
Ryo Kato and Stuart J. Rowan - University of Minnesota
1
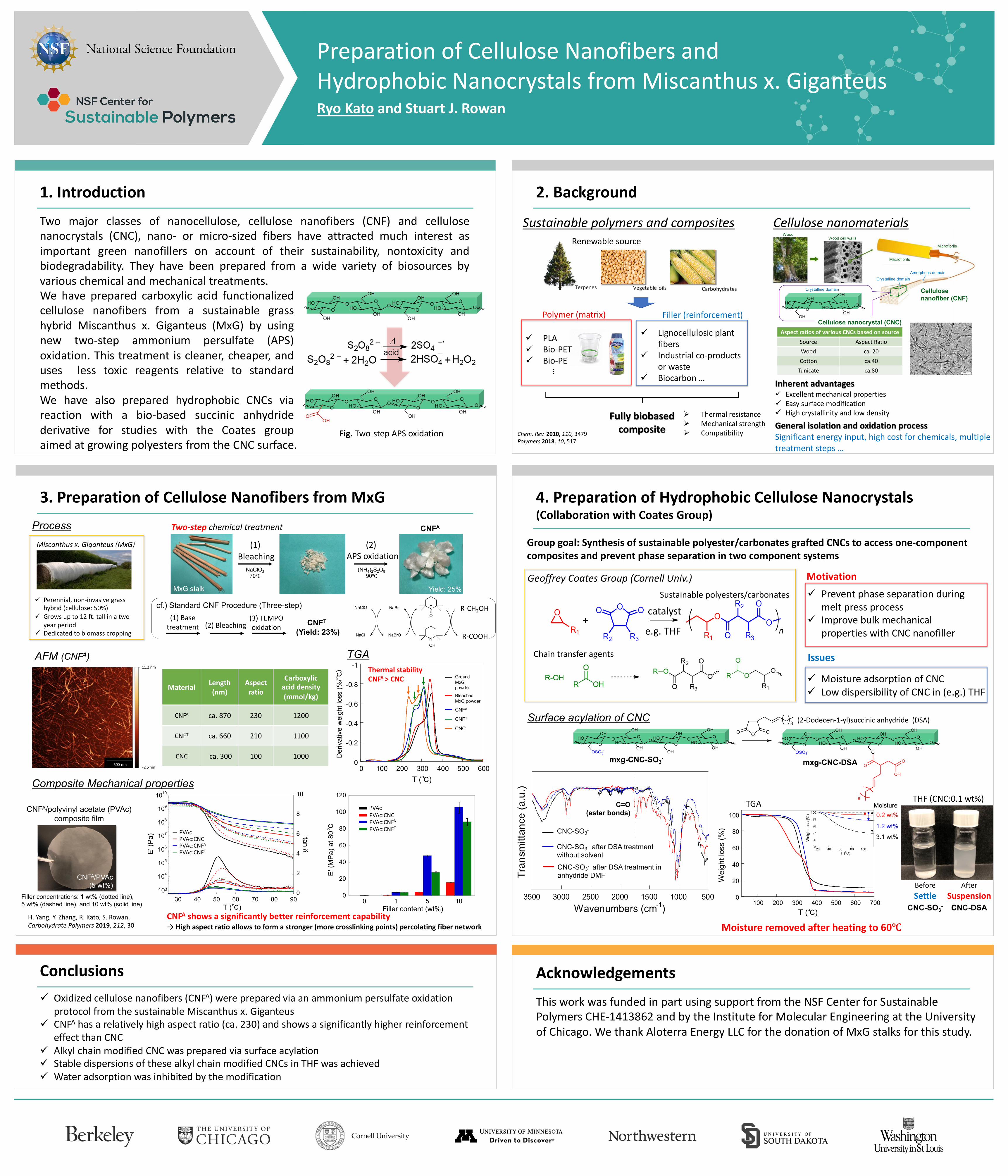
0 100 200 300 400 500 600 -1 -0.8 -0.6 -0.4 -0.2 0 Derivative weight loss (%/ ℃) T ( ℃) Ground MxG powder Bleached MxG powder CNF A CNF T CNC O HO OH OH O O OH HO OH O Crystalline domain Amorphous domain Crystalline domain Wood cell walls Wood Macrofibrils Microfibrils Cellulose nanocrystal (CNC) Cellulose nanofiber (CNF) Preparation of Cellulose Nanofibers and Hydrophobic Nanocrystals from Miscanthus x. Giganteus Ryo Kato and Stuart J. Rowan This work was funded in part using support from the NSF Center for Sustainable Polymers CHE-1413862 and by the Institute for Molecular Engineering at the University of Chicago. We thank Aloterra Energy LLC for the donation of MxG stalks for this study. 3. Preparation of Cellulose Nanofibers from MxG 4. Preparation of Hydrophobic Cellulose Nanocrystals (Collaboration with Coates Group) 2. Background Two major classes of nanocellulose, cellulose nanofibers (CNF) and cellulose nanocrystals (CNC), nano- or micro-sized fibers have attracted much interest as important green nanofillers on account of their sustainability, nontoxicity and biodegradability. They have been prepared from a wide variety of biosources by various chemical and mechanical treatments. 1. Introduction ü Oxidized cellulose nanofibers (CNF A ) were prepared via an ammonium persulfate oxidation protocol from the sustainable Miscanthus x. Giganteus ü CNF A has a relatively high aspect ratio (ca. 230) and shows a significantly higher reinforcement effect than CNC ü Alkyl chain modified CNC was prepared via surface acylation ü Stable dispersions of these alkyl chain modified CNCs in THF was achieved ü Water adsorption was inhibited by the modification Conclusions Acknowledgements Sustainable polymers and composites Renewable source Polymer (matrix) ü PLA ü Bio-PET ü Bio-PE … Filler (reinforcement) ü Lignocellulosic plant fibers ü Industrial co-products or waste ü Biocarbon … Fully biobased composite Ø Thermal resistance Ø Mechanical strength Ø Compatibility Cellulose nanomaterials Inherent advantages ü Excellent mechanical properties ü Easy surface modification ü High crystallinity and low density General isolation and oxidation process Significant energy input, high cost for chemicals, multiple treatment steps … Aspect ratios of various CNCs based on source Source Aspect Ratio Wood ca. 20 Cotton ca.40 Tunicate ca.80 Chem. Rev. 2010, 110, 3479 Polymers 2018, 10, 517 Process CNF A cf.) Standard CNF Procedure (Three-step) ü Perennial, non-invasive grass hybrid (cellulose: 50%) ü Grows up to 12 ft. tall in a two year period ü Dedicated to biomass cropping Miscanthus x. Giganteus (MxG) Bleaching APS oxidation Yield: 25% (1) (2) NaClO 2 70℃ (NH 4 ) 2 S 2 O 8 90℃ MxG stalk Two-step chemical treatment CNF T (Yield: 23%) (2) Bleaching (3) TEMPO oxidation (1) Base treatment NaClO NaCl NaBrO NaBr N OH N O R-CH 2 OH R-COOH 11.2 nm -2.5 nm 500 nm Material Length (nm) Aspect ratio Carboxylic acid density (mmol/kg) CNF A ca. 870 230 1200 CNF T ca. 660 210 1100 CNC ca. 300 100 1000 CNF A /polyvinyl acetate (PVAc) composite film Filler concentrations: 1 wt% (dotted line), 5 wt% (dashed line), and 10 wt% (solid line) AFM (CNF A ) TGA Composite Mechanical properties Thermal stability CNF A > CNC 10 4 10 5 10 6 10 7 10 8 10 9 10 10 0 2 4 6 8 10 30 40 50 60 70 80 90 E' (Pa) tan d T (℃) 10 3 PVAc PVAc:CNC PVAc:CNF A PVAc:CNF T 0 20 40 60 80 100 120 0 1 5 10 E' (MPa) at 80 ℃ Filler content (wt%) PVAc PVAc:CNC PVAc:CNF A PVAc:CNF T CNF A shows a significantly better reinforcement capability → High aspect ratio allows to form a stronger (more crosslinking points) percolating fiber network Group goal: Synthesis of sustainable polyester/carbonates grafted CNCs to access one-component composites and prevent phase separation in two component systems ü Moisture adsorption of CNC ü Low dispersibility of CNC in (e.g.) THF CNF A /PVAc (5 wt%) Sustainable polyesters/carbonates Chain transfer agents ü Prevent phase separation during melt press process ü Improve bulk mechanical properties with CNC nanofiller Geoffrey Coates Group (Cornell Univ.) O R 1 O O O R 2 R 3 O R 1 O R 2 R 3 O O + n catalyst e.g. THF Surface acylation of CNC O HO OH OSO 3 - O O OH HO OH O HO OH OH O O OH HO OH O O O HO OH OSO 3 - O O OH HO OH O HO OH O O OH HO OH O O O 8 OH O O O O O 8 500 1000 1500 2000 2500 3000 3500 Transmittance (a.u.) Wavenumbers (cm -1 ) CNC-SO 3 - CNC-SO 3 - after DSA treatment without solvent CNC-SO 3 - after DSA treatment in anhydride DMF C=O (ester bonds) (2-Dodecen-1-yl)succinic anhydride (DSA) TGA Issues Motivation 100 200 300 400 500 600 700 0 20 40 60 80 100 Weight loss (%) T ( ℃) 20 40 60 80 100 95 96 97 98 99 100 Weight loss (%) T (℃) 0.2 wt% 1.2 wt% 3.1 wt% Moisture THF (CNC:0.1 wt%) Before After Settle Suspension Moisture removed after heating to 60℃ We have prepared carboxylic acid functionalized cellulose nanofibers from a sustainable grass hybrid Miscanthus x. Giganteus (MxG) by using new two-step ammonium persulfate (APS) oxidation. This treatment is cleaner, cheaper, and uses less toxic reagents relative to standard methods. We have also prepared hydrophobic CNCs via reaction with a bio-based succinic anhydride derivative for studies with the Coates group aimed at growing polyesters from the CNC surface. H. Yang, Y. Zhang, R. Kato, S. Rowan, Carbohydrate Polymers 2019, 212, 30 Fig. Two-step APS oxidation mxg-CNC-SO 3 - mxg-CNC-DSA CNC-SO 3 - CNC-DSA
Transcript of Ryo Kato and Stuart J. Rowan - University of Minnesota
0 100 200 300 400 500 600
-1
-0.8
-0.6
-0.4
-0.2
0
Der
ivat
ive
wei
ght l
oss
(%/℃)
T (℃)
GroundMxGpowder
Bleached MxG powder
CNFA
CNFT
CNC
OHO
OH
OH
O OOH
HOOH
O
Crystalline domainAmorphous domain
Crystalline domain
Wood cell wallsWood
Macrofibrils
Microfibrils
Nanofibers
Cellulose nanocrystal (CNC)
Cellulosenanofiber (CNF)
Preparation of Cellulose Nanofibers and Hydrophobic Nanocrystals from Miscanthus x. GiganteusRyo Kato and Stuart J. Rowan
This work was funded in part using support from the NSF Center for Sustainable Polymers CHE-1413862 and by the Institute for Molecular Engineering at the University of Chicago. We thank Aloterra Energy LLC for the donation of MxG stalks for this study.
3. Preparation of Cellulose Nanofibers from MxG 4. Preparation of Hydrophobic Cellulose Nanocrystals(Collaboration with Coates Group)
2. Background
Two major classes of nanocellulose, cellulose nanofibers (CNF) and cellulosenanocrystals (CNC), nano- or micro-sized fibers have attracted much interest asimportant green nanofillers on account of their sustainability, nontoxicity andbiodegradability. They have been prepared from a wide variety of biosources byvarious chemical and mechanical treatments.
1. Introduction
ü Oxidized cellulose nanofibers (CNFA) were prepared via an ammonium persulfate oxidation protocol from the sustainable Miscanthus x. Giganteus
ü CNFA has a relatively high aspect ratio (ca. 230) and shows a significantly higher reinforcement effect than CNC
ü Alkyl chain modified CNC was prepared via surface acylationü Stable dispersions of these alkyl chain modified CNCs in THF was achievedü Water adsorption was inhibited by the modification
Conclusions Acknowledgements
Sustainable polymers and compositesRenewable source
Polymer (matrix)
ü PLAü Bio-PETü Bio-PE…
Filler (reinforcement)
ü Lignocellulosic plant fibers
ü Industrial co-products or waste
ü Biocarbon …
Fully biobasedcomposite
Ø Thermal resistanceØ Mechanical strengthØ Compatibility
Cellulose nanomaterials
Inherent advantagesü Excellent mechanical properties ü Easy surface modification ü High crystallinity and low density
General isolation and oxidation processSignificant energy input, high cost for chemicals, multiple treatment steps …
Aspect ratios of various CNCs based on sourceSource Aspect RatioWood ca. 20Cotton ca.40
Tunicate ca.80
Chem. Rev. 2010, 110, 3479Polymers 2018, 10, 517
Miscanthus x. Giganteus Cellulose nanofibers
2. Ammonium persulfate oxidation
1. Bleach
(a) (b)
(c) (d)
(a) (b)
(c) (d)
Process CNFA
cf.) Standard CNF Procedure (Three-step)ü Perennial, non-invasive grass
hybrid (cellulose: 50%)ü Grows up to 12 ft. tall in a two
year periodü Dedicated to biomass cropping
Miscanthus x. Giganteus (MxG)
Bleaching APS oxidation
Yield: 25%
(1) (2)
NaClO270℃
(NH4)2S2O890℃
MxG stalk
Two-step chemical treatment
CNFT
(Yield: 23%)(2) Bleaching
(3) TEMPO oxidation
(1) Base treatment
NaClO
NaCl NaBrO
NaBr
NOH
NO
OHO
OH
OH
O OOH
HOOH
O
OHO
OH
O
O OOH
HOOH
O
OHO
R-CH2OH
R-COOH
11.2 nm
-2.5 nm500 nm
Material Length (nm)
Aspect ratio
Carboxylic acid density(mmol/kg)
CNFA ca. 870 230 1200
CNFT ca. 660 210 1100
CNC ca. 300 100 1000
CNFA/polyvinyl acetate (PVAc) composite film
Filler concentrations: 1 wt% (dotted line),5 wt% (dashed line), and 10 wt% (solid line)
AFM (CNFA) TGA
Composite Mechanical properties
Thermal stabilityCNFA > CNC
1000
104
105
106
107
108
109
1010
0
2
4
6
8
10
30 40 50 60 70 80 90
E' (P
a) tan d
T (℃)
103
PVAc
PVAc:CNC-CO2H
PVAc:CNFA-CO2H
PVAc:CNFT-CO2H
PVAcPVAc:CNCPVAc:CNFA
PVAc:CNFT
0
20
40
60
80
100
120
0 1 5 10
E' (M
Pa) a
t 80℃
Filler content (wt%)
PVAc:CNC-CO2H
PVAc:CNFA-CO2H
PVAc:CNFT-CO2H
PVAcPVAcPVAc:CNCPVAc:CNFA
PVAc:CNFT
CNFA shows a significantly better reinforcement capability→ High aspect ratio allows to form a stronger (more crosslinking points) percolating fiber network
Group goal: Synthesis of sustainable polyester/carbonates grafted CNCs to access one-component composites and prevent phase separation in two component systems
ü Moisture adsorption of CNCü Low dispersibility of CNC in (e.g.) THF
CNFA/PVAc(5 wt%)
Sustainable polyesters/carbonates
Chain transfer agents
ü Prevent phase separation during melt press process
ü Improve bulk mechanical properties with CNC nanofiller
Geoffrey Coates Group (Cornell Univ.)
O
R1
OO O
R2 R3
O
R1 O
R2
R3
O
O
+n
catalyst
e.g. THF
Surface acylation of CNC
OHO
OH
OSO3-
O OOH
HOOH
OHO
OH
OH
O OOH
HOOH
OOO
HOOH
OSO3-
O OOH
HOOH
OHO
OHO O
OH
HOOH
OO
O
8
OH
O
O
OO O
8
500100015002000250030003500
Tran
smitt
ance
(a.u
.)
Wavenumbers (cm-1)
CNC-SO3-
CNC-SO3- after DSA treatment without solvent
CNC-SO3- after DSA treatment in anhydride DMF
C=O (ester bonds)
(2-Dodecen-1-yl)succinic anhydride (DSA)
TGA
Issues
Motivation
100 200 300 400 500 600 7000
20
40
60
80
100
Wei
ght l
oss
(%)
T (℃)
20 40 60 80 10095
96
97
98
99
100W
eigh
t los
s (%
)
T (℃)
0.2 wt%
1.2 wt%
3.1 wt%
MoistureTHF (CNC:0.1 wt%)
Before AfterSettle Suspension
Moisture removed after heating to 60℃
We have prepared carboxylic acid functionalizedcellulose nanofibers from a sustainable grasshybrid Miscanthus x. Giganteus (MxG) by usingnew two-step ammonium persulfate (APS)oxidation. This treatment is cleaner, cheaper, anduses less toxic reagents relative to standardmethods.We have also prepared hydrophobic CNCs viareaction with a bio-based succinic anhydridederivative for studies with the Coates groupaimed at growing polyesters from the CNC surface.
H. Yang, Y. Zhang, R. Kato, S. Rowan, Carbohydrate Polymers 2019, 212, 30
Fig. Two-step APS oxidation
mxg-CNC-SO3- mxg-CNC-DSA
CNC-SO3- CNC-DSA


















