Rotary kiln incineration. Comparison and scaling of field-scale and pilot-scale contaminant...
11
Click here to load reader
Transcript of Rotary kiln incineration. Comparison and scaling of field-scale and pilot-scale contaminant...

Environ. Sei. Technol. 1991, 25, 1142-1 152
Literature Cited Bruland, K. W. In Chemical Oceanography; Academic Press: New York, 1983; Vol. 8, pp 157-220. Brewer, P. G.; Spencer, D. W. Trace Metal Zntercalibration Study. Report No. 70-62, Woods Hole Oceanographic In- stitute, Woods Hole, MA, 1970. Jones, P. G. W. International Council for the Exploration of the Seas. CM 19787/E:16; ICES: Copenhagen, 1978. Smith, R. A.; et al. Science 1987, 235, 1607. Alexander, R. B.; Smith, R. A. Water Res. Bull. 1988,24, 557. Shapiro, J.; Swain, E. B. Science 1983, 221, 457. Fishman, M. J., Friedman, L. C., Eds. Methods fo r De- termination of Inorganic Substances in Water and Fluvial Sediments; Techniques of Water-Resource Investigations of the United States Geological Survey; U S . Government Printing Office: Washington, DC, 1989; Book 5, Chapter A l . Patterson, C. C.; Settle, D. M. NBS Spec. Publ. (U.S.) 1976, No. 422, 321. Smith, R. G., Jr. Talanta 1978, 25, 173. Shaule, B. K.; Patterson, C. C. Earth Planet. Let t . 1981, 54, 97. Shiller, A. M.; Boyle, E. A. Geochhim Cosmochim. Acta 1987,51, 3273.
Trefry, J. H.; et al. Contaminant Fluxes Through the Coastal Zone. Rapp. P.-V. Reun., Cons. Znt. Explor. Mer
Sturgeon, R. E.; et al. Anal. Chem. 1981,53, 2337. Shiller, A. M.; Boyle, E. Nature 1985, 317, 49. Taylor, S. R.; McLennan, S. M. Philos. Trans. R. SOC. London 1981, 301, 381. U S . Bureau of Mines. Minerals Yearbook, 1987; U S . Government Printing Office: Washington, DC, 1988. The NASQAN data used in this paper was obtained from the US. Geological Survey, National Water Data Exchange, Reston, VA. Boyle, E. A.; et al. Deep-sea Res. 1982, 29, 1355. Bewers, J. M.; et al. Mar. Chem. 1981, 10, 173. Bewers, J. M.; Windom, H. L. Mar. Chem. 1982, 11, 71. Berman, S. S.; et al. International Council for the Ex- ploration of the Seas, Cooperative Research, 1984; Report No. 136. Edmond, J. M.; et al. Cont. Shelf Res. 1985, 4, 17.
1986, pp 277-288.
Received for review June 19, 1990. Accepted February 4, 1991. This research was supported in part by NSF Grant OCE- 8600287.
Rotary Kiln Incineration. Comparison and Scaling of Field-Scale and Pilot-Scale Contaminant Evolution Rates from Sorbent Beds
Thomas W. Lester, Vlc A. Cundy," Arthur M. Sterling, Alfred N. Montestruc, Allen L. Jakway, Chao Lu, and Christopher B. Leger
Departments of Mechanical and Chemical Engineering, Louisiana State University, Baton Rouge, Louisiana 70803
David W. Pershlng, JoAnn S. Llghty, Geoffrey D. Sllcox, and Warren D. Owens
Departments of Chemical and Mechanical Engineering, The University of Utah, Salt Lake City, Utah 841 12
A comparison is made, for the first time, between the evolution of hydrocarbons from clay sorbent beds in a field-scale rotary kiln incinerator and in a pilobscale rotary kiln simulator. To relate the data from the different sized units, due allowance is made for bed dynamical similitude, bed geometrical factors, and bed heat-up. To minimize the effects of disturbances caused by foreign matter in the field-scale bed and differences in loading techniques, the rate of evolution is characterized by an "evolution interval" defined as the time required for the middle 80% of the ultimate contaminant evolution to occur. A comparison of evolution intervals with reciprocal bed temperature reveals that the data are consistent with an analysis that assumes a uniform bed temperature (at any instant of time) and a desorption-controlled evolution rate. Fur- thermore, the evolution intervals scale inversely with a modified Froude number, which characterizes bed dy- namics. The success in comparing field and simulator results indicates that pilot-scale rotary kilns may be used to simulate certain features of industrial-scale units if dynamical, geometrical, and thermal parameters are matched appropriately.
Introduct ion Over the past four years, we have been studying the
incineration of pure hazardous waste surrogates at both field and pilot scales. The results of these investigations have been documented in a number of recent publications (1-6). The program, which has been conducted in con- junction with personnel from the Louisiana Division of Dow Chemical USA (hereafter referred to as Dow), has
focused on obtaining an understanding of those process parameters that impose first-order influence on the ulti- mate destruction levels attainable in rotary kilns. An additional objective of this work has been to ascertain to what extent laboratory equipment can be used to simulate field-scale units. A motivation is the realization that in- dustrial units are closely regulated by both state and federal agencies, and so the range of operating parameters accessible to experimental manipulation is quite limited. Additionally, these regulations effectively restrict the ability to study the response of the system to off-design operating conditions, especially upsets initiated by such problems as support flame extinguishment and over- charging.
While the thrust of our previous papers has been to document the temperatures, stable species concentrations, and, if applicable, their transient responses in both the kiln and afterburner as well as a t the stack, we are addressing in this paper the comparison of contaminant evolution rates between similar, but not identical, operating con- ditions in the field and in the laboratory. The ultimate level of destruction of a contaminant in a rotary kiln will be a function of how fast the contaminant is released from the solids bed to the gaseous environment in the kiln. A t present, we have no reliable means of estimating this re- lease rate. Accordingly, a part of our ongoing effort is to develop a methodology for predicting these rates from semiempirical relations based, in part, on both field- and pilot-scale experiments.
In this paper we compare the evolution rates of similar aromatics, xylene at field scale and toluene at pilot scale,
1142 Envlron. Scl. Technoi., Vol. 25, No. 6, 1991 0013-938X/91/0925-1142$02.50/0 0 1991 American Chemical Society

Turbulence air "OZZ!S*
T I t \
VIEW A-A SECTION 8.8
TO TRANSITION SECTDNANO AFIERBURNER
PILOT-SCALE KILN
SAMPLING SECcNDAAl CCWUSTKXI wA.e€w
TRANSITION SECTDN
PILOT
-+A SIMULATOR I ' 0.61 m '
VIEW A-A
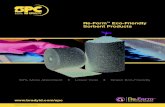
Flgwe 1. Field- and pilot-scala kiln layouts and sampling wsRions.
from a noncombustible clay sorbent as inferred from both stable species and temperature measurements taken from the rotary kiln a t Dow and from a pilot-scale facility at the University of Utah. Using scaling criteria that account for temperature, rotation rate, and fill fraction (percent fill) in the kiln, we are able to show, for the first time, sur- prisingly g d correspondence between rates inferred from experimental measurements a t field scale and those oh- tained in the laboratory.
Experimental Facilities and Sampling Procedures Detaila of the experimental techniques used at the Dow
facility and the University of Utah have been covered elsewhere (1-10). Consequently, we will only discuss those aspects of the sampling collection techniques and operating conditions that are unique to the data used to infer evo- lution rates.
The Dow Facility and Sampling Methodology. The rotary kiln of the Louisiana Division of Dow Chemical USA is 3.2 m in diameter (i.d.) and 10.7 m long. The combined design firing rate for the rotary kiln and secondary com- bustion chamber is 24.3 MW. The design kiln outlet temperature is 800 "C. If desired, ambient temperature air may he injected from two tangentially oriented ports at the closed face of the kiln (see Figure 1). Whenever this mode of operation is used, it is referred to as turbulent air operation; operation without turbulent air is referred to as standard operation (refs 1 and 6 provide specific details of the different operational modes available a t the Dow facility).
Product gases pass from the cylindrical kiln into a rec- tangular transition section, and from there into the rec- tangular secondary comhustion chamber. The secondary combustion chamber is sized at 176 m3, has a design firing capacity of 7030 kW, a minimum residence time of 2 s, and a design outlet temperature of 880 "C. Gases exiting the afterburner pass into conventional air pollution control
SECTION 8-8
equipment and on to the stack. Table I provides details of the geometric and kiln op-
erating parameters of this study. The geometric factors associated with the beds were not measured, but were estimated from visual sightings of the extent of bed cov- erage in both the pilot- and field-scale experiments. The bed thicknesses and the surface-to-volume ratios are com- parable between the two scales. Plastic packs containing a mixture of noncombustible clay sorbent material (0.635-cm mean particle diameter montmorillonite gran- ules) and xylene were fed to the field-scale kiln a t a rate of one pack every 10 min. Two kiln rotation rates were studied a t field scale, and for each rotation rate, mea- surements were collected during standard and turbulent air operation. Data were collected continuously over at least six packs for tests a t 0.1 rpm kiln rotation rate (for both standard and turbulent air operation conditions) and over four packs during kiln rotation rates of 0.25 rpm.
Toluene was initially chosen to he the contaminant used in both the field-scale and pilot-scale studies. After the program was initiated, however, and work was well un- derway at the pilot scale, federal regulations requiring the use of a minimum technical requirement (MTR) landfill interrupted work at the field scale. Hence, a decision was made to continue work at the pilot scale using toluene and to switch to a similar aromatic compound, xylene, at the field scale. Xylene was chosen because regulations allowed its use and because it is an aromatic compound with heat of desorption characteristics similar to toluene. Lighty and co-workers (9-11) have shown in recent bench-scale ex- periments that both xylene and toluene exhibit similar desorption characteristics when evolving from clay sorbent and soils.
Hydrocarbon evolution rates associated with the field- scale study are inferred from measured gas component concentrations and temperature responses. While it would have been advantageous to take these measurements from
1149 Environ. Sci. Technol., Vol. 25, No. 6, 1991

Table I. Geometric Parameters and Kiln Operating Parameters
geometric parameters diameter, m length, m fill fractns studied, %
bed thickness,b cm bed surface area, m2 bed cross-sectional area, cm2 surface-to-volume ratio, l/m
field-scale expts pilot-scale expts
3.2 10.7O 0.4
5.5 1.4 322.0 25.7
pack data xylene: wt % 41.8 toluene,d wt 70 NA sorbent material montmorillonite clay sorbent particle diameter, cm 0.635 pack feed rate 1 per 10 min
3.0
4.2 0.19
87.5 35.2
0.25
0.61 0.61 4.5
5.5 0.21 131.0 26.5
NA 0.25 montmorillonite clay 0.635 NA
8.0
8.2 0.25
233.0 17.8
0.25
rotation rates studied, rpm rotation rates studied, rpm 0.1 0.25 0.1 0.3 0.5
modified Froude no., F,(D/d,)o.6 4.02 X lo4 2.51 x 10-3 3.35 x 10-6 3.01 X 10"' 8.36 X 10"'
a Actual length indicated; however, fill fraction calculations use 1.74 m, which corresponds to the length occupied by one pack when the (Grams kiln is fed at a rate of one pack per 10 min and solids residence time within the kiln is 1 h. bEstimated maximum bed thickness.
of xylene)/(total grams of xylene and sorbent). (Grams of toluene)/(total grams of toluene and sorbent).
a well-mixed gas stream at some point beyond the kiln exit, this was not possible due to equipment limitations and other sampling priorities. Gas samples used to infer evo- lution rates, therefore, were taken from the exit region of the kiln. Previous studies have shown that near the exit region of this kiln, significant gradients exist only in the vertical direction ( 3 , 4 ) . Hence, gas samples (a Beckman Model 864 infrared analyzer used to provide dry COz) and temperatures (the kiln probe was also fitted with a radi- ation-shielded, type K thermocouple at its end) were ob- tained from two vertical locations near the exit of the rotary kiln as shown in Figure 1. Sampling at each location required the experiments to be performed on different days. To obtain samples from the kiln, a 7.8 m long water-cooled probe was connected to a sampling manifold equipped with an air-powered jet ejector. Data were re- corded at 1-s intervals. More details of the sampling techniques associated with this specific field-scale program have been presented elsewhere (6).
Kiln-Simulator Facility and Sampling Methodolo- gy. The 130-kW natural-gas-fired pilot-scale kiln located a t the University of Utah (Figure 1) was used to charac- terize the evolution of toluene from the same montmo- rillonite sorbent that was used in the field-scale tests (recall however that xylene was used a t the field scale for the reasons previously discussed). This pilot-scale kiln is a batch system, simulating the movement of a control vol- ume of solids through a field-scale kiln. The 61 cm diam- eter (i.d,) by 61 cm long pilot-scale kiln allows direct, time-resolved quantification of hydrocarbon evolution rates based on dry CO and C 0 2 concentrations and total hy- drocarbon measurements taken from a well-mixed region between the kiln and the afterburner (7-10). Three kiln rotation rates were studied, and for each rotation rate, measurements were collected a t three operating temper- atures. Data were collected at 1-s intervals by using techniques similar to the field scale. Toluene was used throughout the kiln-simulator experiments.
We have shown that the dissolution of the container can be random (6,8). Therefore, the resulting bed motion can also be random, yielding less than acceptable experimental reproducibility. Hence, containers were not used during the kiln-simulator portion of this study. Instead, these
studies were conducted by pouring the toluene/sorbent matrix directly into the kiln simulator. Obviously, this was not possible at the field scale, where the xylene/sorbent matrix was contained in plastic packs that were periodi- cally fed to the kiln.
Preliminary Similarity Considerations. Insofar as there is a relative lack of information about the scaling of bed behavior from one size kiln to another, especially under hot conditions, we were unsure about which parameters were the key to obtaining similarity between the two kilns. However, previous pilot-scale studies (8) and recent field-scale studies (6) suggest bed motion is a key issue. We therefore attempted to maintain as much similarity as possible using dimensional analysis to be elaborated on later. We originally assumed that fill fraction was an important parameter; however, to obtain the identical fill fractions at pilot scale and field scale would have required such a small charge of material at the pilot scale that the resulting transients would have been practically indistin- guishable above the background. Accordingly, the ex- perimental conditions presented in Table I represent our best effort to reconcile desired dynamic similitude with practical measurement limitations.
Experimental Results Determination of Evolution Rates at Field Scale.
Assumptions. Our inference of evolution rates from the bed in a field-scale rotary kiln incinerator is subject to a number of restrictive assumptions. Because no direct measure of contaminant evolution rate was feasible, we have made the following assumptions in order to calculate the evolution rate from measured variables and parame- ters.
First, we assume that the supporting natural gas/air flame a t the closed end of the kiln provides a steady background of stable species concentrations and temper- atures against which the transients in these quantities owing to contaminant evolution can be measured. Implicit in this assumption is that all combustion is complete prior to exiting the kiln. Measurements have shown that the plastic packs do not cause significant changes in the background stable species concentrations and tempera- tures. Therefore, changes that occur are due to hydro-
1144 Environ. Scl. Technol., Vol. 25, No. 6, 1991

carbon evolution from the bed and not the plastic packs. Second, we now know that a sizable percentage of the
combustion air in the system results from leakage into the system (1-3). We are assuming that all of this leakage occurs a t the closed end of the kiln, that this leakage rate is constant, and that it is unaffected by pressure transients occurring within the kiln. Video recordings of the kiln interior indicate, from blowing dust and debris, that sub- stantial amounts of air must be leaking into the kiln around the perimeter of the hydraulic ram that is used to insert packs into the kiln. Although there are certainly other sources of leakage, such as around the rotary seals a t both ends of the kiln, they appear to be substantially less important than the leakage around the ram. Pressure changes in this kiln can also be significant; consequently, we are not as comfortable with the assumption that leak air is independent of kiln pressure.
Third, we assume that the flow in the kiln can be ade- quately represented by two well-mixed plug flows; one in the upper half of the kiln, one in the lower half. While this is hardly realistic, current practical limitations prevent a more complete mapping of the flow field within the field-scale kiln. Furthermore, other experimental priorities precluded sampling from a well-mixed gas stream (as perhaps might have occurred in the afterburner during this experimental program). Stable species concentrations and temperatures, as measured by the sampling probe in each region of the kiln, are therefore assumed to represent each plug flow. We furthermore assume that the injection of turbulent air at the closed end of the kiln and the evolution of contaminant from the bed does not affect this as- sumption and that the evolution of the hydrocarbon from the bed does not significantly change the overall flow rate.
Finally, we assume that the extent of xylene evolution from the bed can be inferred from the C02 measurements made in the exit region of the kiln. This assumption se- verely tests our ability to make an atom closure on carbon. Measured concentrations of CO and hydrocarbons were negligible compared to COP, supporting this assumption. However, insofar as our video recordings showed that substantial sooting occurred in the kiln (4-6), we anticipate that these balances will necessarily fail since we do not include soot production in the carbon balance. Nonethe- less, they do provide a test of self-consistency to the diverse measurements and assumptions that are incorporated in these calculations.
A representative recording of the C02 and the temper- ature transients caused by the evolution of xylene is shown in Figure 2. Additional field-scale data from this specific experimental set are presented elsewhere (6). The re- sponses, shown in Figure 2, represent the average of six packs fed into the kiln a t a rate of one every 10 min (data acquisition for several packs of the sequence of six packs were interrupted prior to 10 min, and hence, continuous data for all packs were only available for -8 min, as shown in Figure 2). The data were taken during standard op- erating conditions at a kiln rotation rate of 0.1 rpm. From the temporal variations shown, it is clear that both the C02 and the temperature substantially deviate from base-line conditions due to xylene evolution from the bed and subsequent combustion. They then return to a base-line value that is characteristic of the steady-state firing of natural gas/air in the kiln prior to insertion of the next pack.
Before proceeding, a word is warranted with respect to the temperature existing in the vicinity of the bed. Practical limitations have not allowed bed temperature measurements in this field-scale kiln. Although the gas temperature in the lower half of the kiln increased by
0.08 -
0.06 -
0.04 -
0.02 -
0.10
1300 - 1200 -
?5 E 1100 - z 2 1000 - xi 900 : P
800 -
R
UPPER
DROP
0 . 0 0 4 . . , . I , , . , , I 1400 ,
%
I TEMPERATURE 700 , , , , , , , , , .
-100 0 100 200 300 400 500
TIME (SEC) Flgure 2. Field-scale temporal responses from the upper (1 1 April 1989) and lower (9 March 1989) kiln exit sampling positions during standard operation (without turbulent air addition) at 0.1 rpm kiln ro- tational speed. Profiles averaged over six pack drops and 10-s in- tervals. Concentration data given in dry mole fraction (MF).
nearly 400 "C over the life of the transient (Figure 2), we believe that the temperature surrounding the bed remains much closer to the base-line gas temperature in the lower kiln measured prior to pack drop (the time corresponding to a pack dropping into the kiln). Not only was the bed continually bathed in the leakage air that spills over the edge of the ram port, but the relatively heavy contaminants appeared to flow quickly away from the bed providing little heat transfer feedback from the hot combustion products. This latter observation was supported by the appearance of flames at the base of and slightly downstream of the sorbent bed during initiation of combustion.
Results. The first step in calculating an evolution rate from the averaged data is to determine the rate of air flow into the kiln. The total input of air into the kiln (including that associated with air leakage) is determined from known measurements at the stack, from the metered natural gas flow rate into the kiln, and from the metered air flow rates downstream of the kiln by using
hk,a = 9*52x,(cfiCH,) - ( ha) (1) all all # k
where the symbols, as well as those following, are defined in the Glossary. The natural gas input into the system is assumed to be methane. Furthermore, the stoichiometry of methane, xylene, and air combustion may be written as
[CHJ + R[CBH10] + (2 + 10.5R)X([O,] + 3.76[N2]) 4
(1 + 8R)[C02] + (2 + 5R)[H,O] + (2 + 10.5R)((X - l)[O,] + 3.76X[N2]1 (2)
where Envlron. Scl. Technol., Vol. 25, No. 6, 1991 1145

(3) X
(1 + 5.25R) - - na/nCH4 x =
4.76(2 + 10.5R)
and
na/nCH4 x=- n Y R = - nCH4 9.52 (4)
It follows that the dry molar flow rate of kiln combustion products can be represented as
The term that represents the molar flow rate of water resulting from the combustion of xylene, 2.5R/9.52Xk, may be neglected since, even at the peak evolution rates inferred from this analysis, its effect on calculated total molar ev- olution rates of xylene is less than 1 % . We now define the dry mole fraction of C02 as
ak( t ) = nCOz,k/np,d (6)
The dry mole fraction of C02 due to methane alone (the base-line value) is given as
(7) P k = rico2,k(due to CHI alone)/hp,d
fiy(t) = l/fip,d[ak(t) - P k l which gives the molar evolution rate of xylene as
(8)
Were the flow uniform in the kiln, the analysis from this point would be straightforward. As we have documented in our previous papers, however, there exists substantial vertical gradients in both stable species concentrations and temperature at the exit of this rotary kiln under all op- erating conditions (1-4, 6). Accordingly, we have chosen to represent the total dry molar flow at the exit of the kiln as a superposition of two well-mixed plug flows, one each in the upper and lower regions of the kiln. Symbolically, this can be expressed as
(9)
Similarly, the total molar flow rate of C02 can be expressed as
(10)
Defining two weighting factors to distribute the total flow into the upper and lower plug flows, WL and WU, we can then express the molar evolution rate of xylene as
np,d = np,d,L -k nip,d,U
- nCO2,k - nC02,L + nCO2,U
h y ( t ) = '/hp,d{WU[aU(t) - PUl + WL[aL(t) - PL]) (11)
where the terms a( t ) and P are measured quantities, the total molar flow rate of combustion products is known (see above), and the weighting factors are calculated by one of two methods.
The first method involves calculating the base-line C02 concentration in the well-mixed flow of dry kiln products based upon the metered fuel/air inputs. Combining this concentration with the measured base-line C 0 2 concen- trations taken from the upper and lower sampling positions during pack processing results in I"* - Pol w,= 110, - - PLI (12)
wL= - Pu - P L Pu - P L
As a check on this method we also determined the weighting factors using an energy balance. Assuming that the combustion products have a constant specific heat, that
1146 Envlron. Scl. Technol., Vol. 25, No. 6, 1991
3(a)Norrnalized evolution rate. , ~ . . ~ . ~ . . , ~ ~ . ~ ~ . . ~ ~ ~ . ~ , . ~ , . . . ~ , . . ~ ( . . . ~ , . . . . , . . . ,
- C% WEIGHTING FACTORS
1 5 0.005
3 0.004
0
0.003
1 0.002
e p 0.001
0.000 .. 0 50 100 150 200 250 300 350 400 450 500
TIME (sec)
3(b) Integrated evolutlon rata. 1.0 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
0.9
I 0.8 L
0.7
5 0.6
0.5
g 0.4
0.3
a
D
- - 1
- a 5 0.2 u
0.1 - -
0.0 . . , ~ ~ ' ~ ~ " ~ ~ ~ " " " " ~ ~ ~ " " ~ ~ ~ ~ ' " " ~ ~ ~ ' 2 11
0 50 100 150 200 250 300 350 400 450 500 TIME (sec)
Figure 3. Calculated xylene evolution rate and cumulative evolution fraction of xylene (at field scale) obtained during standard operation (without turbulent air addition) at 0.4% fill fraction, 0.1 rpm kiln rota- tional speed, and 773 K nominal klln temperature.
the kiln is adiabatic, and that the gas temperature mea- sured in the transition section of the incinerator is rep- resentative of the mixing cup temperature of the bulk flow, we may also write the weighting factors in terms of gas temperatures as
The mixed temperature, T-, was obtained from a facility temperature sensor located in the transition section be- tween the kiln and secondary combustor, where more homogeneous conditions are thought to exist (note that due to practical limitations, it was not possible to extract gas samples at this same location).
The results of this analysis are presented in Figure 3 for the slower kiln rotation rate (0.1 rpm) without turbulent air and in Figure 4 for the faster kiln rotation rate (0.25 rpm) without turbulent air. Kiln operating conditions are provided in the figure captions. Displayed in Figure 3a are the instantaneous evolution rates based on both weighting methods. To provide a convenient method of comparing the field-scale data with the pilot-scale data, we have also expressed the evolution rates as a fractional value based on the original charge of xylene in the bed, as shown in Figure 3b. Figure 4 presents only the cumu- lative fractional evolution of xylene for the faster kiln rotation rate during operation without turbulent air ad- dition. The calculated weighting functions are also given in the figures. Clearly, the simplistic analysis just con- cluded provides a surprisingly good carbon atom closure for both cases.
The results are not as satisfying, however, for the cases during turbulent air operation. These results, expressed

1.0 . . , . , . . . , , . . . , , . . , . , . . . . , . . . . , 1 . . . , I . . . , . . . . , . . . .
L 0 1066K
i f . , . , , , . '
i3 0.8 ;L 1 $ 0.7 0.6 0.5
0.4
f 0.3 e
- 5 0.2
E 0.1
x" 0.0
u
- 0
//- TEMPERATURE WEIGHTING FACTORS 1
0.70 0.47 1 0.30 OS3
- 50 100 150 200 250 300 2-50 400 450 500
TIME (sec)
Flgure 4. Cumulative evolution fractlon of xylene (at field scale) ob- tained during standard operation (without turbulent air addition) at 0.4% fill fraction, 0.25 rpm kiln rotational speed, and 723 K nominal kiln temperature.
1.0 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
0.9
F 0.8 2 6 0.7 5
wu
WL
TEMPERATUI
-4 I/-- 1
7E WEIGHTING FACTORS - - 1 - o.6
g 0.5 - - S 0.3
- C4WEIGHTlNG FACTORS
0 50 100 150 200 250 300 350 400 450 500 . . . ) . . . . I . . . . , . . . . , . , .
TIME (sac)
Figure 5. Cumulative evolution fraction of xylene (at fieid scale) ob- tained during operation wRh turbulent air at 0.4% fill fraction, 0.1 rpm kiln rotational speed and, 800 K nominal kiln temperature.
1.0 c I " , . ' , , , ' ' , ' , , , , , , , . , . , , , , , , , , , , , , , , , , , , , , , ,
0.9
i3 0.8 L 6 0.7
g 0.6 .. - - $ 0.5
g 0.4
I 0.3
I
8 4 6 0.2
WL 1 0 . ~ 2 0.50
C4WEIGHTINQ FACTORS
TEMPERATURE WEIGHTING FACTORS
.g 0.1
0.0 E :i 0 50 100 150 200 250 300 350 400 450 500
TIME (sac)
Flgure 6. Cumulative evolution fraction of xylene (at fieid scale) ob- tained during operation with turbulent air at 0.4% fill fraction, 0.25 rpm kiln rotational speed, and 723 K nominal kiln temperature.
as cumulative fractional evolution, are shown in Figures 5 and 6. Although the variation with rotation rate is qualitatively in agreement with the previous results, the carbon atom closure is not nearly so good. In both cases with turbulent air, approximately 50% of the carbon atoms are unaccounted for by C02 alone. Of the restrictive as- sumptions made a t the beginning of this analysis, we are most suspicious that the flow patterns do not remain un- altered by the turbulent air addition, although other ex- planations may be possible. I t is certainly possible that the maximum flow rate occurs closer to the top of the kiln, and that the two point measurements provided by the
1 .O
s 3 -
0.8
2 0.6 h B
a f Om4
f 0.2 - 8
0.0
Pllot-Scale Kiln Wall Tempmturo
E A A 462K
O 605K
0 500 1000 1500 2Ooo TIME (sec)
Figure 7. Cumulative evolution fraction of toluene (at pilot scale) as a function of pilot-scale kiln temperature obtained at 0.5 rpm and 8% fill fraction.
probing do not adequately represent the flow. The data do, however, provide, for the first time, estimates of con- taminant evolution from within an industrial rotary kiln.
Determination of Evolution Rates at Kiln-Simula- tor Scale. Assumptions. Contaminant evolution at the lower temperature pilot-scale experiments (462 and 605 K) was inferred from continuous THC measurements in a straightforward manner. Inference of contaminant ev- olution a t the higher temperature pilot-scale experiments (1066 K) where combustion occurred was performed in a manner analogous to the field scale. Continuous THC and COz measurements, resulting from contaminant evolution, were compared with steady background THC and C02 levels, resulting from the supporting natural gas/air flames at the front of the kiln, and the time-resolved contaminant evolution was calculated in a straightforward manner. Like the field-scale kiln, air leakage into the kiln simulator was also significant. However, in contrast to the difficulties associated with quantification of the air leak at the field scale, quantification of the leakage a t the pilot scale was simplified. The leakage was correlated to continuously recorded kiln pressure and directly used in contaminant evolution calculations.
As opposed to the field scale, data obtained at the pilot scale were taken from a well-mixed transition section connecting the pilot-scale kiln and the secondary combu- stor. Carbon dioxide and THC measurements obtained from this region were found to be constant over the cross section of the transition section (plug flow prevails). Hence, ambiguities associated with the flow field that existed a t the field scale due to practical measurement limitations did not occur at the pilot scale and a single- point measurement provided all data necessary to perform the contaminant evolution calculations.
Results. Figure 7 illustrates typical pilot-scale data comparable to the field-scale data of Figures 3-6. Shown are the cumulative fractional evolution responses of toluene for three different pilot-scale kiln wall temperatures taken at 0.5 rpm and a fill fraction of 8%. The nominal kiln-wall temperature is defined as the measured wall temperature prior to insertion of solids into the kiln. Clearly, these data demonstrate the strong impact of local temperature on contaminant evolution. Increasing the temperature from approximately 462 to 1066 K decreased the time required for total toluene evolution by a factor of -5. These results
Environ. Scl. Technol., Vol. 25, No. 6, 1991 1147

Table 11. Comparison of Pilot-Scale Evolution Interval Ratios and Corrected Evolution Intervals, (All Data in Seconds)
evolution interval(s) corrected evolution interval(s) evolution interval(s) to 4.2-cm bed thickness using
max bed thickness ratiosc at max bed depth ratio at max bed depthb temp,” K 4.2 cm 5.5 cm 8.2 cm 4.2 cm 5.5 cm 8.2 cm 4.2 cm 5.5 cm 8.2 cm
0.5 rpm (8.36 X Modified Froude Number) 462 (2.2) 306 355 613 1 1.16 2.00 306 (5.7) 265 (5.6) 314 (5.7) 605 (1.7) 140 182 286 1 1.30 2.04 140 (4.9) 136 (4.9) 146 (5.0) 1066 (0.9) 75 106 125 1 1.41 1.67 75 (4.3) 75 (4.3) 93 (4.5) av evolution interval ratios 1 1.29 1.90
0.3 rpm (3.01 X lo4 Modified Froude Number) 462 (2.2) 316 672 1 2.13 316 (5.8) 345 (5.8) 605 (1.7) 148 316 1 2.14 148 (5.0) 162 (5.1) 1066 (0.9) 68 142 1 2.09 68 (4.2) 73 (4.3) av evolution interval ratios 1 2.12
0.1 rpm (3.35 X 10“ Modified Froude Number) 462 (2.2) 357 791 1 2.22 357 (5.9) 406 (6.0) 605 (1.7) 235 455 1 1.94 235 (5.5) 233 (5.5) 1066 (0.9) 118 158 1 1.34 118 (4.8) 81 (4.4) av evolution interval ratios 1 1.83 bed thickness ratiosd 1 1.34 1.95
Pilot-scale nominal kiln-wall temperature defined as base-line wall temperature prior to sorbent insertion. Numbers in parentheses correspond to (1/7‘) X 1000 used in Figure 9. *Ratio of evolution intervals at bed thicknesses of 4.2, 5.5, and 8.2 cm to evolution intervals at 4.2 cm. Evolution intervals corrected to bed thickness of 4.2 cm. Numbers in parentheses are In (corrected evolution intervals) used in Figure 9. dBed thickness divided bv the bed thickness for the 3% fill fraction case (4.2 cm).
are consistent with those obtained using soils where it was shown that local temperature and gaslsolid contacting are important in the rate of desorption (11).
Comparison of Field-Scale and Pilot-Scale Evolut ion Data
Because of the substantial differences between the conditions at field and at pilot scale, it is not possible to compare directly the inferred evolution rates. If there is a more meaningful way in which to compare the perform- ance of field- and pilot-scale units it may be through the use of dynamical similitude. Accordingly, in the following discussion, we attempt to relate the field- and pilot-scale contaminant evolution rates through the use of dimen- sional analysis and a simple heat-transfer analysis.
Bed Motion Considerations. It is clear that the agi- tation of the bed material strongly affects the evolution of contaminants from the bed. Our visual observations of the bed behavior a t both pilot (8) and field scales (6), as well as the temporal behavior of kiln temperatures and species concentrations, continue to confirm this. The modeling of solids motion in rotary kilns is therefore quite important and has been the subject of several informative papers by Henein and co-workers (12, 13). These studies focused on the motion of homogeneous beds in small-scale kilns under cold conditions and categorized the bed motion into six characteristic regimes: slipping, slumping, rolling, cascading, cataracting, and centrifuging. Through ex- haustive testing with various sizes and shapes of bed ma- terials, Henein and co-workers were able to correlate the bed motion (any of the six regimes) with the fill fraction and a modified Froude number, defined as
F,’ = F,(D/d,)0.5 (14)
where the F, is the Froude number defined to be w2D/2g. The modified Froude number is composed of two dimen- sionless groups: the ratio of the centrifugal force with the gravitational force imposed on the bed, and the ratio of the characteristic size of the bed granules with the cylinder diameter. Consideration of both the modified Froude number and the fill fraction is needed to ensure dynamic
1148 Envlron. Scl. Technol., Vol. 25, No. 6, 1991
similarity of the beds a t both scales. Observations indi- cated that the bed motions of this study fell primarily into the slumping regime, except at the slowest rotational speed and lowest fill fraction at pilot scale, where some slipping was evident, and at the higher kiln rotation rate a t field scale, where some rolling was observed. Considering the small fill fractions and slow rotational speeds used at both pilot and field scale in this study, these observations are consistent with the predictions of Henein (12, 13).
Additional complications arise, however, in comparing the bed behavior between pilot and field scale. At both the pilot and the field scale, we have observed that the bed behavior is influenced by the presence of foreign material, especially the remains of the container (6,8). While the bed material was loaded into the pilot-scale kiln without any container (to maintain experimental reproducibility), the material in the field tests was inserted into the kiln by use of a plastic drum. A plastic top was attached to the drum by a steel retainer ring. Accordingly, during the first 30 s after a pack was loaded into the Dow kiln, the material remained enclosed in the pack, and only after the pack broke apart and slowly decomposed was the material free to form a bed. In order to minimize this additional influence on the comparison of the evolution rates from the pilot- and field-scale tests, we have chosen to compare an “evolution interval”, shown schematically in Figure 8 and tabulated in Tables I1 and 111. The evolution interval is defined as the time required for the middle 80% of the ultimate contaminant evolution to occur. In essence, using the evolution interval, we compare the cumulative evolu- tion (Figures 3b, 4-7), rather than instantaneous evolution rates (Figure 3a). Even though the carbon atom closure is not as satisfactory during the turbulent air runs of the field experiments, the cumulative evolution is qualitatively similar during operation with turbulent air to that observed during standard operation, without turbulent air addition. Hence, the definition of the evolution interval is not de- pendent on the mass closure and our confidence in the cumulative evolution interval, defined in this manner, is much greater than would occur using the instantaneous evolution rate data similar to Figure 3b.

1.0 0 - I - a
7 - Evolution Interval (sec) Figure 8. Definition of evolution interval.
Table 111. Measured Evolution Intervals at Field Scale’
0.1 rpm (4.02 X lo-‘ Modified Froude Number)
evol interval corr to 4.2-cm bed thickness using max bed thickness ratios‘
evol interval at max bed depth
temp,b K 5.5 cm 5.5 cm
-- UlTlMATE CONTAMINANT
EVOLUTION FRACTION
773 (1.3) 240 800 (1.3) 250
179 (5.2) 187 (5.2)
0.25 rpm (2.51 X Modified Froude Number)
evol interval corr to 4.2-cm bed thickness using max bed thickness ratiosc
evol interval at max bed depth
temp: O C 5.5 cm 5.5 cm
723 (1.4) 150 723 (1.4) 125
112 (4.7) 93 (4.5)
‘Fill fraction estimated at -0.470, corresponding to a bed depth of 5.5 cm. Fill fraction calculation uses as effective kiln length of 1.74 m, which corresponds to the length occupied by one pack when the kiln is fed at a rate of 1 pack per 10 min and solids resi- dence times are 1 h. Field-scale nominal kiln-wall temperature defined as base-line temperature (in lower half of kiln) prior to pack drop. Numbers in parentheses correspond to (1/Q X 1000 used in Figure 9. ‘Evolution intervals corrected to bed thickness of 4.2 cm by use of correction factor of 1.31. Numbers in par- entheses are In (corrected evolution intervals) used in Figure 9.
Bed Temperature Considerations. A second variable that must be accounted for between the pilot and the field scale is the temperature. Previous small-scale studies have indicated that the hydrocarbon evolution rates are pro- portional to the vapor pressure of the absorbed hydro- carbon (9, 10). This suggests that, as a first-order ap- proximation, the hydrocarbon evolution should depend exponentially on the temperature, as predicted by the Clapeyron equation:
P,,, = A exp(-H,/R’T) (15)
Because of practical limitations at field scale, it was not possible to directly measure the bed temperature; there- fore, a reference temperature must be defined. A computer simulation of the heat- and mass-transfer processes oc- curring in the pilot- and field-scale rotary kiln systems is currently under development (7, 14). While the mass- transfer portion of the model has not been completed, partially because the controlling physics and chemistry are still not completely understood, the comparison of pre- dicted bed heat-up at pilot scale with bed temperature data
has been very satisfactory (7). The model divides the kiln into axial zones and computes the convective, conductive, and radiative energy transport in each zone. Most im- portantly, the bed solids are assumed to be well mixed and isothermal (at any axial location) for any instant of time. Since the bed thicknesses, surface-to-volume ratios, and dynamic behavior are comparable between the pilot- and field-scale experiments of this study, we have assumed that the bed temperature in the field experiments is also iso- thermal (at any axial location) for any instant of time. Furthermore, since bed temperatures were not directly measured in the field-scale experiments, and since in the limit the bed temperature approaches the kiln-wall tem- perature (at both scales), we have chosen the nominal kiln-wall temperature that is measured prior to solids in- sertion into both kilns as the reference temperature. The nominal kiln-wall temperature was directly measured at the pilot scale, and at the full scale, the nominal kiln-wall temperature was assumed to be the gas temperature measured in the lower part of the kiln prior to pack drop (see previous discussion). Indeed, the natural logarithm of the evolution interval at pilot scale varies linearly with the reciprocal reference temperature (see Table 11), lending support to this definition.
The temperature of the bed, as determined by bed heat-up, is also an important factor in determining how rapidly a contaminant evolves from the sorbent material. Since the bed is assumed to respond as a lumped param- eter system (well-mixed bed) to the heat transfer imposed from the refractory and the combustion gases, we can represent the transient bed temperature response as
( l /e ) (de /d t ) = -h’/pcL (16) a t any given axial location. A modified convective coef- ficient (h? is used to account for convection and radiation at the bed surfaces and a characteristic bed thickness, L, arises from the ratio of the bed volume to the surface area of the bed.
This simplistic analysis shows that any scaling procedure will require that there be equivalence between the product of the Fourier and Biot numbers at both scales in order to ensure similar bed heat-up characteristics. If the thermal properties of the solids and h’are matched at both the pilot and field scales, the bed thickness (L) will impose first-order influence. The data of Table I show that the geometric factors for the two scales are quite similar and we have no reason to doubt the similarity of heat-transfer mechanisms since the runs at pilot scale were performed at temperatures that bracket the field-scale runs. Hence, for the experiments of this work, equivalence of the Biot and Fourier numbers is assured when bed thicknesses are the same (this occurs a t fill fractions of 0.4% at the field scale and 4.5% at the pilot scale, according to Table I).
Further Considerations. Ideally, one would like to be able to predict the contaminant evolution rate at field scale for any temperature and for any combination of bed depth, sorbent particle size, kiln rotation rate, and con- taminant. As we have discussed previously, by considering the modified Froude number and the fill fraction, one can match the dynamics of the bed behavior adequately at the pilot and the field scales. However, we have also asserted that the bed thickness, not the fill fraction, exerts a first-order influence on the bed heat-up and thus the time required for contaminant evolution, provided the heat- transfer mechanisms and solids thermal properties are matched. This is confirmed in Figure 9, where the pilot- scale evolution intervals a t 0.5 rpm are graphed against the bed depth (the graph does not include information from pilot-scale kiln rotation rates of 0.1 and 0.3 rpm
Envlron. Sci. Technoi., Vol. 25, No. 6, 1991 1149

Kiln Speed - 0.5 rpm
500
V ' . I . I . I . 8 . 8
4 5 6 7 8 9
Bed Depth (cm)
Flgure 9. Linear dependence of pilot-scale evolution interval with bed depth. All data taken at kiln rotation of 0.5 rpm.
because of the scarcity of the data). At the pilot scale, therefore, the bed temperature has been shown to respond inversely with the bed thickness according to a lumped thermal capacitance analysis (7) and the evolution interval has been shown to respond directly with bed thickness. We expect this trend to apply to the field scale provided that the same bed motion is achieved (slumping beds) through appropriate consideration of modified Froude number and fill fraction, and the contaminant, sorbent, and heat-transfer parameters (the product of Biot and Fourier numbers) are also equivalent. Such analysis demonstrates that the bed thickness, and not the fill fraction, is responsible for the variation in the evolution interval provided bed motion and all other parameters of the Biot and Fourier numbers are equivalent.
Consider the pilot-scale data of Table 11. Since we have shown that the evolution interval is directly proportional to the bed depth, all evolution intervals (obtained at any bed depth) should reduce to the evolution interval a t a reference bed depth using the ratios of bed thicknesses. Insofar as the evolution interval was shortest at the 4.2-cm bed depth, this interval was chosen as the reference. The evolution intervals at bed depths of 5.5 and 8.2 cm were divided by the evolution intervals at a bed depth of 4.2 cm
for each temperature studied. Ideally, these evolution interval ratios should reduce to the bed thickness ratios at 5.5 and 8.2 cm (the bed thickness ratio at 5.5 cm is 1.31 = 5.514.2, and the bed thickness ratio at 8.2 cm is 1.95 = 8.214.2). Table I1 (the middle columns) shows these com- parisons where the average evolution interval ratio at 5.5-cm bed depth is 1.29 (corresponding to the bed thickness ratio of 1.31) and the average evolution interval ratio at 8.2-cm bed depth is 1.90 (corresponding to the bed thickness ratio of 1.95). Although the correspondence between the evolution interval ratios and the bed thickness ratios is not exact, there is sufficient agreement to suggest a reasonable degree of confidence in this approach. On the basis of this technique, all pilot-scale evolution intervals were reduced to the equivalent evolution intervals that would have occurred at a bed thickness of 4.2 cm using the appropriate bed thickness ratios. These data are shown in the right-most columns of Table 11.
We have also performed this analysis on the field-scale data by reducing the calculated evolution intervals from the field scale (corresponding bed depth of 5.5 cm) to the reference bed depth at pilot scale (4.2 cm) using a con- version factor of 1.31. This is possible because the bed thickness a t field scale (5.5 cm) is equivalent to the pi- lot-scale bed thickness a t 4.5% fill fraction (also 5.5 cm), and the bed motion regime, the contaminant, the sorbent, and the heat-transfer mechanisms are also essentially the same at both scales. By modifying the data in this manner, we are able to eliminate the fill fraction as an explicit variable and reduce the number of independent variables, for presentation purposes, to two; the kiln rotation rate (modified Froude number) and the reference temperature (the nominal kiln-wall temperature). Caution must be exercised, however, because the fill fraction has been eliminated only after the bed motion has been matched at both scales. Fill fraction considerations are of fmt-order importance when matching the bed dynamics a t both scales.
Discussion. We have applied the above assumptions and analyses to the evolution intervals and the bed thicknesses in both the pilot- and field-scale experiments. The arguments were tested by plotting the natural loga- rithm of the reduced evolution interval (reduced to the equivalent evolution intervals at 4.2-cm bed thickness) vs
Locus of reduced pilot-scale evolution intervals at modified Froude number of 1 3.353-05
c, 8
6.0- ' '
'
5.5-
Fkld-Scale Evolution intervals at modified Froude number of 4.02E-04
5.0-
Froude number of 4.5-
2.51E-03 4 - 0 1 . . 1 . . . 3 . . ' . I . 7 . '
0.5 1 .o 1.5 2.0 2.5
PILOT-SCALE MODIFIED FROUDE NUMBERS
O 836E-W (0.5 rpm) A 3.01E-04 (0.3 rpm)
335345 (0.1 rpm)
FIELD-SCALE MODIFIED FROUDE NUMBERS
A 4.023.04 (0.1 rpm)
251E-03 (0.25 rpm)
(rn) * le00 Iml Figure 10. Comparison of fieid- and pilot-scale evolution intervals. Solid lines represent least-squares fit of pilot-scale data taken at modified Froude numbers of 8.36 X low4 (0.5 rpm) and 3.35 X and 2.51 X lom3 (two data points at each modified Froude number at fieid scale for operation with and without turbulent air).
(0.1 rpm). Field-scale data taken at modified Froude numbers of 4.02 X
1150 Envlron. Scl. Technol., Vol. 25, No. 6, 1991

the reciprocal of the nominal kiln-wall temperature. This representation is shown in Figure 10, where the open symbols indicate the pilot-scale data and the closed sym- bols refer to the field-scale data.
Consider the pilot-scale data, For each nominal kiln-wall temperature and modified Froude number (each kiln ro- tational speed), there are several points representing the reduced evolution intervals at each bed thickness (each fill fraction). For each temperature and modified Froude number, the reduced evolution intervals a t pilot scale should ideally collapse to a single point (there would ideally be three points at each temperature corresponding to the reduced data obtained at each modified Froude number of the pilot-scale study). Note that the reduced evolution intervals for the data at 4.2-cm bed depth (3% fill fraction) are unaffected by this correction since these are the ref- erences (see Table 11). To a reasonable degree, the data a t each temperture and modified Froude number (kiln rotation rate) reduce to nearly a single point. The ex- ception is the data at a pilot-scale nominal kiln-wall tem- perature of 1066 K (0.94 on the horizontal axis of Figure 10) and corrected evolution interval of 81 s (4.4 on the vertical axis of Figure 10). This difference may have been directly attributable to bed dynamics; more of slipping bed motion was observed in this particular experiment instead of the slumping motion that prevailed throughout most of the other tests. This emphasizes the importance of matching the bed dynamical behavior in this analysis. The lines shown in Figure 10 represent least-squares fits of the pilot-scale data at modified Froude numbers of 8.36 X lo4 (0.5 rpm) and 3.35 X (0.1 rpm). Although shown in Figure 10, the anomalous data point discussed above (1066 K and 81-s evolution interval) was not included in the least-squares fit. These lines may also be interpreted as the locus of reduced evolution intervals a t one modified Froude number as a function of reciprocal kiln-wall tem- perature (base-line kiln temperature).
The data for the field tests scale, in a qualitatively correct sense, with the modified Froude numbers from the pilot-scale experiments. As the modified Froude number increases, the time required for contaminant evolution, defined by the reduced evolution interval, should decrease because of increased bed agitation. In fact, the converted evolution intervals at both scales agree qualitatively with this hypothesis. Recall that the reduced field-scale evo- lution intervals were also obtained by using a correction factor of 1.31, which was the ratio of actual bed thickness a t field scale (5.5 cm) to the reference bed thickness (4.2 cm). Given that the uncertainty in the estimate of the kiln-wall temperature is greater a t field scale, the agree- ment between the pilot- and field-scale results is quite remarkable. In fact, were the field-scale kiln-wall tem- peratures actually -150 "C lower (which is entirely pos- sible), the data would correlate even better. Even so, the agreement shown in Figure 10 suggests that where the thermal history of the solid bed is approximately matched, hydrocarbon evolution rates will scale adequately between rotary kilns a t pilot and field scale.
Finally, a further check on the validity of the scaling model was attempted by comparing our results with other published data. Wendt and co-workers (15) and Linak and co-workers (16) have also studied the evolution of waste material from sorbents in a pilot-scale rotary kiln. Toluene (among other liquids) and corncob sorbent were enclosed in cardboard containers and introduced into the kiln. The experimental results observed in the Wendt and Linak studies are in qualitative agreement with the experimental results observed at both scales of this study (6,8) and the
similarity of the chemical system suggested that a com- parison of their data with the proposed scaling model was appropriate. However, this comparison was not possible because the mean diameter of the corncob sorbent used in the Wendt and Linak experiments changed continu- ously, and in the limit, the corncob was burned and con- sumed. The scaling model proposed in this work requires that the bed material remain largely intact with constant thermal properties throughout the desorption process.
Conclusion The overall evolution characteristics of similar contam-
inants from sorbent beds in field-scale and pilot-scale ro- tary kilns have been compared for the first time. The modified Froude number and the fill fraction exert first- order influence on contaminant evolution when bed dy- namics are considered. The product of the Biot and Fourier numbers exerts first-order influence on contami- nant evolution when heat transfer and bed heat-up are considered. If the bed dynamics are matched, if the same contaminant and solid are used, and if the heat-transfer characteristics are approximately matched, then the bed thickness also exerts first-order influence on contaminant evolution and it must be matched at both scales to provide similar bed heat-up characteristics. This analysis suggests that the heat-transfer characteristics of dissimilar solids and contaminants may be matched at both scales by use of different bed thicknesses. Provided the underlying assumption of a well-mixed bed (lumped capacitance heat transfer) is not violated, this is certainly possible. Our analysis has not considered the potential chemical bonding that may occur between different contaminants and solids and it is only valid for bed material that remains intact (mean solid particle size and thermal properties do not change throughout the desorption process).
The comparison of pilot- and field-scale data has been satisfactorily performed in spite of the severe limitations encountered during field-scale experiments. Carbon atom balances, as reflected in C02 excursions at both pilot and field scale and also by temperature excursions at field scale, resulted in very satisfactory closure for all conditions at pilot scale and for operation without turbulent air a t field scale. The discrepancy with turbulent air at field scale may be due to a distortion of the flow field that is not ade- quately detected by the sparse sampling grid a t the exit of the kiln. The definition of an evolution interval (Figure 8) overcomes the problems associated with less than ade- quate carbon closure and the effects of the waste container on contaminant evolution. The evolution interval and resulting scaling model, defined in this manner, allow comparison of gross evolution characteristics between the pilot and field scale. This model has not been developed to resolve time-dependent evolution phenomena such as individual "puffing" events seen in several other studies (4 , 6, 16).
Data from pilot and field scales are consistent with each other and indicate that pilot-scale kilns can provide data that are quantitatively, as well as qualitatively, useful for the analysis of field-scale operation provided the thermal and dynamical histories of the beds are matched. We believe that the simplified analysis presented herein pro- vides a starting point for the engineering analysis of con- taminant removal from solids in rotary kiln incinerators. More experimental data, aimed at refinement and vali- dation of the proposed scaling model, are needed.
Glossary A preexponential factor C apparent bed heat capacity (kJ/kg K)
Envlron. Scl. Technol., Vol. 25, No. 6, 1991 1151

H v L
call # k n i
P R
R' T Tb Tkw t W
X
x
Greek Symbols Q ( t )
B
e P W
S u b s c r i p t s a b d 1
k kw L max P
U S
V V
kiln diameter (m) mean sorbent particle diameter (0.635 cm for sorbent used in these studies) w2D/2g (dimensionless) gravitational acceleration (9.81 m/s2) modified heat-transfer coefficient (W/m2 K)-includes convection and radiation heat of vaporization (kJ/mol) characteristic bed thickness defined as bed volume/bed surface area (m) molar flow rate [(kmol)/s] sum of metered flow rates into the incin- erator system (kmol/s) sum of metered flow rates into the incin- erator system excluding the kiln (kmol/s) pressure (kPa) dimensionless ratio of moles of xylene to moles of CHI for xylene/CH,/air com- bustion gas constant (kJ/kmol K) temperature (K) bed temperature (K) nominal kiln-wall temperature (K) time (s) relative weighting factor for the upper or lower kiln (WL + Wu = 1) molar air-fuel ratio/stoichiometric air- fuel ratio for CH, and air combustion molar air-fuel ratio/stoichiometric air- fuel ratio for xylene/CH4/air combustion
dry concentration of C02 in kiln com- bustion product gases as a function of time base-line dry concentration of COP in the kiln combustion product gases resulting from CH4/air combustion alone (assumed constant) (Tkw - TI,) (K) apparent bed density (kg/m3) kiln rotational speed (radians/s)
air bed dry-excluding H20 metered flow stream entering the incin- erator system kiln nominal kiln wall lower kiln maximum kiln combustion product gases stack upper kiln vaDor xyiene [C6H4(CHJ21
bompound or substance subscripts are placed before lo- cation subscripts (e.g., XC02,k)
L i t e r a t u r e Cited (1) Cundy, V. A.; Lester, T. W.; Morse, J. S.; Montestruc, A.
N.; Leger, C. B.; Acharya, S.; Sterling, A. M.; Pershing, D. W. J . Air Pollut. Control Assoc. 1989, 39, 63.
(2) Cundy, V. A.; Lester, T. W.; Montestruc, A. N.; Leger, C. B.; Acharya, S.; Sterling, A. M. J . Air Pollut. Control Assoc. 1989, 39, 944.
(3) Cundy, V. A.; Lester, T. W.; Montestruc, A. N.; Leger, C. B.; Acharya, S.; Sterling, A. M. J. Air Pollut. Control Assoc. 1989, 39, 1073.
(4) Lester, T. W.; Cundy, V. A.; Montestruc, A. N.; Leger, C. B.; Acharya, S.; Sterling, A. M. Combust. Sci. Technol. 1989, 74, 67.
(5) Cundy, V. A.; Lester, T. W.; Leger, C.; Montestruc, A. N.; Miller, G.; Acharya, S.; Sterling, A. M.; Lighty, J. S.; Pershing, D. W.; Owens, W. D.; Silcox, G. D. J . Hazard. Mater. 1989,22, 195.
(6) Cundy, V. A.; Lester, T. W.; Jakway, A.; Leger, C. B.; Lu, C.; Montestruc, A. N.; Conway, R.; Sterling, A. M. Environ. Sci. Technol. 1991, 25, 223.
(7) Owens, S. D.; Silcox, G. D.; Lighty, J. S.; Deng, X. X.; Pershing, D. W.; Cundy, V. A.; Leger, C. B.; Jakway, A. L. Thermal Analysis of Rotary Kiln Incineration: Comparison of Theory and Experiment. Combust. Flame, in press.
(8) Lester, T. W.; Cundy, V. A.; Sterling, A. M.; Leger, C. B.; Miller, G.; Montestruc, A. N.; Acharya, S.; Pershing, D. W.; Owens, W. D.; Lighty, J. S.; Silcox, G. D. Presented a t the 2nd Annual Meeting of the Hazardous Waste Research Center, Louisiana State University, Baton Rouge, LA, October 1988.
(9) Lighty, J. S.; Britt, R.; Pershing, D. W.; Owens, W. D.; Cundy, V. A. J . Air Pollut. Control Assoc. 1989, 39, 187.
(10) Lighty, J. S.; Pershing, D. W.; Cundy, V. A.; Linz, D. G. Nucl. Chem. Waste Manage. 1988, 8, 225.
(11) Lighty, J. S.; Silcox, G. D.; Pershing, D. W.; Cundy, V. A.; Linz, D. G. Environ. Prog. 1989, 8, 57.
(12) Henein, H.; Brimacombe, J. K.; Watkinson, A. P. Metall. Trans. E 1983, 14B, 191.
(13) Henein, H.; Brimacombe, J. K.; Watkinson, A. P. Metall. Trans. B 1983, 14B, 207.
(14) Silcox, G. D.; Pershing, D. W. J. Air Waste Manage. Assoc. 1990, 40, 337.
(15) Wendt, J. 0. L.; Linak, W. P. Combust. Sci. Technol. 1988, 61, 169.
(16) Linak, W. P.; McSorley, J. A.; Wendt, J. 0. L.; Dunn, J. E. J . Air Pollut. Control Assoc. 1987, 37, 934.
Received for review June 28,1990. Revised manuscript received February 4, 1991. Accepted February 11, 1991. The research described in this article has been funded in part by the United States Environmental Protection Agency through Cooperative Agreement CR809714010 granted to the Hazardous Waste Re- search Center of the Louisiana State University. Although this research has been funded by EPA, it has not been subjected to Agency review and therefore does not necessarily reflect the views of the Agency and no official endorsement should be inferred. W e acknowledge the assistance and cooperation of the Louisiana Division of Dow Chemical U S A located i n Plaquemine, LA. In particular the assistance of Darryl Sanderson, Tony Brouillette, Marvin Cox, and Chris Messelt is appreciated. Although this research has been undertaken in a cooperative nature with the Dow Chemical USA, it does not necessarily reflect the views of the Company and therefore no endorsement should be inferred. The support offered by L. J . Thibodeaux and David Constant, Director and Associate Director, respectively, of the Louisiana State University Hazardous Waste Research Center is appre- ciated. Matching funds f rom the mechanical and chemical engineering departments of Louisiana State University have helped to provide needed support. W e gratefully acknowledge the fellowship assistance from the National Science Foundation for C.B.L. and the State of Louisiana for A.L.J. Finally, we appreciate the capable assistance of messers Gary Miller, J e f f Miller, J . S. Tsai, Vivek Kapur, Franz Tillman, and Dan Farrell, for assistance with the field testing, and David Wagner for assistance at the pilot scale.
1152 Envlron. Sci. Technol., Vol. 25, No. 6, 1991