
SAE J2947 and VDA 239-100: Global Sheet Steel Specifications/media/Files/Autosteel/Great Designs in...
20
SAE J2947 and VDA 239-100: Global Sheet Steel Specifications Alan Darrell Pearson SAE Metals Technical Committee Chairman SAE Sheet and Strip Committee Chairman
Transcript of SAE J2947 and VDA 239-100: Global Sheet Steel Specifications/media/Files/Autosteel/Great Designs in...

SAE J2947 and VDA 239-100:
Global Sheet Steel Specifications
Alan Darrell Pearson
SAE Metals Technical Committee Chairman
SAE Sheet and Strip Committee Chairman

SAE Standards
In discharging their responsibilities, members of the
Technical Standards Board, Councils/Division, and
Technical Committees function as individuals and not
as agents or representatives of any organization with
which they may be associated, except that
government employees participate in accordance
with governmental regulations. Members are
appointed to SAE Technical Committees on the basis
of their individual qualifications which enable them to
contribute to the work of the Committee.

Great Designs in Steel 1968
Great Designs in Steel 2016

Camaro Wheel Studs
• Left or right hand thread
• Tapered seat
• SAE J429 7/16-20 steel stud
• SAE J1102 M14x1.5 steel stud
• Wheel locks
Which are on the 1st Gen…or on the 6th Gen?
Standardization Methodology
• Regional Standards for sheet steel have historically
been used with restrictions at OEM’s and Tier 1’s
− SAE (Society of Automotive Engineers) - USA
− EN (Euronorm) - Europe
− JIS (Japanese Industrial Standards) - Asia
• These have been the main regional specification
bodies and test methods for auto sheet metal
• Each region developed standards based on
specific tensile test sample geometry

21st Century North American Historical Perspective
• Automotive OEM’s company specs contain specific
product and manufacturing requirements
• SAE Sheet and Strip Committee publishes:
− J2329 Low Carbon Sheet Steels 5/97
− J2340 Dent Resistant, Structural and HSLA
10/99
− J2745 Advanced High Strength Steels 7/07
− J2947 Steel Sheet for Automotive Cold Forming
Applications 2016

Need for Global Specifications
• Vehicles are designed by global companies to sell
in global markets
• Sheet steel is a critical structural material for the
body in white (BIW) and chassis
• Availability of specific steel grades is needed in all
regions to successfully manufacture vehicles to the
original design intent
• Property variation of grades can influence success
of stamping and assembly operations and vehicle
quality
The Working Group
• Verband der Automobilindustrie (VDA) - The
German Association of the Automotive Industry
begins a working group to write an all
encompassing cold forming sheet steel
specification for the automotive industry in 2009
• SAE Sheet and Strip committee begins an informal
collaboration with the working group in 2010 to
encompass European and North American users
and producers of sheet steel for automobiles
• Discussions revolve around the VDA 239-100 draft

Results
• Both VDA and SAE are voluntary organizations for
standardization. Specifications are written to
advance usage of materials (STEEL!) for the
common good. SAE members represent
themselves as technical experts in the field
• Rules were developed by the working group to
make recommendations and agree on ranges of
properties based on available industry data
• VDA 239-100 published in 2011

2010-11 Workgroup Issues
• Test methods were determined to be a critical
issue in determination of properties
• ASTM (ISO Type 1) and DIN (ISO Type 2) elongation
numbers were included to allow both test methods
• Longitudinal and transverse test orientation
influence on properties, anisotropy issues on
certain high strength grades
• Bake hardening requirements for all high strength
grades, with different test methodology in North
America and Europe – Task Team created in 2011

Bake Hardening Task Team Questions
• Test parameters:
− Upper or lower yield point measurement
− Remeasure after prestrain...or not
− Do we include zinc coating in the thickness measurement ?
• Bake Hardening (BH) increment specification requirement of 20 or 30 MPa
increase cannot be agreed until all testing is done in a standard manner.
• From the same typical stress strain curve, both requirements can be met using
combinations of the 3 different test parameters.
• Continuous Anneal (CA) typically has higher BH index than Batch Anneal (BA)
product.
• As mills do not check every coil for certification, very wide spread actual tensile
test measurements drive incapable 3 sigma.
• CA instead of BA production in Europe and globally causes different aging
requirements and inventory management methods.
…and more questions
1) Dual Phase (DP) structural usage and Bake Hardenable (BH) dent resistance for
exposed panels drive different test method requirements/opinions. Do we have
options for the index?
1) Lower yield point for crash deformation
2) Upper yield point for dent resistance
2) With current FEA analysis techniques, is the absolute requirement needed?
3) Do the vehicle OEM’s need the 20/30 BH increment used in part design?
4) Can OEM’s use source approval for review of upper/lower calculated data and
acceptance of the grade recipe?
5) Bake Hardening (BH) index cannot be measured on the final part after forming,
mixes with Strain Hardening…do we need a different measure (BH +SH = part
strength increase)?
6) Do we only need +/-2 sigma capability (95% confidence level) for this spec
requirement?
The 3 C’s of Writing Standards
Collaboration
Cooperation
Compromise
Compromise
• Team recommendation as result of vote (not unanimous)
• Test parameters to use:
− Lower yield point measurement - remeasure after prestrain - include zinc coating (if any)
• Specification requirement of 20 or 30 MPa increase cannot be agreed until testing is done in a
standard manner; CA vs BA differences, aging, inventory management.
• From the same typical stress strain curve, both requirements can be met using the different test
parameters; use standard test, interpret data in spec requirement.
• Mills do not check every coil for certification. Do we only need +/-2 sigma capability for this spec
requirement? The spread on actual measurements is very wide.
• Product needs:
• Dual Phase structural use and dent resistance for exposed panels drive different test method
requirements/opinions:
− Low yield point or 0.2% offset for crash deformation - High yield point for dent resistance.
• With current FEA analysis techniques, is the absolute requirement needed? What do the vehicle
OEM’s need? Is the increment used in part design?
• Bake Hardening (BH) index cannot be measured on the final part after forming, Do we need a
different measure (BH +SH = part strength increase) ?

J2947 Cold Rolled Grades
Steel Description Grade Type Available Strength Grade – MPa
Mild Steels Low
Carbon
CR grades 1 through 5
Bake-Hardenable BH 180, 210, 240, 270, 300
High Strength Interstitial Free IF 180, 210, 240
High Strength Low Alloy LA 210, 240, 270, 300, 340, 380, 420, 500
Dual Phase(1) DP 490, 590, 690, 780, 980
Transformation Induced Plasticity
(TRIP)(1)
TR 590, 690, 780
Complex Phase(1) CP 780, 980, 1180
Martensitic(1) MS 900, 1100, 1300, 1500, 1700
1. For this grade classification, the strength grade is referenced by minimum tensile
strength instead of minimum yield strength.
TABLE 1 – COLD ROLL STEELS AND STRENGTH GRADES
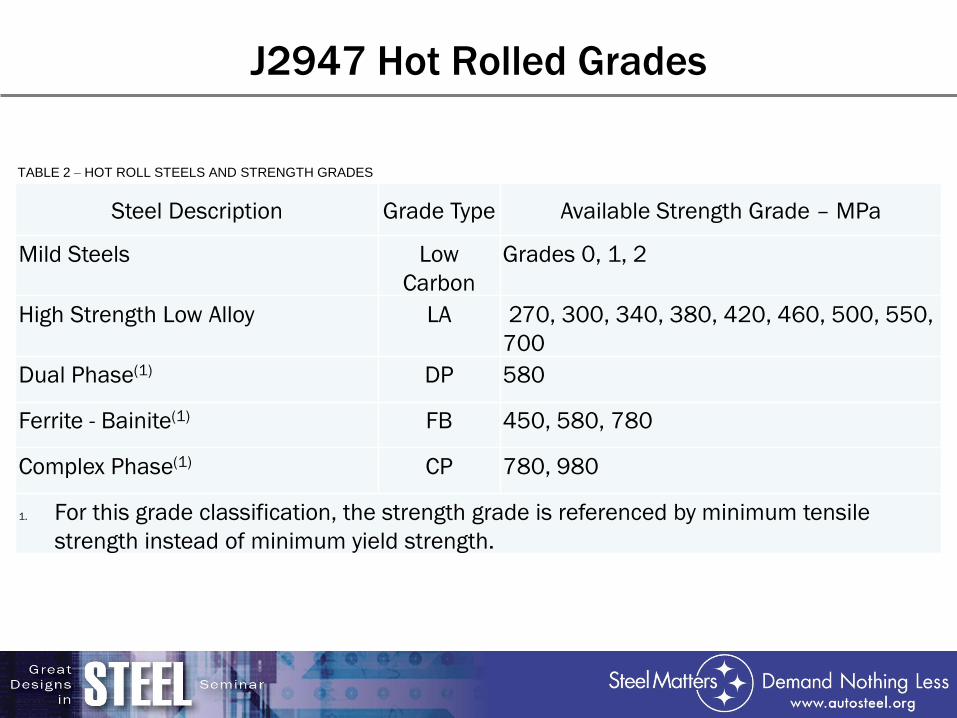
J2947 Hot Rolled Grades
Steel Description Grade Type Available Strength Grade – MPa
Mild Steels Low
Carbon
Grades 0, 1, 2
High Strength Low Alloy LA 270, 300, 340, 380, 420, 460, 500, 550,
700
Dual Phase(1) DP 580
Ferrite - Bainite(1) FB 450, 580, 780
Complex Phase(1) CP 780, 980
1. For this grade classification, the strength grade is referenced by minimum tensile
strength instead of minimum yield strength.
TABLE 2 – HOT ROLL STEELS AND STRENGTH GRADES
Future Work
• The working group continues to define the 2.5 and 3.0
Generation steel grades.
• Work needed with global standard associations and groups
to get input and data, define property ranges and types of
testing methods.
• Example: China Metallurgical Standardization Research
Institute (CMSI) preliminary discussions.
• Further data and technical input on Galvanneal and Zinc-
Aluminum-Magnesium coated steels.
• Work on Release 2 of VDA239-100 and potential additions
to J2947continue.

Engagement Needed
I need technical experts from global users and global
producers to become part of the SAE International
Sheet and Strip Committee
Global collaboration, cooperation, and compromise
thru voluntary standardization bodies are needed to
achieve a true global specification

#GDIS
Presentations will be available May 16
at www.autosteel.org


















