
Robotlassen - Pure · vanwege de wens om in gunstige lasposities te lassen. - Er worden wezenlijk...
65
Robotlassen Citation for published version (APA): Geraerds, J. P. H. J. (1985). Robotlassen. (TH Eindhoven. Afd. Werktuigbouwkunde, Vakgroep Produktietechnologie : WPB; Vol. WPB0225). Eindhoven: Technische Hogeschool Eindhoven. Document status and date: Gepubliceerd: 01/01/1985 Document Version: Uitgevers PDF, ook bekend als Version of Record Please check the document version of this publication: • A submitted manuscript is the version of the article upon submission and before peer-review. There can be important differences between the submitted version and the official published version of record. People interested in the research are advised to contact the author for the final version of the publication, or visit the DOI to the publisher's website. • The final author version and the galley proof are versions of the publication after peer review. • The final published version features the final layout of the paper including the volume, issue and page numbers. Link to publication General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. • Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal. If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, please follow below link for the End User Agreement: www.tue.nl/taverne Take down policy If you believe that this document breaches copyright please contact us at: [email protected] providing details and we will investigate your claim. Download date: 26. Feb. 2019
Transcript of Robotlassen - Pure · vanwege de wens om in gunstige lasposities te lassen. - Er worden wezenlijk...
Robotlassen
Citation for published version (APA):Geraerds, J. P. H. J. (1985). Robotlassen. (TH Eindhoven. Afd. Werktuigbouwkunde, VakgroepProduktietechnologie : WPB; Vol. WPB0225). Eindhoven: Technische Hogeschool Eindhoven.
Document status and date:Gepubliceerd: 01/01/1985
Document Version:Uitgevers PDF, ook bekend als Version of Record
Please check the document version of this publication:
• A submitted manuscript is the version of the article upon submission and before peer-review. There can beimportant differences between the submitted version and the official published version of record. Peopleinterested in the research are advised to contact the author for the final version of the publication, or visit theDOI to the publisher's website.• The final author version and the galley proof are versions of the publication after peer review.• The final published version features the final layout of the paper including the volume, issue and pagenumbers.Link to publication
General rightsCopyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright ownersand it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights.
• Users may download and print one copy of any publication from the public portal for the purpose of private study or research. • You may not further distribute the material or use it for any profit-making activity or commercial gain • You may freely distribute the URL identifying the publication in the public portal.
If the publication is distributed under the terms of Article 25fa of the Dutch Copyright Act, indicated by the “Taverne” license above, pleasefollow below link for the End User Agreement:
www.tue.nl/taverne
Take down policyIf you believe that this document breaches copyright please contact us at:
providing details and we will investigate your claim.
Download date: 26. Feb. 2019

Stageverslagvan
J.P.H.J.Geraerds
Robotlassen (nr.W~B 0225)
20 November 1985
H.T.S.-Heerlf3n
. -

Stagerapport·
Robotlassen
Auteur: Geraerds,J.P.H.J.
Supervisor: Schrauwen,ing.J.J.M
20 November 1985
H.T.S. Heerlen, afdeling Werktuigbouwkunde

I
Voorwoord
In dit verslag zal een weerslag van mijn onderzoek bij
de vakgroep WPB, Produktietechnologie en Bedrijfsmechanisa
tie, van de Technische Hogeschool te Eindhoven, weergeven
worden.
'Het onderzoek richtte zich op het vaststellen van de ver
schillende lasparameters zoals die zich voordoen bij
het robotlassen.
Met in het bijzonder het MIG/MAG-lasproces.
Er bestorid de wens een tabel te verkrijgen die speciaal
betrekking heeft op het volledig automatisch lassen (lees
robotlassen) .
Voor het uitvoeren van dit onderzoek stond een op de THE
aanwezige ASEA Irb-6 robot en een ESAB lasapparaat met
bijbehoreride programeerunit ter beschikking.
Hiermee zijn de diverse lasproeven uitgevoerd.
Dit heeft geresulteerd in een funktionele analyse van de
installatie en in inzicht in de mogelijkheden en moeilijk
heden van deze laswijze.
Hierbijwil ik iedereen bedanken die de uitvoering van
deze stageopdracht mogelijk gemaakt hebben.
Dit zijn met name Ing.J.J.M Schrauwen als begeleider en
de heren J. van Tartwijk en F. van Stiphout die bij de
uitvoering van de la~proeven met raad en daad terzijd~
stonden.
Eindhoven, 20 november 1985.
J.P.H.J. Geraerds.

II
Samenvatting
In dit verslag zal een weerslag van mijn onderzoek bij
de vakgroep WPB, Produktietechnologie en Bedrijfsmechanisa
tie, van de Technische Hogeschool te Eiridhoven, weergeven
worden.
Het onderzoek richt zich op het vaststellen van de ver
schillende lasparameters zoals die .zich voordoen bij
het robotlassen.
Met in het bijzonder het MIG/MAG-Iasproces.
Daar de reeds beschikbare gegevens over het MIG/MAG-las
proces aIleen betrekking hebben op het lassen uit de
hand, bestond er de wens een tabel te verkrijgen die
speciaal be trekking heeft op het volledig automatisch
lassen (lees robotlassen).
Voor het uitvoeren van dit onderzoek stond een op de THE
aanwezige ASEA Irb-6 robot en een ESAB lasapparaat met
bijbehorende programeerunit ter beschikking.
Hiermee zijn de diverse lasproeven uitgevoerd.
Dit heeft geresulteerd in een funktionele analyse van de
installatie en in inzicht in de mogelijkheden en moeilijk
heden van deze laswijze.
Voor de meest voorkomende materiaaldikten en lasposities
werden zo nauwkeurig mogelijk de diverse lasgegevens
samengesteld.

III
Ihhoudsopgave
Voorwoord
Samenvatting
Inhoudsopgave
Inleiding
1. Enkele voor- en nadelen van robotlassen
2. Analyse van het MIG/MAG lasp00ces
2.1 Korte beschrijving van het lasproces
2.2 De procesvariabelen
2 . 2 . 1 De lasspanning
2.2.2 De draadaanvoersnelheid
2.2.3 De lasstroom
2.2.4 De voortloopsnelheid (lassnelheid)
2.2.5 Toortspositie en lasnaadpositie
2.2.6 De toortshoek 0<-
2.2.7 De toortshoek (32~2.8 De positie van de draadpunt
2.2.9 Positie werkstuk
2.2.10 De stick out
2.2.11 De beschermgasinstelling
2.2.12 De draaddiameter
3. Funktionele analyse van de robotlasopstelling
3.1 De robotlasopstelling
3.1.1 De robot
I
II
III
3
5
5
6
7
9
1 0
1 1
1 2
1 3
1 4
1 4
1 4
1 5
1 5
1 6
1 7
1 7
1 8
3.1.2 De ESAB LAH 500 Lastransformator-gelijkrichter 1 8
3.1.3 De ESAB MEC 44 Optimat draadtoevoer0nit 1 9
3.1.4 De ESAB PAG 1 6 programmeereenheid 1 9
3.1.5 De gasvoorziening 1 9
IV
4. De lasproeven
4.1 Doel van de lasproeven
4.2 De noodzaak van exacte gegevens
4.3 Wat is er onderzocht ?
4.4 Gegevens uit reeds bestaande literatuur
5. Richtlijnen bij het lassen
5.1 De naadhoek
5.2 De vooropening
5.3 Positie van werkstuk
5.4 Naadoppervlak
5.5 Draaddiameter
5.6 Stroomsterkte en voltage
5.7 Inbranding·
5.8 Vorm van de grondlas
5.9 Toortsbeweging
5.JO Stand lastoorts
5.11 Lassnelheid
5.12 De gasflow
6. Het zwaaiend lassen
6.1 Waarom zwaaiend lassen?
6.2 Hoe zwaaien ?
6.3 Soorten zwaai
6.4 Instelling zwaai
7. Slot
Literatuurlijst
20
20
20
21
22
24
24
24
25
25
25
26
26
26
27
27
28
28
28
28
28
29
29
31
32
Bijlagen
Bijlage I
Bijlage IIa
Bijlage lIb
Bijlage III
33
Schematische opbouw van de installatie 33
Omschrijving robot 34
De robot en zijn bewegingsgebied 35
Vier van de meest voorko~ende lasposities 36
v
Bijlage IVci-g Lastabel 37
Bijlage V Programmeervoorbeeld van een zwaailas 44
Bijlage VI Enkele mogelijke zwaaipatronen 47
Bijlage VII Technische specificatie lastrafo 48
Bijlage VIII Verandering toortsuitsteeklengte 49
Bijlage IX Foto's doorsnede las 50
Bijlage Xa Grafiek Voltage-Amperage 52
Bijlage Xb1 .. Tabel lasparameters 1 G positie 53
Bijlage Xb2 Tabel lasparameters 3G positie 54

Inleiding
De vakgroep Produktietechnologie en Bedrijfsmechanisatie
(WPB), onderafdeling van de richting Werktuigbouwkunde aan
de Technische Hogeschool te Eindhoven, houdt zich o.a. bezig
met het onderzoeken van de mogelijkheden tot het automatise
ren van de diverse werkzaamheden, waaronder ook het lassen
van metalen.
Lassen is arbeidsintensief, tijdrovend en vraagt kwalitatief
goede lassers. De produktie is sterk afhankelijk van de las
ser en zijn "vorm van de dag".
Vanuit o.a. het bedrijfsleven is er dan ook behoefte aan
onderzoek naar de mogelijkheden tot automatiseren van dit
lassen met behulp van bijvoorbeeld lasrobots of lasautoma
ten.
Bij deze onderzoeken ontstond tel kens het probleem dat de
benodigde gegevens om een bepaald produkt te kunnen lassen
ontbraken.
Gegevens zoals beweegsnelheid van de robot tijdens lassen en
wijze van programmeren voor een bepaalde materiaaldikte of
stand moesten, telkens voordat het eigenlijke onderzoek kon
beginnen, geheel of ~8dcclLelijk opnieuw uitgezoCht worden.
Het is begrijpelijk dat deze "voorstudie" veel kostbar'e tijd
in beslag nam.
Ik heb getracht een zo compact mogelijke handleiding op te
stellen die het gebruik van de robotlasinstallatie ,zoals
die in het WPB-laboratorium staat opgesteld ,sterk vereen
voudigd.
Deze handleiding beperkt zich tot de meest voorkomende
materiaaldiktes en lasposities.
Uiteraard is het mogelijk later nag andere materiaalsoorten,
-diktes en/of lasposities hieraan toe te voegen.
2
Dit rapport bestaat in feite uit twee gedeelten die wellis
waar een onderlinge band vertonen, maar desondanks toch los
van elkaar gebruikt kunnen worden.
Deel 1 Hoofdstuk 1 tim 3, kan gezien worden als een alge
mene samenvatting van de begrippen waarmee we te
maken hebben bij robotlassen.
Tevens is dit een kennismaking met de apparatuur
zoals die voor de lasproeven is gebruikt.
Deel 2: Hoofdstuk 4 tim 6, beschrijft de g~dane proeven
en de hieruit voortgekomen resultaten.
Dit deel kan dan ook als een leidraad dienen bij het
programmeren van de lasrobot.
j
1. Enkele voor- en nadelen van robotlassen.
Door het beschikbaar komen van goede, vrij programrneerbare
robots met een hoog aantal vrijheidsgraden is het gemecha
niseerd booglassen eigenlijk pas op grote sch~al mogelijk
geworden.
Dit komt omdat met behulp van zoln robot vrij willekeurige,
gemakkelijk veranderbare toortsbewegingen te realiseren zijn.
Enkele voordelen van robotlassen in het algemeen zijn:
- Hoge inschakelduur.
Dit betekent dat de verhouding tussen de daadwerkelijke
Lastijd en de tijd dat er niet gelast wordt, zeer hoog is.
90% inschakelduur is haalbaar t.o.v. 40% bij handlassen.
- Konstante en hoge kwaliteit.
- Mogelijkheid van optimaliseren van lasparameters naar
maximale produktiviteit en/oflaskwaliteit.
Dit betekent dat het produceren van dezelfde las tien
tot twintig procent sneller kan gaan dan bij handlassen.
- Er is geen gekwalificeerde lasser nodig voor de bediening
van de installatie tijdens de produktie.
Enkele nadelen van robotlassen zijn:
T.o.v. een handlasser biedt de robot een veel geringere
flexibiliteit.
- De tdlerantie eisen aan de maatvoering liggen veel hoger.
Een te grote maatafwijking betekent een mislukt produkt.
- Vaak is een bijbehorende lasmanipulator nodig.
Dit vanwege het vrij kleine werkbereik van de robot en
vanwege de wens om in gunstige lasposities te lassen.
- Er worden wezenlijk hogere eisen gesteld aan het onderwerp
van een lasmal voor robotlassen dan aan een mal voor
handlassen.
De prijs van een compleet ingerichte lasinstallatie is
vrij hoog.
Afhankelijk van de grootte van de installatie zal deze
ergens tussen 200.000 en 500.000 gulden liggen.
- De programmering is zeer tijdrovend.
4
Bij de robotlasinstallatie wordt gebruik gemaakt van het
MIG/MAG lasproces.
Dit is een vrij flexibel lasproces dat geheel via elektrische
commando's te besturen is.
Enkele voordelen van dit lasproces zijn:
- Mogelijkheid tot continu laswerk.
- Hoge produktiviteit.
Er kan relatief veel lasmateriaal per tijdseenheid afge
smolten worden.
- Breed laswerk.
Fijne en grove lassen kunnen gemaakt worden .
- Goede laskwaliteit
- Nauwelijks slak.
Er is dus maar weinig nabewerking nodig.
- Mogelijkheid tot het maken van puntlassen.
Enkele nadelen van dit lasproces zijn:
- Tamelijk moeilijk instelbaar.
- Het niet beschikbaar zijn van geoptimaliseerde instelge~
gevens.
Andere lasprocessen dievoor robotlassen in aanmerking
zouden kunnen komen, zijn puntlassen, O.P.-lassen en
TIG lassen.
Lasinstallaties worden in hoofdzaak gebruikt voor handlassen.
De huidige robotlasinstallaties zijn dan ook aangepaste
handlasinstallaties.
Speciale lasinstallaties voor het robotlassen zijn dan ook
volop inontwikkeling.
5
2. Analyse van het MIG/MAG lasproces
2.1 Korte beschrijving van het lasproces
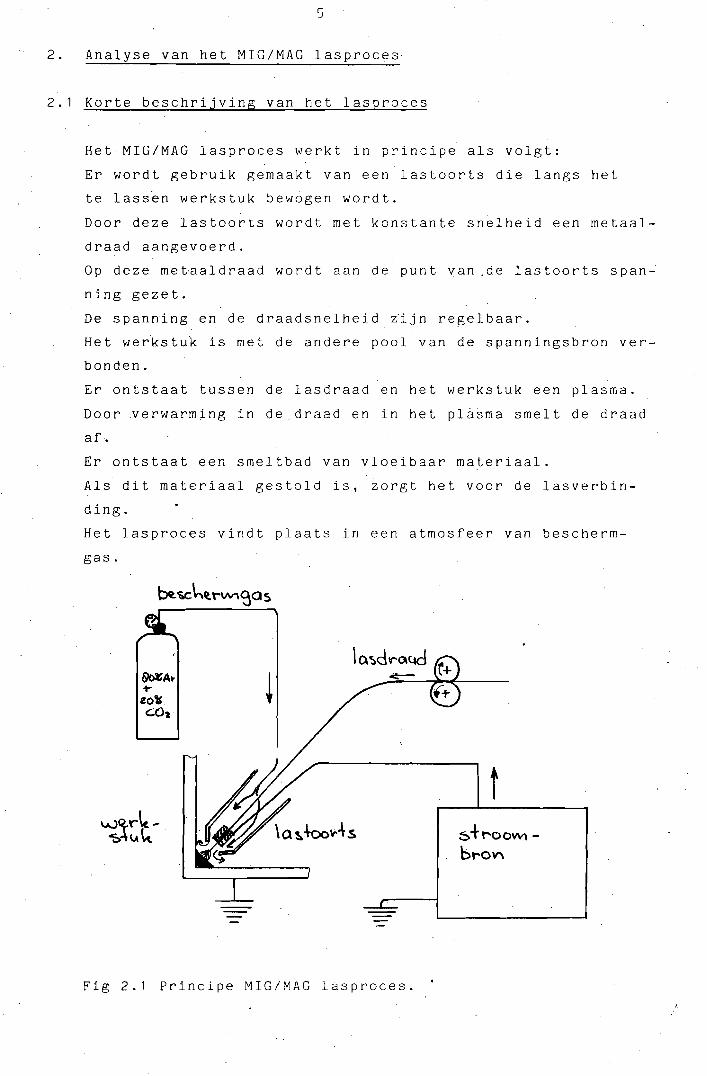
Het MIG/MAG lasproces werkt in principe als voIgt:
Er wordt gebruik gemaakt van een lastoorts die langs het
te lassen werkstuk bewogen wordt.
Door deze lastoorts wordt met konstante snelheid een metaal
draad aangevoerd.
Op deze metaaldraad wordt aan de punt van ,de lastoorts span
ning gezet.
De spanning en de draadsnelheid ~ijn re~elbaar.
Het werkstuk is met de andere pool van de spanningsbron ver
bonden.
Er ontstaat tussen de lasdraad en het werkstuk een plasma.
Door verwarming in dedraad en in het pl~sma smelt de draad
.af.
Er ontstaat een smeltbad van vloeibaar materiaal.
Als dit materiaal gestold is, zorgt het voor de lasverbin
ding.
Het lasproces vindt plaats in een atmosfeer van bescherm-
gas.
t
Fig 2.1 Principe MIG/MAG lasproces.

6
2.2 De procesvariabelen
Dit lasproces kent een aantal variabelen waarmee het pro
ces beschreven en geregeld kan worden.
Een bepaalde .las vraagt om specifieke parameters en de las~
opstelling dient deze te verwezenlijken.
Voo~ een analyse is de absolute grootte van een parameter
en de toleranties hierop van belang.
Dit geldt voor de gevraagde en gegenereerde parameters.
Inde generatie van deze parameters blijken in de lasop
stelling no~al wat tekortkomingen te zitten.
Deze tekortkomingen zijn voor een deel terug te voeren op
het gebruik van omgebouwd handlasapparatuur en gebrek aan
ervaring en gegevens op het gebied van robotlassen.
Bij de parameters kunnen de volgende hocfdkenmerken onder
scheiden worden:
- Geometrische parameters.
- Lasparameters.
Deze zijn verder te verdelen in
- Door de robot gegenereerde parameters.
- Door het lasapparaat gegenereerde parameters.
- Werkstuk parameters.
- Onafhankelijk instelbare parameters.
- Afhankelijke parameters.
De parameters die bij dit lasproces van belang zijn, zijn:
- De lasspanning.
- De draadaanvoersnelheid.
- De lasstroom.
- Draaddiameter en soort.
- Gassamenstelling en ~asvolumestroom.
- Positie van de lastoorts (draadpuntl.
7
De positie van de lastoorts is verder onder te verdelen
in:
- Voortloopsnelheid (lassnelheid).
- Positie van de draadpunt.
- De hoaken van de toorts t.o.v. het werkstuk.
- De stick-out.
Oak kunnen bepaalde geometrische kenmerken van het te las
sen werkstuk als parameter gezien worden.
dit is bijvoorbeeld de vooropening bij een lasnaad.
De las kan beschreven worden met de volgende parameters:
- Lasoppervlakte.
- In~randingsdiepte.
- Lasbreedte.
- InbrandingsYorm.
- Criteria voor laskwaliteit en lasfouten.
De parameters die door de lasinstallatie en de robot gege
nereerd worden, zullen in het navolgende besproken worden.
Hierbij wordt ingegaan op huninvloed op het lasproces,
de manier waarop ze gerealiseerd en geregeld worden en op
de tolerantie~ op hun ide~le grootte.
De onderlinge samenhang tussen de lasparameters zal ook
kort ter sprake komen.
2.2.1 De lasspanning
De lasspanning is de spanning die tussende contactbuis en
het werkstuk staat tijdens het lassen.
Bij MIG/MAG lassen wordt gelijkspanning" gebruikt.
De pluskant is verbonden met de lastoorts en de minkant
met het werkstuk.
Er wordtgebruik gemaakt van een gelijkspanningsbron met
een instelbare, doch in hoofdzaak vlakke karakteristiek~

8
Fig 2.2 Karakteristiek MIG/MAG spanningsbron
De dynamische karakterlstiek ~an de spanningsbron is te
vari~ren d.m.v. het voorschakelen van indukties.
Het spanningsbereik loopt tussen 15 en 40 volt.
Binnen dit bereik zijn drie varianten van h£t MIG/MAG
lasproces tenoemen.
- Het kortsluitbooglassen V < 20 volt ).
- Het half-openbooglassen 20 volt < V < 30 volt).
- Het openbooglassen ( V > 30 volt).
Met de lassspanning wordt in feite de druppelovergang
geregeld. Bij lage lasspanningen en la~e stromen is er
een laagfrequente druppelafsmelting, waarbij relatief
grove druppels praktisch in het smeltbad afgesmolten
worden (kortsluitbooglass~n).
Bij hoge spanningen zal er een hoogfrequente drupp£l
afsmelting plaatsvinden, waarbij kleine druppels op
relatief grate afstand· van het smeltbad afsmelten (open.,.
booglassen).
Het half-bpenbooglassen is een overgangsvorm.
De lasspanning is een onafhankelijk regelbare parameter.
Dat er gewerkt wordt met gelijkspanning wil niet zeggen
dat de spanning. tijdens het lassen een "mooie" gelijk
spanning is. Dit levert een aantal problemen op met be
trekking tot het meten en reproduceren van een
lasspanning.
Er zijn geen gestandaardiseerde voorschriften voor het
meten van lasspanningen.
De door mij gevonden waarden van lasspanningen wijken nog
al wezenlijk af van de in de literatuur genoemde waarden.

9
Dit houdt verband met het type van de op de stroombron
aanwezige voltmeter.
Dit is een weekijzeren voltmeter.
Normaal gangbaar zijn draaispoelmeters.
De gevonden spanningswaarden zijn op het ESAB la~apparaat
goed te reproduceren.
De absolute nauwkeurigheid van de gevonden waarden is
echter twijfelachtig.
Dit zal zeker instelproblemen geven bij het gebruik van
een ander lasapparaat.
Voor het universeel kunnen gebruiken van de spannings
waarden is een nauwkeuriger en gestandaardiseerde meet
methode nodig.
Hierbij kan gedacht wordenaan weergave van de ingestelde
statische bronkarakteristiek of aan een beschrijving van
de echte lasspanning.
Te hoge lasspanning kenmerkt zich door uitzakken (bij hoek
lassen en niet-onderhand posities), doorbranden en door
zakken (bij vlakke lassen).
Te lage spanning uit zich in een bol uiterlijk van de las,
onvoldoende inbranding en bindingsfouten.
2.2.2 De draadaanvoersnelhejd
De draadaanvoersnelheid bepaalt de toegevoerde hoeveelheid
vulmateriaal per tijdseenheid.
De draadaanvoersnelheid kan bij de meeste lasapparaten
niet afgelezen worden.
Dit is een zeer groot ongemak bij registratie en repro
duktie van lasdata.
Bij het ESAB lasapparaat is dit opgelost door het maken
van ijkgrafieken van de draadaanvoersnelheid als funk tie
van de potmeterinstelling op de programeerunit.
Bij robotlassen is de lassnelheid exact bekend en konstant.
Hierdoor kan voor eenlaags rechtlijnig gelegde lassen het
volgende verband afgeleid worden.
V draad =A las
A draad
x V las
( A = oppervlakte)
( V = snelheid

1 0
Dit vereenvoudigd het instellen van het lasapparaat mits
de draadaanvoersnelheid afleesbaar is.
Er dient in de praktijk een 10% hogere waarde van de draad
aanvoersnelheid ingesteld te worden.
Dit om o.a. spatverliezen te compenseren.
Toleranties op de nominale draadaanvoersnelheid bij een
bepaalde las zijn moeilijk te geven.
Een te lage draadaanvoersnelheid moet altijd vermeden
worden. Foute~ die hierdoor kunnenontstaan zijn te lage
a~hoogte, onvoldoende vulling en bindingsfouten.
Eente hoge waarde van deze snelheid is minder erg omdat
eventuele lasfouten die hierdoor kunnen ontstaan
over het algemeen niet zo ernstig zijn.
Soms is e~n te hoge instelling zelfs gunstig omdat hier~
door bepaalde maatfouten van het werkstuk gecompenseerd
kunnen worden (b.v. bij een vullas).
2.2.3 De lasstroom
De lasstroom is de stroom die door het circuit spannings
bron - contactbuis - draad - werkstuk gaat.
De lasstroom is bij dit lasproces een min of meer pulseren
de gelijkstroom.
De lasstroom is bij dit lasproces een afhankelijke para
meter.
Dit betekent dat hij niet rechtstreeks instelbaar is.
De lasstroom is afhankelijk van:
- Spanning.
- De draadaanvoersnelheid.
- Stick out.
- Draaddiameter.
- Beschermgasinstelling.

1 1
De parameter lasstroom speelt bij dit lasproces een secun
daire rol.
Dat deze lastroom toch een belangrijke grootheid is, komt
door de volgende feiten:
a) Het begrip lasstroom is bij elke lasser ingeburgerd.
De lasstroom wordt dan ook bij zeer veel lasapparaten
op de meter weergegeven als karakteristieke grootheid
voor een bepa~lde instelling (i.p.v. de draadaanvoer
snelheid die eigenlijk ingesteld wordt).
b) De lasstroom bepaalt samen met de lasspanning en de
voortloopsnelheid de ingebrachte warmte.
Dit is voor de kwaliteit van de lasverbinding van groot
belang.
2.2.4 De voortloopsnelheid (lassnelheid)
Met de voortloopsnelheid wordt de snelheid aangeduid waar
mee de lastoorts, in de richting van de lasnaad, t.o.v.
het werkstuk beweegt.
De voortloopsnelheid is bij robotlassen konstant en exact
regelbaar.
Bij gemechaniseerd lassen is de voortloopsnelheid dus een
onafhankelijke parameter.
Dit in tegenstelling tot handlassen, waarbij de voortloop
snelheid aan de lasser opgedrongen wordt door de instelling
van het lasapparaat.
Bij robotlassen is de voortloopsnelheid de eerste grootheid
die ingesteld wordt.
De voortloopsnelheid bepaalt de lastijd en wordt daarom uit
economisch oogpunt zo hoog mogelijk gekozen.
De maximale voortloopsnelheid is o.a. afhankelijk van de
naadvorm, laspositie, draaddiameter en de insteliling van
het lasapparaat.
Zoals reeds eerder opgemerkt, is bij gemechaniseerd lassen
de voortloopsnelheid min of meer gekoppeld aan de draadaan
voersnelheid.
De lasstroom stijgt minder evenredig met de draadtoevoer
snelheid.

1 2
Ais de voortloopsnelheid groter gemaakt wordt, zal dus de
hoeveelheid ingebrachte warmte per neergesmolten materiaal
hoeveelheid kleiner worden.
Dit houdt dus in dat de ma~imale voortloopsnelheid begrensd
wordt door de ingebrachte hoeveelheid warmte.
Voor het gewone laswerk van staal varieert de maximale
voortloopsnelheid tussen 4 en 10 mm/sec.
Op de konstante, rechtlijnige beweging in de richting van
de lasnaad kan nog een zwaaipatroon gesuperponeerd worden.
Op dit zwaaiend lassen zal later nog ingegaan worden.
Ie hoge voortloopsnelheid uit zich in randinkarteling,
bindingsfouten en een smalle "getrokken" las met weinig in
branding.
Een te lage snelheid toont een brede "opgelegde" las die
eveneens bindingfouten als gevolg kan hebben.
2.2.5 Toortspositie en lasnaadpositie
Een essentieel verschil tussen handlassen en robotlassen
is, dat de lastoorts door respektievelijk een
mensenhand en een mechanische manipulator gehanteerd wordt.
Veel voor en nadelen van be ide lasmethoden worden dan ook
bepaald door de mogelijkheden en de onmogelijkheden van
beide manieren om de toorts voort te bewegen.
Bij de robotlasopstelling bestaat er geen mogelijkheid om
tijdens het lassen correcties aan te brengen op de
bewegingen van de lastoorts.
Dit heeft tot gevolg dat afwijkingen van de lasnaad t.o.v.
de nominale problemen opleveren die bij handlassen nauwe
lijks voorkomen.
De bewegingen van de lastoorts in de langsrichting van de
las is reeds bij ,·de voortloopsnelheid aan de orde gekomen.
De bewegingen van de lastoorts dwars op de lasnaad zijn nul
of hebben een bepaald patroon.
Ais deze bewegingen nul zijn, hebben we, afgezien van de
beweging in de langsrichting, geometrisch stationaire
situatie.
In het navolgende zullen we van deze situatie uitgaan.

1 3
De toortspositie t.o.v. d~ "middenlijn" van de las is onder
te verdelen in de coordinaten van de draadpunt J de toorts
hoeken alfa (ol.) en beta (~) en de stick-out.
Deze laatste zal apart behandeid worden.
De stick-out is tevens de Z positie van de lastoorts.
/
/~yX .
Fig. 2.4 Toortspositie t.o.v~ de lasnaad.
2.2.6 De toortshoekoC.
De to·ortshoek 0<. bepaal t mede de vorm van de las.
~I/i?
Fig 2.5 Invloe~ van de toortshoek ~ op de lasVorm.
Hoeklassen en vullassen zullen in het algemeen stekend
(links) gela~t worden.
Doorlassingen en niet onder de hands posities worden
vaak loodrecht (midden) of slepend (rechts) gelast.
Ui£ voorgaande proeven is gebleken dat deze toortshoek
een tolerantie van 3 tot 4 grad en bij de instelling
toelaat.
1 4
2.2.7 De toortshoekl3
De laswarmte en het lasmateriaal worden in de hartlijnrich
ting van de lastoorts ingebracht.
Dit betekent dat in het algemeen, als we geen zwaaibegwe
ging uitvoeren, de hoekt0 de helft is van de hoek tussen
de beide te verbinden plaatdelen.
Dit geldt o.a. niet wanneer we meer warmte en lasmateriaal
naar een lasdeel willen stuwen.
Dit kan voorkomen bij het verbinden van platen met verschil
lende diktes of bij uit-de-zij-posities. Het blijkt uit
voorgaande proeven dat een afwijking van
ongeveer 5 graden nog toelaatbaar is bij deze hoek.
2.2.8 De positie van de draadpunt
De positie van de draadpunt in dwarsrichting (Y richting)
zalover het algemeen in het midden van de lasnaad moe ten
zijn.
Aileen als welasmateriaal en warmte asymetrisch willen
deponeren zal hiervan afgeweken worden.
De kwaliteit van de lasverbinding luistert erg nauw naar
afwijkingen in de positie vande draadpunt.
Uit proeven blijkt dat deze afwijkingen maximaal 0,5 tot
1 mm mogen bedragen, afhankelijk van lasnaadvorm en groot
teo
2.2.9 Positie werkstuk
Behalve afwijkingen in de toortspositie t.o.v. de nominale
voeggeometrie, kunnen er ook afwijkingen in de te lassen
werkstukken optreden.
Deze afwijkingen kunnen vorm en plaats van de lasnaad bein
vloeden. Met een slechte kwaliteit las tot gevolg.
Deze afwijkingen worden hier echter buiten beschouwing ge
laten, omdat dit het onderzoek naar de lasparameters in
sterke mate zou vertragen.
1 5
2.2.10 De stick out
De stick out wordt apart behandeld omdat deze de mogelijk
heid geeft om de stroomsterkte. te regelen bij konstante
spanning en draad~anvoersnelheid.
De stick out is de afstand tussen de onderkant van de kon
taktbuis en de draadpunt.
Vaak wordt' in de praktijk hiervoor de afstand genomen tus
sen de onderkant van het gasmondstuk enhet werkstuk geno
men, omdat deze gemakkelijker te meten is.
De bij deze proeven opgegeven stick out is de wer~elijke
stick out.
De stick out bepaalt in hoofdzaak de vrije draadlengte en
daarmee een groat "deel van de weerstand in het lascircuit.
Dit geeft de mogeljkheid am de lasstroom, en hiermee de
ingebrachte warmte, min of meer onafhankelijk te regelen.
Een grote stick out geeft een lage lasstroom en een kleine
stick out geeft een hoge lasstroom.
De handlasser kan de stick out onder het lassen varieren
en hierdoor de warmte-inbreng in het werkstuk beinvloeden.
Bij gemechaniseerd lassen is dit echter vrij omslachtig.
Vandaar dat ook het varieren van de stick out hier buiten
beschouwing wordt gelaten.
We zullen dus bij robotlassen met een konstante stick out
lassen, liefst zo kort mogelijk i.v.m. de afwijking in de
positie van de draadpunt.
Normale groottes van de stick out zijn 10 a 15 maal de
draaddiameter.
Langere stick out is soms noodzakelijk omdat b.v. in een
hoek de lasnaad moeilijk te bereiken is of omdat de draad
vastbrandt aan het mondstuk bij hoge lasspanningen.
2.2.11 De beschermgassamenstelling
Het lasproces speelt zich af in een tegen de omgevingslucht
beschermde gasstroom.
Deze gasbescherming is nodig omdat het vloeibare metaal
direkt oxideert.
Bij deze proeven is er gebruik gemaakt van de samenstelling
20% CO~ en 80% Argon.

16
Dit gas, oak weI bekend onder de naamPROTEGON, geeft een
goed lasuiterIijk, weinig spatten en Iaat hoge lasstromen
toe bij een goede kwaliteit las.
2.2.12 De draaddiameter
Ga ng bar e d r a add i am e t e r s v 0 0 r h e t 1 a-s sen van 1 a a g gel e gee r d
staal zijn 0.8, 0.9, 1.0 en 1.2 mm.
Dit zijn ook de diameters die voor het robotlassen in aan
merking komen.
Gevulde draadsoorten zijn voor robotlassen niet 20 interes
sant i.v.m. met het dan noodzakelijke slakverwijderen.
ledere draaddiameter heeft een eigen spanning en stroom
range waarbinnen hij goed te verlassen is.
Praktisch gezien betekent dit dat bij plaatwerk van 1 tot
4 mm dikte vooral draad van 0.8 mm in aanmerking komt.
Bij plaat van 2 tot 8 mm is dit 1.0 mm en bij plaatvan
5 tot 12 mm is dit 1.2 mm.
Bij dezelfde lasproduktie geeft een dikk~re draad eendie
pere inbranding.
Bij de gedane proeven is een diameter van 1 .0 mm aangehou
den.
Dit om het aantal verschillende lasparameters die kunnen
voorkomen te beperken.
1 7
3. Funktionele analyse van de robotlasopstelling
3.1 De Robotlasopstelling
De robotlasopstelling bestaat uit een ASEA Irb 6 robot
met hieraan gekoppeld een ESAB A 30 lasinstallatie.
Voor het opspannen van werkstukken wordt gebruik gemaakt
van een lastafel met opspanmallen.
De hele la~installatieis modulair opgebouwd.
Dit betekent dat voor de verwezenlijking van de diverse
lasfunkties afzonderlijke komponenten gebruikt zijn.
Dit biedt de volgende voordelen:
- Uitwisselbaarheid van komponenten is vrij gemakkelijk.
- Analyse van lasfunkties wordt eenvoudiger.
- Verbeteringen zijn gemakkelijker te realiseren.
Een nadeel van deze opbouw is dat de lasparameters apart,
en dus niet in het robotprogramma, ingesteld moe ten wor
den.
De Irb 6 is een universele robot.
De lasinstallatie bestaat uit standaard-komponenten zoals
die voor handla~werk gebruikt worden.
Deze zijn samengebouwd tot een robotlasinstallatie.
Een groot nadeel van deze opbauw is dat deze handlas-kompo
nenten vaak tekortkomingen vertonen t.a.v. de specifieke
eisen die het robotlassen stelt.
Van de robotlasopstelling wordt in het navolgende een funk
tianele analyse gegeven.
AIle afzonderlijke komponenten,en hun funktioneren binnen
de apstelling kamen hiebij ter sprake.
De robotlasopstelling bestaat uit de volgende komponenten:
- ASEA Irb 6 robot.
- ESAB LAH 500 stroombron.
- ESAB MEC 44 Optimat draadtoevoerunit.
- ESAB PAG 16 programmeerunit.
- ESAB ace Pistoolkoelunit.
- BINZEL Laspistool en slangenpakket:
- ESAB Perslucht en smeermiddeltoevoersysteem.
- Lastafel met klemmen.
1 8
De opbouw van de komponenten wordt schematisch beschreven
in b i Jl age I .
"Een gebruiksaaanwijzing van de robotlasinstallatie is te
vinden in de gebruikershandleidingen van ASEA en ESAB en
een aanvullende gebruikershandleiding.
3.1.1 De robot
Voor de lasopstelling was er een ASEA Irb 6 robot ter be
schikking.
Hiermee zijn aIle lasproeven gedaan.
Voor laswerk in diverse lasposities is het gewenst dat de
toorts elke willekeurige stand in deruimte kan aannemen.
De ASEA robot is 5-assig.
De toorts is rotatorisch-symmetrisch waardoor in principe
5 assen genoeg zijn om de toorts elke stand in de ruimte
te laten innemen.
Voor details omtrendhet programmeren met de irb 6 robot
wordt naar de ASEA-programmeerhandleiding en de bijlagen
II en1l'
3.1.2 De ESAB LAH 500 Lastransformator-geljkrichter

1 9
3.1.3 De ESAB MEC 44 Optimat draadtoevoerunit
De draadaanvoer wordt in de MEC 44 verwezenlijkt door twee
onafhankelijk aangedreven rollenparen die de draad
voortstuwen.
In deze draadaanvoerunit is regelelectronica ingebouwd die
deze draadaanvoereenheid geschikt maakt voor o.a. punt
lassen.
Hier wordt echter niet verder op ingegaan.
Daar er geen uitlezing is van de draadsnelheid, wordt er
gebruik gemaakt van ijkgrafieken die de snelheid als
funktie van de potmeterinstellingen op de PAG 16
programmeerunit weergeven.
3.1 .4 De ESAB PAG 16 programmeereenhe id
De PAG 16 is in feite een vijf-voudige set van twee
potmeters waarmee spanning en draadaanvoersnelheid
ingesteld kan worden.
Elke set kan vanuit de robot in en uitgeschakeld worden.
Daar de waardes op de potmeters niet overeenkomen met de
Iasspanning en de draadsnelheid, is oak hier een ijk
grafiek van opgesteid.
3.1 .5 De gasvoorziening
Het beschermgas wordt toegevoerd vanuit een gasfles.
De gasstroom kan worden ingesteld en is afleesbaar op
een flow-meter.
Dezeinstelling is niet vanuit de robot te besturen.
Dit betekent in de praktijk det een bepaald werkstuk
met een en dezeIfde gasstroom gelast wordt.
Lastechnisch is dit geen groot bezwaar, de Iaskasten zullen
echter weI wat hager uitvaIIen dan nodig.

20
4. De 1asproeven
4.1 Doel van de lasproeven
Doe1 van de lasproeven is het verzamelen en bepalen van de
1asparameters die nodig zijn om een gewenste las met de
robotlasinstallatiB, zoals die op de THE staat opgesteld,
te realiseren.
Gegevens over robotlassen zijn in de bestaande literatuur
moeilijk te vinden en zijn dan vaak ook nog niet vo11edig
genoeg om direkt bij een robot1asinstallatie gebruikt te
kunnen worden.
Tot op heden werden de voor een specifiek produkt benodigde
1aspar~meters, geheel of gedeeltelijk, proefondervindelijk
vastgeste1d.
Oit rapport kan als leidraad dienen bij toekomstige experi
menten met de robotlasinstallatie.
4.2 De noodzaakvan exacte gegevens
Het lasproces kunnen we globaal in drie gedee1ten opsp1it
sen. Twee gedeelten bestaande uit respectieve1ijk de 1as
apparatuur en het te lassen werkstuk en een derde gedeelte
dat als het ware de verbinding tussen de twee voorgaande
gedeelten tot stand brengt.
Oit gedeelte kan zowe1 de handlasser zijn bjj handlassen,
als de robot bij het robotlassen (zie figuur 4.1).
1,--\_a_~_<.A_V\_1+_----l~ 1~bo+
Fig. 4.1 Schematische weergave van het lasproces.
Wat opvalt in dit schema is dat er niet altijd een terug
koppeling bestsat tussen werkstuk en robot (stippellijn in
defiguur) .
21
Oit is namelijk het geval als een robot geen extra sensoren
bezit die het lasproces "bewaken", b.v. een camera die de
lasnaad voIgt om positioneerfouten op te heffen of heel
simpel een sensor die doorgeeft of er weI of niet een werk
stuk tijdens het lassen in de lasmal zit.
Een robot (zonder de benodigde extra sensoren) kan namelijk
niet horen, zien of voelen en kan zodoende niet op een ver
anderde situatie inspelen. Een handlasser heeft hier eehter
geen prob1eem mee. Bij verandering van bijvoorbeeld de 1as
naadpositie verandert de lasser mee en het prob1eem is in
feite opgelost.
Ontwikkelingen op het gebied van "zintuigen" voor de (las-)
robots zijn dan ook volop bezig.
Maar voordat een robotsysteem zover .is dat het feilloos kan
reageren op "verkeerde" situaties zullen de "goede" situa
ties eerst exact vast gelegd moeten worden.
Oit betreft niet aIleen gegevens als het voltage of ampera
ge, maar ook bijvoorbeeld de positie van de draadpunt in de
lasnaad of de beweegsne1heid van de lastoorts.
4.3 Wat is er onderzoeht?
Om te beginnen zijn de parameters onderzocht die reeds in
voorgaande hoofdstukken genoemd zijn.
M.a.w. de parameters behorende bij het MIG/MAG-Iasproees.
Hieronder vallen onder andere voltage, amperage, draadsnel
heid, gashoeveelheid en stick out.
Oaarnaast richt zieh het onderzoek op de parameters die be
trekking hebben op de robot, hieronder valt bijvoorbeeld
de lassnelheid (bew~egsnelheid vah de robot tijdens het las
sen) .
En als derde punt de naadvorm van het te lassen werkstuk.
We denken dan bijvoorbeeld aan de benodigde vodropening.
Er is gelast in 1G en 3G positie (zie bijlagelIL), ongele
geerd staal met diktes van respeetievelijk 2, 3, 4, 5, 6,
8, 10, 12 en 15 mm.
Beide aan elkaar te lassen delen waren van gelijke dikte en
er werd enkelzijdig gelast.

22
De proefstukken werden na lassen doorgezaagd, geslepen, ge
geschuurd en geetst, am vervolgens onder de mikroskoop op
lasfouten te controleren.
Na eonstateren van fouten en evalueren van de mogelijke
oorzaken werden de lasparameters aangepast.
De lasparameters die uiteindelijk het beste resuitaat op
leverden, zijn tenslotte in een tabel (bijlage1() bijeen
gebraeht.
4.4 Gegevens uit reeds bestaande literatuur
Als we ons gaan verdiepen in de reeds bestaande literatuur
over het MIG/MAG-lasproees, valt het op dat er weinig of
niets over de eombinatie MIG/MAG-Robot gepublieeerd wordt.
Bijna aIle lasliteratuur is gebaseerd op het lassen met de
hand, met een enkele keer een verwijzing naar de mogelijk
heid van robotlassen. Oak in de robotliteratuur vinden we
sleehts verwijzingen naar het robotlassen en geen gegevens.
Als we de tabellen met lasparameters uit de verschillende
1 i t era t uurn a a s tel k a a r z e t ten (b i j 1 a g eN:O tim &4J.l, b 1 i j k t
dat sommige gegevens onderling nogal sterk versehillen.
Naad- voor- draad open arbeids draad amp. gas- pis tool
vorm opening diam. span. span. snel. flow stand.
mm mm volt vol t m/min amp. I/min
V 60 1 , 0 0,8 16- 2 0 4,6 95
I 1 ,0 1 ,0 21 4,3 135
I 1 , 5 1 , 0 19 4,8 130
I 1 ,5 1 , 0 1 9 4 , 7 130 1 0
I 1 ,0-2,0 0,8 21 5,4 1 0 stekend
Tabel 4.2 Lasparameters 3mm plaatdikte, 1G laspositie
verschillende l~teratuur handiassen.
Naast grote var~atie in waardes, bijvoorbeeid bij het volt
tage dat van 16 tot 21 volt varieert, ontbreken veel gege
yenS of zijn deze niet gedetailleerd genoeg om direkt bij
de robotiasinstallatie te kunnen toepassen.
Bij pistoolstand treft men nag weI eens stekend of slepend
aan, eehter noo·it ee~ precieze hoek (b.v. in graden) waar
onder dit slepen of steken plaatsvindt.
23
In de literatuur tre~fen we tevens verschil aan tussen open
spanning (de spanning voor of na het lassen) en de arbeids
spanning (ook weI lasspanning (de spanning tijdens het las
sen) ) .
De bij deze proeven gemeten cn in de tabel (bijlage X) ver
meldde spanning is de arbeidsspanning .
Uit de verschillende tabellen maken.
we am te beginnen een
globale keuze wat lasparameters betreft.
Voorbeeld 3mm plaatdikte, 1G laspositie:
I-naad, '1.0.=1,5 mm, draaddiam.=l ,0 mm, arbeidsspan.=19
volt, stroomsterkte (amperage)=130 Amp. en gasflow=10 l/min
Verder is uit voorgaande experimenten bekend dat een toorts
hoek ~ van ongeveer 75°en een stick out van ongeveer 14 mm
goederesultaten geven.
De andere nag ontbrekende gegevens hebben allen betrekking
op het robotgedeelte. Dit, zijn onder andere lassnelheid,
zwaaibeweging (afmetingenl en de positie van de draadpunt.
Hetgedane onderzoek onderzoek betreft hoofdzakelijk deze
laatste groep. Het onderzoek werd begonrten met het bepalen
van de toepasbaarheid van de gegevens uit de handlastabel
len.
Om het instellen van een las te vereenvoudigen werd een
grafiek (bijlage X ) opgesteld, waarin de belangrijkste
gegevens voor de lasapparatuur zijn opgenomen.

24
5. Richtlijnen bij het lassen
5.1 De naadhoek
Hebben we te maken met een V-naad, toegepast vanaf 5mm mater
iaaldikte, dan moet de openingshoek van de naad voldoende
groot zijn om met de draadpunt de naadbodem g6ed te kunnen
bereiken en o~ een goedeihbrandingvan de las in de zij
kanten mogelijk te makcn.
Een te grote naadhoek betekent echter weer dat we te veel
lasmateriaal nodig hebben en zodoende veel warmte in het
werkstuk b~engen. Dit is niet aIleen oneconomisch, maar kan
06k tot vervormde produkten leiden.
Bij de proeven is een vaste hoek van 50 graden aangehouden.
Dit om het aantal verschillende lasparameters zo klein moge
lijk te houden, terwijl de kwaliteit toch gehandhaaft blijf~
~
lQ~Fig 5.1 De naadhoek.
5.2 De vooropening
Indien we geen gebruik maken van een tegenstrip (Fig 5.2),
bestaat er de mogelijkheid dat de eerste las (grondlas)
"doorbrandt " . Dit zal dus het geval zijn bij een te grote
vooropening. Bij een te kleine vooropening echter is een
goede doorlassing tot diep in de naad niet mogelijk (zie
fata 1, bijlage IX).
Fig 5.2 D~ vaoropening (met en zonder tegenstrip).
25
In het kart kamt het erap neer dat als we de openingshoek
verkleinen am lasmateriaal te besparen, gelijktijdig de
vooropening vergroot moet worden om toch nag een goede door
lassihg te verkrijgen. Aangezien we bij deze proeven de hoek
konstant hauden, zal de vooropening ook een vaste waarde
kr~jgen.
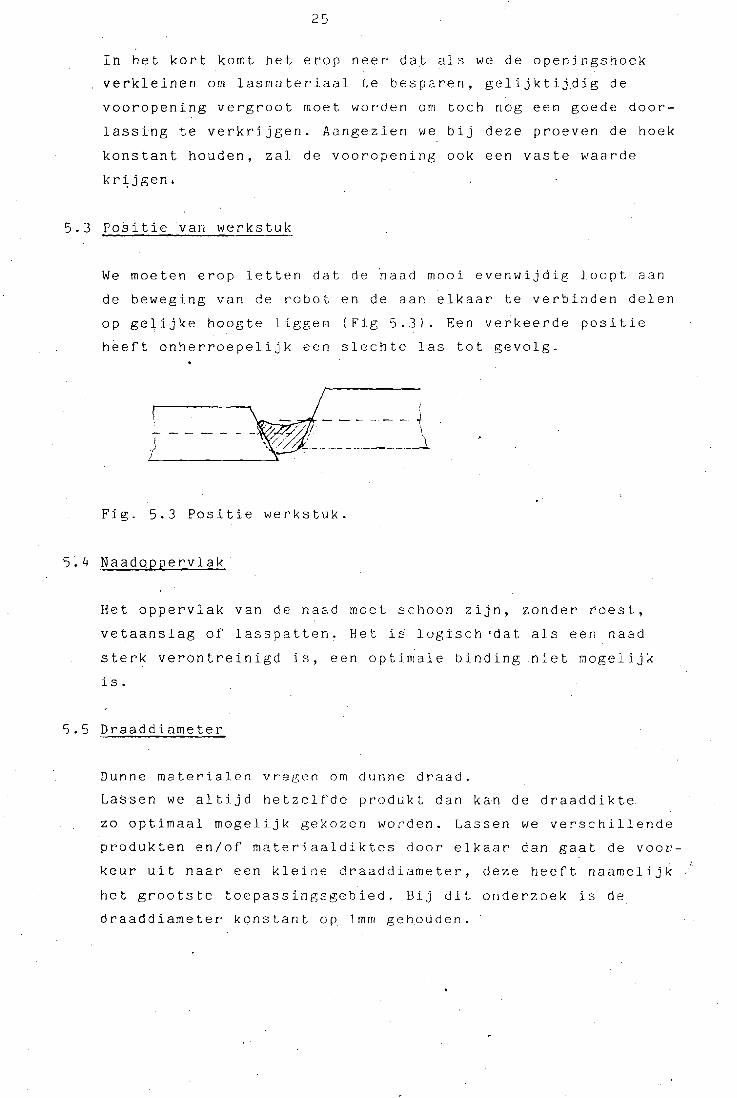
5.3 Positie van werkstuk
We moe ten erop letten dat de naad mooi evenwijdig loopt aan
de bew~ging van de robot en de aan elkaar te verbinden delen
op gelijke haogte liggen (Fig 5.3). Een verkeerde positie
heeft onherroepelijk een slechte las tot gevolg.
Fig. 5.3 Positie werkstuK.
5.4 Naadoppervlak
Het oppervlak van de naad moet schoon zijn, zander roest,
vetaanslag of lasspatten. Het is logisch'dat als een naad
sterk verontreinigd is, een aptimale bindingniet mogelijk
is.
5.5 Draaddiameter
Dunne materialen vragen am dunne draad.
LaSsen we altijd hetzelfde produkt dan ken de draaddikte
zo optimaal mogelijk gekozen worden. Lassen we verschillende
produkten en/of materjaaldiktes door elkaar dan gaat de voor
keur u·it naar een kleine draaddiameter, deze heeft naamelij~
het grootste toepassingsgebied. Bij dit onderzoek is de
draaddiameter konstant op lmm gehotiden.
26
5.6 Stroomsterkte en voltage
Uiteraard moe ten stroomsterkte en voltage ~goed gekozen wor
den. Aangezien de stroomsterkte aan de draadsnelheid gekop
peld is, ligt deze in feite vast. Het voltageverdient eeh
ter enige overweging.
Een te hoog voltage t.o.v het amperage (stippellijn bijlage
X~), heeft een diepe inbranding en een brede vlakke las als
gevolg, maar kan tevens leiden tot overmatige spat ten en
warmte inbreng.
Te laag voltage leidt bijna altijd tot bindingsfouten en al
snel tot stoten van de draad. Tevens wordt het lasoppervlak
smal en bol. Een voordeel echter is dat we weinig lasspatten
krijgen en de kans op vervorming Van het werkstuk door warm
te inbreng Kleiner wordt.
In het algemeen kunnen we stellen dateen te hoog voltage
beter is als een te laag voltage.
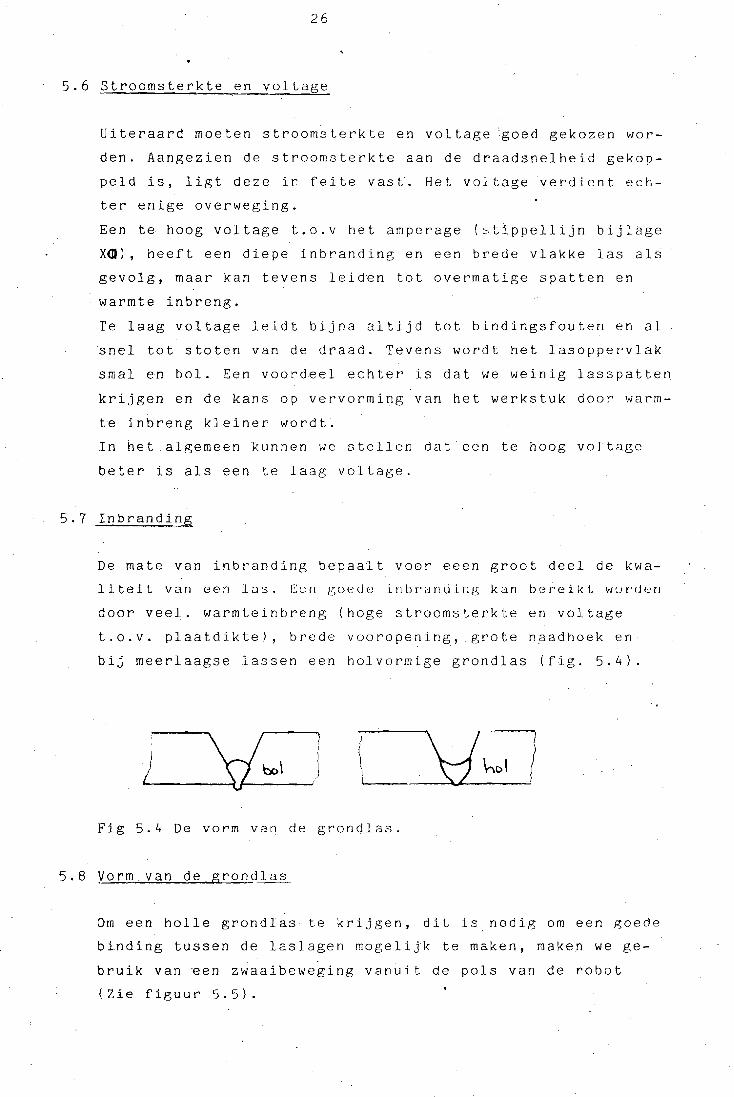
5.7 Inbranding
De mate van inbranding bepaalt voar eeen groot ~eel de kwa
lit e i t van e e n 1 a ~>. E: L~ n IF, 0 e d c i n b r' a nul n g k an b e (' e i k L wu r' <J (~ n
door veel. warmteinbreng (hoge stroomsterkte en voltage
t.o.v. plaatdikte), brede vooropening, grote naadhoek en
bij meerlaagse lassen een holvormige grondlas (fig. 5.4).
1
j {\
Fig 5.4 De vorm van de grondlas.
5.8 Vormvan de grondlas
Om een holle grondlas te krijgen, dit isnodig om een goede
binding tussen de laslagen mogelijk te maken, maken we ge
bruik van Ben zwaaibeweging vanuit de pols van de robot
(2ie figuur 5.5).

'rJ 'f
/I,
C""'"\ ,.
\
Fig. 5.5 Zwaaibeweging vanuit de pols.
Hoe groter de toortshoekj3 is, deste groter wordt de inbrand
ing aan de zijkanten en daardoor de holle vorm van de las.
Bezit de robot een vrij programmeerbaar Tool Center Point
(ASEA Irb 6-2), dan is het geen enkel probleem o~ deze hoek
te vergroten.
Het draaipunt van de toorts kan dan precies in het midden
van de haIling komen te liggen. Bij een vast T.C.P. (Irb 6)
hebben we aIleen de mogelijkheid tot inkorten van de toorts
uitsteeklengte, dit gaat dan echter ten koste van de bewe
gingsvrijheid van de robot lbijlage VIII).
5.9 Toortsbeweging
Uit voorgaande blijkt dat we altijd, met uitzondering van de
plaatdiktes tot 4 mm, p:ebruik maken van een zwaaibeweging.
Deze beweging moet voor een regelmatige verdeling van het
lasmateriaal en de laswarmte over de gehele breedte van de
lasnaad zorgen.
Enkele mogelijke zwaaipatronen op de Irb 6 zijn uitgepro
beerd (bijlage VI). Niet aIle zwaaibewegingen zijn even
goed toepasbaar of zijn even gemakkelijk te programmeren.
(bijlage V). Welke zwaai er toegepast is voor een be
paalde las is vermeld in de tabel (bijlage X).
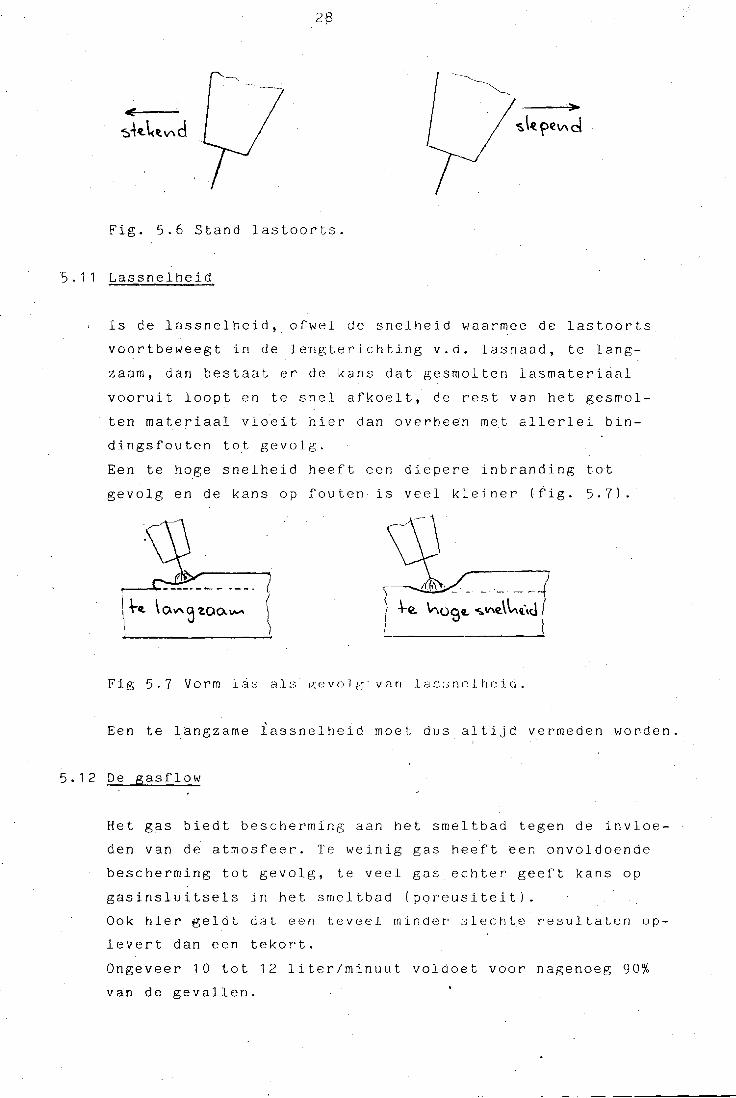
5.10 Stand lastoorts
Er zijn in feite twee standen van de toorts, bij het voort
bewegen, te onderscheiden. Resp. stekend lassen en slepend
lassen (zie figuur 5.6).
De keuze wordt bepaalt door de toep0ssing.
2~
Fig. 5.6 Stand lastoorts.
5.11 Lassnelheid
Is de lassnelheid, ofwel de snelheid waarmee de lastoorts
voortbeweegt in de lengterichting v.d. lasnaad, te lang
zaam, dan bestaat er de kans dat gesmolten lasmateriaal
vooruit loopt en te snel afkoelt, de rest van het gesmol
ten materiaal vloeit hier dan overhean met allerlei bin
dingsfouten tot gevolg.
Een te hoge snelheid heeft cen diepere inbranding tot
gevolg en de kans op fouten is veel kleiner (fig. 5.7).
r--...----.-~ - .-_.
Fig 5.7 Vorm las als gcvoJ~ van lassnolhcid.
Een te langzame iassnelheid moet dus altijd vermeden worden.
5.12 De·gasflow
Het gas biedt bescherming aan het smeltbad tegen de invloe
den van de atmosfeer. Te weinig gas heeft een onvoldoende
bescherming tot gevolg, te veel gas echter geeft kans op
gasinsluitsels in het smeltbad (poreusiteit).
Oak hi~r geldt dat een leveel minder slechte resultalen op
levert dan een tekort.
Ongeveer 10 tot 12 liter/minuut voldoet voor nagenoeg 90%
van de gevallen.

28
6. Het zwaaiend lassen
6.1 ~aarom zwaaiend lassen?
Zwaaiend lassen wordt, z6als reeds eerder vermeld, toe
gepast am een gelijkmatlge verdeling van het lasmateriaal
over de gehele breedte van de lasnaad mogelijk te maken.
Daarbij compenseert de zwaaibeweging oak nag en enige mate
positioneerfouten van het werkstuk.
In het bijzonder bij meerlaagse lassen, is het van belang
dat we een vlakke, liefst holle, las krijgen, waardoor een
goede binding met de bovenliggende laag mogelijk wordt.
Bij niet-zwaai lassen ontstaat namelijk het probleem dat
deze min of meer bol van vorm zijh (fig 5.4 en bijlage IX).
Hierdoor zullen er aan de kanten bindingsfouten ontstaan.
omdat de opening niet overbrugt kan worden (fig 6.1)
Fig 6.1 Bindingsfouten door te bolle grondlas.
Een zwaailas geeft een holle las (fig 5.4, 6.2 en bijlage
IX). Hierdoor dus weinig kans op aansluitfouten.
6.2 Hoe zwaaien ?
Er zijn twee mogelijkheden om een zwaaibeweging tot stand
te brengen. Namelijk door draaien van de robotvoet en door
draaien van de robotpols. Draaien vanuit de pols verdient
de voorkeur, omdat hierdoor de warm te beter naar de
zijkanten van de lasnaad wordt gestuurd (fig 6.3).

29
Terwijl bij zwaaien vanuit de voet de warmte loodrecht naar
beneden in het werkstuk wordt gevoerd (fig 6.4),
Dit heeft minder goede inbranding tot gevolg (z1e ook bij
1 age I X) .
-ltl,..--"'"
. ~ '~4vW\~e roV\E'.
_\--_'--:~.J----_\
Fig 6.4 Zwaaien vanuit de voet.
Om het effekt van de draaiing vanuit de pols nog te vergro
ten werd de uitsteeklengte van de toorts verkleind (zie
voar meer informatie hieromtrend bijlage VIII).
6.3 Snorten zwaai
Er zijn eenaantal zwaaien geprogrammeerd die in aanmerking
zouden kunnen komen voor het robotlassen (bijlage VI).
Hiervan blijkt bijvoorbeeld zwaai no.1, diehet gemak
kelijkst te programmeren is, goed te voldoen voor het las
sen in lG positie. Voorwaard hierbij is weI dat de zwaai
tijd van naadzijde tot naadziJde niet te kort geko'zen
wordt. M.a.w. dat de zwaaifrequentie niet te hoog is.
Oit geldtt eigenlijk voor iedere zwaaibeweging.
6.4 Instelling zwaai
Om een zwaaipatroon te kunnen programmeren, zijn in bijlage
Xbl en Xb2 een aantal parameters opgenomen.
Als voorbeeld zullen we de zwaaiinstelling van 5mm, lG 1as
pos'i tie nagaan.
Zwaai bij positie lG is altijd zwaai no.1 (zie tevens kop
van tabel). Toortshoek 0(= 75· (mits anders vermeld).
Punt 1 ligt dan precies op de symmetrie-as en3mm (maat h)
vanaf bovenzijde lasnaad (fig 6.5);
Punt 2 wordt gevonden door de toorts vanuit de pols te la
ten draaien, totdat de draadpunt de naadkant raakt.

30
Puntdrie wordt op gelijke wijze vastgelegd.
Punt 4 vinden we door punt 1 opnieuw op te roepen. Punt 4
1sexact de z elf d e po s1 tie a 1 s pun t 1 (b 1 j 1 age V).
Tijd t2 is dan de tijd in sec die we bij punt 5 moe ten io
geven. Afstand tussen 1 en 5is 40 mm!
Bij een deklaag zal de draadpunt, bij de zijdelingse zwaai
de naadkant niet raken.
In ditgeval programmeren we punt 2 en 3 ongeveer 2-3 mm
voorbij de naad-breedte (fig 6.6).
1: '1.MVV\
Fig. 6.5 Posit1e draa~punt in lasnaad.
I, ~_. --1r ---~.L-_---,
Fig. 6.6 Positie draadpunt bij deklaag.

31
7. Slot
Uit het in voorgaande hoofdstukken beschreven onderzoek is
naar voren gekomen dat de problemen die er bij het robot
lassen ontstaan, voor het grootste deel te wijten zijn aan
de robot.
De (ASEA Irb 6) is in zijn uitvoering zoals die in het
WPB-laboratorium staat opgesteld, eigenlijk te eenvoudig.
Gewone rechte lassen geven geen problemen, echter bij een
zwaailas komt het gemis van b.v. een vrij programmeerbaar
T.e.p. zeer sterk naar voren.
De voortloopsnelheid van de lastoorts is aIleen uit te druk
ken in een tijd dienodig is om een bepaalde afstand af te
leggen.
Juist omdat het belang van een zwaaibeweging tijdens het
lassen 20 groo~ gebleken is, moet een lasrobot of een
universele robot die hiervoor is omgebouwd, gemakkelijk met
zwaaipatronen te programmeren zijn.
De in de tabel opgenomen lasparameters kunnen, hoe nauwkeu
rig dan ook opgesteld, voor een bepaald produkt enige aan
passingen nodig hebben. De tabel moet dan ook niet als een
voorschrift gezien worden, maar meer als een richtlijn voor
het gebruik van de robotlasinstallatie, die de gebruiker
al een aardig stuk in de goederichting moet brengen.
Door hetgrote aantal van verschillende lasparameters en
verschillende eisen die aan een las gesteld kunnen worden
is het exact vastleggen van een las een bijna onmogelijke
zaak.
Er zal ,dan ook nog wel heel wat onderzoek gedaan moeten
worden; wil men over betrouwbare en goed toepasbare ge
gevens beschikken.

32
Literatuurlijst
Aichele, G. en Smith, A.
Saum, L en Fichter, V.
Hobart Welding
Ruge, J.
Smitweld
Philips
MAG-Schweissen
DVS, Dusseldorf, 1975.
Der Schutzgas-schweisser teil II
MIG/MAG-Schweissen
DVS, Dusseldorf, 1982.
Process Manual. Section 1\ Welding,
Procedure Variables, 1964.
Handbuch der Schweisstechnik
Springer Verlag, Berl in, 1974.
Opleiding voor het CO 2 -lassen
Ni j meg en, 19 7 4 .
~ n s tr u c tie bas is 0 pie i din g CO2
lassen, Eindhoven.

BIJ LAGEN

33Bijlage I: Schematische o~bouw vande installatie
A StroombronF RobotbesturingK KoelingN Afstandbediening'CB ProgrammeerunitED DraadtoevoerunitL Lastoorts.HJG Signaalgevers voor besturingo Z9'kering
...,J
I.'
I
/

Bijlage IIa:·
Omschrijving robot.
De ASEA Irb 6 robot die in het laboratorium voor Bedrijfsme
chanisatie is opgesteld, heeft 5 vrijheidsgraden.
draaiing van de gehele robot om zijn vertikale as
in-uit beweging van de arm
op-neer beweging van de arm
polsbuiging
V _ polsdraaiing
Bijlagerrb laat een schets zien van de robot met zijn
bewegingsmogelijkheden~
De vrijheidsgraden zijn:
'f&- rA i _
Het besturingssysteem van de robot is ondergebracht in een
kast welke op een geschikte plaats in de omgeving van de
robot opgesteld kan worden of in een aangrenzende ruimte
indien de robot zelf werkt in een ongupstige omgeving.
De kast met het besturingssysteem is voorzien van een be
dieningspaneel waarmee de robot gestart kan worden en waarop
een keuze gemaakt kan worden tussen de verschillende vormen
van bedrijf.
Een draagbare programmeeringseenheid is door middel van een
lichte kabel met de kast verbonden.
Een cassette-recorder waarmee programma's weggeschreven en
weer opgeroepen kunnen worden, is op de kast aangeslo
ten.
Het programmeren komt tot stand door de robot met behulp van
druktoetsen op de programmeringseenheid naar die posities te
sturen welke de robot tijdens "Autom"-bedrijf dient in te
nemen.
Met instruktietoetsen op de programmeringseenheid worden de
posities vastgelegd in het geheugen van het Qesturings
systeem Zodat de robot in "Autom"-bedrijf deze posities in
kan nemen, alsmede tijdens "Hand"-bedrijf, dm het programma
te testen.
Behalve positie-instrukties kunnen ook instrukties voor de
grijper in het geheugen worden opgeslagen evenals "aan-uit"
instrukties voor een aantal uitgangen (programmeerunit van
lasapparaat) .
-) [ ...J ::J
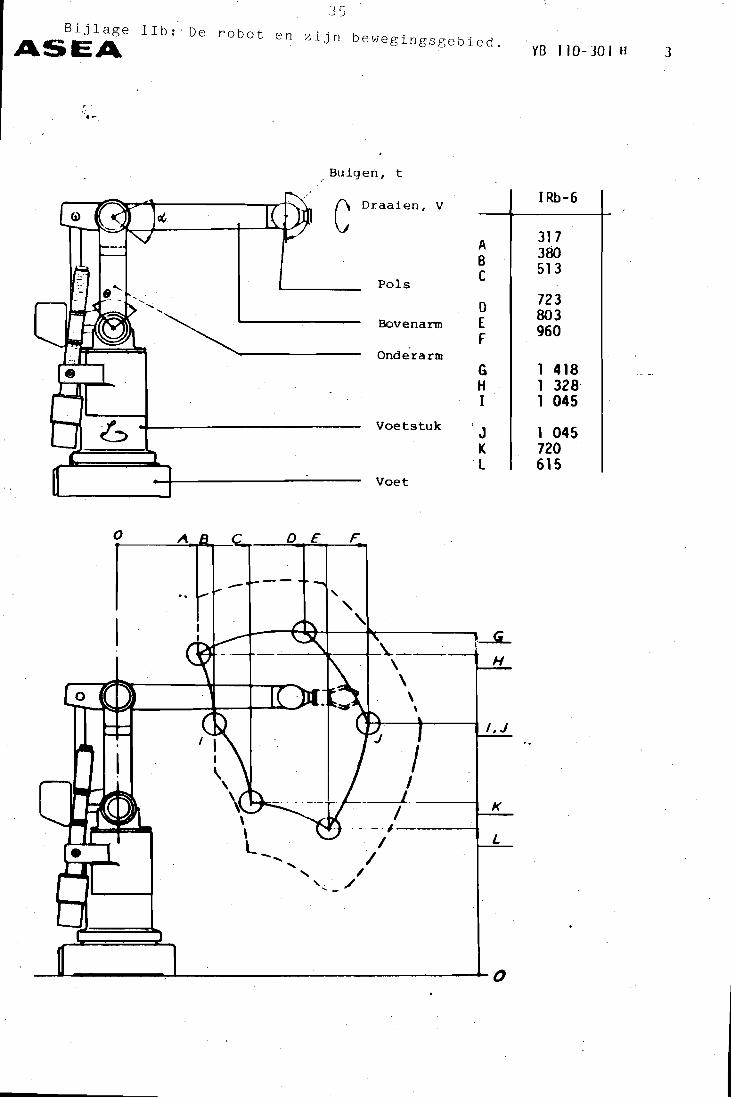
Bi j 1 age I I b : . De rob 0 ten z i j n b e we gin g s g e b i e d . Y B I 10_30 I H 3ASEA
" .'.-
Buigen, t
IRb-6
CDraaien, V
317A 380B 513CPols7230
,
803"
E'~ Bovenann 960FOnderarm
G 1 418H 1 328I 1 045
Voetstuk J 1 045K 720L 615
Voet
o o E F
L
I<
U-~l-'------t I, J
I-----.~~-~----'f--L-'---~---t-\..---' H
\\
\\
I ! /, I" _-----1 __----I
~ /\ . -- - 1------'--6
l· I-.... I" /
" /'-
---ll---.l-------~-o
J6
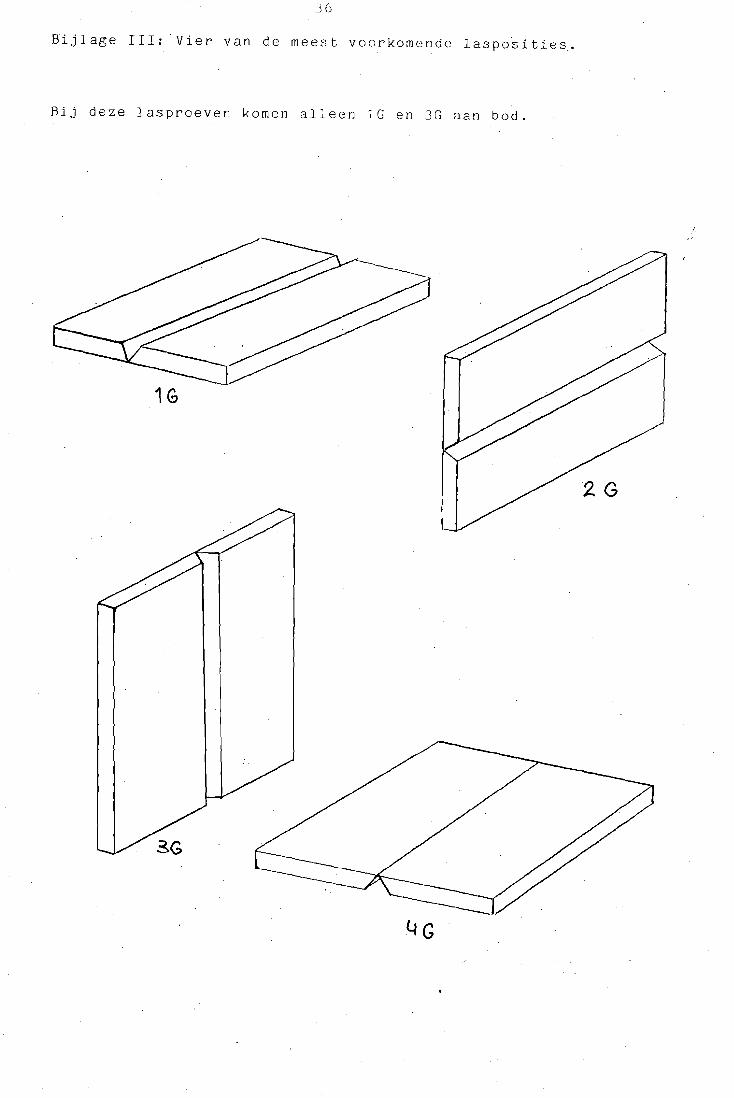
Bijiage III: Vier van de meest voorkomende lasposities.
Bij deze lasproeven komen aIleen lG en 3G aan bod.
1G
.I
2G
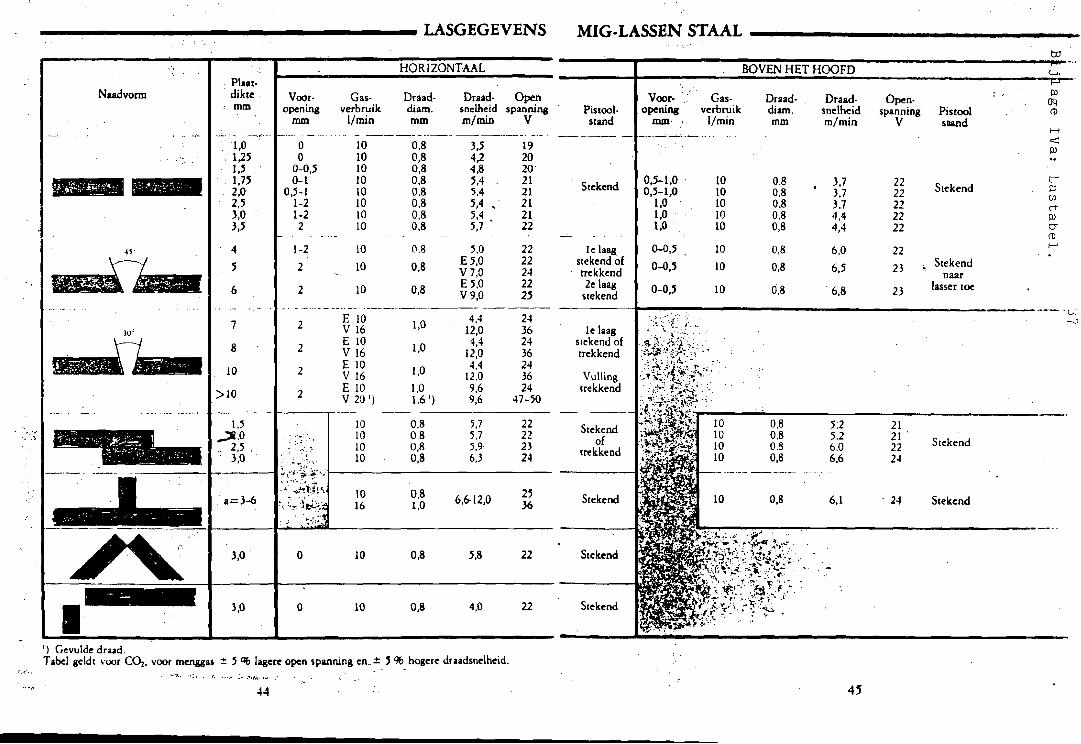
________________ LASGEGEVENSMIG-LASSEN STAAL
H<:III
<-..
Pis too!slland
5lekend
5tekend
5tekcnd
. 5tekend,.naar
lasser toe
2222222222
22
23
23
24
2121 .2224
Open.spanning
V
5;25,26.06,6
6,1
3,73,73.74,44,4
6,0
6,5
6,8
Draadsnelheidm/min
0.80,80.80.80,8
0,8
0,8
0,8
Draad·diam.mm
BOVEN HET HOOFD
1010101010
10
10
10
10 0,8
10 0.810 0.810 0.810 0,8
Gasverbruik
I/min
0,5-1,00,5-1,0
I,DI,D1,0
0-0,5
O..{),5
0-0,5
Voor·opening
rom· ,.
Stckend
Pis tool·stand
5tekcnd
5tekcnd
5tekcnd
Stekendof
trekkend
Vullingtrekkend
Ie laagstekend 6ftrekkcnd2e laag
stekend
Ie laagslekend oftrekkend
--------}--------------------------.- -l..:-..:;
2536
22
22
2222242225
24362436243624
47-50
192020'2121212122
4,0
5.8
Draad· Opensnelheid Spannil18m/min V
3,54,24.85,45.45,4 ,5,45,7
5.0E 5,0V7,OE 5,0V 9,0
4,412,04,4
12,04,4
12,09.69,6
6,6-12,0
0,80,80,80,80,80,80,80,8
0.8
0,8
0,8
0,81,0
0,8
1,0
1,0
1,0
1.01.6 ')
0,8
Draadwarn.nun
HORIZONTAAL
10
1016
10
1010101010101010
10
10
10
£ 10V 16E 10V 16£10V 16£10V 20 ')
Gasverbruik
I/min
o
o
2
2
2
2
oo
0-0,50-1
0.5-11-21-22
!-2
2
2
Voor·opening
rom
3.0
1,01,251,51,752,02,53,03,5
4
5
6
3,0
7
8
10
Plaat·. dikrc
mm
. a=3-6
>10
._ - ._- -1----,-
Naadvorm
1,5 10 0,8 5,7 22
____ 4:~ ,:~;; i~ 2:i H ~!----.,-,.......·----I~\·:~i·~·<I--------------- -----I
:;·:~4~~.\\ '~~ ·:1·~~.:·
t~~:.; ~
--
') Gevulde draad.Tabel geldt \"ocr COl. voor menggas ~ 5 Clb lagcrc open spanning cn...±. 5 %. hogcre draadsnelhcid.
f ,......
44 45

._.-. ----1----+-------------1-----1--------
________________LASGEGEVENS
H<0-
HORIZON'rAAL-VERTIKAAL
Voor·openinc-
MIG-LASSEN STAAL __
VERTIKAAL
Ora&- Dr-s. Os-di-. sncIhdcI IpUlni•... rotmin. V
PfMI.diltre
.--- 1.0
1,2'1)0I,"2Jj2)3.03)
o0-4)0-4)
II-I)I)I)2Jj
1010101010101010
0,80,80,80,80,80,80,8
.0,8
. 3,7",0",04,24).. ,8',I',I
20212122222)2)23
0-4,'0)-1.0I-I)I)I)22
1010Ie10101010
0,80,80,80,80,80,80,8
3,83,8......)5,0',8'..
20202122222323
_. --..._- ... _." -----1-----------------1------1---------------'-- _
• .. " .•• ': j~...' .
S,dlcnd
Sackcnd
... ' ~ ..:.
2J23 S,dlead2J24 .
24
22222)
23
2l
.0',.
",8",8S,8
'..
4,D
6)
',2'.2
E'.2V6,4
0,80,80,8
0,80,80,80,8
o,i
\01010
10\01010
10
10
22
2
TRkkcndIICCrpmd
23232..
22
22
22
24
24
22222323
24
6J
&,6
",2",2..)..)
6)
'/J6Jj
£6)V6)
U£6,6V.UEUV 6,6
0,80,80,8
0,8'
0,8
0;1
0,80,80,80,8
0,8
0,8
1010\0
\0
\0
10
10101010
10
10
10
1
I
11
1
2
I)lJj2)3.0
..,6
3.0
6
8
12
..\
Blecfl· .,- NIohW' Zu."- Do.ht· . SchweiB. . Albetn ~,. Sc"-eiB. ~uhl Schulz· 8emerlungen.OuelledlCke ~ .
Sl.... _kftoff. ••Uro· IUom ---"""Ill *"trOdl!n- .......ng ... lISe· -nr.uc:tl lderuurch --- "'00" '. LlIgItn.
L .", i",_ ; -;l f.' ~ fO" ........ -.,"Il8nd ..~ ........-
, "~.'--~'-""..
,1m A V m1min m NlIhtf .' .mm mm mmmin
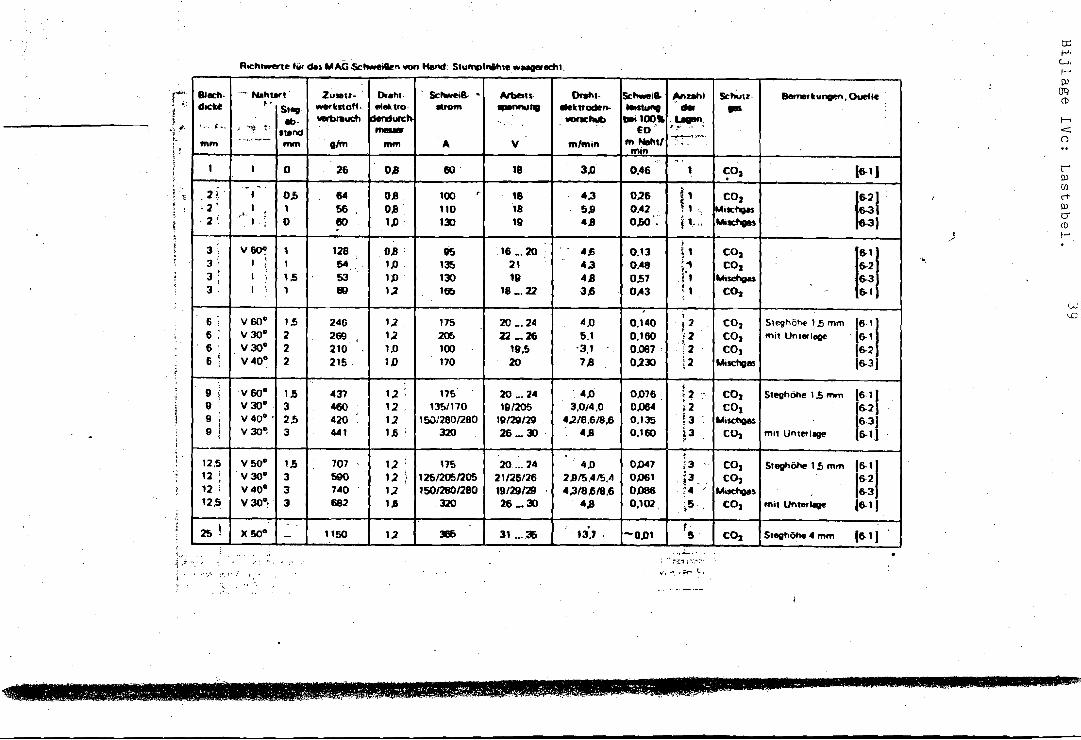
".1 I 0 26 0.8 60 18 3.0 0.46 1 ~O2 16-1)
·'0 ... i 1 rl.21 I O.s 64 0.8 . 100 r 18 4,3 026 CO2·2' , , 1 S6 O.s 110 18 5,9 0.42 ,,. MilC!lgas·2; '?'~.' I . ~ 0 eo 1.0 ' 130 19 4.11 0.50 .; i 1... : MiICflgas 6-3J
j
3 ~ V~ 1 128 DB; 95 16 _. 20 .. 4,6 0.13 ~ 1 CO2
I~;l, :
;~3· I , , 54 1.0 . 135 21 4.3 O.~ CO23 ~ I , 1,5 53 1.0 . 130 19 4.11 0.s7 it Misetlgas
~I3: 1 1 69 1,2 lti5 18 _.22 3,6 0,43 ~ 1 CO2 "
61 V 60°l
16 .,
)1,5 246 1.2 175 20 _.24 4.0 0.140 P CO2 Steghiiht' , .5 mm
6 ; V 30D 2 269 .' 1.2 205 22 _.26 5.1 0.160 ,2 CO2 mit UN. lege '6-1). \6; V30D 2 210 1.0 100 19.s '3,1 0,087 . :2 CO, 16-2 )61 V 40° 2 215 1.0 170 20 7.8 OJ30 j2 ....schgas 16-3)
9 i 'V 60D 1.s 437 1,2 : 175 20 _. 24 . 4.0 0.076 12 CO2 Steghooe 1,5 mm 161 ), .
9 V 30° 3 460 12 . 13!>II70 191205 3.0/4.0 0,064 .2 CO, 16-2)9; V40D • 2,5 420 1,2 15.1/2801280 19129/29 4.218.618.6 0.135 13 MisdlQas 163),
V 30'1 i3 16-1)9 j 3 441 1.6 : 320 26_30 4. 0.160 Co, mil Unlerlege<. ,
l12.5 V50D 1,5 707 12 175 20.... 24 4.0 0,D47 13 ,. CO2 Sleghohe 1,5 mm
I~~I1:;Z , V30D 3 590 12
!12f112051205 21126/26 2.915.415..<1 0,061 :3 CO2.! , . ~ ..
12 f V4ao 3 740 1,2 15012801280 19129129 4,318 .618.6 0,086 ~4,
Misdlgas12~ . V30D
: 3 682 U 320 26_30 4,8 0,102. '5· CO2 mil Un,." 16-1 ),2fl1
.. ,X 50° - 1150 12 36& 31 ... 35 . 13.7 . -0.01 5 CO2 Stegh6he 4 mm I~1 )
tJ:J1-"w.I-'PJ
()q(1)
H<0
rPJ(jJ
("t"
PJ0-(1), I-'
-'
-'0..
W'.C
(;.:j'
! ldli.U.m---.'.L.l.lIt.E2l1a.U.-AIIlIJJ.SII--!Il.EtIJSL-..-.lIIa"'"
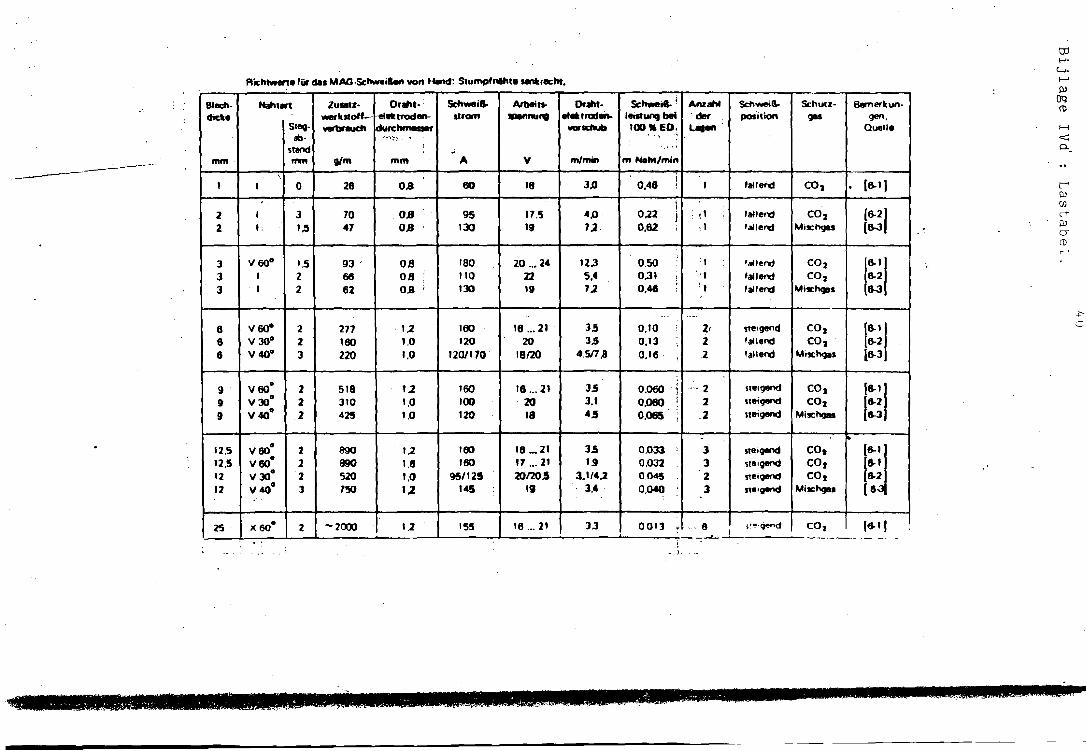
Rithtw«te fUr etal M,AG·Schwejlen von H8nd: Stumpfniltlte senlrecht.
8Iedl- NahI8rt Zu""- 'Oraht· : SdtweiB.. Arbeit5- On'lt- Schwei&. i Anzaht Scf\_i8- SchUlZ- Bemerkun-dicke _ItSloff~ e1.trod_ ..rom "*'""111 ....trod... IlIistUA) bel . Iter poSilion gas gen.
Stell' verbnudt duf'c~ _1dIUb 100 "ED. lAIen Quell.1Ib- >'~"~~
: : ~ . ,
stand : '.'"~
mm mm g/m mm A V rnImittt m HaM/min
'.
~I 1 0 28 0,8 60 18 3.0 0.48 I fa/Iei'd CO, . [~tJ
! I2 I J 70 0,8 95 17.5 4.0 022 j : I I , la/lend CO, [6-2JZ " 1,5 47 OS 130 19 7,2. 0.62 ; ,I Iallend Mischgas [6-3
J' v 50° 1.5 93 ; OS 180 20 ..• 24 12,3 0.50 1 ' ... Iend CO, [6- 1)3 I 2 lie 08 110 22 S•• 0.31 I
. 1 fa/lenet Cat [6-2J3 I 2 62 0,8 ; lJO 19 7,2 0.46
,1 fa/lenet Miw:hgal [6-3
...~ .~_.8 V 50° 2 277 ·12 160 18 ... 21 3.5 0.10 ~r neigend Cat
[6- II8 \I JOO Z 160 1.0 120 20 3,5 0.13 \ 2 'a1lend CO, . [6-28 '140" 3 220 1.0 1201170 IBI20 4.517.8 0,16· ! 2 'allend Mischga. [6-3
9 \I 50" 2 518 12 160 16 ... 21 3.5 0.060 . ! -··2 Ile,gend Cat[6-
119 v JOO
2 310 1.0 100 20 3.1 0.060 I 2 steiqend CO, [6-29 '140° 2 425 1.0 120 18 4.5 0.065 , .2 lteigend MlschgB [6-3
12.5 \I 60· 2 ego 1.2 160 18 _ 21 3.5 0.033 , 3 sleigend CO,[6- 1I
12.5 \160· 2 890 1.11 1flO 17 ..,21 19 0.032 3 Illl,gend CO, [6-112 '1310· 2 520 1.0 95/125 2OnO.s 3.114.2 O.~ 2 neigend CO, [~2
12 '140° 3 150 1.2 145 19 3.• O.~ J steogend MilChgaa [ 8.J1" .
25· )( 60· 2 -2000 12 155 18 ... 21 3.3 001] . ... 8 ;:"'~d Cat ,~"~...L. ._-- .- _. -
H
<0._
c
,- : .
.4 J]llllJlj-.sJ_Ui ti iJJ_U_.;.U.lIQ.".J_'_H.'.'.Ll.J•••••I£.a_ .....1 _1•••t._t.U.S.IIW_UlliE.S••U.XMa.'."""J

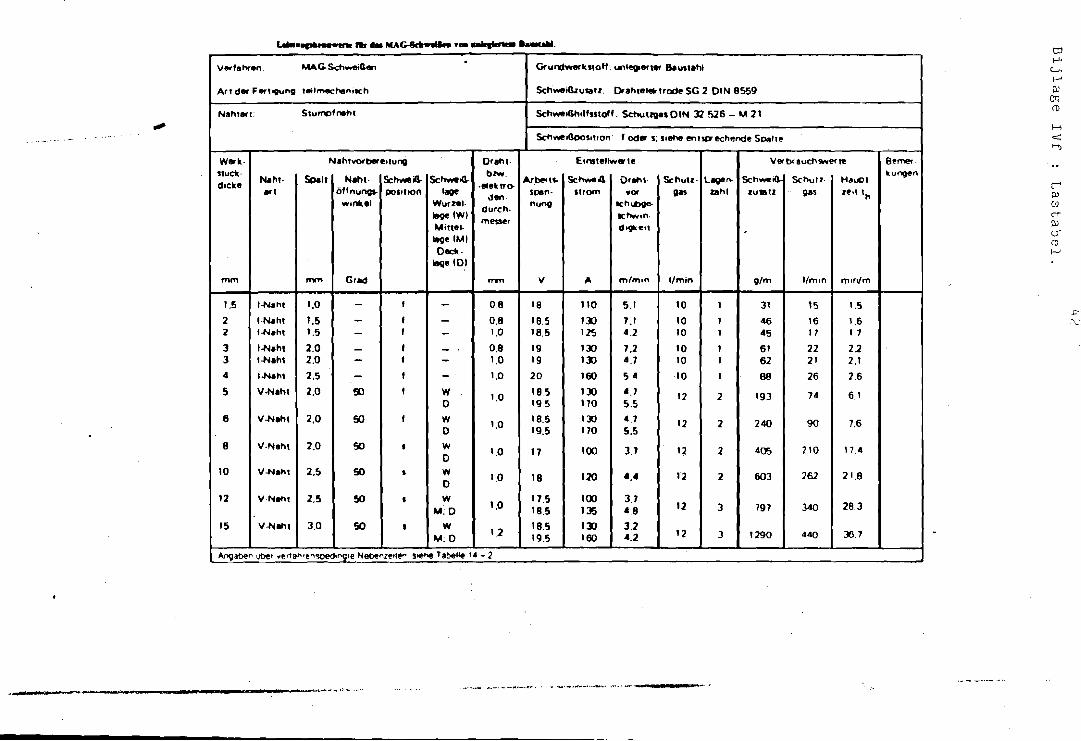
V..f.hren MAG·SchweIGen Gru.-.;..,.... S1oH .",Ieg..... 81I1At.tI'
Art dill' F..tIOU~ tth'tn8l;lwnisch Sch_oI1lua" Chn,el", "llde SG '1 DIN 8559
N'''tarl Stumpf""t Sc"_tllh,lf&stoft . SchutzgBII DIN 32 526 - M '11
Sch_iQ,polltion ..W..k· Nentvorbereitung Or.hI. (inste'lwerte V..breueh_te Bemer.niict<.
H.h!. Slllllt Nan!. Sch_;&. brw."'rbe't~ Schweol1 Oraht· Schutz· Ligen. Sc:hwei4- Schuu. kunoenH'UP1·dicke
(Iff. .. -elel<'rc> Uhlart IPIn· strom wor- eas luau OIls zeit thnunos- Wurzel· tlen.
nuno teh~
w,nlr.el laOe (WI tlU<ch. tehwtnMinel-
m_diDIte.1
IIge IMIDecl<· <
lIgelOImm mm Grlld mm V ... mlmln IImin Dim 11m m,"/m
1.5 I·N.hl 0.5 - - O.B 18 110 5.9 10 I 33 17 1.7'1 I·Neht 1.0 - - 1:0 lB.5 125 42 10 1 51 19 1.93 I-N.hI 1.5 - - 1.0 19 1:1) 4.1 10 I ~ 24 2.44 I-N.hl 2.0 - - 1.0 19 135 4,8 10 1 103 35 3.5
5 V-Nah' 2.0 50 W1.0
IB.5 125 4,312 2 221 78 6.5
0 21 200 8.06 V-Neh! 2.0 50 W 1.0 18.5 125 4.3 12 2 249 78 6.50 21 205 8.38 V·Nan! 2.0 50 W 1,2 18 135 3.1
10... 15 3 374 100 8.3M;D 27.5 '170 e.l1O V·Nen! 2.5 50 w 1,2 18.5 135 3.1 10.. 15 3 ~1 134 10.6M;D 28 290 9.012 V·Nahl '1.5 50 W 1.2 18.5 135 32 10...15 4 791 1682M.O 28 290 9.0 12.715 V·Nanl 3.0 50 W 1,2 18.5 I:J.J 3,2
10... 15 5 1275 263 19,53M; 0 28.S ::oJ 9220 V-Nan! 3.0 60 w 1,2 19 140 3.8 10... 15 12 20eS 400 29.0llM;O 29 310 9.520 0'1· 3.0 50 w 19 140 3,8
Nanl 3M 1,2 29 31O 9.5 '0.•. 15 6 1200 '140 17.520 29 310 9.5
Anoellrn iibe< __feh"",sbedi~1eNlIbenzellen: Die _''''renlbedl~len Nebenzeiten IEntfernen der Sc~Bsp...tz8f. Siiubflrn del Gaswse.w.:t.1 de, 0''''''011. u... 1 konnen iiberschligill mit 20 bil 40 ,. won 'tI ...genommen ",,'''den Sie t>enoenwon der ~itZllrbildungund daml'won de, Art des Sct>uUV_ und den Elnnell_ten.,.
H
<(l)
___1"_._,,-.-••--------------~'"--- ..."---'-' ...'~' .~..... ,- .......__._---_._----y~..---'-- --------
vertahre". MAG- S<;hweillen.
Grund_kltoH: unleQIer,.. &aus,ehl
Art der Fertt9Unll ,lIilrneehllnilCh Sct1_iBzuSillZ . Orehle'" trode SG 2 DIN 8559
Nah'''l: Stumpf".h, Sch_.Qh,lfutofl. Schut.' DIN 32 526 - ... 2 I
SchWl!'Boos'I'O" . f od. s; SIehl! enUUl!Chende SPalle
Werk· Nahlvorbere"u"g Or,h'. E,nsteltw.le Ver br,uch~re 8eml!\'·stuck·
Nih,. Spel' N,ht· Sch_4- Sctwwe4-bzw.
Ar.b8"~ Sen_A- Orlh,· Schuu· L.~ Sch_4- SchulZ· H"..c>l·~ungen
dlcke ·...kITe-ert oflnunos- poSItIOn IaQl! .1en sPe'" strom VOlf· lias ZlIhl IU.U gAS Ie" 'h
w,oI<el Wurzel·durch· "una ICh\A)ge-
lltve lW) IChw,n.messer
Mittel- d.e" ,18gelMIDeck·
l8Ile 101
mm mm Grad rTYT1 V A m/m," I/mi" g/m 11m," m'nlm
1.5 l-Naht 1,0 - f - 0.8 18 110 5.1 10 I 31 IS 1.5
2 I·Nlh' 1,5 - I - 0.8 18.5 1:xl 1.1 10 , 46 16 1.62 I-Neht 1.5 - I - 1.0 18.5 125 4.2 10 1 45 11 1.1
3 I-N,h' 2.0 - I - 0.8 19 130 1.2 10 1 61 22 223 I-Neht 2.0 - f - 1.0 19 130 4.7 10 1 62 21 2.l4 I-Neht 2.5 - I - 1.0 20 160 54 ·10 1 88 26 2.6
5 V-Neht 2.0 !l) f W 1.0 lB.5 130 •. 7 12 2 193 74 6.10 19.5 170 5.5
6 V-Neht 2,0 50 I W 1.0 18.5 130 4.7 12 2 240 90 7.60 19.5 110 5.5
8 V·Neht 2.0 50 S W1.0 17 100 3.1 12 2 4(}5 210 17.4
010 VoNeht 2.S 50 , W 1.0 18 120 •.4 12 2 603 162 21.8
012 \I.Nen, 2.S 50 s W
1.017,5 100 3.1
M;O 18.5 135 •.8 12 3 797 340 28.3
15 \I·Naht 3.0 50 s w12
IB.5 130 3.2M:D 19.5 160 4.2 12 3 t290 440 36.1
An<;lab4!<' uOef _er1a"'en'Jl)eO,f'OIe Nl!t>enzeJl"" s~hl! Ta~11e ,. - 2
H
<H:>
---------------~.-._., --

----._,.-.~. -- . VlI!'riehrll!'n MAG·Scr-e.6~ G'urd_kSlOff un1eg,e'!e' Sa uSlah.
A'l dt'f F .'19unO te,lmec"-n,sch Sch_,BzulBll Drl",e'. I,odt' SG 2 DIN 8559 INlhtart Kehlnahl Sch_,l\h.ltsslofl SchutlO8" DIN 32 526 - M 21 I
Sctl...e.BpoStl ,on t. h. lOde< w. Mhe enUPreChende SPelle
W."· NI"Ivofbere,lung O'eh,. E,nst/"_flt' V.,brauchswerte Bt'fTl@<
I"tid· Nehl' Sgell Steg- Sc'-iB· b"" Arbe,I," Sch_tIl Ore"" Schou· Legen. Schwe,B· Schuu·
ku~
d'cH ·Il\e ktr 0- MauDI·efl hohe poillton den 'oen ,,'om vor ga, Uhl IUIll11 gas It'll Ih
dureh nung sc-h LI;lgt' -m~' tehw,n·
d'glrt',!
mm mm mm mm V A mlm,n Ilmin DIm 11m mon/m
2 ke"'· - - h O.B 20 1~ 7.3 10 1 44 15 1.52 nahl I O.B 19.5 100 7.1 10 1 45 16 1.6
3 k8hl. - - h 1.0 22.5 215 10.6 10 1 90 14 1.4\3 nah! I 1.0 21.5 210 9.0 10 1 B6 15 1.5
3.5 I("hl· - - I 1.2 19.5 190 4\.2 15 1 100 40 2.7natol
.4\ Ket11. - - h 1.0 23 220 10.7 10 1 140 21 2.14\ nah, h 1.2 2B 280 9.2 !5 I 142 26 1.7
5 Kehl. - - h 1.2 29.5 300 95 15 1 2'6 J8 2.65 tIIh, I 1.2 19.5 190 .4.'l 15 3 210 811 5.66 1.2 29.5 300 9.5 15 I 300 53 3.5
,h •Ket1I· - - 34 365 6.3 1 300 45 3.06 tIIhl h 1.6 15
6 I 1.0 lB 115 /J.7 10 1 295 101 10.17 I(ehl· h 1.2 29.5 300 9.5 15 3 390 69 4.67 - - 1.6 35 420 1.2 1 390 51 3.4\nahl
.,. 157 s 1.0 lB 115 4.7 10 1 410 143 14.38 Klthl. - - h 1,2 29.5 300 9.5 ]5 3 545 91 6.4B nahl S 1.0 lB.5 1~ /J.B 10 2 M8 180 lB.4
10KIlhI· - " 1.2 29.5· 300 9.5 15 4 8~ 143 9.5-10nehl h 1.6 3A 380 6.4 15 3 802 119 7.9
10 s 1,2 19 165 4,2 15 2 822 3~ 22.0
Angaben tibl!r verfa",en1bed,ngl. Nebenleilen: Die _'ehrenltll!d,nglen Nebenze,'en IEntfernen de< SctwvenSP-lllel. S&\lbflrn de< G&scil~. Wec~'
dli.- Or.htrallt' u.el "Onnen Ubt'flChli9iO mIl 20 bit 4()" von I" .ng<!l~ll_deil. Sit! hlingen besonderl von d. Spritzerbtldu"'J und ""mil von c*~ I des SchullllB_ und den E'nstllllwt!<ten an
H
<.
... I
____ 1I I. • brO.

Bijlage V
Programmeervoorbeeld van een zwaailas
Het programmeren van de robot is vrij eenvoudig.
De lastoorts wordt m.b.v. het bedieningspaneel naar de ge
wenste positie gebracht.
Deze posities worden in het geheugen opgeslagen.
De snelheid waarmee de baan tussen twee opeenvolgende posi
ties doorlopen wordt, wordt ook geprogrammeer~.
Verder worden aIle commando's van en naar het lasapparaat
op de juiste plaats in het programma opgeslagen.
Hieronder voIgt een uitgewerkt voorbeeld van een lasprogram
rna.
Toelichting
Startpositie
De toorts wordt via diverse
tussenposities naar het beginpunt
1 van de las gebracht.
De 6 geeft hier de snelheid-
Programma stopt, totdat weer op
"Sim" knop wordt gedrukt.
Programma einde.
jnstellinc; aan.
Nauwkeurig positioneren op punt 1
Inschakelen eerste set potmeters
op de programmeerunit van de
Iasinstallatie.
Het lassen wordt gestart.
Begin Ius.
Punt 2.
Punt 3.
Punt 4.
Pun t S. (tevens e inde 1 us)
Stoppen met lassen
Uitschakelen potmeterset
Toorts van werkstuk verwijderen.
80 Uitgang in
go 1304 PTPL
100 1402 PTPL
1 10 1504 PTPL
120 1602 PTPL
130 1 1 16 PTPL
140 Uitgang uit
1 50 4 Uitgang uit
160 PTPG 6
170 PTPG 6
180 16 Test wacht
190 END
Commando Commando
nummer.
1 0 PTPF 6
20 PTPG 6
30 PTPG 6
40 PTPG 6
50 PTPG 6
60 PTPF 4
70 4 Uitgang in
45
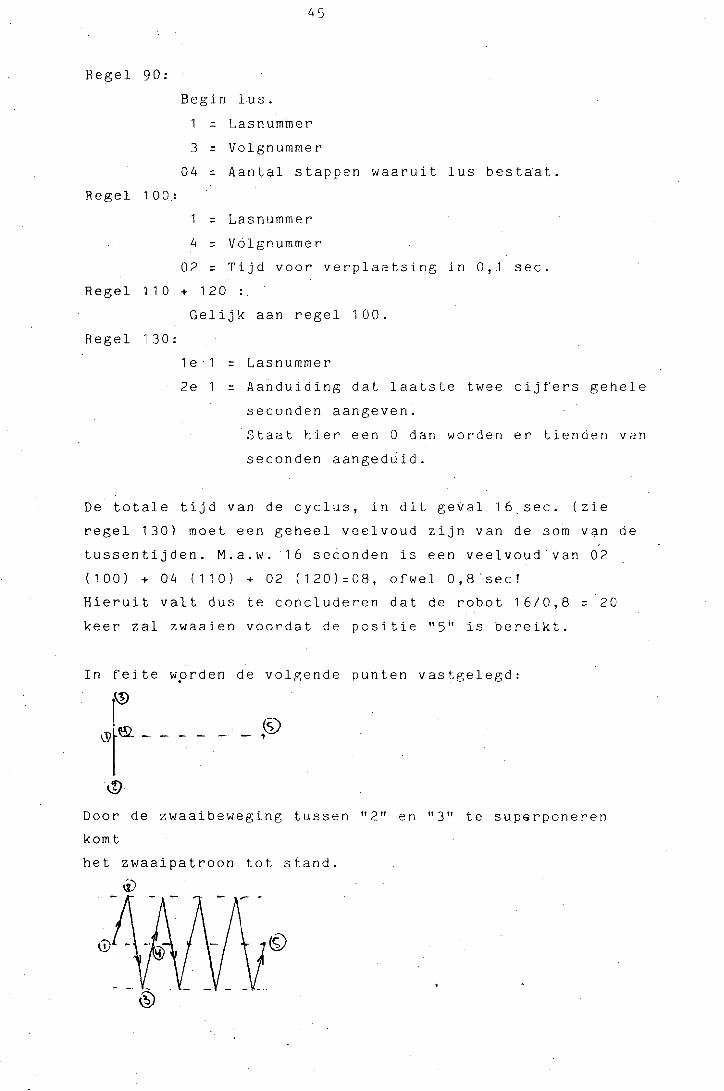
Regel 90:
Begin ius.
= Lasnummer
3 = Voignummer
04 = Aantal stappen waaruit ius bestaat.
Regel 100:
= Lasnummer
4 = Volgnummer
02 = Tijd voor verplaatsing in 0,1 sec.
Regel 110 + 120 :
Gelijk aan regel 100.
Regel 130:
1e· 1 = Lasnummer
2e = Aanduiding dat laatste twee cijfers gehele
seconden aangeven.
Staat hier een 0 dan worden er tienden van
seconden aangeduid.
De totale tijd van de cyclus, in dit geval 16,sec. (zie
regel 130) moet een geheel veelvoud zijn van de som van de
tussentijden. M.a.w.16 seconden is een veelvoudvan 02
(100) + 04 (110) + 02 (120)=OS, ofwel O,S'sec!
Hieruit valt dus te concluderen dat de robot 16/0,8 = 20
keer zal zwaaien voordat de positie "5" is bereikt.
In feite wprden de volgende punten vastgelegd:
. (0------i
Door de zwaaibeweging tussen "2" en "3" te sup(jrponeren
komt
het zwaaipatroon tot stand.

46
Opmerking:
I.v.m. de grate baanannauwkeurigheid v.d. robot, wordt
de afstand tussen punt 1 en 5 niet grater dan 40 mm~
genomen. De in de tabel vermeldde tijd is dan ookv 40 mm
lengte !
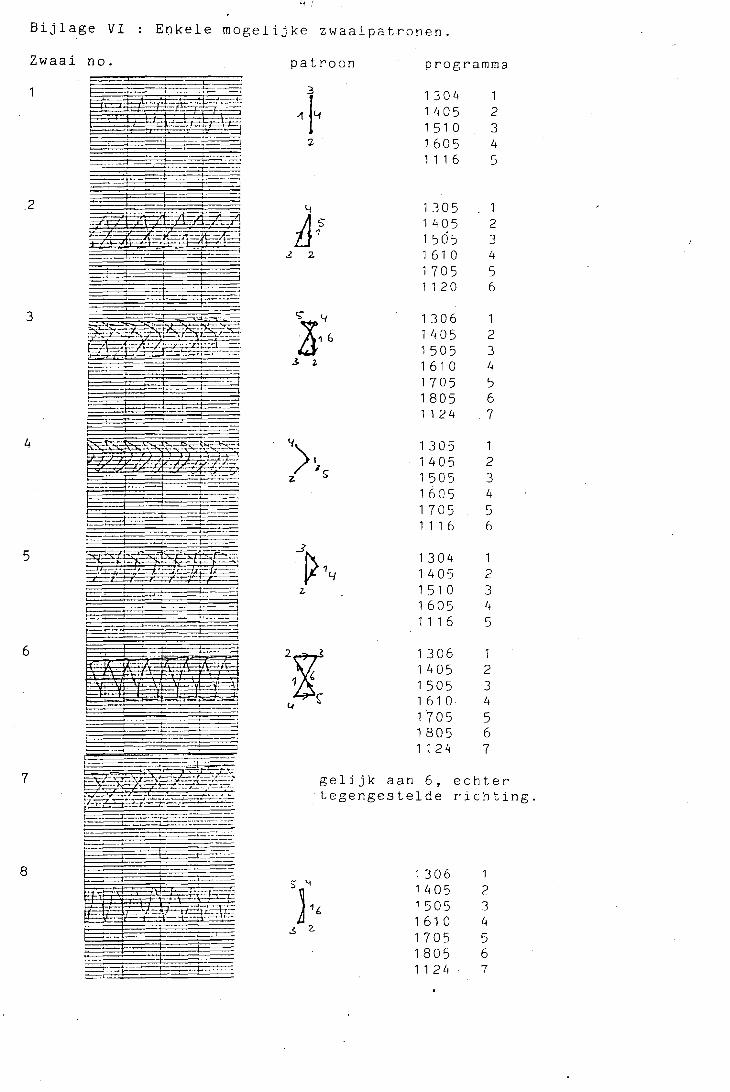
Bijlage VI Enkele mogelijke zwaaipatronen.
1
234567
programma
1304 11405 21 51 0 31605 41 1 1 6 5
1305 11405 21505 31 61 0 41705 51 1 20 6
1306 11405 21505 3161 0 41705 51805 61 1 24 7
1305 11405 21505 31605 41705 51 1 1 6 6
1304 11405 21 51 0 31605 41 1 1 6 5
1306 11405 21505 31 61 0 41705 51805 61 1 24 7
1306140515051 61 0170518051 1 24
gelijk aan 6, echtertegengestelde richting.
1.
patroon
I
~
t::::: . 1: =t== ~
p==::===~ ==P= J
t:::=i=:i:=-:::5::= I
I ; !
••¥:i~~'! I •
i i
; I I
~~:=:r t=-. L
c:."1_ +J: -----' z
Zwaai no.
3
2
4
6
5
7
8

'-iU
Bijlage VII : Technische specificatie lastrafo.
Tekniska data - Technical data - Technische Daten
LAH 500/630 uppfyller kraven enligt LAH 500'630 satisfy VDE 0542 for weld- I LAH 5001630 erfullen die ForderungenVDE0542 for svetslikriktare av konstant- ing rectifiers of constant voltage type. Ilaut VDE 0542 fur SchweiBgleichfichterspanningstyp. SEN 8301 spec. ISO R 700. SEN 8031 spec. ISO R 700. NF A 85-013. von Konstantspannungstyp. SEN 8301NFA85-013. spec. ISO R 700. NF A 85-013.
Natanslutning - Mains connection - NetzanschluB ,
LAHSOO .LAH630 \
3-50 Hz HOHz 3-50 Hz I HOHz !I
Spanning V \
,
iVoltage 220 380 415 500 220 440 550 220 380 415 500 220 440 550 ISpannung I
Strem 60%A 71 41 38 31 71 38 31 93 54 49I
41 I93 49 41 !
Current 80%A 64 37 34 28 64 34 28 83 48 44
I37 I 83 44 37
I~trom 100% A 57 33 30 25 57 30 25 74 43 39 33 74 39 33
3akring. trog A I
Fuse. slow 63 35 35 35 63 35 35 80 50 50 50 80 50 I 50Sicherung, trage IKabel. mm2
4X25!4X16I
Cable area 4x16 4x6 4x6 4x6 4x16 4><6 4x6 4x16 4x16 4x25 4x16 4 x 161Kabelquerschnitt
Sakring. snabb A iII
Fuse. fast 63 50 50 35 63 50 35 80 63 63 63 80 63 I 63Sicherung. schnell I I !Kabel. mm2 I
Cable area 4x16 4x10 4x10 4x6 4x16 4x10 4x6 4x25 4x16 4x16 4x16 4x25 4x16 4x16Kabelquerschnitt
I Rekommenderade sakringar och kabelareor svarar mot svenska foreskrifter for gummi- och plastisolerade ledare.
Recommended fuses and cable areas comply with Swedish norms for rubber and plastic Insulated cables.
Die anbefallenen Sicherungen und Kabelquerschnil1e sind nach schwedischen Vorschriften an gummi- und kunststoHisolierte Kabelungbemessen.
LAH 500 LAH 630 I LAH 500 LAH 630 ITIIIAten belastning (DC) Verkningsgrad och etfekt- ,Permitted load faktor vid...
Zulassige Belastung Efficiency and power
V\d 60 % intermittens factor at... 500Ai39V 630Ai44V
At 60 % duty cycle SOOAl39V 630Al44V Wlrkungsgrad undBei 60% ED Leistungstaktor beL ..
Vid 80 % intermittens VerkntngsgradAt 80 % duty cycle 450Ai37V 560Al42V Power lactor (11 ) =0.79 =0.81Bei BO%ED Wirkungsgrad
Vid 100 % intermittens Effekt1aktorAt 100 % dUty cycle 400A/34V 500Ai39V Efficiency fA) =0.91 =0.92Bei 100% ED. Lelstungsfaktor
Instiillningsomrade (DC) 50Ai16V-SOOA39V 7SAi17V-630Ai44V Temperalurklass I H 180c C
I
ISetting range Temperature classificationI
H 180C CEinstellberelch TemperalurkJasse
Manbverspannlng SkyddsformAuxiliary voltage 42V. 50;60 Hz 42V. 50,60 Hz Protection criteria IP 22 AF IP 22 AFSleuerspannung Schutzlotm
Max lomgangsspanning Anvandningsklass
EJ EJMax. open·circuit vOltage 17-50V 18-S2V Application claSSificationMax. Leerlaufspannung . Einsatzklasse
-/
49
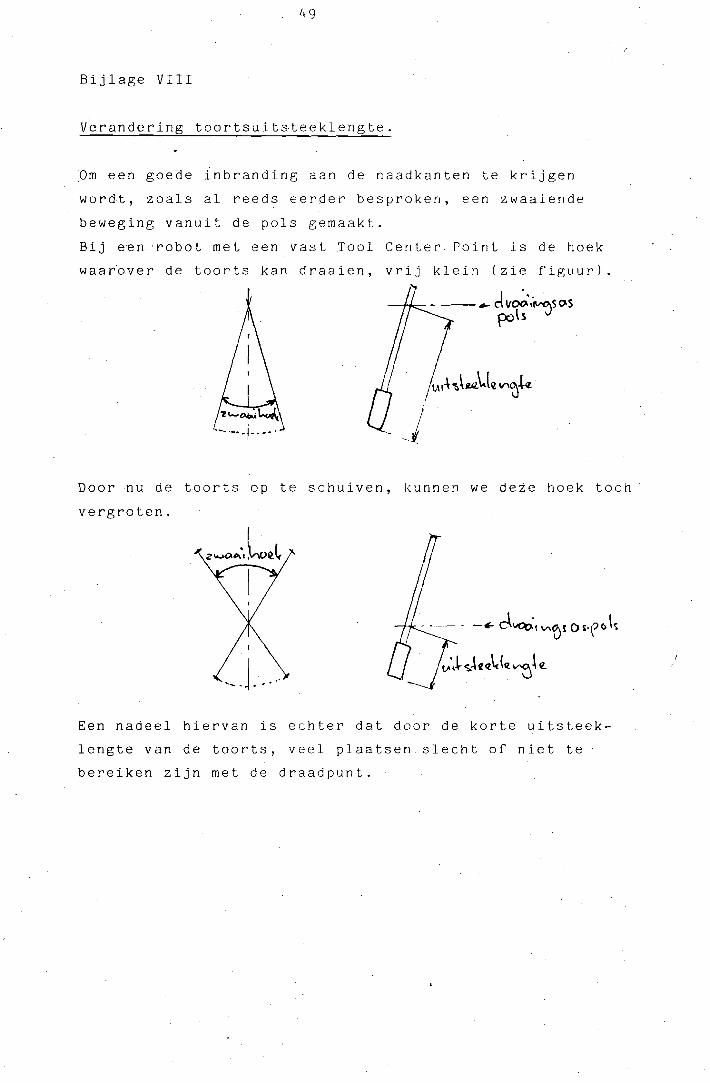
Bijlage VIII
Verandering toortsuitsteeklengte.
Om een goede inbranding aan de naadkanten te krijgen
wordt J zoals al reeds eerder besproken, een zwaaiende
beweging vanuit de pols gemaakt.
Bij een"robot met een vast Tool Center Point is de hoek
waarover de toorts kan draaien, ~rij klein (zie figuur).
Door nu de toorts op te schuiven, kunnen we deie hoek toch
vergroten.
Een nadeel hiervan is echter dat door de korte uitsteek
lengte van de toorts, veel plaatsen slecht of niet te
bereiken zijn met de draadpunt.
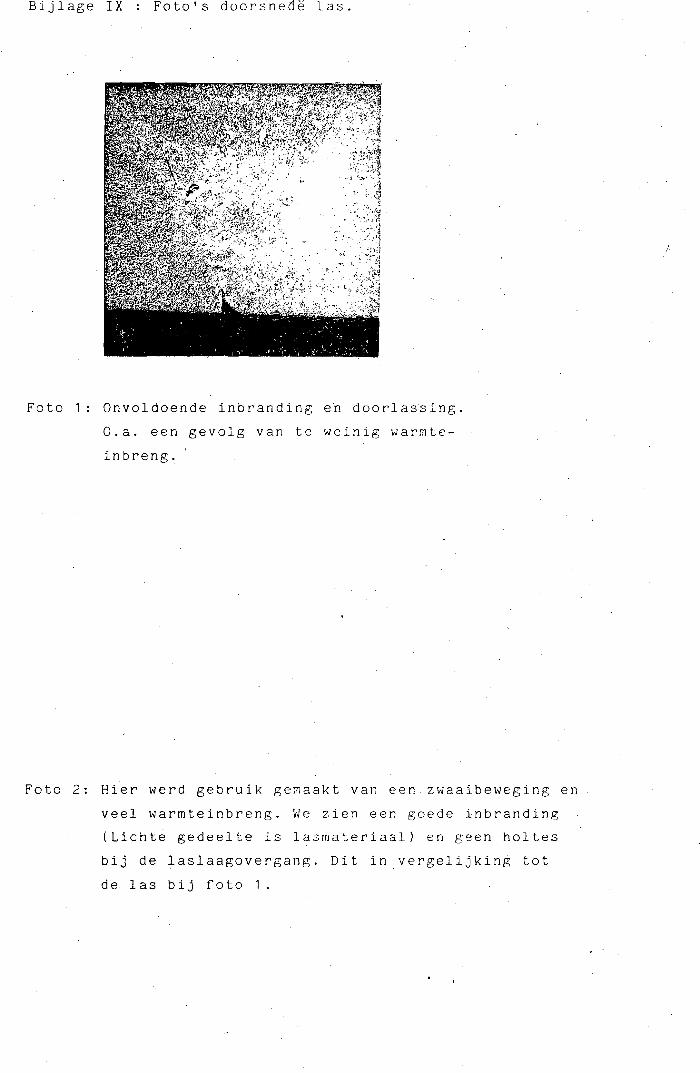
Bijlage IX Foto's doorsnede las.
Foto 1 Onvoldoende inbranding e~ doorlas~ing.
O.a. een gevolg van te weinig warmte
inbreng.
Foto 2: Hier werd gebruik gemaakt van eenzwaaibeweging en
vee 1 warmteinbreng. We zien een goede inbranding
(Lichte gedeelte is lasmateriaal) en geen holtes
bij de laslaagovergang. Dit invergelijking tot
de las bij roto 1.
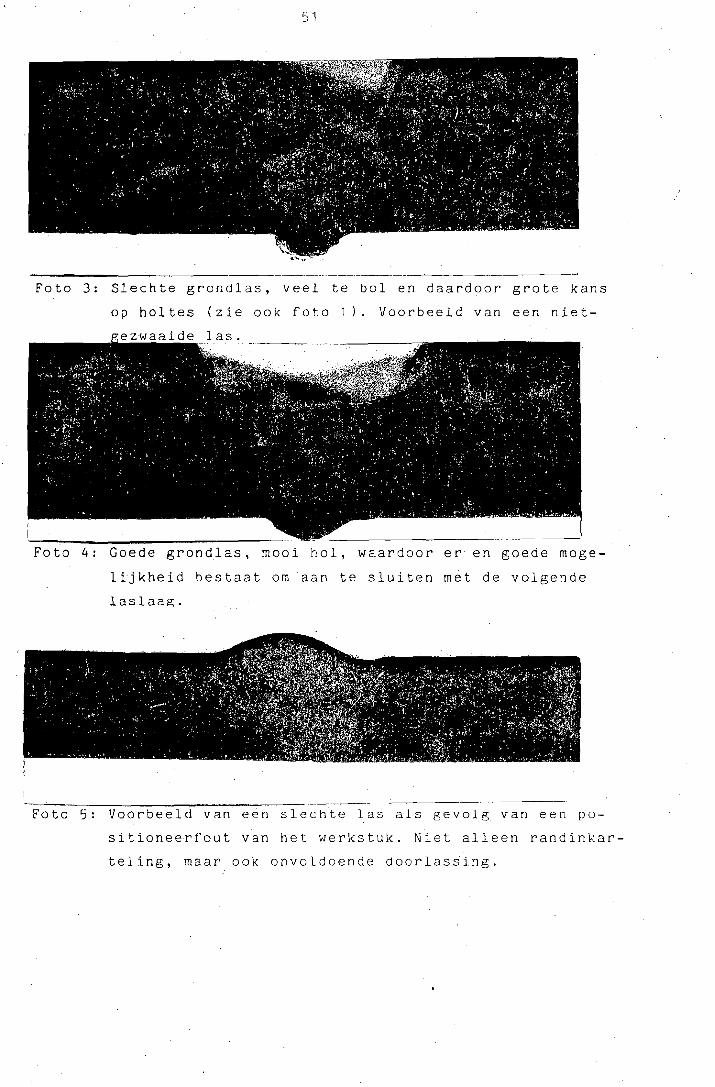
51
----------'-----------~--_ .. _-----_._---~-
Foto 3: Slechte grondlas, veel te bol en daardoor grote kans
op holtes (zie ook foto 1). Voorbeeid van een niet-
Foto 4: Goede gFondlas, mooi hal, waardoor er en goede moge
lijkheid bestaat omaan te sluiten met de volgende
Iaslaag.
Foto 5: Voorbeeld van een slechte las als gevolg van een po~
sitioneerfout van het werkstuk. Niet aIleen randinkar~
teling, maar ook onvoldoendedoorlassing.

~.•!'mII I···· .•... '._II .••..•.±tm ~.. ':
f-;-
m. ~ ..
~t:t ..
• •
. ." , : ' ,. , ,
, .
I
III
"E,
.,.." ", ,
. ,
I 'm
.. ..I:.'1M ', , ,
, ..'+-H-1+t+H
t~~
'b.~
,...,'
: ++++
~- :;:r:.:
-;.~:~
H--,.;..;'
..;....~
'j.. : ,-.
=rtI~.:~+-.:." ...;...i-;'"
+
t.:
, ~~'h++
. :.i..' ~Ef±B·,H............... '. "':',..
, ~-, 7~:::: ~_ r~ t:~ ti:'~. ~J::I::t: ~., .~ +'-_ :t: ",::11::1::1 _-;-.:::::~
. ," .~;-.-:. ~'t:t:r;-' ;-~'q,~'. ';. ~. ~'" ~gdC$.~ ::::;: .:'-;-: ~:t:i~ c-:':~ ;::' =,
. :. _;~. ~~::: t::$::: .. ' -,--_ ~::--:-:.;:~
• I.: ......:~;::..L;-_, -~. ..- ~;.... -~ _~~.-:'r:T±::..-- :-""_- __-:-4- _H__
j .:J""''' .......... '- - - rvv"'ll"'.)I
.. : . :-;+ " -i-+'-'
±;:'-'-!-. .R+:~
14
'r-"--',
12.
o+t-.
"Ii .'_. l-,.;"
';" , ' ,
':i- '
10
+t'
I.•
:4+
.'-'-
" ~ ,
.~
t::;: ..;:'-'-.............+.J-
~~
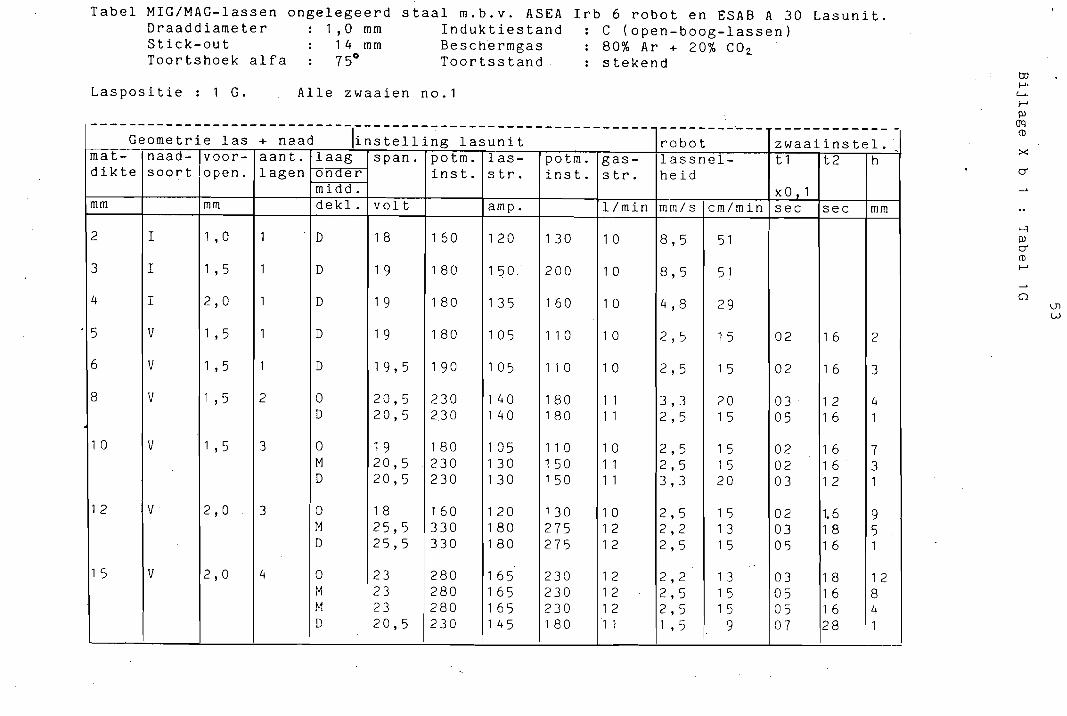
Tabel MIG/MAG-lassenDraaddiameterStick-outToortshoek alfa
ongelegeerd1 ,0 mm
14 mm75°
staal m.b.v. ASEAInduktiestandBeschermgasToortsstand
Irb 6 robot en ESAB A 30C (open-boog-lassen)80% Ar + 20% CO~
stekend
Lasunit.
mat- naad- !yoor- aant. laag span. potm. las- potm. gasdikte soort lopen. lagen onaer inst. str. inst. str.
midd.
Laspositie : 1 G.
mmsec
t 1 t2 h
xO,l
zwaaiinstel.,robotlassnelheid
l/min mm/s em/min secamp.dekl. Yol t
AIle zwaaien no.l
mmmm
2
3
I
I
1 ,0
1 , 5
D
D
1 8
1 9
1 60
1 80
120 130
150 200
1 a
10
8,5
8,5
51
51
4 I 2,0 D 1 9 1 80 1 35 1 6 a 1 0 4,8 29 V1W
. 5 v 1 , 5 D 1 9 180 105 1 1 a 1 0 2,5 1 5 02 1 6 2
6 v 1 , 5 D 19,5 190 105 1 1a 1 0 2,5 1 5 02 163
8 v 1 , 5 2 oD
20,5 23020,5 230
1 401 40
180180
1 11 1
3,32,5
201 5
0305
1 2 41 6 1
1 0 v 1 , 5 3 oMD
1 9 18020,5 23020,5 230
105130130
1 1 0
1501 50
1 01 11 1
2,52,53,3
151520
020203
1 6 71 6· 31 2 1
12 v 2,0 3 oMD
18 1 6025,5 33025,5 330
120180180
130275275
1 a1 21 2
2,52,22,5
1 51 31 5
020305
1.6 918 51 6 1
1 5 v 2,0 4 oMMD
23 28023 28023 28020,5 230
1651 651 651 45
2302302301 80
1 21 21 21 1
2,22,52,51 , 5
1 31 515
9
03050507
18 1 21 6 816428 1

Geometrie las + naad Instel1in~ 1asunit 'l'oorts Robot Zwaaiinstel.mat- naad-'voor- 1as- aantal span- potm. las- potm. gas- stand Lassnel- t1 It2 hdikte soort open. laag lag:en nin~ , inst. str. inst. str. heid
Onder xO,1mm mm Midden volt amp. l/mir mm/s em/min see see mm
Deklaag:2 I 1,5 D 1 19 180 130 150 10 ST ~ 9,7 587
3 II 2,0 D 1 21 240 160 225 11 ST t 7,7 46
4 I 1,5 D 1 18 150 100 100 10 SL t 2,7 16
5 V 1,5 D 1 19,5 200 125 140 11 SL t 2,7 16
6 V 1,5 D 1 19 190 100 100 10 LO f 1,3 8 05 30 3
8 V 1,5 D 1 19 190 100 100 10 LO , 1,0 6 05 40 4
10 V 1,5 0 2 19 190 100 100 10 LO i 1,3 8 05 30 7D 19 190 100 100 10 LO t 1,3 . 8 05 30 2
12 V 1,5 0 3 20 220 135 160 11 LO t 2,0 12 05 20 9M 20 220 135 160 11 LO , 2,0 12 05 20 6D 20 220 135 160 11 LO f 2,0 12 05 20 3
15 V 1,5 0 4 20 220 135 160 11 LO f 2,0 12 05 20 12M 20 220 115 160 11 LO t 2,0 12 05 20 9M 20 220 135 160 11 LO t 2,0 12 05 20 6D 20 '220
.!135 160 11
ILO t 1,5 9 07 28 3
I i
to....~....l»
0lI~
><0'
I\)
~l»0'<1l....\.NQ
\J1-+:-
ESABA 30 Lasunit.: C (open-boog-lassen): 80% Ar + 20% CO~
ST= stekend LO= loodrecht.
ASEA Irb-6 robot enInduktiestandBesehermgasSL= slepend
Alle zwaaien no.1
Tabel MIG/MAG-lassen ongelegeerd staal m.b.v.Draaddiameter 1,0 mmStick out : 14 mmToortshoek alfa ST of SL = 75°, LO = 900
•
Laspositie : 3G.















![Kandidaats 15 - Thor1].pdfgemeente Hilvarenbeek als communicatiemedewerker een nieuwe uitdaging aan. Mocht je zelf in de redactie plaats willen nemen, heb je een leuk idee voor een](https://static.fdocuments.in/doc/165x107/5f26185328f62f291d72030b/kandidaats-15-thor-1pdf-gemeente-hilvarenbeek-als-communicatiemedewerker-een.jpg)