ROTORDYNAMIC STABILITY MEASUREMENT DURING … · J. Jeffrey Moore is the Supervisor of...
10
J. Jeffrey Moore is the Supervisor of Rotordynamics at Dresser-Rand Company, Olean Operations, in Olean, New York. He has been employed at Dresser-Rand for four years. Prior to joining Dresser-Rand, Dr. Moore worked for Solar Turbines Inc., in San Diego, California, in the Gas Compressor Group. His interests include prediction of rotor/fluid interaction forces with CFD, bearing and seal design, and aerodynamics. He has authored nine technical papers in the area of rotordynamics and aerodynamics. Dr. Moore holds B.S., M.S., and Ph.D. degrees (Mechanical Engineering) from Texas A&M University. Stephen T. Walker is a Development Engineer at Dresser-Rand Company, Olean Operations, in Olean, New York. His main focus is mechanical component design and solid modeling. Mr. Walker has been employed with Dresser-Rand since obtaining his B.S. degree (Mechanical Engineering, 1998). Mark J. Kuzdzal is the Manager of Core Technologies at Dresser-Rand Company, Olean Operations, in Olean, New York. He is currently responsible for overseeing rotordynamics, materials, solid mechanics, and acoustics disciplines. Mr. Kuzdzal’s areas of expertise focus on rotordynamics, bearing performance, and product/process development. He has coauthored five technical papers, holds one U.S. Patent and has one pending. Mr. Kuzdzal has been employed with Dresser-Rand since obtaining his B.S. degree (Mechanical Engineering, 1988) from the State University of New York at Buffalo. ABSTRACT Full-load, full-pressure rotordynamic stability measurements were conducted on a seven-stage, back-to-back centrifugal compressor. To validate rotordynamic predictions, the rotor was excited while operating at full load and full pressure during factory testing. This was accomplished through means of a magnetic bearing, which was attached to the free end of the rotor. This device injected an asynchronous force into the rotor system to excite the first forward whirling mode. This technique measures the rotor’s logarithmic decrement (log dec), which indicates the level of stability, or damping, in the rotor. The device is designed to be nonintrusive to the original dynamics of the rotor and may be easily installed/removed on the test stand. This paper discusses the techniques used to measure the rotordynamic stability from a full- load, full-pressure test of a 6000 psi reinjection compressor. The results demonstrate the effectiveness of swirl brakes and damper seals in producing a compressor that becomes more stable as discharge pressure increases. This approach to compressor design is in stark contrast to traditional designs in which the stability degrades with increasing pressure, ultimately leading to rotordy- namic instability. This technology ensures trouble-free startup and operation of these compressors in the field, minimizing risk for the end-user. INTRODUCTION Centrifugal compressors are used widely in the oil and gas industry in applications such as gas gathering, transmission, and reinjection. Reinjection compressors have traditionally created the greatest challenge to the rotordynamic designer due to the high pressure and power density. The high-pressure process gas produces significant excitation and reaction forces on the rotor. Improved understanding and management of the aerodynamic forces acting on the rotor system are required during the design cycle of this class of machinery. Devices such as swirl brakes and damper seals have been developed to reduce excitation forces and improve damping in the rotor to prevent rotordynamic instabilities from occurring. Starting in the early 1970s, rotordynamic instabilities received great attention due to an unstable reinjection compressor in the North Sea (Wachel, 1975). Rotordynamic instability occurs when the forward driving forces exceed the resisting dissipation forces, which leads to self-excitation of the first whirling mode of the rotor. The result can be large subsynchronous vibration that is limited only by contact between the rotor and stator parts, often resulting in mechanical damage to the compressor. Examples of this phenomenon are widely reported in the literature including Wachel (1975), Fulton (1984), Kirk (1985), Kuzdzal, et al. (1994), and Memmott (2000a). In traditional practice, the instability is not encountered until very late in the project cycle resulting in costly downtime and hardware changes. If full-load testing is not performed at the 29 ROTORDYNAMIC STABILITY MEASUREMENT DURING FULL-LOAD, FULL-PRESSURE TESTING OF A 6000 PSI REINJECTION CENTRIFUGAL COMPRESSOR by J. Jeffrey Moore Supervisor, Rotordynamics Group Stephen T. Walker Development Engineer and Mark J. Kuzdzal Manager, Core Technology Group Dresser-Rand Company Olean, New York
Transcript of ROTORDYNAMIC STABILITY MEASUREMENT DURING … · J. Jeffrey Moore is the Supervisor of...

J. Jeffrey Moore is the Supervisor ofRotordynamics at Dresser-Rand Company,Olean Operations, in Olean, New York. Hehas been employed at Dresser-Rand forfour years. Prior to joining Dresser-Rand,Dr. Moore worked for Solar Turbines Inc.,in San Diego, California, in the GasCompressor Group. His interests includeprediction of rotor/fluid interaction forceswith CFD, bearing and seal design, andaerodynamics. He has authored nine
technical papers in the area of rotordynamics and aerodynamics.Dr. Moore holds B.S., M.S., and Ph.D. degrees (Mechanical
Engineering) from Texas A&M University.
Stephen T. Walker is a DevelopmentEngineer at Dresser-Rand Company, OleanOperations, in Olean, New York. His mainfocus is mechanical component design andsolid modeling.
Mr. Walker has been employed withDresser-Rand since obtaining his B.S.degree (Mechanical Engineering, 1998).
Mark J. Kuzdzal is the Manager of CoreTechnologies at Dresser-Rand Company,Olean Operations, in Olean, New York. Heis currently responsible for overseeingrotordynamics, materials, solid mechanics,and acoustics disciplines. Mr. Kuzdzal’sareas of expertise focus on rotordynamics,bearing performance, and product/processdevelopment. He has coauthored fivetechnical papers, holds one U.S. Patent andhas one pending.
Mr. Kuzdzal has been employed with Dresser-Rand sinceobtaining his B.S. degree (Mechanical Engineering, 1988) from theState University of New York at Buffalo.
ABSTRACT
Full-load, full-pressure rotordynamic stability measurementswere conducted on a seven-stage, back-to-back centrifugal
compressor. To validate rotordynamic predictions, the rotor wasexcited while operating at full load and full pressure during factorytesting. This was accomplished through means of a magneticbearing, which was attached to the free end of the rotor. Thisdevice injected an asynchronous force into the rotor system toexcite the first forward whirling mode. This technique measuresthe rotor’s logarithmic decrement (log dec), which indicates thelevel of stability, or damping, in the rotor. The device is designedto be nonintrusive to the original dynamics of the rotor and may beeasily installed/removed on the test stand. This paper discusses thetechniques used to measure the rotordynamic stability from a full-load, full-pressure test of a 6000 psi reinjection compressor. Theresults demonstrate the effectiveness of swirl brakes and damperseals in producing a compressor that becomes more stable asdischarge pressure increases. This approach to compressor designis in stark contrast to traditional designs in which the stabilitydegrades with increasing pressure, ultimately leading to rotordy-namic instability. This technology ensures trouble-free startup andoperation of these compressors in the field, minimizing risk for theend-user.
INTRODUCTION
Centrifugal compressors are used widely in the oil and gasindustry in applications such as gas gathering, transmission, andreinjection. Reinjection compressors have traditionally created thegreatest challenge to the rotordynamic designer due to the highpressure and power density. The high-pressure process gasproduces significant excitation and reaction forces on the rotor.Improved understanding and management of the aerodynamicforces acting on the rotor system are required during the designcycle of this class of machinery. Devices such as swirl brakes anddamper seals have been developed to reduce excitation forces andimprove damping in the rotor to prevent rotordynamic instabilitiesfrom occurring.
Starting in the early 1970s, rotordynamic instabilities receivedgreat attention due to an unstable reinjection compressor in theNorth Sea (Wachel, 1975). Rotordynamic instability occurs whenthe forward driving forces exceed the resisting dissipation forces,which leads to self-excitation of the first whirling mode of therotor. The result can be large subsynchronous vibration that islimited only by contact between the rotor and stator parts, oftenresulting in mechanical damage to the compressor. Examples ofthis phenomenon are widely reported in the literature includingWachel (1975), Fulton (1984), Kirk (1985), Kuzdzal, et al. (1994),and Memmott (2000a).
In traditional practice, the instability is not encountered untilvery late in the project cycle resulting in costly downtime andhardware changes. If full-load testing is not performed at the
29
ROTORDYNAMIC STABILITY MEASUREMENT DURING FULL-LOAD,FULL-PRESSURE TESTING OF A 6000 PSI REINJECTION CENTRIFUGAL COMPRESSOR
byJ. Jeffrey Moore
Supervisor, Rotordynamics Group
Stephen T. WalkerDevelopment Engineer
andMark J. Kuzdzal
Manager, Core Technology Group
Dresser-Rand Company
Olean, New York

factory, these problems may not be discovered until the unitreaches the field. Depending on the application, the loss ofproduction and service expense can run in the millions of dollars.
Since full-load, hydrocarbon factory testing can be expensive, analternative method is desired. Furthermore, even if a unit is Class-1 tested and no subsynchronous vibration is recorded, the exactstability margin is not known, only that the compressor has apositive logarithmic decrement. A device that directly measuresstability at a variety of operating conditions would demonstrateadequate stability margins exist. Furthermore, even when onlyinert gas or reduced pressure (Class-3) testing is selected, valuabledata can be acquired to validate rotordynamic models minimizingrisk in the field. This paper documents the use of a magneticbearing exciter used during full-load, full-pressure testing tomeasure the rotordynamic stability of the rotor. The test results areused to validate rotordynamic models of the compressor.
DESCRIPTION OF HIGH-PRESSURE COMPRESSOR
Full-load, full-pressure rotordynamic stability measurementswere conducted on a seven-stage, back-to-back (BTB) centrifugalcompressor (Figure 1). In a BTB centrifugal compressor, gas entersthe inlet of the machine, travels through a series of impellers, andthen exits. Before the gas reenters the case, it is generally cooledusing an intercooler. Upon reentry the gas passes through anotherseries of impellers and then the final discharge. When intercoolingis employed, higher compressor efficiencies are possible and mayallow for a less costly cooler design than if cooling at the finaldischarge pressure.
Figure 1. Photo of High-Pressure Compressor Bundle.
Because the thrust of the first and second sections of a BTBcompressor act in opposite directions, thrust balance requirementsare minimized. This is especially important at off-design operation(higher and lower flow). A rotating shaft spacer, residing under thedivision wall, is used to balance residual thrust forces. This incombination with the BTB arrangement eliminates the need for alarge diameter balance piston. The division wall seal is employed tominimize leakage from the second section discharge pressure fromthe first section discharge. As a result, the division wall seal has lesspressure drop (∆P) and is at a smaller diameter than a balance piston.
A shaft-end seal is used to drop the second section inlet pressuredown to the first section inlet (dry gas seal pressure) andcontributes to recycle leakage. Due to the relatively high-pressuredifferential, careful attention must be placed on the design of thisseal from a rotordynamics perspective. Again, due to the lowdiameter of this seal, its leakage is relatively low. Therefore, the netresult is less recycle leakage and better efficiency for the BTBarrangement over a straight-through design.
Typically, high-pressure centrifugal compressors are heavilyscrutinized for rotordynamic stability. The logarithmic decrementof the rotorbearing system’s first natural frequency is comparedagainst the expected excitation in the system. Employing modalconcepts, a designer strives to keep destabilizing forces away fromthe midspan of the rotor where they are most likely to drive the firstnatural frequency unstable. Conversely, damping sourcesintroduced at or near the rotor midspan can be very beneficial torotordynamic stability. One such device is a damper seal. Thisdevice has been proven to provide more damping than detrimental
cross-coupled stiffness in laboratory testing. The seal effectdamping is enhanced when the tangential velocity of the gasentering the damper seal is minimized by shunt injection and/orswirl brakes. The embodiment tested included a damper seal at themidspan of the rotor with shunt injection and swirl brakes.
The magnetic bearing exciter (MBE) is mounted on thenondrive-end of the compressor rotor. More details of the MBEdesign features and testing procedure will be discussed later in thepaper. The compressor configuration employs a modular, splitbundle concept as shown in Figure 1. This concept allows forefficient removal of the entire compressor bundle from the caseincluding the bearings, gas seal, and coupling hub.
Further attributes of the machine include high efficiencyimpellers coupled with low solidity vane diffusers (LSD). Tandemdry gas seals, which rotordynamically have insignificant radialforces, are used to seal the compressed gas from the environment.The rotor is supported with five-shoe tilt-pad bearings in serieswith sealed, spring supported squeeze-film dampers (SFD). For afull description of the damper bearing, refer to Kuzdzal and Hustak(1996).
The reinjection compressor has a 7500 psi (517 bar) case ratingand was designed to achieve a final discharge pressure in excess of6000 psi (413 bar) at the design point. Extensive full-load full-pressure testing was conducted at and below this pressure. Thetesting included injecting asynchronous forces into the rotor-bearing system using a magnetic bearing mounted on the free endof the compressor rotor.
ROTORDYNAMIC MODELING
Accurate rotordynamic modeling of high-pressure centrifugalcompressors is crucial to the success of this class of machinery.With gas densities approaching half that of water, the predictionand management of gas forces in seals and secondary passages arerequired. With the improved accuracy of computational fluiddynamics (CFD), the destabilizing forces that exist in thecompressor can be predicted and better managed.
A rotor can be modeled using finite element techniques resultingin the general linear system of differential equations,
(1)
For the homogeneous solution (free vibration), a harmonic solutionis assumed as,
(2)
The eigenvalue may be solved for and takes the form of,
(3)
The real part of the eigenvalue determines the level of damping orstability, where ζ is the damping ratio. The logarithmic decrement(δ) is another common way to state the level of damping in asystem and is related to the damping ratio by,
(4)
Notice the log dec is not defined for damping ratios (ζ) equal toand greater than one. Bearing and seal reaction forces may bemodeled by linear stiffness and damping matrices:
(5)
For centered annular seals, skew symmetry of these matricesexists,
PROCEEDINGS OF THE THIRTY-FIRST TURBOMACHINERY SYMPOSIUM • 200230
[ ] [ ] [ ] ( )M X C X K X F t�� �+ + =
( )X t X est=
δ πζ
ζ=
− 2
[ ] [ ]KK K
K KC
C C
C Cs
xx xy
yx yy
s
xx xy
yx yy
=�
��
�
�� =
�
��
�
��
s in d= − +ζ ω ω

(6)
To improve the stability in annular seals, the cross-coupled stiffness(Kxy) is minimized while direct damping (Cxx) is maximized.
The tilting-pad journal bearing coefficients are obtained using abearing code (Nicholas, et al., 1979) that solves the Reynoldsequation. Tilting-pad journal bearings have essentially no Kxy. Inseries with the tilt-pad bearings, a sealed squeeze-film damper isemployed. The configuration allows optimal damping to beselected and makes the system less sensitive to journal bearingclearance tolerance. An uncavitated, 2 short-film damper solutionhas been found to model this class of damper well according toLund, et al. (2001), given as,
(7)
for a centered damper. A mechanical spring is used to offset thegravity load on the bearing allowing near-centered operation.
A special type of annular gas seal, referred to here as a damperseal, provides a positive, stabilizing effect (damping) as opposed toa negative, destabilzing one. Furthermore, the damping effectbecomes more pronounced as the inlet pressure into the sealincreases. Since all sources of destabilizing forces cannot beeliminated in a compressor, damper seals are important since theyprovide increased damping at a rate faster than the destabilizingforce increases. The net result is an increase in rotor stability (logdec) with increasing discharge pressure. This behavior is in starkcontrast to typical compressor designs. Traditionally, as thedischarge pressure of a centrifugal compressor increases, the desta-bilizing forces increased while damping from the bearingsremained constant. As a result, the higher the discharge pressure,the greater the risk of rotor instability. This new philosophy or goalof centrifugal compressor design is to reverse the traditional trendand provide a rotor that becomes more stable with increasedpressure. Figure 2 shows a graphical view of this trend for a hypo-thetical compressor.
Figure 2. Example of Traditional and New Design Philosophy forRotor Stability.
Several types of damper seals exist and are widely reported inthe literature including: honeycomb seals (Memmott, 1994;Memmott, 1999; Zeidan, et al., 1993), hole pattern (Yu and Childs,1998; Holt and Childs, 2002), and pocket type (Richards, etal.,1995). For the present study, a variation of the hole pattern seal,referred to as a damper seal, is used. Its geometry is optimizedthrough the use of CFD analysis and test rig measurements. Athree-dimensional (3D) CFD code with new boundary conditionswas developed specifically for modeling the complex flows insidethe damper seals. Chochua, et al. (2001), provide a thoroughdescription of the code and methodology used. Figure 3 provides
an example of the complex, recirculating flow field inside the cellsof the seal. By optimizing the geometry of the holes, damping ismaximized while keeping leakage to a minimum.
Figure 3. Predicted Flow Field Inside Damper Seal.
The code of Kleynhans and Childs (1996) is utilized to calculatethe damper seal rotordynamic coefficients and has beenextensively validated to medium-pressure test rig data (Holt andChilds, 2002). The code solves the turbulent bulk flow equationsusing the Blasius friction factor model but adds an extra degree offreedom to represent the cells. The results are frequency-dependentstiffness and damping coefficients. To minimize cross-coupledstiffness in the seal, antiswirl measures are employed at the sealentrance. A damper seal is used at the division wall. As previouslymentioned, the seal is ideally located at the point of largestamplitude for the first forward whirling mode providing maximumdamping effectiveness. A damper seal can also be applied to abalance piston on a straight-through compressor with good results.
Finally, the labyrinth seals are modeled with a combination ofbulk-flow and computational fluid dynamic approaches. Theimpeller eye seals are modeled using the two control-volume, bulk-flow code of Kirk (1990) with good results (Moore, 2001). Theseals are straight-through, teeth-on-stator designs.
Labyrinth seals are well known to be destabilizing in thepresence of inlet preswirl (Childs, 1993). Therefore, swirl brakesare used at all critical locations upstream of the various labyrinthseals inside the compressor. Using three-dimensional CFDtechniques, these swirl brakes have been optimized. Figure 4shows a typical swirl brake. The swirl brake transforms a normallydestabilizing seal into a stabilizing one.
Swirl brakes are used on all the impeller eye seals. A three-dimensional CFD model has been used to optimize their design.The secondary passage outside the impeller shroud is coupled tothe primary bladed passage of the impeller, allowing the swirlbrakes to be optimized for a variety of operating conditions andimpeller families. Figure 5 shows a close-up of the CFD modelnear an impeller eye seal showing the swirl brakes. Moore and Hill(2000) show additional detail in analysis and design of the swirlbrakes used in the compressor.
ROTORDYNAMIC STABILITY MEASUREMENT DURING FULL-LOAD,FULL-PRESSURE TESTING OF A 6000 PSI REINJECTION CENTRIFUGAL COMPRESSOR
31
K K C C K K C Cxy yx xy yx xx yy xx yy= − = − = =
C RL
Cd = �
��
�
��π µ3

Figure 4. Swirl Brake Installation at Impeller Eye Location.
Figure 5. CFD Model for Swirl Brake Analysis.
As previously described, the shaft-end labyrinth seal containsthe ∆P generated by the first compressor section. This sealtypically has a large pressure differential and is relatively long.Therefore, for maximum accuracy, the rotordynamic coefficientsare calculated using 3D CFD techniques presented by Moore(2001). Figure 6 shows a vector plot for the flow field inside the17-tooth, teeth-on-stator labyrinth seal. Swirl brakes are also usedupstream of this seal to effectively block preswirl, resulting in sealcoefficients that are stabilizing to the rotor system.
The excitation arising from the centrifugal impellers is estimatedusing a modified form of the Wachel number (Wachel and vonNimitz, 1981). After benchmarking the formulation on numeroustest cases operating with different mole weight gases, the author’scompany has adopted the following form and is referred to as themodal predicted aero cross-coupling (MPACC) (Memmott, 2000a;Memmott, 2000b) as shown in Equation (8). Notice, mole weighthas been eliminated from the originally proposed Wachelformulation. By taking a modal sum based on the first whirlingmode shape, an effective Kxy is calculated on the midspan of therotor allowing it to be overlaid on a passive excitation plot.
(8)
Figure 6. Vector Plot of a 17-Tooth Shaft End Labyrinth Seal.
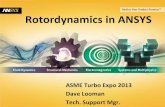
Utilizing a suite of rotordynamics software developed at theauthor’s company, a full rotordynamic analysis is performed.Figure 7 shows a predicted response plot (vibration amplitudeversus speed) with midspan unbalance showing a well damped firstcritical speed and no modes in the operating speed range. No sealeffects are included in this calculation in accordance with APIStandard 617, Sixth Edition (1995) guidelines.
Figure 7. Predicted Rotor Response with Midspan Unbalance.
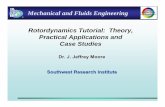
Figure 8 shows a passive excitation chart with and without theeffect of the labyrinth and damper seals. The plot shows thepredicted log decrement of the first forward whirling mode versuscross-coupled stiffness placed at the midspan of the rotor. The plotdemonstrates how much excitation a rotor system can withstandbefore going unstable (negative log dec). The multiple curves showthe effect of increasing discharge pressure, demonstrating asubstantial increase in the threshold Kxy required to drive thesystem unstable.
Overlaid on the plot is the MPACC number calculated at 6000psi discharge pressure. The rotor stability margin (SM) isdefined in Equation (9) as the ratio between the threshold Kxy tothe predicted aerodynamic excitation (MPACC). Due to theoptimal damping from the squeeze-film bearings, the rotorexhibits reasonable stability margin when no seals are included,resulting in a stability margin of 1.5. When the seals areincluded, stability is greatly improved, increasing the stabilitymargin to over 18.
(9)
PROCEEDINGS OF THE THIRTY-FIRST TURBOMACHINERY SYMPOSIUM • 200232
MPACCHP
N D hx
j
j j
D
sj
NI
j
j
s
= ×× ×
�
��
�
��
=�1
2ρρ
( )SM
K
MPACC
xy==δ

Figure 8. Passive Excitation Plot with and without Labyrinth SealEffects at 6000 PSI Discharge Pressure.
The log dec at a given pressure is represented by the intersectionbetween the MPACC number and the log dec curve as shown inFigure 8. Note that a different MPACC number is calculated foreach discharge pressure. Included in these rotor stability calcula-tions are the bearings, impeller eye seals, division wall damperseal, and shaft end labyrinth. Figure 9 shows the resultingpredictions and demonstrates stability increasing with increasingpressure. Equation (4) shows that the log dec approaches infinity asthe first whirling mode approaches critical damping (ζ = 100percent). At a discharge pressure of 6000 psi, the damping ratio (ζ)equals 98 percent and explains the high predicted log dec. Theseresults will later be compared to the test measurements.
Figure 9. Predicted Log Dec Versus Discharge Pressure.
MAGNETIC BEARING EXCITER DESIGN
Since stability calculations combine results from a variety ofcodes, validation of the end result is important and is the focus ofthe remainder of this paper. Synchronous response to imbalancecan be measured using shaft displacement probes showing thevibration amplitudes and locations of critical speeds.Rotordynamic stability, on the other hand, results in zero amplitudeuntil an instability is reached, at which point linear theory predictsunbounded vibration amplitudes.
Modal testing is a well-known method for extracting systemnatural frequencies and logarithmic decrement. The challenge inrotor systems is supplying dynamic excitation to the rotating shaftin a noncontacting, nonintrusive manner. Impact methods havebeen used with some success with centrifugal pumps (Marscherand Campbell, 1998). However, the high speed and hazardousenvironment around compressors makes this approach undesirable.
Magnetic bearings have been successfully used in place of oilbearings in many applications. Modern magnetic bearings withlaminated construction of advanced materials have excellentcontrol and frequency response. This study utilizes a magneticbearing on the free end of the compressor to generate dynamicforces to excite the rotor. Baumann (1999) used a similar approachon a multistage compressor by attaching a stub-shaft to the freeend. Unfortunately, the added mass moved the nodal point of thelateral mode near the original journal bearing location. Therefore,the oil bearing was moved outboard of the magnetic bearing. Whileeffective, this approach does not satisfy the goal of making nonin-trusive measurements of the rotor system.
The present work attempts to satisfy the following requirementsfor the exciter:
1. Nonintrusive—have minimal effect on lateral modes of theoriginal system by keeping added mass to a minimum
2. No changes in oil bearing location on the shaft
3. Installed and removed easily from machine while on the teststand
4. Have sufficient capacity to excite the rotor system
Clearly, number 1 and 4 are in conflict. However, by utilizingadvanced magnetic materials with higher flux density, a powerfulbearing was designed of minimal size. Use of lightweight alloysand a hollow, stiff-shaft design results in minimal addition of massto the rotor system. The exciter assembly adds only 2.5 lb to a rotorweighing over 400 lb.
Figure 10 shows a solid model assembly of the originalassembly as shipped to the client. Figure 11 shows a similar viewwith the magnetic bearing exciter installed. Minimal modificationsof the original compressor housings were required to accommodatethe magnetic bearing. This approach did not move the location ofthe radial oil bearings. A digital control system was customdesigned for the application and allows control of excitationfrequency range and magnitude. A digital tracking filter triggeredby the excitation signal was used to isolate the exciter responsefrom other frequencies in the spectrum, yielding good signal tonoise ratio.
Figure 10. Solid Model of Original Assembly.
ROTORDYNAMIC STABILITY MEASUREMENT DURING FULL-LOAD,FULL-PRESSURE TESTING OF A 6000 PSI REINJECTION CENTRIFUGAL COMPRESSOR
33

Figure 11. Solid Model with Magnetic Bearing Exciter Added.
Next, the behavior of the rotor with the exciter installed is inves-tigated analytically. Table 1 compares the predicted log dec andfrequency with and without the exciter. The addition of the exciterhardware has little effect on the rotor system verifying nonintrusivemeasurement.
Table 1. Comparison of Predicted First Whirling Mode with andwithout Magnetic Bearing Exciter.
Figure 12 shows the predicted results of an asynchronous,forward whirling excitation from the magnetic bearing while therotor is at its operation speed (12,900 rpm). The model containedonly the bearing reaction forces (no seals) and represents the low-pressure operation of the compressor to be presented later. Thepredicted response shows a well-damped first mode and demon-strates adequate capacity of the exciter bearing. A modalidentification algorithm (MIA) uses this constant force injectionsweep to excite the first whirling mode. This swept sine waveexcites the first, forward whirling mode allowing the log dec andnatural frequency to be identified. The magnitude of the forcingfunction is not important as long as it is sufficient to providemeasurable amplitudes.
Figure 12. Predicted Asynchronous Excitation with MagneticBearing Exciter.
The results are compared to the predicted eigenvalue in Table 2.The MIA result shows good correlation to the eigen analysis,
verifying that the modal characteristics can be accurately extractedby excitation from the free end of the rotor.
Table 2. Comparison of Predicted Exciter Results to PredictedEigenvalue.
TEST SETUP
Figure 13 shows the flow loop used during testing in accordancewith ASME PTC-10 (1997) test specification. A 15,000 hp steamturbine was used as the driver through a gearbox. The packagecoupling was used between the gearbox and the compressor toclosely duplicate the conditions in the field. Orifice flowmeterswere placed to measure the flow in each section as well as inbetween the sections to directly measure the division wall sealleakage. Nitrogen is used as the test gas for the full-load, full-pressure portion of this testing, including all the exciter tests.
Figure 13. High-Pressure Test Loop Layout.
Once the exciter tests were complete, an ASME PTC-10 (1997)Class-1 test was performed to satisfy contractual requirements.This test specification requires the test gas to closely simulate themole weight and gas properties of the field gas. This is accom-plished by blending local pipeline gas with carbon dioxide and/orpropane. The resulting mixture results in nearly identical gasdensities, test speeds, and volume reduction as field operation. Thecompressor including package auxiliaries is then tested under fullpressure on the hydrocarbon blend.
Figure 14 shows a photograph of the compressor casing installedin the high-pressure test stand. A data acquisition system automat-ically acquires and displays both performance and mechanicalinstrumentation.
TEST RESULTS
After performance and mechanical checks were complete, theflow loop was depressurized to a minimal level (Pd2 = 140 psi),and the compressor was throttled to the design flow and speed.Since no significant gas forces would be present at this reducedpressure, this condition allowed the basic rotordynamic behavior to
PROCEEDINGS OF THE THIRTY-FIRST TURBOMACHINERY SYMPOSIUM • 200234

Figure 14. Photo of Compressor in High-Pressure Test Facility.
be identified. Figure 15 shows the frequency response plot fromasynchronous excitation of the first mode using the magneticbearing exciter while the compressor is operating at 12,900 rpmand 140 psi discharge pressure. The response shows a well-dampedfirst mode, attributed to the squeeze-film damper bearings. Itshould be noted that the rotor speed remains constant while theinjection force sweeps through the frequency range resulting in apeak response at the first rotor natural frequency.
Figure 15. Frequency Response Plot from Exciter Sweep (No GasForces, 12,900 RPM, Pd2 = 140 PSI).
Nitrogen is added to the loop until 1000 psi discharge pressureis reached while running at the same speed and volume flow rate(Q). Figure 16 shows the exciter results at 1000 psi dischargepressure. Even at this relatively low pressure, the gas forces aresignificant and result in a highly damped rotor system, indicated bythe flat frequency response and gradual phase shift.
Figure 16. Frequency Response Plot from Exciter Sweep (12,900RPM, Pd2 = 1000 PSI).
Nitrogen is incrementally added in steps of 1000 psi at thecompressor discharge, while maintaining design flow and speed upto 5000 psi. At 5000 psi the compressor was discharge throttleduntil it reached 6000 psi. Figure 17 plots these test points on acompressor map. Exciter data were taken at each of these pointsresulting in frequency response plots similar to Figure 16, yet morehighly damped.
Figure 17. Pressure and Flow Points Measured During Test.
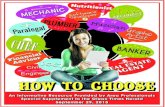
Using the modal identification algorithm (MIA) presentedearlier, the measured logarithmic decrement is determined andplotted in Figure 18. The log dec without the gas forces is 1.24,representing a rotor that is quite stable. As the discharge pressureincreases, the log dec increases as well. This result confirms thatthe stabilizing gas forces (damping) increase at a faster rate thanthe destabilizing forces. As the discharge pressure approaches6000 psi, the rotor is nearing critical damping (ζ = 1.0), makingidentifying modal characteristics more difficult. The rotor demon-strated good stability up to the design pressure of 6000 psi withdischarge densities exceeding 20 lb/ft3.
Figure 18. Measured and Predicted Rotor Log Dec VersusDischarge Pressure.
Also shown in Figure 18 are the stability predictions fromFigure 9. The results show good agreement at the low-pressurepoint, validating the bearing and squeeze-film damper analysisapproach. The predictions show good correlation to the measuredlog dec as the discharge pressure is increased, though the log decis slightly underpredicted near 4000 psi discharge pressure. Aspreviously mentioned, the mode is approaching critical damping (ζ = 1.0) as discharge pressures reach 6000 psi, resulting in highlog dec values and good agreement between test and prediction.
ROTORDYNAMIC STABILITY MEASUREMENT DURING FULL-LOAD,FULL-PRESSURE TESTING OF A 6000 PSI REINJECTION CENTRIFUGAL COMPRESSOR
35

Figure 19. Comparison of Results with Previously Published Data.
The most dominant component affecting rotor stability is thedamper seal at the division wall. Due to its central location andhigh-pressure differential, it provides substantial damping to thefirst whirling mode. The results confirm in practice the goodcorrelation of the damper seal code that has been demonstrated byHolt and Childs (2002). Due to the high-stage pressure differential,the impeller eye labyrinths also play an important role. The swirlbrakes on these seals have transformed these components fromdestabilizing into a significant stabilizing feature, furthercontributing to the good rotor stability.
Figure 19 compares the current measured results to thosepreviously published by Baumann (1999) for two differentcompressors in the same class as the present machine. Machine 1showed an initial increase in log dec but then decreased, leading toinstability (log dec < 0) near 3600 psi, due to a drop in the firstnatural frequency. The second case (Machine 2) presented byBaumann (1999) shows a flatter behavior by selective use of swirlbrakes. These results are presented for comparison purposes onlyand do not necessarily reflect the current state-of-the-art for thatmanufacturer.
Based on the successful full-load, full-pressure nitrogen test, theMBE was removed and a Class-1, full-pressure hydrocarbon testwas performed. Figure 20 shows a vibration spectrum at the designpressure demonstrating a clean spectrum with no sign of instability(subsynchronous vibration).
Figure 20. Vibration Spectrum During Class-1 Test 6000 PSIDischarge.
SUMMARY AND CONCLUSIONS
Rotordynamic stability in high-pressure compressors is ofconcern to both the original equipment manufacture (OEM) andend user. Great strides in modeling techniques of fluid dynamicforces in seals and bearings have permitted improved under-standing of their effect on stability. While accurate predictions arenow possible, the need to minimize risks during field startup ofequipment has necessitated improved testing techniques. Evenwhen full-load, full-pressure testing is performed using the fieldgas, the margin against instability was not traditionally known.Future increases in power and pressure or mechanical wear ofcritical components could invite problems.
The OEM and client have three testing options for newcentrifugal compressors: low-pressure Class-3 test; full-load, full-pressure inert gas; and full-pressure Class-1 hydrocarbon tests. Anadvanced testing method has been presented in this work thatdirectly measures the rotordynamic stability under a variety ofconditions utilizing a magnetic bearing as a dynamic exciter. Thisdevice adds value to all three testing options.
Tests at low pressure can identify potential issues with themechanical rotor system, since little influence from the test gasexists. This testing also validates the rotorbearing models furtherimproving confidence in the predictions. Full-load, full-pressureinert gas can simulate similar gas density, pressure, and power asthe field conditions. Incrementally increasing the gas pressureinside the compressor allows the effect of aerodynamic gas forcesbe directly measured. Finally, if a Class-1 hydrocarbon test isperformed, the exact field conditions can be duplicated guaran-teeing adequate stability. With the use of the magnetic bearingexciter, the exact stability margin can be measured.
The results presented in this paper demonstrate that a high-pressure compressor can be designed that continually increases instability as discharge pressure is increased. This result has beenaccomplished by eliminating known destabilizing sources andintroducing damper seals. These devices increase their dampingwith pressure. This result contrasts traditional designs that have athreshold pressure of instability. These measurements demonstratethat the analytical prediction tools accurately model this complexrotordynamic system.
The design of the magnetic bearing exciter accomplished itsgoals of performing nonintrusive measurements and allowing easyinstallation/removal on the test stand. Future testing is planned tofurther characterize rotor stability at off-design operation and toimprove the data reduction algorithm to characterize overdampedmodes. The experience gained in this test program is supportingthe development of high-pressure compressors with dischargepressures approaching 15,000 psi (1000 bar).
NOMENCLATURE
[C] = Rotor damping matrixCd = Squeeze-film damping[Cs] = Bearing or seal damping matrixCxx, Cyy = Direct dampingCxy, Cyx = Cross-coupled dampingDj = Diameter of impeller (j){F(t)} = Unbalance forcing vectorhj = Diffuser width of impeller (j)HPj = Horsepower of impeller (j)[K] = Rotor stiffness matrix[Ks] = Bearing or seal stiffness matrixKxx, Kyy = Direct stiffnessKxy, Kyx = Cross-coupled stiffnessL = Squeeze-film damper length[M] = Rotor mass matrixMPACC = Modal predicted aero cross couplingN = Rotor speed (rpm)Pd2 = Compressor discharge pressureQ = Compressor volume flow rate
PROCEEDINGS OF THE THIRTY-FIRST TURBOMACHINERY SYMPOSIUM • 200236

Qd = Compressor design volume flow rateR = Squeeze-film damper radiusSM = Stability margin{X(t)} = Rotor displacement vectorX_
= Eigenvector (mode shape)xj = Modal amplitude at impeller (j)
δ = Logarithmic decrement (log dec)ε = Squeeze-film damper eccentricityζ = Damping ratioρd = Stage discharge densityρs = Stage suction densityµ = Absolute viscosityωn = Undamped natural frequencyωd = Damped natural frequency
REFERENCES
API Standard 617, 1995, “Centrifugal Compressors for Petroleum,Chemical, and Gas Service Industries,” Sixth Edition,American Petroleum Institute, Washington, D.C.
ASME PTC-10, 1997, “Compressor and Exhausters,” AmericanSociety of Mechanical Engineers, New York, New York.
Baumann, U., 1999, “Rotordynamic Stability Tests on High-Pressure Radial Compressors,” Proceedings of the Twenty-Eighth Turbomachinery Symposium, Turbomachinery Labo-ratory, Texas A&M University, College Station, Texas, pp.115-122.
Childs, D. W., 1993, Turbomachinery Rotordynamics, New York,New York: John Wiley & Sons, p. 345.
Chochua, G., Shyy, W., and Moore, J., 2001, “Aerodynamics ofSeal Flows in Turbomachinery Applications,” Presented at the2001 International Mechanical Engineering Congress andExpo, New York, New York.
Fulton, J. W., 1984, “Full Load Testing in the Platform ModulePrior to Tow Out: A Case History of SubsynchronousInstability,” Rotordynamic Instability Problems in HighPerformance Turbomachinery, NASA CP-2338, Texas A&MUniversity, pp. 1-16.
Holt, C. G. and Childs, D. W., January 2002, “Theory VersusExperiment for the Rotordynamic Impedances of Two Hole-Pattern-Stator Gas Annular Seals,” Journal of Tribology, 124,pp. 137-143.
Kirk, R. G., 1985, “Evaluation of Aerodynamic InstabilityMechanisms for Centrifugal Compressors,” ASME Paper 85-DET-147, Design Engineering Vibration Conference,Cincinnati, Ohio.
Kirk, R. G., 1990, “Users Manual for the Program DYNPC28—AProgram for the Analysis of Labyrinth Seals,” NegavibResearch & Consulting Group, Virginia Tech, Blacksburg,Virginia.
Kleynhans, G. F. and Childs, D. W., 1996, “The Acoustic Influenceof Cell Depth on the Rotordynamic Characteristics of Smooth-Rotor/Honeycomb-Stator Annular Gas Seals,” ASMEInternational Gas Turbine and Aeroengine Congress andExposition, Birmingham, United Kingdom.
Kuzdzal, M. J. and Hustak, J. F., 1996, “Squeeze Film DamperBearing Experimental Versus Analytical Results for VariousDamper Configurations,” Proceedings of the Twenty-FifthTurbomachinery Symposium, Turbomachinery Laboratory,Texas A&M University, College Station, Texas, pp. 57-70.
Kuzdzal, M. J., Hustak, J. F., and Sorokes, J. M., 1994,“Identification and Resolution of Aerodynamically InducedSubsynchronous Vibration During Hydrocarbon Testing of a34,000 hp Centrifugal Compressor,” IFToMM, Proceedings of
the 4th International Conference on Rotordynamics, Chicago,Illinois.
Lund, J. W., Myllerup, C. M., and Hartmann, H., 2001, “InertiaEffects in Squeeze-Film Damper Bearings Generated byCircumferential Oil Supply Groove,” Presented at the 2001ASME Vibration Conference, Vib-21377, Pittsburgh,Pennsylvania.
Marscher, W. D. and Campbell, J. S., 1998, “Methods ofInvestigation and Solution of Stress, Vibration, and NoiseProblems in Pumps,” Proceedings of the Fifteenth Inter-national Pump Users Symposium, Turbomachinery Lab-oratory, Texas A&M University, College Station, Texas, pp.143-155.
Memmott, E. A., 1994, “Stability of a High Pressure CentrifugalCompressor Through Application of Shunt Holes and aHoneycomb Labyrinth,” CMVA, 13th Machinery DynamicsSeminar, Toronto, Canada, pp. 211-233.
Memmott, E. A., 1999, “Stability Analysis and Testing of a Trainof Centrifugal Compressors for High Pressure Gas Injection,”Journal of Engineering for Gas Turbines and Power, 121, pp.509-514.
Memmott, E. A., 2000a, “The Lateral Stability Analysis of a LargeCentrifugal Compressor in Propane Service at an LNG Plant,”IMechE, Proceedings of the 7th International Conference onVibrations in Rotating Machinery, Nottingham, England, pp.187-198.
Memmott, E. A., 2000b, “Empirical Estimation of a Load RelatedCross-Coupled Stiffness and the Lateral Stability ofCentrifugal Compressors,” CMVA, Proceedings of the 18thMachinery Dynamics Seminar, Halifax, Nova Scotia, pp. 9-20.
Moore, J. J., 2001, “Three-Dimensional CFD RotordynamicAnalysis of Gas Labyrinth Seals,” Presented at the 2001 ASMEVibration Conference, Vib-21394, Pittsburgh, Pennsylvania.
Moore, J. J. and Hill, D. L., 2000, “Design of Swirl Brakes forHigh Pressure Centrifugal Compressors Using CFD Tech-niques,” Proceedings of the 8th International Symposium onTransport Phenomena and Dynamics of Rotating Machinery,ISROMAC-8, II, pp. 1124-1132.
Nicholas, J. C., Gunter, E. J., Allaire, P. E., 1979, “Stiffness andDamping Coefficients for the Five Pad Tilting Pad Bearing,”ASLE Transactions, 22, (2), pp. 113-124.
Richards, R. L., Vance, J. M., Paquette, D. J., and Zeidan, F. Y.,1995, “Using a Damper Seal to Eliminate SubsynchronousVibrations in Three Back-to-Back Compressors,” Proceedingsof the Twenty-Fourth Turbomachinery Symposium, Turbo-machinery Laboratory, Texas A&M University, CollegeStation, Texas, pp. 59-72.
Wachel, W. D., 1975, “Nonsynchronous Instability of CentrifugalCompressors,” 75-Pet-22, ASME, New York, New York.
Wachel, W. D. and von Nimitz, W. W., 1981, “Ensuring theReliability of Offshore Gas Compressor Systems,” Journal ofPetroleum Technology, pp. 2252-2260.
Yu, Z. and Childs, D. W., October 1998, “A Comparison ofExperimental Rotordynamic Coefficients and LeakageCharacteristics Between Hole-Pattern Gas Damper Seals and aHoneycomb Seal,” Journal of Engineering for Gas Turbinesand Power, 120, pp. 778-783.
Zeidan, F. Y., Perez, R. X., and Stephenson, E. M., 1993, “The Useof Honeycomb Seals in Stabilizing Two CentrifugalCompressors,” Proceedings of the Twenty-Second Turboma-chinery Symposium, Turbomachinery Laboratory, Texas A&MUniversity, College Station, Texas, pp. 3-15.
ROTORDYNAMIC STABILITY MEASUREMENT DURING FULL-LOAD,FULL-PRESSURE TESTING OF A 6000 PSI REINJECTION CENTRIFUGAL COMPRESSOR
37

ACKNOWLEDGEMENT
The authors would like to acknowledge the dedicated membersof the Dresser-Rand test department, including Mr. Gary Colby,Mr. Charles Dunn, and Mr. Richard Antle, for their extensivecontributions during the test program. They would also like tothank the Dresser-Rand technical staff for their efforts andsuggestions. Thanks also go to Dr. Yunbae Kim and Dr. GochaChochua of Dresser-Rand Company for their contributions in theCFD modeling. Finally, the authors want to thank Dresser-Randfor permission to publish this work.
PROCEEDINGS OF THE THIRTY-FIRST TURBOMACHINERY SYMPOSIUM • 200238