R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)

of 64
Transcript of R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
1/64
FES Systems Inc. 1
Vibration Analysis Services
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
2/64
FES Systems Inc. 2
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
3/64
FES Systems Inc. 3
What is Vibration?
Vibration is the movement of a body about its reference position.
Vibration occurs because of an excitation force that causes motion.
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
4/64FES Systems Inc. 4
Vibration Terms
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
5/64FES Systems Inc. 5
Time Waveform Analysis
complex time waveform
Individual vibration signalscombine to form a complextime waveform showing overallvibration
frequ
ency
lowfreq
.
high
freq
.
timeoverall vibration
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
6/64FES Systems Inc. 6
Overall Vibrationz The total vibration
energy measuredwithin a specificfrequency range.
includes a combinationof all vibration signalswithin measuredfrequency range
does not includevibration signals outsidemeasured frequencyrange
produces a numericalvalue
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
7/64
FES Systems Inc. 7
Amplitude vs. Frequency Vibration amplitude indicates the severity of the problem. Vibration frequency indicates the source of the problem.
2X3X
4X
frequency
amplitud
e
1X
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
8/64
FES Systems Inc. 8
Vibration- Measurable Characteristics
0 90 180 270 360DisplacementVelocityAcceleration
Time
Velocity is the first derivative of displacement as a function of time, it is the rateof change in displacement (the speed of the vibration).
Acceleration is the second derivative of displacement, it is the rate of change of
velocity (the change in speed of the vibration).
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
9/64
FES Systems Inc. 9
Scale FactorsWhen comparing overall vibration signals, it isimperative that both signals be measured on the
same frequency range and with the samescale factors. NOTE: RMS is .707 of peak.
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
10/64
FES Systems Inc. 10
Measurements & Units
Displacement (Distance)mils or micrometer, mm
Velocity (Speed - Rate of change of displcmt)in/sec or mm/sec
Acceleration (Rate of change of velocity)Gs or in/sec2 or mm/sec2
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
11/64
FES Systems Inc. 11
Lines of ResolutionIndividual Vertical Lines or Bins Located Adjacent to One AnotherAlong the Frequency Axis. Each Bin is used to Store Individual Amplitude
at a Specific Frequency Location.
Amplitude
Frequency in CPM
7200CPM
3570CPM
Amplitude
Frequency in CPM
7200CPM
3570CPM
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
12/64
FES Systems Inc. 12
Accelerometers
Rugged Devices Operate in Wide Frequency
Range (Near 0 to above 40 kHz)
Good High Frequency Response
Some Models Suitable For High
Temperature
Require Additional Electronics
(may be built into the sensor housing)
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
13/64
FES Systems Inc. 13
Velocity Sensors
Often Measure BearingHousings or Machinery Casing
Vibration
Effective in Low to Mid
Frequency Range (10 Hz to
around 1,500 Hz)
Self Generating Devices
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
14/64
FES Systems Inc. 14
Displacement Probe/Eddy Probe
Measure RelativeDistance Between
Two (2) Surfaces
Accurate LowFrequency
Response
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
15/64
FES Systems Inc. 15
Multi-Parameter Monitoring
Same Data in Velocity and Acceleration
VelocitySpectrum
AccelerationSpectrum
On the same bearing, lowfreq. events (imbalance,misalignment, etc.) showbest in the velocityspectrum; while high freq.events (bearing faults,gearmesh) show best in the
acceleration spectrum
FES Model 32L S/N AB10099P#2 West -C3H Compressor Inboard Horizontal
Route Spectrum06-Feb-01 14:02:05
OVRALL= .6123 V-DGPK = 8.19LOAD = 100.0RPM = 2990.RPS = 49.83
0 40 80 120 160 200 240
0
1
2
3
4
5
Frequency in kCPM
PKAccelerationinG-s
Reference En v/Prf-Std
- Model 32L S/N AB10099P#2 West -C3H Compressor Inboard Horizontal
Route Spectrum06-Feb-01 14:02:05
OVRALL= .6123 V-DGPK = .6091LOAD = 100.0RPM = 2990.RPS = 49.83
0 40 80 120 160 200 240
0
0.08
0.16
0.24
0.32
0.40
Frequency in kCPM
PKVe
loc
ity
inIn/Sec
Reference Env/Prf-Std
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
16/64
FES Systems Inc. 16
10 100 1,000 10,000
Frequency (Hz)
10
1.0
0.1
1
0.01
100
Displacement (mils)Acceleration(g's)
Velocity (in/sec)
Common MachineryOperating Range
Amplitude(mils, in/sec, gs)
Sensor Relationships
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
17/64
FES Systems Inc. 17
Resonance
typically 10% or greater
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
18/64
FES Systems Inc. 18
Detection vs. Analysisz Detection
Alarm limits are established for each measurement.When the measurements value exceeds itsprogrammed alarm limits, the predictive maintenance
software or data collector notifies the analyst of aproblem.
z Analysis
Once detected, analyzing exceptional measurementsprovides insight to the problem itself, and to its rootcause.
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
19/64
FES Systems Inc. 19
Important Frequency Peaks
Rotational Speed or Even MultiplesAlways present but excessive amplitude or multiple
harmonics can indicate a problem.
Electric motors always have frequency peaks at shaftrotational speed and at line frequency i.e. 60 Hz.
Two pole motors will always display a 2X line frequency
peak.
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
20/64
FES Systems Inc. 20
Important Frequency Peaks
Gas Pulsation FrequenciesScrew compressors - gas pulsation frequency(cpm) occurs at[No. of lobes on male rotor] X [ rotational speed (RPM)]
Pumps or fans - fluid pulsation frequency(cpm) occurs at[No. of vanes, lobes or blades] X [ rotational speed (RPM)]
Recip. Compressors - gas pulsation frequency (cpm) occurs
at [No. of pistons] x [ rotational speed (RPM)]Harmonics or even multiples (2X and 3X) of gas pulsationfrequencies always present and are most noticeable on oilseparator vessels.
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
21/64
FES Systems Inc. 21
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
22/64
FES Systems Inc. 22
Setting Up the Measurementz Physical Considerations
Selecting the Machinery Selecting Measurement Planes
Selecting Sensor Locations
Surface Preparation Sensor Mounting Techniques
z Database Considerations
Parameters (multi-parameters) Alarm Limits
Setting Fmax
Scale Factors
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
23/64
FES Systems Inc. 23
Selecting the MachineryCritical - If a failure or shutdown occurs,
production is stopped, or machineperformance creates an unsafe environment
Essential Spared - If a failure orshutdown occurs, production is disrupted
Non Essential Spared - If a failureor shutdown occurs, production loss isinconvenienced, however, a spare unit canbe brought on-line, or a repair can bring theproduction unit back on-line withoutsignificant loss of production
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
24/64
FES Systems Inc. 24
ThinkingAhead
z Walk Through
z Machinery Data
Sheets
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
25/64
FES Systems Inc. 25
Measurement Planes
z radial
vertical
horizontal
z axial
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
26/64
FES Systems Inc. 26
Sensor Location(qualifying and identifying)
Measurement POINT numbering
follows flow of power:
Motor Non-Driven End (NDE)Motor Driven End (DE)Compressor Driven End (DE)Compressor Non-Driven End (NDE)
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
27/64
FES Systems Inc. 27
Sensor Location
The accelerometer must be located over the bearing of interest. Avoid air gaps
in housings whenever possible. Air gaps will skew vibration readings.
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
28/64
FES Systems Inc. 28
Sensor Location
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
29/64
FES Systems Inc. 29
Mounting Methods
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
30/64
FES Systems Inc. 30
Hand-held/Probe Mounting
Rapid andconvenient.
Subject tomany sourcesof error.
Use only as alast resort.
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
31/64
FES Systems Inc. 31
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
32/64
FES Systems Inc. 32
Types of Alarms
z
Overall Vibration Limitsz Spectral Enveloping
z
Spectral Bandsz Phase Alarms
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
33/64
FES Systems Inc. 33
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
34/64
FES Systems Inc. 34
Acceptable Vibration Levels
Tables are published that show overall vibration levels as afunction of rotational speed or vibration frequency for the
purpose of determining whether vibration levels are acceptable.As a general rule for compressors operating at 3600 RPM an
overall vibration level of 0.3 ips RMS would be cause for concern
For piping and valves overall readings exceeding 1.0 ips RMS
would be cause for concern though actual stress values inducedby the vibration may be quite low and no corrective action
needed. Some engineering evaluation should be conducted todetermine this.
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
35/64
FES Systems Inc. 35
ISO Guidelines
ISO 2372overall
velocityvibrationguidelines
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
36/64
FES Systems Inc. 36
AssessingOverall
VibrationSeverity
ve
loc
ity-
in/sec
(pea
k)
Frequency - CPM
ac
ce
lera
tion-
Gs
(pea
k)
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
37/64
FES Systems Inc. 37
Overall Vibration Trend PlotVIB - Alignment Fault
ALIGNMENT -M1H MOTOR OUTBOARD BRG. - HORIZONTAL
Trend Display
of
OVERALL VALUE
-- Baseline --Value: .06350
Date: 11-AUG-95
0 100 200 300 400 500
0
0.04
0.08
0.12
0.16
0.20
0.24
Days: 11-AUG-95 To 11-DEC-96
PKVeloc
ityinIn/Sec
WARNINGALERT
FAULT
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
38/64
FES Systems Inc. 38
Spectral Enveloping
alarm is triggered
VIB - Balance Fault
BALANCE -M2A MOTOR INBOARD AXIAL
Route Spectrum14-MAR-96 12:10:26
OVRALL= .3260 V-DGPK = .3257
LOAD = 100.0RPM = 1777.
RPS = 29.62
0 400 800 1200 1600 2000
0
0.05
0.10
0.15
0.20
0.25
0.30
0.35
0.40
Frequency in Hz
PKVeloc
ity
inIn/Sec
Reference Envelope
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
39/64
FES Systems Inc. 39
Phase Alarms
A2 - Machine #6 (Various Setups)
MACH#6 -PPH PEAK PHASE DATACorrelationDisplay
Phasevs
Peak
Data Period:26-Dec-96
To28-Dec-96
0
180
90 270
2.500
Peak
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
40/64
FES Systems Inc. 40
Motor and compressors with sleeve bearings do not lendthemselves well to readings with accelerometers and for
dependable information a device such as a proximity probe
should be used to measure vibration in mils displacement.Probes should be oriented in two planes 90 apart and
displacement cannot exceed the shaft to bearing clearance.
Acceptable Vibration Levels
Motor and compressors with sleeve bearings do not lendthemselves well to readings with accelerometers and fordependable information a device such as a proximity probeshould be used to measure vibration in mils displacement.Probes should be oriented in two planes 90 apart anddisplacement cannot exceed the shaft to bearing clearance.
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
41/64
FES Systems Inc. 41
For Individual spectrum peaks limits are set by their perceived
cause but some general limits are shown below:
Compressors:
Rotational speed 1X, 2X, 3X 0.25 ips RMSGas Pulsation at compr. 0.27 ips RMS
Bearing fault frequencies 0.15 ips RMS
Roller bearings (2000-3000 Hz) 2.5 gs
Acceptable Vibration Levels
For Individual spectrum peaks limits are set by their perceivedcause but some general limits are shown below:
Compressors:
Rotational speed 1X, 2X, 3X 0.25 ips RMSGas Pulsation at compressor 0.27 ips RMS
Bearing fault frequencies 0.15 ips RMS
Roller bearings (2000-3000 Hz) 2.5 gs
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
42/64
FES Systems Inc. 42
Motors:
Rotational Speed 1X, 2X, 3X 0.25 ips RMS
Line Frequency 1X, 2X 0.13 ips RMS
Bearing fault frequencies 0.15 ips RMS
Acceptable Vibration Levels
Motors:Rotational Speed 1X, 2X, 3X 0.25 ips RMSLine Frequency 1X, 2X 0.13 ips RMS
Bearing fault frequencies 0.15 ips RMS
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
43/64
FES Systems Inc. 43
At start up - Baseline
Six months after start up unless a problem is suspected. After
that every 6 month to one year after that unless a deteriorating
trend is observed.
At 25000 hours readings should be taken every three months
to extend the time before an internal inspection is required.
Anytime an unusual noise or vibration isnoticed.
Readings-How Often?
At start up - Baseline
Six months after start up unless a problem is suspected. Afterthat every 6 month to one year after that unless a deterioratingtrend is observed.
At 25000 hours readings should be taken every three months
to extend the time before an internal inspection is required.
Anytime an unusual noise or vibration is noticed.
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
44/64
FES Systems Inc. 44
Spectrum Analysis Techniquesz Collect Useful Information
z Analyze
500 HP/3570 RPMMotor Model 23LE
C1 C2
C3 C4
M1 M2
C
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
45/64
FES Systems Inc. 45
Spectrum Analysis TechniquesSome compressors have a combination of sleevebearings and ball thrust bearings that require differentanalysis techniques.
FES Model GL Series Compressors
Thrust andSleeveBearingLocation
Sleeve Bearing Location
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
46/64
FES Systems Inc. 46
Latter stages of journal bearing wear are normally evidencedby presence of whole series of running speed harmonics (up to10 or 20). Wiped journal bearings often will allow high vertical
amplitudes compared to horizontal, but may show only onepronounced peak at 1X RPM. Journal bearings with excessiveclearance may allow a minor unbalance and/or misalignment tocause high vibration which would be much lower if bearingclearances were set to specifications. Source: Technical Associates Inc.Illustrated Vibration Chart
Sleeve Bearing Wear Pattern
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
47/64
FES Systems Inc. 47
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
48/64
FES Systems Inc. 48
Why Do Bearings Fail?Inadequate Lubrication- too much
- too little- contaminated
Excessive LoadCaused by:
- misalignment- imbalance- bent shaft- etc.....
Improper Handling orInstallation
AgeSpall On Outer Race
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
49/64
FES Systems Inc. 49
Typical Bearing Failure Rate
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
50/64
FES Systems Inc. 50
Bearing Defect FrequenciesBPFO
Ball Pass Frequency Outer RaceBPFIBall Pass Frequency Inner Race
BSFBall Spin Frequency
FTFCage Frequency orFundamental Train Frequency
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
51/64
FES Systems Inc. 51
Bearing Failure StagesStage 1 Stage 2
Stage 3 Stage 4
No apparent change on typical velocity spectrum Defects harmonic frequencies appear
Defects fundamental frequencies also appearand may exhibit sidebands
Defects harmonic frequencies develop multiplesidebands (haystack), fundamental freqs. grow
and also develop sidebands
defects fund.frequency range
defects harmonicfrequency range
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
52/64
FES Systems Inc. 52
SidebandsVIB - Alignment FaultALIGNMENT -M2H MOTOR INBOARD BRG. - HORIZONTAL
Route Spectrum01-AUG-96 15:15:26
OVRALL= .0665 V-DG
RMS = .2506
LOAD = 100.0RPM = 3606.
RPS = 60.10
0 1000 2000 3000 4000
0
0.02
0.04
0.06
0.08
0.10
0.12
0.14
Frequency in Hz
RMSAcce
lera
tion
inG-s
Freq:
Ordr:
Spec:
Dfrq:
2634.6
43.84
.02417
120.19
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
53/64
FES Systems Inc. 53
HarmonicsVIB - Alignment FaultALIGNMENT -M2H MOTOR INBOARD BRG. - HORIZONTALRoute Spectrum
01-AUG-96 15:15:26
OVRALL= .0665 V-DGPK = .0660
LOAD = 100.0
RPM = 3606.
RPS = 60.10
0 1000 2000 3000 4000
0
0.01
0.02
0.03
0.04
0.05
0.06
Frequency in Hz
PKVeloc
ity
inIn/Sec
Freq:
Ordr:
Spec:
57.69
.960
.02572
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
54/64
FES Systems Inc. 54
Waterfall Plot
PKVelocityinIn/Sec
Frequency in Hz
VIB - Alignment Fault
ALIGNMENT -M2H MOTOR INBOARD BRG. - HORIZONTAL
0 1000 2000 3000 4000
0
0.05Max Amp.0456
01-AUG-96
05-SEP-96
30-SEP-96
28-OCT-96
21-NOV-96
11-DEC-96
RPM= 3550.15:15:2601-AUG-96
Freq:
Ordr:Sp 1:
57.69
.975.02589
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
55/64
FES Systems Inc. 55
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
56/64
FES Systems Inc. 56
Stator problems generate high vibration at 2X line frequency (2FL). Statoreccentricity produces uneven stationary air gap between rotor and statorwhich produces very directional vibration. Differential Air Gap should notexceed 5% for induction motors and 10% for synchronous motors. Soft footand warped bases can produce an eccentric stator. Loose iron is due to
stator support weakness or looseness. Shorted stator laminations can causeuneven, localized heating which can distort the stator itself. This producesthermally-induced vibration which can significantly grow with operating timecausing stator distortion and static air gap problems.
Source: Technical Associates Inc.
Illustrated Vibration Chart
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
57/64
FES Systems Inc. 57
Eccentric Rotors produce a rotating variable air gap between the rotor andstator which induces pulsating vibration (normally between 2FL and closestrunning speed harmonic). Often requires "zoom" spectrum to separate 2FLand running speed harmonic. Eccentric rotors generate 2FL surrounded byPole Pass frequency sidebands (F
P), as well as F
Psidebands around running
speed. FP appears itself at low frequency (Pole Pass Frequency = SlipFrequency X #Poles). Common values of FP range from about 20 to 120 CPM(0.3 - 2.0 Hz). Soft foot or misalignment often induces a variable air gap dueto distortion (actually a mechanical problem; not electrical).
Source: Technical Associates Inc.
Illustrated Vibration Chart
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
58/64
FES Systems Inc. 58
Broken or Cracked rotor bars or shorting rings; bad joints betweenrotor bars and shorting rings; or shorted rotor laminations willproduce high 1X running speed vibration with pole pass frequency
sidebands (FP). In addition, these problems generate FP sidebandsaround the second, third, fourth and fifth running speed
harmonics.Source: Technical Associates Inc.
Illustrated Vibration Chart
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
59/64
FES Systems Inc. 59
Loose or open rotor bars are indicated by 2X line frequency (2FL) sidebandssurrounding Rotor Bar Pass Frequency (RBPF) and/or its harmonics (RBPF =Number of Bars X RPM). Often will cause high levels at 2X RBPF, with only asmall amplitude at 1X RBPF. Electrically induced arcing between loose rotorbars and end rings will often show high levels at 2X RBPF (with 2FLsidebands); but little or no increase in amplitudes at 1X RBPF.
Source: Technical Associates Inc.Illustrated Vibration Chart
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
60/64
FES Systems Inc. 60
Phasing problems due to loose or broken connectors can cause excessivevibration at 2X Line Frequency (2FL) which will have sidebands around itspaced at 1/3 Line Frequency (1/3 FL). Levels at 2FL can exceed 1.0 in/sec if
left uncorrected. This is particularly a problem if the defective connector isonly sporadically making contact. Loose or broken connectors must berepaired to prevent catastrophic failure.
Source: Technical Associates Inc.Illustrated Vibration Chart
Dosk - RAM 700 HP Motor Test1
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
61/64
FES Systems Inc. 61
RAM TEST 1-M2L Mot. Inboard Horiz./2X Line Freq
Route Spectrum
10-Apr-01 08:20:35
OVRALL= .3045 V-DG
PK = .3028
LOAD = 100.0
RPM = 3579.
RPS = 59.64
0 8000 16000 24000
0
0.08
0.16
0.24
0.32
0.40
Frequency in CPM
PKVe
loc
ity
inIn/S
ec
Reference Env/Prf-Std
Freq:
Ordr:Spec:
7200.0
2.012.283
The 2x Line frequency on this motor is .283 in/sec.this indicates a stator eccentricity problem.The spectrum was taken at 6400 lines of resolution.
Dosk - RAM 700 HP Motor Test1
RAM TEST 1-M2L Mot. Inboard Horiz./2X Line Freq
Route Spectrum
10 A 01 08 20 35
0.40
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
62/64
FES Systems Inc. 62
10-Apr-01 08:20:35
OVRALL= .3045 V-DGPK = .2922
LOAD = 100.0
RPM = 3579.
RPS = 59.64
6800 7000 7200 7400 7600
0
0.08
0.16
0.24
0.32
Frequency in CPM
PKVe
loc
ity
inIn/Sec
Reference Env/Prf-Std
Freq:
Ordr:
Spec:
7200.0
2.012
.283
The 2 x Line F
The 2 x Line Frequency must be separated from 2 x turning speedto determine rotor or stator problems. The data collector must be setto a sufficient number of lines of resolution to separate these two frequencies
2 x Line Freq.
7140 RPM
2x turning speed
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
63/64
FES Systems Inc. 63
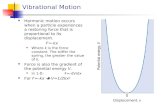
Vibration analysis can be used to determine rotor problems in motors.The rotor bar pass frequency has penetrated the narrow band alarm.
-
7/29/2019 R&T 2008 - Principles and Practices of Vibrational Analysis - Keefer (1)
64/64
FES Systems Inc. 64
Vibration Analysis Services