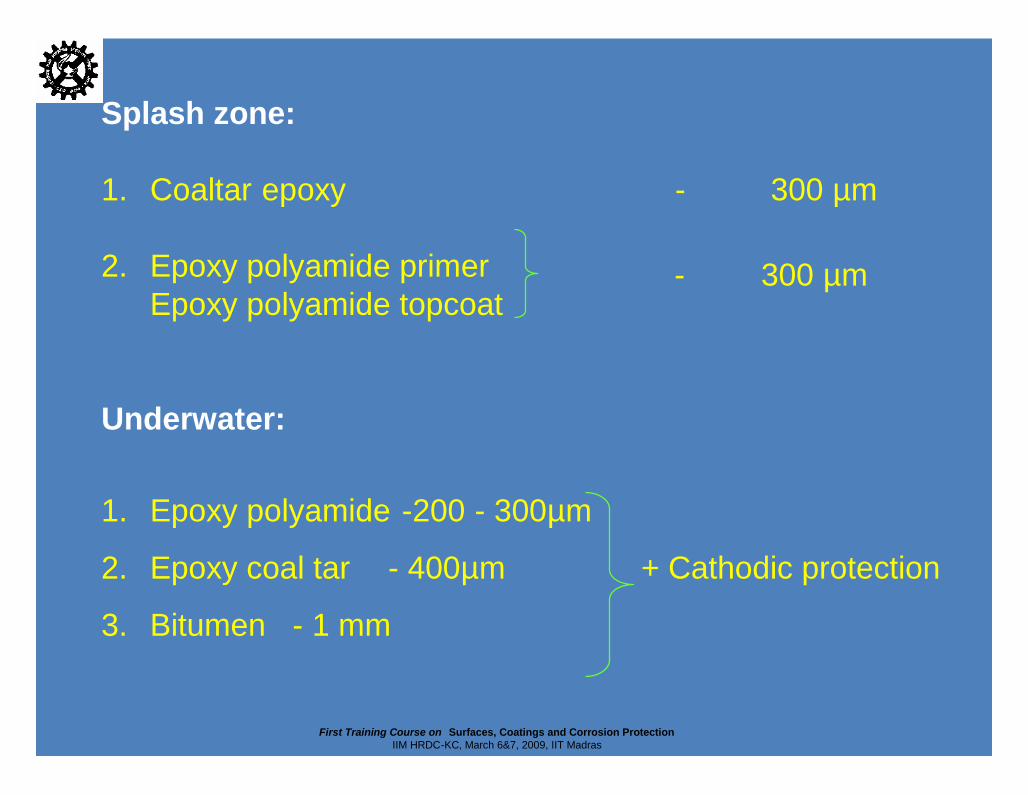
Splash zone:
1. Coaltar epoxy - 300 µm
2. Epoxy polyamide primerEpoxy polyamide topcoat
Underwater:
1. Epoxy polyamide -200 - 300µm
2. Epoxy coal tar - 400µm + Cathodic protection
3. Bitumen - 1 mm
- 300 µm
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

COATINGS FOR ACID ATMOSPHERE
1. In many plants it is a common thing to have acidsreleased to the atmosphere and also spillage ofacids.
2. The main points to be taken care of in this case isthat the binder should not be disintegrated whenreacted with acids.
3. Pigments used for paint formulations includingextenders should be non-reacting type.
4. If the acid concentration is comparatively high,special pigments are to be incorporated whichwould take care of the adverse reactions.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

TYPES Types of Tanks TANKS Floating roof tanks
Storing volatile products
Crude, HSD, SK, MS, Naphtha.
Fixed roof tanks
Storing heavy products
FO, LSHS, VGO, Bitumen.
Floating cum fixed roof tanks
Storing volatile products with stringent quality.
ATF, JP5.
COATINGS FOR TANKS
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

COATING SYSTEM IN USE
ORDINARY EPOXY COATING. DFT APPLIED 200 to 300 MICRONS. LIFE 3 TO 4 YEARS. TANKS DECOMMISIONED AT INTERVALS OF
6 TO 8 YEARS.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Coatings for underground pipelines
1. Coal tar enamel
2. Polyethylene tapes- Manual/ Power drivenapplicators.
3. Fusion bonded Epoxy coatings
4. Three Layer Polyolefin coatings (PE/PP)
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

PrimerTop Coat
Oleoresinous Alkyd Silicon
e alkyd Vinyl Chlorinatedrubber
Epoxy(2 pack)
Coaltar
epoxyurethane
Oleoresinsc c c NR NR NR NR NR
AlkydC C C NR NR NR NR NR
Siliconealkyd
C C C NR NR NR NR NR
Phenolresin
C C C NR NR NR NR NR
VinylC C NR C C C C NR
Chlorinatedrubber
C C C C C NR NR NR
EpoxyNR NR NR C C C C C
Coal tarepoxy
NR NR NR NR NR C C NR
Zinc-richepoxy
NR NR NR NR C C C NR
Inorganiczinc
NR NR NR C C C NR NR
UrethaneNR NR NR NR NR NR NR C
Compatibility of Different Paints
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

TESTING ANDEVALUATION OF PAINTS
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Evaluation Methods
• Wet film thickness (WFT)• Dry film thickness (DFT)• Hardness• Flexibility• Adhesion• Abrasion• Impact• Accelerated Tests• Electrochemical tests
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras
Wet Film Wheels• Wet film Wheels consists of three circles.
• The central circle is of smaller diameter and iseccentric of the two outer circles.
• By rolling the gauge through a wet coating, thecenter disc eventually touches the film.
• This point on the scale indicates the thickness.
• If the volume to solids ratio of the coating is known,then the wet film thickness can be used to predictthe dry film thickness.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Wet Film Wheel
Various measurement ranges are available from 0 to 25 µm to 0 to 3000µm (0 to1mil - 0 to 40mils) are available
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Dry film thickness (DFT) Many methods are used for DFT measurements.
They are destructive & non destructive
Magnetic thickness gauges are based on the principlethat the attractive force between a permanent magnetand magnetic metal is inversely proportional to thedistance between them.
The principal limitations are
(i) the film must not be indented by the load and
(ii) the film must not be tacky.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Dry film thickness (DFT) meter
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Eddy-current thickness gage
1. Eddy-current thickness gage is designed tomeasure the thickness of non -conductive coatingson non-ferrous substrates.
2. A probe coil energized by an alternating currentinduces eddy current creates an opposingalternating magnetic field in the substrate thatmodifies the electrical characteristics of the coil.
3. The magnitude of these changes is influenced bythe proximity of the substrate, that is, by thethickness of the coating, and is registered on thegage meter.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Hardness and related Properties
Organic coating hardness is difficult to define. Theformulations of the coatings are so designed as toimpart a certain amount of flexibility and elasticity.
In this context, the hardness can only be defined asthe film to indentation or scratching or damping.
A number of methods and instruments are availablebut the common methods are scratch by a pointedtip, using pendulum-rocker type instruments, usingindentor.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras
Scratch hardness (ASTM B-7027-05)
1. A number of instruments are available for the study of scratchhardness.
2. In all the cases the basic principle is to decide that amount ofload required by a sharp tip or edge to cut through the film.
3. In bare essentials the instrument consists of balanced beam,on one arm of which are a short knife or a pointed stylus anda post upon which weights can be placed.
4. The scratch is examined for the exposure of the base metal.
5. The weights are added or removed to determine exactlyunder what load the tip scratches through the film.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Scratch hardness Tester
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Abrasion resistance
1. Abrasion resistance may be defined generally as theability of the material to withstand mechanical actionsuch as rubbing, scrapping or erosion, that tendsprogressively to remove materials from its surface.
2. The result of an abrasive action will be loss of coatingmaterials, loss of gloss or the surface may be marred.
(i) The falling abrasives method and
(ii) The use of rotating wheels .
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Taber abrasion (ASTM D 4060)1. The specimen in the form of a 4 inch dia or a 4" x 4" sq. is
mounted on a turn table that rotates at 60 rpm under a pair ofabrading wheels in such a manner as to case side slip betweenthe abrading wheel and the surface of the test specimen.
2. 'calibrase' wheels No C.S. – 10 or C.S. – 17 are used. Abrasionresistance of coatings is expressed in terms of weight loss perspecified number of revolutions (e.g. 1000 revolutions) under astated load (e.g. 1000 g).
3. This is the wear index or wear rate. Alternatively, abrasionresistance may be expressed in terms of number of revolutionsrequired to wear through the coating to the substrate under agiven set conditions and this is called wear cycles or amount ofwear.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Taber Abraser
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Adhesion
1. Adhesion testing procedures involve themeasurement of the force required for theremoval of the coating substrates.
2. Basically the methods of adhesion testingof the coating involves the cutting,scrapping, scratching, pulling etc.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Cross cut adhesion tester
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Elcometer 106 Adhesion Tester(ASTM D-4541 Pull off)
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Flexibility (ASTM D-522) Paint and varnishes films must have sufficient elasticity so
that they will not split or crack following upon shrinkage of th efilm or movement of the substrate due to whether or serviceconditions.
The flexibility of films may be evaluated by studying thetensile and elastic properties of the free films or by subjectin gthe coated films to bend tests.
The bending tests of the coated specimens are carried outusing a range of mandrels.
The elongated and the tensile strength of the free films aretested using tensile strength apparatus like instron.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Conical mandrel apparatus
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Tubular Impact Tester• The falling weight method provides reliable
evaluation of the coatings resistance to impact.
• A mass (with or without indenter, depending onstandards) guided by a graduated tube, fallsfrom variable heights up to 1 m onto the samplepanel firmly clamped onto a die.
• The pass/fail height or force to failure can bedetermined on the tube scale
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Tubular Impact Tester
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Accelerated testsLaboratory Performance Tests
i) Cyclic corrosion tests (CCTs) Accelerated cyclic corrosiontests are fast becoming the industry norm for the evaluationof the anti-corrosive behavior of atmospheric coatingsystems. Traditional salt fog test ASTM B117,ISO 7253.
ii) Norsok Cyclic Test
Based on NACE TM0184, 72 hours Salt Fog (ASTM B117,ISO 7253) with artificial sea water (ASTM D1141)16 hoursdry out (23ºC) 80 hours UV at 60ºC/ condensation at 50ºC,4 hours/ 4 hours cycle (ASTM G53) Total duration = 25weeks.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

ASTM D5894
ISO 23168 hours Prohesion (ASTM G85, Annex A5) 168 hours UV at60ºC/ condensation at 50ºC, 4 hours/ 4 hours cycle (ASTM G53) Totalduration = 24 weeks(blend of Sodium Chloride and Ammonium Sulphate)
Draft NACE (Based on Shell)
168 hours Prohesion (ASTM G85, Annex A5) with artificial sea water(ASTM D1141) 168 hours UV at 60 ºC/condensation at 50ºC, 4 hours/ 4hours cycle (ASTM G53) Total duration = 12 weeks.
Draft 040
72 hours Salt Fog (ASTM B117, ISO 7253) 24 hours freeze at –20ºC 72hours UV at 60ºC/ condensation at 50ºC, 4 hours/4 hours cycle (ASTMG53) Total duration = 25 weeks
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Salt Spray CabinetFirst Training Course on Surfaces, Coatings and Corrosion Protection
IIM HRDC-KC, March 6&7, 2009, IIT Madras

Accelerated Weathering Test(ASTM G-53)
1. Simulated aggressive weather conditions can beobtained within a confined space by suitablyassembled equipments.
2. The natural weather condition includes, ultravioletradiation, heat radiation, humidity condensation, wind,rain etc.
3. The simulated weather apparatuses are capable ofproducing one or more of the weather conditions insidethe test chamber.
4. A typical apparatus is called Weathrometer.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras
Weathrometer
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

ELECTROCHEMICAL METHODS FORCOATING EVALUATION
Potential- Time M---> M n+ +e-
Electrochemical Impedance
Potential – time measurements were carried out to find outthe corrosion protection capability of the paints formulated.
In this method 6” x 4” painted panels are used. A glasstube of approximately 1sq.cm was fixed on the paintedpanel using araldite.
3% sodium chloride is used as the electrolyte. The opencircuit potential (OCP) was measured with respective to asaturated calomel electrode using a salt bridge.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Potential –Time measurementset up
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

VARIATION OF POTENTIAL WITH TIME
-600
-500
-400
-300
-200
-100
00 5 10 15 20 25 30 35
DURATION IN HOURS
POTE
NTI
AL
IN m
V Vs
SC
E
CONTROL
SYSTEM A
SYSTEM B
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Electrochemical Impedance Method
Electrochemical impedance methods forcoating testing are based upon the well -established theory of electronic AC circuitanalysis.
By determining the "Equivalent -circuit"behaviour can be characterized.
The most common data presentation stylesare the Bode and Nyquist plot.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Setup used for Impedance measurements
1 Coating2 Working Electrode3 Glass tube 1cm2
4 Pt auxiliary electrode5 Ref. electrode (SCE)6 Electrolyte
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Impedance Measurement Set -up
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

A metal covered with an undamagedcoating generally has very high impedance.
The equivalent circuit for this situation isgiven below
Perfect Coating
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Typical Bode Plot for an Excellent Coating
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Most coatings degrade with time, resulting in more complexbehavior.
After a certain amount of time, water penetrates into the coatin gand forms a new liquid/metal interface under the coating.Corrosion phenomena can occur at this new interface.
Equivalent Circuit for a Damaged Coating
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Bode Plot for a Damaged Coating
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Bode plot
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

COATING RESISTANCE WITH TIME
0.00E+00
2.00E+10
4.00E+10
6.00E+10
8.00E+10
1.00E+11
1.20E+11
1.40E+11
0 5 10 15 20 25 30 35
DURATION IN MONTHS
CO
ATI
NG
RES
ISTA
NC
E IN
OH
MS
CONTROL
SYSTEM A
SYSTEM B
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Modern instrumental methods
Spectroscopic methods
Fourier transform infra red (FT -IR) spectroscopy
35
40
45
50
55
60
65
70
75
80
85
90
95
100
%T
rans
mitt
ance
500 1000 1500 2000 2500 3000 3500 4000W avenumbers (cm -1)
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Chromatographic methods1. Gas chromatography is the most widely used
analytical technique.
2. Both gas chromatography and liquidchromatography play prominent roles for theanalysis of paints and related materials.
3. GC is useful in the analysis of individual resincomponents e.g. polyols, fatty acids, dicarboxylicacids either as raw materials or
4. Chemical degradation of the respective resins, inthe form of pyrolysis GC.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

X-ray diffractionQUALITATIVE ANALYSIS
Identification of pigments, extenders and othercrystalline phase by x-ray diffraction is done bymatching the peaks of the diffraction pattern ofa sample under analysis with the sets ofdiffraction peaks exhibited by referencesamples of known composition. X -ray will notprovide away chemical information about thetest sample
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Diffraction pattern of dried paint film
P o s i t i o n [ ° 2 T h e ta ]
2 0 3 0 4 0 5 0 6 0 7 0 8 0
C o u n ts
0
2 0 0
4 0 0
A z i m _ 3
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

Limitations
Misidentification can occur when the samplecontains several crystalline phase producing acomplex pattern and diffraction in the onlytechnique used for the analysis
(e.g.) peaks of red lead, quartz and zinccoupled d – values – 3.38, 3.34 and 3.31 A.
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras

THANK YOU
First Training Course on Surfaces, Coatings and Corrosion ProtectionIIM HRDC-KC, March 6&7, 2009, IIT Madras


















