Saka Dandan Process
8
Available online at www.sciencedirect.com J. of Supercritical Fluids 44 (2008) 356–363 Transesterification of RBD palm oil using supercritical methanol Eun-Seok Song, Jung-won Lim, Hong-Shik Lee, Youn-Woo Lee ∗ School of Chemical and Biological Engineering and Institute of Chemical Processes, Seoul National University, San 56-1 Sillim-dong, Gwanak-gu, Seoul 151-744, Republic of Korea Received 5 March 2007; received in revised form 27 July 2007; accepted 11 September 2007 Abstract In this work, a batch-type reactor system was used to prepare biodiesel from RBD palm oil in supercritical methanol without any catalyst. Experiments were carried out by changing the operation parameters such as temperature (200–400 ◦ C), the mole ratio of methanol to RBD palm oil (3–80) and reaction time (0.5–20min). The content of fatty acid methyl esters (FAMEs) was analyzed using a gas chromatography by means of British standards. The content of FAMEs increased drastically with temperature above the critical point and with the mole ratio of methanol to RBD palm oil up to 30. However, the content of FAMEs was affected by thermal decomposition of RBD palm oil and FAMEs above 300 ◦ C. Irreversible reaction scheme was used to examine the kinetics of transesterification of RBD palm oil. Activation energy calculated by nonlinear regression was agreed well with the published data. © 2007 Elsevier B.V. All rights reserved. Keywords: Biodiesel; Transesterification; Palm oil; Supercritical methanol 1. Introduction Biodiesel is an alternative fuel for diesel engines that is pro- duced by chemical reaction of a vegetable oil or animal fat with an alcohol such as methanol. The product is called as methyl esters or biodiesel, which is receiving increased attention as an alternative, nontoxic, biodegradable, and renewable diesel fuel. Many researchers have shown that promise as an alternative fuel for diesel engines [1–11]. When biodiesel displaces petroleum diesel, it reduces global warming gas emissions such as carbon dioxide. Biodiesel has no aromatics, almost no sulfur, and con- tains 11% oxygen by weight. These characteristics of biodiesel reduce the emissions of carbon monoxide, hydrocarbon, and par- ticulate matter in the exhaust gas compared to petroleum-based diesel fuel [11–14]. Transesterification, also called alcoholysis, is the displace- ment of alcohol from an ester by another alcohol in a similar to hydrolysis, except than alcohol is used instead of water. Fig. 1 shows transesterification of triglycerides (TG) with alco- hol. Each reaction step is reversible. This process has been widely used to reduce the viscosity of vegetable oils. Methanol and ethanol are utilized most frequently, especially methanol ∗ Corresponding author. Tel.: +82 2 880 1883; fax: +82 2 883 9124. E-mail address: [email protected] (Y.-W. Lee). because of its low cost and its physical and chemical advan- tages. If methanol is used in this process it is called methanolysis. Thus, fatty acid methyl esters (FAMEs, known as biodiesel fuel) obtained by transesterification is similar to conventional diesel fuel in its main characteristics and can be used as an alternative fuel for diesel engines [1–6,8]. The reaction can be catalyzed by alkalis, acids or enzymes. For an alkali-catalyzed transesterification, the glycerides and alcohol must be substantially anhydrous because water makes the reaction partially change to saponification, which produces soap. The soap lowers the yield of esters and renders the separation of ester and glycerol and the water washing diffi- cult. Low free fatty acids (FFAs) content in vegetable oil is required for alkali-catalyzed transesterification [1,4,8]. In the acid-catalyzed process, the presence of water and FFAs had a sig- nificant effect on the FAMEs production as well as in the alkali catalysis [15]. Lower-cost feedstocks are needed, in spite of negative effect of water and FFAs, since biodiesel from food-grade oils is not economically competitive with petroleum-based diesel fuel. Unfortunately, many of these feedstocks contain large amounts of FFAs. These FFAs react with alkali catalysts to produce soaps that inhibit the FAMEs formation [10,16]. In the case of the vegetable oils that contain up to about 5% FFAs, the transester- ification reaction can still be catalyzed with an alkali catalyst. However, additional catalyst must be added to compensate for 0896-8446/$ – see front matter © 2007 Elsevier B.V. All rights reserved. doi:10.1016/j.supflu.2007.09.010
description
biodiesel super critico
Transcript of Saka Dandan Process

A
EootIr©
K
1
daeaMfddtrtd
mtFhwa
0d
Available online at www.sciencedirect.com
J. of Supercritical Fluids 44 (2008) 356–363
Transesterification of RBD palm oil using supercritical methanol
Eun-Seok Song, Jung-won Lim, Hong-Shik Lee, Youn-Woo Lee ∗School of Chemical and Biological Engineering and Institute of Chemical Processes, Seoul National University,
San 56-1 Sillim-dong, Gwanak-gu, Seoul 151-744, Republic of Korea
Received 5 March 2007; received in revised form 27 July 2007; accepted 11 September 2007
bstract
In this work, a batch-type reactor system was used to prepare biodiesel from RBD palm oil in supercritical methanol without any catalyst.xperiments were carried out by changing the operation parameters such as temperature (200–400 ◦C), the mole ratio of methanol to RBD palmil (3–80) and reaction time (0.5–20 min). The content of fatty acid methyl esters (FAMEs) was analyzed using a gas chromatography by means
f British standards. The content of FAMEs increased drastically with temperature above the critical point and with the mole ratio of methanolo RBD palm oil up to 30. However, the content of FAMEs was affected by thermal decomposition of RBD palm oil and FAMEs above 300 ◦C.rreversible reaction scheme was used to examine the kinetics of transesterification of RBD palm oil. Activation energy calculated by nonlinearegression was agreed well with the published data.2007 Elsevier B.V. All rights reserved.
btToff
Fatsscranc
o
eywords: Biodiesel; Transesterification; Palm oil; Supercritical methanol
. Introduction
Biodiesel is an alternative fuel for diesel engines that is pro-uced by chemical reaction of a vegetable oil or animal fat withn alcohol such as methanol. The product is called as methylsters or biodiesel, which is receiving increased attention as anlternative, nontoxic, biodegradable, and renewable diesel fuel.any researchers have shown that promise as an alternative fuel
or diesel engines [1–11]. When biodiesel displaces petroleumiesel, it reduces global warming gas emissions such as carbonioxide. Biodiesel has no aromatics, almost no sulfur, and con-ains 11% oxygen by weight. These characteristics of biodieseleduce the emissions of carbon monoxide, hydrocarbon, and par-iculate matter in the exhaust gas compared to petroleum-basediesel fuel [11–14].
Transesterification, also called alcoholysis, is the displace-ent of alcohol from an ester by another alcohol in a similar
o hydrolysis, except than alcohol is used instead of water.ig. 1 shows transesterification of triglycerides (TG) with alco-
ol. Each reaction step is reversible. This process has beenidely used to reduce the viscosity of vegetable oils. Methanolnd ethanol are utilized most frequently, especially methanol
∗ Corresponding author. Tel.: +82 2 880 1883; fax: +82 2 883 9124.E-mail address: [email protected] (Y.-W. Lee).
nUotviH
896-8446/$ – see front matter © 2007 Elsevier B.V. All rights reserved.oi:10.1016/j.supflu.2007.09.010
ecause of its low cost and its physical and chemical advan-ages. If methanol is used in this process it is called methanolysis.hus, fatty acid methyl esters (FAMEs, known as biodiesel fuel)btained by transesterification is similar to conventional dieseluel in its main characteristics and can be used as an alternativeuel for diesel engines [1–6,8].
The reaction can be catalyzed by alkalis, acids or enzymes.or an alkali-catalyzed transesterification, the glycerides andlcohol must be substantially anhydrous because water makeshe reaction partially change to saponification, which producesoap. The soap lowers the yield of esters and renders theeparation of ester and glycerol and the water washing diffi-ult. Low free fatty acids (FFAs) content in vegetable oil isequired for alkali-catalyzed transesterification [1,4,8]. In thecid-catalyzed process, the presence of water and FFAs had a sig-ificant effect on the FAMEs production as well as in the alkaliatalysis [15].
Lower-cost feedstocks are needed, in spite of negative effectf water and FFAs, since biodiesel from food-grade oils isot economically competitive with petroleum-based diesel fuel.nfortunately, many of these feedstocks contain large amountsf FFAs. These FFAs react with alkali catalysts to produce soaps
hat inhibit the FAMEs formation [10,16]. In the case of theegetable oils that contain up to about 5% FFAs, the transester-fication reaction can still be catalyzed with an alkali catalyst.owever, additional catalyst must be added to compensate for
E.-S. Song et al. / J. of Supercritica
Nomenclature
A pre-exponential factor (s−1)(mol/dm3)1−α
(mol/dm3)−β
C concentration (mol/dm3)Ea activation energy (J/mol)k kinetic rate constantm mass (g)M molecular weight (g/mol)Nexp number of experimental datar reaction rate (mol/dm3 s)R the universal gas constant (8.314 J/mol K)SSQ sum of squaret times (s)T temperature (K)
Greek lettersα reaction order for triglycerideβ reaction order for methanolτ reaction time
Subscripts0 initial valueexp experimental valueFAME fatty acid methyl esterMeOH methanolpred predicted value by fitted model
ttmapaF[
Fg
Asottai
fmntcicbp
mosvpsi[
dpoapCsi
TG triglyceride
he catalyst lost to soap. This soap can inhibit the separation ofhe methyl esters and glycerol and contributes to emulsion for-
ation during the water wash [7]. Therefore, acid catalyst, suchs sulfuric acid, is used to esterify the FFAs to FAMEs. Thisrocess can be used to reduce the FFAs level of the feedstocks
nd to decrease the acid value of the reaction mixture. The lowFAs pretreated oil can be transesterified with an alkali catalyst7,10,16].ig. 1. Transesterification of triglyceride with alcohol. R’s represent alkylroups.
cffmcn
TP
2
2
C
O
[
l Fluids 44 (2008) 356–363 357
To meet the requirements of biodiesel standards such asSTM D6751 [17] or EN14214 [18], post-reaction processes
uch as ester/glycerol separation, ester washing, ester drying,ther ester treatments and additization are required. Amonghese processes, ester washing and ester drying are needed dueo the use of alkali catalyst. Ester washing is used to neutralizeny residual catalyst and remove any soap formed. Ester dryings also required to remove water used for washing [10].
Saka and Kusdiana [19–21] prepared biodiesel fuelrom rapeseed oil using supercritical methanol. Supercriticalethanol can form a single phase in contrast to the two phase
ature of oil/methanol mixture at ambient condition. This is dueo a decrease in dielectric constant of methanol at supercriti-al state. No catalyst was used and the reaction was completedn a very short time within 2–4 min. Due to non-catalytic pro-ess, pretreatment or post-reaction processes mentioned aboveecame much simpler and no wastewater was produced, com-ared with the conventional alkali catalyst process [19–21].
Vegetable oils from rapeseed, soybean and oil palm have beenostly used for biodiesel production. Products from 1 ha each
f oil palm, soybean and rapeseed acreage and world supply arehown in Table 1. Oil palm can be regarded as a cost-effectiveegetable oil crop with average yields of 3.5–5.0 × 103 kg ofalm oil/ha/year [22]. Since palm oil contains, however, moreaturated fatty acids, that is, palmitic acid (16:0), its pour points higher than biodiesel prepared from soybean or rapeseed oil1,23].
High petroleum price demands the study of biofuel pro-uction. Lower price feedstocks are needed to compete withetroleum diesel since the biodiesel price is highly dependentn the purchasing cost of raw material. Palm oil is the cheapestmong the vegetable oils available to Korea due to being close toalm-producing areas such as Malaysia, Indonesia and Thailand.rude palm oil contains approximately 1% of minor components
uch as carotenoids, vitamin E, sterols, phospholipids, glycol-pids and so on. Refining, bleaching and deodorization are firstlyonducted due to separation of these useful constituents. There-ore, refined, bleached and deodorized (RBD) palm oil was usedor the biodiesel production. Non-catalytic transesterification or
ethanolysis of RBD palm oil was carried out using supercriti-al methanol. Transesterification of vegetable oils consists of aumber of consecutive, reversible reactions. Reaction rate and
able 1roducts from the harvested crops and world supply of vegetable oils
Palm Soybean Rapeseed
003/04 World supply ofoil (109 kg/year)a
29.70 29.85 14.20
005/06 World supply ofoil (109 kg/year)b
34.80 33.87 16.59
rops harvested(103 kg/ha)c
19.1 2.3 3.0
il produced (103 kg/ha)c 4.8 0.4 1.2
a Data from reference [22].b Forecasted data [22].c Data from oil palm in Malaysia, soybean in Brazil, and rapeseed in Sweden
23].

358 E.-S. Song et al. / J. of Supercritical Fluids 44 (2008) 356–363
of tran
caooi
2
2
tLaSow
2
firvwTao
2
wite
brr
bfdtwldensity that made the system pressure 40 MPa. The densities ofmethanol were referred to NIST chemistry webbook [25]. Lackof data above 346.9 ◦C was supplemented by linear extrapola-tion.
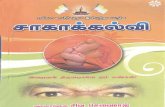
Fig. 2. The batch reactor system
hemical equilibrium are dependent on the experimental vari-bles such as reaction time, temperature, pressure and mole ratiof methanol to RBD palm oil. Therefore, in this work, the effectsf each experimental variable on the contents of FAMEs werenvestigated.
. Experimental
.1. Materials
RBD (refined, bleached and deodorized) palm oil used inhis study was supplied from Dong Nam Oil & Fats Co.,td. Methanol (Samchun Chemical Co., Ltd.) was employeds a reaction media. Methyl heptadecanoate (99% pure,igma–Aldrich Korea, Co.) was used for an internal standardf analysis for FAMEs. n-Heptane (99% pure, Kanto Chemical)as used as an analytical solvent.
.2. Apparatus
Fig. 2 shows the batch-type reactor system for transesteri-cation of RBD palm oil using supercritical methanol. Batcheactor was made from SUS 316 tubing (3/8 inch) and had theolume of about 4.7 cm3. Molten salt bath (Daepung Industry)as used for heating batch reactor up to reaction temperature.emperature in the bath was measured by K-type thermocouplend controlled by PID controller. Salt used in this study consistedf KNO3, NaNO3 and Ca(NO3)2.
.3. Procedure
RBD palm oil and methanol were loaded into the reactor
ith prescribed mole ratio. The batch reactor was then quicklymmersed into the molten salt bath preheated up to reactionemperature of 200–400 ◦C. After the reaction time of trans-sterification, 0.5–20 min, the reactor was moved into ice-water
Ff
sesterification of RBD palm oil.
ath and cooled rapidly to terminate the reaction. The batcheactor was shaken up and down by manufactured shaker duringeaction time.
As shown in Fig. 3, the contents of FAMEs were not affectedy pressure above 30 MPa in the previous study [24]. There-ore, the experiments were conducted above 40 MPa. Since theensities of RBD palm oil and FAMEs changed slightly withemperature and pressure, the pressure inside the batch reactoras assumed to be dependent only upon methanol density. The
oaded amounts of reactants were calculated from the methanol
ig. 3. Synthesis of biodiesel at various pressures using RBD palm oil at 350 ◦Cor 40 min. Mole ratio of methanol to RBD palm oil was kept at 60 [24].

critica
2
pmsferaibc1
ti63t
3
ibr
tt
3
imtociopddTta3tt
TE
N
11111111112222222222
E.-S. Song et al. / J. of Super
.4. Preparation of samples and analysis
Fig. 4 shows the transesterification reaction and followedost-treatment processes of RBD palm oil using supercriticalethanol. Pretreatment of feedstock is not indispensable for the
upercritical process. Evaporation and layer separation are usedor the separation of unreacted methanol and produced glyc-rol, while conventional alkali process requires additionally theemoval of alkali catalyst and biodiesel washing process. Unre-cted methanol in the biodiesel sample was evaporated overnightn drying oven at 70 ◦C. In this work, layer separation betweeniodiesel and glycerol was just performed by gravimetric pre-ipitation since the amount of biodiesel sample was smaller thang after removal of methanol.
As described above, BS EN14103 [26] was used forhe analysis of biodiesel samples. The contents of FAMEsn crude biodiesel were analyzed by GC (Agilent, HP-890) with a capillary column (Agilent, HP-INNOWAX,0 m × 0.32 mm × 0.25 �m) and flame ionization detector. Hep-adecanoate (17:0) was used for an internal standard.
. Results and discussion
Transesterification of RBD palm oil was carried out at var-ous reaction conditions. Pressure was fixed at about 40 MPaased on the density of methanol as mentioned above. Table 2epresents experimental conditions such as temperature, reac-
3
s
able 2xperimental conditions of transesterification of RBD palm oil (unit: temperature (◦C
o. Temperature Reactiontime
Palm oil Methanol FAMEscontent
N
1 351 0.5 0.9255 1.5831 0.1332 32 351 1 0.9275 1.5830 0.4869 33 351 2 0.9311 1.5867 0.8716 34 351 3 0.9299 1.5831 0.9265 35 351 4 0.9331 1.5838 0.9304 36 351 5 0.9263 1.5830 0.9333 37 349 6 0.9296 1.5824 0.9322 38 349 8 0.9302 1.5823 0.9261 39 349 10 0.9292 1.5846 0.9262 30 349 12.5 0.9292 1.5800 0.9337 31 349 15 0.9273 1.5842 0.9218 42 349 20 0.9298 1.5876 0.9279 43 348 0.5 0.7354 1.6730 0.0998 44 348 1 0.7353 1.6747 0.1972 45 348 2 0.7366 1.6711 0.6887 46 348 3 0.7373 1.6732 0.8325 47 348 4 0.7343 1.6756 0.8981 48 348 5 0.7347 1.6737 0.9292 49 350 6 0.7336 1.6758 0.9368 40 350 8 0.7382 1.6744 0.9390 41 350 10 0.7376 1.6800 0.9412 52 350 12.5 0.7343 1.6724 0.9392 53 350 15 0.7333 1.6711 0.9408 54 350 20 0.7334 1.6738 0.9336 55 350 5 3.4551 0.3910 0.4559 56 350 5 2.8943 0.6557 0.5032 57 350 5 2.3748 0.8985 0.7420 58 350 5 1.6438 1.2433 0.8370 59 350 5 1.2577 1.4272 0.9207 5
l Fluids 44 (2008) 356–363 359
ion time, loading amount of RBD palm oil and methanol, andhe content of FAMEs.
.1. Effect of temperature
Transesterification of RBD palm oil was carried out at var-ous temperatures using supercritical methanol. Mole ratios of
ethanol to RBD palm oil were 45 and 60, respectively. Reactionime was 5 min. Fig. 5 shows the contents of FAMEs at vari-us temperatures. FAMEs were detected at temperatures aboveritical point of methanol (239.45 ◦C). The contents of FAMEsncreased with temperature up to 350 ◦C. However, the contentsf FAMEs decreased above 375 ◦C. Kusdiana and Saka [20]resented similar result for rapeseed oil. They mentioned thatecomposition reaction takes place at temperature above 400 ◦Cue to the thermal degradation. Wan Nik et al. [27] investigatedGA study of palm oil in nitrogen atmosphere. They pointed out
hat the 1% weight loss of RBD palm oil occurs around 279 ◦Cnd the maximum degradation rate at about 381 ◦C. Therefore,50 ◦C can be considered as an optimum temperature for transes-erification of RBD palm oil using supercritical methanol whenhe operating conditions are those as listed above.
.2. Effect of mole ratio of methanol to RBD palm oil
Mole ratio between methanol and vegetable oil has been con-idered one of the most important parameters affecting the yield
), reaction time (min), loading amount of palm oil and methanol (g))
o. Temperature Reactiontime
Palm oil Methanol FAMEscontent
0 350 5 1.1054 1.5405 0.93131 351 5 0.9236 1.5830 0.93332 350 5 0.8552 1.6190 0.93263 348 5 0.7347 1.6737 0.92924 350 5 0.5773 1.7501 0.93015 350 10 3.4528 0.3919 0.57666 350 10 2.8931 0.6579 0.70407 350 10 2.3755 0.8984 0.83088 350 10 1.6451 1.2437 0.90489 350 10 1.2566 1.4262 0.93550 350 10 1.0182 1.5400 0.91871 349 10 0.9292 1.5846 0.92622 350 10 0.8535 1.6183 0.93593 350 10 0.7376 1.6800 0.94124 350 10 0.5768 1.7488 0.94415 203 5 1.2819 2.1814 0.01186 225 5 1.2350 2.1087 0.01247 251 5 1.1866 2.0243 0.06048 276 5 1.1283 1.9253 0.07349 299 5 1.0623 1.8157 0.33150 325 5 0.9911 1.6876 0.56771 339 5 0.9452 1.6072 0.83192 351 5 0.9263 1.5830 0.93333 203 5 1.0376 2.3597 0.00374 225 5 1.0053 2.2728 0.00575 251 5 0.9578 2.1726 0.07136 276 5 0.9068 2.0592 0.14407 299 5 0.8498 1.9320 0.29978 325 5 0.7882 1.7932 0.6535

360 E.-S. Song et al. / J. of Supercritical Fluids 44 (2008) 356–363
Fig. 4. Transesterification process of RBD p
Ft
o3ponopdrHi
c3ftaeoscke
orraro
3
R44tTdrdRr
3.4. Kinetics of transesterification of RBD palm oil
As shown in Fig. 1, transesterification of RBD palm oil isa series reaction. Each step is reversible and produces 1 mol of
ig. 5. Contents of FAMEs at various temperatures (pressure = 40 MPa; reactionime = 5 min; mole ratio of methanol to RBD palm oil = 45 (�) and 60 (©).
f FAMEs. The stoichiometric ratio of the transesterification is. As shown in Fig. 1, 3 mol of methanol are required for theroduction of 3 mol of FAMEs and 1 mol of glycerol from 1 molf TG. To shift the transesterification reaction to the right, it isecessary to use either a large excess of alcohol or to remove onef the products from the reaction mixture. The second option isreferred wherever feasible, since in this way, the reaction can beriven to completion. Since high mole ratio increase the reactionate, a mole ratio of 6:1 is normally used in industrial processes.owever, higher mole ratio of alcohol to vegetable oil interferes
n the separation of glycerol [2].Fig. 6 shows the effect of mole ratio on the transesterifi-
ation of RBD palm oil. Reaction temperature was fixed at50 ◦C and pressure at about 40 MPa. Reaction was conductedor 5 and 10 min at various mole ratios, respectively. The con-ents of FAMEs increased drastically up to the mole ratio of 30nd were kept nearly constant above 30. As mentioned above,xcess methanol is used to enhance methanolysis of vegetableil. However, after methanolysis, unreacted methanol must be
eparated from products as shown in Fig. 4. This separation pro-ess requires energy and its cost. This cost is considered as aey factor of economic feasibility for transesterification of veg-table oil using supercritical methanol. The difference in contentF((
alm oil using supercritical methanol.
f FAMEs between 5 and 10 min became distinct below the moleatio of 30. The contents of FAMEs were higher when the moleatio was 60. Then, for complete conversion of RBD palm oil,reaction time greater than 10 min at a mole ratio below 30 is
equired. The reaction rate of transesterification of RBD palmil increased with mole ratio.
.3. Effect of reaction time
Fig. 7 shows the temporal change of the contents of FAMEs.eaction temperature was fixed at 350 ◦C and pressure at0 MPa. Mole ratios between methanol and RBD palm oil were5 and 60. Since mole ratios were higher than 30, transesterifica-ion reaction was completed at about 5 and 4 min, respectively.he content of FAMEs remained constant or decreased slightlyue to thermal decomposition after transesterification reachedeaction equilibrium. The difference between each experimentalata set for the mole ratio of 45 and 60 became largest at 2 min.eaction rate increased with mole ratio. In particular, mole
atio had a strong effect on the initial reaction rate.
ig. 6. Contents of FAMEs at various mole ratios of methanol to RBD palm oilpressure = 40 MPa; temperature = 350 ◦C; reaction time = 5 min (�) and 10 min©).

E.-S. Song et al. / J. of Supercritica
Fp(
F1wrtt
T
−
w1pT
r
Ibbl
X
StftapbtT
t
X
Ata(b
I
C
d
C
mdaipLt
S
w
X
Towtcdta
tdomf
ig. 7. Temporal changes of the contents of FAMEs (pressure > 40 MPa; tem-erature = 350 ◦C; mole ratio of methanol to RBD palm oil = 45 (�) oil and 60©).
AME. In this work, methanol was used in excess at more than5 times of the stoichiometric requirement. Therefore, the for-ard reaction became dominant and each reaction step could be
egarded as an irreversible reaction. In addition, if we assumedhat methanolysis of TG is controlling rate step of overall reac-ion, transesterification reaction of TG can be defined as follows:
G + 3MeOH → 3FAME + Glycerol (1)
rTG = −dCTG
dt= kCα
TGCβMeOH (2)
here −rTG represents consumption rate of TG (mol/dm3 s). Asmol of TG reacts with 3 mol of methanol, 3 mol of FAMEs areroduced. Production rate of FAMEs by transesterification ofG can be written as follows:
FAME = dCFAME
dt= −3
dCTG
dt= 3kCα
TGCβMeOH (3)
f the loss by pyrolysis or decomposition of RBD palm oil oriodiesel were negligible, the conversion of RBD palm oil woulde same as the mole ratio between FAMEs produced and TGoaded.
= 1 − CTG
CTG,0= 1 − CTG,0 − CFAME/3
CTG,0= CFAME
3CTG,0(4)
ince the molecular weight of TG is almost same with threeimes of that of FAMEs, conversion can be related with the massraction. As described in Fig. 4, TG and FAMEs remained only inhe biodiesel sample after separating methanol and glycerol. In
ddition, it can be assumed that the weight loss in the separationrocess in Fig. 4 is negligible. Even if there were much loss of theiodiesel sample, it does not affect on the content of FAMEs inhe sample due to single phase nature of FAMEs and TG mixture.herefore, conversion can be related with the mass fraction orl Fluids 44 (2008) 356–363 361
he content of FAMEs in the biodiesel sample.
= CFAME
3CTG,0= mFAME/MFAME
3mTG,0/MTG
= mFAME/3MFAME
mTG,0/MTG≈ mFAME
mTG,0≈ content of FAMEs (5)
s mentioned above, the conversion of transesterification reac-ion can be acquired from the content of FAMEs withoutnalyzing concentration of TG. Meanwhile, as activation energyEa) and pre-exponential factor (A) are introduced, Eq. (2)ecomes
dCTG
dt= −A exp
(− Ea
RT
)Cα
TGCβMeOH (6)
ntegration of Eq. (6) for the reaction time of τ gives
TG(τ) = −∫ τ
0A exp
(− Ea
RT
)Cα
TGCβMeOHdt (7)
Right hand side of Eq. (7) can be integrated with initial con-itions as follows:
TG = CTG,0, CMeOH = CMeOH,0 at t = 0 (8)
As depicted in Figs. 5–7, concentrations of FAMEs wereeasured by BS EN14103:2003 [27] at different reaction con-
ition. Experimental variables were temperature, reaction time,nd initial concentrations of TG and methanol. From the exper-mental data set, unknown parameters such as reaction orders,re-exponential factor, and activation energy can be fitted [28].evenberg–Marquardt algorithm was used to calculate parame-
ers and minimize sum of square of error defined as follows:
SQ ≡Nexp∑n=1
(Xexp − Xpred)2 (9)
here
pred(τ) ≡ 1 − CTG(τ)
CTG,0(10)
he conversion of TG was predicted by Eq. (10) after integrationf Eq. (7). This value and experimental value listed in Table 2ere used to calculate SSQ in Eq. (9). The ‘mrqmin’ subrou-
ine was used to minimize SSQ [29]. Integration of Eq. (7) wasonducted by Runge-Kutta 4th order scheme with initial con-itions (8). As listed in Table 2, 58 experimental data fromransesterification of RBD palm oil were used for numericalnalysis.
Fig. 8 shows a good comparison between the experimen-al and predicted concentrations of FAMEs. The coefficient ofetermination, r2 was 0.9578. This indicated that 95.78% of theriginal uncertainty was explained by the model [30]. Experi-ental data were fitted well with reaction rate equation given as
ollows:
dCTG 5
dt= −(4.3376 × 10 )
× exp
(−1.0527 × 105
RT
)· C0.9565
TG · C1.0493MeOH (11)

362 E.-S. Song et al. / J. of Supercritica
F
fmrepcldDcaTTeat5
tTmttatmbmT
4
oE
tspabwpmttd
arrfaIofrcrptw
A
taE
R
ig. 8. Comparison of experimental and predicted concentrations of FAMEs.
Kusdiana and Saka [20] calculated the kinetic rate constantor the transesterification of rapeseed oil using supercriticalethanol. Integral method [28] was used to calculate the kinetic
ate constant. They assumed first-order reaction for unmethylster such as TG, DG, MG and glycerol. Since they did notresent the activation energy and pre-exponential factor, we cal-ulated kinetic data from kinetic rate constants listed in theiterature [20]. Activation energy was about 20 kJ/mol for theata above 300 ◦C and 16.7 kJ/mol for the data below 270 ◦C.iasakou et al. [31] investigated the non-catalytic transesterifi-
ation of soybean oil at 220–235 ◦C. They presented two kinds ofctivation energy for each reaction step as described in Fig. 1(b).he activation energy was 117 kJ/mol for the transformation ofG to DG and 128 kJ/mol for that of DG to MG. Stamenkovict al. [32] studied the kinetics of sunflower oil methanolysist lower temperatures with alkali catalyst. Two kinds of reac-ion scheme, irreversible and reversible reaction, were explained.3.5 kJ/mol was obtained for irreversible reaction scheme.
Activation energy was calculated to be 105 kJ/mol for theransesterification of RBD palm oil using supercritical methanol.his is similar with that of Diasakou et al. for non-catalyticethanolysis of soybean oil at subcritical condition and larger
han that of Stamenkovic et al. for the catalytic transesterifica-ion of sunflower oil. Since catalyst was not used in this work,ctivation energy became larger than that for the catalytic reac-ion in spite of the single phase nature of the FAMEs and TG
ixture. Reaction order for TG and methanol was obtained toe nearly first-order. Reaction rate was also dependent on theethanol concentration despite high mole ratio of methanol toG.
. Conclusions
Biodiesel was prepared by transesterification of RBD palmil using supercritical methanol. Batch reactor system was used.ffects of reaction time, temperature and mole ratio of methanol
[
l Fluids 44 (2008) 356–363
o RBD palm oil were investigated. Biodiesel production ratehowed a tendency to increase dramatically near critical tem-erature of methanol. However, contents of FAMEs decreasedbove 350 ◦C due to thermal decomposition of RBD palm oil oriodiesel. It was the highest at 350 ◦C when the reaction timeas 5 min. Biodiesel with high contents of FAMEs could beroduced at mole ratio higher than 30:1 at 350 ◦C. When theole ratio of methanol to RBD palm oil was 45:1 at 350 ◦C,
ransesterification of RBD palm oil with methanol reached reac-ion equilibrium after 5 min. The increase of mole ratio by 60:1ecreased time to achieve equilibrium to 4 min.
Supercritical methanolysis does not require any kind of cat-lyst and longer reaction time. In this work, no pretreatment toemove water or FFAs was used. As shown in Fig. 4, two sepa-ation processes – evaporation and layer separation – were usedor the purification of biodiesel. Supercritical process is simplernd faster than alkali catalyst method in biodiesel production.n addition, since wastewater is not produced by pretreatmentr washing process, the supercritical process is environmentalriendly. However, high investment and energy cost are probablyequired due to high temperature and pressure at supercriti-al state. Methanol in excess is needed to enhance the forwardeaction without catalyst. It is expected that these costs are com-arable to these for the pretreatment and separation process ofhe alkali-catalyst process. Moreover, if the usage of methanolere reduced, economical feasibility would be possible.
cknowledgements
The authors gratefully acknowledge the financial support ofhe LG Household & Health Care Ltd. and Korea Energy Man-gement Corporation (KEMCO) under ‘New and Renewablenergy Research Development and Demonstration.’
eferences
[1] F. Ma, M.A. Hanna, Biodiesel production: a review, Bioresour. Technol.70 (1999) 1–15.
[2] A. Srivastava, R. Prasad, Triglycerides-based diesel fuels, Renew. Sust.Energy Rev. 4 (2000) 111–133.
[3] G. Knothe, Historical perspectives on vegetable oil-based diesel fuels,Inform 12 (2001) 1103–1107.
[4] H. Fukuda, A. Kondo, H. Noda, Biodiesel fuel production by transesterifi-cation of oils, J. Biosci. Bioeng. 92 (5) (2001) 405–416.
[5] A. Demirbas, Biodiesel fuels from vegetable oils via catalytic and non-catalytic supercritical alcohol transesterifications and other methods: asurvey, Energy Convers. Manage. 44 (2003) 2093–2109.
[6] A. Demirbas, Biodiesel production from vegetable oils via catalytic andnon-catalytic supercritical methanol transesterification methods, Prog.Energ. Combust. 31 (2005) 466–487.
[7] J.V. Gerpen, Biodiesel processing and production, Fuel Process. Technol.6 (2005) 1097–1107.
[8] L.C. Meher, D.V. Sagar, S.N. Naik, Technical aspects of biodiesel produc-tion by transesterification—a review, Renew. Sust. Energy Rev. 10 (2006)248–268.
[9] J.M. Marchetti, V.U. Miguel, A.F. Errazu, Possible methods for biodieselproduction, Renew. Sust. Energy Rev. 11 (2007) 1300–1311.
10] J.V. Gerpen, B. Shanks, R. Pruszko, D. Clements, G. Knothe, Biodiesel Pro-duction Technology, NREL/SR-510-36244, National Renewable EnergyLaboratory, 2004.

critica
[
[
[
[
[
[
[
[
[
[
[
[
[
[
[[
[
[
[
[
E.-S. Song et al. / J. of Super
11] US Department of Energy, Biodiesel Handling and Use Guidelines,DOE/GO-102006-2288, second ed., 2006.
12] C. Peterson, T. Hustrulid, Carbon cycle for rapeseed oil biodiesel fuels,Biomass Bioenerg. 14 (1998) 91–101.
13] J. Sheehan, V. Camobreco, J. Duffield, M. Graboski, H. Shapouri, LifeCycle Inventory of Biodiesel and Petroleum Diesel for Use in an UrbanBus, NREL/SR-580-24089, National Renewable Energy Laboratory, 1998.
14] US Environmental Protection Agency, A comprehensive analysis ofbiodiesel impacts on exhaust emissions, Draft Technical Report, EPA420-P-02-001, 2002.
15] M. Canakci, J.V. Gerpen, Biodiesel production via acid catalysis., Trans.ASAE 42 (5) (2001) 1203–1210.
16] M. Canakci, J.V. Gerpen, Biodiesel production from oils and fats with highfree fatty acids, Trans. ASAE 44 (6) (2001) 1429–1436.
17] ASTM International, D 6751-06a: standard specification for biodiesel fuel(B100) blend stock for distillate fuels (2006).
18] European Committee for Standardization (CEN), EN 14214:2003, Auto-motive fuels – fatty acid methyl esters (FAME) for diesel engines –requirements and test methods (2003).
19] S. Saka, D. Kusdiana, Biodiesel fuel from rapeseed prepared in supercriticalmethanol, Fuel 80 (2001) 225–231.
20] D. Kusdiana, S. Saka, Kinetics of transesterification in rapeseed oil to
biodiesel fuels as treated in supercritical methanol, Fuel 80 (2001) 693–698.21] D. Kusdiana, S. Saka, Effects of water on biodiesel fuel production bysupercritical methanol treatment, Bioresour. Technol. 91 (2004) 289–295.
[
[
l Fluids 44 (2008) 356–363 363
22] M. Ash, E. Dohlman, Oil Crops Situation and Outlook Yearbook, UnitedStates Department of Agriculture, 2006.
23] B. Mattsson, C. Cederberg, L. Blix, Agricultural land use in life cycleassessment (LCA): case studies of three vegetable oil crops, J. Clean. Prod.8 (2000) 283–292.
24] Jung-won Lim, Joon-hyuk Choi, Hong-Shik Lee, Youn-Woo Lee, Trans-esterification of RBD Palm Oil using Supercritical Methanol, Super Green2005, National Taiwan University, Taipei, Taiwan, 2005, p. 41.
25] http://webbook.nist.gov/chemistry/.26] European Committee for Standardization (CEN), BS EN 14103:2003, Fat
and oil derivatives – Fatty acid methyl esters (FAME) – determination ofester and linolenic acid methyl ester contents (2003).
27] W.B. Wan Nik, F.N. Ani, H.H. Masjuki, Thermal stability evaluation ofpalm oil as energy transport media, Energy Convers. Manage. 46 (2005)2198–2215.
28] H.S. Fogler, Elements of Chemical Reaction Engineering, fourth ed.,Prentice-Hall, 2006.
29] W.H. Press, S.A. Teukolsky, W.T. Vetterling, B.P. Flannery, NumericalRecipes in Fortran 77: The Art of Scientific Computing, Cambridge Uni-versity Press, 1992, ISBN 0-521-43064-X.
30] S.C. Chapra, R.P. Canale, Numerical Methods for Engineers, second ed.,McGraw-Hill, 1990.
31] M. Diasakou, A. Louloudi, N. Papyannakos, Kinetics of the non-catalytictransesterification of soybean oil, Fuel 77 (12) (1998) 1297–1302.
32] O.S. Stamenkovic, Z.B. Todorovic, M.L. Lazic, V.B. Veljkovic, D.U. Skala,Kinetics of sunflower oil methanolysis at low temperatures, Bioresour.Technol. 99 (2008) 1131–1140.