
RR879 - Evaluation of EN 60745 test codes: BS EN 60745-2-1 … · 2019-12-05 · the revised test...
116
Health and Safety Executive Evaluation of EN 60745 test codes: BS EN 60745-2-1 2003 (inc. amendment no 1) Particular requirements for drills and impact drills Prepared by the Health and Safety Laboratory for the Health and Safety Executive 2011 RR879 Research Report
Transcript of RR879 - Evaluation of EN 60745 test codes: BS EN 60745-2-1 … · 2019-12-05 · the revised test...

Health and Safety Executive
Evaluation of EN 60745 test codes: BS EN 60745-2-1 2003 (inc. amendment no 1) Particular requirements for drills and impact drills
Prepared by the Health and Safety Laboratory for the Health and Safety Executive 2011
RR879 Research Report

Health and Safety Executive
Evaluation of EN 60745 test codes: BS EN 60745-2-1 2003 (inc. amendment no 1) Particular requirements for drills and impact drills
Emma Shanks, Sue Hewitt, Richard Heaton & Mick Mole Harpur Hill Buxton Derbyshire SK17 9JN
The work described in this report assesses the standard test defined in BS EN 60745-2-1:2003 (incorporating amendment no. 1 [2007]) for usability and reproducibility. Drills, impact drills and diamond core drills were used in this project to fully encompass the machine scope covered by the test code. The vibration emission values obtained in accordance with the provisions of the test code were compared with vibration magnitudes measured under simulated real operating conditions.
The report concludes that the test specifications for drilling into metal and impact drilling into concrete were usable. However, the standard lacked clarity about how the machines should be used when diamond core drilling. In general, prescribed push forces seemed unnecessarily high when compared with typical push forces for drilling operations.
HSL verified the manufacturers’ declared emissions for the drilling and impact drilling applications but could verify only one of the manufacturers’ declared emission values for diamond core drilling.
The test code appears to have:
n good usability but poor reproducibility for drilling into metal; n good usability and good reproducibility for impact drilling into concrete; and n poor usability and poor reproducibility for diamond core drilling.
The test code offers potential for estimating workplace vibration and subsequent estimation of workplace vibration exposures if usability and reproducibility can be improved.
This report and the work it describes were funded by the Health and Safety Executive (HSE). Its contents, including any opinions and/or conclusions expressed, are those of the authors alone and do not necessarily reflect HSE policy.
HSE Books

© Crown copyright 2011
First published 2011
You may reuse this information (not including logos) free of charge in any format or medium, under the terms of the Open Government Licence. To view the licence visit www.nationalarchives.gov.uk/doc/open-government-licence/, write to the Information Policy Team, The National Archives, Kew, London TW9 4DU, or email [email protected].
Some images and illustrations may not be owned by the Crown so cannot be reproduced without permission of the copyright owner. Enquiries should be sent to [email protected].
ACKNOWLEDGEMENTS
The authors wish to express their thanks to the machine manufacturers, test subjects and field sites visited during this work for their continued support.
ii

EXECUTIVE SUMMARY
Objectives
The objectives for this piece of work were:
1. To assess the standard test defined in BS EN 60745-2-1:2003 for usability and reproducibility;
2. To compare vibration emission values with vibration magnitudes measured under real operating conditions;
3. To provide HSE with information regarding (2) above, so that it can better inform users and suppliers of machines of the worth of vibration emission data as a basis for estimation of vibration exposure.
To achieve these aims the vibration emission of a selection of drills was measured according to the provisions in BS EN 60745-2-1:2003. After completion of the laboratory measurements of the vibration emission, field measurements were made using all of the same transducer mounting locations in order to compare emission and field data.
At the time this project was started the standard test code for measurement of vibration emission of drills was BS EN 60745-2-1:2003; during the course of the project the standard was amended. Where appropriate and feasible the impact of the amendments have been considered
Main Findings
For vibration emission measurements drilling into metal or impact drilling into concrete, the standard is very prescriptive about how the machines should be used, what accessories should be used and the test material. Where push forces are prescribed in the test code, they seem unnecessarily high when compared with typical push forces for drilling operations.
For vibration emission measurements when diamond core drilling, in contrast to the tests for drilling into metal or impact drilling in to concrete, the standard lacked clarity about how the machines should be used, what accessories should be used and the test material.
In terms of reproducibility, HSL was able to verify all the manufacturers’ declared emissions for the drilling into metal and impact drilling into concrete processes for the five machines that were capable of these functions. Although the HSL measured emission values were lower and therefore verified the manufacturers declared values for drilling into metal, the difference between the two data sets was greater than the HSL measurement uncertainty, K.
For the three machines capable of either wet or dry diamond core drilling, HSL had 11 emission measurements (a result of the choices HSL made about accessories, test material etc). The manufacturer of each machine declared one emission value for each machine. The HSL data could verify only one of the manufacturers’ declared emission values from the 11 HSL emission measurements made for diamond core drilling.
iii

The test code appears to have:
• good usability but poor reproducibility for drilling into metal;
• good usability and good reproducibility for impact drilling into concrete; and
• poor usability and poor reproducibility for diamond core drilling.
The test code offers potential for estimating workplace vibration and subsequent estimation of workplace vibration exposures if usability and reproducibility can be improved.
Recommendations
1. The specified feed forces should be revised for both drilling into metal and impact drilling into concrete processes;
2. The description of the diamond core drilling emission measurement requirements should be improved, particularly for dry diamond core drilling, with attention paid to the requisite accessories and test material;
3. The effectiveness of the recommendations, once implemented, should be assessed by inter-laboratory round robin (including HSL).
iv

CONTENTS PAGE
1 INTRODUCTION 1 1.1 Declaration of vibration emission 1
1.2 Outline of work 2
1.3 History and development of the standard 2
2 MACHINES USED 4
3 LABORATORY MEASUREMENT OF VIBRATION EMISSION 5 3.1 BS EN 60745-2-1:2003 Emission test code 5
3.2 Emission test procedure 8
3.3 Data acquisition and analysis 9
3.4 Declaration values according to BS EN 60745-2-1:2003 10
3.5 Emission measurement results 10
3.6 Further observations 11
4 FIELD MEASURMENTS 14 4.1 Field site #1 – HSL: measurement protocol 14
4.2 Field site #2 – VJT Test Lab: measurement protocol 15
4.3 Data acquisition and analysis 16
4.4 Field measurement results 16
5 DISCUSSION 20 5.1 Analysis of variance (ANOVA) on HSL measured emission data by machine 20
operating mode 5.2 Comparison of declared and measured emission data 22
5.3 Comparison of emission and field data 25
5.4 Emission data as an indicator of risk 28
5.5 Test code clarity & prescription 31
6 CONCLUSIONS 32 6.1 Usability and reproducibility of BS EN 60745-2-1:2003 32
6.2 Emission data, field data & human vibration exposure 32
6.3 Recommendations 33
Appendix A EMISSION KIT LIST 34
Appendix B FIELD KIT LIST 35
Appendix C EMISSION RESULTS 37
Appendix D ANOVA RESULTS 48
Appendix E FIELD RESULTS SITE #1 49
Appendix F FIELD RESULTS SITE #2 70
Appendix G FURTHER OBSERVATIONS 91
v

vi

Page 1 of 108
1 INTRODUCTION
As part of the Health and Safety Executive’s (HSE) ongoing programme of research, the Health and Safety Laboratory (HSL) has been investigating the relationship between manufacturers’ declared vibration emission, HSL measured emission and vibration measured during simulated real, or real use for different categories of tool. The current programme of research aims to investigate the emission test codes for electrical tools defined in the BS EN 60745 series of standards.
This report describes an investigation of the effectiveness of BS EN 60745-2-1:2003 incorporating amendment no. 1 for drills and impact drills
1.1 DECLARATION OF VIBRATION EMISSION
The Supply of Machinery (Safety) Regulations require that, among other information, suppliers of machinery must declare the vibration emission of their tools and machines. The declaration helps purchasers and users of tools and machinery to make informed choices regarding the safety of a potential purchase.
The usual method of declaring vibration emission is to apply a standard test to a machine or tool. The standard test provides a repeatable and reproducible method of estimating vibration emission. However, in practice, standards writers have often sought a degree of repeatability and reproducibility that could not be achieved for realistic operation of the tool; therefore the standard tests are often based on artificial operations.
For electrical tools, BS EN 60745-1:2006 provides general information for development of the revised test codes which are being issued as the BS EN 60745 part 2 series. BS EN 60745-1:2006 requires simultaneous triaxial measurements of the vibration magnitude to be made (this standard is similar to BS EN ISO 20643:2008, which provides equivalent guidance for all hand-held power tool categories). In relation to what the declared vibration magnitude is intended to reflect, BS EN 60745-1:2006 states that ‘…the vibration source shall produce approximately the same magnitude of vibration as that in a typical working situation.’
BS EN 60745-1:2006 does not explicitly require values to represent the upper quartile of vibration magnitudes resulting from intended uses of the machinery as is the case in BS EN ISO 20643:2008.
1.1.1 Emission declaration The declaration of vibration emission values is standardised under BS EN 12096:1997. This standard gives the following vibration related definitions:
1. Measured vibration emission value, a, in m/s² represents the measured vibration emission value of a single machine or the mean value of a reasonably large sample from a batch of machines.
2. Uncertainty, K, in m/s² is a value representing the measurement uncertainty of the measured vibration emission value a, and also, in the case of batches, production variations of machinery.
3. Declared vibration emission value, a+K is the measured vibration emission value, a, and its associated individual deviation value, K. The sum of a and K indicates the limit below which the vibration value of an individual machine, and/or a specified large proportion of the vibration values of a batch of machines, are stated to lie when the machines are new.

Page 2 of 108
1.2 OUTLINE OF WORK
The work for drills had three aims:
1. To assess the standard test defined in BS EN 60745-2-1:2003 for usability and reproducibility;
2. To compare vibration emission values with vibration magnitudes measured under real operating conditions;
3. To provide HSE with information regarding (2) above, so that it can better inform users and suppliers of machines of the worth of vibration emission data in terms of vibration exposure.
To achieve these aims the vibration emission of a selection of drills was measured according to the provisions in BS EN 60745-2-1:2003. After completion of the laboratory measurements of the vibration emission, field measurements were made using all of the same transducer mounting locations in order to compare emission and field data.
1.3 HISTORY AND DEVELOPMENT OF THE STANDARD
At the time this project started the latest version of the test code for drills and impact drills was BS EN 60745-2-1:2003 incorporating amendment no. 1 (2007). This amended 2003 edition aligned Subclause 6.2 to Subclause 6.2 in BS EN 60745-1:2006 and thereby sought to ensure that the vibration emission values were reported using methodology consistent with the Physical Agents Directive Vibration 2002/44/EC. Since then there have been two revisions of the test code, 2003+A1 2009 incorporating CENELEC amendment A11 (published 31st October 2009) and a full revision to BS EN 60745-2-1:2010 (published 30th
June 2010).
The 2009 amendment to BS EN 60745-2-1 included mainly editorial modifications to conform to BS EN 60745-1:2006 and the addition of a new safety warning to Clause 8. None of the modifications affected the work taking place under this project. The 2010 amendment included a new concrete formulation specifically for diamond core drills, which is now different to that specified for impact drills. It also includes an additional measurement stop criterion for diamond core drills of two minutes after the measurement has started (as well as the existing criteria of when the hole is complete or when the maximum drilling depth of the core bit is reached). The concrete formulations for impact drills and diamond core drills both include more detail regarding the water/cement ratio and guidance on the use of very hard or very soft aggregates. The 2010 revision was published too late in the life of this project for its modifications to be included as part of this work. It is likely that vibration results for the wet diamond core drilling process would have been different due to the change in concrete formulation for this process. However, the conclusions and recommendations of this project are unlikely to be affected.
BS EN 60745-1:2003 defines measurement of vibration in a single axis, half way along the handle or at thumb finger position if the switch is in the way, in the direction of the feed force. Seven measurements are taken with the highest and lowest being discarded. The mean of remaining five is then taken as the a value. The test code also states:
6.2.2.1 “It is not intended that the values are used for assessment of human exposure to vibrations. The measurement and assessment of human exposure to hand-transmitted vibration in the workplace is given in EN ISO 5349”.

Page 3 of 108
This statement makes it quite clear that the emission values produced by the 2003 version of the standard are not intended for the purposes of risk assessment.
BS EN 60745-1:2006 introduced the requirement for triaxial (instead of axis of reciprocation) measurement of vibration at the thumb finger position. The mean of five measurements is taken to give the a value. Also the reporting of a K value is compulsory in this version.
On 28th February 2010, BS EN 60745-2-1:2009 was published, which aligned the standard with the 2006 amendment of BS EN 60745-1. HSL has made triaxial measurements as part of the emission test procedure throughout this project so providing data required by this amendment. However, depending on exactly when the manufacturer carried out their tests (pre or post the 2009 amendment) the results provided in the manufacturer’s instruction handbook can be single axis or triaxial and the measurement location may also vary.

Page 4 of 108
2 MACHINES USED
The test code BS EN 60745-2-1:2003 relates to drills and impact drills. The definitions according to BS EN 60745-2-1:2003 of which machines fall in to this category include:
• Drill – "tool specifically designed to bore holes in various materials such as metal, plastics, wood, etc";
• Diamond core drill – "drill designed to be equipped with a diamond core drill bit with or without water supply to drill with or without percussion into materials such as concrete or brick";
• Impact drill – "drill specifically designed to bore holes in concrete, stone and other materials. It is similar, in appearance and construction, to a drill, but has a built-in percussion system, which gives an axial percussion movement to a rotating, output spindle. It may have a device for rendering the percussion system inoperative, so that it may be used as a conventional drill".
In order to maximise the relevance of the HSL research, the tools selected for testing were chosen to try to represent as broad a spectrum of machines covered by the test code as possible. Machines were chosen mostly from the major manufacturers, with one or two additional machines also chosen to represent the types of machines more often used in Small and Medium size Enterprises (SMEs). With advances in machine design, it was possible to select machines that fell into more than one category e.g. a drill, an impact drill and a diamond core drill all in one.
In all, eight machines were obtained for testing. Table 1 contains details of these machines.
Each of the machines came with a vibration emission value, a, declared by the manufacturer. In most cases the declaration also included a K value, which is an indication of the uncertainty in the emission value. Where no K value has been supplied, a value has been calculated according to the provisions of BS EN 12096:1997. The specification in the instruction manual rarely defined the specific vibration test code that had been used so it was not always clear whether the manufacturers’ data was single-axis or triaxial.
Table 1: Machines selected
Tool HSL ID Mass (kg)
Machine type
Drill Impact drill
Diamond core drill (dry)
Diamond core drill (wet)
CC NV/07/38 3.4 9 9
DD NV/07/39 2.6 9 9
HH NV/08/28 7.1 9* 9
II NV/08/29 4.5 9 9 9 9* JJ NV/08/30 6.8 9* 9
KK NV/09/28 2.4 9 9
LL NV/09/29 2.3 9 9
MM NV/09/31 2.5 9 9 *Not used in this mode

Page 5 of 108
3 LABORATORY MEASUREMENT OF VIBRATION EMISSION
3.1 BS EN 60745-2-1:2003 EMISSION TEST CODE
The emission tests that need to be performed for any individual drill depend upon the type of drill and in how many modes it can operate. Each machine was tested in each operational mode except where indicated. Table 1 shows which of the four possible test conditions were applied to each of the machines.
3.1.1 Drill
BS EN 60745-2-1:2003 defines a drill as a “tool specifically designed to bore holes in various materials such as metal, plastics, wood, etc.”. The emission test for drills consists of drilling vertically downwards with a 6mm diameter (ø) drill bit through 8mm thick mild steel with a feed force of 200N ± 30N (in addition to the weight of the machine). The machine settings should be those recommended by the manufacturer for the operation. The measurement starts when the drill bit has contact to the steel and stops when the hole is completed. Figure 1 shows the drills emission test rig and an example illustration of a drill.
Figure 1. Illustration of a drill and the associated emission test rig
3.1.2 Impact drill
BS EN 60745-2-1:2003 defines an impact drill as a “drill specifically designed to bore holes in concrete, stone and other materials. It is similar, in appearance and construction, to a drill, but has a built-in percussion system which gives an axial percussion movement to rotating output spindle. It may have a device for rendering the percussion system inoperative, so that it may be used as a conventional drill”. The emission test for impact drills consists of drilling vertically downward with a 8mm ø drill bit into a concrete block, the formulation of which is given in the standard. The feed force, in addition to the weight of the machine is 150N ± 30N. The measurement starts when the drill bit has contact with the concrete block and stops at a depth of 80mm. The machine settings should be those recommended by the manufacturer for the operation. Figure 2 shows the impact drill emission test rig and an example illustration of an impact drill.

Page 6 of 108
Circled areas indicate location of impact drills emission tests.
Figure 2. Illustration of an impact drill and the associated emission test rig
3.1.3 Diamond core drill
BS EN 60745-2-1:2003 defines a diamond core drill as a “drill designed to be equipped with a diamond core drill bit with or without water supply to drill with or without percussion into materials such as concrete or brick”. Diamond core drills are tested equipped with a diamond core drill bit that is in the middle of the rated capacity range. The machine settings should be those recommended by the manufacturer for the operation and diameter of the core drill bit. The feed force should be that of stable operation or 250N, whichever is less. Figure 3 shows example illustrations of diamond core drills.
Figure 3. Illustrations of diamond core drills
3.1.3.1 Dry diamond core drilling
The emission test for dry diamond core drilling consists of drilling horizontally into a sand-lime-stone or brick wall with a minimum thickness of 200mm. The measurement starts when the core drill bit has contact with the brick wall and stops when either the hole is completed or the maximum drilling depth of the core is reached. Figure 4 shows the test rig for dry diamond core drilling. The HSL wall was constructed from 9 inch common concrete bricks on a pendine block.

Page 7 of 108
Figure 4. HSL test rig for dry diamond core drilling
Core bits for dry diamond core drilling vary in design depending on the use of dust extraction systems. Table 2 gives dry diamond core drilling results for four situations: two different diameters of core bit and two different dust collection methods. Figures 5a and 5b show the different core bits used.
Figure 5a. Core bit with manufacturer’s dust extract system in place; no holes in
the core drill bit.
Figure 5b. Core bit without dust extraction system; core bit with cut in slots to allow dust to escape during drilling process.
3.1.3.2 Wet diamond core drilling
The emission test for wet diamond core drilling is similar to that of impact drills in that it consists of drilling vertically downward into a concrete block of the same formulation as for the impact drills. The measurement starts when the core drill bit has contact with the concrete block and stops when either the hole is completed or the maximum drilling depth of the core is reached. Figure 6 shows the test rig for wet diamond core drilling.

Page 8 of 108
3.2
Trapezoidal area indicates location of wet diamond core emission tests.
Figure 6. HSL test rig for wet diamond core drilling
Core bits for wet diamond core drilling can vary in design depending on the diameter of the core to be drilled. Figures 7a and 7b show two different core drill bit designs.
Figure 7a. 25mm ø: diamond segment is circumference of whole core.
Figure 7b. 51mm ø: Diamond segment is split into four equal parts spread
equidistantly around the circumference.
EMISSION TEST PROCEDURE
For all emission tests the same vibration measurement method is used. Three operators are required to carry out a series of five test runs under each of the test conditions, after which the coefficient of variation, Cv, is calculated. The Cv is equal to the standard deviation of the five measurements divided by the mean of the five measurements. The test code requires that the value of Cv for five consecutive measurements should be less than 0.15, for the data to be valid. If the Cv is equal to, or greater than 0.15, then testing continues until five consecutive measurements give an acceptable value of Cv.
For each tool, the overall arithmetic mean a is obtained from the mean values for the three operators. A value for the individual deviation K is calculated from the results of all the three operators and both a and K should be declared according to the provisions of BS EN 60745-1 2006.
Page 9 of 108
3.3
3.2.1 Equipment
A full list of the equipment used for the vibration emission measurements is given in Appendix A.
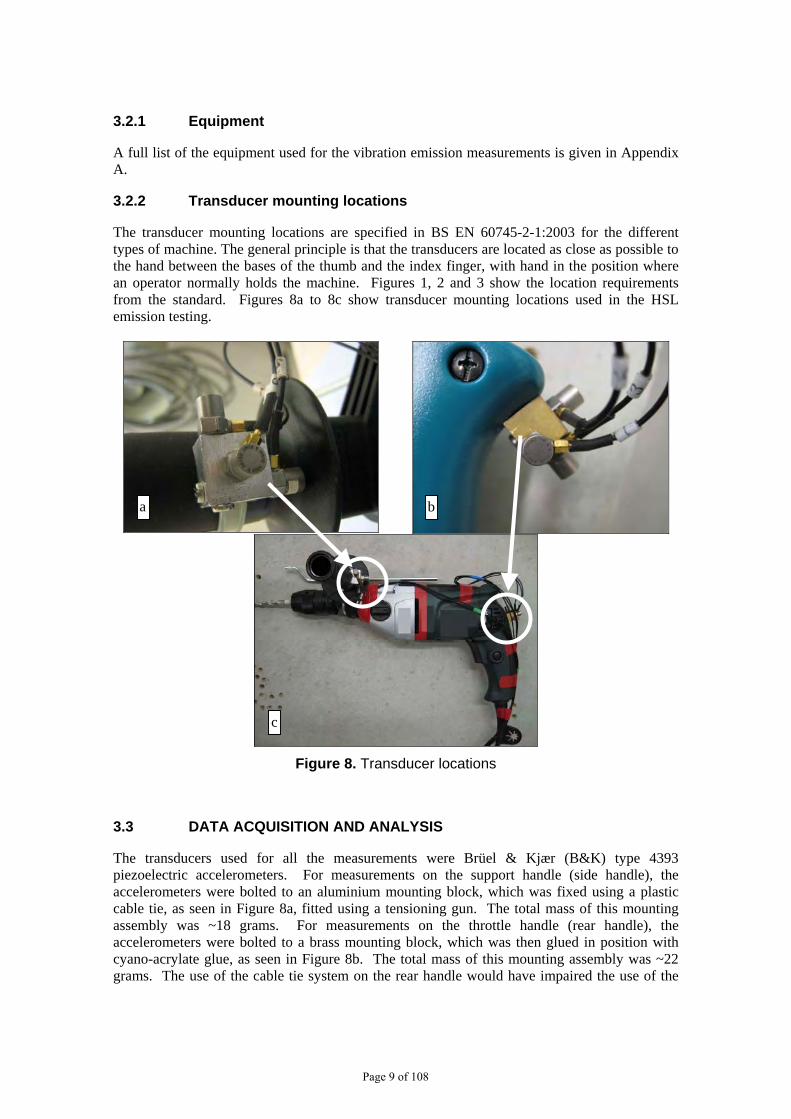
3.2.2 Transducer mounting locations
The transducer mounting locations are specified in BS EN 60745-2-1:2003 for the different types of machine. The general principle is that the transducers are located as close as possible to the hand between the bases of the thumb and the index finger, with hand in the position where an operator normally holds the machine. Figures 1, 2 and 3 show the location requirements from the standard. Figures 8a to 8c show transducer mounting locations used in the HSL emission testing.
a b
c
Figure 8. Transducer locations
DATA ACQUISITION AND ANALYSIS
The transducers used for all the measurements were Brüel & Kjær (B&K) type 4393 piezoelectric accelerometers. For measurements on the support handle (side handle), the accelerometers were bolted to an aluminium mounting block, which was fixed using a plastic cable tie, as seen in Figure 8a, fitted using a tensioning gun. The total mass of this mounting assembly was ~18 grams. For measurements on the throttle handle (rear handle), the accelerometers were bolted to a brass mounting block, which was then glued in position with cyano-acrylate glue, as seen in Figure 8b. The total mass of this mounting assembly was ~22 grams. The use of the cable tie system on the rear handle would have impaired the use of the

Page 10 of 108
trigger. The signals from the transducers were amplified using B&K type 2692 Nexus signal conditioning amplifiers.
Each vibration measurement was a linear analysis of vibration from the three accelerometers, made using a B&K Pulse multi-channel real time frequency analyser. One-third octave band analyses of the data were carried out. The data were also frequency weighted in accordance with BS EN ISO 8041:2005 and then stored on the PC. The overall frequency weighted vibration magnitude at each measurement position in each of the three directions was recorded after each test.
After five consecutive measurements, the coefficient of variation Cv, was calculated. The Cv is equal to the standard deviation of the five measurements divided by the mean of the five measurements. The test code requires that the value of Cv for five consecutive measurements should be less than 0.15, for the data to be valid. If Cv was equal to, or greater than 0.15, then testing continued until five consecutive measurements gave an acceptable value of Cv.
For each tool, the overall arithmetic mean was obtained from the mean values for the three operators. A value for the individual deviation K was calculated from the results of all the three operators, according to the provisions of BS EN 12096:1997 Annex B.2, for the case of a single tool being used to declare the vibration emission.
The results were calculated in terms of the vibration total values at each measurement location. The vibration total value is the root-sum-of-squares of the vibration magnitudes in all three axes of vibration.
3.4 DECLARATION VALUES ACCORDING TO BS EN 60745-2-1:2003
Depending on the possible operating modes for the machine tested, the following values should be declared:
ah,ID = mean vibration “impact drilling”
ah,D = mean vibration “drilling”
ah,DD = mean vibration “diamond drilling”
3.5 EMISSION MEASUREMENT RESULTS
Table 2 summarises the HSL emission measurement results together with the manufacturers declared emission data. The full data from all of the HSL emission tests on all of the machines are given in Appendix C. Figure 9 shows a graphical representation of the results in Table 2.
Not all of the machines selected are declared according to BS EN 60745-2-1:2003. One machine has a single axis declaration in accordance with an earlier version of the standard. For five machines it is not clear whether the declarations are single or triaxial. For this reason, single axis HSL emission data is also given for those machines known or thought possibly to have a single axis declaration. The single axis data used for this is the axis of "reciprocation" (z) as defined in earlier versions of the standard.
Where manufacturers have declared a K value, this is included in Table 2 in the Kdec column. If there is no K value supplied by the manufacturer, this has been estimated according to the provisions of EN 12096:1997 and is given in the Kcalc column of the table.

Page 11 of 108
3.6
For Tool DD it was not possible to obtain any emission data. This machine is battery operated (all other machines used were mains powered) and was fully charged at the time of testing. During the drilling process the drill bit made either very little or no progress at all into the test material. The primary causes appeared to be a lack of power from the drill and a keyless chuck system that could not sufficiently grip the drill bit. Tool DD was not used in any further part of the project.
For all tools, except Tool CC, and all operations, the throttle handle was always the highest vibration handle. Table 2 shows that for Tool CC, the handle with the highest measured vibration level changed depending on the test material and therefore action of the drill i.e. drilling metal without impact mechanism (throttle handle highest) and drilling concrete with impact mechanism (support handle highest). A closer look at the results for the concrete drilling for this machine (Appendix C) shows that for the support handle the a value was 8.6m/s2 and the K value 0.8 m/s2 and for the throttle handle the a value was 8.2 m/s2 and the K value 1.6 m/s2. These results are very similar and when looking at the a+K value, the throttle handle has a slightly higher value (9.8 m/s2 on the throttle handle versus 9.4 m/s2 on the support handle).
FURTHER OBSERVATIONS
Further observations and analysis carried out during this project, but not directly related to the main objectives of the project, are summarised here. Full details are contained in Appendix G.
• The feed forces specified were found to be excessively high;
• Some measurement durations were very short (less than the eight seconds specified by the test code). This could reduce the statistical validity of the measurements but all measurements were acceptable in accordance with the Cv requirements of the test code;
• The test code is not specific about measurement when considering each element of a diamond core drilling system (pilot, kerf and core). It was found that the core drilling component dominates vibration exposure;
• The diamond core dust extraction system design can contribute significantly to vibration exposures. This is not addressed in the test code;
• Clogging of the diamond core dust extraction system sometimes prevented the diamond core penetrating the test sample to the depth specified by the test code;
• It is not always possible to mount the transducers without interfering with the normal grip of the tool operator;
• For a given machine, the vibration measured when drilling horizontally is likely to be lower than when drilling vertically because of the way operators tend to hold the drill in the different orientations, i.e. with very different grip and feed forces for the two situations.

Page 12 of 108
Table 2. HSL emission measurement results
Tool Manufacturers’ declared
emission HSL emission test description
HSL measured emission Triaxial Single axis
a Kdec Kcalc Triaxial or single axis a K Highest
handle a K Handle with highest z-axis§
CC 8.3 3.3 Triaxial* Drilling into 8mm thick mild steel with 6mm ø drill bit, ah,D 5.9 1.4 Throttle 2.0 0.4 Throttle Drilling into concrete block with 8mm ø drill bit, ah,ID 8.6 0.8 Support 7.0 0.9 Support
HH 2.5 1.0 Single* Diamond core drilling (wet) into concrete block, ah,DD 51mm ø 5.4 0.7 Throttle 3.1 0.4 Throttle 25mm ø 7.1 2.1 Throttle 3.6 0.7 Throttle
II
3.5 1.5
Triaxial
Drilling into 8mm thick mild steel with 6mm ø drill bit, ah,D 2.2 0.7 Throttle 11.0 1.5 Drilling into concrete block with 8mm ø drill bit, ah,ID 8.5 1.0 Throttle
6.5 1.5 Diamond core drilling (dry) into brick wall, ah,DD
107mm ø 15.9 4.4 Throttle 107mm ø gen 10.6 2.8 Throttle 91mm ø d/ext 10.9 2.9 Throttle 91mm ø gen 7.3 1.8 Throttle
JJ 2.5 1.0 Single Diamond core drilling (dry) into brick wall, ah,DD
107mm ø 12.6 2.5 Throttle 5.8 1.4 Throttle 107mm ø gen 10.4 2.4 Throttle 5.1 1.2 Throttle 91mm ø d/ext 10.0 3.0 Throttle 4.9 1.3 Throttle 91mm ø gen 9.5 2.0 Throttle 4.9 1.0 Throttle
Diamond core drilling (wet) into concrete block, ah,DD 78mm ø 6.8 2.2 Throttle 3.8 1.5 Throttle
KK 9.0 3.6 Triaxial* Drilling into 8mm thick mild steel with 6mm ø drill bit, ah,D 4.4 0.5 Throttle 1.5 0.2 Throttle Drilling into concrete block with 8mm ø drill bit, ah,ID 11.5 1.3 Throttle 6.5 0.8 Throttle
LL 21.0 1.5 Triaxial Drilling into 8mm thick mild steel with 6mm ø drill bit, ah,D 6.0 0.9 Throttle Drilling into concrete block with 8mm ø drill bit, ah,ID 19.6 2.1 Throttle
MM 7.0 1.6 Triaxial Drilling into 8mm thick mild steel with 6mm ø drill bit, ah,D 5.5 1.3 Throttle 19.0 2.3 Drilling into concrete block with 8mm ø drill bit, ah,ID 17.5 3.3 Throttle
Key: d/ext: machine manufacturer’s dust extraction system gen: no dust extraction system * assumed based on information in manufacturers’ manuals § the z-axis is not necessarily the highest axis; in some cases this means that the triaxial value is more than 1.7 (1/ª3) times the z-axis acceleration value

Page 13 of 108
0
5
10
15
20
25
rand
om s
teel
6m
m ø
drill
bit (
vert)
conc
bric
k, 8
mm
ø d
rill
bit (
vert)
wet
d/c
51m
m ø
(ve
rt,pe
ndin
e bl
k)
wet
d/c
25m
m ø
(ve
rt,pe
ndin
e bl
k)
rand
om s
teel
6m
m ø
drill
bit (
vert)
conc
bric
k, 8
mm
ø d
rill
bit (
vert)
dry
d/c
d/ex
t 107
mm
ø(h
orz,
wal
l)
dry
d/c
gen
107m
m ø
(hor
z, w
all)
dry
d/c
d/ex
t 91m
m ø
(hor
z, w
all)
dry
d/c
gen
91m
m ø
(hor
z, w
all)
dry
d/c
d/ex
t 107
mm
ø(h
orz,
wal
l)
dry
d/c
gen
107m
m ø
(hor
z, w
all)
dry
d/c
d/ex
t 91m
m ø
(hor
z, w
all)
dry
d/c
gen
91m
m ø
(hor
z, w
all)
wet
d/c
78m
m ø
(ve
rt,pe
ndin
e bl
k)
rand
om s
teel
6m
m ø
drill
bit (
vert)
conc
bric
k, 8
mm
ø d
rill
bit (
vert)
rand
om s
teel
6m
m ø
drill
bit (
vert)
conc
bric
k, 8
mm
ø d
rill
bit (
vert)
rand
om s
teel
6m
m ø
drill
bit (
vert)
conc
bric
k, 8
mm
ø d
rill
bit (
vert)
CC HH II JJ KK LL MM
Acce
lera
tion
(m/s
²)
manufacturers' declared a(+K) HSL measured a(+K) single axis HSL measured a(+K) EN60745-2-1:2003 inc amd no.1 (2007)
Figure 9. HSL emission test results

Page 14 of 108
4.1
4 FIELD MEASUREMENTS
In an ideal world, the field measurements would have been made at locations where drills, impact drills and diamond core drills are regularly used in different media. However, the nature of these types of machine means that they are generally not used frequently enough in a working day to gather a suitable amount of data for comparison with the laboratory measurements. For this reason, simulated-real measurements were made instead. Two sites were selected, the HSL site and the VJT Test Laboratory in Southampton. Both sites had test materials and personnel skilled and able to operate the machines correctly (BS EN 60745-1:2006 clause 6.2.6.4). The test materials were samples of each material type; either found at the test site or constructed using local building materials. No detailed specifications of the material samples were provided by HSL prior to identification of the samples, allowing the measurements to be more representative of real world working conditions.
Three operators drilled a series of five consecutive holes when impact drilling into concrete, drilling into metal and wet diamond core drilling, and three consecutive holes when dry diamond core drilling. The number of holes for the dry diamond core drilling was reduced from the five in the laboratory measurements to three on site as the brick at the first field site appeared to be exceptionally hard, tiring the operators. For consistency, the reduction of holes for the dry diamond core drilling was kept at the second field site. The same drill bits were used for all field measurements that were used during the laboratory measurements. The mean, standard deviation and upper quartile of all measurements, for each field site were recorded.
FIELD SITE #1 - HSL: MEASUREMENT PROTOCOL
All machines were used on the HSL site. A purpose built test area was constructed allowing all machines to be used in their various capabilities. Figures 10a to 10d show the four measurement scenarios at the first field measurement site.
Figure 10a. Impact drilling into concrete Figure 10b. Drilling through metal

Page 15 of 108
4.2
Figure 10c. Dry diamond core drilling Figure 10d. Wet diamond core drilling (brick) (concrete)
At this first field measurement site, the concrete used for impact drilling measurements was a selection of waste concrete bricks. The metal used was the door section of a waste metal cage. The brick wall for dry diamond core drilling was a section of double thickness wall of a storage building. The concrete used for wet diamond core drilling was a pendine block, designed to resist blast forces from explosions.
FIELD SITE #2 - VJT TEST LAB: MEASUREMENT PROTOCOL
VJT manufactures and distributes fixings, fastenings, power and hand tools and consumables to the construction and civil engineering industries and also supports its customers with advice, testing, training and technical support on HAVS and other health and safety issues related to the safe use of power tools. The test laboratory has its own facilities for vibration testing and the laboratory personnel are experienced power tool operators. As for the first field measurement site, all machines were used to gather field measurement information. Figures 11a to 11d show the four measurement scenarios at the second field measurement site.
Figure 11a. Impact drilling into concrete Figure 11b. Drilling through metal

Page 16 of 108
Figure 11c. Dry diamond core drilling Figure 11d. Wet diamond core drilling (brick) (concrete)
The concrete used for impact drilling was a large concrete breezeblock, approximately 7N/mm2
compressive strength. The metal used was a waste piece of U-section galvanised steel, approximately 4mm thick. The brick used for the dry diamond core drilling was part of a custom-built test wall. The brick was a medium soft common red house brick. The concrete used for wet diamond core drilling was a 60N/mm2 concrete block with high flint content, a type used by large construction firms on construction sites.
4.3 DATA ACQUISITION AND ANALYSIS
A full list of the equipment used in the field tests is given in Appendix B. The data acquisition technique for the field measurements was the same as for the laboratory measurements. For each operator, sample measurements were made during use of the machine. Transducers were mounted in the same locations and using the same techniques as in the emission measurements. Data were analysed using a B&K Pulse multi-channel real time frequency analyser. One-third octave band analyses of the data were carried out. The data were also frequency weighted in accordance with BS EN ISO 8041:2005 and then stored on a laptop computer.
All of the measurements obtained for each of the machines were then used to derive a mean frequency weighted vibration magnitude, standard deviation and upper quartile of the range of magnitudes for each application. Appendices E and F contain a summary of the results for the field measurements for each machine.
4.4 FIELD MEASUREMENT RESULTS
Table 3 summarises the results of the field measurements on all seven machines at the two field measurement sites for each of the different operating conditions. Results are given in terms of the mean, standard deviation and upper quartile of the frequency-weighted highest hand total values for each of the different operating conditions. The highest hand was the throttle handle unless otherwise indicated.
Figure 12 shows the field data (overall mean and upper quartile) and the corresponding HSL emission test data for each machine. The data have been split into three categories:
• Drilling into metal; • Impact drilling into concrete; • Diamond core drilling.

Page 17 of 108
The drilling into metal data are compared to the ah,D emission values, the impact drilling into concrete data are compared to the ah,ID emission values and the diamond core drilling, dry and wet, are compared to the ah,DD values from the HSL emission measurement results where possible. The error bars denote the associated K value.

Page 18 of 108
Table 3. Field measurement results
Tool Field site #1 Field site #2 Overall field measurement results
Operating condition Mean Standard deviation
Upper quartile Operating condition Mean Standard
deviation Upper
quartile Mean Standard deviation
Upper quartile
CC Drilling; metal door 6mm ø 5.4 0.6 5.8 Drilling; metal U-section 6mm ø 4.1 0.6 4.6 4.7 0.9 5.2 Impact drilling; concrete brick 8mm ø 7.9* 0.9 8.4 Impact drilling; concrete brick 8mm ø 11.2* 1.0 12.0 9.6 1.9 11.1
HH Diamond core drilling (wet); pendine block
51mm ø 7.5 1.8 8.4 Diamond core drilling (wet); concrete block
51mm ø 9.5 1.4 10.7 8.5 1.9 10.5 25mm ø 7.6 0.9 8.4 25mm ø 5.5 1.0 6.3 6.6 1.4 7.5
II
Drilling; metal door 6mm ø 9.5 1.3 10.1 Drilling; metal U-section 6mm ø 6.9 0.8 7.4 8.2 1.7 9.7 Impact drilling; concrete brick 8mm ø 7.7 0.8 8.5 Impact drilling; concrete brick 8mm ø 10.7 1.1 11.2 9.2 1.8 10.4
Diamond core drilling (dry); brick wall
107mm ø d/ext 8.5 1.7 9.8 Diamond core drilling (dry); brick wall
107mm ø d/ext 8.9 1.2 9.6 8.7 1.5 9.7 107mm ø gen 7.8 0.8 8.5 107mm ø gen 8.4 1.2 9.5 8.1 1.0 8.9 91mm ø d/ext 5.0* 0.5 5.5 91mm ø d/ext 6.0 1.1 6.8 5.5 0.9 5.8 91mm ø gen 5.7 0.5 5.9 91mm ø gen 7.4 2.4 8.2 6.6 1.9 6.5
JJ
Diamond core drilling (dry); brick wall
107mm ø d/ext 10.0 1.2 10.3 Diamond core drilling (dry); brick wall
107mm ø d/ext 4.7 0.8 5.0 7.3 2.9 10.0 107mm ø gen 11.6 1.3 12.0 107mm ø gen 4.4 0.6 4.7 8.0 3.8 11.6 91mm ø d/ext 9.3 0.7 9.7 91mm ø d/ext 3.1 0.3 3.2 6.2 3.2 9.5 91mm ø gen 8.9 1.0 9.4 91mm ø gen 5.6 1.7 6.4 7.3 2.2 8.7
Diamond core drilling (wet); pendine block 78mm ø 6.4 1.1 7.1 Diamond core drilling (wet);
concrete block 78mm ø 8.2 0.9 8.4 7.3 1.3 8.2
KK Drilling; metal door 6mm ø 3.4 0.6 3.9 Drilling; metal U-section 6mm ø 6.2 1.1 7.2 4.8 1.7 6.0 Impact drilling; concrete brick 8mm ø 9.9 0.6 10.2 Impact drilling; concrete brick 8mm ø 13.8 0.9 14.6 11.9 2.1 13.3
LL Drilling; metal door 6mm ø 7.5 1.0 8.3 Drilling; metal U-section 6mm ø 9.5 1.3 10.7 8.5 1.5 9.3 Impact drilling; concrete brick 8mm ø 18.9 2.0 20.3 Impact drilling; concrete brick 8mm ø 23.8 5.0 29.6 21.4 4.5 21.8
MM Drilling; metal door 6mm ø 5.6 0.8 5.9 Drilling; metal U-section 6mm ø 6.0 1.4 7.1 5.8 1.1 6.5 Impact drilling; concrete brick 8mm ø 10.4 0.6 11.0 Impact drilling; concrete brick 8mm ø 16.5 1.3 17.4 13.4 3.2 16.8
Key: d/ext: machine manufacturer’s dust extraction system gen: no dust extraction fitted * highest handle was support, not throttle

Page 19 of 108
0
5
10
15
20
25
met
al, 6
mm
ø d
rill b
it (v
ert)
met
al, 6
mm
ø d
rill b
it (v
ert)
met
al, 6
mm
ø d
rill b
it (v
ert)
met
al, 6
mm
ø d
rill b
it (v
ert)
met
al, 6
mm
ø d
rill b
it (v
ert)
conc
rete
, 8m
m ø
dril
l bit
(ver
t)
conc
rete
, 8m
m ø
dril
l bit
(ver
t)
conc
rete
, 8m
m ø
dril
l bit
(ver
t)
conc
rete
, 8m
m ø
dril
l bit
(ver
t)
conc
rete
, 8m
m ø
dril
l bit
(ver
t)
dry
d/c
d/ex
t 107
mm
ø (h
orz,
wal
l)
dry
d/c
gen
107m
m ø
(hor
z, w
all)
dry
d/c
d/ex
t 91m
m ø
(hor
z, w
all)
dry
d/c
gen
91m
m ø
(hor
z, w
all)
dry
d/c
d/ex
t 107
mm
ø (h
orz,
wal
l)
dry
d/c
gen
107m
m ø
(hor
z, w
all)
dry
d/c
d/ex
t 91m
m ø
(hor
z, w
all)
dry
d/c
gen
91m
m ø
(hor
z, w
all)
wet
d/c
51m
m ø
(ver
t, pe
ndin
e bl
k)
wet
d/c
25m
m ø
(ver
t, pe
ndin
e bl
k)
wet
d/c
78m
m ø
(ver
t, pe
ndin
e bl
k)
CC II KK LL MM CC II KK LL MM II II II II JJ JJ JJ JJ HH HH JJ
Acc
eler
atio
n (m
/s2 )
HSL measured a (+K) All f ield mean All f ield upper quartile
Figure 12. HSL measured emission (ah,D/ID/DD +K) and overall mean and upper quartile of all field measurements by process

Page 20 of 108
5.1
5 DISCUSSION
ANALYSIS OF VARIANCE (ANOVA) ON HSL MEASURED EMISSION DATA BY MACHINE OPERATING MODE
It is important for the purposes of direct comparison between tools and tests to determine whether the mean a emission values for the different machines tested are significantly different. Analysis of variance (ANOVA) was carried out on the HSL emission data, to see which emission values could be considered as different and which could not. The statistical analysis was carried out for each possible combination of two tools within each of the machine operating modes defined in BS EN 60745-2-1. The analysis used the vibration total values measured at the highest handle for each tool (throttle handle for all machines with one exception on Tool CC drilling in concrete where the support handle values were highest).
The null hypothesis was that the two sets of 15 emission values obtained from the laboratory test (3 operators, 5 repeats) were not statistically separable at the 5% level, i.e. that they had the same mean value. Appendix D contains the results of the comparisons within each operating mode. Figure 13 shows the relationships between the machines for each operating mode.
For drilling into metal, the ANOVA indicates that of the 10 possible pairings between tools CC, II, KK, LL and MM, the three tool pairs of CC/LL, CC/MM and LL/MM are not significantly different.
For impact drilling into concrete, the ANOVA indicates that of the 10 possible pairings between tools CC, II, KK, LL and MM only tool pair CC/II is not significantly different. All other pairings in this operating mode are significantly different.
For dry diamond core drilling into a brick wall, the ANOVA indicates that of the 28 possible pairings, 10 pairs are not significantly different. The nomenclature for the dry diamond core drilling is:
• d/ext machine manufacturer’s dust extraction system • gen machine uses a general purpose core drill bit (no dust extraction)
The 10 pairs for which the ANOVA indicated no significant difference were all combinations between:
• II d/ext 91mm ø • II gen 107mm ø • JJ d/ext 91mm ø • JJ gen 91mm ø • JJ gen 107mm ø
For wet diamond core drilling into a concrete block, the ANOVA indicates that of the three possible pairings, one pair was significantly different; HH wet 25mm ø/ HH wet 51mm ø.
In summary, of the 51 pair comparisons carried out under the ANOVA, 35 were significantly different.
II and KK are low vibration in metal. MM and LL are high vibration in concrete.
II as a dry diamond core drill is low, but II with extraction is high illustrating the influence of the dust extraction system.

Page 21 of 108
Drilling into metal
5.9
2.2
4.4
6.0
5.5
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
0 1 2 3 4 5 6 7 8 9 10
HSL measured mean a emission value
Stan
dard
dev
iatio
n
II
MM
KK
LL
CC
Impact drilling into concrete
8.6
8.5 11.5
19.6
17.5
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
0 5 10 15 20 25
HSL measured mean a emission value
Stan
dard
dev
iatio
n
LL
MM
KK
II
CC
Diamond core drilling (dry)
10.9
15.9
7.3
10.6 10.0
12.6
9.5
10.4
0.8
1.0
1.2
1.4
1.6
1.8
2.0
5 10 15 20
HSL measured mean a emission value
Stan
dard
dev
iatio
n
II d/ext 91mm
II d/ext 107mm
II gen 91mm
II gen 107mmJJ d/ext 91mm
JJ d/ext 107mm
JJ gen 91mm
JJ gen 107mm
Diamond core drilling (w et)
7.0
5.4
6.8
0.0
0.2
0.4
0.6
0.8
1.0
1.2
1.4
1.6
1.8
2.0
0 5 10
HSL measured mean a emission value
Stan
dard
dev
iatio
n
HH w et 25mm
JJ w et 78mm
HH w et 51mm
Figure 13. Relationship between machines for each operating mode following ANOVA (ringed machines indicate differences are not statistically significant)

Page 22 of 108
5.2 COMPARISON OF DECLARED AND MEASURED EMISSION DATA
Tables 4a and 4b show the manufacturers’ declared vibration emission and the HSL measured emission values for all operating modes of all the machines. For comparison of measured and declared emission values, BS EN 12069:1997 states that if one machine is evaluated, the declared vibration emission is verified if the measured vibration emission, a, is less than, or equal to the value of a + K as declared by the manufacturer. Where manufacturers have declared a K value, this is indicated in the table in the Kdec column. If there is no K value supplied by the manufacturer, this has been estimated according to the provisions of BS EN 12069:1997 and is given in the Kcalc column. Figures 14a and 14b graphically represent the information in the tables.
Of the five machines capable of drilling into metal, HSL verified all five of the manufacturers’ emission declarations according to the provisions of EN 12096:1997.
Of the five machines capable of impact drilling into concrete, HSL verified all five of the manufacturers’ emission declarations according to the provisions of EN 12096:1997.
From Figure 14a the margin by which the manufacturer’s declared emission has been verified can be seen.
Of the two machines capable of dry diamond core drilling into a brick wall and eight possible measurement results, HSL verified one machine in one measurement situation against the manufacturers’ emission declarations according to the provisions of EN 12096:1997.
The nomenclature for the dry diamond core drilling is:
• d/ext machine manufacturer’s dust extraction system • gen no dust extraction system
Of the two machines capable of wet diamond core drilling into a concrete test block and three possible measurement results, HSL possibly verified one machine in one measurement situation against the manufacturer’s emission declarations according to the provisions of EN 12096:1997 depending on whether the manufacturer’s declaration was single axis or triaxial.
From Figure 15b, the margin by which the manufacturer’s declared emission has or has not been verified can be seen.

Page 23 of 108
Table 4a. Verification of declared emission for drill and impact drill functions
Tool
Manufacturer’s declared emission HSL measured emission HSL
verifies
% margin if
not verifiedNo. axes a Kdec Kcalc a+K No. axes a K a+K
Drilling into 8mm thick mild steel with 6mm ø drill bit, ah,D
CC Triaxial 8.3 3.3 11.6 Single 2.0 0.4 2.4 Y Triaxial 5.9 1.4 7.3 Y
II Triaxial 3.5 1.5 5.0 Triaxial 2.2 0.7 2.9 Y
KK Triaxial 9.0 3.6 12.6 Single 1.5 0.2 1.8 Y Triaxial 4.4 0.5 4.9 Y
LL Triaxial 21.0 1.5 22.5 Triaxial 6.0 0.9 6.9 Y MM Triaxial 7.0 1.6 8.6 Triaxial 5.5 1.3 6.8 Y
Impact drilling into concrete block with 8mm ø drill bit, ah,ID
CC Triaxial 8.3 3.3 11.6 Single 7.0 0.9 7.9 Y Triaxial 8.6 0.8 9.4 Y
II Triaxial 11.0 1.5 12.5 Triaxial 8.5 1.0 9.5 Y
KK Triaxial 9.0 3.6 12.6 Single 6.5 0.8 7.3 Y Triaxial 11.5 1.3 12.8 Y
LL Triaxial 21.0 1.5 22.5 Triaxial 19.6 2.1 21.7 Y MM Triaxial 19.0 2.3 21.3 Triaxial 17.5 3.3 20.8 Y
Verification of manufacturer's declared emission Drilling & impact drilling
0
5
10
15
20
25
drilling steel
drilling steel
drilling steel
drilling steel
drilling steel
drilling concrete
drilling concrete
drilling concrete
drilling concrete
drilling concrete
CC II KK LL MM CC II KK LL MM
Acce
lera
tion
(m/s
2 )
Manufacturer's declared a+K HSL measured a (triaxial) HSL measured a (single axis)
Figure 14a. Verification of manufacturer’s declared emission: drill & impact drill functions

Page 24 of 108
Table 4b. Verification of declared emission for diamond core drill function
Tool
Manufacturer’s declared emission HSL measured emission HSL
verifies
% margin if not
verifiedNo.axes a Kdec Kcalc a+K condition No. axes a K a+K
Diamond core drilling (dry) into brick wall, ah,DD
II Triaxial 6.5 1.5 8.0
107mm ø d/ext Triaxial 15.9 4.4 20.3 N 98.8 107mm ø gen Triaxial 10.6 2.8 13.4 N 32.5 91mm ø d/ext Triaxial 10.9 2.9 13.8 N 36.3 91mm ø gen Triaxial 7.3 1.8 9.1 Y
JJ Single 2.5 1.0 3.5
107mm ø d/ext Single 5.8 1.4 7.2 N 66.0 Triaxial 12.6 2.5 15.2 N 260.6
107mm ø gen Single 5.1 1.2 6.3 N 46.3 Triaxial 10.4 2.4 12.8 N 197.7
91mm ø d/ext Single 4.9 1.3 6.2 N 39.7 Triaxial 10.0 3.0 13.0 N 184.3
91mm ø gen Single 4.9 1.0 5.9 N 40.9 Triaxial 9.5 2.0 11.5 N 170.9
Diamond core drilling (wet) into concrete block, ah,DD
HH Single* 2.5 1.0 3.5 51mm ø Single 3.1 0.4 3.5 Y
Triaxial 5.4 0.7 6.1 N 54.3
25mm ø Single 3.6 0.7 4.2 N 1.4 Triaxial 7.1 2.1 9.2 N 102.9
JJ Single 2.5 1.0 3.5 78mm ø Single 3.8 1.5 5.4 N 9.4 Triaxial 6.8 2.2 9.0 N 94.9
* Assumed based on information in manufacturers’ manuals
Verification of manufacturer's declared emission Diamond core drilling
0
5
10
15
20
25
d/c (w et) 51mm
d/c (w et) 25mm
d/c (dry) d/ext
107mm
d/c (dry) gen
107mm
d/c (dry) d/ext 91mm
d/c (dry) gen
91mm
d/c (dry) d/ext
107mm
d/c (dry) gen
107mm
d/c (dry) d/ext 91mm
d/c (dry) gen
91mm
d/c (w et) 78mm
HH II JJ
Acce
lera
tion
(m/s
2 )
Manufacturer's declared a+K HSL measured a (triaxial) HSL measured a (single axis)
Figure 14b. Verification of declared emission for diamond core drill function

Page 25 of 108
A possible reason for the lack of verification for the diamond core drilling application relates to the versatility of the machines in combination with the lack of detail for the diamond core drill emission test. Taking Tool II as an example, this machine fell into three of the four possible drilling applications under the BS EN 60745-2-1:2003 standard: drilling into metal, impact drilling into concrete and dry diamond core drilling. According to the manufacturer’s then current declaration information (February 2010 - website) this particular machine has three emission declaration values relating to the three different drilling applications. For two of those applications (drilling in to metal and impact drilling in to concrete) the emission test is very prescriptive about the test set up and consumables. However, for the diamond core drilling, the test method is less prescriptive. It does not define the work piece as strictly nor does it take account of the very great range of the machine’s operational speed, core bit diameter and dust extraction combinations. As Table 4b shows, only the lowest of the four HSL measured emission values for this machine verified the manufacturer’s declared emission. The highest HSL measured emission was more than double the lowest measured with the influencing variables being the consumable and the dust extraction method.
For Tool JJ, the declared emission value is in accordance with EN 50144, the EN 50144 series of standards being the precursor to EN 60745, and single axis. Even when compared to an HSL single axis measured value, the manufacturer’s declaration is between 8% (wet drilling) and 40% (dry drilling) lower.
For Tool HH, the manufacturer’s emission declaration is thought to be single axis. For the larger diameter core bit the emission declaration is verified by the HSL single axis values and is almost verified for the smaller diameter core. As for Tool II, it appears that influence of core bit diameter and dust extraction methods may affect the measured level.
In general, manufacturer’s declaration information for diamond core drilling applications is less reliable than for the other drilling applications under BS EN 60745-2-1:2003.
5.3 COMPARISON OF EMISSION AND FIELD DATA
Figure 15 compares all the data obtained for each of the machines during the course of the project. In the Figure:
• a red circle indicates the manufacturer’s declared a vibration emission; • a green diamond indicates an HSL measured a emission value which is single axis; • a black cross in a green square indicates the HSL measured a emission total value; • a blue diamond indicates the mean field vibration total value with the error bars
indicating one standard deviation from the mean; • a black cross indicates the upper quartile of the field vibration total values.
Correct interpretation of a repeatable and reproducible standard test should result in HSL’s measured a emission total value (black cross in a green square) being over-laid with the manufacturer’s declared a emission value (red circle) within the bounds of uncertainties, K.
If the standard test provides a useful indication of vibration risk, the a emission value should be in the range of field vibration total values (blue diamond and error bar) and close to the upper quartile of the field vibration total values (black cross).
5.3.1 General comparisons
Of the 21 data sets presented in Figure 15, 13 have the HSL measured emission data, which have been used for verification, above the manufacturers’ declared emission values. Noticeably

Page 26 of 108
not falling into this category are Tools LL and MM, for both machines when drilling into metal and impact drilling into concrete. Tool II displays similar results, but only for these two applications. When diamond core drilling, the manufacturer’s declared emission value is lower than that measured by HSL. Tools CC and KK display mixed results, both showing the manufacturers’ declared emission above the HSL measured emission for drilling into metal but below the HSL measured emission when impact drilling into concrete.
Table 5a shows a comparison of the HSL measured a emission total values with HSL measured field values from Figure 15 in terms of how many instances in the data the HSL a emission value or the a+K emission value reaches or exceeds the mean, upper quartile or maximum of the field total values. There are a total of 21 comparisons in all. This comparison is made to obtain an indication of how well emission values can predict the field values.
Table 5a. Comparison of HSL emission and field values – all data
HSL total Number of times HSL field total value is exceeded by HSL emission value emission value
compared (m/s2) Mean Upper quartile Maximum
n % n % n % a 11 52 9 43 4 19
a+K 17 81 13 62 9 43
The data in the table show that the HSL a emission value equals or exceeds the HSL mean field value in 52% of cases, and equals or exceeds the upper quartile in 43% of cases. If the HSL a+K value is used, this equals or exceeds the HSL mean field value in 81% of cases, and equals or exceeds the upper quartile in 62% of cases. These results indicate that if emission data are to be used for risk assessment, it is advisable to use the a+K value to obtain a better indication of the upper quartile of vibration magnitudes associated with use of the machine.
Table 5b. Comparison of HSL emission and field values – data by process
HSL total emission value compared (m/s2)
Number of times HSL field total value is exceeded by HSL emission value
Mean Upper quartile Maximum n % n % n %
Drilling into metal
a 1 20 1 20 0 0 a+K 3 60 2 40 1 20
Impact drilling into concrete
a 1 20 1 20 0 0 a+K 4 80 1 20 1 20
Diamond core drilling
a 9 82 7 64 4 36 a+K 10 91 10 91 7 64
Table 5b shows the same comparisons but split into the three individual processes. For drilling into metal there are five comparisons, for impact drilling into concrete also five comparisons and for diamond core drilling there are 11 comparisons. Comparing the data in this table shows that the diamond core drilling emission values give a higher percentage of results that equal or exceed the field values. Only the a+K emission value for this process gives a representative result at the upper quartile level.

Page 27 of 108
Figure 15. Summary of data for all machines
0
5
10
15
20
25
30
rand
om s
teel
6m
m ø
dril
l bit
(ver
t)
conc
bric
k, 8
mm
ø d
rill b
it (v
ert)
wet
d/c
51m
m ø
(ver
t, pe
ndin
e bl
k)
wet
d/c
25m
m ø
(ver
t, pe
ndin
e bl
k)
rand
om s
teel
6m
m ø
dril
l bit
(ver
t)
conc
bric
k, 8
mm
ø d
rill b
it (v
ert)
dry
d/c
d/ex
t 107
mm
ø (h
orz,
wal
l)
dry
d/c
gen
107m
m ø
(hor
z, w
all)
dry
d/c
d/ex
t 91m
m ø
(hor
z, w
all)
dry
d/c
gen
91m
m ø
(hor
z, w
all)
dry
d/c
d/ex
t 107
mm
ø (h
orz,
wal
l)
dry
d/c
gen
107m
m ø
(hor
z, w
all)
dry
d/c
d/ex
t 91m
m ø
(hor
z, w
all)
dry
d/c
gen
91m
m ø
(hor
z, w
all)
wet
d/c
78m
m ø
(ver
t, pe
ndin
e bl
k)
rand
om s
teel
6m
m ø
dril
l bit
(ver
t)
conc
bric
k, 8
mm
ø d
rill b
it (v
ert)
rand
om s
teel
6m
m ø
dril
l bit
(ver
t)
conc
bric
k, 8
mm
ø d
rill b
it (v
ert)
rand
om s
teel
6m
m ø
dril
l bit
(ver
t)
conc
bric
k, 8
mm
ø d
rill b
it (v
ert)
CC HH II JJ KK LL MM
Acc
eler
atio
n (m
/s²)
manufacturers' declared a HSL measured a single axis HSL measured a EN60745-2-1:2003 inc amd no.1 (2007) mean (+1sd f ield) upper quartile f ield

Page 28 of 108
5.3.2 Measurement duration for dry diamond core drilling at field site #2
At field site #2, the measurement duration for the dry diamond core drilling into a brick wall was halved from the 60 seconds used for the emission measurements to 30 seconds. This was primarily because the soft red brick used for this process was so soft that it could not support a longer measurement. It took each operator approximately 30 seconds to drill a complete core regardless of the size of core or the dust extraction method in use.
Also affecting the measurement duration for this drilling process at this site was the location of the core hole on the wall. If the core was cutting through two mortar lines, the core was completed in a shorter time than if the core was cutting more through the brick. This is because the mortar was softer than the already soft brick. Figure 16 shows the difference.
Core cutting through two mortar lines
Core cutting through one mortar line
Figure 16. Location of core holes on and off mortar lines at field site #2
5.4 EMISSION DATA AS AN INDICATOR OF RISK
The usefulness of using emission values as an indicator of risk can be shown effectively by plotting the ratio of the vibration emission and the vibration in use as a function of the vibration emission. A ratio of less than one indicates that the emission value under-estimates the vibration in use. A ratio of greater than one indicates that the emission value overestimates the vibration in use. In the following analyses, the upper-quartile of the field data has been used to represent vibration in use.
5.4.1 Using HSL emission data
Figure 17 shows the comparison between the HSL measured emission and overall field data for all the machines under all operating conditions. The data have been grouped by process to allow a like-for-like comparison. The error bar indicates the addition of K to the emission value. Figure 17 shows that the HSL measured a +K emission value predicts values above the upper quartile of the field value in 13 of 21 possible cases (62%).

Page 29 of 108
0
1
2 m
etal
, 6m
m
met
al, 6
mm
met
al, 6
mm
met
al, 6
mm
met
al, 6
mm
conc
rete
, 8m
m
conc
rete
, 8m
m
conc
rete
, 8m
m
conc
rete
, 8m
m
conc
rete
, 8m
m
dry
d/c
d/ex
t10
7mm
dry
d/c
gen
107m
m
dry
d/c
d/ex
t91
mm
dry
d/c
gen
91m
m
dry
d/c
d/ex
t10
7mm
dry
d/c
gen
107m
m
dry
d/c
d/ex
t91
mm
dry
d/c
gen
91m
m
wet
d/c
51m
m
wet
d/c
25m
m
wet
d/c
78m
m
CC II KK LL MM CC II KK LL MM II II II II JJ JJ JJ JJ HH HH JJ
Drilling metal Impact drilling concrete Dry diamond core drilling Wet diamond core drilling
Rat
io o
f HSL
mea
sure
d em
issi
on to
upp
er q
uarti
le fi
eld
Figure 17. Ratio of HSL measured emission to upper quartile of field data
When drilling into metal, the HSL measured emission tends to underestimate the field vibration. Metal drilling does not use the impact mechanism and has inherently lower vibration values; the average HSL measured emission was 4.8m/s2. Under the controlled conditions of the emission test a narrow spread of results might be expected; the maximum HSL measured emission K value was 1.4m/s2. In the real world however, conditions are not controlled as in the laboratory and the underestimation of field vibration may indicate that the operating conditions and material in real world situations heavily influence the vibration experienced by the tool.
When impact drilling into concrete, the HSL measured emission also tends to underestimate the field vibration. Impact drilling has a higher associated vibration value than the nonimpact metal drilling; the average HSL measured emission was 13.1m/s2. Under the controlled conditions of the HSL emission measurements, the maximum K value associated with this process was 3.3m/s2. Figure 17 suggests that, as for metal drilling, the operating conditions and material in real world situations heavily influence the vibration magnitude of the tool.
When diamond core drilling, wet and dry, the HSL measured emission tends to overestimate the field vibration. This could be the product of the very controlled set of HSL emission measurements. BS EN 60745-2-1:2003 is not as prescriptive about diamond core drilling as it is for metal drilling and impact drilling into concrete. Decisions made by other laboratories, or manufacturers, about their emission measurements could introduce a similar, but opposite error, leading to results that are either systematically higher or lower.
5.4.2 Using manufacturers’ declared emission data
Figure 18 shows the comparison between the manufacturers’ declared emission and overall field data for all the machines under all operating conditions. The data have been grouped by process to allow a like for like comparison. The error bars indicate the difference that adding K to the emission value has. The figure shows that taking account of the K value as shown by

Page 30 of 108
the bar, the declared a +K emission value predicts the upper quartile of the field value in 10 of 21 possible cases (48%).
0
1
2
met
al, 6
mm
met
al, 6
mm
met
al, 6
mm
met
al, 6
mm
met
al, 6
mm
conc
rete
, 8m
m
conc
rete
, 8m
m
conc
rete
, 8m
m
conc
rete
, 8m
m
conc
rete
, 8m
m
dry
d/c
d/ex
t10
7mm
dry
d/c
gen
107m
m
dry
d/c
d/ex
t91
mm
dry
d/c
gen
91m
m
dry
d/c
d/ex
t10
7mm
dry
d/c
gen
107m
m
dry
d/c
d/ex
t91
mm
dry
d/c
gen
91m
m
wet
d/c
51m
m
wet
d/c
25m
m
wet
d/c
78m
m
CC II KK LL MM CC II KK LL MM II II II II JJ JJ JJ JJ HH HH JJ
Drilling metal Impact drilling concrete Dry diamond core drilling Wet diamond core drilling
Rat
io o
f man
ufac
ture
rs' m
easu
red
emis
sion
to u
pper
qua
rtile
fiel
d
Figure 18. Ratio of manufacturers’ measured emission to upper quartile of field data
When drilling into metal, and with the exception of Tool II, the manufacturers’ declared emission values tend to overestimate the field vibration. Without knowing how each manufacturer carried out their emission measurements it is not possible to comment on the reasons for this overestimation.
When impact drilling into concrete the manufacturers’ declared emission values are mostly capable of reflecting the field vibration. Without knowing how each manufacturer carried out their emission measurements it is not possible to comment on the reasons for variations in the results.
For diamond core drilling activities, the manufacturers’ declared emission tends to underestimate the field vibration, most notably on Tools JJ and HH. Tool II presents a mixed result set. Again, without the details of how each manufacturer carried out their emission measurements it is not possible to comment on the reasons for either the underestimation or variation.
5.4.3 Relationship of standard test data to field data
The manufacturers’ declared emission data tends to overestimate the field data for drilling into metal whereas the HSL emission data generally under-estimated the field data. Both HSL’s and manufacturers’ emission data were capable of giving an estimate of likely vibration magnitudes for impact drilling into concrete. One manufacturer’s and HSL’s emission data for all three diamond core drills were capable of giving an estimate of the field data but the other two manufacturers’ data made underestimates.
It appears that there may be scope for interpretation of the standard test code that significantly affects the value of the data for comparison of emissions and for estimation of risk. For example, HSL and the manufacturer of Tool II may have interpreted the standard test code in

Page 31 of 108
5.5
a similar way but in a way that is different to the interpretation made by the other manufacturers. Additionally, this might indicate that manufacturers have updated some but not all vibration emission information in line with the requirements of the revised standards.
TEST CODE CLARITY & PRESCRIPTION
For vibration emission measurements drilling into metal or impact drilling into concrete, BS EN 60745-2-1:2003 is very prescriptive about how the machines should be used, what accessories should be used, the test material and the feed force that should be applied to the machines under test.
For drilling into metal the specified feed force is 200N ± 30N in addition to the weight of the machine, a seemingly excessively high feed force for this operation. While a certain amount of force needs to be applied to the machine to allow the drill bit to make progress through the test material, normal guidance on machine use encourages workers to let the machine do the work and not push too hard.
For impact drilling into concrete the prescribed feed force of 150N ± 30N was also considered to be excessive. Again, a certain amount of force needs to be applied, particularly for this application of the machine as it relies on the applied force to engage the impact mechanism. However, operators reported that the force required to complete the task was less than that prescribed by the standard.
For diamond core drilling, the required feed force was that which ensured stable operation with a maximum of 250N. For dry diamond core drilling the average applied feed force was around 120N. For wet diamond core drilling no operator push force was necessary as the weight of the machine was sufficient to ensure effective progress through the test material.
It is reasonable to assume that tool manufacturers may have made different decisions regarding the applied feed forces when carrying out their own emission tests. Application of higher feed forces could result in lower vibration values, the additional effective mass on the tool acting as a damping mechanism.
For vibration emission measurements when diamond core drilling, the standard lacked clarity about how the machines should be used, what accessories should be used and the test material. This seemed at odds with the rest of the standard that was very prescriptive. The lack of clarity meant that for the HSL emission measurements, choices had to be made about accessories, posture and test materials, particularly for dry drilling. These are choices that may not be made by another laboratory or manufacturer using the same standard. Of particular note is that dry diamond core drilling is a three-stage process (pilot hole, kerf and core), which is not addressed in the standard at all. It is therefore unclear how the emission test should account for these three distinct stages.

Page 32 of 108
6 CONCLUSIONS & RECOMMENDATIONS
6.1 USABILITY AND REPRODUCIBILITY OF BS EN 60745-2-1:2003
In terms of reproducibility, HSL was able to verify all the manufacturers’ declared emissions for the drilling into metal and impact drilling into concrete processes for the five machines that were capable of these functions. Although the HSL measured emission values were lower and therefore verified the manufacturers declared values for drilling into metal, the difference between the two data sets was greater than the HSL measurement uncertainty, K.
For the three machines capable of either wet or dry diamond core drilling, HSL had 11 emission measurements (a result of the choices HSL made about accessories, test material etc). The manufacturer of each machine declared one emission value for each machine. The HSL data could verify only one of the manufacturers’ declared emission values from the 11 HSL emission measurements made for diamond core drilling.
The test code appears to have:
• good usability but poor reproducibility for drilling into metal;
• good usability and good reproducibility for impact drilling into concrete; and
• poor usability and poor reproducibility for diamond core drilling.
6.2 EMISSION DATA, FIELD DATA & HUMAN VIBRATION EXPOSURE
BS EN 60745-1:2003 explicitly states that the values obtained through use of the test code are not to be used for the assessment of human exposure to vibration. They are however reproduced in the manufacturers’ safety/instruction manuals, a likely source of vibration information for any end user or duty holder, where this statement is not necessarily reproduced. It is therefore reasonable to assume that a duty holder is likely to use the emission data in risk assessments and human vibration exposure assessments.
By contrast, both BS EN 60745-1:2006 and BS EN 60745-1:2009 have had this statement removed. Instead, both contain the following statement:
6.2.6.1 “Those operating conditions shall be used that are representative of the highest vibration values likely to occur at typical and normal use of the machine under test.”
Analysis of the manufacturers’ declared emission values against the upper quartile of HSL field data showed that for drilling into metal the declared emissions were likely to overestimate the field data. HSL emission values tended to under-predict workplace vibration for drilling of metal.
HSL emission values closely matched (though frequently under-predicted) the field data measured for impact drilling into concrete. The manufacturers’ declared emission data were capable of giving an estimate of likely vibration magnitudes.
HSL’s assumptions in the absence of a precise specification of the test code for diamond core drilling resulted in emission data within 20% of workplace vibration for seven out of 11 diamond core drilling tasks. Using the test code to represent different diamond core configurations resulted in differing emission values whereas the overlapping ranges in

Page 33 of 108
6.3
workplace vibration suggest that the differences found during emission testing could be artificial, possibly due to the controlled emission test environment.
Manufacturers’ declared emissions were within 20% of field data in six out of 21 cases, rising to nine out of 21 cases when within 30% of field data. Emission values for 11 of the 21 conditions were more than 50% greater or lesser than field data.
HSL emission values were within 20% of field data in 13 out of 21 cases, increasing to 16 out of 21 cases when within 30% of field data. Emission values for 3 of the 21 conditions were more than 50% greater or lesser than field data.
The test code offers potential for estimating workplace vibration and subsequent estimation of workplace vibration exposures if usability and reproducibility can be improved.
RECOMMENDATIONS
1. The specified feed forces should be revised for both drilling into metal and impact drilling into concrete processes;
2. The description of the diamond core drilling emission measurement requirements should be improved, particularly for dry diamond core drilling, with attention paid to the requisite accessories and test material;
3. The effectiveness of the recommendations, once implemented, should be assessed by inter-laboratory round robin (including HSL).

Page 34 of 108
APPENDIX A: EMISSION MEASUREMENT EQUIPMENT
Equipment used during emission testing (September 2009 – January 2010).
Item Assignation Manufacturer Model Serial No. Section ID
Last calibrated
Calibration due
Transducers
Ch1 Brüel & Kjær 4393V 10692 NVI 715 25/08/09 Aug 2010 Ch2 Brüel & Kjær 4393V 30026 NVI 728 25/08/09 Aug 2010 Ch3 Brüel & Kjær 4393V 32162 NVI 764 25/08/09 Aug 2010 Ch4 Brüel & Kjær 4393V 30063 NVI 734 26/08/09 Aug 2010 Ch5 Brüel & Kjær 4393V 31718 NVI 760 26/08/09 Aug 2010 Ch6 Brüel & Kjær 4393V 31675 NVI 758 26/08/09 Aug 2010
Charge amplifier
Ch1-3 Brüel & Kjær 2692 Nexus 2056119 NVI 673 21/04/09 Apr 2011
Ch4-6 Brüel & Kjær 2692 Nexus 2056117 NVI 672 21/04/09 Apr 2011
Calibrator n/a Brüel & Kjær 4294 1688502 NVI 598 10/10/08 Oct 2009 12/10/09 Oct 2010
Pulse data acquisition
Front end Brüel & Kjær “2001” 2325758 NVI 704 29/10/08 Oct 2010 Laptop Toshiba Tecra 47097412H n/a n/a n/a
System calibrated at a sensitivity of 1mV/ms-2 (160Hz).
System used at a sensitivity of 0.316mV/ms-2.

Page 35 of 108
APPENDIX B: FIELD MEASUREMENT EQUIPMENT
Field site #1
Equipment used at field measurement site# 1 (17 May 2010 – 27 May 2010).
Item Assignation Manufacturer Model Serial No. Section ID
Last calibrated
Calibration due
Transducers
Ch1 Brüel & Kjær 4393V 10701 NVI 717 26/08/09 Aug 2010 Ch2 Brüel & Kjær 4393V 11877 NVI 714 26/08/09 Aug 2010 Ch3 Brüel & Kjær 4393V 10693 NVI 716 25/08/09 Aug 2010 Ch4 Brüel & Kjær 4393V 32759 NVI 767 23/10/09 Oct 2010 Ch5 Brüel & Kjær 4393 1873331 NVI 654 26/08/09 Aug 2010 Ch6 Brüel & Kjær 4393V 32760 NVI 769 23/10/09 Oct 2010 Ch7 Brüel & Kjær 4393 1665257 NVI 593 28/08/09 Aug 2010 Ch8 Brüel & Kjær 4393V 32761 NVI 768 23/10/09 Oct 2010 Ch9 Brüel & Kjær 4393 1665258 NVI 594 26/08/09 Aug 2010
Charge amplifiers
Ch1 Brüel & Kjær 2635 1473734 NVI 509 01/12/09 Dec 2011 Ch2 Brüel & Kjær 2635 1658804 NVI 597 26/06/08 Jun 2010 Ch3 Brüel & Kjær 2635 1709921 NVI 602 02/06/09 Jun 2011 Ch4 Brüel & Kjær 2635 1473733 NVI 508 01/06/09 Jun 2011 Ch5 Brüel & Kjær 2635 1493485 NVI 570 26/02/10 Feb 2012 Ch6 Brüel & Kjær 2635 1625036 NVI 727 25/02/10 Feb 2012 Ch7 Brüel & Kjær 2635 2448012 NVI 720 10/08/09 Aug 2011 Ch8 Brüel & Kjær 2635 2448013 NVI 721 10/08/09 Aug 2011 Ch9 Brüel & Kjær 2635 2448014 NVI 722 10/08/09 Aug 2011
Calibrator n/a Brüel & Kjær 4294 1688502 NVI 598 12/10/09 Oct 2010
Pulse data acquisition
Front end Brüel & Kjær “2001” 2325758 NVI 704 29/10/08 Oct 2010 Laptop Toshiba Tecra 47097412H n/a n/a n/a
System calibrated at a sensitivity of 1mV/ms-2 (160Hz).
System used at a sensitivity of 1mV/ms-2.

Page 36 of 108
Field site #2
Equipment used at field measurement site# 2 (19-22 July 2010).
Item Assignation Manufacturer Model Serial No. Section ID
Last calibrated
Calibration due
Transducers
Ch1 Brüel & Kjær 4393V 10701 NVI 717 26/08/09 Aug 2010 Ch2 Brüel & Kjær 4393V 11877 NVI 714 26/08/09 Aug 2010 Ch3 Brüel & Kjær 4393V 10693 NVI 716 25/08/09 Aug 2010 Ch4 Brüel & Kjær 4393V 32759 NVI 767 23/10/09 Oct 2010 Ch5 Brüel & Kjær 4393 1873331 NVI 654 26/08/09 Aug 2010 Ch6 Brüel & Kjær 4393V 32760 NVI 769 23/10/09 Oct 2010 Ch7 Brüel & Kjær 4393 1665257 NVI 593 28/08/09 Aug 2010 Ch8 Brüel & Kjær 4393V 32761 NVI 768 23/10/09 Oct 2010 Ch9 Brüel & Kjær 4393 1665258 NVI 594 26/08/09 Aug 2010
Charge amplifiers
Ch1 Brüel & Kjær 2635 1473734 NVI 509 01/12/09 Dec 2011 Ch2 Brüel & Kjær 2635 1709839 NVI 601 15/04/10 Apr 2012 Ch3 Brüel & Kjær 2635 1709921 NVI 602 02/06/09 Jun 2011 Ch4 Brüel & Kjær 2635 1473733 NVI 508 01/06/09 Jun 2011 Ch5 Brüel & Kjær 2635 1493485 NVI 570 26/02/10 Feb 2012 Ch6 Brüel & Kjær 2635 1625036 NVI 727 25/02/10 Feb 2012 Ch7 Brüel & Kjær 2635 2448012 NVI 720 10/08/09 Aug 2011 Ch8 Brüel & Kjær 2635 2448013 NVI 721 10/08/09 Aug 2011 Ch9 Brüel & Kjær 2635 2448014 NVI 722 10/08/09 Aug 2011
Calibrator n/a Brüel & Kjær 4294 1688502 NVI 598 12/10/09 Oct 2010
Pulse data acquisition
Front end Brüel & Kjær “2001” 2325758 NVI 704 29/10/08 Oct 2010 Laptop Toshiba Tecra 47097412H n/a n/a n/a
System calibrated at a sensitivity of 1mV/ms-2 (160Hz).
System used at a sensitivity of 1mV/ms-2.

Page 37 of 108
APPENDIX C: HSL EMISSION MEASUREMENT RESULTS
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 pp01 con 11/9/09 14:25:15:249 3.62 3.78 7.34 9.02 4.28 6.20 6.63 10.03 2 1 pp02 con 11/9/09 14:25:45:998 3.76 3.80 7.14 8.92 4.21 5.57 6.64 9.63 3 1 pp03 con 11/9/09 14:26:14:499 3.30 3.54 5.96 7.68 8.43 0.551 0.065 4.06 4.65 5.81 8.47 9.12 0.673 0.074 4 1 pp04 con 11/9/09 14:26:41:873 3.45 3.55 6.52 8.19 3.90 4.89 6.12 8.75 5 1 pp05 con 11/9/09 14:27:14:624 3.61 3.62 6.60 8.35 3.96 4.58 6.27 8.72 6 2 es01 con 11/9/09 14:31:28:124 3.74 3.83 7.25 9.01 3.49 4.61 5.09 7.70 7 2 es02 con 11/9/09 14:32:00:431 3.34 3.47 7.54 8.95 3.54 5.04 5.24 8.09 8 2 es03 con 11/9/09 14:32:33:748 3.21 3.30 7.41 8.72 8.78 0.189 0.022 3.51 5.34 5.05 8.15 8.02 0.217 0.027 9 2 es04 con 11/9/09 14:33:08:873 3.12 3.30 7.28 8.58 3.57 5.28 5.23 8.24 10 2 es05 con 11/9/09 14:34:00:999 3.24 3.36 7.28 8.65 3.44 4.84 5.22 7.91 11 3 m01 con 11/9/09 14:40:30:248 3.70 3.53 7.05 8.71 3.04 3.85 5.46 7.33 12 3 m02 con 11/9/09 14:41:01:748 3.62 3.64 6.81 8.53 3.09 3.67 4.91 6.87 13 3 m03 con 11/9/09 14:41:26:249 3.57 3.62 6.64 8.36 8.64 0.275 0.032 3.35 3.88 4.96 7.13 7.31 0.320 0.044 14 3 m04 con 11/9/09 14:41:49:373 3.72 4.07 7.21 9.08 3.43 4.26 5.40 7.69 15 3 m05 con 11/9/09 14:42:14:124 3.36 3.56 6.95 8.50 3.01 4.33 5.35 7.51
a h (overall mean a hv) : 8.62 m/s² a h (overall mean a hv): 8.15 m/s² " R(single m/c.): 0.50 m/s² " R(single m/c.): 0.97 m/s²
K (single m/c.) value: 0.83 m/s² K (single m/c.) value: 1.59 m/s²
Single machine emission a hd ( = greatest a h value): 8.62 m/s² K (single m/c.) value: 0.83 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills CC concrete Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 p01 met 11/9/09 11:36:50:498 3.46 1.37 1.32 3.95 3.78 5.35 2.29 6.94 2 1 p02 met 11/9/09 11:37:26:249 3.39 1.29 1.17 3.81 3.98 5.82 2.39 7.45 3 1 p03 met 11/9/09 11:38:15:374 3.27 1.50 1.04 3.74 3.88 0.224 0.058 3.95 5.08 2.18 6.80 6.90 0.395 0.057 4 1 p04 met 11/9/09 11:39:10:498 3.13 1.60 1.02 3.66 3.91 4.55 2.07 6.35 5 1 p05 met 11/9/09 11:40:20:749 3.68 1.80 1.06 4.23 4.32 4.97 2.32 6.98 6 2 s01 meta 11/9/09 11:16:02:373 3.75 1.54 1.63 4.37 2.74 4.10 2.04 5.33 7 2 s02 meta 11/9/09 11:16:30:873 3.96 1.58 1.78 4.62 2.92 4.24 1.86 5.48 8 2 s03 meta 11/9/09 11:17:06:998 3.74 1.51 1.58 4.33 4.37 0.153 0.035 2.70 4.32 2.00 5.48 5.51 0.122 0.022 9 2 s04 meta 11/9/09 11:17:33:374 3.58 1.62 1.58 4.24 2.97 4.30 2.04 5.61 10 2 s05 meta 11/9/09 11:18:01:248 3.75 1.52 1.35 4.27 3.01 4.30 2.03 5.63 11 3 m01 me 11/9/09 11:09:09:373 3.42 1.33 1.03 3.81 3.55 3.35 1.77 5.19 12 3 m02 me 11/9/09 11:09:30:123 3.25 1.41 1.04 3.70 3.46 3.14 1.66 4.96 13 3 m03 me 11/9/09 11:09:51:123 3.15 1.48 1.09 3.65 3.70 0.080 0.022 3.44 3.18 1.68 4.98 5.23 0.366 0.070 14 3 m04 me 11/9/09 11:10:12:249 2.99 1.63 1.17 3.60 3.51 3.33 1.78 5.15 15 3 m05 me 11/9/09 11:10:36:249 3.18 1.59 1.14 3.73 3.69 4.14 1.88 5.86
a h (overall mean a hv) : 3.98 m/s² a h (overall mean a hv): 5.88 m/s² " R(single m/c.): 0.36 m/s² " R(single m/c.): 0.87 m/s²
K (single m/c.) value: 0.60 m/s² K (single m/c.) value: 1.43 m/s²
Single machine emission a hd ( = greatest a h value): 5.88 m/s² K (single m/c.) value: 1.43 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills CC metal Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis

Page 38 of 108
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 m mm01 4/01/201 15:43:57:124 1.35 2.13 3.44 4.26 4.67 5.51 3.95 8.23 2 1 m mm02 4/01/201 15:45:40:749 1.54 1.93 3.30 4.12 4.49 5.37 3.87 8.00 3 1 m mm06 4/01/201 16:02:41:498 1.44 2.25 3.85 4.68 4.18 0.415 0.099 4.47 6.08 3.83 8.46 8.07 0.468 0.058 4 1 m mm04 4/01/201 15:50:34:749 1.49 2.02 3.47 4.29 4.99 5.33 4.09 8.37 5 1 m mm05 4/01/201 15:52:40:749 1.53 1.68 2.71 3.54 4.29 4.70 3.56 7.29 6 2 m pp01 4/01/201 14:52:09:624 1.34 1.10 1.35 2.20 2.84 3.36 2.94 5.29 7 2 m pp02 4/01/201 14:54:08:498 1.28 1.12 1.34 2.16 3.11 3.17 3.09 5.41 8 2 m pp03 4/01/201 14:57:11:248 1.13 1.30 1.38 2.21 2.22 0.123 0.056 3.12 3.30 3.29 5.60 5.44 0.224 0.041 9 2 m pp04 4/01/201 14:59:02:498 1.24 1.15 1.23 2.09 2.67 3.33 2.92 5.17 10 2 m pp05 4/01/201 15:02:15:123 1.27 1.22 1.66 2.42 3.37 3.20 3.34 5.72 11 3 mm es01 4/01/201 15:11:12:749 1.72 2.38 3.30 4.42 4.04 5.53 3.67 7.77 12 3 mm es02 4/01/201 15:13:20:498 1.95 2.48 3.55 4.75 4.10 5.89 3.60 8.03 13 3 mm es03 4/01/201 15:15:40:249 1.92 2.19 2.99 4.17 4.25 0.362 0.085 4.14 5.17 3.77 7.62 7.63 0.357 0.047 14 3 mm es04 4/01/201 15:18:45:623 1.93 2.12 3.00 4.15 4.13 5.28 3.75 7.68 15 3 mm es05 4/01/201 15:20:56:248 1.85 1.94 2.65 3.77 3.70 4.86 3.53 7.05
a h (overall mean a hv) : 3.55 m/s² a h (overall mean a hv): 7.05 m/s² " R(single m/c.): 1.06 m/s² " R(single m/c.): 1.29 m/s²
K (single m/c.) value: 1.76 m/s² K (single m/c.) value: 2.12 m/s²
Single machine emission a hd ( = greatest a h value): 7.05 m/s² K (single m/c.) value: 2.12 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills HH d-c wet emission 25mm Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 HH mm 14/01/20 12:04:36:873 1.15 0.90 1.33 1.98 3.20 2.91 3.27 5.42 2 1 HH mm 14/01/20 12:06:26:873 1.81 0.84 1.38 2.43 3.16 3.08 3.33 5.53 3 1 HH mm 14/01/20 12:08:05:748 1.59 0.87 1.47 2.33 2.42 0.303 0.125 3.20 2.95 3.53 5.60 5.62 0.184 0.033 4 1 HH mm 14/01/20 12:10:11:373 2.24 0.90 1.43 2.81 3.15 3.23 3.35 5.62 5 1 HH mm 14/01/20 12:11:54:124 1.82 0.94 1.53 2.55 2.93 4.02 3.21 5.92 6 2 HH pp0 14/01/20 14:12:51:999 0.97 0.77 1.06 1.63 3.02 2.58 2.84 4.89 7 2 HH pp0 14/01/20 14:14:32:748 1.03 0.78 1.06 1.68 3.06 2.60 2.97 4.99 8 2 HH pp0 14/01/20 14:16:20:873 1.52 0.80 1.12 2.06 1.90 0.238 0.125 3.01 2.62 2.99 4.98 4.97 0.111 0.022 9 2 HH pp04 14/01/20 14:18:02:374 1.68 0.78 1.14 2.17 2.93 2.83 3.14 5.14 10 2 HH pp0 14/01/20 14:19:44:249 1.51 0.78 1.01 1.98 2.82 2.54 3.05 4.86 11 3 HH es0 14/01/20 14:30:44:749 1.72 0.96 1.26 2.34 2.84 3.40 2.86 5.27 12 3 HH es02 14/01/20 14:32:58:123 1.86 1.09 1.66 2.72 3.24 3.36 3.13 5.62 13 3 HH es03 14/01/20 14:35:36:998 1.80 1.07 1.65 2.67 2.66 0.244 0.092 3.11 3.36 2.89 5.41 5.51 0.310 0.056 14 3 HH es04 14/01/20 14:37:45:998 1.83 1.01 1.47 2.56 3.00 3.28 2.79 5.25 15 3 HH es05 14/01/20 14:39:43:124 1.81 1.21 2.07 3.01 3.71 3.65 2.99 6.00
a h (overall mean a hv) : 2.33 m/s² a h (overall mean a hv): 5.37 m/s² " R(single m/c.): 0.48 m/s² " R(single m/c.): 0.41 m/s²
K (single m/c.) value: 0.80 m/s² K (single m/c.) value: 0.67 m/s²
Single machine emission a hd ( = greatest a h value): 5.37 m/s² K (single m/c.) value: 0.67 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills HH emission d-c wet 51mm Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis

Page 39 of 108
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 pp01 con 7/09/200 11:52:40:498 3.18 2.93 3.96 5.86 4.22 4.12 5.60 8.14 2 1 pp02 con 7/09/200 11:53:01:749 3.11 2.73 4.00 5.76 4.16 3.94 5.63 8.03 3 1 pp03 con 7/09/200 11:53:33:999 3.01 2.62 4.12 5.73 5.76 0.083 0.014 3.54 4.13 5.97 8.08 7.99 0.231 0.029 4 1 pp04 con 7/09/200 11:53:52:248 3.05 2.56 3.99 5.64 3.46 3.95 5.49 7.59 5 1 pp05 con 7/09/200 11:54:17:050 3.05 2.74 4.08 5.79 3.92 4.19 5.77 8.14 6 2 es01 con 7/09/200 11:38:48:624 3.12 2.69 3.91 5.68 4.34 4.57 5.75 8.53 7 2 es02 con 7/09/200 11:39:06:374 3.39 2.71 4.62 6.34 4.27 4.92 6.41 9.14 8 2 es03 con 7/09/200 11:39:25:124 3.30 2.82 4.81 6.47 6.32 0.377 0.060 4.28 5.06 6.50 9.28 9.12 0.414 0.045 9 2 es04 con 7/09/200 11:39:51:249 3.32 2.90 5.00 6.67 4.31 5.17 6.93 9.66 10 2 es05 con 7/09/200 11:40:10:998 3.31 2.71 4.80 6.43 4.08 4.88 6.33 8.97 11 3 m01 con 7/09/200 11:32:54:248 3.30 2.60 4.32 6.03 4.06 4.36 5.88 8.37 12 3 m02 con 7/09/200 11:33:23:874 3.18 2.61 4.46 6.07 4.34 3.90 5.73 8.17 13 3 m03 con 7/09/200 11:34:06:874 3.14 2.77 4.53 6.17 6.08 0.061 0.010 3.98 4.02 5.66 8.00 8.23 0.144 0.017 14 3 m04 con 7/09/200 11:34:22:999 3.26 2.63 4.45 6.11 3.95 4.06 6.07 8.30 15 3 m05 con 7/09/200 11:34:39:124 3.17 2.75 4.32 6.02 4.05 3.99 6.02 8.28
a h (overall mean a hv) : 6.05 m/s² a h (overall mean a hv): 8.45 m/s² " R(single m/c.): 0.36 m/s² " R(single m/c.): 0.62 m/s²
K (single m/c.) value: 0.60 m/s² K (single m/c.) value: 1.03 m/s²
Single machine emission a hd ( = greatest a h value): 8.45 m/s² K (single m/c.) value: 1.03 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills II concrete Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 p06 met 7/09/200 15:19:44:498 0.65 0.91 0.71 1.33 1.37 1.03 0.87 1.93 2 1 p07 met 7/09/200 15:20:17:498 0.65 0.86 0.62 1.25 1.18 0.96 0.77 1.71 3 1 p03 met 7/09/200 15:15:58:498 0.92 1.17 0.65 1.63 1.50 0.200 0.134 1.76 1.02 1.00 2.27 2.07 0.257 0.124 4 1 p04 met 7/09/200 15:16:16:874 0.96 1.25 0.68 1.71 1.78 1.05 1.08 2.33 5 1 p05 met 7/09/200 15:16:36:498 0.84 1.14 0.67 1.57 1.65 1.01 0.91 2.14 6 2 s06 meta 7/09/200 14:54:49:373 0.68 0.92 0.70 1.34 1.70 1.04 0.91 2.19 7 2 s07 meta 7/09/200 14:55:36:874 0.84 1.25 0.68 1.65 2.30 1.15 0.94 2.74 8 2 s08 meta 7/09/200 14:55:53:373 0.81 1.20 0.67 1.60 1.55 0.127 0.082 2.30 1.22 1.02 2.80 2.62 0.252 0.096 9 2 s09 meta 7/09/200 14:56:11:749 0.76 1.18 0.61 1.53 2.18 1.11 0.92 2.62 10 2 s10 meta 7/09/200 14:56:34:248 0.82 1.24 0.70 1.64 2.24 1.27 1.04 2.77 11 3 m06 me 7/09/200 14:58:48:874 0.73 1.06 0.78 1.51 1.53 1.00 0.96 2.06 12 3 m07 me 7/09/200 14:59:08:124 0.74 1.14 0.79 1.57 1.60 1.06 0.98 2.16 13 3 m08 me 7/09/200 14:59:50:999 0.74 1.01 0.77 1.47 1.46 0.091 0.062 1.42 0.91 0.95 1.94 1.99 0.152 0.076 14 3 m09 me 7/09/200 15:00:06:123 0.72 0.88 0.67 1.32 1.32 0.85 0.79 1.76 15 3 m10 me 7/09/200 15:00:21:749 0.82 0.98 0.68 1.45 1.47 0.99 0.99 2.03
a h (overall mean a hv) : 1.50 m/s² a h (overall mean a hv): 2.23 m/s² " R(single m/c.): 0.20 m/s² " R(single m/c.): 0.42 m/s²
K (single m/c.) value: 0.33 m/s² K (single m/c.) value: 0.69 m/s²
Single machine emission a hd ( = greatest a h value): 2.23 m/s² K (single m/c.) value: 0.69 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills II metal Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis

Page 40 of 108
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 ext 91m24/11/200 10:19:50:999 4.83 4.88 3.66 7.78 7.45 4.61 4.80 9.99 2 1 ext 91m24/11/200 10:21:24:624 5.55 5.02 5.29 9.16 7.18 4.36 5.15 9.85 3 1 ext 91m24/11/200 10:23:52:874 5.55 5.04 6.57 9.97 9.29 0.898 0.097 8.23 5.57 6.51 11.88 11.21 1.341 0.120 4 1 ext 91m24/11/200 10:26:32:623 5.77 5.34 5.84 9.79 9.22 5.60 7.36 13.06 5 1 ext 91m24/11/200 10:30:19:373 5.12 5.17 6.50 9.75 7.98 5.45 5.84 11.29 6 2 /ext 91m24/11/200 10:35:46:249 3.91 5.29 5.65 8.67 7.03 5.92 5.70 10.82 7 2 /ext 91m24/11/200 10:37:24:123 4.39 4.75 5.05 8.21 7.75 4.90 4.61 10.27 8 2 /ext 91m24/11/200 10:39:52:874 4.64 5.03 3.39 7.63 8.10 0.382 0.047 11.12 5.28 5.51 13.48 11.54 1.255 0.109 9 2 /ext 91m24/11/200 10:42:05:873 4.50 4.91 4.54 8.06 9.65 5.03 5.06 12.00
10 2 /ext 91m24/11/200 10:44:23:374 4.36 5.16 4.17 7.95 8.57 5.03 5.01 11.13 11 3 ext 91m24/11/200 14:07:00:748 4.03 4.68 3.71 7.21 7.00 5.72 5.15 10.41 12 3 ext 91m24/11/200 14:08:57:499 4.51 4.75 3.91 7.63 8.66 4.27 4.84 10.80 13 3 ext 91m24/11/200 14:10:57:249 4.28 4.57 3.36 7.10 7.13 0.335 0.047 7.08 4.05 4.60 9.37 9.87 0.822 0.083 14 3 ext 91m24/11/200 14:13:30:124 4.15 4.47 3.42 7.00 6.72 3.66 4.25 8.75 15 3 ext 91m24/11/200 14:15:16:999 4.08 4.45 2.93 6.71 7.90 4.34 4.41 10.03
4.65 4.90 4.53 8.10 4.92 5.25 a h (overall mean a hv) : 8.17 m/s² a h (overall mean a hv): 10.88 m/s²
" R(single m/c.): 1.20 m/s² " R(single m/c.): 1.74 m/s² K (single m/c.) value: 1.98 m/s² K (single m/c.) value: 2.86 m/s²
Single machine emission a hd ( = greatest a h value): 10.88 m/s² K (single m/c.) value: 2.86 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills II d/c d/ext 91mm Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 ext 107m 9/11/200 15:18:05:124 6.94 5.84 4.18 9.99 11.66 5.62 7.31 14.86 2 1 ext 107m 9/11/200 15:20:21:999 7.09 5.53 4.02 9.85 10.67 5.45 6.69 13.72 3 1 ext 107m 9/11/200 15:25:15:748 7.84 7.16 4.76 11.64 10.57 0.718 0.068 11.82 9.86 9.26 17.96 15.51 1.564 0.101 4 1 ext 107m 9/11/200 15:29:51:999 8.32 5.00 4.13 10.55 12.26 5.93 6.77 15.21 5 1 ext 107m 9/11/200 15:32:21:873 8.13 5.45 4.63 10.83 12.30 6.40 7.56 15.79 6 2 ext 107m 9/11/200 15:42:16:123 6.09 6.10 4.25 9.61 11.19 8.88 8.37 16.56 7 2 ext 107m 9/11/200 15:44:25:499 6.38 6.11 4.44 9.88 10.07 6.19 6.77 13.62 8 2 ext 107m 9/11/200 15:51:23:623 6.68 5.75 3.68 9.55 9.77 0.186 0.019 14.33 6.58 8.46 17.90 17.17 2.223 0.129 9 2 ext 107m 9/11/200 15:53:09:749 6.64 6.18 3.75 9.82 15.56 6.18 7.69 18.43 10 2 ext 107m 9/11/200 15:56:39:749 7.11 6.01 3.63 9.99 16.07 6.78 8.35 19.34 11 3 ext 107m20/11/200 16:03:47:499 5.24 5.10 3.20 7.98 10.06 5.21 6.53 13.08 12 3 ext 107m20/11/200 16:05:12:624 5.55 5.55 4.15 8.87 9.56 6.87 7.03 13.71 13 3 ext 107m20/11/200 16:06:31:749 5.82 5.53 3.73 8.85 9.10 0.911 0.100 10.82 6.40 7.26 14.52 14.92 1.659 0.111 14 3 ext 107m20/11/200 16:09:26:248 6.62 5.55 3.47 9.31 14.09 4.96 7.18 16.57 15 3 ext 107m20/11/200 16:11:42:748 7.00 6.49 4.34 10.49 12.24 8.15 7.99 16.73
a h (overall mean a hv) : 9.81 m/s² a h (overall mean a hv): 15.87 m/s² " R(single m/c.): 1.07 m/s² " R(single m/c.): 2.68 m/s²
K (single m/c.) value: 1.77 m/s² K (single m/c.) value: 4.42 m/s²
Single machine emission a hd ( = greatest a h value): 15.87 m/s² K (single m/c.) value: 4.42 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills II d/c d/ext 107mm Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis

Page 41 of 108
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 en 91mm25/11/200 13:43:38:999 4.49 6.01 2.72 7.98 6.48 3.78 3.96 8.48 2 1 en 91mm25/11/200 13:46:15:374 3.91 5.64 2.46 7.29 6.66 3.80 3.98 8.64 3 1 en 91mm25/11/200 13:48:53:123 3.78 6.56 3.10 8.18 8.38 1.055 0.126 5.80 4.32 4.42 8.48 8.54 0.334 0.039 4 1 en 91mm25/11/200 13:50:22:498 4.31 6.40 3.10 8.32 5.30 4.08 4.53 8.08 5 1 en 91mm25/11/200 13:52:16:249 5.33 7.70 3.87 10.13 6.03 4.63 4.82 9.00 6 2 en 91mm25/11/200 12:01:54:248 2.67 4.70 1.66 5.66 5.48 2.70 2.99 6.80 7 2 en 91mm25/11/200 12:03:54:499 3.03 5.04 1.83 6.15 6.25 3.18 3.36 7.77 8 2 en 91mm25/11/200 12:07:01:873 2.53 4.37 2.08 5.46 5.76 0.260 0.045 5.00 3.38 3.45 6.95 7.14 0.375 0.053 9 2 en 91mm25/11/200 12:11:09:124 2.79 4.75 1.99 5.85 5.18 3.46 3.37 7.08 10 2 en 91mm25/11/200 12:13:16:999 2.68 4.61 1.95 5.68 5.56 2.99 3.20 7.08 11 3 en 91mm25/11/200 11:41:16:373 2.41 3.72 1.98 4.85 4.04 2.73 2.96 5.71 12 3 en 91mm25/11/200 11:43:37:498 2.35 3.71 1.60 4.67 4.18 3.06 3.09 6.03 13 3 en 91mm25/11/200 11:45:34:999 2.41 3.82 1.71 4.83 4.97 0.286 0.058 4.86 3.15 3.42 6.73 6.32 0.511 0.081 14 3 eb 91mm25/11/200 11:47:43:248 2.63 3.91 1.93 5.09 5.17 3.33 3.23 6.95 15 3 en 91mm25/11/200 11:49:46:998 2.96 3.91 2.28 5.41 4.07 3.14 3.40 6.17
a h (overall mean a hv) : 6.37 m/s² a h (overall mean a hv): 7.33 m/s² " R(single m/c.): 1.71 m/s² " R(single m/c.): 1.10 m/s²
K (single m/c.) value: 2.82 m/s² K (single m/c.) value: 1.82 m/s²
Single machine emission a hd ( = greatest a h value): 7.33 m/s² K (single m/c.) value: 1.82 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills II d/c gen 91mm Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 en 107m23/11/200 14:54:36:124 3.72 7.11 3.70 8.84 6.12 7.48 6.72 11.77 2 1 en 107m23/11/200 14:57:22:373 3.78 6.39 3.66 8.28 6.86 7.23 5.93 11.60 3 1 en 107m23/11/200 14:59:07:999 3.91 7.19 4.22 9.21 8.27 1.036 0.125 7.22 7.58 6.58 12.36 11.95 0.294 0.025 4 1 en 107m23/11/200 15:01:57:623 3.21 6.78 3.95 8.48 7.53 6.95 6.14 11.95 5 1 en 107m23/11/200 15:09:37:498 3.28 4.64 3.20 6.53 7.41 7.60 5.77 12.08 6 2 en 107m23/11/200 15:20:00:498 2.80 5.85 3.29 7.27 8.15 7.13 5.66 12.22 7 2 en 107m23/11/200 15:23:37:123 2.61 5.40 2.84 6.63 6.51 7.58 6.04 11.67 8 2 en 107m23/11/200 15:25:20:123 2.53 4.89 3.01 6.27 6.21 0.811 0.131 7.38 7.83 5.73 12.19 11.13 1.268 0.114 9 2 en 107m23/11/200 15:29:33:623 2.14 4.20 2.15 5.18 6.39 5.31 4.56 9.48 10 2 en 107m23/11/200 15:32:09:999 2.40 4.63 2.31 5.70 6.14 6.23 5.00 10.08 11 3 en 107m23/11/200 16:53:40:874 2.46 4.11 1.89 5.15 5.62 5.47 4.39 8.99 12 3 en 107m23/11/200 16:58:40:873 2.57 4.72 2.98 6.14 4.57 5.93 5.61 9.36 13 3 en 107m23/11/200 17:00:34:624 2.40 4.84 3.61 6.50 6.02 0.534 0.089 4.34 6.16 5.44 9.29 8.82 0.574 0.065 14 3 en 107m23/11/200 17:02:33:373 2.93 4.32 3.67 6.38 4.45 4.89 4.54 8.02 15 3 en 107m23/11/200 17:05:12:623 2.88 4.30 2.92 5.94 4.28 5.25 5.04 8.44
a h (overall mean a hv) : 6.83 m/s² a h (overall mean a hv): 10.63 m/s² " R(single m/c.): 1.52 m/s² " R(single m/c.): 1.72 m/s²
K (single m/c.) value: 2.51 m/s² K (single m/c.) value: 2.84 m/s²
Single machine emission a hd ( = greatest a h value): 10.63 m/s² K (single m/c.) value: 2.84 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills II d/c gen 107mm Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis

Page 42 of 108
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 /ext 91m 8/12/09 11:54:52:748 6.49 2.89 3.27 7.82 4.57 6.87 4.64 9.47 2 1 /ext 91m 8/12/09 11:37:10:124 6.45 3.54 4.26 8.50 4.11 7.16 4.89 9.60 3 1 /ext 91m 8/12/09 11:41:38:999 7.39 3.08 4.24 9.06 8.40 0.478 0.057 4.32 7.85 5.63 10.58 9.71 0.502 0.052 4 1 /ext 91m 8/12/09 11:46:30:749 6.62 3.57 4.07 8.55 3.92 7.12 4.55 9.31 5 1 /ext 91m 8/12/09 11:50:41:624 6.51 3.06 3.63 8.06 4.60 6.80 4.94 9.58 6 2 /ext 91m 8/12/09 14:42:02:874 5.58 2.37 2.99 6.76 4.01 7.22 4.39 9.36 7 2 /ext 91m 8/12/09 14:44:09:999 5.29 2.44 2.92 6.52 3.65 6.11 3.97 8.15 8 2 /ext 91m 8/12/09 14:46:03:374 5.47 2.36 2.66 6.53 6.87 0.482 0.070 3.55 6.06 3.87 8.02 8.59 0.555 0.065 9 2 /ext 91m 8/12/09 14:48:21:999 5.80 2.38 2.80 6.86 3.18 6.73 4.11 8.50
10 2 /ext 91m 8/12/09 14:50:04:873 6.56 2.57 3.08 7.69 3.82 6.66 4.56 8.93 11 3 /ext 91m 8/12/09 11:07:13:999 5.33 2.74 3.25 6.82 5.60 7.43 5.30 10.71 12 3 /ext 91m 8/12/09 11:28:52:999 5.77 5.80 5.19 9.69 7.66 10.44 6.18 14.35 13 3 /ext 91m 8/12/09 11:16:09:499 6.09 2.81 3.05 7.37 8.35 1.226 0.147 4.64 7.53 5.68 10.51 11.54 1.652 0.143 14 3 /ext 91m 8/12/09 11:20:37:623 7.51 3.34 4.30 9.28 4.80 7.58 5.30 10.42 15 3 /ext 91m 8/12/09 11:23:10:248 7.04 3.40 3.59 8.60 4.06 9.62 5.29 11.71
a h (overall mean a hv) : 7.87 m/s² a h (overall mean a hv): 9.95 m/s² " R(single m/c.): 1.28 m/s² " R(single m/c.): 1.83 m/s²
K (single m/c.) value: 2.11 m/s² K (single m/c.) value: 3.01 m/s²
Single machine emission a hd ( = greatest a h value): 9.95 m/s² K (single m/c.) value: 3.01 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills JJ d/c d/ext 91mm Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 ext 107m 9/12/09 10:45:46:873 6.99 4.04 4.43 9.21 6.75 9.82 6.32 13.49 2 1 ext 107m 9/12/09 10:48:41:874 9.04 4.49 5.71 11.60 7.46 9.83 6.63 14.01 3 1 ext 107m 9/12/09 10:51:13:373 9.50 4.07 5.65 11.78 10.49 1.161 0.111 7.01 9.52 5.63 13.09 13.76 0.449 0.033 4 1 ext 107m 9/12/09 10:53:50:249 6.97 4.63 4.71 9.60 7.01 10.25 6.53 14.03 5 1 ext 107m 9/12/09 10:56:56:999 7.72 4.53 5.01 10.26 7.69 9.94 6.52 14.15 6 2 ext 107m 9/12/09 10:29:44:874 6.23 3.10 3.49 7.79 5.28 7.48 5.03 10.44 7 2 ext 107m 9/12/09 10:31:35:123 5.78 4.80 4.63 8.82 6.51 8.97 6.13 12.67 8 2 ext 107m 9/12/09 10:33:30:248 6.02 4.02 3.86 8.20 8.53 0.526 0.062 6.14 8.46 5.81 11.96 11.59 0.887 0.077 9 2 ext 107m 9/12/09 10:36:05:624 6.71 3.74 4.24 8.77 5.78 7.73 5.16 10.94
10 2 ext 107m 9/12/09 10:38:02:749 6.87 4.01 4.38 9.08 5.81 8.64 5.84 11.94 11 3 ext 107m 9/12/09 11:14:43:249 6.76 5.09 5.61 10.16 6.34 10.71 6.65 14.11 12 3 ext 107m 9/12/09 11:16:49:873 6.74 4.20 4.13 8.95 6.28 9.73 5.35 12.76 13 3 ext 107m 9/12/09 11:26:15:749 6.32 3.38 3.75 8.09 9.02 0.899 0.100 5.35 8.01 4.71 10.72 12.52 1.273 0.102 14 3 ext 107m 9/12/09 11:21:22:373 7.07 4.60 4.78 9.70 5.89 10.09 5.83 13.06 15 3 ext 107m 9/12/09 11:24:03:624 6.08 4.00 3.84 8.23 5.60 9.28 4.98 11.93
a h (overall mean a hv) : 9.35 m/s² a h (overall mean a hv): 12.62 m/s² " R(single m/c.): 1.48 m/s² " R(single m/c.): 1.53 m/s²
K (single m/c.) value: 2.44 m/s² K (single m/c.) value: 2.53 m/s²
Single machine emission a hd ( = greatest a h value): 12.62 m/s² K (single m/c.) value: 2.53 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills JJ d/c d/ext 107mm Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis

Page 43 of 108
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 en 91mm26/11/200 15:40:23:123 6.53 3.24 2.83 7.83 3.92 6.44 5.16 9.14 2 1 en 91mm26/11/200 15:42:18:624 7.48 3.34 2.67 8.61 3.69 6.52 5.62 9.37 3 1 en 91mm26/11/200 15:44:03:749 6.70 2.89 3.25 7.99 8.23 0.325 0.040 4.01 5.76 4.65 8.42 8.88 0.438 0.049 4 1 en 91mm26/11/200 15:47:46:124 7.09 3.09 2.92 8.26 3.41 5.93 4.91 8.42 5 1 en 91mm26/11/200 15:49:28:873 7.47 2.85 2.79 8.47 3.65 6.36 5.33 9.07 6 2 91mm p27/11/200 11:28:50:124 6.23 3.17 3.63 7.88 4.27 6.37 4.83 9.07 7 2 gen 91m27/11/200 11:40:48:249 7.01 3.41 3.11 8.40 3.97 8.00 5.27 10.37 8 2 gen 91m27/11/200 11:43:13:249 7.67 3.49 3.10 8.98 8.77 0.627 0.071 3.88 8.13 4.82 10.21 10.37 0.986 0.095 9 2 gen 91m27/11/200 11:46:21:124 7.79 3.80 3.50 9.35 4.17 9.42 5.84 11.84
10 2 gen 91m27/11/200 11:48:31:499 8.08 3.24 3.19 9.27 4.80 7.85 4.78 10.37 11 3 gen 91m27/11/200 10:54:05:623 5.12 2.92 2.88 6.56 5.58 5.69 4.80 9.30 12 3 gen 91m27/11/200 10:55:53:623 4.52 3.16 2.78 6.18 5.21 6.94 4.62 9.83 13 3 gen 91m27/11/200 10:57:57:249 4.69 2.58 2.47 5.89 6.20 0.291 0.047 4.17 5.38 3.96 7.87 9.19 0.759 0.083 14 3 gen 91m27/11/200 11:00:58:874 4.55 2.91 2.52 5.96 5.16 6.46 4.62 9.47 15 3 gen 91m27/11/200 11:03:06:998 5.20 2.82 2.53 6.43 5.45 6.05 4.82 9.47
a h (overall mean a hv) : 7.74 m/s² a h (overall mean a hv): 9.48 m/s² " R(single m/c.): 1.28 m/s² " R(single m/c.): 1.21 m/s²
K (single m/c.) value: 2.12 m/s² K (single m/c.) value: 2.00 m/s²
Single machine emission a hd ( = greatest a h value): 9.48 m/s² K (single m/c.) value: 2.00 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills JJ d/c gen 91mm Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 mm es01 10/12/09 09:09:14:749 5.64 4.34 4.23 8.28 6.18 8.59 5.61 11.98 2 1 mm es02 10/12/09 09:10:55:623 5.87 4.36 4.34 8.50 5.85 9.17 5.57 12.23 3 1 mm es03 10/12/09 09:13:06:748 5.40 3.94 3.95 7.76 8.00 0.363 0.045 6.37 7.81 5.96 11.71 11.48 0.773 0.067 4 1 mm es04 10/12/09 09:15:32:873 5.53 3.93 3.74 7.75 4.53 8.08 4.44 10.27 5 1 mm es05 10/12/09 09:17:56:373 5.42 3.97 3.80 7.72 5.23 8.66 4.81 11.21 6 2 m pp01 9/12/09 16:14:42:623 4.17 4.32 3.52 6.96 4.16 5.94 4.57 8.57 7 2 m pp02 9/12/09 16:17:04:373 4.70 4.11 3.55 7.18 5.24 6.59 5.74 10.19 8 2 m pp03 9/12/09 16:19:06:998 4.27 4.22 3.27 6.84 6.63 0.516 0.078 4.81 6.75 5.10 9.73 9.18 0.731 0.080 9 2 m pp04 9/12/09 16:21:10:123 3.70 3.59 3.38 6.17 4.38 5.70 4.77 8.62
10 2 m pp05 9/12/09 16:23:27:874 3.87 3.28 3.21 6.00 4.39 6.02 4.70 8.81 11 3 m gh01 9/12/09 17:57:24:874 5.27 4.63 3.62 7.89 5.24 7.70 5.31 10.71 12 3 m gh02 9/12/09 17:59:58:623 4.22 4.22 3.46 6.90 5.32 6.74 5.00 9.93 13 3 m gh03 9/12/09 18:03:09:623 5.81 5.34 4.31 9.00 7.95 0.849 0.107 6.29 8.45 5.77 12.01 10.60 0.860 0.081 14 3 m gh04 9/12/09 18:05:27:623 5.13 4.29 3.15 7.40 4.46 7.35 4.90 9.90 15 3 m gh05 9/12/09 18:08:13:999 5.75 4.95 3.98 8.57 4.93 8.00 4.61 10.47
a h (overall mean a hv) : 7.53 m/s² a h (overall mean a hv): 10.42 m/s² " R(single m/c.): 1.04 m/s² " R(single m/c.): 1.45 m/s²
K (single m/c.) value: 1.72 m/s² K (single m/c.) value: 2.40 m/s²
Single machine emission a hd ( = greatest a h value): 10.42 m/s² K (single m/c.) value: 2.40 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills JJ d/c gen 107mm Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis

Page 44 of 108
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 1 mm01 6/12/200 13:53:48:874 4.27 1.81 3.37 5.73 2.80 4.98 3.33 6.61 2 1 1 mm07 6/12/200 14:41:45:124 3.44 1.53 3.78 5.33 2.60 4.16 2.83 5.66 3 1 1 mm08 6/12/200 14:44:52:623 4.66 1.63 4.72 6.83 6.15 0.606 0.098 2.86 4.57 2.52 5.95 6.07 0.528 0.087 4 1 1 mm06 6/12/200 14:07:41:624 5.12 1.87 3.55 6.51 2.46 4.39 4.31 6.63 5 1 1 mm05 6/12/200 14:05:21:124 4.68 1.51 4.02 6.35 1.90 3.77 3.51 5.49 6 2 #1 pp06 6/12/200 10:50:15:749 3.85 1.71 2.50 4.90 2.70 3.89 3.49 5.88 7 2 #1 pp07 6/12/200 10:52:35:998 4.63 1.74 3.62 6.13 3.02 5.00 3.79 6.96 8 2 #1 pp08 6/12/200 10:54:36:624 5.28 2.10 4.01 6.95 5.73 0.822 0.144 3.79 5.36 4.61 8.02 6.60 0.898 0.136 9 2 #1 pp09 6/12/200 10:57:41:748 4.25 1.74 2.94 5.45 2.67 4.34 3.17 6.00
10 2 #1 pp10 6/12/200 11:00:25:748 3.92 1.79 2.92 5.20 2.73 4.02 3.78 6.16 11 3 #1 gh01 6/12/200 10:27:03:749 4.29 1.99 4.00 6.19 4.42 5.82 5.00 8.85 12 3 #1 gh02 6/12/200 10:30:37:873 4.29 2.02 4.01 6.21 3.83 5.95 4.59 8.43 13 3 #1 gh03 6/12/200 10:33:09:123 4.36 1.79 3.73 6.01 6.06 0.139 0.023 3.77 5.38 4.64 8.04 7.78 1.035 0.133 14 3 #1 gh04 6/12/200 10:36:25:123 4.07 1.73 3.87 5.88 3.75 4.73 4.20 7.36 15 3 #1 gh05 6/12/200 10:38:15:999 3.96 1.99 4.06 6.01 2.95 4.06 3.67 6.21
3.67 3.83 a h (overall mean a hv) : 5.98 m/s² a h (overall mean a hv): 6.82 m/s²
" R(single m/c.): 0.78 m/s² " R(single m/c.): 1.36 m/s² K (single m/c.) value: 1.29 m/s² K (single m/c.) value: 2.24 m/s²
Single machine emission a hd ( = greatest a h value): 6.82 m/s² K (single m/c.) value: 2.24 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills JJ d-c - wet Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 pp01 con 9/9/09 16:15:10:248 4.05 3.56 5.90 7.99 5.27 7.33 6.19 10.95 2 1 pp02 con 9/9/09 16:15:35:748 4.21 3.67 5.84 8.08 4.92 7.38 6.13 10.78 3 1 pp03 con 9/9/09 16:15:56:999 4.21 3.88 6.67 8.79 8.26 0.311 0.038 5.21 8.21 6.97 11.96 11.29 0.499 0.044 4 1 pp04 con 9/9/09 16:16:29:998 4.16 3.65 6.12 8.26 5.40 8.04 6.49 11.66 5 1 pp05 con 9/9/09 16:16:52:123 4.22 3.88 5.89 8.22 5.12 7.45 6.48 11.12 6 2 es01 con 9/9/09 16:21:57:873 5.00 3.76 6.08 8.72 5.65 7.78 6.36 11.53 7 2 es02 con 9/9/09 16:22:23:186 5.05 3.70 5.68 8.45 5.18 6.81 6.10 10.51 8 2 es03 con 9/9/09 16:22:48:999 5.04 3.96 6.28 8.97 8.77 0.212 0.024 5.69 7.83 6.81 11.83 11.32 0.501 0.044 9 2 es04 con 9/9/09 16:23:13:374 5.14 3.94 6.18 8.95 5.55 7.61 6.57 11.49
10 2 es05 con 9/9/09 16:23:39:873 5.12 3.97 5.87 8.74 5.44 7.52 6.34 11.24 11 3 m01 con 9/9/09 15:17:46:748 5.55 3.83 6.93 9.67 5.85 7.90 6.62 11.85 12 3 m02 con 9/9/09 15:18:03:499 5.04 3.55 5.88 8.52 6.21 7.55 6.30 11.63 13 3 m03 con 9/9/09 15:20:40:749 5.07 4.12 7.04 9.60 9.00 0.617 0.069 6.04 8.69 7.33 12.87 11.78 0.655 0.056 14 3 m04 con 9/9/09 15:20:58:749 5.34 3.94 5.93 8.90 5.50 7.52 6.37 11.28 15 3 m05 con 9/9/09 15:21:23:498 5.00 3.84 5.41 8.31 6.14 7.10 6.26 11.28
a h (overall mean a hv) : 8.68 m/s² a h (overall mean a hv): 11.47 m/s² " R(single m/c.): 0.63 m/s² " R(single m/c.): 0.79 m/s²
K (single m/c.) value: 1.04 m/s² K (single m/c.) value: 1.30 m/s²
Single machine emission a hd ( = greatest a h value): 11.47 m/s² K (single m/c.) value: 1.30 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills KK concrete Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis

Page 45 of 108
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 p01 met 9/9/09 14:26:47:499 1.93 2.18 1.03 3.09 3.49 1.94 1.35 4.21 2 1 p02 met 9/9/09 14:27:13:873 2.16 2.39 1.12 3.41 3.63 2.01 1.42 4.39 3 1 p03 met 9/9/09 14:27:38:249 2.10 2.21 1.12 3.25 3.28 0.155 0.047 3.56 2.03 1.48 4.35 4.37 0.175 0.040 4 1 p04 met 9/9/09 14:28:02:499 2.01 2.23 1.06 3.19 3.54 1.89 1.41 4.25 5 1 p05 met 9/9/09 14:28:26:998 2.20 2.42 1.15 3.47 3.88 2.08 1.51 4.66 6 2 s01 meta 9/9/09 14:34:14:624 2.08 2.41 0.69 3.26 3.14 2.32 1.65 4.24 7 2 s02 meta 9/9/09 14:34:36:373 2.14 2.47 0.68 3.34 3.17 2.27 1.64 4.23 8 2 s03 meta 9/9/09 14:34:55:873 2.04 2.31 0.65 3.15 3.20 0.111 0.035 3.08 2.42 1.75 4.29 4.26 0.084 0.020 9 2 s04 meta 9/9/09 14:35:20:249 2.07 2.37 0.69 3.22 3.32 2.33 1.67 4.38
10 2 s05 meta 9/9/09 14:35:38:999 1.99 2.21 0.64 3.04 3.12 2.22 1.61 4.16 11 3 m01 me 9/9/09 14:49:19:998 2.01 2.45 0.89 3.29 3.76 2.06 1.41 4.52 12 3 m02 me 9/9/09 14:49:35:623 2.04 2.44 0.91 3.31 3.71 2.10 1.44 4.50 13 3 m03 me 9/9/09 14:49:54:998 2.15 2.60 0.85 3.48 3.40 0.089 0.026 3.93 2.03 1.44 4.65 4.67 0.178 0.038 14 3 m04 me 9/9/09 14:50:17:123 2.10 2.62 0.86 3.47 3.86 2.31 1.42 4.72 15 3 m05 me 9/9/09 14:50:48:873 2.05 2.58 1.02 3.45 3.89 2.56 1.65 4.94
0.89 1.52 a h (overall mean a hv) : 3.29 m/s² a h (overall mean a hv): 4.43 m/s²
" R(single m/c.): 0.18 m/s² " R(single m/c.): 0.27 m/s² K (single m/c.) value: 0.30 m/s² K (single m/c.) value: 0.45 m/s²
Single machine emission a hd ( = greatest a h value): 4.43 m/s² K (single m/c.) value: 0.45 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills KK metal Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
. ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 pp01 con 10/9/09 11:04:52:249 7.93 6.67 11.29 15.32 7.67 11.95 15.07 20.71 2 1 pp02 con 10/9/09 11:05:14:749 8.06 5.83 11.09 14.90 7.48 10.82 14.96 19.92 3 1 pp03 con 10/9/09 11:05:42:498 8.61 6.19 11.81 15.87 15.47 0.397 0.026 8.02 11.05 15.28 20.49 20.28 0.517 0.026 4 1 pp04 con 10/9/09 11:06:03:874 8.53 6.06 11.87 15.82 8.27 10.80 15.64 20.73 5 1 pp05 con 10/9/09 11:06:29:999 8.43 5.73 11.62 15.45 7.66 10.05 14.94 19.56 6 2 es01 con 10/9/09 10:31:14:623 8.73 7.33 12.78 17.13 7.56 13.32 14.92 21.38 7 2 es02 con 10/9/09 10:34:35:248 8.92 7.58 12.49 17.12 6.38 11.47 14.81 19.79 8 2 es03 con 10/9/09 10:35:00:124 8.53 6.35 12.15 16.15 16.49 0.620 0.038 6.40 10.82 14.69 19.34 19.95 0.890 0.045 9 2 es04 con 10/9/09 10:35:45:999 9.24 6.22 12.00 16.37 6.57 11.13 15.39 20.10
10 2 es05 con 10/9/09 10:36:12:873 8.58 6.00 11.72 15.71 6.46 9.96 14.98 19.12 11 3 m01 con 10/9/09 10:23:28:373 7.10 5.70 10.05 13.56 6.78 11.95 13.35 19.15 12 3 m02 con 10/9/09 10:23:50:373 7.38 5.99 10.60 14.24 7.14 11.81 13.45 19.27 13 3 m03 con 10/9/09 10:24:12:249 6.62 6.31 10.95 14.26 13.66 0.784 0.057 7.26 11.10 11.98 17.87 18.47 0.777 0.042 14 3 m04 con 10/9/09 10:24:33:498 6.97 6.01 10.37 13.87 7.77 11.27 12.55 18.57 15 3 m05 con 10/9/09 10:24:54:749 6.81 5.02 9.00 12.35 6.93 10.19 12.42 17.50
a h (overall mean a hv) : 15.21 m/s² a h (overall mean a hv): 19.57 m/s² " R(single m/c.): 1.47 m/s² " R(single m/c.): 1.29 m/s²
K (single m/c.) value: 2.43 m/s² K (single m/c.) value: 2.13 m/s²
Single machine emission a hd ( = greatest a h value): 19.57 m/s² K (single m/c.) value: 2.13 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills LL concrete Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis

Page 46 of 108
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 p01 met 10/9/09 16:37:34:374 2.80 2.85 1.56 4.29 4.53 2.66 1.96 5.61 2 1 p02 met 10/9/09 16:37:53:249 3.04 2.86 1.12 4.32 4.41 3.13 1.84 5.72 3 1 p03 met 10/9/09 16:38:16:498 3.19 3.09 1.39 4.65 4.58 0.269 0.059 4.76 3.28 2.05 6.13 5.97 0.287 0.048 4 1 p04 met 10/9/09 16:38:35:998 3.38 3.37 1.21 4.92 4.97 3.31 1.91 6.27 5 1 p05 met 10/9/09 16:38:54:498 3.23 3.21 1.15 4.70 4.96 3.08 1.77 6.10 6 2 s01 meta 10/9/09 16:26:22:248 3.62 3.25 0.94 4.96 5.28 2.56 1.74 6.12 7 2 s02 meta 10/9/09 16:27:19:999 3.54 3.39 1.25 5.06 5.66 2.81 1.72 6.55 8 2 s03 meta 10/9/09 16:27:36:498 3.56 3.26 1.24 4.98 4.78 0.376 0.079 5.55 2.73 1.66 6.40 6.20 0.392 0.063 9 2 s04 meta 10/9/09 16:27:58:374 3.31 3.18 1.38 4.80 5.49 2.77 1.67 6.37
10 2 s05 meta 10/9/09 16:32:12:624 3.03 2.56 1.16 4.13 4.78 2.43 1.45 5.56 11 3 m01 me 10/9/09 16:17:50:374 3.16 3.30 1.25 4.73 4.50 2.39 1.51 5.31 12 3 m02 me 10/9/09 16:18:06:998 3.44 3.79 1.06 5.23 5.18 2.74 1.55 6.06 13 3 m03 me 10/9/09 16:18:32:248 3.27 2.87 0.94 4.45 5.03 0.428 0.085 4.22 2.97 1.62 5.41 5.87 0.508 0.087 14 3 m04 me 10/9/09 16:19:20:749 3.73 3.55 1.18 5.28 4.60 3.37 1.89 6.01 15 3 m05 me 10/9/09 16:19:44:749 3.75 3.80 1.23 5.48 5.28 3.38 1.87 6.54
a h (overall mean a hv) : 4.80 m/s² a h (overall mean a hv): 6.01 m/s² " R(single m/c.): 0.53 m/s² " R(single m/c.): 0.56 m/s²
K (single m/c.) value: 0.87 m/s² K (single m/c.) value: 0.93 m/s²
Single machine emission a hd ( = greatest a h value): 6.01 m/s² K (single m/c.) value: 0.93 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills LL metal Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 pp01 con 12/10/09 16:01:57:999 3.23 4.34 7.71 9.42 9.23 13.83 7.56 18.27 2 1 pp02 con 12/10/09 16:02:57:873 3.57 3.98 8.20 9.79 8.65 14.55 7.89 18.67 3 1 pp03 con 12/10/09 16:03:38:374 3.35 3.91 7.14 8.80 9.61 0.588 0.061 8.10 12.22 7.66 16.54 18.52 1.301 0.070 4 1 pp04 con 12/10/09 16:04:01:248 3.43 4.36 7.84 9.61 9.47 14.35 8.09 19.00 5 1 pp05 con 12/10/09 16:04:20:873 3.67 4.38 8.71 10.42 9.57 15.52 8.48 20.11 6 2 es01 con 12/10/09 16:11:21:998 3.70 4.15 5.87 8.09 8.16 9.51 7.88 14.81 7 2 es02 con 12/10/09 16:11:45:374 3.94 4.65 6.00 8.55 8.40 11.30 8.08 16.23 8 2 es03 con 12/10/09 16:12:04:249 3.81 4.54 6.02 8.45 8.50 0.257 0.030 8.09 11.74 8.12 16.41 16.27 0.880 0.054 9 2 es04 con 12/10/09 16:12:26:874 3.92 4.37 6.47 8.74 8.00 12.37 8.38 16.95
10 2 es05 con 12/10/09 16:12:50:123 3.78 4.49 6.37 8.67 7.98 12.55 8.14 16.95 11 3 m01 con 12/10/09 16:06:04:373 3.27 4.84 6.26 8.56 9.43 11.14 7.84 16.57 12 3 m02 con 12/10/09 16:06:24:249 3.57 4.23 7.34 9.19 8.48 12.11 8.46 17.04 13 3 m03 con 12/10/09 16:06:43:374 4.32 5.12 8.50 10.82 9.23 0.957 0.104 10.38 14.95 8.95 20.28 17.61 1.580 0.090 14 3 m04 con 12/10/09 16:06:59:498 3.53 4.68 7.05 9.17 9.43 12.45 8.44 17.75 15 3 m05 con 12/10/09 16:07:16:374 3.40 4.57 6.19 8.41 9.14 10.86 8.27 16.43
a h (overall mean a hv) : 9.11 m/s² a h (overall mean a hv): 17.47 m/s² " R(single m/c.): 0.98 m/s² " R(single m/c.): 1.98 m/s²
K (single m/c.) value: 1.62 m/s² K (single m/c.) value: 3.26 m/s²
Single machine emission a hd ( = greatest a h value): 17.47 m/s² K (single m/c.) value: 3.26 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills MM concrete Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis

Page 47 of 108
Vibration Emission Test report Pulse file version: HAV Emission V2.1.2 2008-07-25.pls Sprreadsheet: Version 2.0 22/8/2008
Hand Position 1 - Support handle Hand position 2 - Throttle handle Meas. Meas. Operator Statistics Operator Statistics
TestNo. Operator Name Date Meas Time a whx a why a whz a hv Mean a hv S n-1 Cv a whx a why a whz a hv Mean a hv S n-1 Cv
1 1 tal sh01 8/1/10 15:01:57:623 1.64 2.89 1.75 3.75 4.39 2.40 1.41 5.19 2 1 tal sh02 8/1/10 15:02:22:374 1.60 2.83 1.70 3.67 5.28 2.36 1.48 5.97 3 1 tal sh03 8/1/10 15:02:54:499 1.76 2.86 1.75 3.79 3.77 0.122 0.032 5.59 2.27 1.55 6.24 5.96 0.455 0.076 4 1 tal sh04 8/1/10 15:03:21:873 1.77 2.79 1.65 3.69 5.28 2.42 1.63 6.03 5 1 tal sh05 8/1/10 15:03:53:249 1.74 3.09 1.79 3.98 5.70 2.31 1.63 6.36 6 2 tal es01 8/1/10 15:09:35:624 1.96 3.83 1.65 4.60 3.97 1.92 1.26 4.59 7 2 tal es02 8/1/10 15:09:56:249 1.96 4.76 1.78 5.44 5.12 2.32 1.48 5.81 8 2 tal es03 8/1/10 15:10:18:624 1.75 3.92 1.48 4.54 5.05 0.510 0.101 4.82 2.28 1.41 5.52 5.68 0.712 0.125 9 2 tal es04 8/1/10 15:10:33:373 1.80 4.25 1.80 4.95 5.21 2.45 1.46 5.94
10 2 tal es05 8/1/10 15:10:53:998 2.03 4.95 1.96 5.70 5.75 2.64 1.62 6.53 11 3 etal rh01 8/1/10 15:25:01:373 1.50 2.95 1.50 3.63 3.71 2.27 1.52 4.61 12 3 etal rh02 8/1/10 15:25:17:123 1.54 2.98 1.59 3.71 4.07 2.40 1.56 4.98 13 3 etal rh03 8/1/10 15:25:32:748 1.50 2.69 1.61 3.47 3.56 0.174 0.049 4.16 2.48 1.58 5.09 4.99 0.222 0.045 14 3 etal rh04 8/1/10 15:25:48:623 1.50 2.94 1.66 3.70 4.25 2.37 1.49 5.09 15 3 etal rh05 8/1/10 15:26:01:623 1.53 2.47 1.56 3.30 4.22 2.49 1.63 5.16
a h (overall mean a hv) : 4.13 m/s² a h (overall mean a hv): 5.54 m/s² " R(single m/c.): 0.79 m/s² " R(single m/c.): 0.78 m/s²
K (single m/c.) value: 1.30 m/s² K (single m/c.) value: 1.29 m/s²
Single machine emission a hd ( = greatest a h value): 5.54 m/s² K (single m/c.) value: 1.29 m/s²
Standard: N&V reference ID: Measurement file name:
BS EN 60745-2-1:2003 Incorporating amendment no. 1 �Hand-held motor-operated electric tools - Safety - Part 2-1: Particular requirements for drills and impact drills MM emission metal Working
Subject 1 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 1 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 2 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 1
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
Subject 3 Hand 2
0.01 0.1
1 10
100
1 10 100 1000 10000
Frequency (Hz)
1/3
Oct
.ac
cele
ratio
n (m
/s²) x-axis y-axis z-axis
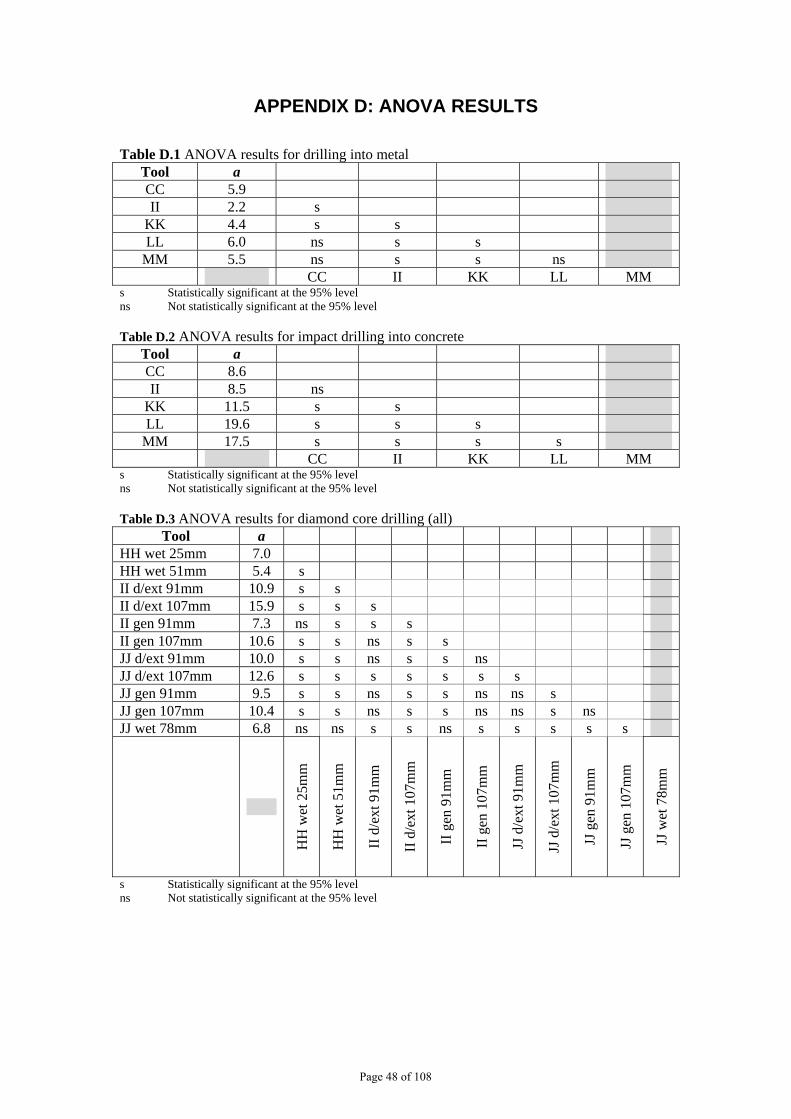
Page 48 of 108
APPENDIX D: ANOVA RESULTS
Table D.1 ANOVA results for drilling into metal Tool a CC 5.9 II 2.2 s
KK 4.4 s s LL 6.0 ns s s
MM 5.5 ns s s ns CC II KK LL MM
s Statistically significant at the 95% level ns Not statistically significant at the 95% level
Table D.2 ANOVA results for impact drilling into concrete Tool a CC 8.6 II 8.5 ns
KK 11.5 s s LL 19.6 s s s
MM 17.5 s s s s CC II KK LL MM
s Statistically significant at the 95% level ns Not statistically significant at the 95% level
Table D.3 ANOVA results for diamond core drilling (all) Tool a
HH wet 25mm 7.0 HH wet 51mm 5.4 s II d/ext 91mm 10.9 s s II d/ext 107mm 15.9 s s s II gen 91mm 7.3 ns s s s II gen 107mm 10.6 s s ns s s JJ d/ext 91mm 10.0 s s ns s s ns JJ d/ext 107mm 12.6 s s s s s s s JJ gen 91mm 9.5 s s ns s s ns ns s JJ gen 107mm 10.4 s s ns s s ns ns s ns JJ wet 78mm 6.8 ns ns s s ns s s s s s
HH
wet
25m
m
HH
wet
51m
m
II d
/ext
91m
m
II d
/ext
107
mm
II g
en 9
1mm
II g
en 1
07m
m
JJ d
/ext
91m
m
JJ d
/ext
107
mm
JJ g
en 9
1mm
JJ g
en 1
07m
m
JJ w
et 7
8mm
s Statistically significant at the 95% level ns Not statistically significant at the 95% level

Page 49 of 108
APPENDIX E: FIELD MEASUREMENT RESULTS SITE #1
CC Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1326 DateOfVisit: 24/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Drilling Metal ProcessNotes:
MachineManufacturer: InsertedTool: 6mm MachineModel: InsertedToolManufacturer: Clarke MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 3.4 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: CC MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1050 ShotsPerDay: MachinePower source: Electric 240V DailyExposureTime: MachineNotes:
Clarke CHD1050
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1326 9546 2.06 1.78 1.86 3.29 3.48 3.32 2.27 5.32 11.00 CC metal es01.txt 9547 2.08 2.10 1.25 3.21 3.46 3.10 1.92 5.03 8.75 CC metal es02.txt 9548 2.04 2.14 1.25 3.21 3.36 3.04 1.78 4.87 7.50 CC metal es03.txt 9549 2.04 1.88 1.12 2.99 3.20 3.05 1.76 4.76 9.50 CC metal es04.txt 9550 1.85 1.97 1.29 2.99 3.30 2.87 1.57 4.65 7.00 CC metal es05.txt 9551 1.74 1.40 1.33 2.60 3.03 3.35 1.92 4.91 12.00 CC metal mm01.tx 9552 1.87 1.68 1.46 2.91 3.12 3.68 1.85 5.17 20.00 CC metal mm02.tx 9553 1.95 1.85 1.54 3.10 3.06 3.62 1.83 5.08 13.00 CC metal mm03.tx 9554 1.86 1.66 1.34 2.84 3.25 3.90 1.91 5.42 12.75 CC metal mm04.tx 9555 1.85 1.70 1.34 2.85 3.15 3.46 1.81 5.02 10.25 CC metal mm05.tx 9556 2.16 1.46 1.84 3.19 3.08 5.03 2.12 6.27 24.75 CC metal sh01.txt 9557 2.02 1.39 1.70 2.99 2.95 4.52 1.95 5.73 35.25 CC metal sh02.txt 9558 2.07 1.31 1.69 2.97 3.23 4.88 2.31 6.29 30.25 CC metal sh03.txt 9559 2.15 1.49 1.73 3.14 3.17 4.48 2.04 5.85 17.75 CC metal sh04.txt 9560 2.23 1.58 1.71 3.23 3.47 4.65 2.11 6.18 18.50 CC metal sh05.txt
Count: 15 Total: 238.25 seconds
Mean: 2.00 1.69 1.50 3.03 3.22 3.80 1.94 5.37 Stdev: 0.13 0.25 0.23 0.18 0.16 0.71 0.19 0.54 Highest hand ahw
Time to EAV: 5:26 1:44 Time to ELV: 21:44 6:56 5.4 ± 0.5 m/s²
A(8):
25%ile 1.87 1.47 1.31 2.94 3.10 3.21 1.82 4.97 Median: 2.04 1.68 1.46 2.99 3.20 3.62 1.92 5.17 Highest hand 75%ile
75%ile 2.07 1.86 1.71 3.20 3.33 4.50 2.08 5.79 IQ range 0.21 0.39 0.40 0.26 0.23 1.29 0.26 0.83 5.8m/s²
Time to EAV: 5:34 1:52 Time to ELV: 22:18 7:29
A(8):
Time-weighted mean: 2.02 1.59 1.58 3.03 3.18 4.11 2.00 5.59 Stdev: 0.54 0.49 0.48 0.80 0.84 1.31 0.55 1.56

Page 50 of 108
CC Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1325 DateOfVisit: 24/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Drilling Concrete ProcessNotes:
MachineManufacturer: Clarke InsertedTool: 8mm MachineModel: CHD1050 InsertedToolManufacturer: Clarke MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 3.4 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: CC MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1050 ShotsPerDay: MachinePower source: Electric 240V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1325 9531 3.89 4.75 5.37 8.16 3.91 3.22 3.40 6.10 10.50 CC conc es01.txt 9532 4.12 4.71 5.54 8.35 4.01 3.92 3.65 6.69 11.50 CC conc es02.txt 9533 4.06 4.56 5.73 8.38 3.98 3.78 3.61 6.57 11.50 CC conc es03.txt 9534 3.84 4.75 5.54 8.25 3.92 3.07 3.21 5.93 10.25 CC conc es04.txt 9535 3.87 4.52 5.40 8.04 3.50 3.16 3.28 5.75 11.50 CC conc es05.txt 9536 3.69 3.46 4.41 6.71 3.31 3.61 3.83 6.22 15.25 CC conc mm01.txt 9537 3.90 3.65 4.42 6.93 3.45 3.65 3.93 6.37 15.75 CC conc mm02.txt 9538 3.61 3.21 3.84 6.17 3.10 3.19 3.79 5.85 12.25 CC conc mm03.txt 9539 4.03 3.63 5.03 7.40 3.19 4.20 4.17 6.73 14.50 CC conc mm04.txt 9540 4.23 4.20 5.03 7.80 3.45 3.55 4.11 6.43 11.25 CC conc mm05.txt 9541 3.85 4.66 5.46 8.14 3.58 3.54 3.65 6.22 9.25 CC conc sh01.txt 9542 3.91 4.21 4.98 7.61 3.58 3.80 3.91 6.53 9.50 CC conc sh02.txt 9543 4.16 5.26 6.38 9.26 2.99 3.07 3.83 5.75 9.25 CC conc sh03.txt 9544 4.17 5.28 6.46 9.33 3.21 3.27 3.89 6.01 8.75 CC conc sh04.txt 9545 4.06 4.94 5.90 8.70 3.23 3.13 3.99 6.01 8.00 CC conc sh05.txt
Count: 15 Total: 169.00 seconds
Mean: 3.96 4.39 5.30 7.95 3.49 3.48 3.75 6.21 Stdev: 0.17 0.62 0.69 0.85 0.32 0.34 0.27 0.32 Highest hand ahw
Time to EAV: 0:47 1:17 Time to ELV: 3:09 5:11 7.9 ± 0.9 m/s²
A(8):
25%ile 3.86 3.92 5.01 7.50 3.22 3.18 3.63 5.97 Median: 3.91 4.56 5.40 8.14 3.45 3.54 3.83 6.22 Highest hand 75%ile
75%ile 4.09 4.75 5.64 8.36 3.75 3.72 3.92 6.48 IQ range 0.23 0.83 0.63 0.86 0.53 0.54 0.29 0.51 8.4m/s²
Time to EAV: 0:45 1:17 Time to ELV: 3:00 5:10
A(8):
Time-weighted mean: 3.95 4.29 5.20 7.82 3.49 3.51 3.76 6.23 Stdev: 1.03 1.27 1.51 2.20 0.96 0.97 1.01 1.64

Page 51 of 108
HH Dateofentrytodatabase: 9-Aug-10 PrintDate 27-Aug-10
MainID: 1298 DateOfVisit: 27/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Diamond core drilling - wet ProcessNotes:
MachineManufacturer: Hilti InsertedTool: 51mm Core MachineModel: DD-130 InsertedToolManufacturer: Hilti MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 7.1 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: HH MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1700 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1298 9276 1.92 1.45 2.05 3.16 4.57 4.63 2.79 7.08 61.50 HH wet 51mm es0 9277 2.17 1.65 3.48 4.42 7.99 5.07 3.22 9.99 61.25 HH wet 51mm es0 9278 2.28 1.74 3.63 4.63 8.69 5.39 3.34 10.76 61.00 HH wet 51mm es0 9279 2.24 1.64 3.61 4.55 9.22 4.85 3.41 10.96 61.25 HH wet 51mm es0 9280 2.14 1.60 3.27 4.22 7.70 4.95 3.19 9.69 60.50 HH wet 51mm es0 9281 2.48 1.27 1.52 3.17 3.89 3.75 2.55 5.98 60.25 HH wet 51mm gh0 9282 2.25 1.33 1.60 3.06 4.30 4.23 2.65 6.59 60.25 HH wet 51mm gh0 9283 2.09 1.38 1.71 3.03 4.32 4.50 2.71 6.80 60.50 HH wet 51mm gh0 9284 2.13 1.32 1.79 3.07 4.51 4.34 2.71 6.82 60.25 HH wet 51mm gh0 9285 1.76 1.34 1.95 2.95 4.19 4.38 2.67 6.62 60.00 HH wet 51mm gh0 9286 2.04 1.30 1.79 3.01 3.87 4.04 2.39 6.09 59.75 HH wet 51mm mm 9287 1.87 1.40 2.34 3.31 4.19 3.99 2.54 6.32 60.50 HH wet 51mm mm 9288 2.68 1.57 2.27 3.84 4.50 4.33 2.80 6.84 60.00 HH wet 51mm mm 9289 3.89 1.51 1.92 4.60 4.15 4.15 2.67 6.45 60.25 HH wet 51mm mm 9290 1.64 1.43 1.79 2.81 3.87 4.01 2.25 6.01 60.25 HH wet 51mm mm
Count: 15 Total: 907.50 seconds
Mean: 2.24 1.46 2.32 3.59 5.33 4.44 2.79 7.53 Stdev: 0.51 0.14 0.75 0.67 1.89 0.44 0.33 1.75 Highest hand ahw
Time to EAV: 3:52 0:52 Time to ELV: 15:30 3:31 7.5 ± 1.7 m/s²
A(8):
25%ile 1.98 1.34 1.79 3.05 4.17 4.10 2.60 6.38 Median: 2.14 1.43 1.95 3.17 4.32 4.34 2.71 6.80 Highest hand 75%ile
75%ile 2.26 1.58 2.80 4.32 6.14 4.74 2.99 8.39 IQ range 0.28 0.25 1.02 1.27 1.97 0.64 0.39 2.00 8.4m/s²
Time to EAV: 4:57 1:04 Time to ELV: 19:50 4:19
A(8):
Time-weighted mean: 2.24 1.46 2.32 3.59 5.34 4.44 2.79 7.54 Stdev: 0.77 0.40 0.96 1.15 2.34 1.23 0.79 2.62

Page 52 of 108
HH Dateofentrytodatabase: 9-Aug-10 PrintDate 27-Aug-10
MainID: 1297 DateOfVisit: 27/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Diamond core drilling - wet ProcessNotes:
MachineManufacturer: Hilti InsertedTool: 25mm Core MachineModel: DD-130 InsertedToolManufacturer: Hilti MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 7.1 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: HH MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1700 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1297 9260 1.28 2.55 3.78 4.73 5.09 6.30 3.37 8.78 60.75 HH wet 25mm es0 9261 1.37 2.58 3.61 4.64 4.79 6.25 3.07 8.45 60.75 HH wet 25mm es0 9262 1.25 2.41 3.11 4.13 4.98 5.72 3.26 8.26 61.50 HH wet 25mm es0 9263 1.30 2.82 3.96 5.03 5.11 6.69 3.42 9.09 61.25 HH wet 25mm es0 9264 1.27 2.50 3.55 4.52 5.33 6.07 3.48 8.79 61.00 HH wet 25mm es0 9265 1.26 1.76 1.86 2.86 4.05 4.65 2.76 6.76 60.25 HH wet 25mm gh0 9266 1.24 1.61 1.77 2.69 4.06 4.34 2.66 6.51 60.25 HH wet 25mm gh0 9267 1.31 1.50 1.60 2.56 4.16 3.95 2.74 6.36 60.25 HH wet 25mm gh0 9268 1.38 1.67 1.99 2.95 4.46 4.35 2.97 6.90 60.25 HH wet 25mm gh0 9269 1.33 1.65 1.91 2.85 4.20 4.44 2.82 6.73 61.00 HH wet 25mm gh0 9270 1.56 1.60 2.54 3.38 5.12 5.04 3.37 7.93 60.50 HH wet 25mm mm 9271 1.31 1.72 3.01 3.70 4.88 5.21 3.24 7.84 60.25 HH wet 25mm mm 9272 1.34 1.77 2.14 3.08 4.79 4.66 3.15 7.39 64.25 HH wet 25mm mm 9273 1.58 1.50 1.79 2.82 4.51 4.34 2.98 6.93 60.25 HH wet 25mm mm 9274 2.02 1.47 1.70 3.02 4.92 4.59 3.28 7.49 60.50 HH wet 25mm mm
Count: 15 Total: 913.00 seconds
Mean: 1.39 1.94 2.55 3.53 4.70 5.11 3.10 7.61 Stdev: 0.20 0.46 0.83 0.82 0.41 0.85 0.26 0.88 Highest hand ahw
Time to EAV: 4:00 0:51 Time to ELV: 16:02 3:27 7.6 ± 0.9 m/s²
A(8):
25%ile 1.27 1.60 1.83 2.86 4.33 4.40 2.90 6.83 Median: 1.31 1.72 2.14 3.08 4.79 4.66 3.15 7.49 Highest hand 75%ile
75%ile 1.38 2.46 3.33 4.33 5.04 5.89 3.32 8.35 IQ range 0.11 0.86 1.50 1.47 0.71 1.50 0.43 1.52 8.4m/s²
Time to EAV: 5:15 0:53 Time to ELV: 21:02 3:34
A(8):
Time-weighted mean: 1.39 1.94 2.56 3.53 4.70 5.11 3.11 7.62 Stdev: 0.41 0.68 1.06 1.23 1.28 1.57 0.84 2.15

Page 53 of 108
II Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1328 DateOfVisit: 21/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Drilling Metal ProcessNotes:
MachineManufacturer: Makita InsertedTool: 6mm MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1328 9576 1.96 2.83 2.11 4.04 3.78 4.10 3.12 6.39 3.50 II metal es01.txt 9577 1.97 2.71 2.39 4.11 3.54 5.80 3.87 7.82 3.75 II metal es02.txt 9578 1.97 2.89 2.57 4.34 3.61 6.33 4.27 8.45 3.75 II metal es03.txt 9579 1.86 2.68 2.36 4.03 3.60 7.21 4.55 9.26 4.25 II metal es04.txt 9580 1.76 2.66 2.54 4.08 3.59 6.43 4.36 8.56 3.00 II metal es05.txt 9581 2.19 2.77 1.46 3.82 4.12 7.42 5.45 10.09 4.25 II metal gh01.txt 9582 2.26 3.06 1.62 4.13 4.86 7.16 5.07 10.04 3.75 II metal gh02.txt 9583 2.18 2.91 1.59 3.97 4.62 8.00 6.25 11.15 4.00 II metal gh03.txt 9584 2.12 3.15 1.76 4.19 4.18 7.58 5.82 10.44 3.00 II metal gh04.txt 9585 1.95 2.72 1.74 3.77 4.49 8.18 6.94 11.63 5.00 II metal gh05.txt 9586 1.64 2.80 2.48 4.08 5.48 5.46 4.70 9.05 6.00 II metal mm01.txt 9587 1.68 2.67 2.67 4.14 6.25 5.82 4.83 9.81 5.25 II metal mm02.txt 9588 1.63 3.04 3.34 4.80 5.77 5.59 4.98 9.45 6.25 II metal mm03.txt 9589 1.83 2.75 3.02 4.47 5.91 6.11 5.26 10.00 5.25 II metal mm04.txt 9590 1.78 2.79 3.08 4.52 5.96 6.06 5.07 9.90 5.25 II metal mm05.txt
Count: 15 Total: 66.25 seconds
Mean: 1.92 2.83 2.32 4.17 4.65 6.48 4.97 9.47 Stdev: 0.20 0.15 0.57 0.26 0.95 1.07 0.91 1.27 Highest hand ahw
Time to EAV: 2:52 0:33 Time to ELV: 11:31 2:13 9.5 ± 1.3 m/s²
A(8):
25%ile 1.77 2.71 1.75 4.03 3.70 5.81 4.46 8.81 Median: 1.95 2.79 2.39 4.11 4.49 6.33 4.98 9.81 Highest hand 75%ile
75%ile 2.05 2.90 2.62 4.26 5.62 7.32 5.36 10.06 IQ range 0.28 0.18 0.87 0.23 1.93 1.50 0.90 1.26 10.1m/s²
Time to EAV: 2:57 0:31 Time to ELV: 11:50 2:04
A(8):
Time-weighted mean: 1.89 2.82 2.39 4.19 4.82 6.43 5.01 9.54 Stdev: 0.53 0.74 0.84 1.11 1.58 1.97 1.58 2.77

Page 54 of 108
II Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1327 DateOfVisit: 24/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Drilling Concrete ProcessNotes:
MachineManufacturer: Makita InsertedTool: 8mm MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1327 9561 3.29 2.98 5.87 7.37 3.95 4.50 5.13 7.89 6.00 II conc es01.txt 9562 3.29 3.01 6.72 8.07 3.78 4.68 5.21 7.96 8.00 II conc es02.txt 9563 3.13 2.77 5.84 7.18 3.97 4.82 4.87 7.92 7.50 II conc es03.txt 9564 3.24 2.81 6.19 7.53 3.31 4.37 5.11 7.49 10.00 II conc es04.txt 9565 2.90 2.54 5.97 7.10 3.14 3.98 5.06 7.16 11.25 II conc es05.txt 9566 2.91 2.97 4.83 6.38 2.87 3.68 5.11 6.92 7.00 II conc mm01.txt 9567 2.91 2.86 4.66 6.19 3.08 3.56 4.90 6.79 9.50 II conc mm02.txt 9568 2.85 3.25 4.87 6.51 2.98 3.25 4.92 6.60 8.25 II conc mm03.txt 9569 2.98 3.07 5.27 6.79 3.07 3.55 5.13 6.95 8.00 II conc mm04.txt 9570 2.85 2.98 4.99 6.48 3.05 3.50 4.91 6.76 8.00 II conc mm05.txt 9571 3.38 2.92 6.93 8.25 3.63 5.15 5.74 8.52 7.50 II conc sh01.txt 9572 3.39 3.40 7.73 9.10 3.82 5.26 5.81 8.72 6.25 II conc sh02.txt 9573 3.36 3.46 7.95 9.29 3.80 5.45 5.84 8.85 5.00 II conc sh03.txt 9574 3.39 3.17 7.78 9.06 3.93 5.02 5.75 8.58 6.75 II conc sh04.txt 9575 3.41 3.24 8.04 9.31 3.80 4.76 5.83 8.43 6.75 II conc sh05.txt
Count: 15 Total: 115.75 seconds
Mean: 3.15 3.03 6.24 7.64 3.48 4.37 5.29 7.70 Stdev: 0.22 0.24 1.17 1.09 0.40 0.70 0.37 0.77 Highest hand ahw
Time to EAV: 0:51 0:50 Time to ELV: 3:25 3:22 7.7 ± 0.8 m/s²
A(8):
25%ile 2.91 2.89 5.13 6.65 3.08 3.62 4.99 6.94 Median: 3.24 2.98 5.97 7.37 3.63 4.50 5.13 7.89 Highest hand 75%ile
75%ile 3.37 3.20 7.33 8.65 3.81 4.92 5.75 8.48 IQ range 0.46 0.32 2.20 2.00 0.73 1.30 0.75 1.54 8.7m/s²
Time to EAV: 0:55 0:48 Time to ELV: 3:41 3:12
A(8):
Time-weighted mean: 3.13 2.99 6.13 7.52 3.43 4.29 5.24 7.61 Stdev: 0.84 0.81 1.97 2.23 0.97 1.31 1.40 2.11

Page 55 of 108
II Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1329 DateOfVisit: 21/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Diamond core drilling - dry (dust ext) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 107mm Core MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1329 9591 9592
4.54 4.51 5.89 4.91 4.19 4.98
8.70 8.15
7.85 6.23 4.88 7.26 5.79 4.28
11.15 10.22
60.75 60.50
II dc dext 107mm e II dc dext 107mm e
9593 9594
4.70 4.20 5.20 3.91 3.84 4.08
8.17 6.83
7.08 5.42 3.98 5.35 4.97 4.56
9.77 8.60
61.25 60.25
II dc dext 107mm e II dc dext 107mm g
9595 9596
3.53 4.05 3.81 4.66 4.39 4.24
6.59 7.68
4.94 4.09 4.26 6.18 5.02 4.75
7.71 9.27
61.00 60.25
II dc dext 107mm g II dc dext 107mm g
9597 9598
4.70 3.69 3.33 3.59 4.05 3.70
6.84 6.56
4.98 4.10 4.05 3.36 3.96 3.58
7.62 6.31
60.25 60.75
II dc dext 107mm m II dc dext 107mm m
9599 4.36 3.52 3.47 6.59 3.76 3.58 3.32 6.17 60.25 II dc dext 107mm m Count: 9 Total: 545.25 seconds
Mean: 4.32 4.05 4.30 7.35 5.64 4.80 4.18 8.53 Stdev: 0.49 0.30 0.82 0.79 1.48 0.86 0.49 1.63 Highest hand ahw
Time to EAV: 0:55 0:41 Time to ELV: 3:42 2:44 8.5 ± 1.6 m/s²
A(8):
25%ile 3.91 3.84 3.70 6.59 4.94 4.09 3.98 7.62 Median: 4.54 4.05 4.08 6.84 5.35 4.97 4.26 8.60 Highest hand 75%ile
75%ile 4.70 4.20 4.98 8.15 7.08 5.42 4.56 9.77 IQ range 0.79 0.36 1.27 1.56 2.13 1.33 0.58 2.15 9.8m/s²
Time to EAV: 1:04 0:40 Time to ELV: 4:16 2:42
A(8):
Time-weighted mean: 4.32 4.05 4.30 7.35 5.64 4.80 4.18 8.54 Stdev: 1.52 1.38 1.65 2.57 2.39 1.82 1.48 3.28

Page 56 of 108
II Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1330 DateOfVisit: 21/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Diamond core drilling - dry (general) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 107mm Core MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1330 9605 9606
3.53 2.92 3.84 2.53 2.79 4.05
5.98 5.53
3.20 6.33 4.68 2.93 5.06 4.05
8.50 7.11
61.25 61.50
II dc gen 107mm e II dc gen 107mm e
9607 9608
2.55 2.72 4.16 2.45 3.40 3.41
5.59 5.40
3.24 5.78 5.41 4.64 4.59 4.55
8.55 7.96
62.00 60.25
II dc gen 107mm e II dc gen 107mm g
9609 9610
2.96 4.69 4.18 4.69 5.07 4.47
6.94 8.22
3.47 4.87 4.95 4.51 5.55 5.19
7.76 8.83
60.00 60.25
II dc gen 107mm g II dc gen 107mm g
9611 9612
2.29 3.45 4.57 3.27 3.92 5.20
6.17 7.28
2.90 4.57 4.60 3.24 4.33 3.86
7.10 6.64
60.00 60.25
II dc gen 107mm m II dc gen 107mm m
9613 4.10 3.76 4.31 7.04 3.97 5.42 4.32 7.99 60.25 II dc gen 107mm m Count: 9 Total: 545.75 seconds
Mean: 3.15 3.64 4.24 6.46 3.57 5.17 4.62 7.83 Stdev: 0.78 0.77 0.47 0.91 0.62 0.62 0.48 0.70 Highest hand ahw
Time to EAV: 1:11 0:48 Time to ELV: 4:47 3:15 7.8 ± 0.7 m/s²
A(8):
25%ile 2.53 2.92 4.05 5.59 3.20 4.59 4.32 7.11 Median: 2.96 3.45 4.18 6.17 3.24 5.06 4.60 7.96 Highest hand 75%ile
75%ile 3.53 3.92 4.47 7.04 3.97 5.55 4.95 8.50 IQ range 1.00 1.00 0.42 1.45 0.77 0.96 0.63 1.38 8.5m/s²
Time to EAV: 1:18 0:47 Time to ELV: 5:15 3:09
A(8):
Time-weighted mean: 3.15 3.63 4.24 6.46 3.56 5.17 4.62 7.83 Stdev: 1.31 1.44 1.49 2.34 1.34 1.83 1.61 2.70

Page 57 of 108
II Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1331 DateOfVisit: 21/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Diamond core drilling - dry (dust ext) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 91mm Core MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1331 9614 9615
2.59 2.74 3.77 2.25 2.23 3.03
5.33 4.39
3.53 2.35 2.34 2.67 2.25 2.50
4.85 4.29
60.75 61.25
II dc dext 91mm es II dc dext 91mm es
9616 9617
2.24 2.29 2.99 3.47 3.08 3.04
4.38 5.55
2.63 2.00 2.12 4.87 3.86 3.69
3.93 7.23
62.00 60.00
II dc dext 91mm es II dc dext 91mm gh
9618 9619
2.81 2.64 2.63 2.71 2.74 2.61
4.67 4.65
4.04 1.99 2.92 3.59 2.50 3.03
5.37 5.32
60.25 60.25
II dc dext 91mm gh II dc dext 91mm gh
9620 9622
3.31 2.98 2.86 3.21 2.60 3.78
5.29 5.60
2.46 1.82 2.47 2.50 2.58 2.61
3.94 4.44
60.00 60.25
II dc dext 91mm m II dc dext 91mm m
9623 3.58 2.54 3.30 5.49 2.78 2.56 2.52 4.54 60.50 II dc dext 91mm m Count: 9 Total: 545.25 seconds
Mean: 2.91 2.65 3.11 5.04 3.23 2.44 2.69 4.88 Stdev: 0.48 0.27 0.41 0.48 0.79 0.56 0.44 0.97 Highest hand ahw
Time to EAV: 1:58 2:06 Time to ELV: 7:52 8:24 5.0 ± 0.5 m/s²
A(8):
25%ile 2.59 2.54 2.86 4.65 2.63 2.00 2.47 4.29 Median: 2.81 2.64 3.03 5.29 2.78 2.35 2.52 4.54 Highest hand 75%ile
75%ile 3.31 2.74 3.30 5.49 3.59 2.56 2.92 5.32 IQ range 0.72 0.20 0.44 0.85 0.95 0.55 0.45 1.03 5.5m/s²
Time to EAV: 1:47 2:25 Time to ELV: 7:08 9:42
A(8):
Time-weighted mean: 2.90 2.64 3.11 5.03 3.23 2.43 2.69 4.87 Stdev: 1.08 0.92 1.11 1.75 1.33 0.99 1.00 1.89

Page 58 of 108
II Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1332 DateOfVisit: 21/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Diamond core drilling - dry (general) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 91mm Core MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1332 9624 9625
1.78 2.71 2.23 1.77 2.59 2.17
3.93 3.81
3.38 3.23 3.54 3.23 3.17 3.55
5.86 5.75
61.00 61.50
II dc gen 91mm es II dc gen 91mm es
9626 9627
1.58 2.22 2.13 2.76 3.87 3.47
3.46 5.89
2.75 3.03 2.88 3.01 4.35 3.43
5.01 6.31
61.25 60.00
II dc gen 91mm es II dc gen 91mm gh
9628 9629
2.50 3.70 3.47 2.74 4.00 3.72
5.66 6.11
2.41 3.82 3.75 2.51 4.32 4.14
5.87 6.49
60.00 60.25
II dc gen 91mm gh II dc gen 91mm gh
9630 9631
2.53 2.97 3.40 3.06 3.22 2.83
5.17 5.26
2.08 3.48 3.25 2.01 3.86 3.19
5.20 5.40
60.00 60.25
II dc gen 91mm mm II dc gen 91mm mm
9632 3.04 3.37 3.46 5.70 2.64 3.34 2.85 5.12 60.75 II dc gen 91mm mm Count: 9 Total: 545.00 seconds
Mean: 2.42 3.18 2.99 5.00 2.67 3.62 3.40 5.67 Stdev: 0.54 0.58 0.61 0.94 0.45 0.46 0.39 0.49 Highest hand ahw
Time to EAV: 2:00 1:33 Time to ELV: 8:00 6:13 5.7 ± 0.5 m/s²
A(8):
25%ile 1.78 2.71 2.23 3.93 2.41 3.23 3.19 5.20 Median: 2.53 3.22 3.40 5.26 2.64 3.48 3.43 5.75 Highest hand 75%ile
75%ile 2.76 3.70 3.47 5.70 3.01 3.86 3.55 5.87 IQ range 0.98 1.00 1.24 1.77 0.60 0.63 0.36 0.67 5.9m/s²
Time to EAV: 1:48 1:30 Time to ELV: 7:13 6:02
A(8):
Time-weighted mean: 2.41 3.18 2.98 4.99 2.67 3.62 3.40 5.67 Stdev: 0.97 1.21 1.17 1.91 1.00 1.29 1.20 1.95

Page 59 of 108
JJ Dateofentrytodatabase: 5-Aug-10 PrintDate 27-Aug-10
MainID: 1314 DateOfVisit: 17/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Diamond core drilling - dry (dust ext) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 107mm Core MachineModel: DBM131 InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 6.8 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: JJ MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1500 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1314 9465 7.01 3.86 3.86 8.88 5.20 7.38 5.53 10.59 61.50 JJ dc dext 107mm 9466 9467
5.57 4.04 4.07 4.87 3.55 3.13
7.99 6.79
6.60 8.72 5.72 4.06 8.66 3.85
12.34 10.31
60.75 61.25
JJ dc dext 107mm JJ dc dext 107mm
9468 4.14 3.22 2.93 6.01 5.34 7.10 4.53 9.97 60.25 JJ dc dext 107mm 9469 4.68 3.69 3.73 7.03 5.31 7.29 4.70 10.18 60.25 JJ dc dext 107mm 9470 9471
5.11 3.17 2.87 5.16 2.87 3.85
6.66 7.05
4.59 7.76 4.09 5.30 5.36 4.84
9.90 8.95
60.00 60.25
JJ dc dext 107mm JJ dc dext 107mm
9472 9473
5.12 2.99 3.84 4.62 2.51 3.70
7.06 6.42
3.85 7.31 3.67 3.80 6.66 3.19
9.04 8.31
60.25 60.25
JJ dc dext 107mm JJ dc dext 107mm
Count: 9 Total: 544.75 seconds
Mean: 5.14 3.32 3.55 7.10 4.90 7.36 4.46 9.95 Stdev: 0.76 0.47 0.43 0.81 0.86 0.96 0.79 1.10 Highest hand ahw
Time to EAV: 0:59 0:30 Time to ELV: 3:58 2:01 10.0 ± 1.1 m/s²
A(8):
25%ile 4.68 2.99 3.13 6.66 4.06 7.10 3.85 9.04 Median: 5.11 3.22 3.73 7.03 5.20 7.31 4.53 9.97 Highest hand 75%ile
75%ile 5.16 3.69 3.85 7.06 5.31 7.76 4.84 10.31 IQ range 0.48 0.70 0.73 0.40 1.25 0.66 0.99 1.27 10.3m/s²
Time to EAV: 1:00 0:30 Time to ELV: 4:02 2:00
A(8):
Time-weighted mean: 5.14 3.32 3.55 7.10 4.90 7.36 4.46 9.96 Stdev: 1.88 1.20 1.26 2.50 1.84 2.64 1.68 3.50

Page 60 of 108
JJ Dateofentrytodatabase: 5-Aug-10 PrintDate 27-Aug-10
MainID: 1315 DateOfVisit: 17/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Diamond core drilling - dry (general) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 107mm Core MachineModel: DBM131 InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 6.8 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: JJ MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1500 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1315 9474 4.32 4.08 3.58 6.94 5.89 8.33 5.70 11.69 60.50 JJ dc gen 107mm 9475 9476
4.63 4.08 3.77 3.39 3.88 3.59
7.24 6.28
5.27 9.09 5.37 5.96 7.22 5.22
11.80 10.72
61.00 61.00
JJ dc gen 107mm JJ dc gen 107mm
9477 3.52 3.72 2.80 5.84 4.85 6.66 4.39 9.34 60.25 JJ dc gen 107mm 9478 4.19 4.35 4.39 7.46 5.51 8.49 5.07 11.32 60.25 JJ dc gen 107mm 9479 9480
3.74 4.10 3.60 6.22 5.47 5.88
6.61 10.16
4.95 8.36 4.92 7.80 8.48 8.19
10.89 14.13
60.25 60.25
JJ dc gen 107mm JJ dc gen 107mm
9481 9482
5.54 5.39 5.06 6.16 5.08 5.10
9.24 9.48
6.67 8.54 6.65 5.79 8.49 6.17
12.72 11.99
60.25 60.00
JJ dc gen 107mm JJ dc gen 107mm
Count: 9 Total: 543.75 seconds
Mean: 4.63 4.46 4.20 7.69 5.86 8.18 5.74 11.62 Stdev: 1.03 0.63 0.92 1.46 0.87 0.71 1.07 1.26 Highest hand ahw
Time to EAV: 0:50 0:22 Time to ELV: 3:22 1:28 11.6 ± 1.3 m/s²
A(8):
25%ile 3.74 4.08 3.59 6.61 5.27 8.33 5.07 10.89 Median: 4.32 4.10 3.77 7.24 5.79 8.48 5.37 11.69 Highest hand 75%ile
75%ile 5.54 5.08 5.06 9.24 5.96 8.49 6.17 11.99 IQ range 1.81 1.00 1.48 2.63 0.69 0.16 1.10 1.10 12.0m/s²
Time to EAV: 0:57 0:21 Time to ELV: 3:49 1:27
A(8):
Time-weighted mean: 4.63 4.46 4.20 7.69 5.86 8.18 5.74 11.62 Stdev: 1.86 1.61 1.68 2.95 2.14 2.82 2.19 4.07

Page 61 of 108
JJ Dateofentrytodatabase: 9-Aug-10 PrintDate 27-Aug-10
MainID: 1322 DateOfVisit: 17/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Diamond core drilling - dry (dust ext) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 91mm Core MachineModel: DBM131 InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 6.8 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: JJ MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1500 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1322 9498 9499
8.23 3.05 5.48 8.46 3.15 5.30
10.35 10.47
3.50 7.53 4.55 3.45 7.33 4.76
9.47 9.40
61.50 60.75
JJ dc dext 91mm e JJ dc dext 91mm e
9500 9501
7.59 3.03 4.62 5.65 2.73 3.53
9.38 7.20
3.86 7.38 4.85 3.32 6.88 4.12
9.64 8.68
61.00 60.00
JJ dc dext 91mm e JJ dc dext 91mm g
9502 9503
8.15 3.05 4.67 8.07 3.30 4.30
9.88 9.72
3.44 7.63 4.92 3.33 7.92 5.03
9.71 9.96
60.25 60.00
JJ dc dext 91mm g JJ dc dext 91mm g
9504 9505
6.87 2.70 3.18 7.43 3.18 3.83
8.04 8.94
3.96 6.21 4.89 3.55 7.43 5.43
8.83 9.86
60.00 60.25
JJ dc dext 91mm m JJ dc dext 91mm m
9506 6.71 2.82 3.70 8.16 3.07 5.85 4.48 7.98 60.25 JJ dc dext 91mm m Count: 9 Total: 544.00 seconds
Mean: 7.46 3.00 4.29 9.13 3.50 7.13 4.78 9.28 Stdev: 0.86 0.20 0.75 1.06 0.26 0.65 0.35 0.61 Highest hand ahw
Time to EAV: 0:36 0:34 Time to ELV: 2:24 2:19 9.3 ± 0.6 m/s²
A(8):
25%ile 6.87 2.82 3.70 8.16 3.33 6.88 4.55 8.83 Median: 7.59 3.05 4.30 9.38 3.45 7.38 4.85 9.47 Highest hand 75%ile
75%ile 8.15 3.15 4.67 9.88 3.55 7.53 4.92 9.71 IQ range 1.28 0.34 0.96 1.71 0.23 0.65 0.37 0.87 9.9m/s²
Time to EAV: 0:34 0:33 Time to ELV: 2:16 2:13
A(8):
Time-weighted mean: 7.47 3.00 4.29 9.13 3.50 7.13 4.78 9.28 Stdev: 2.63 1.02 1.62 3.22 1.19 2.46 1.63 3.15

Page 62 of 108
JJ Dateofentrytodatabase: 9-Aug-10 PrintDate 27-Aug-10
MainID: 1323 DateOfVisit: 17/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Diamond core drilling - dry (general) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 91mm Core MachineModel: DBM131 InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 6.8 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: JJ MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1500 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1323 9507 9508
2.78 2.39 2.64 2.93 2.08 2.55
4.52 4.41
4.72 4.34 4.46 4.87 3.78 4.62
7.81 7.71
60.75 61.00
JJ dc gen 91mm e JJ dc gen 91mm e
9509 9510
2.47 2.16 2.32 4.08 2.83 3.00
4.02 5.80
5.46 4.15 5.23 4.45 5.45 4.95
8.63 8.60
61.00 60.25
JJ dc gen 91mm e JJ dc gen 91mm g
9511 9512
3.11 2.84 3.11 3.05 2.83 3.03
5.23 5.14
4.88 5.38 4.88 4.61 5.66 4.79
8.75 8.73
60.25 60.00
JJ dc gen 91mm g JJ dc gen 91mm g
9513 9514
5.25 2.86 3.04 3.57 2.24 2.69
6.71 5.00
5.83 5.96 6.46 5.73 4.70 5.82
10.55 9.42
60.00 60.50
JJ dc gen 91mm m JJ dc gen 91mm m
9515 5.94 2.50 2.85 7.05 5.82 5.38 6.44 10.21 60.25 JJ dc gen 91mm m Count: 9 Total: 544.00 seconds
Mean: 3.69 2.53 2.80 5.32 5.15 4.98 5.30 8.93 Stdev: 1.12 0.30 0.25 0.97 0.52 0.71 0.72 0.91 Highest hand ahw
Time to EAV: 1:45 0:37 Time to ELV: 7:03 2:30 8.9 ± 0.9 m/s²
A(8):
25%ile 2.93 2.24 2.64 4.52 4.72 4.34 4.79 8.60 Median: 3.11 2.50 2.85 5.14 4.88 5.38 4.95 8.73 Highest hand 75%ile
75%ile 4.08 2.83 3.03 5.80 5.73 5.45 5.82 9.42 IQ range 1.15 0.59 0.39 1.28 1.01 1.11 1.03 0.82 9.4m/s²
Time to EAV: 1:53 0:39 Time to ELV: 7:33 2:37
A(8):
Time-weighted mean: 3.68 2.52 2.80 5.32 5.15 4.97 5.29 8.93 Stdev: 1.66 0.89 0.97 2.02 1.80 1.80 1.91 3.11

Page 63 of 108
JJ Dateofentrytodatabase: 9-Aug-10 PrintDate 27-Aug-10
MainID: 1324 DateOfVisit: 27/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Diamond core drilling - wet ProcessNotes:
MachineManufacturer: Makita InsertedTool: 78mm Core MachineModel: DBM131 InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 6.8 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: JJ MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1500 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1324 9516 5.11 1.88 3.04 6.24 3.52 4.34 3.98 6.86 61.00 JJ wet 78mm es01 9517 5.62 1.87 3.23 6.74 3.74 4.63 4.26 7.32 61.25 JJ wet 78mm es02 9518 5.57 1.84 3.50 6.83 3.65 4.55 4.21 7.20 61.25 JJ wet 78mm es03 9519 6.28 1.86 3.53 7.44 3.53 5.09 4.42 7.61 61.50 JJ wet 78mm es04 9520 6.27 1.98 3.57 7.48 3.96 5.40 4.73 8.20 61.75 JJ wet 78mm es05 9521 4.18 1.83 2.75 5.33 2.93 4.23 3.80 6.39 60.00 JJ wet 78mm gh01 9522 4.94 1.82 3.01 6.06 3.13 4.72 3.87 6.86 60.00 JJ wet 78mm gh02 9523 3.83 1.82 2.34 4.84 3.05 4.25 3.44 6.26 60.25 JJ wet 78mm gh03 9524 3.87 1.76 2.34 4.85 3.22 4.21 3.70 6.46 60.25 JJ wet 78mm gh04 9525 4.40 1.91 2.59 5.45 3.26 4.42 3.91 6.75 60.25 JJ wet 78mm gh05 9526 5.45 1.96 2.28 6.23 2.58 3.43 3.14 5.31 60.25 JJ wet 78mm mm0 9527 4.78 1.86 1.94 5.48 2.76 3.70 3.16 5.59 60.50 JJ wet 78mm mm0 9528 5.18 2.03 1.88 5.87 2.48 3.54 3.15 5.35 60.25 JJ wet 78mm mm0 9529 5.02 1.68 2.19 5.73 2.30 3.34 2.43 4.73 60.00 JJ wet 78mm mm0 9530 4.75 1.71 2.89 5.82 2.02 3.10 2.41 4.41 60.25 JJ wet 78mm mm0
Count: 15 Total: 908.75 seconds
Mean: 5.02 1.85 2.74 6.03 3.08 4.20 3.64 6.35 Stdev: 0.73 0.09 0.55 0.79 0.55 0.64 0.66 1.04 Highest hand ahw
Time to EAV: 1:22 1:14 Time to ELV: 5:30 4:57 6.4 ± 1.0 m/s²
A(8):
25%ile 4.58 1.82 2.31 5.47 2.67 3.62 3.16 5.47 Median: 5.02 1.86 2.75 5.87 3.13 4.25 3.80 6.46 Highest hand 75%ile
75%ile 5.51 1.89 3.13 6.49 3.52 4.59 4.10 7.03 IQ range 0.93 0.07 0.82 1.02 0.86 0.97 0.94 1.56 7.0m/s²
Time to EAV: 1:27 1:11 Time to ELV: 5:48 4:47
A(8):
Time-weighted mean: 5.02 1.85 2.74 6.03 3.08 4.20 3.65 6.36 Stdev: 1.49 0.49 0.90 1.75 0.96 1.26 1.15 1.95

Page 64 of 108
KK Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1301 DateOfVisit: 24/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Drilling Metal ProcessNotes:
MachineManufacturer: Makita InsertedTool: 6mm MachineModel: HP2071F InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.4 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: KK MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1010 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1301 9324 1.38 2.47 1.11 3.04 3.11 2.29 1.10 4.01 6.00 KK metal es01.txt 9325 1.21 2.32 0.90 2.77 2.70 1.92 1.09 3.49 6.00 KK metal es02.txt 9326 1.27 2.19 0.79 2.66 2.64 1.72 1.02 3.31 7.00 KK metal es03.txt 9327 1.31 2.41 0.84 2.87 2.69 1.73 1.01 3.35 7.50 KK metal es04.txt 9328 1.40 2.50 0.86 2.99 2.77 1.73 1.05 3.43 7.25 KK metal es05.txt 9329 1.48 1.45 0.94 2.28 2.31 1.64 0.80 2.95 20.50 KK metal mm01.tx 9330 1.27 1.23 0.76 1.92 1.88 1.37 0.71 2.43 38.00 KK metal mm02.tx 9331 1.61 1.59 1.01 2.48 2.36 1.65 0.83 3.00 13.00 KK metal mm03.tx 9332 1.39 1.66 0.78 2.30 2.56 2.06 1.31 3.54 14.50 KK metal mm04.tx 9333 1.20 1.41 0.77 2.01 2.07 1.10 0.77 2.47 13.50 KK metal mm05.tx 9334 1.19 2.00 1.10 2.58 2.67 1.17 0.89 3.05 11.75 KK metal sh01.txt 9335 1.87 2.96 1.03 3.65 3.27 1.74 1.01 3.84 6.75 KK metal sh02.txt 9336 2.19 3.22 1.36 4.13 3.42 2.45 1.39 4.43 6.25 KK metal sh03.txt 9337 1.97 3.14 0.86 3.81 3.53 2.05 0.93 4.19 6.25 KK metal sh04.txt 9338 1.86 3.10 0.85 3.71 3.52 1.95 1.03 4.16 5.25 KK metal sh05.txt
Count: 15 Total: 169.50 seconds
Mean: 1.51 2.24 0.93 2.88 2.77 1.77 1.00 3.44 Stdev: 0.31 0.65 0.16 0.66 0.49 0.36 0.18 0.59 Highest hand ahw
Time to EAV: 6:02 4:13 Time to ELV: 0:08 16:52 3.4 ± 0.6 m/s²
A(8):
25%ile 1.27 1.63 0.81 2.39 2.46 1.64 0.86 3.02 Median: 1.39 2.32 0.86 2.77 2.69 1.73 1.01 3.43 Highest hand 75%ile
75%ile 1.73 2.73 1.02 3.34 3.19 2.00 1.07 3.93 IQ range 0.46 1.10 0.21 0.95 0.73 0.36 0.21 0.90 3.9m/s²
Time to EAV: 6:32 4:14 Time to ELV: 2:08 16:57
A(8):
Time-weighted mean: 1.43 1.89 0.89 2.55 2.50 1.64 0.92 3.14 Stdev: 0.49 0.89 0.28 0.98 0.86 0.57 0.31 1.04

Page 65 of 108
KK Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1300 DateOfVisit: 24/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Drilling Concrete ProcessNotes:
MachineManufacturer: Makita InsertedTool: 8mm MachineModel: HP2071F InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.4 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: KK MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1010 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1300 9308 3.22 4.00 5.17 7.28 5.39 6.21 5.46 9.87 11.00 KK conc es01.txt 9309 3.03 4.01 4.92 7.04 5.31 6.41 5.27 9.85 10.75 KK conc es02.txt 9310 3.16 4.18 5.00 7.25 5.22 6.09 5.11 9.50 11.00 KK conc es03.txt 9311 3.13 4.41 4.62 7.11 5.77 6.28 5.41 10.10 11.00 KK conc es04.txt 9312 3.45 4.40 5.04 7.52 5.65 6.26 5.66 10.16 9.00 KK conc es05.txt 9313 3.18 4.22 4.76 7.11 6.97 7.18 5.62 11.47 16.00 KK conc mm01.txt 9314 2.94 3.88 4.96 6.95 5.67 6.60 5.24 10.15 13.25 KK conc mm02.txt 9315 3.15 3.95 4.87 7.02 6.25 6.68 5.33 10.59 16.75 KK conc mm03.txt 9316 3.04 3.78 4.77 6.80 5.95 6.63 5.22 10.32 13.75 KK conc mm04.txt 9317 3.21 3.98 5.05 7.18 5.78 6.41 5.30 10.13 9.50 KK conc mm05.txt 9318 3.34 4.01 4.97 7.21 4.62 5.92 4.93 8.98 21.75 KK conc sh01.txt 9319 3.85 4.44 5.60 8.12 4.85 6.34 5.29 9.58 12.50 KK conc sh02.txt 9320 3.64 4.40 5.49 7.93 5.17 6.08 5.09 9.46 12.75 KK conc sh03.txt 9321 3.95 4.45 5.97 8.43 5.13 5.99 5.36 9.53 9.50 KK conc sh04.txt 9322 3.89 4.33 5.98 8.35 4.73 6.07 5.36 9.38 9.75 KK conc sh05.txt
Count: 15 Total: 188.25 seconds
Mean: 3.35 4.16 5.14 7.42 5.50 6.34 5.31 9.94 Stdev: 0.32 0.22 0.41 0.51 0.59 0.32 0.18 0.58 Highest hand ahw
Time to EAV: 0:54 0:30 Time to ELV: 3:37 2:01 9.9 ± 0.6 m/s²
A(8):
25%ile 3.14 3.99 4.90 7.07 5.15 6.08 5.23 9.52 Median: 3.21 4.18 5.00 7.21 5.39 6.28 5.30 9.87 Highest hand 75%ile
75%ile 3.55 4.40 5.33 7.72 5.78 6.50 5.39 10.15 IQ range 0.40 0.41 0.43 0.65 0.63 0.42 0.16 0.64 10.2m/s²
Time to EAV: 0:57 0:30 Time to ELV: 3:51 2:03
A(8):
Time-weighted mean: 3.32 4.14 5.11 7.37 5.51 6.36 5.29 9.95 Stdev: 0.92 1.09 1.38 1.97 1.54 1.67 1.38 2.63

Page 66 of 108
LL Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1303 DateOfVisit: 24/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Drilling Metal ProcessNotes:
MachineManufacturer: Metabo InsertedTool: 6mm MachineModel: SBE 750 InsertedToolManufacturer: MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.3 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: LL MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 750 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1303 9356 2.86 3.69 1.87 5.03 5.55 4.38 1.49 7.23 6.25 LL metal es01.txt 9357 3.03 3.99 1.94 5.37 5.96 4.71 1.57 7.76 4.75 LL metal es02.txt 9358 2.88 3.88 1.81 5.16 5.85 4.58 1.45 7.57 5.25 LL metal es03.txt 9359 2.84 3.63 1.76 4.93 5.55 4.32 1.33 7.15 5.50 LL metal es04.txt 9360 2.97 3.79 1.79 5.14 5.86 4.35 1.33 7.42 5.00 LL metal es05.txt 9361 2.59 3.66 2.16 4.97 5.18 4.07 1.43 6.74 5.75 LL metal mm01.txt 9362 2.75 3.83 2.29 5.25 5.01 4.34 1.54 6.80 5.75 LL metal mm02.txt 9363 2.66 4.19 2.23 5.44 6.24 4.69 1.71 7.99 6.75 LL metal mm03.txt 9364 2.80 3.34 1.90 4.75 5.06 4.60 1.56 7.01 5.75 LL metal mm04.txt 9365 2.87 4.25 2.68 5.78 6.69 5.18 1.68 8.62 4.50 LL metal mm05.txt 9366 2.83 2.40 1.40 3.97 4.27 2.91 1.37 5.34 4.75 LL metal sh01.txt 9367 3.64 4.82 1.91 6.33 6.55 5.24 1.59 8.53 4.25 LL metal sh02.txt 9368 3.78 5.05 2.01 6.61 6.93 5.15 1.72 8.80 4.00 LL metal sh03.txt 9369 3.69 5.07 1.95 6.57 7.08 5.18 1.51 8.90 4.25 LL metal sh04.txt 9370 2.91 3.83 1.46 5.03 5.72 4.11 1.51 7.20 5.75 LL metal sh05.txt
Count: 15 Total: 78.25 seconds
Mean: 3.01 3.96 1.94 5.36 5.83 4.52 1.52 7.54 Stdev: 0.36 0.66 0.31 0.69 0.75 0.57 0.12 0.91 Highest hand ahw
Time to EAV: 1:44 0:52 Time to ELV: 6:58 3:31 7.5 ± 0.9 m/s²
A(8):
25%ile 2.82 3.67 1.80 5.00 5.36 4.33 1.44 7.08 Median: 2.87 3.83 1.91 5.16 5.85 4.58 1.51 7.42 Highest hand 75%ile
75%ile 3.00 4.22 2.08 5.61 6.39 4.93 1.58 8.26 IQ range 0.18 0.55 0.28 0.61 1.03 0.60 0.14 1.18 8.3m/s²
Time to EAV: 1:52 0:54 Time to ELV: 7:29 3:38
A(8):
Time-weighted mean: 2.96 3.92 1.94 5.30 5.78 4.49 1.52 7.48 Stdev: 0.85 1.21 0.59 1.53 1.67 1.29 0.41 2.14

Page 67 of 108
LL Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1302 DateOfVisit: 24/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Drilling Concrete ProcessNotes:
MachineManufacturer: Metabo InsertedTool: 8mm MachineModel: SBE 750 InsertedToolManufacturer: Metabo MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.3 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: LL MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 750 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1302 9340 7.48 8.79 10.07 15.32 6.51 7.77 17.49 20.21 14.00 LL conc es01.txt 9341 8.48 9.85 11.17 17.14 8.23 8.82 18.78 22.32 9.00 LL conc es02.txt 9342 8.26 9.37 11.37 16.89 7.24 7.82 17.89 20.82 9.75 LL conc es03.txt 9343 7.52 8.42 10.41 15.35 6.93 7.25 16.96 19.70 11.25 LL conc es04.txt 9344 7.35 8.24 10.38 15.16 6.42 7.44 17.06 19.69 11.00 LL conc es05.txt 9345 6.12 6.44 7.92 11.90 4.94 9.08 10.48 14.72 14.00 LL conc mm01.txt 9346 6.28 7.53 8.40 12.91 5.50 9.67 12.02 16.38 14.25 LL conc mm02.txt 9347 6.33 7.20 8.41 12.75 6.15 8.84 12.44 16.45 12.75 LL conc mm03.txt 9348 6.57 7.98 9.17 13.82 5.95 9.29 13.22 17.22 12.25 LL conc mm04.txt 9349 6.96 8.13 9.40 14.24 6.14 9.12 14.06 17.85 12.50 LL conc mm05.txt 9350 8.23 8.81 11.64 16.76 6.50 9.56 16.78 20.38 9.75 LL conc sh01.txt 9351 7.64 8.04 11.71 16.13 5.71 8.76 15.82 18.96 10.00 LL conc sh02.txt 9352 7.31 8.42 11.64 16.12 5.52 8.36 16.27 19.11 13.00 LL conc sh03.txt 9353 7.76 8.74 11.65 16.51 5.91 7.60 17.20 19.71 11.25 LL conc sh04.txt 9354 7.99 8.94 11.61 16.69 6.52 7.51 17.68 20.29 11.25 LL conc sh05.txt
Count: 15 Total: 176.00 seconds
Mean: 7.35 8.33 10.33 15.18 6.28 8.46 15.61 18.92 Stdev: 0.73 0.82 1.32 1.63 0.77 0.80 2.43 1.95 Highest hand ahw
Time to EAV: 0:13 0:08 Time to ELV: 0:52 0:33 18.9 ± 1.9 m/s²
A(8):
25%ile 6.76 8.01 9.28 14.03 5.81 7.68 13.64 17.53 Median: 7.48 8.42 10.41 15.35 6.15 8.76 16.78 19.69 Highest hand 75%ile
75%ile 7.88 8.80 11.63 16.60 6.51 9.10 17.35 20.25 IQ range 1.11 0.79 2.34 2.57 0.70 1.41 3.70 2.72 20.3m/s²
Time to EAV: 0:12 0:07 Time to ELV: 0:50 0:30
A(8):
Time-weighted mean: 7.27 8.25 10.20 15.01 6.21 8.48 15.38 18.72 Stdev: 2.02 2.28 2.95 4.21 1.78 2.33 4.66 5.22

Page 68 of 108
MM Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1305 DateOfVisit: 24/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Drilling Metal ProcessNotes:
MachineManufacturer: Bosch InsertedTool: 6mm MachineModel: GSB 20-2 RE InsertedToolManufacturer: Bosch MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.3 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: MM MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 800 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1305 9388 2.30 3.24 1.27 4.17 3.48 3.26 1.52 5.00 9.50 MM metal es01.txt 9389 2.17 3.54 1.52 4.42 4.02 3.61 1.43 5.59 8.00 MM metal es02.txt 9390 2.28 3.47 1.55 4.43 4.24 3.62 1.55 5.78 8.50 MM metal es03.txt 9391 2.10 2.79 1.26 3.71 3.31 3.40 1.46 4.97 9.50 MM metal es04.txt 9392 2.23 2.99 1.38 3.98 3.49 3.61 1.41 5.21 8.00 MM metal es05.txt 9393 2.06 2.25 1.48 3.39 2.98 4.88 1.85 6.01 16.00 MM metal mm01.tx 9394 2.38 2.51 1.48 3.77 3.34 5.41 2.05 6.68 8.00 MM metal mm02.tx 9395 2.82 2.83 1.58 4.30 3.43 5.85 2.25 7.14 6.25 MM metal mm03.tx 9396 1.58 1.87 1.08 2.67 2.71 4.07 1.88 5.23 15.25 MM metal mm04.tx 9397 3.06 3.71 2.18 5.28 4.61 5.00 1.88 7.06 6.75 MM metal mm05.tx 9398 1.87 2.53 1.59 3.53 2.97 3.11 1.37 4.52 13.00 MM metal sh01.txt 9399 1.87 3.25 1.78 4.15 3.49 3.45 1.37 5.10 13.25 MM metal sh02.txt 9400 1.84 3.55 2.05 4.49 3.80 3.75 1.29 5.49 9.00 MM metal sh03.txt 9401 1.70 2.45 1.81 3.49 2.68 3.50 1.15 4.55 7.50 MM metal sh04.txt 9402 2.01 3.96 2.02 4.88 3.90 4.11 1.34 5.83 6.25 MM metal sh05.txt
Count: 15 Total: 144.75 seconds
Mean: 2.15 2.99 1.60 4.04 3.50 4.04 1.59 5.61 Stdev: 0.38 0.58 0.30 0.63 0.53 0.81 0.31 0.80 Highest hand ahw
Time to EAV: 3:03 1:35 Time to ELV: 12:14 6:21 5.6 ± 0.8 m/s²
A(8):
25%ile 1.87 2.52 1.43 3.62 3.15 3.47 1.37 5.05 Median: 2.10 2.99 1.55 4.15 3.48 3.62 1.46 5.49 Highest hand 75%ile
75%ile 2.29 3.50 1.80 4.43 3.85 4.50 1.87 5.92 IQ range 0.42 0.98 0.37 0.81 0.70 1.02 0.50 0.87 5.9m/s²
Time to EAV: 2:54 1:39 Time to ELV: 11:36 6:37
A(8):
Time-weighted mean: 2.08 2.88 1.56 3.90 3.40 3.99 1.59 5.51 Stdev: 0.66 0.95 0.51 1.19 1.03 1.31 0.51 1.63

Page 69 of 108
MM Dateofentrytodatabase: 10-Aug-10 PrintDate 27-Aug-10
MainID: 1304 DateOfVisit: 24/05/10 LocationName: HSL Buxton Occupation: Scientist Process: Drilling Concrete ProcessNotes:
MachineManufacturer: Bosch InsertedTool: 8mm MachineModel: GSB 20-2 RE InsertedToolManufacturer: Bosch MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.3 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: MM MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 800 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1304 9372 2.70 3.41 5.52 7.02 5.06 6.05 5.80 9.79 11.75 MM conc es01.txt 9373 2.83 3.16 5.48 6.93 5.10 6.21 5.75 9.88 10.25 MM conc es02.txt 9374 2.59 3.15 5.35 6.73 5.24 6.43 5.56 9.98 12.00 MM conc es03.txt 9375 2.66 3.20 5.25 6.70 5.16 6.25 5.64 9.87 13.00 MM conc es04.txt 9376 2.74 3.38 5.39 6.93 5.40 6.44 5.66 10.14 12.00 MM conc es05.txt 9377 2.93 3.58 5.30 7.03 5.18 6.81 5.08 9.96 12.25 MM conc mm01.tx 9378 2.59 3.01 5.33 6.65 4.74 6.63 5.22 9.68 12.50 MM conc mm02.tx 9379 2.68 3.34 5.50 6.97 5.40 7.10 5.46 10.45 14.00 MM conc mm03.tx 9380 2.73 3.13 5.74 7.09 4.57 6.70 5.62 9.86 9.75 MM conc mm04.tx 9381 2.67 3.19 5.57 6.95 5.37 7.02 5.45 10.38 11.50 MM conc mm05.tx 9382 3.23 3.50 6.52 8.07 5.13 6.47 7.68 11.28 8.00 MM conc sh01.txt 9383 2.94 3.47 5.91 7.46 5.47 6.89 6.78 11.11 7.25 MM conc sh02.txt 9384 2.90 3.63 5.83 7.46 5.71 7.42 6.08 11.16 9.00 MM conc sh03.txt 9385 2.93 3.37 5.98 7.47 5.48 7.08 6.31 10.95 7.75 MM conc sh04.txt 9386 2.72 3.33 5.73 7.16 5.75 6.93 6.12 10.89 8.75 MM conc sh05.txt
Count: 15 Total: 159.75 seconds
Mean: 2.79 3.33 5.63 7.11 5.25 6.69 5.88 10.36 Stdev: 0.16 0.17 0.33 0.36 0.31 0.37 0.64 0.55 Highest hand ahw
Time to EAV: 0:59 0:27 Time to ELV: 3:57 1:51 10.4 ± 0.6 m/s²
A(8):
25%ile 2.67 3.18 5.37 6.93 5.11 6.43 5.51 9.88 Median: 2.73 3.34 5.52 7.02 5.24 6.70 5.66 10.14 Highest hand 75%ile
75%ile 2.92 3.44 5.79 7.31 5.44 6.98 6.10 10.92 IQ range 0.24 0.26 0.42 0.38 0.32 0.54 0.59 1.05 10.9m/s²
Time to EAV: 1:00 0:29 Time to ELV: 4:03 1:56
A(8):
Time-weighted mean: 2.77 3.31 5.58 7.05 5.23 6.67 5.79 10.28 Stdev: 0.73 0.87 1.48 1.86 1.39 1.76 1.63 2.71

Page 70 of 108
APPENDIX F: FIELD MEASUREMENT RESULTS SITE #2
CC Dateofentrytodatabase: 11-Aug-10 PrintDate 27-Aug-10
MainID: 1334 DateOfVisit: 20/07/10 LocationName: SIG SCP Occupation: Process: Drilling Metal ProcessNotes:
MachineManufacturer: InsertedTool: 6mm MachineModel: InsertedToolManufacturer: Clarke MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 3.4 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: CC MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1050 ShotsPerDay: MachinePower source: Electric 240V DailyExposureTime: MachineNotes:
Clarke CHD1050
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1334 9648 1.64 1.37 1.19 2.44 2.11 2.15 1.54 3.38 39.50 CC metal es01.txt 9649 1.81 1.44 1.19 2.60 2.22 1.95 1.45 3.30 25.25 CC metal es02.txt 9650 1.86 1.42 1.17 2.62 2.25 1.87 1.47 3.27 27.25 CC metal es03.txt 9651 1.57 1.43 1.26 2.47 2.46 1.96 1.48 3.47 28.25 CC metal es04.txt 9652 1.65 1.29 1.19 2.40 2.44 1.86 1.40 3.37 34.25 CC metal es05.txt 9653 2.60 1.56 1.45 3.36 2.76 2.97 2.14 4.58 33.75 CC metal gh01.txt 9654 2.59 1.78 1.52 3.49 2.67 3.42 2.27 4.90 25.75 CC metal gh02.txt 9655 2.61 1.86 1.59 3.57 2.73 3.45 2.32 4.98 36.50 CC metal gh03.txt 9656 2.09 1.78 1.37 3.06 2.54 2.94 1.93 4.34 52.25 CC metal gh04.txt 9657 1.43 1.63 1.01 2.40 2.52 2.70 1.71 4.07 54.75 CC metal gh05.txt 9658 2.51 1.61 1.18 3.21 2.61 2.85 2.27 4.48 16.25 CC metal tg01.txt 9659 2.51 1.62 1.22 3.22 2.27 2.58 2.13 4.05 17.25 CC metal tg02.txt 9660 2.83 1.71 1.30 3.55 2.38 3.13 2.48 4.65 15.75 CC metal tg03.txt 9661 2.52 1.50 1.22 3.17 2.10 2.63 2.13 3.98 19.75 CC metal tg04.txt 9662 2.53 1.58 1.27 3.24 2.19 2.71 2.20 4.12 20.25 CC metal tg05.txt
Count: 15 Total: 446.75 seconds
Mean: 2.18 1.57 1.28 2.99 2.42 2.61 1.93 4.06 Stdev: 0.46 0.16 0.14 0.43 0.21 0.52 0.37 0.57 Highest hand ahw
Time to EAV: 5:36 3:01 Time to ELV: 22:24 12:07 4.1 ± 0.6 m/s²
A(8):
25%ile 1.73 1.43 1.19 2.54 2.24 2.05 1.51 3.43 Median: 2.51 1.58 1.22 3.17 2.44 2.70 2.13 4.07 Highest hand 75%ile
75%ile 2.56 1.67 1.33 3.30 2.57 2.95 2.23 4.53 IQ range 0.83 0.24 0.15 0.77 0.34 0.90 0.72 1.10 4.5m/s²
Time to EAV: 4:57 3:01 Time to ELV: 19:51 12:04
A(8):
Time-weighted mean: 2.08 1.58 1.27 2.92 2.44 2.61 1.87 4.05 Stdev: 0.71 0.44 0.36 0.87 0.67 0.85 0.61 1.19

Page 71 of 108
CC Dateofentrytodatabase: 11-Aug-10 PrintDate 27-Aug-10
MainID: 1333 DateOfVisit: 20/07/10 LocationName: SIG SCP Occupation: Process: Drilling Concrete ProcessNotes:
MachineManufacturer: Clarke InsertedTool: 8mm MachineModel: CHD1050 InsertedToolManufacturer: Clarke MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 3.4 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: CC MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1050 ShotsPerDay: MachinePower source: Electric 240V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1333 9633 4.34 4.51 8.29 10.39 4.73 4.88 5.68 8.86 12.25 CC conc es01.txt 9634 4.09 4.48 9.03 10.87 4.77 6.51 6.15 10.15 9.25 CC conc es02.txt 9635 4.46 4.66 9.19 11.23 6.13 7.10 6.59 11.46 9.50 CC conc es03.txt 9636 4.17 5.07 8.80 10.98 5.25 5.10 5.13 8.94 9.00 CC conc es04.txt 9637 4.64 4.55 8.80 10.94 5.11 5.61 5.19 9.20 10.00 CC conc es05.txt 9638 3.44 4.67 6.78 8.93 5.69 4.83 5.66 9.37 13.25 CC conc gh01.txt 9639 4.68 4.82 8.81 11.08 5.03 4.69 5.81 9.00 8.50 CC conc gh02.txt 9640 4.60 5.40 8.59 11.15 5.90 4.87 6.50 10.04 12.25 CC conc gh03.txt 9641 4.74 4.52 8.15 10.45 4.62 4.74 5.89 8.86 9.50 CC conc gh04.txt 9642 4.37 5.44 8.28 10.83 6.41 4.75 5.65 9.77 8.75 CC conc gh05.txt 9643 5.77 5.78 8.69 11.92 5.89 5.84 7.40 11.11 6.75 CC conc tg01.txt 9644 5.39 5.56 9.64 12.36 6.42 6.39 6.62 11.22 5.25 CC conc tg02.txt 9645 5.26 5.64 9.30 12.08 5.70 5.28 6.54 10.16 5.25 CC conc tg03.txt 9646 5.18 5.43 9.56 12.16 5.18 5.69 6.11 9.83 5.75 CC conc tg04.txt 9647 5.55 6.04 9.95 12.89 6.06 5.97 7.01 11.02 8.50 CC conc tg05.txt
Count: 15 Total: 133.75 seconds
Mean: 4.71 5.11 8.79 11.22 5.53 5.48 6.13 9.93 Stdev: 0.60 0.52 0.74 0.94 0.59 0.73 0.62 0.88 Highest hand ahw
Time to EAV: 0:23 0:30 Time to ELV: 1:35 2:01 11.2 ± 0.9 m/s²
A(8):
25%ile 4.36 4.60 8.44 10.85 5.07 4.85 5.67 9.10 Median: 4.64 5.07 8.80 11.08 5.69 5.28 6.11 9.83 Highest hand 75%ile
75%ile 5.22 5.50 9.25 12.00 5.98 5.90 6.56 10.59 IQ range 0.86 0.90 0.81 1.15 0.91 1.05 0.89 1.49 12.0m/s²
Time to EAV: 0:24 0:31 Time to ELV: 1:37 2:04
A(8):
Time-weighted mean: 4.59 5.02 8.65 11.02 5.49 5.41 6.06 9.83 Stdev: 1.34 1.40 2.36 3.00 1.53 1.58 1.69 2.69

Page 72 of 108
HH Dateofentrytodatabase: 11-Aug-10 PrintDate 27-Aug-10
MainID: 1335 DateOfVisit: 22/07/10 LocationName: SIG SCP Occupation: Process: Diamond core drilling - wet ProcessNotes:
MachineManufacturer: Hilti InsertedTool: 51mm Core MachineModel: DD-130 InsertedToolManufacturer: Hilti MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 7.1 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: HH MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1700 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1335 9663 3.22 1.98 3.84 5.39 7.62 4.50 3.36 9.47 61.00 HH d-c wet 51mm 9664 3.49 1.81 3.38 5.19 7.22 3.85 2.62 8.60 63.00 HH d-c wet 51mm 9665 3.46 1.82 3.70 5.39 8.57 4.34 2.98 10.05 60.50 HH d-c wet 51mm 9666 3.15 1.68 3.33 4.88 6.69 3.69 2.65 8.09 61.75 HH d-c wet 51mm 9667 3.61 1.64 3.29 5.15 7.09 3.88 2.59 8.49 61.00 HH d-c wet 51mm 9668 3.40 2.19 4.51 6.06 9.30 4.07 2.88 10.55 60.25 HH d-c wet 51mm 9669 3.40 2.28 5.13 6.56 9.92 4.81 3.11 11.45 60.25 HH d-c wet 51mm 9670 3.50 2.12 4.55 6.12 9.40 4.43 2.58 10.71 60.75 HH d-c wet 51mm 9671 3.49 2.15 3.74 5.56 6.69 4.46 2.79 8.51 60.50 HH d-c wet 51mm 9672 3.22 1.91 4.32 5.72 9.53 4.23 2.58 10.75 60.50 HH d-c wet 51mm 9673 2.25 1.53 3.22 4.22 6.35 3.21 2.26 7.46 59.75 HH d-c wet 51mm 9674 3.09 1.80 5.02 6.16 9.64 4.21 2.71 10.86 60.25 HH d-c wet 51mm 9675 3.58 1.85 5.04 6.45 9.90 4.57 2.78 11.25 60.25 HH d-c wet 51mm 9676 2.86 1.83 4.48 5.62 8.18 4.17 2.52 9.52 60.00 HH d-c wet 51mm 9677 2.53 1.51 3.31 4.43 6.09 3.33 2.31 7.32 60.50 HH d-c wet 51mm
Count: 15 Total: 910.25 seconds
Mean: 3.22 1.87 4.06 5.53 8.15 4.12 2.71 9.54 Stdev: 0.38 0.23 0.68 0.67 1.35 0.44 0.28 1.34 Highest hand ahw
Time to EAV: 1:38 0:32 Time to ELV: 6:32 2:11 9.5 ± 1.3 m/s²
A(8):
25%ile 3.12 1.74 3.36 5.17 6.89 3.87 2.58 8.50 Median: 3.40 1.83 3.84 5.56 8.18 4.21 2.65 9.52 Highest hand 75%ile
75%ile 3.49 2.05 4.53 6.09 9.47 4.45 2.83 10.73 IQ range 0.38 0.31 1.17 0.92 2.58 0.58 0.25 2.23 10.7m/s²
Time to EAV: 1:37 0:33 Time to ELV: 6:28 2:12
A(8):
Time-weighted mean: 3.22 1.87 4.05 5.53 8.14 4.12 2.72 9.53 Stdev: 0.91 0.53 1.25 1.57 2.50 1.15 0.75 2.80

Page 73 of 108
HH Dateofentrytodatabase: 11-Aug-10 PrintDate 27-Aug-10
MainID: 1336 DateOfVisit: 22/07/10 LocationName: SIG SCP Occupation: Process: Diamond core drilling - wet ProcessNotes:
MachineManufacturer: Hilti InsertedTool: 25mm Core MachineModel: DD-130 InsertedToolManufacturer: Hilti MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 7.1 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: HH MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1700 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1336 9678 2.52 1.79 3.51 4.68 5.61 4.20 2.34 7.39 60.50 HH d-c wet 25mm 9679 2.70 1.55 3.48 4.67 5.80 3.72 2.21 7.23 61.00 HH d-c wet 25mm 9680 2.93 1.55 3.07 4.52 4.46 3.98 2.75 6.58 65.25 HH d-c wet 25mm 9681 3.04 1.69 2.52 4.29 3.99 4.40 2.53 6.46 61.25 HH d-c wet 25mm 9682 2.83 1.56 2.71 4.22 3.76 4.02 2.12 5.90 60.75 HH d-c wet 25mm 9683 2.03 1.12 1.36 2.69 2.79 2.71 1.87 4.32 61.00 HH d-c wet 25mm 9684 2.40 1.29 2.08 3.43 3.34 3.23 2.14 5.12 60.75 HH d-c wet 25mm 9685 2.52 1.21 1.53 3.19 2.92 2.86 2.02 4.55 60.50 HH d-c wet 25mm 9686 2.42 1.42 1.74 3.30 3.26 3.32 2.26 5.18 60.50 HH d-c wet 25mm 9687 2.58 1.55 3.21 4.40 4.25 3.44 2.46 6.00 60.75 HH d-c wet 25mm 9688 1.24 0.96 1.70 2.32 3.26 2.04 1.85 4.27 61.25 HH d-c wet 25mm 9689 1.42 1.07 1.65 2.43 3.06 2.24 1.90 4.24 60.50 HH d-c wet 25mm 9690 1.67 1.21 2.11 2.95 3.63 2.92 2.23 5.17 60.25 HH d-c wet 25mm 9691 1.64 1.13 1.54 2.52 3.19 3.01 2.15 4.88 60.50 HH d-c wet 25mm 9692 1.59 1.20 1.93 2.78 3.45 3.05 2.22 5.11 60.50 HH d-c wet 25mm
Count: 15 Total: 915.25 seconds
Mean: 2.24 1.35 2.28 3.49 3.78 3.28 2.20 5.49 Stdev: 0.57 0.24 0.72 0.85 0.88 0.67 0.24 1.01 Highest hand ahw
Time to EAV: 4:06 1:39 Time to ELV: 16:24 6:37 5.5 ± 1.0 m/s²
A(8):
25%ile 1.65 1.17 1.68 2.73 3.22 2.89 2.07 4.72 Median: 2.42 1.29 2.08 3.30 3.45 3.23 2.21 5.17 Highest hand 75%ile
75%ile 2.64 1.55 2.89 4.35 4.12 3.85 2.30 6.23 IQ range 0.99 0.38 1.21 1.61 0.90 0.96 0.23 1.51 6.2m/s²
Time to EAV: 4:34 1:52 Time to ELV: 18:19 7:29
A(8):
Time-weighted mean: 2.24 1.35 2.28 3.50 3.79 3.28 2.21 5.50 Stdev: 0.81 0.42 0.93 1.24 1.32 1.08 0.62 1.74

Page 74 of 108
II Dateofentrytodatabase: 11-Aug-10 PrintDate 27-Aug-10
MainID: 1338 DateOfVisit: 20/07/10 LocationName: SIG SCP Occupation: Process: Drilling Metal ProcessNotes:
MachineManufacturer: Makita InsertedTool: 6mm MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1338 9708 1.69 2.22 3.88 4.78 3.71 3.46 5.13 7.21 3.00 II metal es01.txt 9709 1.66 2.36 4.13 5.04 3.74 3.90 6.35 8.34 2.25 II metal es02.txt 9710 2.35 2.30 3.87 5.08 2.71 3.77 6.38 7.90 1.75 II metal es03.txt 9711 1.62 2.18 3.69 4.59 3.74 4.27 5.79 8.11 2.75 II metal es04.txt 9712 2.00 2.26 3.72 4.79 3.78 3.77 5.44 7.62 3.00 II metal es05.txt 9713 1.94 2.11 4.02 4.94 3.60 2.81 4.93 6.72 3.25 II metal gh01.txt 9714 1.98 2.16 4.13 5.06 3.07 2.60 4.90 6.34 3.75 II metal gh02.txt 9715 1.63 2.00 3.69 4.51 2.62 2.33 4.66 5.84 4.50 II metal gh03.txt 9716 1.54 1.98 3.55 4.34 2.65 2.46 4.51 5.78 4.50 II metal gh04.txt 9717 1.87 2.15 4.05 4.95 2.89 2.62 5.20 6.50 3.75 II metal gh05.txt 9718 1.35 2.58 1.50 3.27 5.86 2.96 2.59 7.06 1.25 II metal tg01.txt 9719 1.39 2.66 1.63 3.41 4.98 3.61 2.80 6.76 1.25 II metal tg02.txt 9720 1.52 2.76 1.68 3.57 4.61 3.71 2.73 6.52 1.50 II metal tg03.txt 9721 1.58 2.81 1.55 3.58 3.96 3.22 2.56 5.71 1.75 II metal tg04.txt 9722 1.55 3.28 1.66 3.99 4.48 3.83 2.85 6.55 1.25 II metal tg05.txt
Count: 15 Total: 39.50 seconds
Mean: 1.71 2.39 3.12 4.39 3.76 3.29 4.46 6.86 Stdev: 0.26 0.35 1.08 0.63 0.90 0.59 1.34 0.81 Highest hand ahw
Time to EAV: 2:35 1:03 Time to ELV: 10:21 4:14 6.9 ± 0.8 m/s²
A(8):
25%ile 1.54 2.16 1.67 3.78 2.98 2.72 2.82 6.42 Median: 1.63 2.26 3.69 4.59 3.74 3.46 4.90 6.72 Highest hand 75%ile
75%ile 1.90 2.62 3.95 4.94 4.22 3.77 5.32 7.42 IQ range 0.36 0.46 2.28 1.16 1.24 1.06 2.50 1.00 7.4m/s²
Time to EAV: 2:22 1:06 Time to ELV: 9:30 4:25
A(8):
Time-weighted mean: 1.74 2.26 3.46 4.56 3.46 3.12 4.74 6.76 Stdev: 0.52 0.69 1.44 1.35 1.30 1.01 1.84 1.92

Page 75 of 108
II Dateofentrytodatabase: 11-Aug-10 PrintDate 27-Aug-10
MainID: 1337 DateOfVisit: 20/07/10 LocationName: SIG SCP Occupation: Process: Drilling Concrete ProcessNotes:
MachineManufacturer: Makita InsertedTool: 8mm MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1337 9693 3.39 4.16 7.57 9.28 4.74 6.39 6.63 10.35 3.75 II conc es01.txt 9694 3.00 3.71 5.84 7.54 4.32 6.03 6.07 9.58 6.75 II conc es02.txt 9695 3.46 4.18 8.13 9.77 4.42 5.69 7.16 10.16 5.50 II conc es03.txt 9696 3.51 4.14 7.33 9.11 5.06 6.09 6.75 10.40 4.25 II conc es04.txt 9697 3.43 4.73 6.07 8.42 4.77 5.05 6.25 9.34 5.75 II conc es05.txt 9698 2.95 4.92 5.43 7.90 6.26 5.72 7.61 11.39 6.75 II conc gh01.txt 9699 2.84 5.12 4.27 7.25 5.01 5.85 6.61 10.15 5.50 II conc gh02.txt 9700 2.67 4.64 4.22 6.82 5.33 5.38 6.43 9.93 6.75 II conc gh03.txt 9701 2.98 5.09 5.44 8.02 4.40 5.69 7.24 10.21 6.00 II conc gh04.txt 9702 2.98 4.60 5.59 7.83 4.84 5.44 6.40 9.70 7.75 II conc gh05.txt 9703 4.11 4.27 10.25 11.84 5.06 5.09 8.12 10.84 2.50 II conc tg01.txt 9704 3.83 3.66 8.15 9.72 4.64 5.44 8.25 10.92 1.75 II conc tg02.txt 9705 4.24 4.43 9.41 11.24 5.86 6.03 8.90 12.24 2.25 II conc tg03.txt 9706 4.26 4.82 9.64 11.59 6.18 6.49 9.76 13.25 2.25 II conc tg04.txt 9707 4.25 4.62 10.93 12.61 5.84 5.50 8.47 11.66 2.00 II conc tg05.txt
Count: 15 Total: 69.50 seconds
Mean: 3.46 4.47 7.22 9.26 5.12 5.72 7.38 10.68 Stdev: 0.54 0.43 2.09 1.77 0.62 0.41 1.07 1.04 Highest hand ahw
Time to EAV: 0:34 0:26 Time to ELV: 2:19 1:45 10.7 ± 1.0 m/s²
A(8):
25%ile 2.98 4.17 5.51 7.86 4.69 5.44 6.52 10.04 Median: 3.43 4.60 7.33 9.11 5.01 5.69 7.16 10.35 Highest hand 75%ile
75%ile 3.97 4.78 8.78 10.50 5.58 6.03 8.19 11.16 IQ range 0.99 0.61 3.27 2.64 0.89 0.58 1.67 1.11 11.2m/s²
Time to EAV: 0:36 0:27 Time to ELV: 2:24 1:51
A(8):
Time-weighted mean: 3.25 4.52 6.44 8.60 5.03 5.69 7.02 10.36 Stdev: 1.02 1.25 2.78 2.91 1.44 1.53 2.13 2.89

Page 76 of 108
II Dateofentrytodatabase: 11-Aug-10 PrintDate 27-Aug-10
MainID: 1340 DateOfVisit: 21/07/10 LocationName: SIG SCP Occupation: Process: Diamond core drilling - dry (dust ext) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 107mm Core MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1340 9732 9733
2.65 3.26 1.87 2.41 2.89 2.20
4.60 4.36
4.69 4.16 3.46 5.28 4.32 3.92
7.16 7.87
31.50 30.50
II d-c-ext 107mm e II d-c-ext 107mm e
9734 9735
3.49 3.80 2.33 3.81 4.19 2.53
5.66 6.20
5.13 4.94 4.19 6.37 5.08 5.16
8.27 9.65
30.50 30.00
II d-c-ext 107mm e II d-c-ext 107mm g
9736 9737
3.31 3.64 3.31 2.91 3.66 1.71
5.93 4.97
5.22 4.66 3.80 7.17 4.84 4.18
7.96 9.61
30.25 30.75
II d-c-ext 107mm g II d-c-ext 107mm g
9738 9739
4.03 2.73 2.66 3.95 2.81 2.96
5.55 5.67
6.31 5.74 4.67 6.24 4.86 4.03
9.73 8.88
29.75 30.25
II d-c-ext 107mm tg II d-c-ext 107mm tg
9740 4.35 3.27 3.19 6.30 8.24 5.81 4.43 11.01 30.25 II d-c-ext 107mm tg Count: 9 Total: 273.75 seconds
Mean: 3.43 3.36 2.53 5.47 6.07 4.93 4.21 8.90 Stdev: 0.63 0.47 0.53 0.65 1.07 0.53 0.47 1.13 Highest hand ahw
Time to EAV: 1:40 0:37 Time to ELV: 6:40 2:31 8.9 ± 1.1 m/s²
A(8):
25%ile 2.91 2.89 2.20 4.97 5.22 4.66 3.92 7.96 Median: 3.49 3.27 2.53 5.66 6.24 4.86 4.18 8.88 Highest hand 75%ile
75%ile 3.95 3.66 2.96 5.93 6.37 5.08 4.43 9.65 IQ range 1.04 0.76 0.76 0.96 1.15 0.42 0.51 1.69 9.6m/s²
Time to EAV: 1:33 0:38 Time to ELV: 6:14 2:32
A(8):
Time-weighted mean: 3.43 3.36 2.52 5.47 6.07 4.93 4.20 8.89 Stdev: 1.30 1.21 0.99 1.93 2.29 1.73 1.48 3.17

Page 77 of 108
II Dateofentrytodatabase: 11-Aug-10 PrintDate 27-Aug-10
MainID: 1341 DateOfVisit: 21/07/10 LocationName: SIG SCP Occupation: Process: Diamond core drilling - dry (general) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 107mm Core MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1341 9741 9742
1.79 2.78 2.16 3.14 2.77 2.66
3.95 4.97
3.50 4.76 3.82 3.57 4.34 3.26
7.04 6.50
30.75 30.75
II d-c gen 107mm e II d-c gen 107mm e
9743 9744
3.05 3.65 2.81 3.91 4.14 2.26
5.52 6.13
4.26 5.24 3.93 5.93 5.95 5.04
7.81 9.80
30.75 30.25
II d-c gen 107mm e II d-c gen 107mm g
9745 9746
4.57 3.60 1.98 3.59 3.74 2.80
6.15 5.89
5.55 4.20 3.46 5.63 5.33 4.35
7.78 8.89
30.25 31.00
II d-c gen 107mm g II d-c gen 107mm g
9747 9748
3.52 3.90 4.17 3.58 4.70 3.63
6.70 6.93
6.09 5.57 4.76 6.28 5.60 4.31
9.53 9.45
30.50 30.50
II d-c gen 107mm t II d-c gen 107mm t
9749 2.86 3.57 2.60 5.26 5.84 5.32 4.16 8.93 31.50 II d-c gen 107mm t Count: 9 Total: 276.25 seconds
Mean: 3.33 3.65 2.79 5.72 5.18 5.15 4.12 8.41 Stdev: 0.73 0.57 0.67 0.87 1.03 0.56 0.54 1.11 Highest hand ahw
Time to EAV: 1:31 0:42 Time to ELV: 6:06 2:49 8.4 ± 1.1 m/s²
A(8):
25%ile 3.05 3.57 2.26 5.26 4.26 4.76 3.82 7.78 Median: 3.52 3.65 2.66 5.89 5.63 5.32 4.16 8.89 Highest hand 75%ile
75%ile 3.59 3.90 2.81 6.15 5.93 5.57 4.35 9.45 IQ range 0.55 0.33 0.55 0.89 1.67 0.81 0.53 1.67 9.4m/s²
Time to EAV: 1:26 0:37 Time to ELV: 5:45 2:31
A(8):
Time-weighted mean: 3.33 3.65 2.79 5.72 5.18 5.15 4.12 8.41 Stdev: 1.33 1.34 1.14 2.09 2.01 1.80 1.48 3.01

Page 78 of 108
II Dateofentrytodatabase: 11-Aug-10 PrintDate 27-Aug-10
MainID: 1339 DateOfVisit: 21/07/10 LocationName: SIG SCP Occupation: Process: Diamond core drilling - dry (dust ext) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 91mm Core MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1339 9723 2.76 2.14 1.42 3.77 3.53 3.19 2.33 5.30 31.25 II d-c-ext 91mm (3 9724 9725
2.46 2.07 1.31 2.97 3.01 2.52
3.47 4.93
4.06 3.54 2.48 3.71 4.63 3.50
5.93 6.89
31.00 31.50
II d-c-ext 91mm (3 II d-c-ext 91mm (3
9726 2.00 3.08 1.29 3.89 3.19 2.76 2.17 4.74 30.75 II d-c-ext 91mm (3 9727 2.21 2.47 1.56 3.67 3.81 2.82 2.06 5.17 33.25 II d-c-ext 91mm (3 9728 9729
1.88 2.31 1.07 2.75 2.63 2.92
3.16 4.80
3.43 2.97 2.11 4.64 3.75 3.24
5.00 6.79
30.50 30.25
II d-c-ext 91mm (3 II d-c-ext 91mm (3
9730 9731
3.94 3.33 2.87 4.99 4.30 2.53
5.90 7.05
4.17 2.94 2.80 5.32 4.58 3.65
5.82 7.91
30.50 30.25
II d-c-ext 91mm (3 II d-c-ext 91mm (3
Count: 9 Total: 279.25 seconds
Mean: 2.89 2.82 1.94 4.52 3.98 3.46 2.70 5.95 Stdev: 0.94 0.67 0.71 1.21 0.62 0.68 0.58 0.99 Highest hand ahw
Time to EAV: 2:27 1:24 Time to ELV: 9:48 5:38 6.0 ± 1.0 m/s²
A(8):
25%ile 2.21 2.31 1.31 3.67 3.53 2.94 2.17 5.17 Median: 2.75 2.63 1.56 3.89 3.81 3.19 2.48 5.82 Highest hand 75%ile
75%ile 2.97 3.08 2.53 4.93 4.17 3.75 3.24 6.79 IQ range 0.76 0.77 1.22 1.26 0.64 0.81 1.08 1.62 6.8m/s²
Time to EAV: 3:17 1:28 Time to ELV: 13:11 5:53
A(8):
Time-weighted mean: 2.88 2.81 1.94 4.50 3.98 3.46 2.70 5.94 Stdev: 1.34 1.15 0.96 1.93 1.47 1.34 1.07 2.21

Page 79 of 108
II Dateofentrytodatabase: 11-Aug-10 PrintDate 27-Aug-10
MainID: 1342 DateOfVisit: 21/07/10 LocationName: SIG SCP Occupation: Process: Diamond core drilling - dry (general) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 91mm Core MachineModel: 8406C InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 4.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: II MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1400 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1342 9750 9751
2.95 3.98 1.99 3.50 3.02 2.92
5.34 5.46
6.39 3.73 3.55 3.62 2.86 2.75
8.21 5.37
30.50 30.50
II d-c gen 91mm es II d-c gen 91mm es
9752 9753
2.99 3.27 2.78 4.98 4.73 3.40
5.23 7.67
3.86 2.88 2.72 9.13 4.73 5.19
5.53 11.52
31.25 30.00
II d-c gen 91mm es II d-c gen 91mm g
9754 4.38 5.67 2.07 7.46 9.55 4.40 4.11 11.29 30.75 II d-c gen 91mm g 9755 9756 9757
2.32 3.23 1.90 3.26 3.57 2.43 3.21 3.65 2.22
4.41 5.41 5.34
3.65 2.58 2.85 4.54 3.38 2.83 4.40 3.59 2.67
5.30 6.33 6.28
30.25 30.00 30.25
II d-c gen 91mm g II d-c gen 91mm tg II d-c gen 91mm tg
9758 3.27 3.30 2.46 5.26 4.43 3.82 3.61 6.87 30.75 II d-c gen 91mm tg Count: 9 Total: 274.25 seconds
Mean: 3.43 3.83 2.46 5.73 5.51 3.55 3.36 7.41 Stdev: 0.75 0.81 0.47 1.03 2.19 0.68 0.80 2.30 Highest hand ahw
Time to EAV: 1:31 0:54 Time to ELV: 6:05 3:38 7.4 ± 2.3 m/s²
A(8):
25%ile 2.99 3.27 2.07 5.26 3.86 2.88 2.75 5.53 Median: 3.26 3.57 2.43 5.34 4.43 3.59 2.85 6.33 Highest hand 75%ile
75%ile 3.50 3.98 2.78 5.46 6.39 3.82 3.61 8.21 IQ range 0.50 0.71 0.71 0.20 2.53 0.94 0.86 2.68 8.2m/s²
Time to EAV: 1:45 1:14 Time to ELV: 7:00 4:59
A(8):
Time-weighted mean: 3.43 3.82 2.46 5.73 5.50 3.55 3.36 7.41 Stdev: 1.37 1.51 0.94 2.17 2.86 1.36 1.38 3.37

Page 80 of 108
JJ Dateofentrytodatabase: 12-Aug-10 PrintDate 27-Aug-10
MainID: 1349 DateOfVisit: 21/07/10 LocationName: SIG SCP Occupation: Process: Diamond core drilling - dry (dust ext) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 107mm Core MachineModel: DBM131 InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 6.8 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: JJ MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1500 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1349 9850 9851
2.78 1.08 1.36 2.74 1.16 1.40
3.28 3.29
2.09 3.19 2.23 2.17 3.36 2.30
4.42 4.62
30.75 30.75
JJ d-c d-ext 107mm JJ d-c d-ext 107mm
9852 9853
3.50 1.57 1.80 2.35 1.11 1.47
4.23 2.98
2.69 4.38 2.49 1.77 2.70 1.76
5.71 3.68
30.75 35.25
JJ d-c d-ext 107mm JJ d-c d-ext 107mm
9854 9855
2.61 1.25 1.74 3.11 1.25 1.37
3.38 3.62
2.31 3.61 2.62 2.10 3.49 2.20
5.02 4.64
34.25 35.00
JJ d-c d-ext 107mm JJ d-c d-ext 107mm
9856 9857
3.72 1.33 1.88 3.06 1.34 1.87
4.37 3.83
3.18 4.10 2.98 2.09 3.32 2.09
5.98 4.45
30.00 30.25
JJ d-c d-ext 107mm JJ d-c d-ext 107mm
9858 2.58 1.11 1.65 3.26 1.91 2.96 1.59 3.86 30.25 JJ d-c d-ext 107mm Count: 9 Total: 287.25 seconds
Mean: 2.94 1.24 1.62 3.58 2.26 3.46 2.25 4.71 Stdev: 0.42 0.15 0.21 0.45 0.41 0.49 0.40 0.72 Highest hand ahw
Time to EAV: 3:53 2:15 Time to ELV: 15:35 9:01 4.7 ± 0.7 m/s²
A(8):
25%ile 2.61 1.11 1.40 3.28 2.09 3.19 2.09 4.42 Median: 2.78 1.25 1.65 3.38 2.10 3.36 2.23 4.62 Highest hand 75%ile
75%ile 3.11 1.33 1.80 3.83 2.31 3.61 2.49 5.02 IQ range 0.50 0.21 0.40 0.55 0.22 0.42 0.39 0.61 5.0m/s²
Time to EAV: 4:23 2:20 Time to ELV: 17:32 9:23
A(8):
Time-weighted mean: 2.92 1.24 1.61 3.57 2.24 3.45 2.25 4.69 Stdev: 1.06 0.44 0.57 1.27 0.85 1.25 0.85 1.72

Page 81 of 108
JJ Dateofentrytodatabase: 12-Aug-10 PrintDate 27-Aug-10
MainID: 1350 DateOfVisit: 21/07/10 LocationName: SIG SCP Occupation: Process: Diamond core drilling - dry (general) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 107mm Core MachineModel: DBM131 InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 6.8 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: JJ MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1500 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1350 9859 9860
2.04 1.69 2.27 2.38 1.63 1.95
3.49 3.48
2.42 3.20 2.13 2.23 2.86 1.94
4.54 4.11
30.25 30.75
JJ d-c gen 107mm JJ d-c gen 107mm
9861 9862
2.73 1.97 2.63 2.80 1.96 2.31
4.27 4.12
2.79 3.97 2.51 2.63 3.87 2.72
5.47 5.41
30.50 30.50
JJ d-c gen 107mm JJ d-c gen 107mm
9863 9864
1.73 1.38 1.61 1.80 1.63 1.86
2.73 3.06
1.90 2.75 2.14 1.89 3.06 1.78
3.97 4.01
30.50 30.00
JJ d-c gen 107mm JJ d-c gen 107mm
9865 9866
2.49 1.69 2.05 1.77 1.36 1.82
3.64 2.88
2.39 3.40 2.18 2.02 2.55 1.91
4.69 3.77
30.50 30.25
JJ d-c gen 107mm JJ d-c gen 107mm
9867 1.92 1.47 1.67 2.94 1.97 2.90 2.00 4.04 30.25 JJ d-c gen 107mm Count: 9 Total: 273.50 seconds
Mean: 2.18 1.64 2.02 3.40 2.25 3.18 2.14 4.45 Stdev: 0.40 0.21 0.31 0.52 0.31 0.46 0.28 0.60 Highest hand ahw
Time to EAV: 4:19 2:31 Time to ELV: 17:17 10:06 4.4 ± 0.6 m/s²
A(8):
25%ile 1.80 1.47 1.82 2.94 1.97 2.86 1.94 4.01 Median: 2.04 1.63 1.95 3.48 2.23 3.06 2.13 4.11 Highest hand 75%ile
75%ile 2.49 1.69 2.27 3.64 2.42 3.40 2.18 4.69 IQ range 0.68 0.22 0.45 0.69 0.45 0.54 0.24 0.68 4.7m/s²
Time to EAV: 4:07 2:57 Time to ELV: 16:31 11:49
A(8):
Time-weighted mean: 2.18 1.64 2.02 3.40 2.25 3.18 2.14 4.45 Stdev: 0.83 0.59 0.74 1.25 0.81 1.16 0.77 1.60

Page 82 of 108
JJ Dateofentrytodatabase: 12-Aug-10 PrintDate 27-Aug-10
MainID: 1351 DateOfVisit: 21/07/10 LocationName: SIG SCP Occupation: Process: Diamond core drilling - dry (dust ext) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 91mm Core MachineModel: DBM131 InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 6.8 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: JJ MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1500 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1351 9868 9869
2.08 1.04 1.12 2.48 1.18 1.96
2.58 3.38
1.57 2.24 1.58 1.67 2.39 2.03
3.15 3.55
31.25 30.50
JJ d-c d-ext 91mm JJ d-c d-ext 91mm
9870 9871
2.70 1.12 1.23 1.55 0.94 1.18
3.18 2.16
1.61 2.15 1.61 1.47 1.89 1.49
3.13 2.82
30.50 30.50
JJ d-c d-ext 91mm JJ d-c d-ext 91mm
9872 9873
2.11 0.96 1.58 1.88 0.97 1.48
2.81 2.58
1.74 2.17 2.06 1.48 2.07 1.68
3.46 3.05
30.25 30.50
JJ d-c d-ext 91mm JJ d-c d-ext 91mm
9874 9875
2.11 1.03 1.24 1.80 1.03 1.45
2.66 2.53
1.41 2.23 1.42 1.49 2.11 1.37
3.00 2.93
30.25 30.25
JJ d-c d-ext 91mm JJ d-c d-ext 91mm
9876 2.28 1.05 1.22 2.79 1.33 2.29 1.35 2.97 30.25 JJ d-c d-ext 91mm Count: 9 Total: 274.25 seconds
Mean: 2.11 1.04 1.38 2.74 1.53 2.17 1.62 3.12 Stdev: 0.33 0.07 0.25 0.34 0.12 0.13 0.25 0.23 Highest hand ahw
Time to EAV: 6:39 5:08 Time to ELV: 2:38 20:33 3.1 ± 0.2 m/s²
A(8):
25%ile 1.88 0.97 1.22 2.58 1.47 2.11 1.42 2.97 Median: 2.11 1.03 1.24 2.66 1.49 2.17 1.58 3.05 Highest hand 75%ile
75%ile 2.28 1.05 1.48 2.81 1.61 2.24 1.68 3.15 IQ range 0.40 0.07 0.26 0.23 0.14 0.12 0.25 0.18 3.2m/s²
Time to EAV: 7:04 5:22 Time to ELV: 4:16 21:29
A(8):
Time-weighted mean: 2.11 1.04 1.38 2.74 1.53 2.17 1.62 3.12 Stdev: 0.78 0.35 0.52 0.97 0.52 0.74 0.59 1.06

Page 83 of 108
JJ Dateofentrytodatabase: 12-Aug-10 PrintDate 27-Aug-10
MainID: 1352 DateOfVisit: 21/07/10 LocationName: SIG SCP Occupation: Process: Diamond core drilling - dry (general) ProcessNotes:
MachineManufacturer: Makita InsertedTool: 91mm Core MachineModel: DBM131 InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 6.8 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: JJ MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1500 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Front hand (m/s²) Rear hand (m/s²) Results_M ResultsID: x-axis y-axis z-axis ahv x-axis y-axis z-axis ahv Measurem No. Shots Source file name
ainID: ent time (s) in Meas.
1352 9877 9878
3.22 2.10 2.56 1.94 1.63 2.08
4.62 3.28
3.42 5.67 4.16 2.66 3.80 2.82
7.82 5.43
31.00 31.50
JJ d-c gen 91mm e JJ d-c gen 91mm e
9879 9880
1.79 1.78 1.96 2.04 2.47 2.69
3.19 4.18
2.43 3.81 2.30 2.35 5.19 2.29
5.07 6.14
30.25 30.50
JJ d-c gen 91mm e JJ d-c gen 91mm g
9881 9882
2.41 2.35 2.50 3.40 2.06 2.74
4.20 4.82
2.78 5.07 2.70 3.91 5.85 4.24
6.38 8.22
30.50 30.25
JJ d-c gen 91mm g JJ d-c gen 91mm g
9883 9884
2.19 1.05 1.66 2.59 1.17 1.57
2.94 3.24
1.91 2.26 2.21 1.61 2.73 1.86
3.69 3.68
30.25 30.25
JJ d-c gen 91mm t JJ d-c gen 91mm t
9885 2.59 1.23 1.61 3.29 2.15 3.16 1.83 4.24 30.25 JJ d-c gen 91mm t Count: 9 Total: 274.75 seconds
Mean: 2.46 1.76 2.15 3.75 2.58 4.17 2.71 5.63 Stdev: 0.52 0.50 0.45 0.66 0.68 1.24 0.85 1.57 Highest hand ahw
Time to EAV: 3:33 1:34 Time to ELV: 14:12 6:18 5.6 ± 1.6 m/s²
A(8):
25%ile 2.04 1.23 1.66 3.24 2.15 3.16 2.21 4.24 Median: 2.41 1.78 2.08 3.29 2.43 3.81 2.30 5.43 Highest hand 75%ile
75%ile 2.59 2.10 2.56 4.20 2.78 5.19 2.82 6.38 IQ range 0.55 0.87 0.90 0.96 0.63 2.03 0.62 2.14 6.4m/s²
Time to EAV: 4:37 1:41 Time to ELV: 18:29 6:46
A(8):
Time-weighted mean: 2.46 1.76 2.15 3.75 2.58 4.18 2.71 5.64 Stdev: 0.97 0.77 0.85 1.42 1.10 1.87 1.24 2.45

Page 84 of 108
JJ Dateofentrytodatabase: 12-Aug-10 PrintDate 27-Aug-10
MainID: 1353 DateOfVisit: 22/07/10 LocationName: SIG SCP Occupation: Process: Diamond core drilling - wet ProcessNotes:
MachineManufacturer: Makita InsertedTool: 78mm Core MachineModel: DBM131 InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 6.8 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: JJ MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1500 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1353 9886 3.30 1.90 3.19 4.97 3.47 3.97 5.08 7.32 60.50 JJ d-c wet 78mm e 9887 3.85 1.67 3.19 5.27 3.51 4.20 5.42 7.70 61.25 JJ d-c wet 78mm e 9888 4.50 1.75 3.31 5.86 3.85 4.46 6.02 8.43 60.25 JJ d-c wet 78mm e 9889 4.42 1.57 3.07 5.60 3.50 4.22 5.22 7.57 60.50 JJ d-c wet 78mm e 9890 4.47 1.75 3.61 6.01 3.68 4.17 6.21 8.34 60.25 JJ d-c wet 78mm e 9891 4.01 1.84 3.98 5.94 3.57 4.75 5.97 8.42 60.25 JJ d-c wet 78mm g 9892 3.70 1.64 4.32 5.92 3.46 4.79 5.82 8.29 60.50 JJ d-c wet 78mm g 9893 4.01 1.69 3.81 5.79 4.05 4.89 5.89 8.66 60.25 JJ d-c wet 78mm g 9894 3.71 1.63 4.06 5.74 3.67 4.66 5.60 8.16 66.25 JJ d-c wet 78mm g 9895 3.75 1.48 4.06 5.72 3.59 4.65 5.34 7.94 60.25 JJ d-c wet 78mm g 9896 4.20 2.50 3.71 6.13 3.97 4.78 6.68 9.12 60.00 JJ d-c wet 78mm t 9897 4.86 2.14 4.38 6.89 4.54 5.15 7.88 10.45 60.25 JJ d-c wet 78mm t 9898 3.92 1.76 3.51 5.55 3.17 4.18 5.75 7.79 61.25 JJ d-c wet 78mm t 9899 3.70 1.80 3.87 5.64 3.02 4.19 5.58 7.60 60.25 JJ d-c wet 78mm t 9900 3.13 1.62 3.51 4.97 3.11 3.52 4.67 6.62 60.50 JJ d-c wet 78mm t
Count: 15 Total: 912.50 seconds
Mean: 3.97 1.78 3.70 5.73 3.61 4.44 5.81 8.16 Stdev: 0.45 0.25 0.40 0.46 0.38 0.41 0.73 0.85 Highest hand ahw
Time to EAV: 1:31 0:45 Time to ELV: 6:05 3:00 8.2 ± 0.8 m/s²
A(8):
25%ile 3.71 1.63 3.41 5.57 3.46 4.19 5.38 7.65 Median: 3.92 1.75 3.71 5.74 3.57 4.46 5.75 8.16 Highest hand 75%ile
75%ile 4.31 1.82 4.02 5.93 3.77 4.76 6.00 8.42 IQ range 0.60 0.18 0.61 0.36 0.30 0.58 0.61 0.77 8.4m/s²
Time to EAV: 1:31 0:45 Time to ELV: 6:04 3:00
A(8):
Time-weighted mean: 3.97 1.78 3.71 5.73 3.61 4.44 5.81 8.16 Stdev: 1.12 0.52 1.04 1.55 1.00 1.22 1.67 2.27

Page 85 of 108
KK Dateofentrytodatabase: 12-Aug-10 PrintDate 27-Aug-10
MainID: 1344 DateOfVisit: 20/07/10 LocationName: SIG SCP Occupation: Process: Drilling Metal ProcessNotes:
MachineManufacturer: Makita InsertedTool: 6mm MachineModel: HP2071F InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.4 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: KK MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1010 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1344 9774 2.85 3.36 1.75 4.74 4.14 3.60 2.99 6.25 4.25 KK metal es01.txt 9775 2.64 3.22 1.48 4.42 3.95 3.36 2.88 5.93 5.50 KK metal es02.txt 9776 3.13 3.41 1.75 4.95 4.23 3.81 3.16 6.50 5.00 KK metal es03.txt 9777 2.41 3.29 1.34 4.29 4.05 3.43 2.82 6.01 6.75 KK metal es04.txt 9778 2.34 2.79 1.44 3.91 3.71 3.47 2.91 5.85 8.25 KK metal es05.txt 9779 1.49 2.12 1.45 2.96 3.06 2.44 2.01 4.40 19.00 KK metal gh01.txt 9780 1.56 2.02 1.15 2.81 2.89 3.02 2.25 4.74 44.00 KK metal gh02.txt 9781 1.86 2.23 1.41 3.23 3.19 3.37 2.69 5.36 22.00 KK metal gh03.txt 9782 2.30 2.17 1.15 3.36 2.99 3.49 2.71 5.34 22.75 KK metal gh04.txt 9783 2.04 2.21 1.40 3.32 3.31 3.49 2.71 5.52 19.00 KK metal gh05.txt 9784 3.97 4.43 1.88 6.24 5.65 4.33 3.82 8.08 2.75 KK metal tg01.txt 9785 3.78 4.22 1.84 5.95 5.59 4.26 3.80 7.99 2.75 KK metal tg02.txt 9786 3.55 3.10 1.42 4.93 4.49 4.15 3.63 7.11 4.50 KK metal tg03.txt 9787 3.37 3.37 1.59 5.02 4.76 4.04 3.53 7.17 3.50 KK metal tg04.txt 9788 3.46 2.93 1.79 4.88 4.30 4.31 3.86 7.21 3.00 KK metal tg05.txt
Count: 15 Total: 173.00 seconds
Mean: 2.72 2.99 1.52 4.33 4.02 3.64 3.05 6.23 Stdev: 0.78 0.72 0.23 1.02 0.84 0.51 0.55 1.07 Highest hand ahw
Time to EAV: 2:39 1:17 Time to ELV: 10:38 5:08 6.2 ± 1.1 m/s²
A(8):
25%ile 2.17 2.22 1.41 3.34 3.25 3.40 2.71 5.44 Median: 2.64 3.10 1.45 4.42 4.05 3.49 2.91 6.01 Highest hand 75%ile
75%ile 3.41 3.37 1.75 4.94 4.39 4.09 3.58 7.14 IQ range 1.24 1.14 0.34 1.60 1.14 0.70 0.87 1.70 7.1m/s²
Time to EAV: 2:33 1:23 Time to ELV: 10:14 5:32
A(8):
Time-weighted mean: 2.12 2.44 1.36 3.52 3.38 3.31 2.65 5.43 Stdev: 1.12 1.10 0.45 1.59 1.37 1.05 0.97 1.94

Page 86 of 108
KK Dateofentrytodatabase: 12-Aug-10 PrintDate 27-Aug-10
MainID: 1343 DateOfVisit: 20/07/10 LocationName: SIG SCP Occupation: Process: Drilling Concrete ProcessNotes:
MachineManufacturer: Makita InsertedTool: 8mm MachineModel: HP2071F InsertedToolManufacturer: Makita MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.4 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: KK MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 1010 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1343 9759 4.60 5.00 8.85 11.16 6.60 8.43 7.57 13.11 5.00 KK conc es01.txt 9760 4.71 4.55 9.58 11.60 6.64 8.46 7.69 13.22 3.75 KK conc es02.txt 9761 5.08 5.39 9.39 11.96 7.38 9.32 7.88 14.27 3.50 KK conc es03.txt 9762 4.83 5.41 9.66 12.07 7.41 9.33 8.81 14.81 3.25 KK conc es04.txt 9763 4.23 5.02 8.58 10.80 7.40 8.71 8.15 14.04 4.75 KK conc es05.txt 9764 3.80 5.25 6.86 9.44 6.85 8.07 6.92 12.65 5.75 KK conc gh01.txt 9765 4.06 5.08 7.07 9.61 6.84 8.32 7.20 12.96 6.00 KK conc gh02.txt 9766 3.82 4.89 7.57 9.79 6.58 8.18 7.42 12.86 6.75 KK conc gh03.txt 9767 4.21 5.13 7.26 9.84 6.79 8.45 7.45 13.15 7.50 KK conc gh04.txt 9768 4.21 4.90 7.87 10.18 6.46 8.38 7.45 12.94 10.50 KK conc gh05.txt 9769 4.87 5.62 8.92 11.61 8.22 9.46 8.46 15.12 2.75 KK conc tg01.txt 9770 4.58 5.76 8.91 11.56 8.77 8.97 7.93 14.85 3.25 KK conc tg02.txt 9771 4.45 7.18 7.75 11.46 8.14 8.93 8.15 14.57 4.00 KK conc tg03.txt 9772 4.59 5.79 8.23 11.06 8.36 9.14 7.63 14.55 3.00 KK conc tg04.txt 9773 4.22 5.96 8.92 11.53 7.46 7.89 7.70 13.31 4.00 KK conc tg05.txt
Count: 15 Total: 73.75 seconds
Mean: 4.42 5.39 8.36 10.91 7.33 8.67 7.76 13.76 Stdev: 0.37 0.61 0.89 0.87 0.72 0.48 0.47 0.83 Highest hand ahw
Time to EAV: 0:25 0:15 Time to ELV: 1:40 1:03 13.8 ± 0.8 m/s²
A(8):
25%ile 4.21 5.01 7.66 10.01 6.72 8.35 7.45 13.04 Median: 4.45 5.25 8.58 11.16 7.38 8.46 7.69 13.31 Highest hand 75%ile
75%ile 4.65 5.69 8.92 11.58 7.80 9.06 8.04 14.56 IQ range 0.44 0.68 1.26 1.57 1.08 0.71 0.59 1.52 14.6m/s²
Time to EAV: 0:24 0:16 Time to ELV: 1:36 1:07
A(8):
Time-weighted mean: 4.32 5.29 8.14 10.64 7.12 8.56 7.65 13.52 Stdev: 1.18 1.50 2.29 2.90 1.98 2.26 2.03 3.60

Page 87 of 108
LL Dateofentrytodatabase: 12-Aug-10 PrintDate 27-Aug-10
MainID: 1348 DateOfVisit: 20/07/10 LocationName: SIG SCP Occupation: Process: Drilling Metal ProcessNotes:
MachineManufacturer: Metabo InsertedTool: 6mm MachineModel: SBE 750 InsertedToolManufacturer: Metabo MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.3 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: LL MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 750 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1348 9835 3.12 3.59 1.77 5.07 6.14 3.83 2.63 7.70 4.50 LL metal es01.txt 9836 3.60 4.50 2.22 6.18 7.31 4.68 3.39 9.32 2.50 LL metal es02.txt 9837 3.36 4.55 1.99 5.99 7.45 4.76 3.25 9.42 3.25 LL metal es03.txt 9838 3.34 4.40 2.43 6.03 7.16 4.28 3.36 8.99 3.50 LL metal es04.txt 9839 3.30 4.38 2.33 5.96 7.13 4.22 3.35 8.94 3.50 LL metal es05.txt 9840 3.67 4.31 2.21 6.08 6.53 5.14 3.73 9.12 3.25 LL metal gh01.txt 9841 3.11 3.62 1.75 5.08 6.09 4.36 2.70 7.96 5.00 LL metal gh02.txt 9842 3.45 4.28 1.71 5.75 6.93 4.34 3.21 8.79 3.75 LL metal gh03.txt 9843 3.49 4.50 1.92 6.01 7.46 4.39 3.25 9.25 3.75 LL metal gh04.txt 9844 3.19 3.43 2.22 5.19 5.73 4.11 3.13 7.72 5.25 LL metal gh05.txt 9845 3.61 5.54 1.60 6.81 8.95 4.88 3.40 10.75 2.00 LL metal tg01.txt 9846 3.44 5.50 1.64 6.69 9.10 4.75 3.25 10.77 2.75 LL metal tg02.txt 9847 4.05 6.47 2.03 7.90 10.12 5.24 3.67 11.97 2.25 LL metal tg03.txt 9848 3.76 5.93 1.56 7.19 9.37 4.54 3.28 10.92 2.25 LL metal tg04.txt 9849 3.60 5.27 1.65 6.59 8.82 5.00 3.23 10.64 2.75 LL metal tg05.txt
Count: 15 Total: 50.25 seconds
Mean: 3.47 4.68 1.93 6.17 7.62 4.57 3.26 9.48 Stdev: 0.25 0.86 0.28 0.75 1.29 0.39 0.28 1.23 Highest hand ahw
Time to EAV: 1:18 0:33 Time to ELV: 5:15 2:13 9.5 ± 1.2 m/s²
A(8):
25%ile 3.32 4.29 1.68 5.86 6.73 4.31 3.22 8.86 Median: 3.45 4.50 1.92 6.03 7.31 4.54 3.25 9.25 Highest hand 75%ile
75%ile 3.61 5.38 2.21 6.64 8.88 4.82 3.38 10.69 IQ range 0.29 1.09 0.54 0.79 2.15 0.51 0.16 1.83 10.7m/s²
Time to EAV: 1:22 0:35 Time to ELV: 5:29 2:20
A(8):
Time-weighted mean: 3.41 4.47 1.95 5.98 7.30 4.49 3.20 9.17 Stdev: 0.92 1.45 0.58 1.73 2.31 1.22 0.87 2.69

Page 88 of 108
LL Dateofentrytodatabase: 12-Aug-10 PrintDate 27-Aug-10
MainID: 1347 DateOfVisit: 20/07/10 LocationName: SIG SCP Occupation: Process: Drilling Concrete ProcessNotes:
MachineManufacturer: Metabo InsertedTool: 8mm MachineModel: SBE 750 InsertedToolManufacturer: Metabo MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.3 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: LL MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 750 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1347 9820 12.50 15.26 17.10 26.11 6.42 12.53 16.78 21.91 5.75 LL conc es01.txt 9821 10.73 11.34 15.53 22.02 8.25 11.10 16.37 21.43 5.00 LL conc es02.txt 9822 10.95 14.54 14.76 23.44 7.11 11.25 16.30 21.04 8.00 LL conc es03.txt 9823 13.34 14.95 16.96 26.25 7.11 9.97 17.34 21.23 5.00 LL conc es04.txt 9824 10.87 12.52 15.17 22.47 7.47 10.10 15.09 19.63 8.00 LL conc es05.txt 9825 7.61 7.77 11.33 15.71 7.21 12.98 12.34 19.31 11.50 LL conc gh01.txt 9826 8.57 9.46 13.37 18.49 7.96 15.33 14.13 22.32 13.25 LL conc gh02.txt 9827 7.81 8.34 12.33 16.82 7.65 12.03 12.34 18.86 9.75 LL conc gh03.txt 9828 8.00 8.97 13.23 17.87 7.75 12.35 12.78 19.39 12.25 LL conc gh04.txt 9829 8.34 9.44 13.31 18.33 8.32 11.91 13.01 19.50 9.25 LL conc gh05.txt 9830 13.85 17.22 17.49 28.18 9.54 20.06 24.35 32.96 4.00 LL conc tg01.txt 9831 13.22 14.07 16.16 25.18 8.49 18.07 22.20 29.86 3.00 LL conc tg02.txt 9832 14.76 14.20 16.74 26.45 9.52 18.61 20.84 29.52 4.25 LL conc tg03.txt 9833 14.70 13.82 16.68 26.18 8.16 19.36 21.63 30.16 2.50 LL conc tg04.txt 9834 16.92 15.42 17.12 28.58 9.96 18.68 20.85 29.71 4.00 LL conc tg05.txt
Count: 15 Total: 105.50 seconds
Mean: 11.48 12.49 15.15 22.81 8.06 14.29 17.09 23.79 Stdev: 2.87 2.92 1.92 4.21 0.97 3.53 3.85 4.86 Highest hand ahw
Time to EAV: 0:05 0:05 Time to ELV: 0:23 0:21 23.8 ± 4.9 m/s²
A(8):
25%ile 8.46 9.45 13.34 18.41 7.34 11.58 13.57 19.56 Median: 10.95 13.82 15.53 23.44 7.96 12.53 16.37 21.43 Highest hand 75%ile
75%ile 13.60 14.74 16.85 26.21 8.41 18.34 20.85 29.61 IQ range 5.14 5.29 3.51 7.81 1.07 6.76 7.28 10.05 29.6m/s²
Time to EAV: 0:05 0:06 Time to ELV: 0:21 0:26
A(8):
Time-weighted mean: 10.25 11.34 14.34 21.02 7.86 13.42 15.48 22.04 Stdev: 4.10 4.29 4.25 7.10 2.26 5.02 5.78 7.68

Page 89 of 108
MM Dateofentrytodatabase: 12-Aug-10 PrintDate 27-Aug-10
MainID: 1346 DateOfVisit: 20/07/10 LocationName: SIG SCP Occupation: Process: Drilling Metal ProcessNotes:
MachineManufacturer: Bosch InsertedTool: 6mm MachineModel: GSB 20-2 RE InsertedToolManufacturer: Bosch MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: MM MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 800 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1346 9805 1.69 2.98 2.29 4.12 3.39 3.48 2.35 5.39 5.00 MM metal es01.txt 9806 1.64 2.79 2.08 3.85 3.40 3.34 2.24 5.26 6.50 MM metal es02.txt 9807 1.67 2.95 2.42 4.17 3.38 3.71 2.54 5.63 4.50 MM metal es03.txt 9808 1.68 2.86 2.61 4.22 3.32 3.96 2.78 5.87 3.00 MM metal es04.txt 9809 1.51 2.86 2.51 4.09 3.49 3.72 2.52 5.69 4.00 MM metal es05.txt 9810 1.17 1.44 1.64 2.47 2.51 2.80 1.65 4.11 8.25 MM metal gh01.txt 9811 1.26 1.70 2.28 3.11 2.77 3.53 2.13 4.97 5.25 MM metal gh02.txt 9812 1.24 1.93 2.04 3.07 2.53 3.22 2.05 4.58 6.75 MM metal gh03.txt 9813 1.51 2.80 1.98 3.75 3.40 3.41 2.19 5.28 6.50 MM metal gh04.txt 9814 1.27 1.73 1.91 2.87 2.51 3.14 1.83 4.42 7.00 MM metal gh05.txt 9815 3.04 4.53 1.96 5.80 5.44 3.51 2.40 6.91 4.00 MM metal tg01.txt 9816 3.48 6.28 2.14 7.49 6.80 3.33 2.13 7.86 2.00 MM metal tg02.txt 9817 3.33 6.52 2.31 7.68 7.24 3.49 2.16 8.32 2.75 MM metal tg03.txt 9818 2.51 4.69 2.53 5.89 5.72 3.65 2.27 7.15 3.75 MM metal tg04.txt 9819 3.31 5.85 2.78 7.28 6.62 4.04 2.63 8.19 2.75 MM metal tg05.txt
Count: 15 Total: 72.00 seconds
Mean: 2.02 3.46 2.23 4.66 4.17 3.49 2.26 5.98 Stdev: 0.83 1.64 0.30 1.68 1.63 0.30 0.29 1.33 Highest hand ahw
Time to EAV: 2:18 1:24 Time to ELV: 9:13 5:36 6.0 ± 1.3 m/s²
A(8):
25%ile 1.39 2.36 2.01 3.43 3.05 3.33 2.13 5.12 Median: 1.67 2.86 2.28 4.12 3.40 3.49 2.24 5.63 Highest hand 75%ile
75%ile 2.77 4.61 2.47 5.84 5.58 3.68 2.46 7.03 IQ range 1.39 2.25 0.45 2.41 2.53 0.34 0.33 1.91 7.0m/s²
Time to EAV: 2:56 1:34 Time to ELV: 11:47 6:19
A(8):
Time-weighted mean: 1.77 2.96 2.15 4.12 3.68 3.41 2.19 5.54 Stdev: 0.98 1.88 0.64 2.06 1.95 0.93 0.64 2.00

Page 90 of 108
MM Dateofentrytodatabase: 12-Aug-10 PrintDate 27-Aug-10
MainID: 1345 DateOfVisit: 20/07/10 LocationName: SIG SCP Occupation: Process: Drilling Concrete ProcessNotes:
MachineManufacturer: Bosch InsertedTool: 8mm MachineModel: GSB 20-2 RE InsertedToolManufacturer: Bosch MachineModifications: InsertedToolNotes: MachineSize: MachineWeight(kg): 2.5 HSLJobNumber: JR53230 MachineOperating pressure: HSLAnonymisedToolLetter: MM MachineSpeed(impacts/min): MachineSpeed(revs/min): SingleMultiShotMachine: No MachinePower: 800 ShotsPerDay: MachinePower source: Electric 110V DailyExposureTime: MachineNotes:
Results_M ainID:
ResultsID: Front hand (m/s²)
x-axis y-axis z-axis ahv Rear hand (m/s²)
x-axis y-axis z-axis ahv Measurem ent time (s)
No. Shots in Meas.
Source file name
1345 9789 4.80 6.24 7.77 11.06 8.30 11.39 9.57 17.04 6.50 MM conc es01.txt 9790 4.49 5.89 8.05 10.94 7.92 11.48 10.11 17.22 8.75 MM conc es02.txt 9792 4.55 5.90 8.20 11.08 8.69 11.16 10.79 17.79 5.50 MM conc es03.txt 9793 4.39 4.95 8.55 10.81 7.67 11.40 10.37 17.22 6.75 MM conc es04.txt 9794 4.69 5.46 8.25 10.95 8.19 11.64 10.22 17.52 6.00 MM conc es05.txt 9795 4.36 5.63 7.62 10.43 8.12 10.57 9.22 16.21 7.25 MM conc gh01.txt 9796 4.16 5.82 8.14 10.83 8.74 11.67 8.96 17.11 8.25 MM conc gh02.txt 9797 4.43 6.27 8.02 11.10 9.63 12.63 8.41 17.97 7.25 MM conc gh03.txt 9798 4.44 6.26 8.21 11.24 9.65 13.18 8.52 18.42 6.75 MM conc gh04.txt 9799 3.89 4.86 6.80 9.22 7.62 9.61 8.05 14.67 7.75 MM conc gh05.txt 9800 4.93 4.80 6.89 9.74 5.89 10.24 9.55 15.19 4.50 MM conc tg01.txt 9801 4.90 4.38 6.79 9.45 6.12 9.74 9.77 15.10 4.00 MM conc tg02.txt 9802 5.17 5.16 7.10 10.19 6.69 11.25 9.50 16.17 4.25 MM conc tg03.txt 9803 4.55 4.47 6.56 9.15 5.99 8.72 9.91 14.50 4.50 MM conc tg04.txt 9804 4.46 4.42 6.30 8.90 6.42 9.18 9.79 14.88 4.00 MM conc tg05.txt
Count: 15 Total: 92.00 seconds
Mean: 4.55 5.37 7.55 10.34 7.71 10.92 9.52 16.47 Stdev: 0.31 0.67 0.71 0.80 1.20 1.20 0.74 1.27 Highest hand ahw
Time to EAV: 0:28 0:11 Time to ELV: 1:52 0:44 16.5 ± 1.3 m/s²
A(8):
25%ile 4.41 4.83 6.84 9.59 6.55 9.99 9.09 15.15 Median: 4.49 5.46 7.77 10.81 7.92 11.25 9.57 17.04 Highest hand 75%ile
75%ile 4.75 5.89 8.17 11.00 8.50 11.56 10.01 17.37 IQ range 0.34 1.07 1.32 1.41 1.94 1.57 0.92 2.23 17.4m/s²
Time to EAV: 0:25 0:10 Time to ELV: 1:42 0:41
A(8):
Time-weighted mean: 4.50 5.48 7.66 10.45 7.92 11.08 9.45 16.63 Stdev: 1.20 1.57 2.10 2.82 2.38 3.11 2.55 4.48

Page 91 of 108
APPENDIX G: FURTHER OBSERVATIONS
G.1 EMISSION DATA & MEASUREMENT
G.1.1 Feed forces
G.1.1.1 Drilling into metal: 200N ± 30N
When drilling into metal, BS EN 60745-2-1:2003 requires the operator to apply a feed force of 200N ± 30N in addition to the weight of the machine. During trials prior to emission testing it was found that the application of this force combined with the efficiency of the machine and drill bits resulted in an impact shock to the machine upon completion of a hole. As the drill bit broke through the metal sheet, the operator could not withdraw the machine from the metal sheet quickly enough to prevent the chuck of the drill impacting upon the metal sheet. Use of depth gauges, where supplied, mitigated some of this effect, but not all were not secure enough in their own fixings to not be displaced by the impact upon the metal sheet. To reduce this shock impact as much as possible, depth gauges were modified to prevent displacement (see Figures G1a and G1b).
Modified depth gauge
Distance between end of drill bit and depth gauge = thickness of metal sheet
prevent displacement in depth gauge holder.
Figure G1a. Depth gauge modified to Figure G1b. Modified depth gauge in-situ.
The modification allowed the depth gauge to be set to a distance equal to the thickness of the metal sheet. Using the modified depth gauge the operator was able to apply the prescribed feed force whilst drilling, break through the metal sheet, but not experience a shock impact as the modified depth gauge prevented the drill making further progress through the metal.
The 200N ± 30N feed force specified in BS EN 60745-2-1:2003 for drilling tests was considered by the machine operators to be excessive for this drilling application, and was far more than would normally be used for real-world drilling.
G.1.1.2 Impact drilling into concrete: 150N ± 30N
For impact drilling into concrete, BS EN 60745-2-1:2003 requires the operator to apply a feed force of 150N ± 30N in addition to the weight of the machine. With a hole-depth requirement of 80mm, the abrupt impact experienced when drilling into the metal sheet was not repeated here as the operator could anticipate reaching the required depth, often the useable length of the drill bit. However, operator feedback indicated that the prescribed feed force appeared excessive for this drilling application.

6.5 7.9
7.5 7.9
6.5 7.4 7.0 7.8 6.9 7.8
Page 92 of 108
G.1.1.3 Diamond core drilling: wet & dry
For diamond core drilling, both wet and dry, the feed force is determined by stable operation of the tool with a maximum of 250N. For dry drilling (horizontal), feed forces observed for the three operators during emission testing did not exceed 120N; for wet drilling (vertical), no operator push force was required at all as the weight of the machine provided sufficient down force to ensure stable tool operation.
G.1.2 Measurement duration
Measurement durations observed during drilling and impact drilling were short and in some cases less than the eight seconds required by the test code. Table G1 details the measurement durations for all machines capable of drilling into metal and impact drilling into concrete. Values shaded in grey indicate where the measurement duration was less than eight seconds.
Table G1. Measurement durations for drilling and impact drilling
Drilling into metal Impact drilling into concrete Meas. # CC II KK LL MM CC II KK LL MM
1 18.8 9.9 10.5 7.4 15.1 18.0 9.4 13.0 14.6 14.4 2 26.3 9.9 9.1 7.4 18.3 17.8 8.6 12.0 13.5 12.6 3 28.9 9.3 9.4 8.0 26.1 18.6 9.5 13.3 14.8 13.4 4 27.9 8.9 9.8 7.3 18.6 16.1 8.8 11.8 14.0 13.4 5 26.3 9.6 10.4 7.6 22.4 18.0 8.4 12.4 12.5 13.1 6 16.5 6.8 8.3 7.3 10.0 17.5 8.3 11.9 18.3 10.8 7 14.3 7.3 8.8 17.1 8.6 11.9 13.1 10.6 8 16.0 7.1 8.8 7.1 9.5 17.5 7.8 12.6 13.1 11.5 9 13.0 7.5 9.1 16.9 9.8 12.3 15.3 12.3 10 14.8 7.0 8.3 8.5 8.0 17.9 8.1 12.1 14.4 11.4 11 15.3 7.1 8.0 10.8 14.8 7.8 11.4 13.6 10.9 12 14.8 7.4 8.6 12.9 8.4 8.5 13.9 11.9 13 14.5 7.3 8.3 9.5 15.0 8.3 9.5 12.8 11.3 14 15.0 6.8 8.9 13.9 7.5 8.5 15.1 10.1 15 16.1 6.4 8.3 7.4 9.0 15.5 7.9 9.1 14.9 10.5
Average 18.6 7.8 8.5 7.6 12.8 16.5 8.5 11.4 14.3 11.9
Where the measurement duration was short it appeared to be due to a combination of the efficiency of the machine, the efficiency of the drill bit and the required feed force. With short measurement durations it could be argued that an insufficient amount of data was obtained for a valid emission test. However, Clause 6.2.7.1 of BS EN 60745-1:2006 states that:
‘If the coefficient of variation CV of the five vibration total values ahv, recorded for each series, is less than 0,15 or the standard deviation sN–1 is less than 0,3 m/s², the results are accepted.’
Table G2 shows the CV from the HSL emission tests for all machines with drilling and impact drilling functionality. All CV’s for each series of five recorded ahv values are less than 0.15. The results were therefore accepted.

Page 93 of 108
Table G2. CV for drilling and impact drilling
Drilling into metal Impact drilling into concrete Operator CC II KK LL MM CC II KK LL MM
1 0.06 0.12 0.04 0.05 0.08 0.07 0.03 0.04 0.03 0.07 2 0.02 0.10 0.02 0.06 0.13 0.02 0.05 0.04 0.05 0.05 3 0.07 0.08 0.04 0.09 0.05 0.03 0.02 0.06 0.04 0.09
G.1.3 Diamond core drilling: additional observations
Use of a diamond core drill is a skilled operation. For the purposes of the emission testing, specialist training was sourced prior to any machine use or carrying out measurements.
G.1.3.1 Dry drilling: a three stage process
During the training it became clear that drilling a hole with a diamond core drill bit isn’t just a case of attaching the core bit and drilling. There are three distinct stages:
1. Impact drilling of guide rod hole;
2. Drilling of pilot core with guide rod (drilling the kerf);
3. Drilling of core without guide rod.
Figure G2 shows the equipment for the dry core drilling three-stage process. Figure G3 shows dry diamond core drilling in progress.
Drill bit for impact drilling of guide rod
Guide rod.
Diamond core drill
Figure G2. Equipment required for dry diamond core drilling
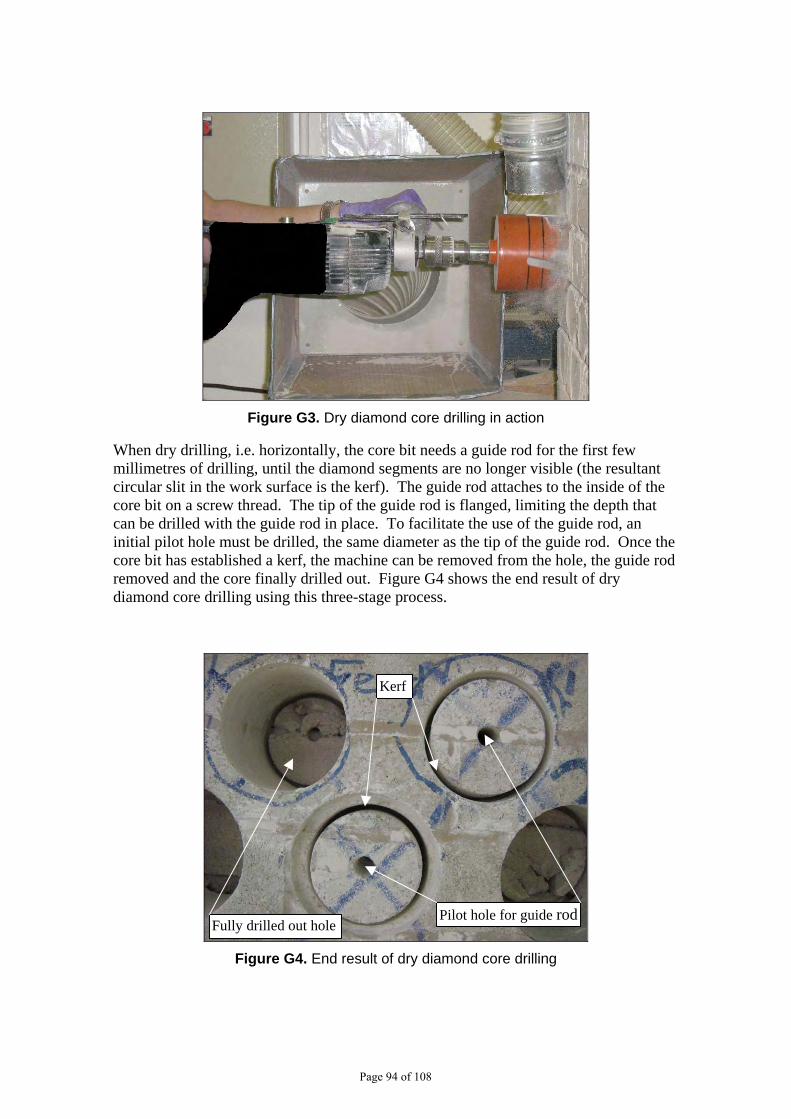
Page 94 of 108
Figure G3. Dry diamond core drilling in action
When dry drilling, i.e. horizontally, the core bit needs a guide rod for the first few millimetres of drilling, until the diamond segments are no longer visible (the resultant circular slit in the work surface is the kerf). The guide rod attaches to the inside of the core bit on a screw thread. The tip of the guide rod is flanged, limiting the depth that can be drilled with the guide rod in place. To facilitate the use of the guide rod, an initial pilot hole must be drilled, the same diameter as the tip of the guide rod. Once the core bit has established a kerf, the machine can be removed from the hole, the guide rod removed and the core finally drilled out. Figure G4 shows the end result of dry diamond core drilling using this three-stage process.
Kerf
Fully drilled out hole Pilot hole for guide rod
Figure G4. End result of dry diamond core drilling

Page 95 of 108
G.1.3.2 Wet drilling: a two or three stage process
For wet drilling (vertically) into the concrete block, the same three-stage process for dry drilling could be used. However, more commonly manufacturer’s handbooks advise a two-stage process:
1. Using a slow speed hold the machine at a slight angle to the work surface;
2. After starting the hole, slowly bring the machine into the 90o position and continue drilling.
This method of hole starting is sometimes known as kick-starting. It should only be done when drilling vertically downwards.
During wet drilling trials, a core bit snapped shortly after being brought to the vertical position. Figure G5 shows the broken core and the section left behind in the concrete block.
Figure G5. Broken diamond core drill bit with diamond segment embedded in concrete block
The cause of the failure was undetermined, although the failure point was very clearly along the line of the weld or braised joint between the tube body and diamond segment of the drill bit. Possible causes of failure include:
• water flow too low i.e. overheating of the drill bit;
• excessive feed force;
• unintended sideways force and;
• speed at the initial stage of drilling too high.
Further failures during emission testing were not experienced.
G.1.3.3 Assessment of measurement durations
BS EN 60745-2-1:2003 states that ‘measurement starts when the drill bit has contact to the work surface and stops when either the hole is completed or the maximum drilling depth of the core bit is reached’. This requirement presented two questions:
1. Is the measurement duration intended to include the pilot drilling of a hole for a guide rod and/or the initial kerf drilling?

Page 96 of 108
2. What is the typical time taken to complete a core or reach the maximum depth of the core bit?
To answer the first question it was necessary to assess each component of the diamond core drilling process both in terms of time taken and vibration magnitudes measured. Dry diamond core drilling was used as the trial process. Based on the assessment results it was possible to determine that the overriding contributory factor to the emission test result was the actual drilling of the core and not the pilot drilling of the hole for the guide rod or the drilling of the kerf. The assessment was carried out twice. Table G3 shows the results of this assessment.
Table G3. Results of assessment of three stage drilling process (time and vibration magnitudes)
Stage 1: Pilot hole for guide rod
Stage 2: Kerf
Stage 3: Core drilling*
ahv (m/s2) Time (sec) ahv (m/s2) Time (sec) ahv (m/s2) Time (sec) 1st 2nd 1st 2nd 1st 2nd 1st 2nd 1st 2nd 1st 2nd
OP#1 10.5 15.1 9.5 13.0 11.0 11.5 24.6 29.1 14.9 13.5 163.9 129.5 OP#2 11.7 12.8 13.4 14.4 12.3 13.0 36.0 34.9 10.8 14.2 138.1 130.9 OP#3 10.2 9.5 11.4 19.1 15.9 17.5 30.9 35.8 18.4 25.8 122.3 137.1 *Stop criteria: breakthrough of first brick thickness
Guidance from the training instructor indicated that to complete a core in a brick wall using a 150mm deep core bit could take in excess of five minutes. With each operator required to drill five holes, this would have meant exposing each operator to an unacceptable level of vibration for an unacceptable length of time. Using time histories and a 30 second running average from additional trials it was possible to establish that the vibration levels settled between 30 and 45 seconds. It was therefore determined that the measurement time for the actual core drilling would be set at 60 seconds and that this was representative of core drilling for longer durations. To mitigate the effects of drilling at different depths and the possible influence on the measured vibration levels, holes were reused, thereby starting a measurement period with the core bit already at depth in the wall. Figures G6a and G6b show an example of a time history from one of the operators.
For wet diamond core drilling, the process was very similar. A 60 second measurement period was representative of longer drilling periods. The main difference was that the measurement period was started after the kick-start and kerf drilling had been completed. The kick-start and kerf was often completed in the same movement as the actual core drilling. Therefore measurement was started approximately 15-20 seconds after the drill bit had actual contact with the work surface to allow for the vibration levels to settle. The second difference was that holes could not be reused for the wet drilling because the machines’ tolerance for differences in operators was too small. Therefore each operator drilled a new hole for each measurement period. Figures G7a and G7b show an example of a time history from one of the operators.

Page 97 of 108
Support handle
0
5
10
15
20
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100
Time (seconds)
Acce
lera
tion
(m/s
2 )
Ch1 Ch2 Ch3 Total Value 30 second running average on total value
Figure G6a. Example of time history (dry drilling); support handle
Throttle handle
0
5
10
15
20
25
30
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100
Time (seconds)
Acce
lera
tion
(m/s
2 )
Ch1 Ch2 Ch3 Total Value 30 second running average on total value
Figure G6b. Example of time history (dry drilling); throttle handle

Page 98 of 108
Support handle
0
5
10
15
20
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100
Time (seconds)
Acce
lera
tion
(m/s
2 )
Ch1 Ch2 Ch3 Total Value 30 second running average on total value
Figure G7a. Example of time history (wet drilling); support handle
Throttle handle
0
5
10
15
20
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100
Time (seconds)
Acce
lera
tion
(m/s
2 )
Ch1 Ch2 Ch3 Total Value 30 second running average on total value
Figure G7b. Example of time history (wet drilling); support handle

Page 99 of 108
G.1.3.4 Influence of dust extraction on vibration magnitude: Tool JJ
During the free running warm up period for tool JJ with the manufacturer’s dust extraction system fitted, the test engineer noticed what felt like an out of balance rotation. Measurements were made during the warm up period for tool JJ with and without the dust extraction fitted (see Figures 5a and 5b in 3.1.3.1 of main report for machine set up). The results in both cases showed a peak in the 31.5Hz one-third octave band. The operating frequency of the tool is 1570rpm, giving a rotational frequency of 26.2Hz. This frequency actually falls within the 25Hz one-third octave band. It is likely, however, that with the tool free running, the rotational speed was slightly greater than that detailed in the manufacturer’s instructional manual. Figures G8a and G8b show the graphical representations for the free running machine with the rotational frequency peak clearly visible.
From Figures G8a and G8b it can be seen that the vibration at the rotational frequency with dust extraction in place is about five times that when there is no dust extraction. When free running, the additional mass and number of joints in the shaft components of the machine fitted with dust extraction allow the core bit and shaft to flex, amplifying the peak at the rotational frequency.
When drilling into the brick wall, the rotational frequency peak in the respective spectra moves to the 25Hz one-third octave band, consistent with the manufacturer’s information on the operating frequency of the machine. The difference in level at the rotational frequency is much reduced (0.8m/s2). This indicates that although an out of balance effect was felt during the free running warm up, the differences in vibration magnitude at the fundamental rotational frequency of the machine as a result of the use of the dust extraction are unlikely to influence the overall total frequency weighted value. Figures G9a and G9b show the graphical representations for tool JJ drilling with the rotational frequency peaks much reduced.

Page 100 of 108
JJ d/c d/ext 107mm free run 1/
3 O
BC
F ac
cele
ratio
n (m
/s 2 )
1/
3 O
BC
F ac
cele
ratio
n (m
/s 2 )
Throttle TOTAL
100
10
1
0.1
0.01
16.29
1 10 100 1000 10000
Frequency (Hz)
Figure G8a. Tool JJ with dust extraction: free running
JJ d/c gen 107mm free run
Throttle TOTAL
100
10
1
0.1
0.01
3.19
1 10 100 1000 10000
Frequency (Hz)
Figure G8b. Tool JJ without dust extraction: free running

Page 101 of 108
JJ d/c d/ext 107mm drilling 1/
3 O
BC
F ac
cele
ratio
n (m
/s 2 )
1/
3 O
BC
F ac
cele
ratio
n (m
/s 2 )
Throttle TOTAL
100
10
1
0.1
0.01
8.20
1 10 100 1000 10000
Frequency (Hz)
Figure G9a. Tool JJ with dust extraction: drilling
JJ d/c gen 107mm drilling
Throttle TOTAL
100
10
1
0.1
0.01
8.97
1 10 100 1000 10000
Frequency (Hz)
Figure G9b. Tool JJ with dust extraction: drilling

Page 102 of 108
G.1.3.5 Tools II & JJ: vibration levels with and without dust extraction
From Figure 9 (in main report) it can be seen that for tools II and JJ, the difference between the HSL emission values for with and without dust extraction were up to 5.3m/s2. In G.1.3.4 it was established that the fundamental rotational frequency of the machine is unlikely to have affected the overall measured vibration levels. However, this does not explain the differences between the measured values for with and without the manufacturer’s dust extraction system. Analysis of the individual spectra of the dominant axis for each measurement set-up (II with and without dust extraction and JJ with and without dust extraction) revealed the likelihood that the first two or three harmonics of the rotational frequency, in the 50Hz, 80Hz and 100Hz one-third octave bands, rather than the rotational frequency itself, could have influenced the total measured vibration levels, particularly for tool II. Figure G10 shows the individual measurement spectra in the dominant axis for all tool II measurement configurations. Similarly Figure G11 shows the individual measurement spectra in the dominant axis for all tool JJ measurement configurations.
Tool II was run at the recommended manufacturer’s speed setting for the emission measurements. When at no load this is 2000rpm, which equates to an operating frequency of 33.3Hz. During drilling it is reasonable to assume that this operating frequency is reduced. No attempt was made to quantify this reduction.
For tool II with the 107mm ø core bit and with dust extraction there is a clear peak in the 50Hz one-third octave band and a rise to the 100Hz one-third octave band compared with tool II for the same diameter core bit without dust extraction.
For tool II with the 91mm ø core bit and with dust extraction there is a clear rise to the 50Hz one-third octave band and a peak in the 80Hz one-third octave band compared with tool II for the same diameter core bit without dust extraction.
For tool II for both core bit diameters it is reasonable to surmise that when compared to results without dust extraction, the additional mass and flexing possibilities amplify harmonics of the operating frequency such that they heavily influence the total measured vibration value.
Tool JJ was run at the recommended manufacturer’s speed setting for the emission measurements. At load this was 1570rpm, which equates to an operating frequency of 26.2Hz. For tool JJ it is more difficult to see the differences in spectra and the influence of the dust extraction system, although there does appear to be a broader underlying spectrum for the measurements with dust extraction in place. Tool JJ is 6.8kg (tool II is 4.5kg); the greater machine mass could render the effects of the operating frequency harmonics less pronounced. The difficulty in identifying differences in the spectra is reaffirmed through the overall emission test results for the machine (Table 2 and Figure 9 in main report) where the differences between measured vibration levels with and without dust extraction are less pronounced than for tool II.
The results indicate that the use of in-built dust extraction for a diamond core drill has the potential to influence the measured vibration magnitude, but this is not considered in the current test code.

Page 103 of 108
0.1
1
10
100
0.1
1
10
1/3
OB
CF
acce
lera
tion
(m/s
2 )
1/3
OB
CF
acce
lera
tion
(m/s
2 )
II d/c d/ext 107mm II d/c d/ext 91mm
100
10
1/3
OB
CF
acce
lera
tion
(m/s
2 )1/
3 O
BC
F ac
cele
ratio
n (m
/s 2 )
1
0.1
0.01 0.01
1 10 100 1000 10000 1 10 100 1000 10000
Frequency (Hz) Frequency (Hz)
II d/c gen 107mm II d/c gen 91mm
100 100
10
1
0.1
0.01 0.01
1 10 100 1000 10000 1 10 100 1000 10000
Frequency (Hz) Frequency (Hz)
Figure G10. Tool II: individual measurement spectra for all measurement configurations (dominant axis)

Page 104 of 108
10
100
0.1
1
10
1/3
OB
CF
acce
lera
tion
(m/s
2 )
1/3
OB
CF
acce
lera
tion
(m/s
2 )
JJ d/c d/ext 107mm JJ d/c d/ext 91mm
100
10
1/3
OB
CF
acce
lera
tion
(m/s
2 )1/
3 O
BC
F ac
cele
ratio
n (m
/s 2 )
1
0.1
1
0.1
0.01 0.01
1 10 100 1000 10000 1 10 100 1000 10000
Frequency (Hz) Frequency (Hz)
JJ d/c gen 107mm JJ d/c gen 91mm
100 100
10
1
0.1
0.01 0.01
1 10 100 1000 10000 1 10 100 1000 10000
Frequency (Hz) Frequency (Hz)
Figure G11. Tool JJ: individual measurement spectra for all measurement configurations (dominant axis)

Page 105 of 108
G.1.3.6 Other influencing factors
Transducer Location on Throttle Handle The transducer location on the throttle handle was not always conducive to normal operation of the machine. This appeared to be mostly attributable to the design of the handle and direction of pull for the trigger when fully engaged. Figure G12 shows the direction of trigger pull and the transducer location for a machine whose handle shape did not force the transducers to impede on the operator’s grip.
Direction of trigger pull when fully engaged
Figure G12. Transducers do not impede on operator’s grip
As Figure G12 shows, the smoothly rounded top right corner of the throttle handle allows the transducer block to be glued in such a way as not to impede the operator’s grip but still allowing a location fix in accordance with the standard.
Figure G13 shows the direction of trigger pull and the transducer location for a machine whose handle shape forced the transducers to impede on the operator’s grip.
Direction of trigger pull when fully engaged
Figure G13. Transducers impede on operator grip
As can be seen in Figure G13, the top right corner of the throttle handle is not smoothly round but more angular and abrupt. This leaves only one possible mounting location for the transducer block, which impedes on the operator’s natural angle of grip as required by the design and shape of the handle.
Dust accumulation in dust extract core bits During dry diamond core drilling with a manufacturer’s dust extraction system, it was noted that the heavier dust particles not sucked into the extraction system accumulated at the back of the core bit. After the 60-second measurement period this resulted in the rear of the core drill bit

Page 106 of 108
becoming clogged with hard packed dust to a depth of approximately 40mm. This made it impossible to use the full depth of the core bit (150mm). Drilling without a manufacturer’s dust extraction system, where the heavier dust particles could escape the hole being drilled, allowed full use of the core depth.
Posture & machine orientation Previous research (HSL report number NV/10/07) has indicated that the orientation of the machine during the drilling process, and in turn the posture of the operator, could have an influence on the measured vibration value. When drilling in the vertical axis, the operator does not have to bear any of the mass of the machine, only guide it in the vertical axis as the mass of the machine combined with the effect of gravity is sufficient feed force to make progress through the concrete test block. When drilling in the horizontal axis, the operator must support the mass of the machine as well as provide all the necessary feed force to advance through the brick wall. The operator tended to tuck his arm and the machine into his body to provide the necessary support and feed force. In doing so the operator effectively damped the handles thereby possibly reducing the measured vibration value. Figures G14a to G14c show the different machine orientations and postures for diamond core drilling.
Photo taken during measurement. Photo for illustration only. Photo for illustration only.
Figure G14a. Horizontal drilling; operator provides
Figure G14b. Vertical drilling – start of hole;
Figure G14c. Vertical drilling – end of hole;
machine support and feed operator provides feed operator provides feed force force only (if required) force only (if required)
G.1.4 The Tool II metal drilling mystery
Figure 12 (in main report) shows the results for the field measurements. Amongst these is one anomalous result, which is for Tool II drilling into metal. The HSL measured emission result was 2.2m/s2. The mean field value was 8.2m/s2 with an upper quartile of the field values at 9.7m/s2. These are unexpectedly large increases in vibration values. A detailed investigation of individual axes data for this machine on this process was carried out to try to identify any potentially unusual motion patterns e.g. excessive motion in the fore-aft direction. A lower feed force being used during the field measurements could explain an increase in motion in the fore-aft and left-right planes. With the 200N feed force for the emission measurements, it is possible that sufficient downward pressure was also restricting motion in other directions during these measurements. Subjective evidence from the operators indicated that a much-reduced feed force was used during the field measurements; this may have decreased damping, allowing

Page 107 of 108
increased movement in all directions. However, the individual data did not indicate substantial relative increase in the off-axis directions. Figure G15 shows the axis vibration total values for Tool II drilling into metal on the six separate axes from which data was taken.
0
1
2
3
4
5
6
7
Ch1 (x) Ch2 (y) Ch3 (z) Ch4 (x) Ch5 (y) Ch6 (z)
Support Throttle
Acc
eler
atio
n (m
/s2 )
HSL emission Field #1 Field #2
Figure G15. Tool II drilling into metal: separate axes data
As Figure G15 shows, the y-axis on the throttle handle shows a large increase in measured vibration for the first set of field measurement data. However, looking in more detail at the individual data points for this result does not reveal anything anomalous. Table G4 shows the throttle handle results for all axes for the HSL measured emission result and both the field measurement results. The results for the y-axis at the first field site are highlighted in bold text.

Table G4. Throttle handle vibration measurement results for Tool II (metal drilling) Measurement no.
HSL emission Field site #1 Field site #2 awhx awhy awhz ahv awhx awhy awhz ahv awhx awhy awhz ahv
Thro
ttle
1 1.37 1.03 0.87 1.93 3.78 4.10 3.12 6.39 3.71 3.46 5.13 7.21 2 1.18 0.96 0.77 1.71 3.54 5.80 3.87 7.82 3.74 3.90 6.35 8.34 3 1.76 1.02 1.00 2.27 3.61 6.33 4.27 8.45 2.71 3.77 6.38 7.90 4 1.78 1.05 1.08 2.33 3.60 7.21 4.55 9.26 3.74 4.27 5.79 8.11 5 1.65 1.01 0.91 2.14 3.59 6.43 4.36 8.56 3.78 3.77 5.44 7.62 6 1.70 1.04 0.91 2.19 4.12 7.42 5.45 10.09 3.60 2.81 4.93 6.72 7 2.30 1.15 0.94 2.74 4.86 7.16 5.07 10.04 3.07 2.60 4.90 6.34 8 2.30 1.22 1.02 2.80 4.62 8.00 6.25 11.15 2.62 2.33 4.66 5.84 9 2.18 1.11 0.92 2.62 4.18 7.58 5.82 10.44 2.65 2.46 4.51 5.78 10 2.24 1.27 1.04 2.77 4.49 8.18 6.94 11.63 2.89 2.62 5.20 6.50 11 1.53 1.00 0.96 2.06 5.48 5.46 4.70 9.05 5.86 2.96 2.59 7.06 12 1.60 1.06 0.98 2.16 6.25 5.82 4.83 9.81 4.98 3.61 2.80 6.76 13 1.42 0.91 0.95 1.94 5.77 5.59 4.98 9.45 4.61 3.71 2.73 6.52 14 1.32 0.85 0.79 1.76 5.91 6.11 5.26 10.00 3.96 3.22 2.56 5.71 15 1.47 0.99 0.99 2.03 5.96 6.06 5.07 9.90 4.48 3.83 2.85 6.55 Mean 1.72 1.04 0.94 2.23 4.65 6.48 4.97 9.47 3.76 3.29 4.46 6.86 Std Dev 0.35 0.10 0.08 0.33 0.92 1.03 0.88 1.23 0.87 0.57 1.30 0.78
From Table G4 it can be seen that there is nothing in the data to suggest substantially increased motion in any one direction. There is also nothing to suggest that one particular operator recorded greater vibration than any other operator. It therefore remains unclear why the overall field measurement result for Tool II drilling into metal is so much greater than the HSL measured emission result. There was no indication of equipment malfunction. Previous work carried out using pneumatic impact drills (HSL report NV/00/09) also showed great variation in field results when drilling into the same material.
Published by the Health and Safety Executive 07/11

Health and Safety Executive
Evaluation of EN 60745 test codes: BS EN 60745-2-1 2003 (inc. amendment no 1) Particular requirements for drills and impact drills
The work described in this report assesses the standard test defined in BS EN 60745-2-1:2003 (incorporating amendment no. 1 [2007]) for usability and reproducibility. Drills, impact drills and diamond core drills were used in this project to fully encompass the machine scope covered by the test code. The vibration emission values obtained in accordance with the provisions of the test code were compared with vibration magnitudes measured under simulated real operating conditions.
The report concludes that the test specifications for drilling into metal and impact drilling into concrete were usable. However, the standard lacked clarity about how the machines should be used when diamond core drilling. In general, prescribed push forces seemed unnecessarily high when compared with typical push forces for drilling operations.
HSL verified the manufacturers’ declared emissions for the drilling and impact drilling applications but could verify only one of the manufacturers’ declared emission values for diamond core drilling.
The test code appears to have:
n good usability but poor reproducibility for drilling into metal;
n good usability and good reproducibility for impact drilling into concrete; and
n poor usability and poor reproducibility for diamond core drilling.
The test code offers potential for estimating workplace vibration and subsequent estimation of workplace vibration exposures if usability and reproducibility can be improved.
This report and the work it describes were funded by the Health and Safety Executive (HSE). Its contents, including any opinions and/or conclusions expressed, are those of the authors alone and do not necessarily reflect HSE policy.
RR879
www.hse.gov.uk


















