
Richard numerado
144
UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRIÓN FACULTAD DE INGENIERÍA ESCUELA DE FORMACIÓN PROFESIONAL DE METALURGIA TESIS PORTADA “OPTIMIZACIÓN DEL CIRCUITO DE MOLIENDA – CLASIFICACIÓN PARA LA RECUPERACIÓN DE MINERALES VALIOSOS” CONCENTRADORA“SAN EXPEDITO” CIA MINERA VOLCAN.S.A_2012. PRESENTADO POR: ALDERETE OSCANOA, Richard F. PARA OPTAR EL TITULO PROFESIONAL DE: INGENIERO METALURGISTA CERRO DE PASCO – PERÚ – 2012
-
Upload
zadith-cinthia-lazaro-campos -
Category
Documents
-
view
1.598 -
download
2
Transcript of Richard numerado
UNIVERSIDAD NACIONAL DANIEL ALCIDES CARRIÓN
FACULTAD DE INGENIERÍA
ESCUELA DE FORMACIÓN PROFESIONAL DE METALURGIA
TESIS
PORTADA “OPTIMIZACIÓN DEL CIRCUITO DE MOLIENDA – CLASIFICACIÓN
PARA LA RECUPERACIÓN DE MINERALES VALIOSOS”
CONCENTRADORA“SAN EXPEDITO” CIA MINERA VOLCAN.S.A_2012.
PRESENTADO POR:
ALDERETE OSCANOA, Richard F.
PARA OPTAR EL TITULO PROFESIONAL DE:
INGENIERO METALURGISTA
CERRO DE PASCO – PERÚ – 2012

II
DEDICATORIA A la memoria de mis padres y
hermanos como muestra de gratitud,
por la invalorable ayuda en mi
formación profesional y logro de mis
aspiraciones.

III
INTRODUCCIÓN
En la Planta Concentradora San Expedito se tiene problemas en el
circuito de molienda, en especial en las descargas de los molinos; es por
ello que se optó para hacer pruebas en dicho circuito, viendo la
posibilidad de sugerir cambios en este circuito, sobre todo el control
estricto de las densidades en las descargas de los molinos; ya que se
tiene un concentrado de baja calidad es decir tiene bajas recuperaciones
motivo por el cual se tiene altos relaves.
El principal objetivo e intención de esta serie de pruebas es la de evaluar
las densidades adecuadas, es decir la adición de agua en los diferentes
puntos del circuito de molienda- clasificación con el objeto de mantener la
densidad correcta en el circuito esto involucra a los responsables de la
operación en el manejo de la adición de agua, no solo por su relevante
incidencia en el costo operacional del proceso sino también por su clara
influencia sobre el nivel de productividad que tales operaciones logran
alcanzar, ya que se tienen varias densidades y de estas se observará con
cual se tienen mejores recuperaciones, para realizar balances
metalúrgicos confiables, de no ser así en las descargas de los molinos se
tienen serios problemas que perjudican a la empresa.
Esto significa que las características mineralógicas, metalúrgicas y
químicas así como también las condiciones operativas tales como la
densidad de pulpa y de porcentaje de sólidos son las adecuadas para
tener buenos resultados.
IV
RESUMEN
Al Aportar tecnologías modernas que se optimizo en la estabilidad de las
densidades con el control de las constantes y variaciones de las
densidades en los diferentes puntos describió y determino la optimización
del circuito de Molienda – Clasificación para la Recuperación de Minerales
valiosos” Concentradora “SAN EXPEDITO” CIA MINERA
VOLCAN.S.A_2010. Al determinar la relación del tiempo de molienda con
la recuperación de minerales valiosos se analizo y estableció la relación
de la granulometría con la recuperación de minerales valiosos. En este
trabajo de se utilizo diversos métodos de investigación puesto que ello
ayudó en gran medida para la realización de este trabajo. El trabajo es
importante, porque los resultados de la investigación permitieron la
aplicación para controlar el producto final del circuito de molienda y
clasificación mediante el control de las densidades logrando alcanzar una
buena recuperación y de buena calidad del concentrado de Plomo – Plata
haciendo más rentable la producción.

1
INDICE
Contenido PORTADA ....................................................................................................................I
DEDICATORIA .............................................................................................................II
INTRODUCCIÓN ....................................................................................................III
RESUMEN.............................................................................................................. IV
INDICE ..................................................................................................................... 1
CAPITULO I ............................................................................................................. 5
MARCO REFERENCIAL.......................................................................................... 5
1.1. MARCO TEÓRICO.................................................................................... 5
1.1.1 ANTECEDENTES DEL ESTUDIO.................................................................... 5
1.1.2 BASES TEÓRICAS - CIENTÍFICAS .................................................................. 7
1.1.2.1 RELACIÓN LÍQUIDO A SOLIDO:..................................................... 7
1.1.2.2 RELACIÓN LÍQUIDO A SOLIDO EN PESO: .................................... 7
1.1.2.3 DETERMINACIÓN DEL CAUDAL (GPM): ........................................ 8
1.1.2.4 ALGUNAS FORMULAS DE DETERMINACIONES: ....................... 10
1.1.2.5 DETERMINACIÓN DE LA DENSIDAD DE PULPA: ....................... 13
1.1.2.6 DETERMINACIÓN DEL RADIO DE LA CARGA CIRCULANTE EN
FUNCIÓN DE LAS DENSIDADES DE PULPA: ................................................ 14
1.1.2.7 BALANCE DEL AGUA EMPLEADO EN EL CIRCUITO DE
MOLIENDA: ........................................................................................................ 16
1.1.2.8 MEDIDOR DE PARTÍCULAS EN FLUJO CONTINUO (PSM – 400):
18
1.1.2.9 COMPARACIÓN DE CONTROL MANUAL CON EL MEDIDOR DE
PARTÍCULAS: .................................................................................................... 19
1.1.2.10 QUE LOGRA EN LA MOLIENDA EL PSM: ..................................... 21
1.1.2.11 CONTROL AUTOMÁTICO DEL MOLINO CON EL PSM – 400: .... 23
1.2. MARCO CONCEPTUAL ......................................................................... 26
LA PULPA Y SU CONSTITUCIÓN: .......................................................................... 26
GRAVEDAD ESPECÍFICA DE LOS CONSTITUYENTES: .............................................. 27
DENSIDAD DE PULPA ......................................................................................... 28

2
PORCENTAJE DE SÓLIDOS................................................................................... 29
PORCENTAJE DE SÓLIDOS Y LÍQUIDOS EN VOLUMEN: .......................................... 30
CONTROL DE LA GRANULOMETRÍA EN LA MOLIENDA: ............................. 30
PARÁMETROS QUE PUEDEN AFECTAR EL TAMAÑO DE PARTÍCULAS EN
EL MOLINO: ....................................................................................................... 31
A. TOLVA DE MINERAL FINO: .......................................................................... 31
B. ALIMENTACIÓN DEL MINERAL POR TRANSPORTADOR:................................. 31
C. MOLINO DE BARRAS:.................................................................................. 31
D. CAJA DE ALIMENTACIÓN A LA BOMBA:........................................................ 32
E. BOMBA DE ALIMENTACIÓN A CICLONES: ..................................................... 32
F. CICLONES: ................................................................................................. 32
G. MOLINO DE BOLAS: .................................................................................... 33
1.3. MARCO HISTÓRICO .............................................................................. 33
A. BREVE RESEÑA HISTÓRICA DE LA PLANTA “SAN EXPEDITO” .......................... 34
B. MINERALES PROCESADOS EN LA ACTUALIDAD: ............................................ 35
C. OTROS MINERALES PRESENTES: .................................................................. 36
D. ETAPAS DE PROCESAMIENTO DE MINERALES EN LA CONCENTRADORA
SAN EXPEDITO. .................................................................................................. 36
1.4. DELIMITACIONES DE LA INVESTIGACIÓN ......................................... 42
1.4.1 TEÓRICO............................................................................................. 42
1.4.2 ESPACIAL ............................................................................................ 43
1.4.1 TEMPORAL ......................................................................................... 44
1.5. IDENTIDICACIÓN DE LAS VARIABLES ................................................ 44
1.5.1 VARIABLE INDEPENDIENTE. ............................................................ 44
1.5.2 VARIABLE DEPENDIENTE................................................................. 45
1.5.3 VARIABLE INTERVINIENTE............................................................... 45
1.6. JUSTIFICACIÓN DE LA INVESTIGACIÓN ............................................ 46
1.5.4 TÉCNICA:............................................................................................. 46
1.5.5 ECONÓMICA: ...................................................................................... 47
1.5.6 MEDIO AMBIENTE:.............................................................................. 47
CAPITULO II .......................................................................................................... 48
PLANTEAMIENTO Y FORMULACION DE LA IVESTIGACION........................... 48
2.1 PLANTEAMIENTO DEL PROBLEMA DE INVESTIGACIÓN................. 48

3
2.2 FORMULACIÓN DEL PROBLEMA. ....................................................... 49
2.2.1 PROBLEMA GENERAL. ......................................................................... 50
2.2.2 PROBLEMAS ESPECÍFICOS. ................................................................... 50
2.3 FORMULACIÓN DE LOS OBJETIVOS .................................................. 50
2.3.1 OBJETIVO GENERAL. ........................................................................ 51
2.3.2 OBJETIVOS ESPECIFICOS. .................................................................... 51
2.3 FORMULACIÓN DE LA HIPÓTESIS ...................................................... 52
2.3.1 HIPÓTESIS GENERAL. ........................................................................... 52
2.3.2 HIPÓTESIS ESPECÍFICOS. ...................................................................... 52
CAPITULO III ......................................................................................................... 54
METODOLOGIA Y TECNICAS DE LA INVESTIGACION .................................... 54
3.1 TIPO Y NIVELES DE INVESTIGACIÓN. ................................................ 54
3.2 MÉTODOS Y DISEÑO DE INVESTIGACIÓN. ....................................... 55
3.3 POBLACIÓN Y MUESTRAS. .................................................................. 55
3.3.1 POBLACIÓN. ....................................................................................... 56
3.3.2 MUESTRAS. ........................................................................................ 56
3.4 MÉTODO DE INVESTIGACIÓN. ........................................................... 56
3.5 TÉCNICAS E INSTRUMENTOS DE: ............................................................. 56
3.5.1 RECOLECCIÓN DE INFORMACIÓN......................................................... 56
3.5.2 PROCESAMIENTO Y ANÁLISIS DE DATOS ............................................... 57
CAPITULO IV ......................................................................................................... 58
PROCESO EXPERIMENTAL DE LA INVESTIGACION. ...................................... 58
4.1 DESCRIPCIÓN DEL TRABAJO DE CAMPO O LABORATORIO.......... 58
4.1.1 GENERALIDADES ................................................................................. 58
4.1.2 EVIDENCIA OPERACIONAL: .................................................................. 63
4.1.3 DERIVACIÓN DE UN CRITERIO OPERACIONAL OPTIMIZANTE: ................. 64
A. BALANCE DE SÓLIDOS:................................................................................ 64
B. BALANCE DE PULPAS: ................................................................................. 65
C. BALANCE DE FINOS: ................................................................................... 69
4.1.4 VERIFICACIÓN EXPERIMENTAL: ............................................................ 76
4.1.5 OPTIMIZACION DE CIRCUITOS:............................................................. 78
4.1.6 EFECTO DEL PORCENTAJE DE SÓLIDOS EN LA MOLIENDA: ................... 100
4
4.1.7 INFLUENCIA DEL d50 EN LA CAPACIDAD DE UN CIRCUITO DE MOLIENDA:
101
4.2 DISEÑO DE EXPERIMENTOS EN LA INVESTIGACIÓN. ................................ 103
4.2.1 PRESENTACIÓN ANÁLISIS E INTERPRETACIÓN DE DATOS. .................... 117
4.2.2 CONTRASTACIÓN DE LA HIPÓTESIS. ................................................... 121
4.5.5.1. ALTERNATIVA PARA MEJORAR EL INGRESO ECONOMICO: ...................... 121
CONCLUSIONES................................................................................................. 130
RECOMENDACIONES ........................................................................................ 132
REFERENCIA BIBLIOGRAFICA ......................................................................... 134
ANEXOS.................................................................................................................. 136
5
CAPITULO I
MARCO REFERENCIAL
1.1. MARCO TEÓRICO.
1.1.1 ANTECEDENTES DEL ESTUDIO.
La liberación de un mineral se inicia con el proceso de
chancado y termina con la molienda es la última etapa en el
proceso de conminución de las partículas de minerales en la
que se reduce por una combinación de mecanismos de
quebrado, impacto y abrasión.
El proceso de molienda – clasificación es muy importante
porque de él depende el tonelaje y liberación del mineral
valioso. El objeto de la reducción de tamaño no consiste en

6
obtener trozos pequeños a partir de los grandes, sino se
persigue la obtención de un producto que posee un
determinado tamaño, granular, comprendido entre límites pre
establecidos, con la finalidad de lograr una buena liberación
de la parte valiosa del mineral y lograr la separación de la
ganga.
La pulpa debe ser suficientemente fluida para deslizarse a
través del molino. Si la pulpa llega a ser demasiado diluido
(que contenga mucha agua), se produciría el asentamiento y
centrifugado de las partículas gruesas y a la vez se reduciría
enormemente el recubrimiento de las partículas sobre los
medios. Los espacios vacios en el collar exterior de bolas se
llenan con sólidos, el movimiento relativo entre las bolas y con
el casco del molino se restringen y por consiguiente se reduce
la molienda.
El mineral seco finamente molido, correrá similar a un fluido,
pero en presencia de 2 á 15% de humedad, si la masa pierde
su fluidez y llega a ser pegajosa y viscosa, bajo estas
condiciones, la pulpa no puede fluir y luego ocurrirá
atoramiento del molino. Cuando la humedad sobre pasa el
40% la pulpa aguada origina alto consumo de acero y baja
capacidad y a la vez se tiene deficiencias en la flotación.

7
1.1.2 BASES TEÓRICAS - CIENTÍFICAS
1.1.2.1 RELACIÓN LÍQUIDO A SOLIDO:
Como su nombre lo indica, es la relación que existe
entre la cantidad del líquido a la cantidad de sólido, ya
sea en volumen o en peso. Esta relación es otra
forma de expresar la característica de una pulpa.
Relación de líquido a sólido en volumen =
1001
1
1001
Gs
DpGs
DpGs
Relación de líquido a sólido en volumen = 1
Dp
DpGs
1.1.2.2 RELACIÓN LÍQUIDO A SOLIDO EN PESO:
Es la relación del porcentaje del líquido en peso al
porcentaje del sólido, su nomenclatura la fijamos
como:
8
1
1001
1
1001
DpGs
DpGsSLRp
GsDp
Dp
GsDp
DpGs
SLRp
La correlación entre la relación del líquido sólido en
volumen a la relación líquido – sólido en peso de una
determinada pulpa, está dada por la expresión:
1
1
DpGs
DpGsSLRpeso
Dp
DpGsSLRvolumen
1.1.2.3 DETERMINACIÓN DEL CAUDAL (GPM):
El tonelaje de tratamiento de un centro metalúrgico se
designa generalmente en toneladas métricas secas o
cortas secas por mes, día u hora, por lo tanto frente a
la diversidad de formas de designar capacidades, en
cierta unidad de tiempo, resulta difícil ponerse de
acuerdo sobre cuál de ellas podría considerarse como
patrón o standard, es por esto que en el presente
caso se considera a modo de ejemplo la
denominación de la capacidad en toneladas métricas
secas por día y finalmente sus equivalencias a

9
capacidades de mayores usos, como son: toneladas
métricas por hora, toneladas cortas por día y hora,
etc, con la finalidad de satisfacer a las personas de
diversas costumbres.
Como gasto se entiende, a la producción cuantificada
de pulpa a partir de una capacidad diaria de
tratamiento de sólido expresada en toneladas secas
por día, el sólido tiene gravedad específica conocida.
A este sólido se le adiciona convenientemente una
porción de agua para formar una mezcla de sólido –
líquido, el cual tendrá una densidad de pulpa
preestablecida y que a su vez adquiere propiedades
físicas de un fluido o líquido, por lo tanto se obtiene un
volumen constante, que contabilizado en medidas
volumétricas por minuto se llega a obtener un caudal
parejo, que se denomina gasto cuya unidad más
empleada en el ambiente minero está dada en
Galones de Pulpa por Minuto (G.P.M.).
Igualmente los gastos pueden ser expresados en
varias unidades, tales como litros por segundo, litros
por minuto, metros cúbicos por segundo, metros
cúbicos por minuto, etc. En consecuencia también se

10
pueden determinar formulas en función de cualquiera
de ellas.
Resumiendo lo anterior dicho el trabajo consiste en
convertir un tonelaje diario de sólidos en una densidad
de pulpa pre establecida, cuyo gasto debe estar dada
en galones por minuto.
Hablando de gastos, también hay otras unidades de
denominación, por lo tanto se presentan algunas
equivalencias con el fin de satisfacer a los demás,
para facilitar los cálculos, se propone la siguiente
nomenclatura:
TMSP Toneladas Métricas Secas por Día
TCSPD Toneladas Cortas Secas por Día
KPM Kilogramos por Minuto
GPM Galones por Minuto
Gs Gravedad especifica del sólido
Dp Densidad de la Pulpa
%Sp Porcentaje de sólido en peso
1.1.2.4 ALGUNAS FORMULAS DE DETERMINACIONES:
Conocida la capacidad por día y sabiendo que el día
tiene 1440 minutos llegamos a la siguiente fórmula:
11
1440
1000...
TPDxmpK
Como se ha dicho anteriormente, la gravedad
específica de los sólidos y la densidad de pulpa son
factores conocidos o fijados de antemano, el
porcentaje de sólido de la pulpa se calcula
previamente y lo consideramos como un factor
conocido, luego tendremos:
Sp
TPDpulpampK
%1440
1001000...
Determinando el peso de la pulpa, según el párrafo
anterior y conociendo la densidad de la pulpa por
consideraciones previas tendremos:
DpSp
TPDpulpampL
%1440
100000...
Por conversión simple, sabiendo la equivalencia de
litros a galones (US) de 3.785lt/gl, tendremos:
785.3%1440
100000
SPDp
TPDpulpaGPM
12
Teniendo en cuenta que el día tiene 24 horas,
reemplazando este valor en la formula anterior
tendremos:
785.3%1440
24100000
SPDp
TPDpulpaGPM
Teniendo en cuenta la equivalencia entre toneladas
métricas y cortas, TPD = 1.1023 TPD: por sustitución
en la formula anterior tendremos:
SPDp
TPDGPM
%
64454.16
El peso del agua se determina por diferencia entre el
peso de la pulpa y el peso de los sólidos, que se han
determinado anteriormente:
SP
TPDaguaKpm
%1440
10000
Conocidos los pesos de los constituyentes, por
división entre sus gravedades especificas, se
determinan sus volúmenes:
13
Gs
TPDsólidoLpm
SP
TPDaguaLpm
1440
10000
%1440
10000
Convirtiendo los litros a galones tenemos:
GsS
LTPDpulpaGPM
118347.0
1.1.2.5 DETERMINACIÓN DE LA DENSIDAD DE PULPA:
En muchos casos se conocen los porcentajes
de sólidos de una determinada pulpa, o la relación
líquido – sólido, por conocimiento de las proporciones
de sólido y líquido que se conforman o de lo contrario
se podría plantear el problema de mezclar una
determinada cantidad de sólidos de gravedad
específica conocida, con otra proporción de agua
conocida, en consecuencia nace la pregunta sobre la
densidad de pulpa que le correspondería.
Partiendo de la fórmula del porcentaje de sólidos en
volumen o peso, podemos encontrar la densidad de
pulpa por simple despeje:
14
100
%
100
% LpGsSp
GsDp
1.1.2.6 DETERMINACIÓN DEL RADIO DE LA CARGA
CIRCULANTE EN FUNCIÓN DE LAS DENSIDADES
DE PULPA:
Se entiende por molienda en circuito
cerrado, a la operación de molienda que se realiza
mediante el trabajo de un molino cualquiera,
trabajando con un clasificador de cualquier tipo, que
recibiendo el integro de la descarga del molino, lo
clasifica en dos productos principales, una final fina,
denominada rebose del clasificador o producto final
del circuito de molienda y la otra arena o gruesos, que
es necesario retornarlo al molino como carga
circulante con la finalidad de completar su molienda,
porque así, lo requiere la operación siguiente:
entonces la alimentación total del molino, consta de
dos porciones, una carga directa y la otra indirecta o
producto retornante o carga circulante que constituye
una cantidad casi constante, por el resultado de un
trabajo bajo condiciones preestablecidas durante las
24 horas de operaciones, cuya cantidad guarda una

15
relación con respecto a la alimentación directa, dicha
relación lleva el nombre de “RADIO de la carga
circulante” y su denominación, obedece a las formulas
matemáticas.
La determinación de la Carga Circulante de un circuito
cerrado de molienda, se efectúa por varios métodos;
en esta oportunidad, nos dedicaremos a la más
sencilla por estar relacionado a la lectura o
mediciones de las densidades de pulpas de los
principales productos del circuito; puesto que la
gravedad especifica de los sólidos; es determinada
previamente y se considera fija o constante.
Para la determinación matemática de la carga
circulante, nos valemos de las siguientes
nomenclaturas:
Gs = Gravedad especifica de los sólidos.
Dpf = Densidad de pulpa de la alimentación
del clasificador.
Dps = Densidad de la pulpa de las arenas.
Dpo = Densidad de pulpa del rebose del
clasificador.
16
%Sf = Porcentaje de sólidos en peso de la
alimentación del clasificador.
%Ss = Porcentaje de sólidos en peso de las
arenas.
%So = porcentaje de sólidos en peso del
rebose.
%Lf = Porcentaje de líquidos en peso de la
alimentación del clasificador.
%Ls = Porcentaje de líquidos en peso de las
arenas.
%Lo = Porcentaje de líquidos en peso del
rebose.
DpfDpsDpo
DpoDpfDpsR
1
1
1.1.2.7 BALANCE DEL AGUA EMPLEADO EN EL
CIRCUITO DE MOLIENDA:
El balance del agua empleado en el circuito cerrado
de la molienda, debe efectuarse obedeciendo la
disposición real de la instalación de los chisguetes de
agua, su distribución de acuerdo a las lecturas de las
densidades de pulpa de los productos principales que
nos lleva a calcularlos matemáticamente, por ultimo
17
considerar el agua en forma de humedad que lleva el
mineral de alimentación directa o mineral cabeza
procedente de la explotación minera, que previamente
ha sido procesado en la sección de preparación de
mineral, que muchas veces se emplean agua en
lavados o eliminación de polvos.
La humedad del mineral se expresa en porcentaje de
agua con respecto a peso seco de mineral.
El agua de chisguetería, es el agua que se añade en
puntos estratégicos del circuito, con fines de cumplir
algún requisito operacional; tales como ayudar el flujo
de las arenas del clasificador en la canaleta, que
conduce las arenas circulantes hacia el scoop del
molino se agrega agua en la boca de alimentación del
molino, para facilitar el ingreso del mineral, que sin
ella se obstruiría; a la salida del molino para diluir la
pulpa espesa y facilitar su transporte hacia el
clasificador, el agua que se emplea en el clasificador
para efectos de clasificación.

18
La cantidad de agua en los diferentes chisguetes,
también pueden ser determinados directamente por
medición, puesto que son fáciles de efectuarlos.
1.1.2.8 MEDIDOR DE PARTÍCULAS EN FLUJO CONTINUO
(PSM – 400):
El medidor de partículas en flujo continuo PSM –
400 es fabricado por Denver AutometricsInc. Desde
1969 y a la fecha están operando en el mundo más de
500 equipos; el PSM – 400 es un instrumento que
opera con flujos continuos y obtiene su propia
muestra de aproximadamente 20 GPM (75 LPM), la
cual es desaireada y luego pasa por un par de
sensores ultrasónicos que están instalados en forma
diametralmente opuestos.
El instrumento indica el porcentaje de la malla que se
desea, así como el porcentaje de sólidos
aproximadamente 20 veces por segundo y la muestra
luego es retornada al proceso. Como todo instrumento
que trabaja en flujo continuo el sistema de muestreo
que ha demostrado a través de la experiencia, ser el

19
más eficiente es cuando se toma la muestra bien
mezclada y en flujo de subida.
Fig. 1.1.1: Esquema Operativo del PSM – 400instrumento que
trabaja en flujo continúo el sistema de muestreo
FUENTE: Introducción al Procesamiento de Minerales
1.1.2.9 COMPARACIÓN DE CONTROL MANUAL CON EL
MEDIDOR DE PARTÍCULAS:
Considerando un control de molienda en forma
manual por un determinado tiempo y teniendo en
cuenta que la distribución de la granulometría tiene
siempre cambios: de guardia a guardia, incluso de
hora en hora, debido a la medida de alimentación de
mineral, dureza, densidades, cambios en los flujos del
20
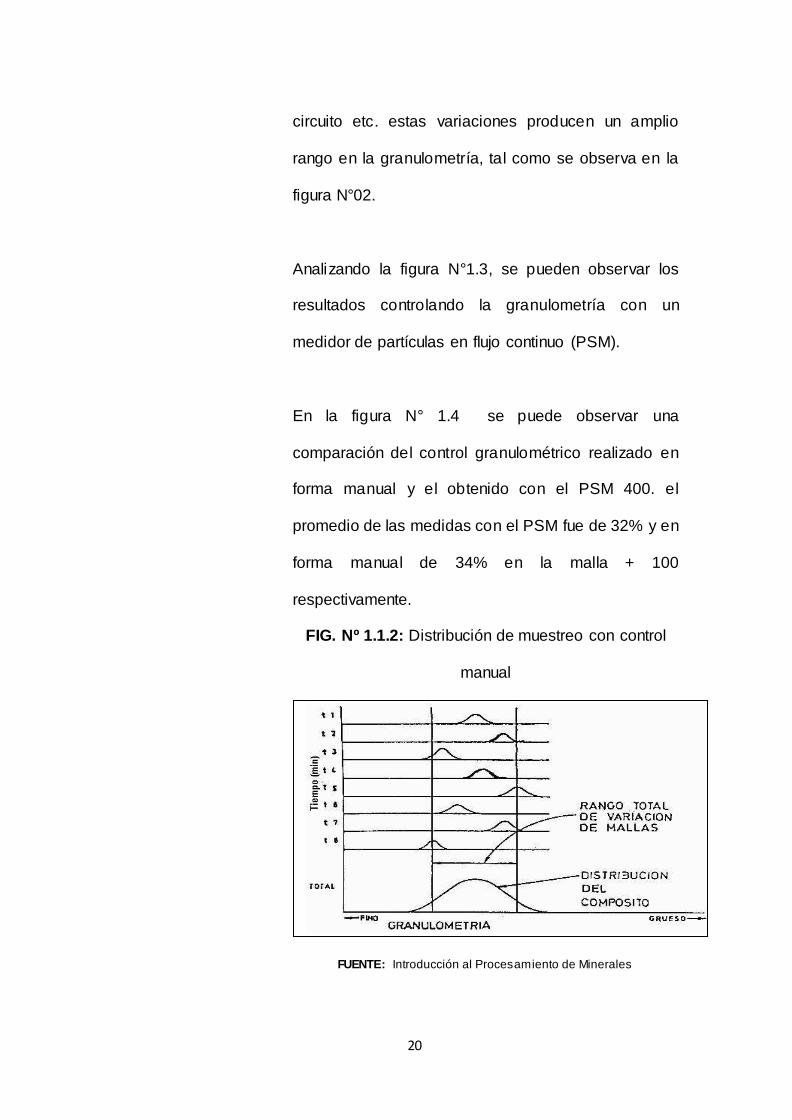
circuito etc. estas variaciones producen un amplio
rango en la granulometría, tal como se observa en la
figura N°02.
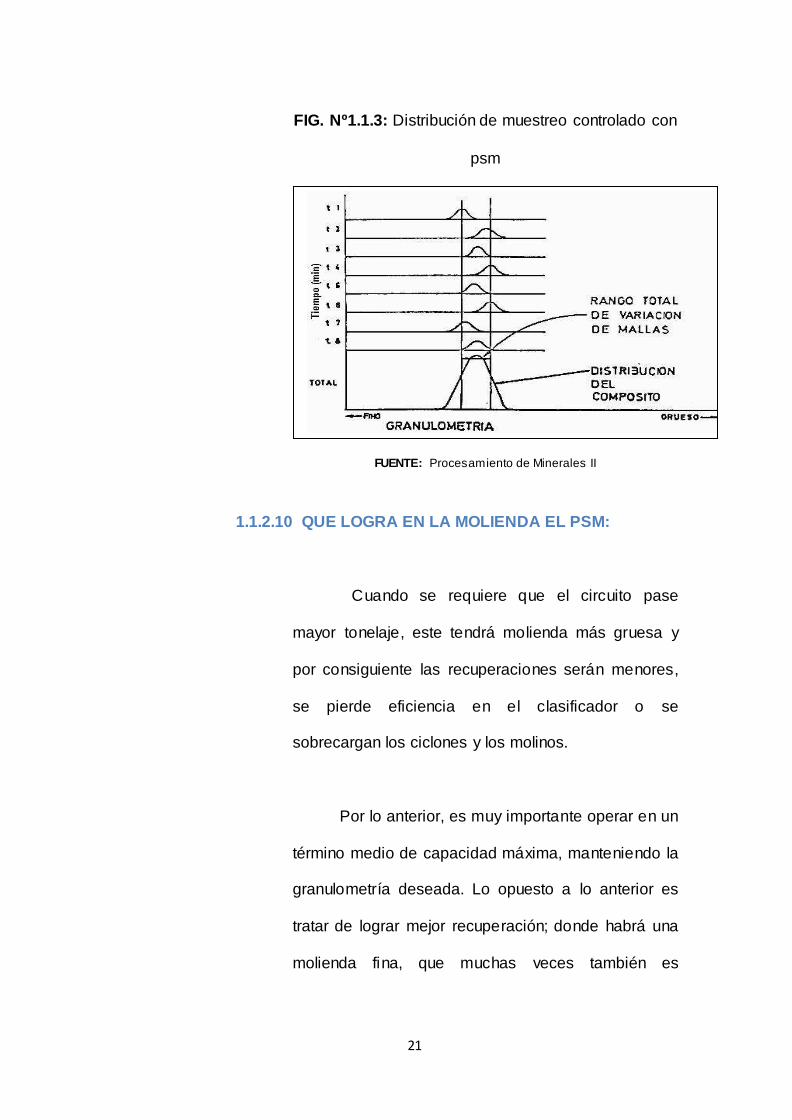
Analizando la figura N°1.3, se pueden observar los
resultados controlando la granulometría con un
medidor de partículas en flujo continuo (PSM).
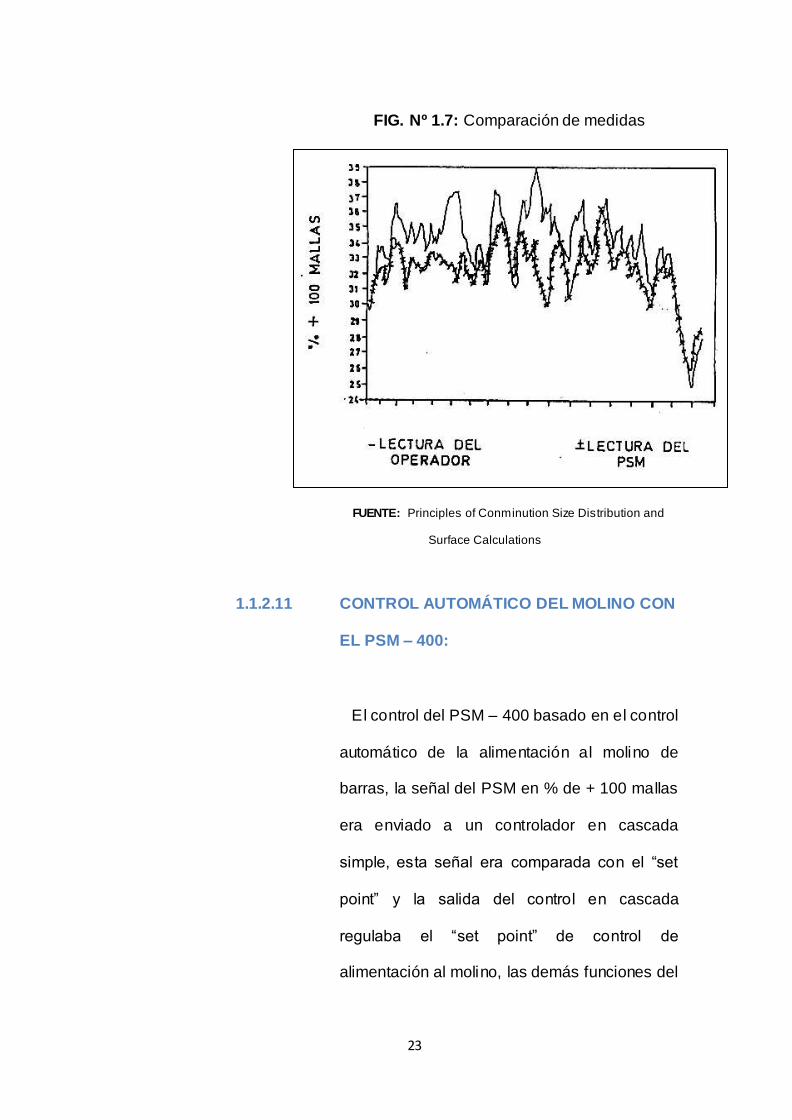
En la figura N° 1.4 se puede observar una
comparación del control granulométrico realizado en
forma manual y el obtenido con el PSM 400. el
promedio de las medidas con el PSM fue de 32% y en
forma manual de 34% en la malla + 100
respectivamente.
FIG. Nº 1.1.2: Distribución de muestreo con control
manual
FUENTE: Introducción al Procesamiento de Minerales
21
FIG. Nº1.1.3: Distribución de muestreo controlado con
psm
FUENTE: Procesamiento de Minerales II
1.1.2.10 QUE LOGRA EN LA MOLIENDA EL PSM:
Cuando se requiere que el circuito pase
mayor tonelaje, este tendrá molienda más gruesa y
por consiguiente las recuperaciones serán menores,
se pierde eficiencia en el clasificador o se
sobrecargan los ciclones y los molinos.
Por lo anterior, es muy importante operar en un
término medio de capacidad máxima, manteniendo la
granulometría deseada. Lo opuesto a lo anterior es
tratar de lograr mejor recuperación; donde habrá una
molienda fina, que muchas veces también es

22
perjudicial a la capacidad de producción ya que el
tonelaje tiene que disminuirse notablemente.
El PSM logra obtener una operación que está
más cercana al punto de equilibrio deseado en
tonelaje y recuperación. Ver figura N°1.6
FIG. Nº 1.6: El comportamiento económico está
relacionado directamente con el tamaño de las
partículas
FUENTE: Procesamiento de Minerales II
23
FIG. Nº 1.7: Comparación de medidas
FUENTE: Principles of Conminution Size Distribution and
Surface Calculations
1.1.2.11 CONTROL AUTOMÁTICO DEL MOLINO CON
EL PSM – 400:
El control del PSM – 400 basado en el control
automático de la alimentación al molino de
barras, la señal del PSM en % de + 100 mallas
era enviado a un controlador en cascada
simple, esta señal era comparada con el “set
point” y la salida del control en cascada
regulaba el “set point” de control de
alimentación al molino, las demás funciones del

24
proceso, tales como densidad de alimentación
al ciclón y velocidad de la bomba estaban
controlados con su “set point” independiente.
Posteriormente se analizó la forma de cambiar
la estrategia de control en la densidad de
alimentación al ciclón, básicamente porque
cualquier cambio en la densidad de
alimentación se reflejaba en la densidad del
rebose del ciclón y en el análisis
granulométrico.
Para mejorar el sistema se planificó instalar un
medidor de flujo magnético que trabaje en
conjunto con el medidor de densidad, con lo
que se podía determinar el radio de carga
circulante (CLR); la cual se comparaba con un
“set point” y el controlador en cascada
transmitiría la señal al controlador de
alimentación al molino.
La conclusión de la experiencia anterior
indicada por los operadores fue que el PSM –
400 demostró ser un instrumento seguro y
confiable, el sistema de muestreo que tiene es
representativo y el mantenimiento de los

25
sensores, canastilla de muestreo y eliminador
de aire es mínimo, el equipo tanto mecánica
como electrónicamente es muy confiable y sin
lugar a dudas el PSM les había permitido
incrementar el tonelaje de tratamiento, mejorar
el control del circuito de molienda, les permite
obtener un producto más uniforme y tener
utilidades económicas.
Bajo el concepto anterior y con el esquema
mostrado en la Fig. Nº 1.8 el mismo que
muestra el arreglo final de un circuito de
molienda completamente automatizado de
pesaje de mineral, flujómetros de agua para
mantener la densidad de pulpa apoyado con
señal de densímetro nuclear, todos estos
elementos necesarios para mejorar el control
en un circuito de molienda – clasificación no se
verían mayormente afectados por la instalación
de una celda de flotación rápida entre el molino
y el hidrociclón.

26
FIG.Nº1.8: Diagrama de flujos en el circuito de molienda
FUENTE: Principles of Conminution Size Distribution and Surface
Calculations
1.2. MARCO CONCEPTUAL
LA PULPA Y SU CONSTITUCIÓN:
La pulpa y especialmente en metalurgia, viene a ser una mezcla
matemática de una porción constituida por sólidos de una
granulometría casi uniforme y otra constituida por un líquido, que
generalmente es el agua.
Desde que es una mezcla de sólidos y agua, estos constituyentes
tienen sus propiedades o características físicas propias tales como
gravedad especifica, peso, volumen, etc., resultando dificultoso
nominar a una determinada mezcla empleando las características
27
propias y proporcionales de ambos constituyentes; por lo tanto, se
considera a la pulpa como un material completamente diferente, que
tienen sus características propias, como son: gravedad especifica o
densidad de pulpa, peso y volumen, que generalmente son referidos
en porcentajes de peso o volumen de los constituyentes.
Llámese densidad de pulpa, al peso de la unidad de volumen que
generalmente se denomina en kilogramos por litro o gramos por litro,
puesto que la pulpa se comporta como un líquido o fluido.
GRAVEDAD ESPECÍFICA DE LOS CONSTITUYENTES:
Prioritariamente se debe determinar y conocer la gravedad
especifica del sólido o mineral, puesto que, la gravedad especifica
del agua es considerada como la unidad, nominamos sus
nomenclaturas, para fines de los cálculos matemáticos, los
siguientes:
Gs = Gravedad especifica del sólido o mineral
Ga = Gravedad especifica del agua = 1
28
DENSIDAD DE PULPA
La densidad de pulpa, generalmente se determina por medición,
bajo el empleo de aparatos llamados densímetros o picnómetros que
vienen a ser unas balanzas que pesan unos recipientes de un litro
de capacidad, y de lecturas directas de la densidad de pulpa,
considerando el peso tara del recipiente. La nomenclatura de la
densidad de pulpa será:
Dp = Densidad de pulpa o gravedad especifica de una pulpa
o mezcla sólido – líquido.
En cualquier proceso metalúrgico, donde interviene una pulpa,
considerada constante o invariable las gravedades especificas de los
constituyentes, queda como parámetro variable, la densidad de la
pulpa entre los límites de 1.0, que corresponde a la gravedad
especifica del agua, y el valor de Gs como máximo superior que
corresponde al sólido: por lo tanto, la variación de la densidad de
pulpa, en las formulas de los volúmenes de los sólidos y líquidos
correspondientes a una determinada densidad de pulpa siempre
será igual a la unidad.
29
PORCENTAJE DE SÓLIDOS
Conocidas las gravedades especificas de los constituyentes y la
densidad de pulpa de una determinada mezcla sólido agua, se
pueden determinar las otras características de la pulpa, tales como
volúmenes, pesos, porcentajes en volumen de los constituyentes y
porcentajes en peso de los mismos, resultando estos últimos de
mayor significación dentro de la industria:
Vs = Volumen de los sólidos
Va = Volumen del agua
Vs = Volumen de los sólidos
Pa = Peso del agua
%Sv = Porcentaje de sólidos en volumen
%Sp = Porcentaje de sólidos en peso
%Lv = Porcentaje del líquido
%Lp = Porcentaje del líquido en peso
El porcentaje de sólidos en volumen o peso, es la relación del
volumen o peso del constituyente sólido al volumen o peso total de
la pulpa, multiplicado por cien o porcentual.

30
PORCENTAJE DE SÓLIDOS Y LÍQUIDOS EN VOLUMEN:
La determinación de los porcentajes de sólidos y líquidos en
volumen, resulta muy sencilla, desde un artificio se ha fijado que la
suma de ambos volúmenes es igual a la unidad, en consecuencia se
tendrá:
Porcentaje de sólidos en volumen = 1001
1
Gs
Dp
Porcentaje de líquido en volumen = 1001
Gs
DpGs
CONTROL DE LA GRANULOMETRÍA EN LA MOLIENDA:
Con la introducción del PSM los controles de los circuitos de
molienda pasan a ser más estables de lo que eran completamente
dinámicos.
A continuación se enumeran algunas variables que pueden causar
efectos en la molienda y en particular en la granulometría del rebose
del ciclón o clasificador.

31
PARÁMETROS QUE PUEDEN AFECTAR EL TAMAÑO DE
PARTÍCULAS EN EL MOLINO:
Relación de algunos parámetros operativos que de una u otra
manera pueden afectar el control de la granulometría en las
siguientes secciones:
A. TOLVA DE MINERAL FINO:
Según el nivel de la tolva o pila hay segregación de partículas.
Derrumbamiento intempestivo del material adherido (carga
muerta).
B. ALIMENTACIÓN DEL MINERAL POR TRANSPORTADOR:
Variación en tonelaje de alimentación.
Tiempo para estabilidad y respuesta del control del tonelaje.
Variación de distribución de tamaños en partículas alimentadas.
Características diversas del mineral para la molienda.
Especies mineralógicas variables según tipo de mineral
alimentado que puedan afectar la viscosidad (talco, arcillas, etc.).
C. MOLINO DE BARRAS:

32
Carga de Barras (cantidad y desgaste).
Tipo y estado de los revestimientos.
Variación en el nivel de carga del molino.
Variación en distribución de tamaños en la descarga del molino.
Diferente porcentaje de sólidos en la descarga.
D. CAJA DE ALIMENTACIÓN A LA BOMBA:
Segregación constante según la granulometría.
Derrumbamiento de mineral adherido en las cajas.
E. BOMBA DE ALIMENTACIÓN A CICLONES:
Ingreso de aire en la alimentación a la bomba.
Velocidad de la pulpa según caudal.
Desgaste de los elementos de la bomba.
Sensibilidad a cambios de nivel en la succión de la bomba.
Flujo de pulpa en la tubería de descarga es variable.
Distribución de tamaños en la descarga es variable
Porcentaje de sólidos en la descarga es variable.
F. CICLONES:
Distribución de alimentación a los ciclones.
33
Cantidad de ciclones utilizados.
Variación en las medidas de los apex y vortex.
Variaciones de presión.
G. MOLINO DE BOLAS:
Carga y tamaño de bolas (estado de desgaste).
Tipo y estado del revestimiento.
Nivel de carga en el molino.
Distribución de tamaños de partículas en la descarga.
Porcentaje de sólidos en la descarga es variable.
El producto del circuito de molienda es generalmente
considerado el rebose del ciclón o del clasificador y es función
del sistema de clasificación trasladar el producto fino al rebose,
de tal forma que el molino pueda ser utilizado a capacidad
máxima con nuevo producto.
El sistema de clasificación es el corazón de la molienda y su
control prácticamente significa la eficiencia del circuito completo
y la rentabilidad económica de la planta.
1.3. MARCO HISTÓRICO
34
A. BREVE RESEÑA HISTÓRICA DE LA PLANTA “SAN EXPEDITO”
La Empresa Minera Cerro S.A. propiedad del Sr. A. Gallufe,
procesaba mineral de cobre, Centro Min Perú adquiere el 3 de
noviembre de 1976,y lo adecua a Planta Piloto, para tratar mineral
de cobre de Toro Mocho (Yauli), Administrado y Supervisado por el
Departamento de Investigaciones Metalúrgicas de La Oroya, luego
Centro Min S. A. adecua la Planta para tratamiento de minerales
polimetálicos de cobre, plomo y zinc, y que es Administrado por un
intermediario Ing. Sanjurjo del 22 de octubre de 1977 al 25 de abril
de 1979, a partir de esta fecha Centro Min trató minerales de plomo
y zinc, mineral de cobre, mineral oxidado con plata (pacos), a 400
toneladas por día, durante el proceso de privatización de CentroMin
Perú S. A., cambia la razón social a Empresa Minera Paragsha.
Volcán Compañía Minera S.A.A adquiere los activos
operativos de la Empresa Minera Paragsha S.A.C. creándose la
Unidad Económica Administrativa Cerro de Pasco convirtiéndose
así la Planta San Expedito de propiedad de la Empresa el año
2000.
Procesaron minerales marginales de plomo, zinc y plata a una
razón de 450 toneladas por día hasta fines del año 2002,
paralizando su operación durante el año 2003, que sirvió para

35
reactivar la planta realizando reparaciones generales, incremento
de equipos en chancado con el objetivo de procesar minerales
provenientes de Vinchos desde el 6 de setiembre del 2004 a un
promedio de 450 toneladas por día, luego de incrementar equipos
de mayor capacidad, en chancado, molienda, flotación que permitía
tratar para ese entonces 650 toneladas por día.
B. MINERALES PROCESADOS EN LA ACTUALIDAD:
El mineral proveniente 100% de Vinchos, de los niveles:
María Inés NV 105
NV 145
Balarin 185
Rampa NV 125.
Minerales Argentíferos:
Plata nativa … Ag
Argentita … Ag2S
Proustita … Ag3AsS3
Minerales Portadores de Plata:
Galena … PbS
36
Tetraedrita … (Cu, Fe, Au, Ag)12SbS13
Chalcopirita … CuFeS2
C. OTROS MINERALES PRESENTES:
Esfalerita ,(ZnS), Bournonita (PbCuSbS3), Covelita (CuS),
pirita (FeS2), Marcasita (FeS2), Pirrotita (Fe1-xS), Arsenopirita
(FeAsS), Magnetita Fe3O4), Hematita (Fe2O3), Goethita (FeO.OH),
Silicatos, Carbonatos.
D. ETAPAS DE PROCESAMIENTO DE MINERALES EN LA
CONCENTRADORA SAN EXPEDITO.
CIRCUITO DE CHANCADO:
El mineral proveniente de la mina de Vinchos es
recepcionado en la cancha de almacenamiento con un tamaño
máximo de 15” a 20”, que es sometido a un taladro (rompe
bancos) a un tamaño menor de 12” que es la abertura de la
parrilla de la tolva de gruesos, luego pasa a tres etapas
consecutivas de conminución a fin de reducir a un tamaño menor
de 3/8 de pulgada lo que constituye la alimentación a los
molinos.

37
- El chancado primario
Se ejecuta en una chancadora de quijada C-80 que
opera en circuito abierto, la cual se ubica en una cámara
subterránea, el tamaño máximo del producto de esta etapa
es de 4 pulgadas.
- El chancado secundario,
Se efectúa en una chancadora cónica Symons
Standard de 4´, que opera en circuito abierto. El mineral
antes de ingresar a este equipo pasa por un magneto que se
encarga de retener o captar toda clase de fierros etc. El
producto de -3/4” será transportado a la zaranda N° 1 y N° 2
donde se realiza la clasificación, el mineral -1/2” es
transportado a la tolva de finos, y el mineral mayores a ¾”
pasa mediante las fajas a la tercera etapa de chancado.
- El chancado terciario
Que es la última etapa de la sección de chancado que
se realiza mediante la chancadora Symons Short Head de 4´,
todo el producto es transportado a los cedazos N°1 y N°2
donde se realiza la clasificación respectiva. el producto final
del circuito de chancado que en su mayoría de -3/8 de

38
pulgadas son almacenadas en las tolvas de finos de
capacidad de 100 toneladas cada una.
CIRCUITO DE MOLIENDA Y CLASIFICACIÓN:
El mineral es alimentado a dos circuitos paralelos de
molienda, el primero conformado por un molino MARCY 8´x 6´ y
un molino secundario GRIEVE 5´x 8´ y la clasificación se realiza
mediante un hidrociclón de D-15”, que opera en circuito cerrado.
El segundo circuito conformado por un molino GRIEVE 7 ½´x 7´,
y un molino secundario GRIEVE 5´x 8´, que opera con un
clasificador de D-15” en circuito cerrado, el overflow de los
ciclones de ambos circuitos pasan al circuito de flotación, en la
descarga de los molinos secundarios están instalados celdas
unitarias con el objeto de flotar el plomo grueso ya liberado.
CIRCUITO DE FLOTACIÓN PLOMO – PLATA:
El producto de las celdas Unitarias SP 18 N°! y N°2 es
enviado directamente al espesador de plomo – plata, el Overflow
de los hidrociclones ingresa a la etapa Rougher conformada por
celdas OK 20, el concentrado de estas celdas es enviado a las
etapas de primera y segunda limpieza el concentrado final es
enviado al espesador de plomo – plata, el relave del Rougher es
39
enviado a las celdas Wenco N° 1,2,3, que trabajan como etapa
Scavenger, el concentrado Scavenger retorna a la cabeza y el
relave es considerado como relave final que es enviado a la
relavera de Ocroyoc.
CIRCUITO DE ELIMINACIÓN DE AGUA:
El producto obtenido en el circuito de flotación, concentrado
de plomo – plata es enviado a un espesadorDorr Oliver 16´x 10´,
donde se elimina la mayor cantidad de agua, el producto del
Underflow del espesador se envía por medio de una bomba
Wilfley 4C a un filtro de tambor de 8´x 12´, logrando obtener un
concentrado de plomo – plata con una humedad que varía entre
9 a 12 % de humedad, este concentrado se envía mediante las
góndolas del ferrocarril al Callao o a la fundición de la Oroya.
DIAGRAMA DE FLUJO DE LA CONCENTRADORA “SAN
EXPEDITO”:
40
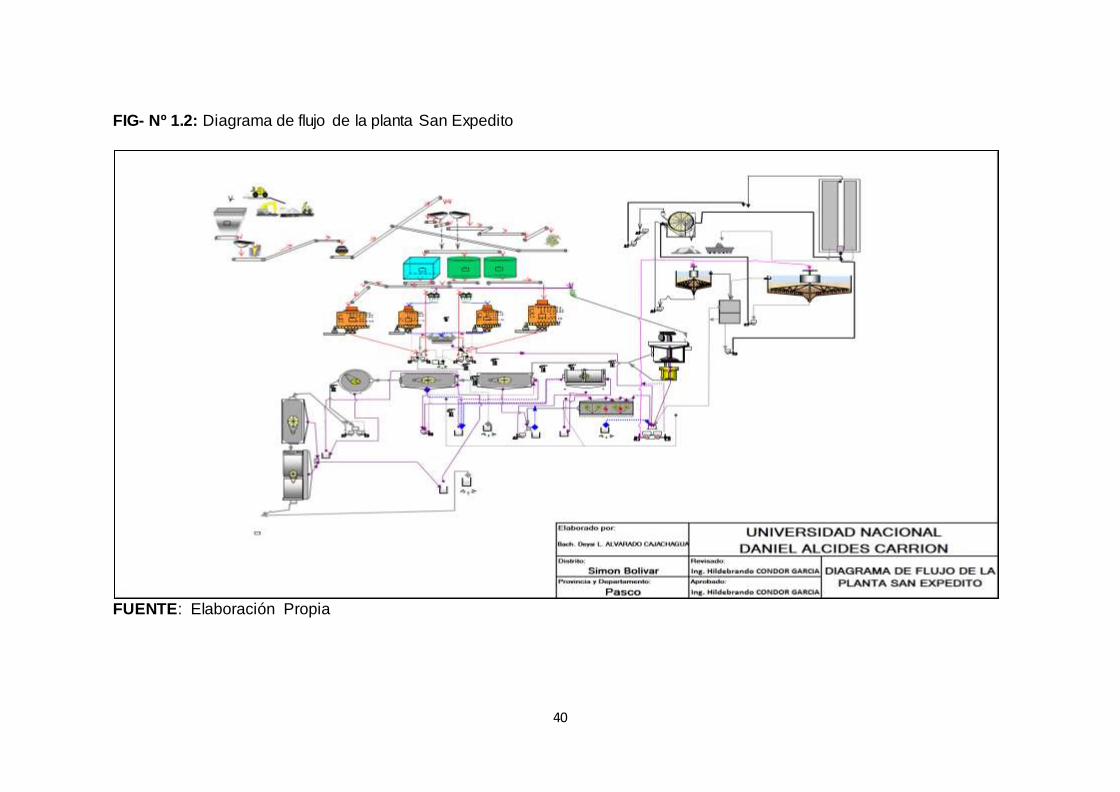
FIG- Nº 1.2: Diagrama de flujo de la planta San Expedito
FUENTE: Elaboración Propia

41
LEYENDA
No EQUIPO No EQUIPO
1 Tolva de gruesos 70 tmh parrilla de 12'' 34 Bomba Vert. Wilfrey 5 Cb Nº 1 Y Nº 2 - Delcrosa
2 Apronfeeder - delcrosa 35 Bomba Vert. Wilfrey 5 CB Nº 3 y Nº 4 - Delcrosa
3 Grizzly vibratorio – delcrosa 36 Bomba wilfley 4c nº 11- nº 10 - delcrosa
4 Chancadora de Quij. C80 24'' X 36''- Baldor (Prim) 37 Bomba vertical 2-1/2' nº 8 - /delcrosa
5 Electroiman 38 Bomba wilfley 4c 'nº 6 - g.e/delcrosa
6 Faja transportadora nº 1 30'' x 193,2 ' - weg 39 Bomba vertical 2-1/2 nº 7 - s/p
7 Faja transportadora nº 2. 24'' x 148' - super e 40 Bomba vertical 2-1/2 nº 5 –abb
8 Faja transportadora nº 2c. 24'' x 5,4' - super e 41 Bomba Vertical 2-1/2 Nº 15 - G.E (recup:)
9 Faja transportadora nº 5. 24'' x 136,5' - super e 42 Bomba vertical 2-1/2 nº 7a – weg
10 Faja transportadora nº 6. 24'' x 42' - super e 43 Bomba wilfley 4c nº 12 – nº 13 - g.e
11 Chancadora symonsstd 4 pies - g.e (secundaria) 44 Bomba vertical 2-1/2 nº 29 - g.e
12 Chancadora Short Head Hp 200 - Metso (Terc.) 45 Banco 4 Celda Denver SP - 18 2º Limp.
13 Cedazo vibratorio nº 1. 4' x 8' - g.e 46 Celda Unitaria 6' x 6' Autoeriada – Maraton
14 Cedazo vibratorio nº 2. 4' x 8' - g.e 47 Celda unitaria OK 20 – baldor
15 Faja transportadora nº 7. 24'' x 90' - delcrosa 48 Bomba wilfley 4c nº 21
16 Faja transportadora nº 4. 18'' x 58' - super e 49 Espesador de Pb Denver 16' x 10'
17 Faja transportadora nº 3. 18'' x 24' - super e 50 Filtro Pb 8' x 12' Nº 2 – delcrosa
18 Faja transportadora nº 8. 30'' x 141' - delcrosa 51 Bomba de vacio nº 1 – nº 2 – delcrosa
19 Faja transportadora nº 9. 24'' x 56' - delcrosa 52 Bomba vertical 2- 1/2 nº 26 cocha - newman
20 Faja alimentadora nº 1, 24''x 42' - delcrosa 53 Bomba vertical 4' nº 27 / nº 28 - delcrosa / g.e
21 Faja alimentadora nº 2. 24'' x 60' - delcrosa 54 Cochas del espesador nº 1 – 2
22 Faja alimentadora nº 3. 24'' x 56' - g.e 55 Cochas del filtro nº 3 – 4
23 Molino nº 1. marcy 8' x 6' primario 56 Hidrociclon d - 15 nº 1 / 2
24 Molino nº 2. grieve 5' x 8' secundaria 57 Hidrociclon d - 15 nº 3 / 4
25 Molino nº 3. grieve 5' x 8' secundaria 58 Carros de concentrado/cancha de almac, de conc
26 Molino nº 4 a. chalmers 7'-1/2'' x 7' primaria 59 Tolva de Finos Nº 1 , 2 y 3 Cap 100 TMS c/u
42
27 Banco wenco nº 3 – weg 60 Bomba Vertical 2-1/2' Nº 9 -Super E (recup.)
28 Banco wenco nº 2 – weg 61 Bombawilfley 4c nº 18 / upd
29 Banco wenco nº 1 – weg 62 Bomba Vertical 2-1/2' Nº 19 (recup.)
30 Banco 2 celda agitair 48'' 3º scv (sb) 63 Bomba Vertical 2-1/2' Nº 16 (recup.)
31 Celda circular 8' x 8' adapt 2º scv 64 Rompe bancos
32 Banco 2 Cel. Unit. Denver Sp 18 N° 1 y 2-Brown B 65 Espesador de Pb 30' x 10'
33 Banco 2 Celda Agitair 48' 1º Limp -Brown Bovery 66 Bomba Wilfrey 3K Nº 25 y 26
FUENTE: Elaboración Propia
1.4. DELIMITACIONES DE LA INVESTIGACIÓN
1.4.1 TEÓRICO
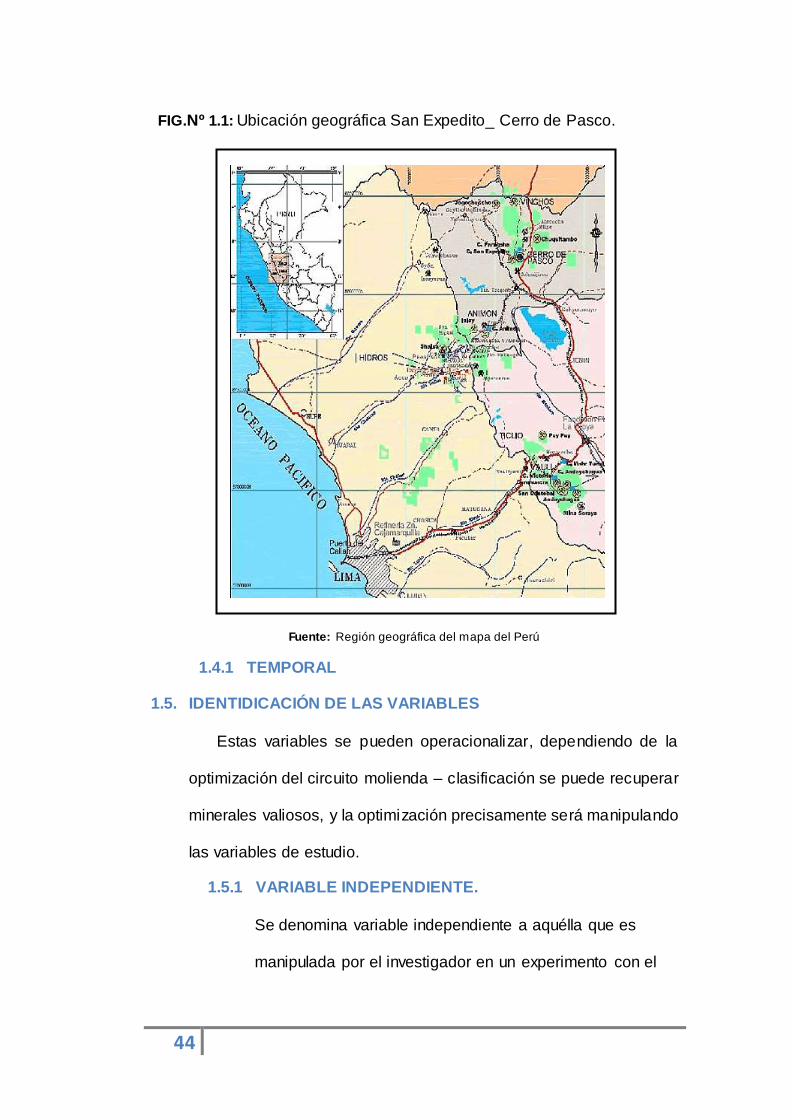
San Expedito, como parte de U.E.A Cerro de Pasco de la
Empresa Volcán Compañía Minera S.A.A., se localiza en
Paragsha, distrito de Simón Bolívar, Provincia y
Departamento de Pasco. Su clima está definido por los
siguientes parámetros:
Estaciones: época lluviosa (enero, febrero y marzo)
predominando las lluvias y nieve. Época seca resto
del año.
Presión barométrica es 451.5 mm-Hg. Temperatura
ambiental varía de 0°C en invierno a 13°C en verano

43
con un promedio de 6.8°C, la humedad relativa entre
53% a 100%.
Las precipitaciones pluviales varían según la estación
entre 32 mm y 325 mm, el promedio de evaporación
es de 1100 mm/año y la velocidad promedio de los
vientos es de 5 km/hr con dirección S-N.
1.4.2 ESPACIAL
RUTA CARRETERA FERROCARRIL
Lima – La Oroya – Cerro de Pasco 306km 354km
Cerro de Pasco – La Oroya 127km 132km
Lima – Canta – Cerro de Pasco 410km ----
Cerro de Pasco – Callao 324km 372km
Cerro de Pasco – Cajamarquilla 300km 352km
44
FIG.Nº 1.1: Ubicación geográfica San Expedito_ Cerro de Pasco.
Fuente: Región geográfica del mapa del Perú
1.4.1 TEMPORAL
1.5. IDENTIDICACIÓN DE LAS VARIABLES
Estas variables se pueden operacionalizar, dependiendo de la
optimización del circuito molienda – clasificación se puede recuperar
minerales valiosos, y la optimización precisamente será manipulando
las variables de estudio.
1.5.1 VARIABLE INDEPENDIENTE.
Se denomina variable independiente a aquélla que es
manipulada por el investigador en un experimento con el

45
objeto de estudiar cómo incide sobre la expresión de la
variable dependiente.
OPTIMIZACIÓN DEL CIRCUITO DE MOLIENDA –
CLASIFICACIÓN
1.5.2 VARIABLE DEPENDIENTE.
La variable independiente también se conoce con el
nombre de variable explicativa, y la variable dependiente se
conoce también como variable explicada.
RECUPERACIÓN DE MINERALES VALIOSOS”
CONCENTRADORA“SAN EXPEDITO” CIA MINERA
VOLCAN.S.A_2010.
1.5.3 VARIABLE INTERVINIENTE.
Es aquella característica o propiedad que de una manera u
otra afectan el resultado que se espera y están vinculadas
con las variables independientes y dependientes.
Indicadores:.
1. Tiempo de molienda
2. Densidades de la pulpa.
3. Granulometría.
46
1. ¿Cómo el tiempo de molienda se relaciona con la
recuperación de minerales valiosos?
2. ¿Cómo las densidades de la pulpa se relaciona con
la recuperación de minerales valiosos?
3. ¿De qué manera Granulometría influye en la
recuperación de minerales valiosos?
1.6. JUSTIFICACIÓN DE LA INVESTIGACIÓN
El presente trabajo es importante, porque los resultados de la
investigación permitirán la aplicación para controlar el producto final
del circuito de molienda y clasificación mediante el control de las
densidades logrando alcanzar una buena recuperación y de buena
calidad del concentrado de Plomo – Plata haciendo más rentable la
producción.
1.5.4 TÉCNICA:
En el campo de la Ingeniería Metalúrgica Extractiva la obtención de
concentrados de optima calidad con buenas recuperaciones, se
efectúa previo a una excelente liberación en las etapas de chancado
y molienda – clasificación, en esta segunda etapa es importante el
buen control de la variable de densidades en los diferentes puntos
del circuito de molienda y clasificación.

47
1.5.5 ECONÓMICA:
Con la alternativa propuesta de controlar y mantener una densidad
adecuada en los diferentes puntos del circuito de molienda y
clasificación es altamente positivo en la mejor recuperación y de
buena calidad del concentrado de plomo – plata, esto faci lita una
comercialización de los concentrados con mejores ventajas
económicas para la empresa como también para los trabajadores.
1.5.6 MEDIO AMBIENTE:
Si los minerales valiosos como el plomo y plata se desplaza a los
relaves debido a una liberación no adecuado para su recuperación o
hay sobremolienda contaminando el medio ambiente, este
desplazamiento será controlado con la mejor recuperación
contribuyendo así cumplir con los fines de las normas ISO 14001
implantadas por la empresa.
48
CAPITULO II
PLANTEAMIENTO Y FORMULACION DE LA IVESTIGACION
2.1 PLANTEAMIENTO DEL PROBLEMA DE INVESTIGACIÓN
Volcán Compañía Minera S.A.A., cuenta con una Unidad de
Producción que es la Concentradora San Expedito, donde
procesa minerales polimetálicos.
El propósito de la molienda es reducir el tamaño de las partículas
de mena hasta el punto en que tiene lugar la liberación económica
de los minerales valiosos, y el principal variables que influye en el
control del producto es la adición de agua en los diferentes puntos
del circuito de molienda y clasificación, en vista que el circuito de
molienda de San Expedito se controla la densidad de pulpa en

49
forma manual, y con las fluctuaciones en la alimentación del
mineral sea probablemente el factor más significativo en el
desarreglo del balance del circuito de molienda afectando
negativamente en las recuperaciones del concentrado de Pb – Ag.
Por esta razón el control de la densidad de pulpa es importante en
el control del producto que alimenta al circuito subsiguiente que es
la flotación.
Para controlar la operaciones de molienda en muchas plantas
modernas se usa los análisis continuos del tamaño de partículas
en el clasificador conforme se trabaja mientras que en las plantas
antiguas como es el caso de San Expedito se usa la densidad de
la pulpa como una guía para controlar el tamaño del producto de
molienda.
2.2 FORMULACIÓN DEL PROBLEMA.
El problema general son las bajas recuperaciones por lo cual se
optó en una optimización del circuito de molienda – clasificación
de en la concentradora “SAN EXPEDITO” CIA MINERA
VOLCAN.S.A_2010?.

50
2.2.1 PROBLEMA GENERAL.
¿Cómo es la relación de la Optimización del circuito de
Molienda – Clasificación con la recuperación de minerales
valiosos” Concentradora “SAN EXPEDITO” CIA MINERA
VOLCAN.S.A_2010?
2.2.2 PROBLEMAS ESPECÍFICOS.
Desarrollar, probar, adecuar un nuevo método que para
resolver el problema anterior; describir o evaluar un proceso
para estudiar posteriormente cómo mejorarlo; describir un
proceso para determinar a futuro sus causas o efectos.
1. ¿Cómo el tiempo de molienda se relaciona con la
recuperación de minerales valiosos?
2. ¿Cómo las densidades de la pulpa se relaciona con
la recuperación de minerales valiosos?
3. ¿De qué manera Granulometría influye en la
recuperación de minerales valiosos?
2.3 FORMULACIÓN DE LOS OBJETIVOS
El objetivo principal es mejorar la recuperación de minerales
valiosos mediante la optimización el circuito molienda –
clasificación.
51
2.3.1 OBJETIVO GENERAL.
Aportar tecnologías modernas con evidencias prácticas en
optimizar la estabilidad de las densidades con el control de
las constantes variaciones de las densidades en los
diferentes puntos del circuito de molienda y clasificación de
la Concentradora San Expedito.
Describir y determinar la optimización del circuito de
Molienda – Clasificación para la Recuperación de
Minerales valiosos” Concentradora “SAN EXPEDITO”
CIA MINERA VOLCAN.S.A_2010.
2.3.2 OBJETIVOS ESPECIFICOS.
1. Determinar la relación del tiempo de molienda con la
recuperación de minerales valiosos.
2. Determinar la relación de las densidades de la pulpa
con la recuperación de minerales valiosos.
3. Analizar y establecer la relación de la granulometría
con la recuperación de minerales valiosos.
52
2.3 FORMULACIÓN DE LA HIPÓTESIS
Con la optimización del control de densidades en el
circuito de Molienda - Clasificación se podrá mejorar la
recuperación de los minerales valiosos.
2.3.1 HIPÓTESIS GENERAL.
La optimización del circuito de Molienda – Clasificación se
relaciona directamente con la recuperación de minerales
valiosos” Concentradora “SAN EXPEDITO” CIA MINERA
VOLCAN.S.A_2010.
2.3.2 HIPÓTESIS ESPECÍFICOS.
Sí se logra estabilizar las densidades con el buen control
en la adición de agua en los diferentes puntos de molienda
y clasificación, entonces se logrará mejorar la recuperación
de Pb – Ag.
1. El tiempo de molienda influye directamente en la
recuperación de minerales valiosos.
2. Las densidades de la pulpa influyen directamente en
la recuperación de minerales valiosos.
53
3. La granulometría influye directamente en la
recuperación de minerales valiosos.
54
CAPITULO III
METODOLOGIA Y TECNICAS DE LA INVESTIGACION
En el presente trabajo a fin de conocer como estabilizar las
densidades en los diferentes puntos del circuito de molienda y
clasificación, habiendo realizado para tal efecto el estudio
correspondiente de las variables independientes y dependientes.
3.1 TIPO Y NIVELES DE INVESTIGACIÓN.
Dificultades para la realización de investigación experimental.
Características de la investigación no experimental. Clasificación de
los diseños.
Cuasi – Experimental.

55
3.2 MÉTODOS Y DISEÑO DE INVESTIGACIÓN.
Su objetivo consiste en ampliar y profundizar cada vez nuestro
saber de la realidad y, en tanto este saber que se pretende construir
es un saber científico, su propósito será el de obtener
generalizaciones cada vez mayores (hipótesis, leyes, teorías).
Experimental puro - correlacional.
3.3 POBLACIÓN Y MUESTRAS.
Comprende todos los datos de producción de la molienda -
clasificación de la Cía. Minera VOLCAN S.A.
Sí en la Concentradora, San Expedito se demuestra con evidencias
prácticas, procedimientos de pruebas a escala de Laboratorio e
Industrial los parámetros y/o estándares de las densidades en los
diferentes puntos del circuito de molienda y clasificación logrando las
densidades recomendables mediante la mejor adición del agua,
entonces se llegará a obtener mejores recuperaciones de los
minerales valiosos, también ayudará a controlar el consumo de
energía, desgaste de bolas entre otros.
56
3.3.1 POBLACIÓN.
La Planta concentradora San Expedito CIA Minera VOLCAN
S.A procesa mineralesde plomo, zinc y plata a una razón de 450
toneladas por día.
3.3.2 MUESTRAS.
Se toma de muestra las densidades, porcentaje de sólidos,
gravedades especificas en los diferentes puntos del circuito de
molienda - clasificación.
3.4 MÉTODO DE INVESTIGACIÓN.
En este trabajo de se utiliza diversos métodos de investigación
puesto que ello ayudó en gran medida para la realización de este
trabajo.
1. Recolección de información
2. Tomando diversas muestras de la población.
3. Experimental
3.5 TÉCNICAS E INSTRUMENTOS DE:
3.5.1 RECOLECCIÓN DE INFORMACIÓN
Se aplicaron técnicas de muestreo, para obtener una
muestra representativa y evaluar las variables que influyen en el
proceso de flotación, con la finalidad de optimizar y obtener un
modelo matemático.

57
3.5.2 PROCESAMIENTO Y ANÁLISIS DE DATOS
Se aplicó una estrategia estadística a fin de correlacionar los
datos, y obtener un modelo que nos indique las variables a los
cuales está sujeto el proceso. Para tal fin se aplicó el diseño
factorial simple y el diseño hexagonal.
Para el análisis e interpretación de datos se utilizó el software
estadístico Statgraphics Plus versión 4.1 a fin de analizar e
interpretar:
- Los efectos e interacción de los factores,
- Análisis de varianza (ANOVA),
- Modelo matemático,
- Pendiente ascendente,
- Parámetros óptimos,y
- Análisis gráficos de los efectos e interacciones y las isolíneas que
correlacionan en el plano y espacio de los factores en función de
la recuperación.
58
CAPITULO IV
PROCESO EXPERIMENTAL DE LA INVESTIGACION.
4.1 DESCRIPCIÓN DEL TRABAJO DE CAMPO O LABORATORIO.
4.1.1 GENERALIDADES
Durante las últimas décadas, como consecuencia de la
introducción masiva de hidrociclones en circuitos de molienda –
clasificación, se ha venido generando una intensa polémica en
relación a las premisas básicas bajo las cuales estos circuitos
debieran ser diseñados y bajo qué condiciones deberían ser
posteriormente operados a fin de garantizar la máxima eficiencia
global del sistema. Existen, por ejemplo, notables discrepancias
con respecto al contenido de sólidos en la alimentación a los
ciclones. Aquellos que persiguen una buena eficiencia de
clasificación plantean la necesidad de mantener dicho flujo de
alimentación relativamente diluido (55% sólidos).
59
Por otra parte, aquellos operadores interesados en alcanzar una
mayor tasa de tratamiento para su instalación, han detectado la
necesidad de disminuir la adición de agua al circuito y, por ende,
operar con una alimentación a ciclones más espesa (65%
sólidos). Del mismo modo, existen también discrepancias con
respecto al contenido de sólidos en la descarga de los ciclones.
Aquellos que reconocen el cortocircuito de agua a la descarga
como la principal fuente de ineficiencia de la clasificación,
postulan que el porcentaje de sólidos en la descarga de los
ciclones debe ser el más alto posible (normalmente del 80% de
sólidos).
Ello en contraposición con los que recomiendan mantener dicho
flujo más bien diluido (65 – 70% sólidos) a fin de evitar el
“acordonamiento” y posible obstrucción de la descarga.
Finalmente, la carga circulante es la variable sobre la cual recae
mayor incertidumbre. En general, una alta carga circulante es
considerada negativa puesto que, en caso de disminuirla, se
podría tal vez alimentar una mayor proporción de material fresco
al molino. En otras palabras, reemplazar carga circulante por
carga fresca. Sin embargo, frente a ello es lógico argumentar que
un alto porcentaje a través del molino permite evacuar
rápidamente los finos producidos y evitar así su sobremolienda.
60
Desde este punto de vista, una alta carga circulante sería
deseable. En síntesis, no existe uniformidad de criterios respecto
a cómo operar un circuito de molienda.
En 1952, F. C. Bond, postula la conocida Tercera Ley o Teoría de
la Conminución, como resultado de una extensa investigación a
escala de laboratorio, piloto e industrial, fi jó pautas específicas
respecto al dimensionamiento del o los molinos requeridos para
alcanzar un determinado objetivo, en términos de capacidad de
tratamiento y fineza del producto molido. Sin pretender
desconocer o disminuir tal valioso aporte, cabe si señalar que
Bond no consideró, al menos explícitamente, el importante rol que
juega el proceso de clasificación en la eficiencia global de la
operación. Específicamente, en el caso de circuitos tradicionales
de molienda, como el bosquejado en la figura N°4.1, esta tercera
ley no permite dilucidar las diversas discrepancias arriba
planteadas.“La óptima dilución de sólidos en la alimentación a
ciclones así como la óptima carga circulante son las que
necesariamente resultan de operar con:
El mínimo contenido de sólidos en el producto de rebalse de los
ciclones.El máximo contenido de sólidos en la descarga de los
ciclones, operacionalmente factible de implementar”.
61
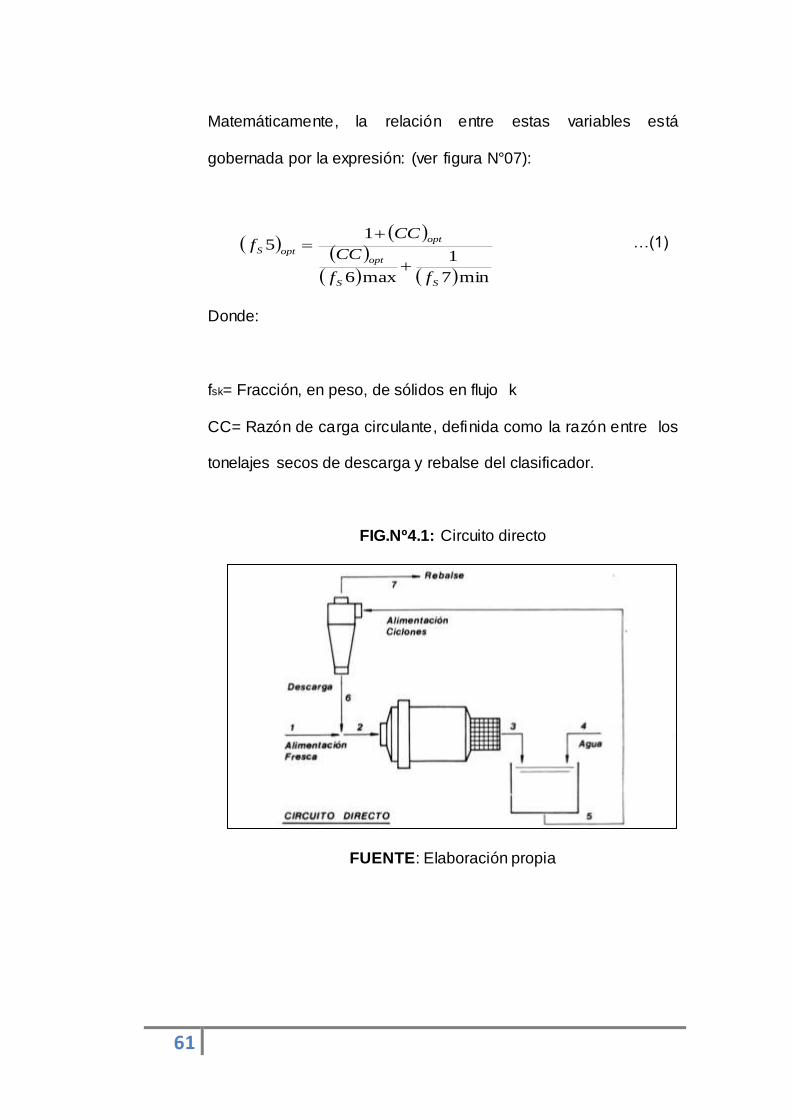
Matemáticamente, la relación entre estas variables está
gobernada por la expresión: (ver figura N°07):
min7
1
max6
15
SS
opt
opt
optS
ff
CC
CCf
…(1)
Donde:
fsk= Fracción, en peso, de sólidos en flujo k
CC= Razón de carga circulante, definida como la razón entre los
tonelajes secos de descarga y rebalse del clasificador.
FIG.Nº4.1: Circuito directo
FUENTE: Elaboración propia

62
El cumplimiento de la primera condición, referente a la dilución del
rebalse, debiera estar limitado solamente por la disponibilidad de
agua en la instalación, y los requerimientos de los procesos
subsiguientes en la cadena operativa. La segunda condición,
referente a la dilución del flujo de descarga, es alcanzable por
medio de una adecuada geometría y numero de ciclones en la
batería.
La aplicación global del criterio propuesto normalmente implica
operar a cargas circulantes y contenidos de sólidos en la
alimentación relativamente altos. Así, por ejemplo, si una
determinada instalación opera a 40% sólidos en el rebalse, 75%
sólidos en la descarga y carga circulante 3.0, valores típicos de
circuitos de molienda flotación, el porcentaje de sólidos en la
alimentación a ciclones es necesariamente 61.5% de acuerdo a la
ecuación 1. Ahora, si se agrega una mayor cantidad de agua al
circuito para diluir el flujo de rebalse a 35% sólidos y se modifica
el diseño de la batería para mantener la dilución de la descarga
cercana al 78% sólidos y como consecuencia de ello la carga
circulante sube a 4.5, el porcentaje de sólidos en la alimentación a
ciclones ascenderá a 63% y se logrará así un mejor
aprovechamiento de los equipos disponibles.
63
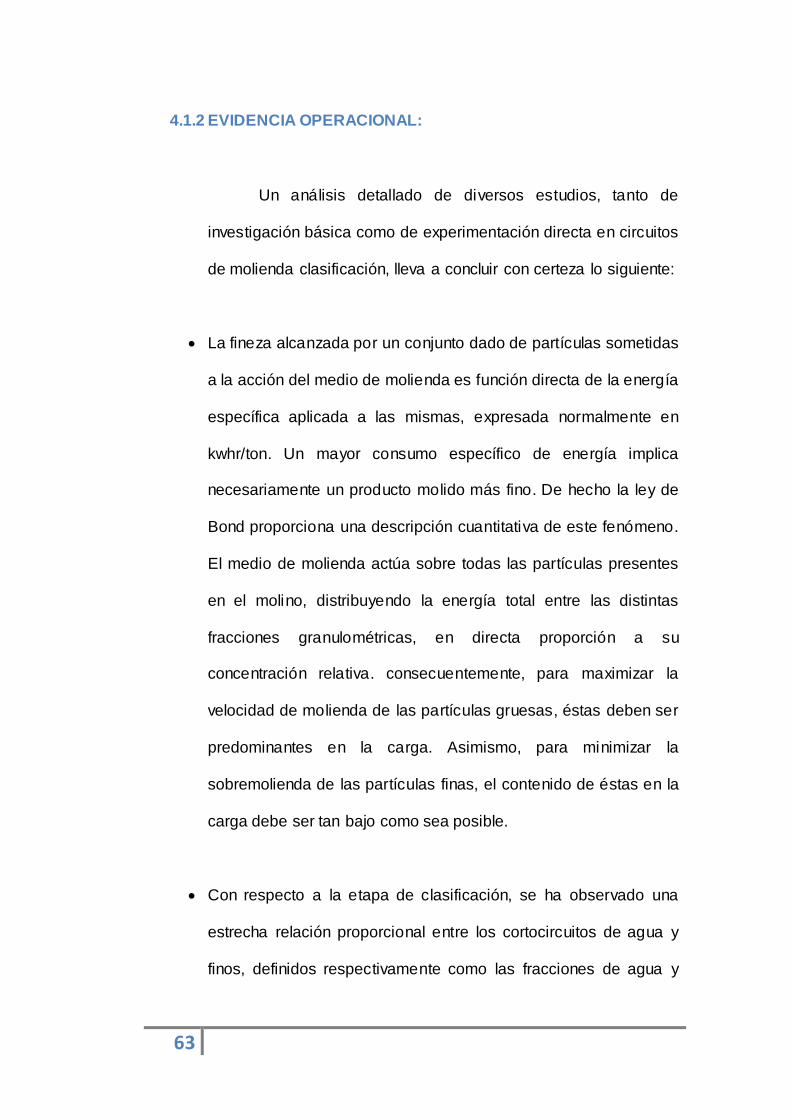
4.1.2 EVIDENCIA OPERACIONAL:
Un análisis detallado de diversos estudios, tanto de
investigación básica como de experimentación directa en circuitos
de molienda clasificación, lleva a concluir con certeza lo siguiente:
La fineza alcanzada por un conjunto dado de partículas sometidas
a la acción del medio de molienda es función directa de la energía
específica aplicada a las mismas, expresada normalmente en
kwhr/ton. Un mayor consumo específico de energía implica
necesariamente un producto molido más fino. De hecho la ley de
Bond proporciona una descripción cuantitativa de este fenómeno.
El medio de molienda actúa sobre todas las partículas presentes
en el molino, distribuyendo la energía total entre las distintas
fracciones granulométricas, en directa proporción a su
concentración relativa. consecuentemente, para maximizar la
velocidad de molienda de las partículas gruesas, éstas deben ser
predominantes en la carga. Asimismo, para minimizar la
sobremolienda de las partículas finas, el contenido de éstas en la
carga debe ser tan bajo como sea posible.
Con respecto a la etapa de clasificación, se ha observado una
estrecha relación proporcional entre los cortocircuitos de agua y
finos, definidos respectivamente como las fracciones de agua y

64
finos en la alimentación a los ciclones que reportan a la descarga.
Por lo tanto, si se pretende mantener la alimentación al molino
libre de partículas finas, es deseable entonces establecer las
condiciones de operación que minimicen la concentración de finos
en la descarga de los ciclones y, en tal sentido, disminuir el
contenido de agua en dicho flujo representa una alternativa
claramente ventajosa.
4.1.3 DERIVACIÓN DE UN CRITERIO OPERACIONAL
OPTIMIZANTE:
Un simple balance de materiales para un circuito típico
de molienda/clasificación como el de la figura N°4.1, permite
establecer las siguientes relaciones:
A. BALANCE DE SÓLIDOS:
765
53
32
261
MSMSMS
MSMS
MSMS
MSMSMS
… (2)
Las cuales unidas a la definición de carga circulante:
MS = CC - MS1 (3)
Configuran un sistema lineal de 5 ecuaciones con 5 incógnitas
cuya solución está dada por:
65
MS2 = MS3=MS5 = (1 + CC) MS1
MS6 = CC MS (4)
MS7 = MS1
Expresiones donde el tonelaje de alimentación fresca (MS1) y la
razón de carga circulante (CC) aparecen como variables
independientes.
B. BALANCE DE PULPAS:
MP1+ MP6 = MP2
MP2 = MP3 (5)
MP3+ MP4 = MP5
MP5 = MP6+ MP7
Además, conocidos los contenidos de sólidos en los flujos de
alimentación fresca, descarga ciclones y rebalse ciclones,
necesariamente se cumple:
MP1 = MS1/fs1
MP6 = MS6/fs6 (6)
Mp7 = MS7/fs7
En este caso, MPk denota el tonelaje de pulpa (sólidos + pulpa)
en el flujo k, mientras que fsk denota la fracción en peso, de
sólidos en el mismo flujo (ver figura 1).

66
Las ecuaciones 5 y 6 constituyen nuevamente un sistema lineal
cuya solución está dada por:
MP1 = MS1/fs1
MP2= MP3= ( 1 + CC ) MS1
fs1 fs6
MP4 = ( 1 - 1 ) MS1 (7)
fs7 fs1
MP5 = (1 + CC ) MS1
fs7 fs6
MP6 = CC MS1
fs6
MP7 = MS1/fs(7)
Donde:
MP4 simplemente representa el caudal de agua al cajón de la
bomba requerido para alcanzar la dilución deseada en el producto
final de rebalse.
Por combinación de las ecuaciones 4 y 7 se obtienen expresiones
para las fracciones de sólidos en los flujos de alimentación y
67
descarga del molino (suponiendo, por simplicidad, que solo se
agrega agua al cajón de la bomba):
fs2 = fs3 = ( 1 + CC )
(CC ) + ( 1 ) (8)
fs6 fs7
Y similarmente para la fracción de sólidos en la alimentación a
ciclones:
fs5 = ( 1 + CC )
( CC ) + ( 1 ) (9)
fs6 fs7
La cual, al igual que la ecuación 1, demuestra que el contenido de
sólidos en la pulpa de alimentación a ciclones está
completamente determinado por la carga circulante y los
porcentajes de sólidos en los flujos de rebalse y descarga de los
ciclones.
En base a las ecuaciones anteriores es también posible evaluar la
fracción del agua en la alimentación a ciclones recuperada en la
descarga (Bpw ), conocida también como el “cortocircuito” o “by
– pass” de agua a la descarga

68
CC ( 1 - 1)
fs6
Bpw = Mp6 - MS6 = ------------------------------- (10)
MP5 - MS5 ( 1 - 1 ) + CC ( 1 - 1 )
fs7 fs6
En la práctica un alto valor de Bpw es indicativo de una
clasificación deficiente puesto que el agua que acompaña al
sobretamaño arrastra consigo partículas finas que supuestamente
debieran reportar al rebalse. En base a las ecuaciones 9 y 10, la
figura 08 ilustra el efecto del porcentaje de sólidos en la descarga
sobre el porcentaje de sólidos en la alimentación a ciclones y el
cortocircuito de agua, respectivamente con el porcentaje de
sólidos en el rebalse y la razón de carga circulante como
parámetros. De ella se desprende lo siguiente:
- Una disminución en el contenido de sólidos del flujo de rebalse se
traduce en una disminución tanto del contenido de sólidos en la
alimentación como en el cortocircuito de agua a la descarga.
- Un aumento de contenido de sólidos en la descarga se traduce en
una disminución de cortocircuito de agua, pero implica un
aumento en el porcentaje de sólidos en la alimentación.

69
- Un aumento en la razón de carga circulante se traduce en un
aumento tanto del contenido de sólidos en la alimentación como
en el cortocircuito de agua a la descarga.
En un circuito tradicional de molienda/clasificación, las tres
variables que para efectos del análisis anterior fueron
consideradas independientes (la dilución de los flujos de rebalse,
descarga y la razón de carga circulante), de hecho no lo son.
La experiencia indica que para un tipo de mineral dado, un
aumento en la dilución del rebalse produce también un aumento
en el contenido de sólidos en la descarga y en la carga circulante.
Por otra parte, a dilución de rebalse constante, una disminución
en el porcentaje de sólidos en la descarga (como consecuencia,
por ejemplo, de un aumento en el diámetro del ápex) lleva consigo
un aumento en la razón de carga circulante y viceversa.
C. BALANCE DE FINOS:
Definiendo como “fino” al material bajo la malla de
menor abertura utilizada para el control rutinario de granulometría
(normalmente, 325 ó 400 mallas Tyler), es posible establecer las
siguientes relaciones de balance para el circuito de la figura 07.
m1 + m6 = m2

70
m3 = m5
m5 = m6 + m7
Donde mk representa el tonelaje seco de finos en el flujo k.
Puesto que las granulometrías de alimentación fresca y producto
final molido están determinadas por los requerimientos de las
demás etapas de la cadena productiva se conoce:
m1 = F1 MS1
m7 = F7MS7 (12)
Donde F1 y F7 representan el porcentaje de finos en los flujos de
alimentación fresca y producto molido respectivamente.
Adicionalmente, si Bpf denota el “cortocircuito” o “by – pass” de
finos, definido como la fracción de los finos en la alimentación a
ciclones a la descarga se cumple:
m6= Bpf m5 (13)
Esta relación, conjuntamente con las ecuaciones 11 y 12,
configuran un tercer sistema lineal de ecuaciones, cuya solución
está dada por:
m1 = F1 MS1

71
BpfF7
m2 = (F1+ -----------) MS1
1 - Bpf
F7
m3 = ---------- MS1
(1 - Bpf)
m4 = 0
F7
m5 = ---------- MS1
(1 – Bpf)
BpfF7
m6 = ------------ MS1
(1 – Bpf)
m7 = F7 MS1
De donde, en combinaciones con las ecuaciones 4 es posible
derivar expresiones para la fracción de finos en cada flujo:
F1 = F1 (dado)
Bpf F7 1
72
F2 = (F1 + ----------) --------------
1 – Bpf (1 + CC)
F7
F3 = ---------------------- (15)
(1 – Bpf) (1 + CC)
F4 = 0
F7
F5 = ---------------------
(1 – Bpf) (1 + CC)
Bpf F7
F6 = ----------------------
(1 – Bpf) CC
F7 = F7 (dado)
Como se señalara anteriormente para una granulometría de
alimentación fresca (F1) dadas, el proceso de molienda será tanto
más eficiente como tanto más gruesas sean las distribuciones
granulométricas en los flujos de alimentación (F2) y descarga del
molino (F3). Un análisis detallado de las ecuaciones 15 indica dos
73
caminos para alcanzar tal objetivo y, de esta manera, mejorar la
eficiencia global del proceso.
- Disminuir el cortocircuito de finos Bpf es decir mejorar la
eficiencia de clasificación.
- Disminuir la carga circulante.
Es necesario entonces analizar en mayor detalle la interrelación
existente entre estas dos alternativas.
La experiencia operacional indica que el cortocircuito de finos (Bpf)
varía proporcionalmente con la fracción del agua en la
alimentación a ciclones que reporta a la descarga (Bpw ). La figura
09 presenta un conjunto de resultados experimentales que ilustran
tal comportamiento, el cual es matemáticamente representable
por la expresión:
Bpf = Y Bpw
Y CC ( 1 - 1)
Fs6
Bpf = ---------------------------------------------
( 1 - 1) + CC ( 1 - 1)
fs7 fs6

74
Y por reemplazo en las ecuaciones 15 se obtiene:
F1 = F1 (dado)
Estas expresiones permiten evaluar la fracción de “finos”
contenidos en cada flujo del circuito, en función de las otras tres
variables operacionales de relevancia para el presente análisis
que son: la fracción de sólidos en el bajotamaño o producto
molido (fs7), la fracción de sólidos en el sobretamaño o retorno
(fs6) y la razón de carga circulante (CC).
FIG.Nº 4.2: Relación porcentual entre el cortocircuito de finos y
agua a la descarga.
FUENTE: Resultados de varios resultados realizados con
hidrociclón de D-15”
75
Resulta interesante observar la figura 10, donde se ilustra
gráficamente el comportamiento de los flujos de alimentación
molino (F2) y descarga molino (F3), para un caso particular
hipotético en que se desea aumentar el contenido de finos de
mineral desde un 15% en la alimentación fresca hasta un 40% en
el producto final. De ellas se desprende que para disminuir el
contenido porcentual de finos en los flujos de alimentación y
descarga del molino es necesario:
- Mantener el mínimo contenido de sólidos en el rebalse de los
ciclones.
- Mantener el máximo contenido de sólidos de la descarga de los
ciclones.
FIG.Nº4.3 : Efecto del porcentaje de sólidos en la descarga sobre
el contenido porcentual de finos en la alimentación al molino con
la carga circulante y el porcentaje de sólidos en el rebalse como
parámetros.

76
FUENTE: Elaboración propia
4.1.4 VERIFICACIÓN EXPERIMENTAL:
Con el propósito de ilustrar la validez y aplicabilidad del
criterio de optimización propuesto se presenta a continuación el
análisis de un conjunto de resultados operacionales a nivel
industrial. Las características generales de la base de datos
seleccionada son las siguientes:
- N° de muestreos : 24
- Circuito : molienda – clasificación
- Tonelaje alimentación fresca : 25 – 27 tph
77
- Potencia consumida : 350 – 400 kw
- % Sólidos Rebalse : 30 – 45%
- % Sólidos Descarga : 65 – 80 %
- Carga Circulante : 150 – 200 %
- Fineza del Producto : 50 – 70 % - 200 mallas
La figura 4.4 confirma que un aumento en el porcentaje de
sólidos en la descarga de los ciclones implica una disminución en
el contenido de finos del material circulante retornado al molino.
La misma figura además confirma que un bajo porcentaje de
sólidos en el rebalse es también beneficioso en tal sentido. La
dispersión de valores observada se debe a las fluctuaciones
naturales de la operación en cuanto a dureza del mineral, patrón
de fractura, carga circulante y granulometrías de alimentación y
producto entre otro.
FIG.Nº4.4Efecto del porcentaje de sólidos en la descarga de los
ciclones sobre el contenido de finos en la misma

78
FUENTE:Resultados de varios resultados realizados con hidrociclón
de D-15”
4.1.5 OPTIMIZACION DE CIRCUITOS:
La gran variedad, tanto en las operaciones intrínsecas del
mineral como en las diversas condiciones y resultados
operacionales, normalmente detectada en campañas de
evaluación a nivel industrial, ciertamente dificulta el posterior
análisis en la información y a menudo impide extraer
conclusiones categóricas respecto a qué medida adoptar a fin de
alcanzar un mayor aprovechamiento de las instalaciones
existentes. Teniendo como base la información experimental
analizada presenta un ejemplo de aplicación técnica en el
79
diagrama del circuito de molienda con sus densidades en los
diferentes puntos.
Además permite ilustrar la validez del criterio de optimización aquí
propuesto bajo la denominación, rango de densidades de control
actual versus rango de densidades propuesto en ambos circuitos
de molienda. En los cuadros y diagramas siguientes corresponde
al estado actual de operación a 51.12% de sólidos en el rebalse
del ciclón, 57.96% de sólidos en la descarga, la fineza del
producto final asciende a 55% - 200 mallas para una tasa de
tratamiento de 18.75 tph de mineral fresco.
En las condiciones propuestas en el primer paso se redujera el
contenido de sólidos en el rebalse a 36.42% de sólidos (mínimo
permisible), los sólidos en la descarga aumentaría a 72.14% de
sólidos, como consecuencia la fineza del producto aumentaría a
60% - 200 mallas, manteniendo la taza de tratamiento de mineral
fresco de 18.75 tph. De esta manera se podría lograr un 10%
adicional de capacidad con respecto a la operación actual.
Manteniendo la fineza del producto de molienda esencialmente
inalterada alrededor de 58% - 200 mallas el contenido de sólidos
en la descarga del ciclón estaría cercano al máximo
operacionalmente permisible con lo cual se estaría cumpliendo las
80
pautas señaladas por el criterio de optimización propuesto, es
decir mínimo contenido de sólidos en el rebalse y máximo en la
descarga del hidrociclón, la bomba del circuito es de velocidad
variable y capaz de absorber las nuevas exigencias resultantes de
las modificaciones propuestas.
Las simulaciones presentadas ponen de manifiesto al importante
rol que le cabe al agua en el comportamiento de un circuito dado
de molienda – clasificación. En la práctica a través de una
adecuada adición de agua al circuito, es posible disminuir el
índice de trabajo operacional para un mineral de una dureza
determinada y por ende maximizar la capacidad de tratamiento de
la sección.
Para lograr la alta eficiencia de molienda deseada es necesario
mantener la carga en el interior del molino libre de partículas finas,
de modo que la energía demandada por el equipo se consuma en
la molienda de las partículas más gruesas y no en la
sobremolienda de partículas ya suficientemente finas. Esto implica
buscar las condiciones de operación y diseño que garanticen una
buena eficiencia de clasificación o en su defecto, que minimicen la
concentración de finos en la alimentación al clasificador de modo
que aún en el caso que el cortocircuito fuera alto la concentración
de finos en la descarga se mantenga baja, la alta carga circulante
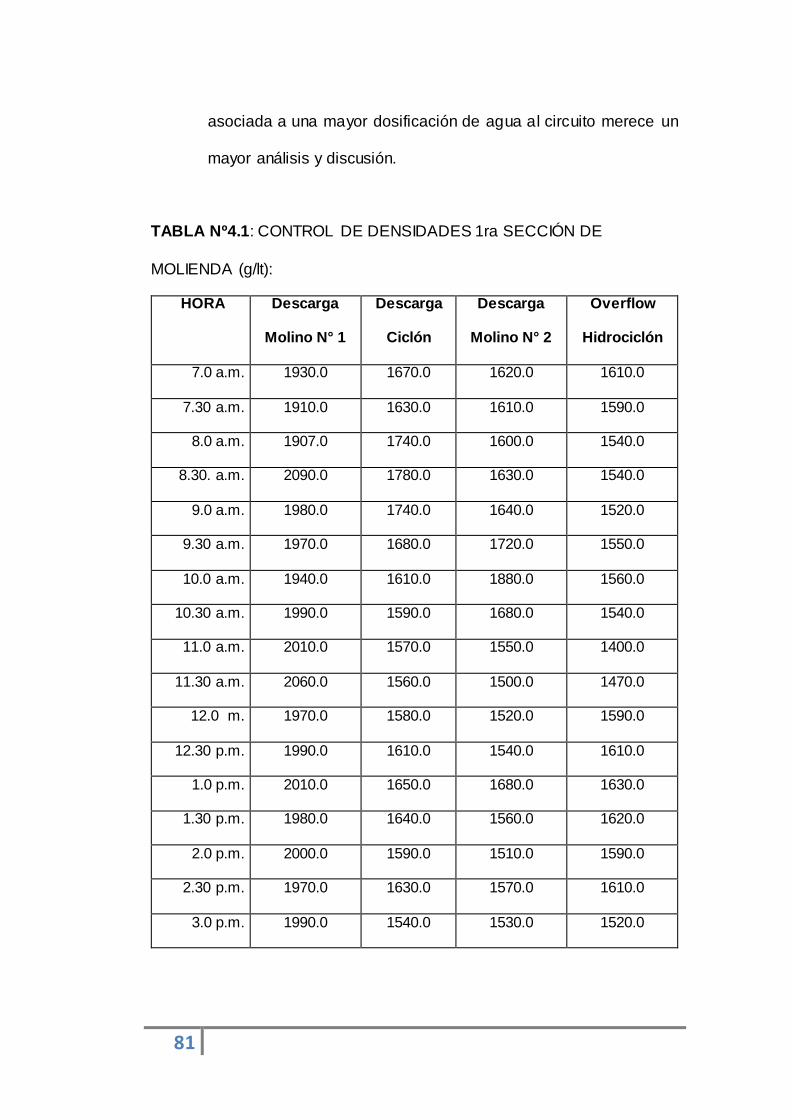
81
asociada a una mayor dosificación de agua al circuito merece un
mayor análisis y discusión.
TABLA Nº4.1: CONTROL DE DENSIDADES 1ra SECCIÓN DE
MOLIENDA (g/lt):
HORA Descarga
Molino N° 1
Descarga
Ciclón
Descarga
Molino N° 2
Overflow
Hidrociclón
7.0 a.m. 1930.0 1670.0 1620.0 1610.0
7.30 a.m. 1910.0 1630.0 1610.0 1590.0
8.0 a.m. 1907.0 1740.0 1600.0 1540.0
8.30. a.m. 2090.0 1780.0 1630.0 1540.0
9.0 a.m. 1980.0 1740.0 1640.0 1520.0
9.30 a.m. 1970.0 1680.0 1720.0 1550.0
10.0 a.m. 1940.0 1610.0 1880.0 1560.0
10.30 a.m. 1990.0 1590.0 1680.0 1540.0
11.0 a.m. 2010.0 1570.0 1550.0 1400.0
11.30 a.m. 2060.0 1560.0 1500.0 1470.0
12.0 m. 1970.0 1580.0 1520.0 1590.0
12.30 p.m. 1990.0 1610.0 1540.0 1610.0
1.0 p.m. 2010.0 1650.0 1680.0 1630.0
1.30 p.m. 1980.0 1640.0 1560.0 1620.0
2.0 p.m. 2000.0 1590.0 1510.0 1590.0
2.30 p.m. 1970.0 1630.0 1570.0 1610.0
3.0 p.m. 1990.0 1540.0 1530.0 1520.0
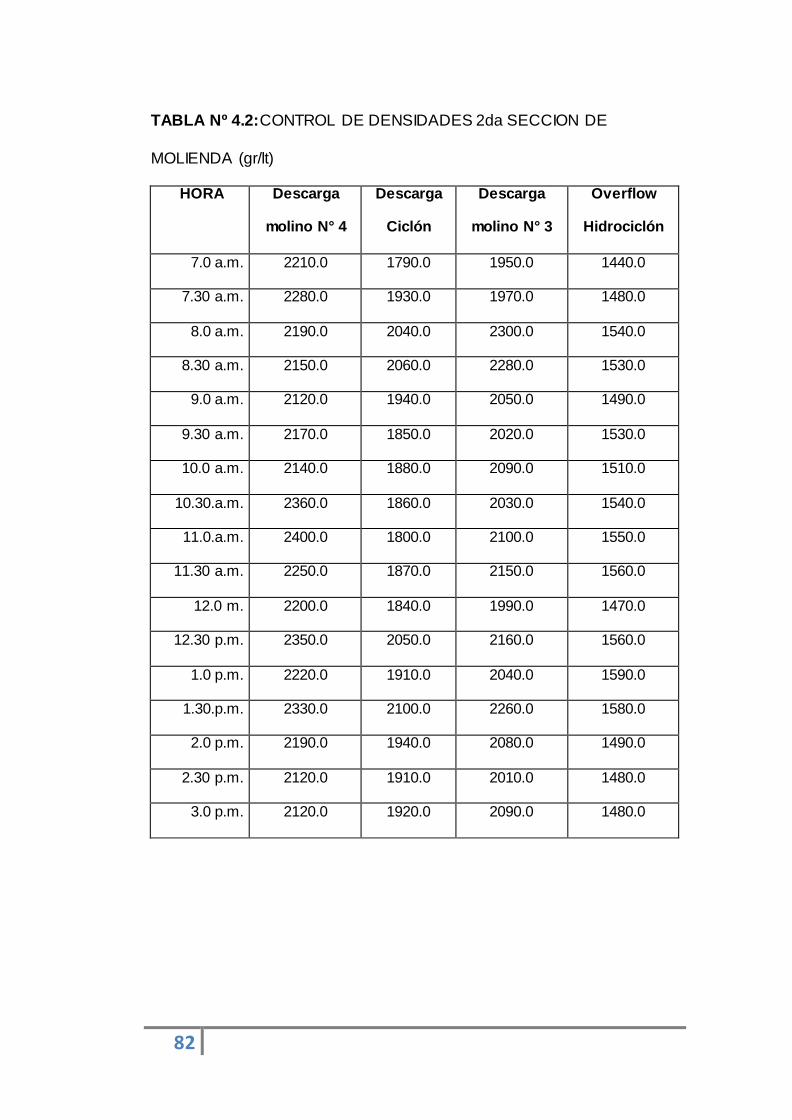
82
TABLA Nº 4.2:CONTROL DE DENSIDADES 2da SECCION DE
MOLIENDA (gr/lt)
HORA Descarga
molino N° 4
Descarga
Ciclón
Descarga
molino N° 3
Overflow
Hidrociclón
7.0 a.m. 2210.0 1790.0 1950.0 1440.0
7.30 a.m. 2280.0 1930.0 1970.0 1480.0
8.0 a.m. 2190.0 2040.0 2300.0 1540.0
8.30 a.m. 2150.0 2060.0 2280.0 1530.0
9.0 a.m. 2120.0 1940.0 2050.0 1490.0
9.30 a.m. 2170.0 1850.0 2020.0 1530.0
10.0 a.m. 2140.0 1880.0 2090.0 1510.0
10.30.a.m. 2360.0 1860.0 2030.0 1540.0
11.0.a.m. 2400.0 1800.0 2100.0 1550.0
11.30 a.m. 2250.0 1870.0 2150.0 1560.0
12.0 m. 2200.0 1840.0 1990.0 1470.0
12.30 p.m. 2350.0 2050.0 2160.0 1560.0
1.0 p.m. 2220.0 1910.0 2040.0 1590.0
1.30.p.m. 2330.0 2100.0 2260.0 1580.0
2.0 p.m. 2190.0 1940.0 2080.0 1490.0
2.30 p.m. 2120.0 1910.0 2010.0 1480.0
3.0 p.m. 2120.0 1920.0 2090.0 1480.0
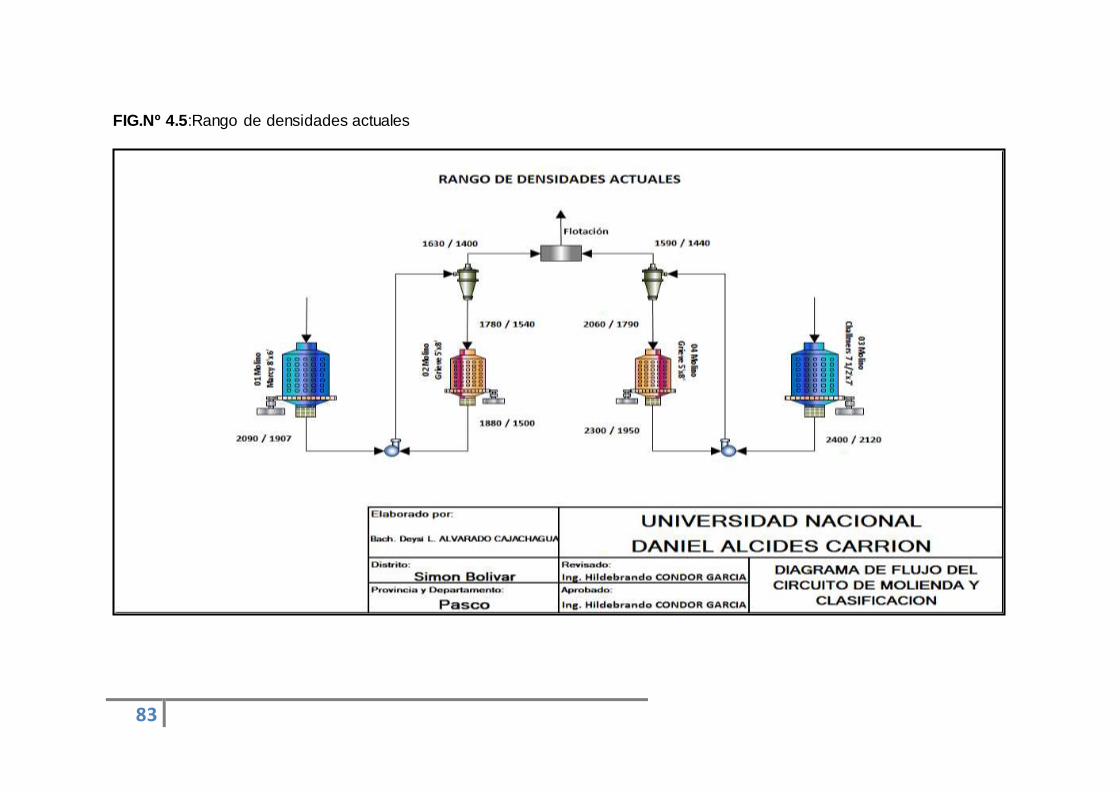
83
FIG.Nº 4.5:Rango de densidades actuales

84
FUENTE:Elaboración propia
TABLANº4.3:Análisis de malla de un hidrociclón
MALLA MICR.
ALIMENTO OVERFLOW UNDERFLOW
O Pass
- F
Pass
O Pass
- U
Pass
((O Pass -
F Pass)/(O
Pass - U
Pass))*100
EFICIENCIA
%PESO %PASS Ft
Calc
%PESO %PASS O
Calc %PESO %PASS
U
Calc %OVERFLOW %UNDERFLOW
# 10 1410 0.68 99.32 0.66 0.04 99.96 0.0052 0.75 99.25 0.65 0.64 0.71 90.14 0.78 99.22
# 12 1300 0.13 99.19 0.13 0.01 99.95 0.0013 0.15 99.10 0.13 0.76 0.85 89.41 0.98 99.02
# 14 1000 1.08 98.11 0.82 0.03 99.92 0.0039 0.94 98.16 0.82 1.81 1.76 102.84 0.47 99.53
# 16 950 0.13 97.98 0.11 0.01 99.91 0.0013 0.12 98.04 0.10 1.93 1.87 103.21 1.22 98.78
# 20 841 1.58 96.40 1.27 0.02 99.89 0.0026 1.45 96.59 1.26 3.49 3.30 105.76 0.20 99.80
# 28 595 3.59 92.81 3.02 0.07 99.82 0.0090 3.46 93.13 3.01 7.01 6.69 104.78 0.30 99.70
# 35 420 5.68 87.13 5.49 0.25 99.57 0.0322 6.26 86.87 5.45 12.44 12.70 97.95 0.59 99.41
# 48 297 9.10 78.03 9.68 1.34 98.23 0.1727 10.91 75.96 9.50 20.20 22.27 90.70 1.78 98.22
# 70 210 12.47 65.56 13.65 4.37 93.86 0.5633 15.02 60.94 13.08 28.30 32.92 85.97 4.13 95.87

85
# 100 149 11.29 54.27 12.18 8.07 85.79 1.0402 12.79 48.15 11.14 31.52 37.64 83.74 8.54 91.46
# 150 105 9.79 44.48 9.63 11.63 74.16 1.4990 9.33 38.82 8.13 29.68 35.34 83.98 15.57 84.43
# 200 74 6.18 38.30 5.45 10.61 63.55 1.3676 4.69 34.13 4.09 25.25 29.42 85.83 25.08 74.92
-200 53 38.30 0 37.92 63.55 0 8.1912 34.13 0 29.73 87.11 21.60 78.40
100 100 100 12.89
FUENTE: Elaboración propia.
FIG Nº 4.6: Grafico Gaudin Schumann
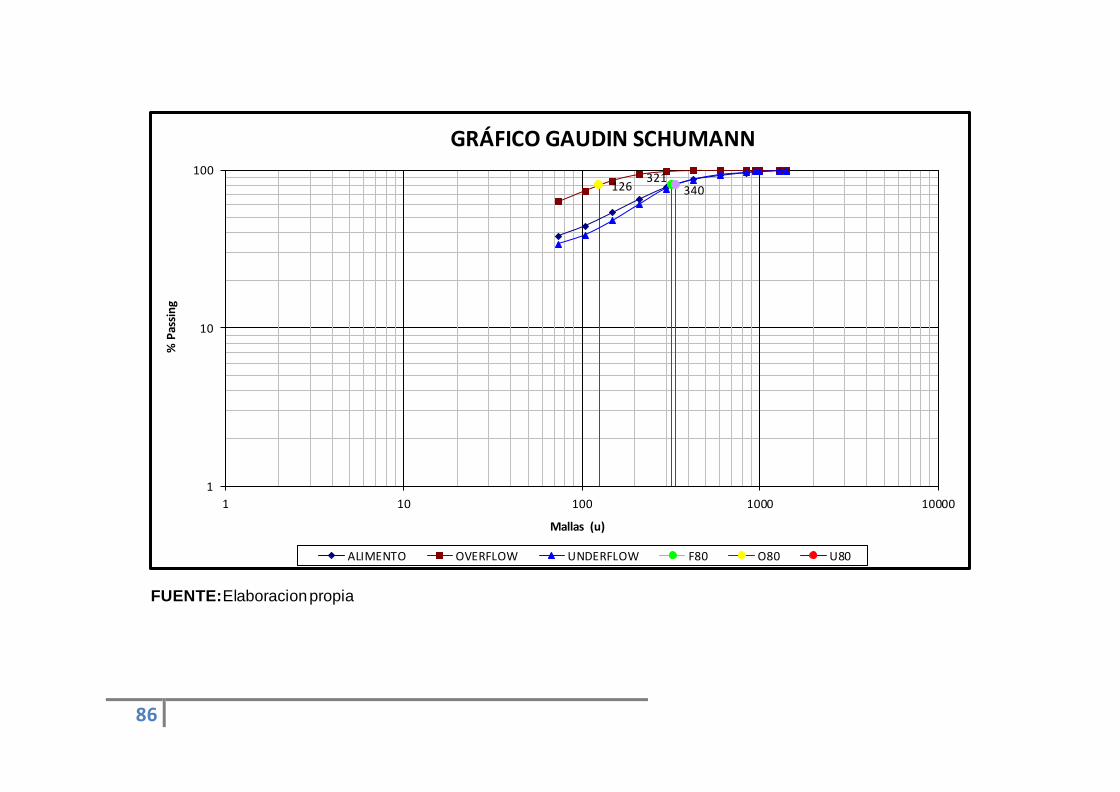
86
FUENTE:Elaboracion propia
321126 340
1
10
100
1 10 100 1000 10000
% P
assi
ng
Mallas (u)
GRÁFICO GAUDIN SCHUMANN
ALIMENTO OVERFLOW UNDERFLOW F80 O80 U80

87
FIG Nº 4.7: Grafico d50 sin corte
FUENTE:Elaboración prop
0
10
20
30
40
50
60
70
80
90
100
1 10 100 1000 10000
%EF
ICIE
NC
IA
MALLA (u)
GRÁFICA d50 SIN CORTE
%OVERFLOW %UNDERFLOW
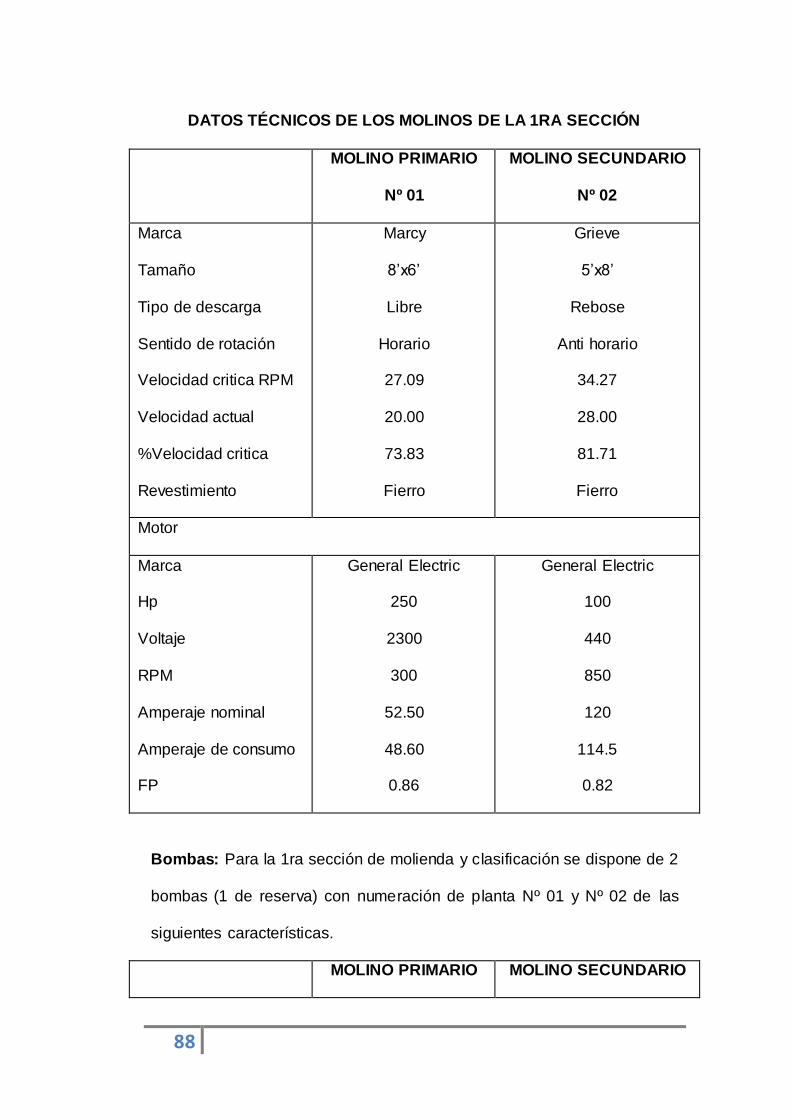
88
DATOS TÉCNICOS DE LOS MOLINOS DE LA 1RA SECCIÓN
MOLINO PRIMARIO
Nº 01
MOLINO SECUNDARIO
Nº 02
Marca
Tamaño
Tipo de descarga
Sentido de rotación
Velocidad critica RPM
Velocidad actual
%Velocidad critica
Revestimiento
Marcy
8’x6’
Libre
Horario
27.09
20.00
73.83
Fierro
Grieve
5’x8’
Rebose
Anti horario
34.27
28.00
81.71
Fierro
Motor
Marca
Hp
Voltaje
RPM
Amperaje nominal
Amperaje de consumo
FP
General Electric
250
2300
300
52.50
48.60
0.86
General Electric
100
440
850
120
114.5
0.82
Bombas: Para la 1ra sección de molienda y clasificación se dispone de 2
bombas (1 de reserva) con numeración de planta Nº 01 y Nº 02 de las
siguientes características.
MOLINO PRIMARIO MOLINO SECUNDARIO

89
Nº 01 Nº 02
Amperaje de consumo
RPM motor
Bomba RP motor
Tipo de bomba
Marca motor
30
1200
30
4C Wilfley
General Electric
28
1175
30
4C Wilfley
General Electric
1. Consumo de Energía en el BallMill Nº 01 (8’x6’):
tonkWxhrW
TCSH
kWW
TCSHTMSHentaciónARazón
HPkWW
xxxW
PmperajexFxVoltajexAW
41.10
99.15
499.166
99.155.14lim
11.2234986.166
86.060.483.2732.1
..3
2. Calculo del valor del índice de trabajo (Wi):
tonkWxhrWi
Wi
Wi
Wi
Wi
P
F
24.13
786.041.10
105.0891.041.10
394.95
10
225.11
1041.10
9100
10
126
1041.10
126
9100
80
80
3. Consumo de Energía en el BallMill Nº 02(5’x8’):

90
tonkWxhrW
TCSH
kWW
TCSHentaciónARazón
HPkWW
xxxW
PmperajexFxVoltajexAW
46.2
45.30
042.75
45.30lim
56.100042.75
86.05.11444.0732.1
..3
4. Calculo del valor del índice de trabajo (Wi):
tonkWxhrWi
Wi
Wi
Wi
Wi
P
F
61.7
323.046.2
236.0559.046.2
426.42
10
889.17
1046.2
1800
10
320
1046.2
320
1800
80
80
5. Performance del Hidrociclónkrebs D-15”:
Carga Circulante = 30.45TCSH
%43.190%
10099.15
45.30%
CC
CC
Tamaño de separación δ50 = No tiene
Eficiencia del Hidrociclón = No tiene
91
Por lo tanto el Hidrociclón está trabajando como un simple
clasificador gravimétrico, afectado en la etapa que es la
flotación del Pb – Ag.

92
FIG Nº 4.8:Rango de densidades propuesto
FUENTE:Elaboración propia
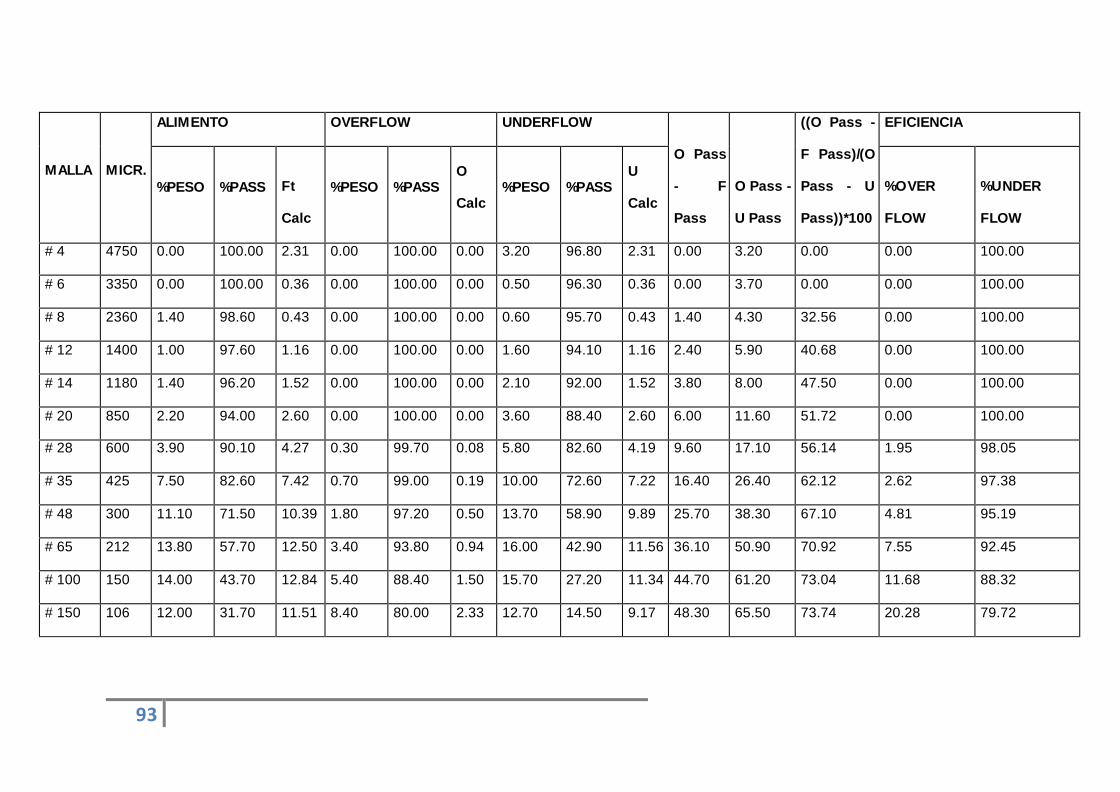
93
MALLA MICR.
ALIMENTO OVERFLOW UNDERFLOW
O Pass
- F
Pass
O Pass -
U Pass
((O Pass -
F Pass)/(O
Pass - U
Pass))*100
EFICIENCIA
%PESO %PASS Ft
Calc
%PESO %PASS O
Calc %PESO %PASS
U
Calc
%OVER
FLOW
%UNDER
FLOW
# 4 4750 0.00 100.00 2.31 0.00 100.00 0.00 3.20 96.80 2.31 0.00 3.20 0.00 0.00 100.00
# 6 3350 0.00 100.00 0.36 0.00 100.00 0.00 0.50 96.30 0.36 0.00 3.70 0.00 0.00 100.00
# 8 2360 1.40 98.60 0.43 0.00 100.00 0.00 0.60 95.70 0.43 1.40 4.30 32.56 0.00 100.00
# 12 1400 1.00 97.60 1.16 0.00 100.00 0.00 1.60 94.10 1.16 2.40 5.90 40.68 0.00 100.00
# 14 1180 1.40 96.20 1.52 0.00 100.00 0.00 2.10 92.00 1.52 3.80 8.00 47.50 0.00 100.00
# 20 850 2.20 94.00 2.60 0.00 100.00 0.00 3.60 88.40 2.60 6.00 11.60 51.72 0.00 100.00
# 28 600 3.90 90.10 4.27 0.30 99.70 0.08 5.80 82.60 4.19 9.60 17.10 56.14 1.95 98.05
# 35 425 7.50 82.60 7.42 0.70 99.00 0.19 10.00 72.60 7.22 16.40 26.40 62.12 2.62 97.38
# 48 300 11.10 71.50 10.39 1.80 97.20 0.50 13.70 58.90 9.89 25.70 38.30 67.10 4.81 95.19
# 65 212 13.80 57.70 12.50 3.40 93.80 0.94 16.00 42.90 11.56 36.10 50.90 70.92 7.55 92.45
# 100 150 14.00 43.70 12.84 5.40 88.40 1.50 15.70 27.20 11.34 44.70 61.20 73.04 11.68 88.32
# 150 106 12.00 31.70 11.51 8.40 80.00 2.33 12.70 14.50 9.17 48.30 65.50 73.74 20.28 79.72

94
# 200 75 7.60 24.10 7.63 9.80 70.20 2.72 6.80 7.70 4.91 46.10 62.50 73.76 35.66 64.34
# 270 53 4.50 19.60 4.75 9.30 60.90 2.58 3.00 4.70 2.17 41.30 56.20 73.49 54.38 45.62
# 400 38 3.70 15.90 3.79 10.00 50.90 2.78 1.40 3.30 1.01 35.00 47.60 73.53 73.31 26.69
-400 32 15.90 0.00 16.52 50.90 0.00 14.14 3.30 0 2.38 72.23 85.57 14.43
100 100 100 27.77
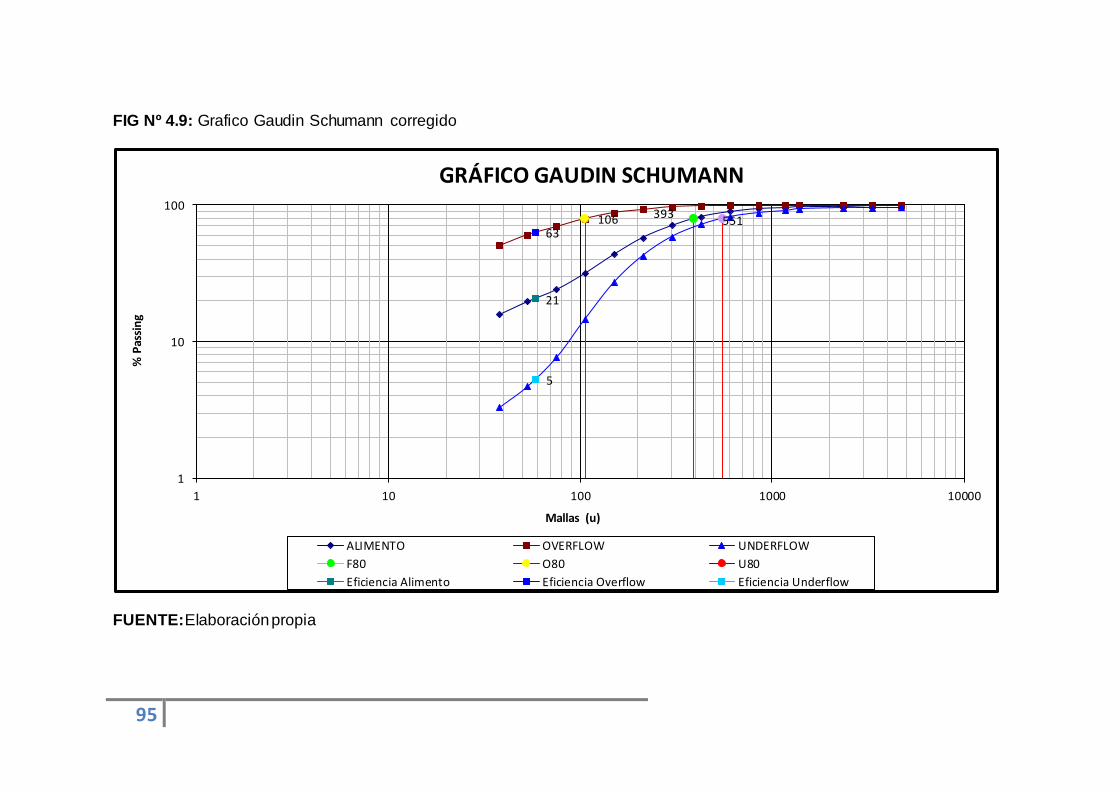
95
FIG Nº 4.9: Grafico Gaudin Schumann corregido
FUENTE:Elaboración propia
393106 551
21
63
5
1
10
100
1 10 100 1000 10000
% P
assi
ng
Mallas (u)
GRÁFICO GAUDIN SCHUMANN
ALIMENTO OVERFLOW UNDERFLOW
F80 O80 U80
Eficiencia Alimento Eficiencia Overflow Eficiencia Underflow
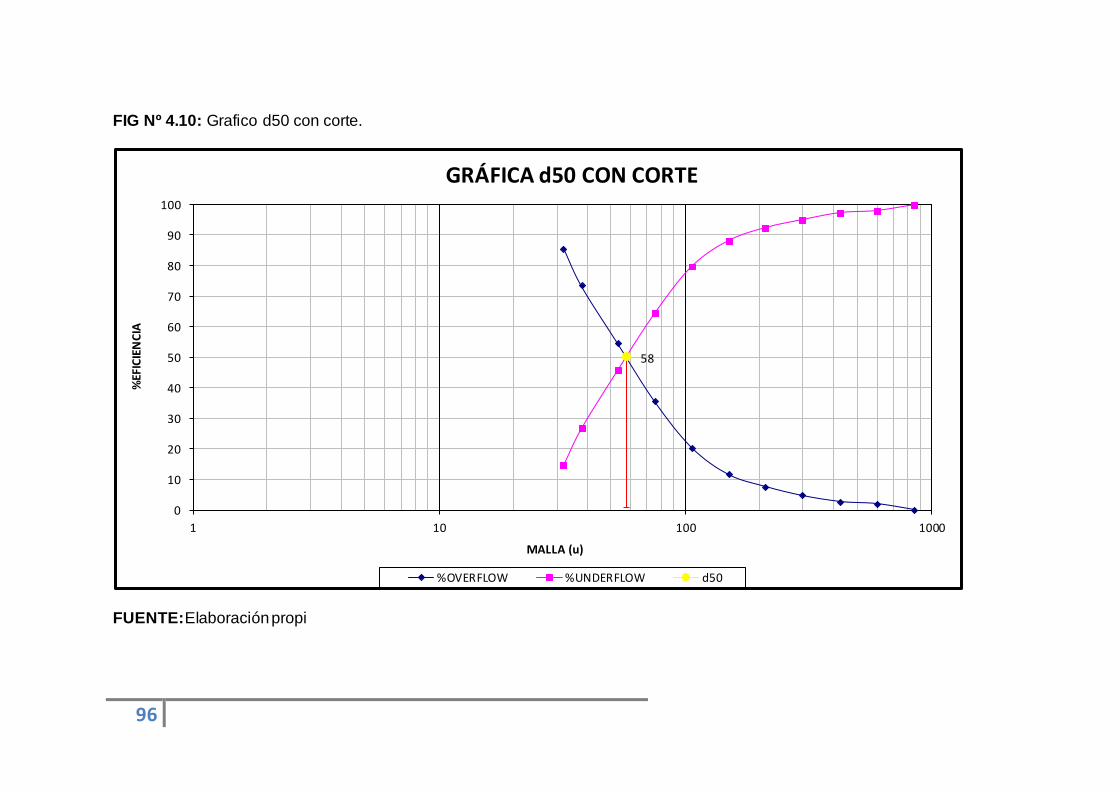
96
FIG Nº 4.10: Grafico d50 con corte.
FUENTE:Elaboración propi
58
0
10
20
30
40
50
60
70
80
90
100
1 10 100 1000
%EF
ICIE
NC
IA
MALLA (u)
GRÁFICA d50 CON CORTE
%OVERFLOW %UNDERFLOW d50
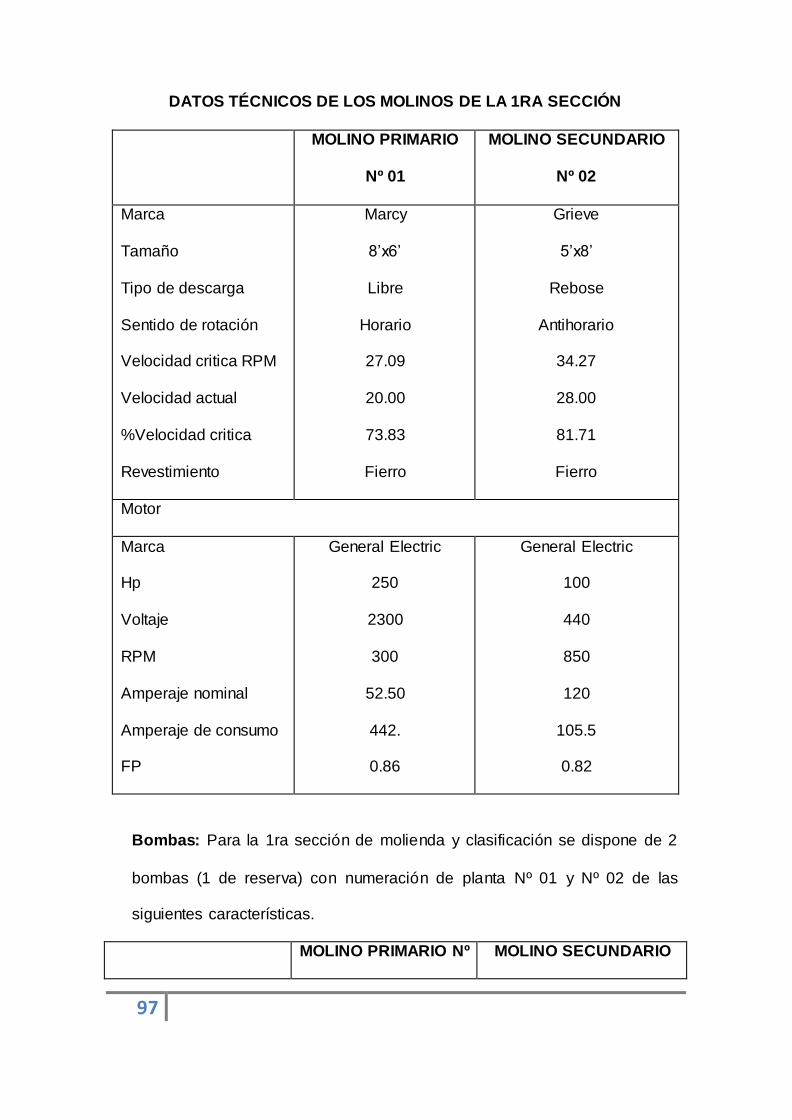
97
DATOS TÉCNICOS DE LOS MOLINOS DE LA 1RA SECCIÓN
MOLINO PRIMARIO
Nº 01
MOLINO SECUNDARIO
Nº 02
Marca
Tamaño
Tipo de descarga
Sentido de rotación
Velocidad critica RPM
Velocidad actual
%Velocidad critica
Revestimiento
Marcy
8’x6’
Libre
Horario
27.09
20.00
73.83
Fierro
Grieve
5’x8’
Rebose
Antihorario
34.27
28.00
81.71
Fierro
Motor
Marca
Hp
Voltaje
RPM
Amperaje nominal
Amperaje de consumo
FP
General Electric
250
2300
300
52.50
442.
0.86
General Electric
100
440
850
120
105.5
0.82
Bombas: Para la 1ra sección de molienda y clasificación se dispone de 2
bombas (1 de reserva) con numeración de planta Nº 01 y Nº 02 de las
siguientes características.
MOLINO PRIMARIO Nº MOLINO SECUNDARIO
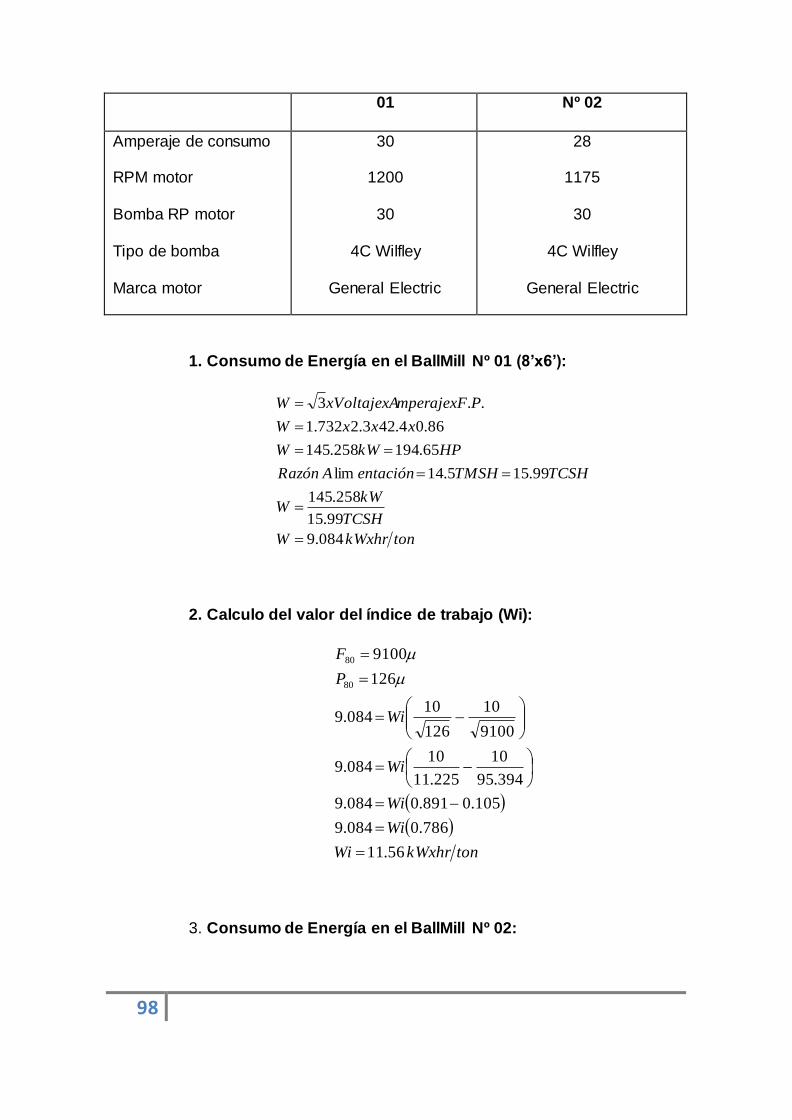
98
01 Nº 02
Amperaje de consumo
RPM motor
Bomba RP motor
Tipo de bomba
Marca motor
30
1200
30
4C Wilfley
General Electric
28
1175
30
4C Wilfley
General Electric
1. Consumo de Energía en el BallMill Nº 01 (8’x6’):
tonkWxhrW
TCSH
kWW
TCSHTMSHentaciónARazón
HPkWW
xxxW
PmperajexFxVoltajexAW
084.9
99.15
258.145
99.155.14lim
65.194258.145
86.04.423.2732.1
..3
2. Calculo del valor del índice de trabajo (Wi):
tonkWxhrWi
Wi
Wi
Wi
Wi
P
F
56.11
786.0084.9
105.0891.0084.9
394.95
10
225.11
10084.9
9100
10
126
10084.9
126
9100
80
80
3. Consumo de Energía en el BallMill Nº 02:

99
tonkWxhrW
TCSH
kWW
TCSHentaciónARazón
HPkWW
xxxW
PmperajexFxVoltajexAW
524.2
12.26
928.65
12.26lim
34.88928.65
82.044.05.105732.1
..3
4. Cálculo del valor del índice de trabajo (Wi):
tonkWxhrWi
Wi
Wi
Wi
Wi
P
F
814.7
323.0524.2
236.0559.0524.2
426.42
10
889.17
10524.2
1800
10
320
10524.2
320
1800
80
80
5. Performance del Hidrociclónkrebs D-15”:
Tamaño de separación d50 = 58µ
El d50 obtenido, luego aplicando a las curvas de Gaudin
Schumann se obtiene los siguientes datos:
O = 63 o = 37
F = 21 f = 79
U = 5 u = 95
Eficiencia = n1 x n2 x 100
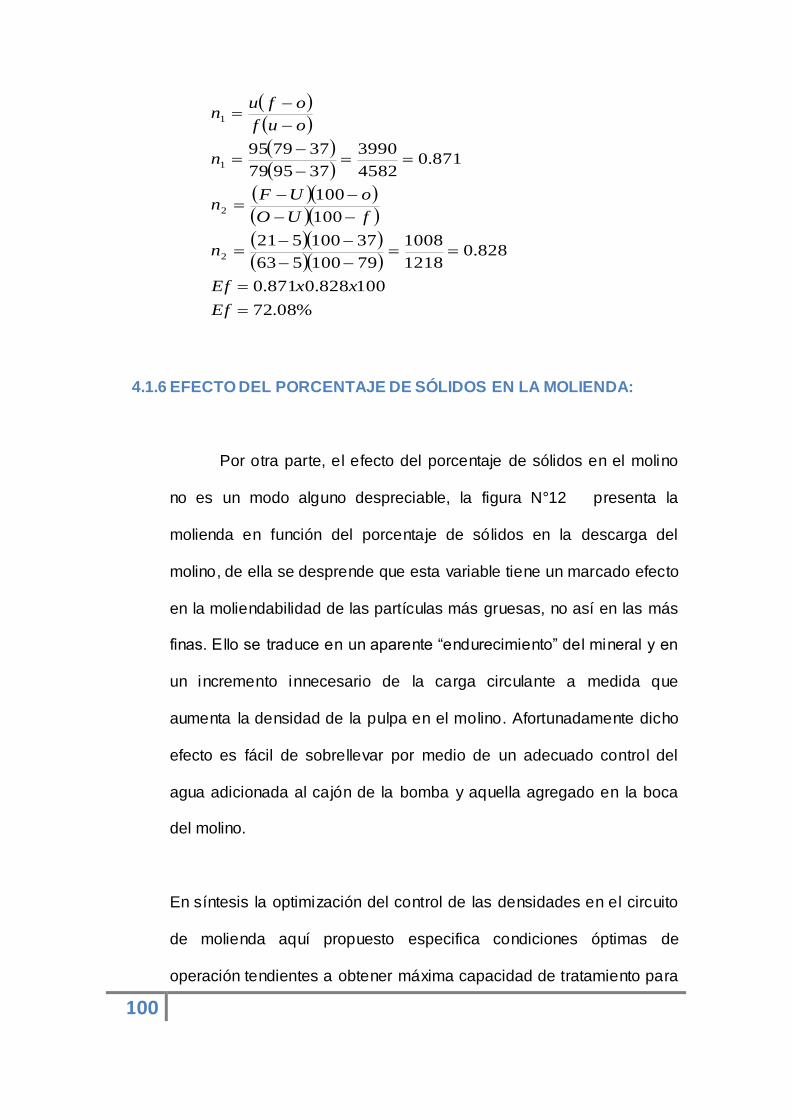
100
%08.72
100828.0871.0
828.01218
1008
79100563
37100521
100
100
871.04582
3990
379579
377995
2
2
1
1
Ef
xxEf
n
fUO
oUFn
n
ouf
ofun
4.1.6 EFECTO DEL PORCENTAJE DE SÓLIDOS EN LA MOLIENDA:
Por otra parte, el efecto del porcentaje de sólidos en el molino
no es un modo alguno despreciable, la figura N°12 presenta la
molienda en función del porcentaje de sólidos en la descarga del
molino, de ella se desprende que esta variable tiene un marcado efecto
en la moliendabilidad de las partículas más gruesas, no así en las más
finas. Ello se traduce en un aparente “endurecimiento” del mineral y en
un incremento innecesario de la carga circulante a medida que
aumenta la densidad de la pulpa en el molino. Afortunadamente dicho
efecto es fácil de sobrellevar por medio de un adecuado control del
agua adicionada al cajón de la bomba y aquella agregado en la boca
del molino.
En síntesis la optimización del control de las densidades en el circuito
de molienda aquí propuesto especifica condiciones óptimas de
operación tendientes a obtener máxima capacidad de tratamiento para

101
una fineza de producto dado, entonces la aplicación de este criterio
implica operar al mínimo porcentaje de sólidos en el rebalse de los
ciclones y el máximo porcentaje de sólidos en su descarga.
FIGNº4.11: Función selección
FUENTE: Elaboración propia
4.1.7 INFLUENCIA DEL d50 EN LA CAPACIDAD DE UN CIRCUITO DE
MOLIENDA:
La molienda de minerales es la causante de producir las
partículas a clasificar y ésta es una operación unitaria que efectúa la
etapa final de reducción de tamaño de partícula del mineral, que tiene
tres objetivos.
a) Liberación de las partículas valiosas del conjunto de minerales.
b) Llevar la granulometría de la partícula a un tamaño adecuado para
la siguiente etapa.
c) Homogenizar la pulpa para la siguiente etapa.
102
Cuando se trabaja en circuito cerrado quiere decir que se trabaja con
un clasificador para incrementar la eficiencia de la molienda y su
capacidad. La clasificación de partículas es la separación de un
conjunto de partículas de tamaños heterogéneos en dos porciones,
cada uno con partículas de granulometría con tendencia a la
homogeneidad, la clasificación se realiza por diferencia de tamaños y
por gravedad especifica que originan diferentes velocidades de
sedimentación entre las partículas de un fluido.
Teniendo en cuenta que el d50 llamado “tamaño de corte de un
clasificador” es un parámetro de importancia en el procesamiento de
minerales, ya que sus aplicaciones son diversas, porque sirve para:
- Diseñar hidrociclones
- Optimizar su funcionamiento
- Simular las operaciones de clasificación.
- Corregir el cortocircuito (bypass) en los clasificadores, entre otros
usos.
Todo con la finalidad de operar con una buena alimentación en el
circuito de flotación con partículas valiosas ya liberadas sin la presencia
de muchos finos, en otras palabras, partículas mineralizadas de
tamaños adecuado para una máxima recuperación de éstas. En forma
ideal, un clasificador deberá separar de una mezcla original de
103
partículas, dos porciones una de partículas gruesas de tamaño mayor a
un cierto valor llamado d50, y otra de partículas menores al d50 (finos).
Pero en la práctica no ocurre así, sucediendo que partículas menores
al d50 pasan a la fracción gruesa y viceversa. Una forma de determinar
cuan alejado del comportamiento ideal que opera un clasificador es
mediante la determinación de sus curvas de partición, (curvas Tromp).
El d50 corregido sirve para comparar en cuanto se podrá incrementar la
eficiencia del clasificador al corregir el bypass, como se obtiene esto,
primero hallamos la eficiencia con el d50 simple, como parámetro inicial,
luego lo comparamos con el d50c corregido, también nos sirve como
dato para analizar los modelos matemáticos de Linch – Rao y Plitt entre
otros usos, con la finalidad de optimizar los parámetros del trabajo de
un hidrociclón.
4.2 DISEÑO DE EXPERIMENTOS EN LA INVESTIGACIÓN.
4.2.1 ADICION DE PUNTOS CENTRALES AL DISEÑO 2k-1
En el diseño factorial de dos niveles, se supone que la relación entre
las variables independientes y respuesta obedecen a un modelo
matemático lineal. Si esta suposición es correcta entonces el modelo
deberá predecir apropiadamente todos los puntos del diseño, incluyendo
los puntos centrales. En caso contrario, se puede aseverar que el modelo
matemático lineal es insuficiente para explicar las

104
respuestasdentrodelrangodelasvariablesindependientesestudiadasyseasu
melaexistencia de una curvatura. La adición de pruebas en el punto
central del diseño es precisamente para dar una estimación promedia de
dicha curvatura.
En el presente estudio, para determinar la presencia de la curvatura y
error experimental se realizó tres réplicas en el centro del diseño cuyos
resultados se muestranenlaTabla4.6:
Tabla4.6: Respuestas con réplicas en el punto central del diseño
N° A B C Variable respuesta Yi
1 1.39 85 30 86.84
2 1.7 85 40 88.44
3 2.6 85 50 87.48
4.2.1.2. ANALISIS DE VARIANZA
Es un método para resolver la variación total en el conjunto de las
variables estudiadas en variantes de los componentes específicos
que están asociados con factores definidos que afectan a las
variables consideradas. La descomposición de la
variabilidadtotalensuspartescomponentesseexpresadelasiguienteman
era:
SSTotal=SSEfectos+SSError 4.3
SSTotal: Suma de cuadrados de la variabilidad total
SSEfecto: Suma de cuadrados de la variabilidad de los efectos
SSError: Suma de cuadrados de la variabilidad debido al error

105
La suma de cuadrados de los efectos principales e interacciones se estima
mediante la siguiente relación matricial:
La sumatoria cuadrática del error es determinada mediante la siguiente
fórmula:
La suma de cuadrados para la curvatura está dado por:
Reemplazando en las formulas planteadas se obtiene los resultados en la
TABLA Nº4.5: Suma de cuadrados de la curvatura
yF 90.24
yC 85.33
SSE 1.288
SSCurvatura
1.563
La significancia de los efectos de las variables independientes (efectos
principales), interacciones entre las variables independientes (efectos de
interacción) y la curvatura se estiman mediante el estadístico de prueba Fo.
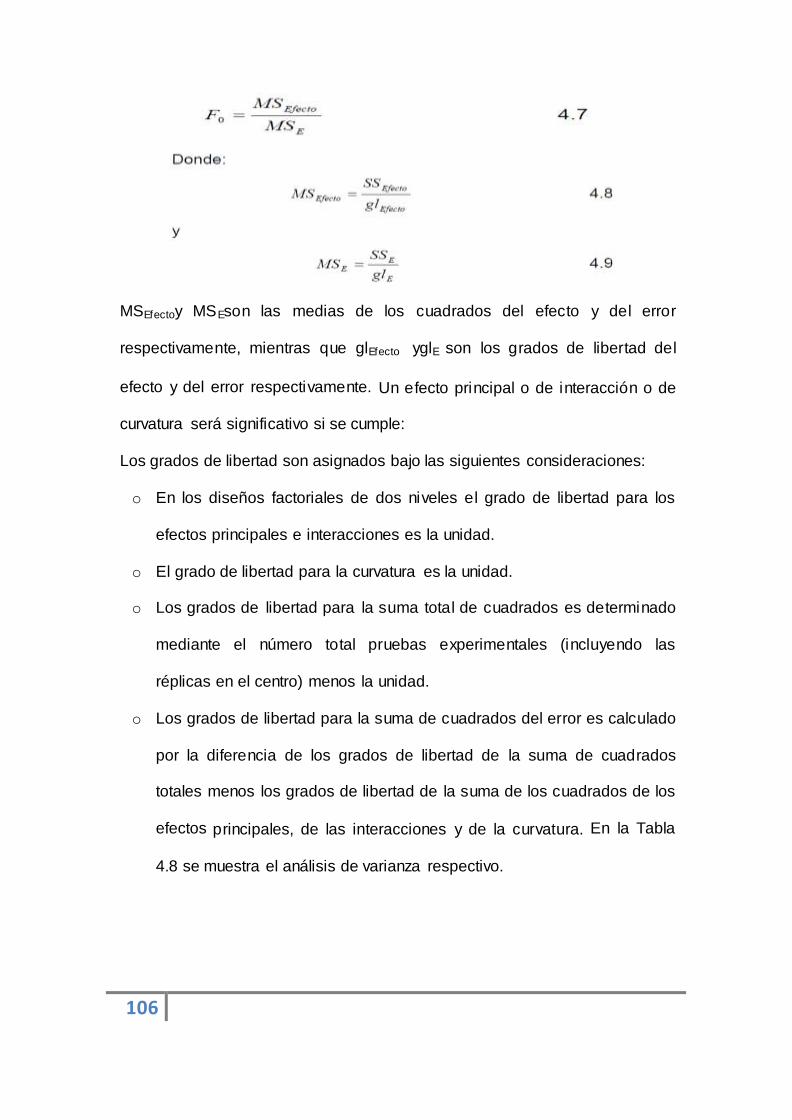
106
MSEfectoy MSEson las medias de los cuadrados del efecto y del error
respectivamente, mientras que glEfecto yglE son los grados de libertad del
efecto y del error respectivamente. Un efecto principal o de interacción o de
curvatura será significativo si se cumple:
Los grados de libertad son asignados bajo las siguientes consideraciones:
o En los diseños factoriales de dos niveles el grado de libertad para los
efectos principales e interacciones es la unidad.
o El grado de libertad para la curvatura es la unidad.
o Los grados de libertad para la suma total de cuadrados es determinado
mediante el número total pruebas experimentales (incluyendo las
réplicas en el centro) menos la unidad.
o Los grados de libertad para la suma de cuadrados del error es calculado
por la diferencia de los grados de libertad de la suma de cuadrados
totales menos los grados de libertad de la suma de los cuadrados de los
efectos principales, de las interacciones y de la curvatura. En la Tabla
4.8 se muestra el análisis de varianza respectivo.
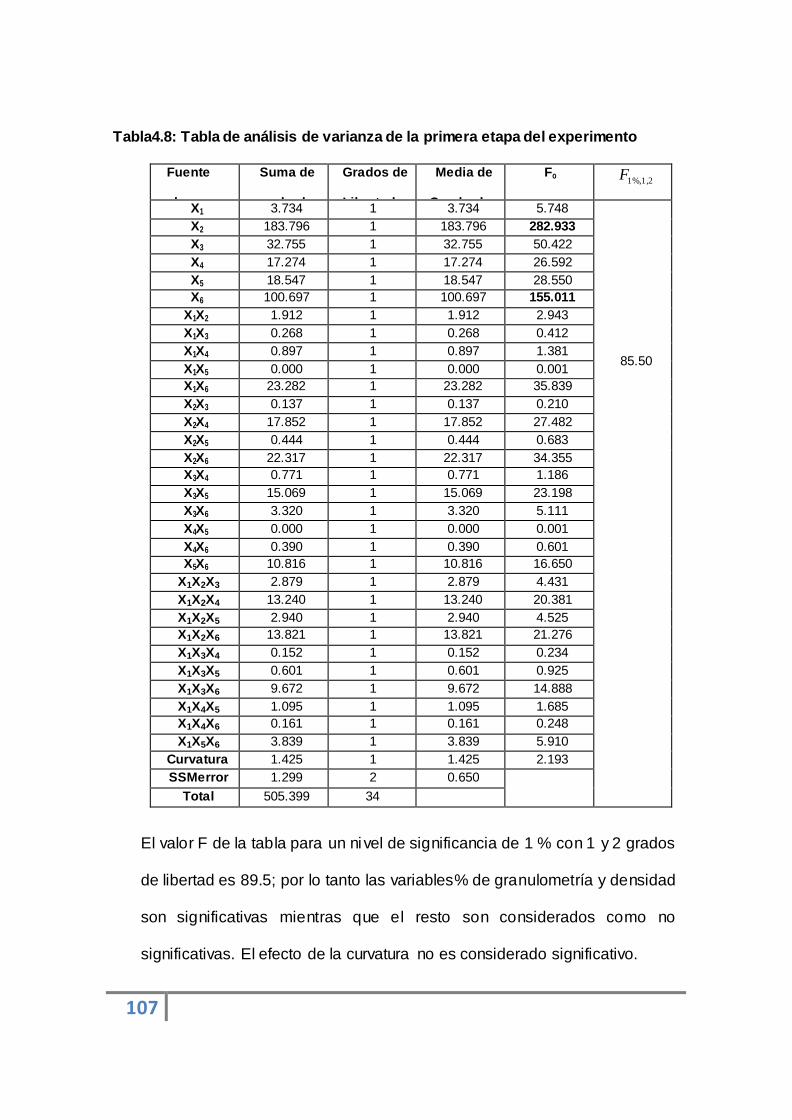
107
Tabla4.8: Tabla de análisis de varianza de la primera etapa del experimento
Fuente
de
variació
n
Suma de
cuadrado
s
Grados de
Libertad
Media de
Cuadrados
Fo F1%,1,2
X1 3.734 1 3.734 5.748
85.50
X2 183.796 1 183.796 282.933 X3 32.755 1 32.755 50.422 X4 17.274 1 17.274 26.592 X5 18.547 1 18.547 28.550 X6 100.697 1 100.697 155.011
X1X2 1.912 1 1.912 2.943 X1X3 0.268 1 0.268 0.412 X1X4 0.897 1 0.897 1.381 X1X5 0.000 1 0.000 0.001 X1X6 23.282 1 23.282 35.839 X2X3 0.137 1 0.137 0.210 X2X4 17.852 1 17.852 27.482 X2X5 0.444 1 0.444 0.683 X2X6 22.317 1 22.317 34.355 X3X4 0.771 1 0.771 1.186 X3X5 15.069 1 15.069 23.198 X3X6 3.320 1 3.320 5.111 X4X5 0.000 1 0.000 0.001 X4X6 0.390 1 0.390 0.601 X5X6 10.816 1 10.816 16.650
X1X2X3 2.879 1 2.879 4.431 X1X2X4 13.240 1 13.240 20.381 X1X2X5 2.940 1 2.940 4.525 X1X2X6 13.821 1 13.821 21.276 X1X3X4 0.152 1 0.152 0.234 X1X3X5 0.601 1 0.601 0.925 X1X3X6 9.672 1 9.672 14.888 X1X4X5 1.095 1 1.095 1.685 X1X4X6 0.161 1 0.161 0.248 X1X5X6 3.839 1 3.839 5.910
Curvatura 1.425 1 1.425 2.193 SSMerror 1.299 2 0.650
Total 505.399 34
El valor F de la tabla para un nivel de significancia de 1 % con 1 y 2 grados
de libertad es 89.5; por lo tanto las variables% de granulometría y densidad
son significativas mientras que el resto son considerados como no
significativas. El efecto de la curvatura no es considerado significativo.

108
j
4.2.3 MODELO MATEMÁTICO DE PRIMER ORDEN
El modelo matemático lineal tiene la siguiente forma:
Yi : Variable respuesta, incluyendo las réplicas en el
centro del diseño.
bo : Término independiente del modelo lineal
Ej : Efecto de la variable j
bj : Coeficiente de la variable j
El modelo resultante es:
Yest.=89.27+2.79X2−1.68X6 4.14
Reemplazando los valores codificados X2 (%granulometría–malla100Tyler) y
X6 (Grado de agitación en rpm) en el modelo matemático se obtienen valores
estimados (Yest) para luego hacer la evaluación del modelo matemático.
Del modelo se puede observar que un incremento en variable X2 tiene un
efecto positivo en la recuperación, mientras que un incremento en la variable
X6 tiene un efecto negativo en la recuperación de cobre.
4.2.4 EVALUACION DEL MODELOMATEMATICO
Paraevaluarelgradodeajustealosdatosexperimentalesdelmodelomatem
109
2
áticose emplean las siguientes formulas:
Suma de cuadrados del residual:
SSRN=∑ i=1(Yi−Yest)4.15
Nt : Número total de pruebas experimentales (incluyendo las
réplicas en el centro)
El número de grados de libertad para la suma de cuadrados del residual (glr)
es el número total de pruebas experimentales (incluyendo las réplicas en el
centro) – número de términos considerado en el modelo (con variables
independientes)–1. El número de grados de libertad para la suma de
cuadrados de falta de ajuste (glf) es la diferencia entre el número de grados
de libertad de la suma de cuadrados del residual y de la suma de cuadrados
del error.
El modelo matemático estimado se ajustará a los datos
experimentales si:

110
Tabla4.9: Tabla de análisis residuales
N° Y Yest. (Y-Yest.) (Y-Yest.)2
1 86.28 84.07 2.21 4.88
2 76.00 87.62 -11.63 135.14
3 88.94 92.42 -3.47 12.06
4 92.46 88.87 3.59 12.91
5 83.39 87.62 -4.24 17.94
6 87.26 84.07 3.18 10.13
7 91.40 88.87 2.54 6.43
8 88.72 92.42 -3.69 13.64
9 82.25 87.62 -5.37 28.86
10 89.72 84.07 5.65 31.87
11 88.21 88.87 -0.66 0.44
12 82.92 92.42 -9.50 90.21
13 90.29 84.07 6.22 38.64
14 86.95 87.62 -0.68 0.46
15 92.36 92.42 -0.06 0.00
16 93.58 88.87 4.71 22.22
17 84.90 87.62 -2.72 7.42
18 85.98 84.07 1.91 3.64
19 88.86 88.87 0.00 0.00
20 90.29 92.42 -2.12 4.50
21 88.73 84.07 4.66 21.69
22 82.89 87.62 -4.73 22.40
23 92.14 92.42 -0.28 0.08
24 92.90 88.87 4.03 16.26
25 90.33 84.07 6.26 39.15
26 84.24 87.62 -3.38 11.41
27 92.05 92.42 -0.37 0.14
28 93.28 88.87 4.41 19.45
29 85.80 87.62 -1.83 3.33
30 89.55 84.07 5.48 30.04
31 92.44 88.87 3.58 12.78
32 90.70 92.42 -1.72 2.96
33 86.84 88.24 -1.41 1.98
34 88.44 88.24 0.20 0.04
35 87.48 88.24 -0.77 0.59
SSresidual 623.69
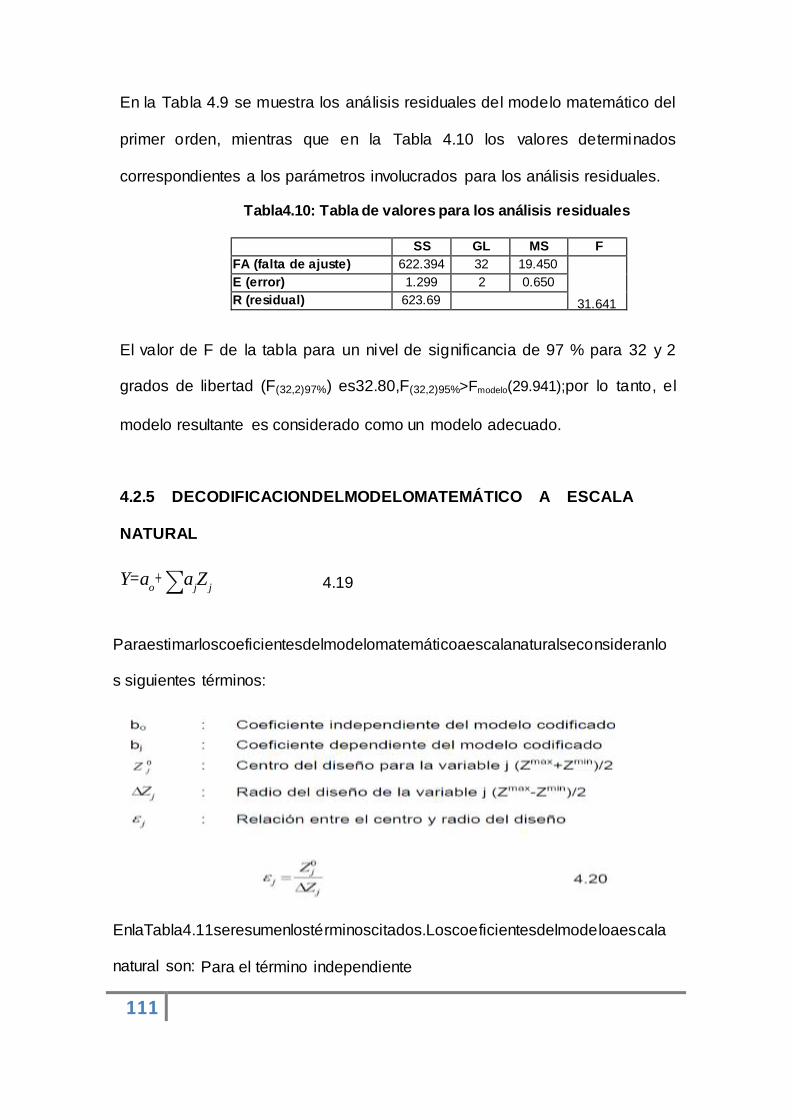
111
En la Tabla 4.9 se muestra los análisis residuales del modelo matemático del
primer orden, mientras que en la Tabla 4.10 los valores determinados
correspondientes a los parámetros involucrados para los análisis residuales.
Tabla4.10: Tabla de valores para los análisis residuales
SS GL MS F FA (falta de ajuste) 622.394 32 19.450
31.641
E (error) 1.299 2 0.650 R (residual) 623.69
El valor de F de la tabla para un nivel de significancia de 97 % para 32 y 2
grados de libertad (F(32,2)97%) es32.80,F(32,2)95%>Fmodelo(29.941);por lo tanto, el
modelo resultante es considerado como un modelo adecuado.
4.2.5 DECODIFICACIONDELMODELOMATEMÁTICO A ESCALA
NATURAL
Y=ao+∑a
jZ
j 4.19
Paraestimarloscoeficientesdelmodelomatemáticoaescalanaturalseconsideranlo
s siguientes términos:
EnlaTabla4.11seresumenlostérminoscitados.Loscoeficientesdelmodeloaescala
natural son: Para el término independiente

112
bo : coeficiente independiente en el modelo codificado
k : numero de variables significativamente
considerados
Para el término lineal:
Tabla4.11: Parámetros de decodificación a escala natural
Z2 Z6
bj 2.40 -1.77
Zmin 78 900
Zmax 92 1100
Centro del diseñoZ0
J
85 1000
Radio del diseñoΔZj 7 100
εj 12.14 10
El modelo matemático a escala natural calculado es el siguiente:
Yest =76.889+0.342Z2−0.0177Z
6 4.23
4.2.6 ANALISISDERECUPERACIONESYLEYESDEPLATAENEL
CONCENTRADODEPLOMO
De acuerdo a estas figuras se observa que las
modificacionesdelascondicionesdeoperacióndeacuerdoaldiseñofactoria
lno tienen mayores impactos sobre las recuperaciones y leyes de Plata
en el concentrado de Plomo, mientras que para la recuperación de
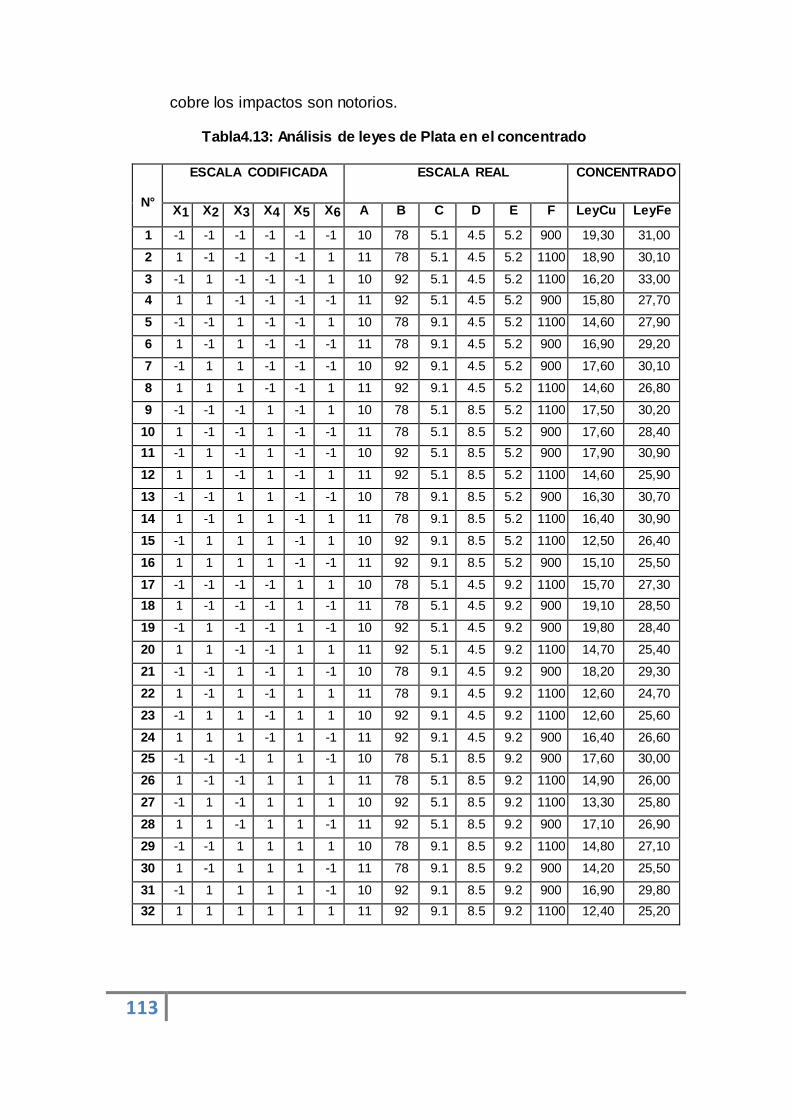
113
cobre los impactos son notorios.
Tabla4.13: Análisis de leyes de Plata en el concentrado
N°
ESCALA CODIFICADA ESCALA REAL CONCENTRADO
X1 X2 X3 X4 X5 X6 A B C D E F LeyCu LeyFe
1 -1 -1 -1 -1 -1 -1 10 78 5.1 4.5 5.2 900 19,30 31,00
2 1 -1 -1 -1 -1 1 11 78 5.1 4.5 5.2 1100 18,90 30,10
3 -1 1 -1 -1 -1 1 10 92 5.1 4.5 5.2 1100 16,20 33,00
4 1 1 -1 -1 -1 -1 11 92 5.1 4.5 5.2 900 15,80 27,70
5 -1 -1 1 -1 -1 1 10 78 9.1 4.5 5.2 1100 14,60 27,90
6 1 -1 1 -1 -1 -1 11 78 9.1 4.5 5.2 900 16,90 29,20
7 -1 1 1 -1 -1 -1 10 92 9.1 4.5 5.2 900 17,60 30,10
8 1 1 1 -1 -1 1 11 92 9.1 4.5 5.2 1100 14,60 26,80
9 -1 -1 -1 1 -1 1 10 78 5.1 8.5 5.2 1100 17,50 30,20
10 1 -1 -1 1 -1 -1 11 78 5.1 8.5 5.2 900 17,60 28,40
11 -1 1 -1 1 -1 -1 10 92 5.1 8.5 5.2 900 17,90 30,90
12 1 1 -1 1 -1 1 11 92 5.1 8.5 5.2 1100 14,60 25,90
13 -1 -1 1 1 -1 -1 10 78 9.1 8.5 5.2 900 16,30 30,70
14 1 -1 1 1 -1 1 11 78 9.1 8.5 5.2 1100 16,40 30,90
15 -1 1 1 1 -1 1 10 92 9.1 8.5 5.2 1100 12,50 26,40
16 1 1 1 1 -1 -1 11 92 9.1 8.5 5.2 900 15,10 25,50
17 -1 -1 -1 -1 1 1 10 78 5.1 4.5 9.2 1100 15,70 27,30
18 1 -1 -1 -1 1 -1 11 78 5.1 4.5 9.2 900 19,10 28,50
19 -1 1 -1 -1 1 -1 10 92 5.1 4.5 9.2 900 19,80 28,40
20 1 1 -1 -1 1 1 11 92 5.1 4.5 9.2 1100 14,70 25,40
21 -1 -1 1 -1 1 -1 10 78 9.1 4.5 9.2 900 18,20 29,30
22 1 -1 1 -1 1 1 11 78 9.1 4.5 9.2 1100 12,60 24,70
23 -1 1 1 -1 1 1 10 92 9.1 4.5 9.2 1100 12,60 25,60
24 1 1 1 -1 1 -1 11 92 9.1 4.5 9.2 900 16,40 26,60
25 -1 -1 -1 1 1 -1 10 78 5.1 8.5 9.2 900 17,60 30,00
26 1 -1 -1 1 1 1 11 78 5.1 8.5 9.2 1100 14,90 26,00
27 -1 1 -1 1 1 1 10 92 5.1 8.5 9.2 1100 13,30 25,80
28 1 1 -1 1 1 -1 11 92 5.1 8.5 9.2 900 17,10 26,90
29 -1 -1 1 1 1 1 10 78 9.1 8.5 9.2 1100 14,80 27,10
30 1 -1 1 1 1 -1 11 78 9.1 8.5 9.2 900 14,20 25,50
31 -1 1 1 1 1 -1 10 92 9.1 8.5 9.2 900 16,90 29,80
32 1 1 1 1 1 1 11 92 9.1 8.5 9.2 1100 12,40 25,20
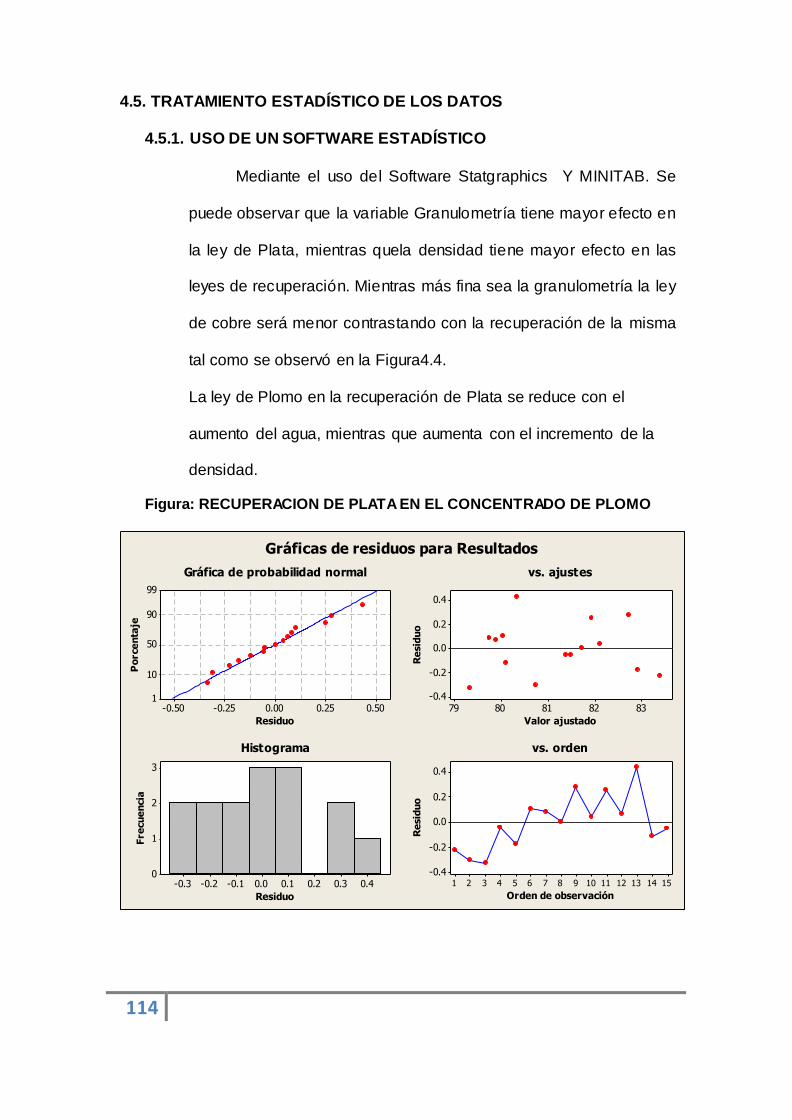
114
4.5. TRATAMIENTO ESTADÍSTICO DE LOS DATOS
4.5.1. USO DE UN SOFTWARE ESTADÍSTICO
Mediante el uso del Software Statgraphics Y MINITAB. Se
puede observar que la variable Granulometría tiene mayor efecto en
la ley de Plata, mientras quela densidad tiene mayor efecto en las
leyes de recuperación. Mientras más fina sea la granulometría la ley
de cobre será menor contrastando con la recuperación de la misma
tal como se observó en la Figura4.4.
La ley de Plomo en la recuperación de Plata se reduce con el
aumento del agua, mientras que aumenta con el incremento de la
densidad.
Figura: RECUPERACION DE PLATA EN EL CONCENTRADO DE PLOMO
0.500.250.00-0.25-0.50
99
90
50
10
1
Residuo
Po
rce
nta
je
8382818079
0.4
0.2
0.0
-0.2
-0.4
Valor ajustado
Re
sid
uo
0.40.30.20.10.0-0.1-0.2-0.3
3
2
1
0
Residuo
Fre
cu
en
cia
151413121110987654321
0.4
0.2
0.0
-0.2
-0.4
Orden de observación
Re
sid
uo
Gráfica de probabilidad normal vs. ajustes
Histograma vs. orden
Gráficas de residuos para Resultados

115
i i
Tabla4.19: Matriz codificada para el diseño hexagonal
N° X2 X6 1 1.0 0.000 2 0.5 0.866 3 -0.5 0.866 4 -1.0 0.000 5 -0.5 -0.866 6 0.5 -0.866 7 0.0 0.000 8 0.0 0.000 9 0.0 0.000
Para calcular los valores de las variables a escala natural, se construye la
Tabla 4.20 similar a la Tabla 4.11delaprimeraetapa.
Tabla4.20: Parámetros de decodificación a escala natural
N°
Z2 Z6
(-) 90 900
(+) 94 950
Z0 92 925
ΔZi 2 25
La escala natural tiene la siguiente ecuación:
Z =Z °+XiΔZi 4.28
RemplazandovaloresseobtienelamatrizaescalanaturalmostradoenlaTabla4.21
Tabla4.21: Valores a escala natural del diseño hexagonal
N° Z2 Z6 1 94.00 925.00 2 93.00 946.65 3 91.00 946.65 4 90.00 925.00 5 91.00 903.35 6 93.00 903.35 7 92.00 925.00 8 92.00 925.00 9 92.00 925.00
La Tabla 4.22 muestra los valores codificados y naturales con las

116
2 2
recuperaciones respectivas, luego de haber realizado las corridas
experimentales. Esta tabla está compuesta de 9 corridas: 6 de acuerdo con el
diseño y 3 replicas en el centro para calcular la varianza del error
experimental.
Tabla4.22: Resultados del diseño hexagonal
N°
CODIFICADO NATURAL RECUPERACIÓN X2 X6 Z2 Z6 (Y)
1 1.0 0.000 94.00 925.00 91.71 2 0.5 0.866 93.00 946.65 89.45 3 -0.5 0.866 91.00 946.65 85.57 4 -1.0 0.000 90.00 925.00 90.42 5 -0.5 -0.866 91.00 903.35 91.20 6 0.5 -0.866 93.00 903.35 92.55 7 0.0 0.000 92.00 925.00 91.01 8 0.0 0.000 92.00 925.00 90.21 9 0.0 0.000 92.00 925.00 90.39
El modelo matemático para el diseño hexagonal propuesto a escala codificada
es el siguiente:
Yest=90.5367+1.30167X2 −2.52021X6 +0.528333X2 −1.30174X6 +1.46074X2X6 4.29
El modelo a escala natural tiene la siguiente forma:
Yes=a o +∑a iZi +∑a ijZiZj +∑a ii ZI 4.30
Donde:
ao =bo −∑biεi +∑bijεiεj + ∑biiεI 4.31
ao : termino independiente del modelo matemático a escala natural
117
Para los términos lineales:
ai : Coeficiente de los términos lineales del modelo a escala natural.
Para los términos cuadráticos:
aii : Coeficiente del término cuadrático del modelo en escala natural.
Para los términos interacción:
aij : Coeficientes del término de interacción del modelo a
escala natural. Aplicando las ecuaciones para el modelo, se tiene
la Tabla 4.23.
Tabla4.23: Parámetros de decodificación a escala natural
Z2 Z6
Centro del diseño Z0
i
92.00 925
Radio del diseño ΔZi 2.00 25.00
Relación ε 46 37
4.2.1 PRESENTACIÓN ANÁLISIS E INTERPRETACIÓN DE DATOS.
4.2.1 ADICION DE PUNTOS CENTRALES AL DISEÑO 2k-1
En el diseño factorial de dos niveles, se supone que la
relación entre las variables independientes y respuesta obedecen
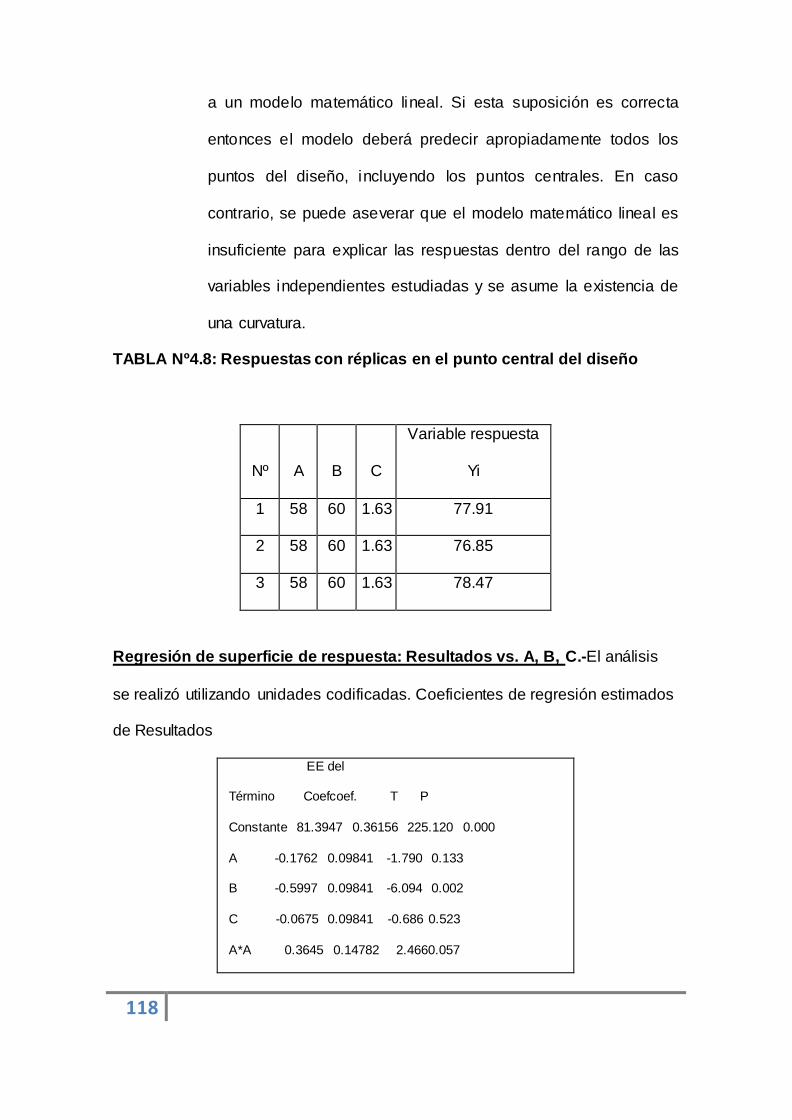
118
a un modelo matemático lineal. Si esta suposición es correcta
entonces el modelo deberá predecir apropiadamente todos los
puntos del diseño, incluyendo los puntos centrales. En caso
contrario, se puede aseverar que el modelo matemático lineal es
insuficiente para explicar las respuestas dentro del rango de las
variables independientes estudiadas y se asume la existencia de
una curvatura.
TABLA Nº4.8: Respuestas con réplicas en el punto central del diseño
Nº A B C
Variable respuesta
Yi
1 58 60 1.63 77.91
2 58 60 1.63 76.85
3 58 60 1.63 78.47
Regresión de superficie de respuesta: Resultados vs. A, B, C.-El análisis
se realizó utilizando unidades codificadas. Coeficientes de regresión estimados
de Resultados
EE del
Término Coefcoef. T P
Constante 81.3947 0.36156 225.120 0.000
A -0.1762 0.09841 -1.790 0.133
B -0.5997 0.09841 -6.094 0.002
C -0.0675 0.09841 -0.686 0.523
A*A 0.3645 0.14782 2.4660.057
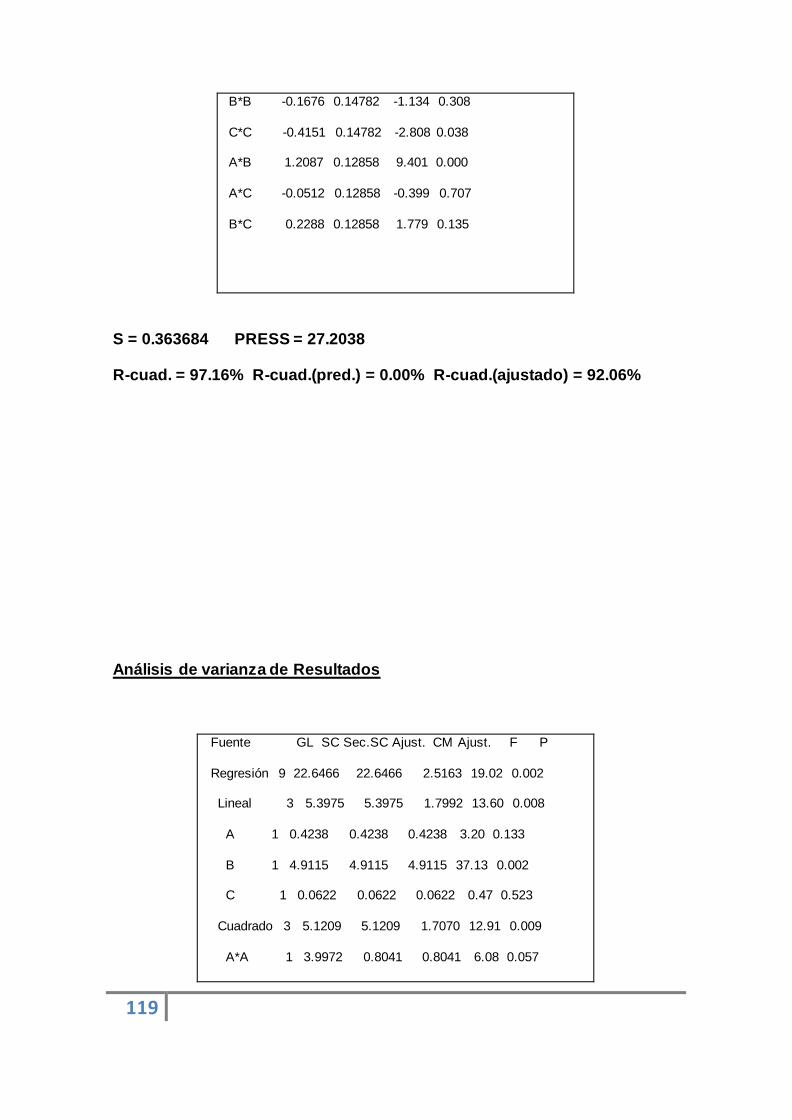
119
B*B -0.1676 0.14782 -1.134 0.308
C*C -0.4151 0.14782 -2.808 0.038
A*B 1.2087 0.12858 9.401 0.000
A*C -0.0512 0.12858 -0.399 0.707
B*C 0.2288 0.12858 1.779 0.135
S = 0.363684 PRESS = 27.2038
R-cuad. = 97.16% R-cuad.(pred.) = 0.00% R-cuad.(ajustado) = 92.06%
Análisis de varianza de Resultados
Fuente GL SC Sec.SC Ajust. CM Ajust. F P
Regresión 9 22.6466 22.6466 2.5163 19.02 0.002
Lineal 3 5.3975 5.3975 1.7992 13.60 0.008
A 1 0.4238 0.4238 0.4238 3.20 0.133
B 1 4.9115 4.9115 4.9115 37.13 0.002
C 1 0.0622 0.0622 0.0622 0.47 0.523
Cuadrado 3 5.1209 5.1209 1.7070 12.91 0.009
A*A 1 3.9972 0.8041 0.8041 6.08 0.057
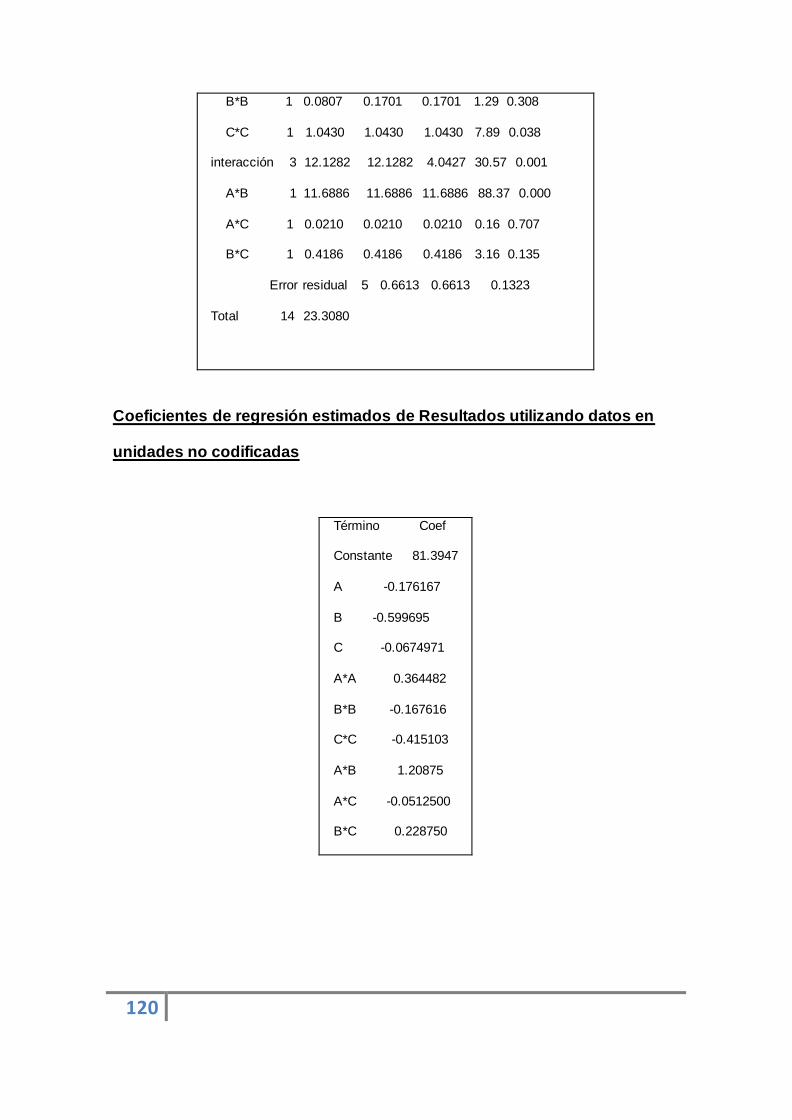
120
B*B 1 0.0807 0.1701 0.1701 1.29 0.308
C*C 1 1.0430 1.0430 1.0430 7.89 0.038
interacción 3 12.1282 12.1282 4.0427 30.57 0.001
A*B 1 11.6886 11.6886 11.6886 88.37 0.000
A*C 1 0.0210 0.0210 0.0210 0.16 0.707
B*C 1 0.4186 0.4186 0.4186 3.16 0.135
Error residual 5 0.6613 0.6613 0.1323
Total 14 23.3080
Coeficientes de regresión estimados de Resultados utilizando datos en
unidades no codificadas
Término Coef
Constante 81.3947
A -0.176167
B -0.599695
C -0.0674971
A*A 0.364482
B*B -0.167616
C*C -0.415103
A*B 1.20875
A*C -0.0512500
B*C 0.228750

121
4.2.2 CONTRASTACIÓN DE LA HIPÓTESIS.
4.5.5.1. ALTERNATIVA PARA MEJORAR EL INGRESO ECONOMICO:
Una alternativa de mejorar las uti lidades provenientes de
la actividad minera – metalúrgica se presenta por el lado de la
“Optimización del Control de densidades en el límite de molienda
y clasificación.
El presente trabajo propone lograr mayores utilidades mediante
la optimización del control de densidades en el circuito de
molienda y clasificación de la planta concentradora San Expedito
de la Compañía Minera Volcán, este se traducirá en una mayor
producción plomo-plata lo que llevara a un mayor ingreso por
concentrado de plata producida.
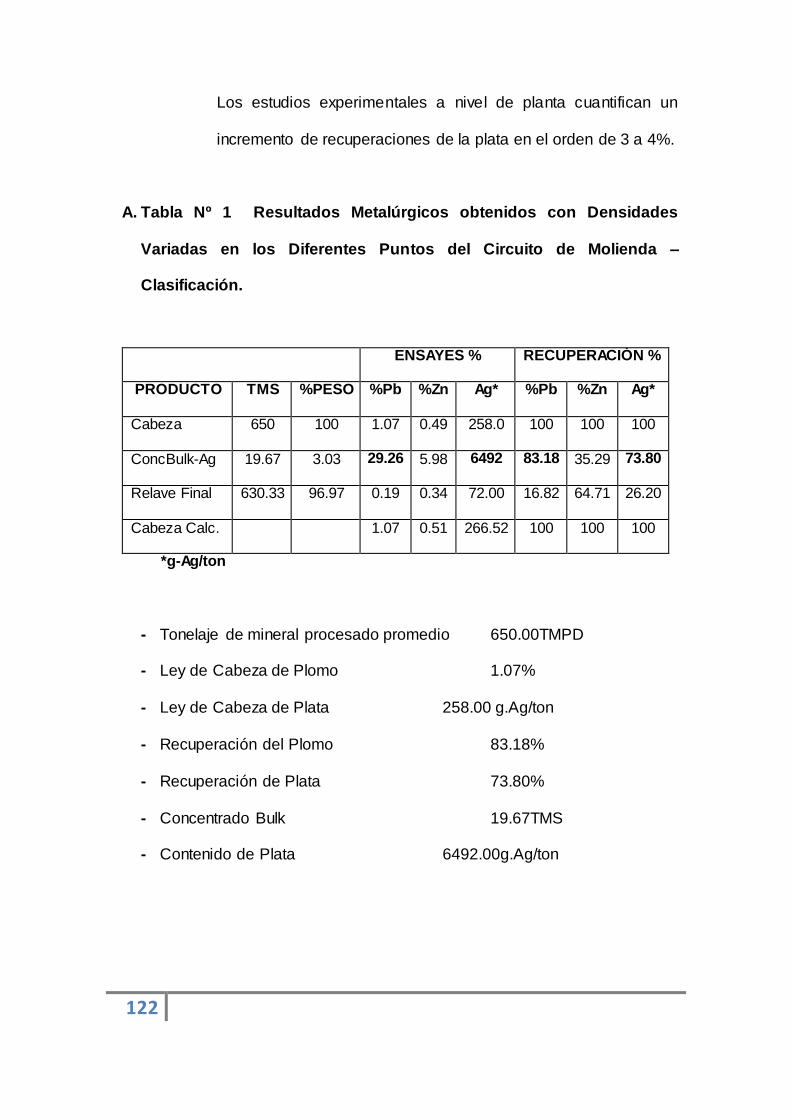
122
Los estudios experimentales a nivel de planta cuantifican un
incremento de recuperaciones de la plata en el orden de 3 a 4%.
A. Tabla Nº 1 Resultados Metalúrgicos obtenidos con Densidades
Variadas en los Diferentes Puntos del Circuito de Molienda –
Clasificación.
ENSAYES % RECUPERACIÓN %
PRODUCTO TMS %PESO %Pb %Zn Ag* %Pb %Zn Ag*
Cabeza 650 100 1.07 0.49 258.0 100 100 100
ConcBulk-Ag 19.67 3.03 29.26 5.98 6492 83.18 35.29 73.80
Relave Final 630.33 96.97 0.19 0.34 72.00 16.82 64.71 26.20
Cabeza Calc. 1.07 0.51 266.52 100 100 100
*g-Ag/ton
- Tonelaje de mineral procesado promedio 650.00TMPD
- Ley de Cabeza de Plomo 1.07%
- Ley de Cabeza de Plata 258.00 g.Ag/ton
- Recuperación del Plomo 83.18%
- Recuperación de Plata 73.80%
- Concentrado Bulk 19.67TMS
- Contenido de Plata 6492.00g.Ag/ton
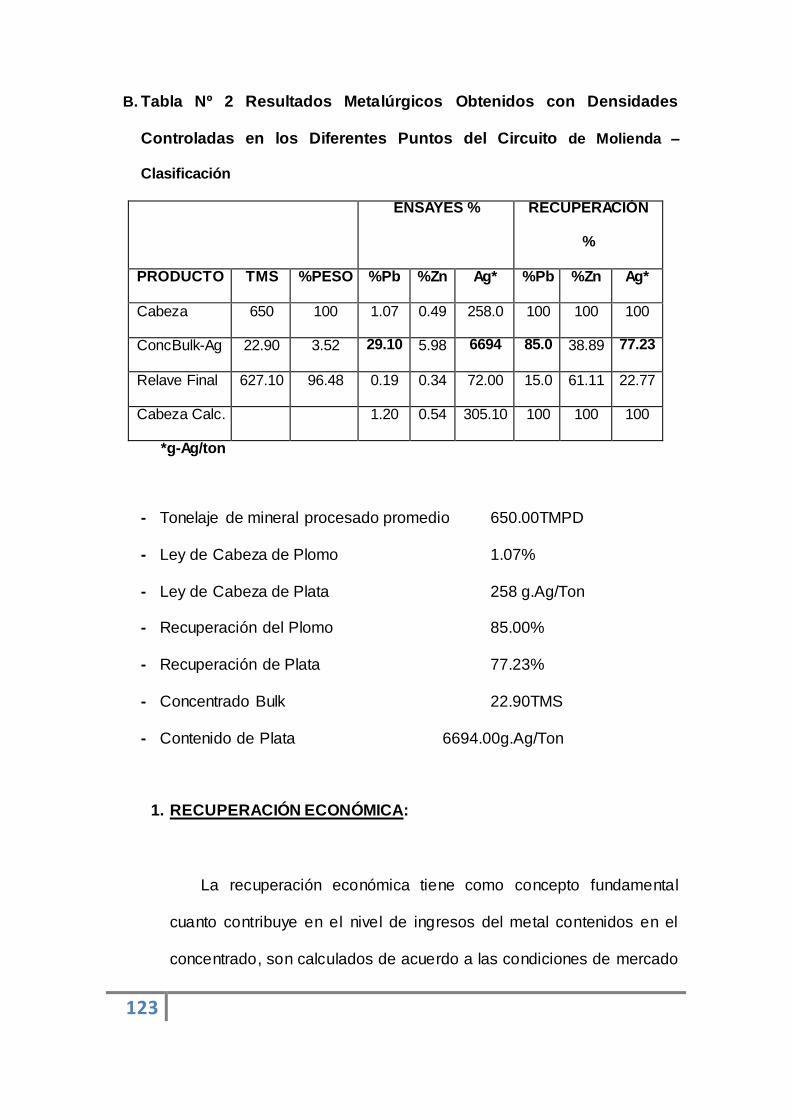
123
B. Tabla Nº 2 Resultados Metalúrgicos Obtenidos con Densidades
Controladas en los Diferentes Puntos del Circuito de Molienda –
Clasificación
ENSAYES % RECUPERACIÓN
%
PRODUCTO TMS %PESO %Pb %Zn Ag* %Pb %Zn Ag*
Cabeza 650 100 1.07 0.49 258.0 100 100 100
ConcBulk-Ag 22.90 3.52 29.10 5.98 6694 85.0 38.89 77.23
Relave Final 627.10 96.48 0.19 0.34 72.00 15.0 61.11 22.77
Cabeza Calc. 1.20 0.54 305.10 100 100 100
*g-Ag/ton
- Tonelaje de mineral procesado promedio 650.00TMPD
- Ley de Cabeza de Plomo 1.07%
- Ley de Cabeza de Plata 258 g.Ag/Ton
- Recuperación del Plomo 85.00%
- Recuperación de Plata 77.23%
- Concentrado Bulk 22.90TMS
- Contenido de Plata 6694.00g.Ag/Ton
1. RECUPERACIÓN ECONÓMICA:
La recuperación económica tiene como concepto fundamental
cuanto contribuye en el nivel de ingresos del metal contenidos en el
concentrado, son calculados de acuerdo a las condiciones de mercado
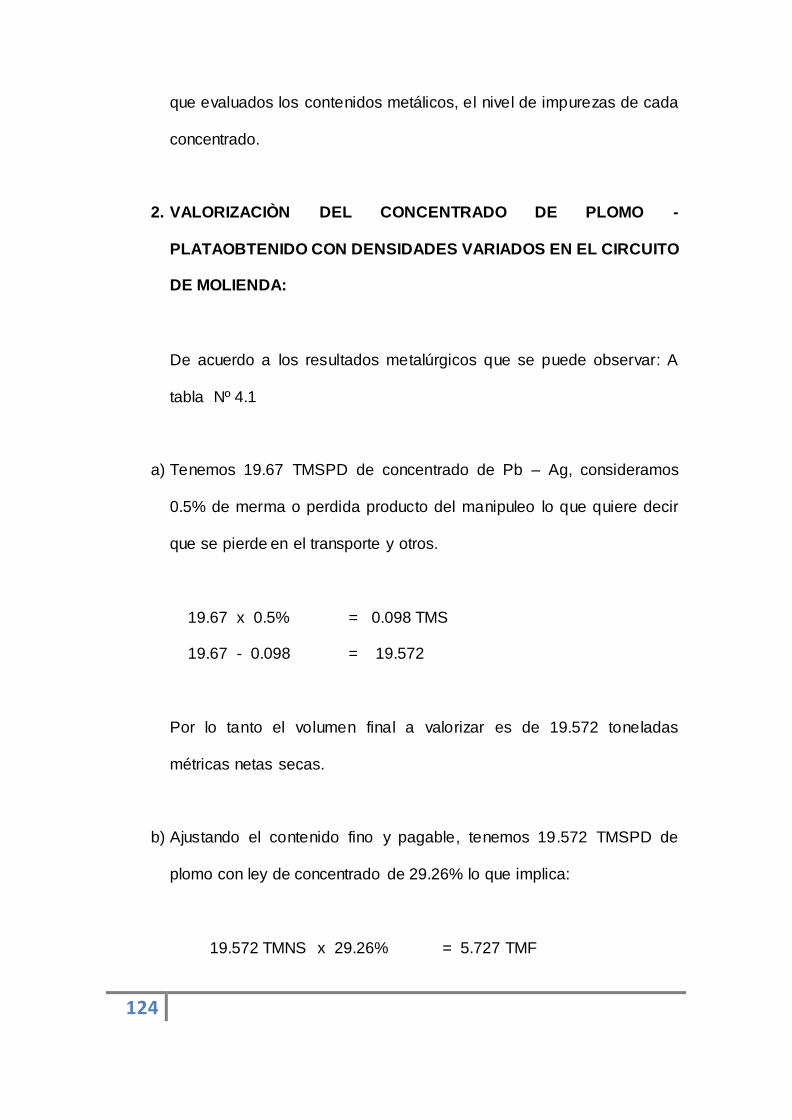
124
que evaluados los contenidos metálicos, el nivel de impurezas de cada
concentrado.
2. VALORIZACIÒN DEL CONCENTRADO DE PLOMO -
PLATAOBTENIDO CON DENSIDADES VARIADOS EN EL CIRCUITO
DE MOLIENDA:
De acuerdo a los resultados metalúrgicos que se puede observar: A
tabla Nº 4.1
a) Tenemos 19.67 TMSPD de concentrado de Pb – Ag, consideramos
0.5% de merma o perdida producto del manipuleo lo que quiere decir
que se pierde en el transporte y otros.
19.67 x 0.5% = 0.098 TMS
19.67 - 0.098 = 19.572
Por lo tanto el volumen final a valorizar es de 19.572 toneladas
métricas netas secas.
b) Ajustando el contenido fino y pagable, tenemos 19.572 TMSPD de
plomo con ley de concentrado de 29.26% lo que implica:
19.572 TMNS x 29.26% = 5.727 TMF
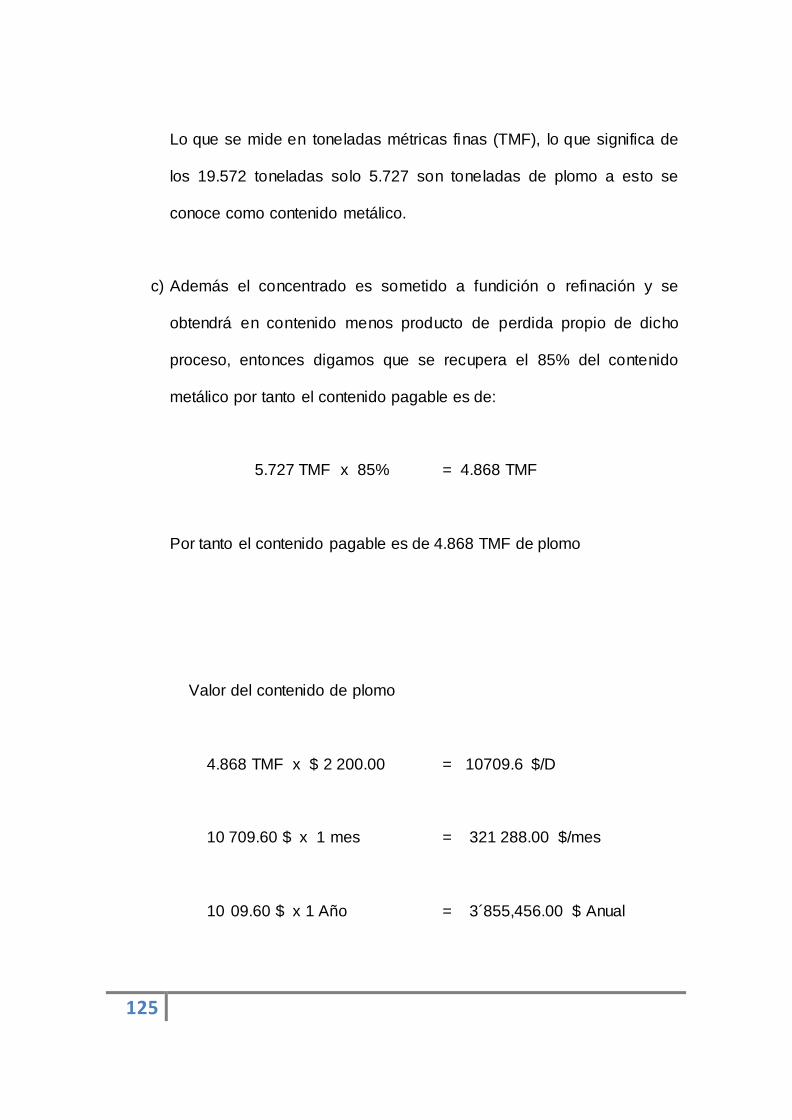
125
Lo que se mide en toneladas métricas finas (TMF), lo que significa de
los 19.572 toneladas solo 5.727 son toneladas de plomo a esto se
conoce como contenido metálico.
c) Además el concentrado es sometido a fundición o refinación y se
obtendrá en contenido menos producto de perdida propio de dicho
proceso, entonces digamos que se recupera el 85% del contenido
metálico por tanto el contenido pagable es de:
5.727 TMF x 85% = 4.868 TMF
Por tanto el contenido pagable es de 4.868 TMF de plomo
Valor del contenido de plomo
4.868 TMF x $ 2 200.00 = 10709.6 $/D
10 709.60 $ x 1 mes = 321 288.00 $/mes
10 09.60 $ x 1 Año = 3´855,456.00 $ Anual
126
d) En el concentrado de plomo tiene un contenido de plata que se conoce
como valioso lo que se considera como un contenido pagable. El
concentrado de plomo tiene un contenido de plata pagable de 228.97
Oz/ton.
Contenido de plata pagable $ 228.97 – 5 = 223.97 oz/ton
Debido a la cotización internacional se considera menos 2 dólares de la
cotización ajustada $ 21.00 - 2.0 $ = $ 19.00, también solo se
reconocerá el 90% de los 223.97 = oz/ton.
223.97 oz/ton x 90% x 19.0$ x 19.572 = $ 74958.54
$ 74958.54 x 1 mes = $/mes 2248756.45
$ 74958.54 x 1 año = $/año 26´985,074.40
3. VALORIZACIÓN DEL CONCENTRADO DE PLOMO OBTENIDO CON
LAS DENSIDADES CONTROLADAS EN EL CIRCUITO DE
MOLIENDA.
De acuerdo a los resultados metalúrgicos que se puede observar en la
B tabla Nº 4.2.

127
a) Tenemos 22.90 TMSPD de concentrado de Pb – Ag, considerando
0.5% de merma o perdida del material producto del manipuleo lo que
quiere decir que se pierde en el transporte y otros.
22.90 TMSD x 0.5% = 0.11 TMSPD
22.90 TMSD - 0.11 TMSPD = 22.785 TMSPD
Por lo tanto el volumen final a valorizar es de 22.785 TMSPD.
b) Ajustando el contenido fino y pagable tenemos 22.785 TMSPD de
plomo con ley de concentrado de 29.10% lo que implica:
22.785 TMS x 29.10 % = 6.63 TMF
Lo que se mide en toneladas métricas finas (TMF) y esto implica de las
22.785 toneladas solo 6.63 son toneladas de plomo a esto se conoce
como contenido metálico.
c) Además el concentrado es sometido a fundición o refinación y se
obtendrá un contenido menor producto de perdida propia de dicho
proceso, entonces digamos que se recupera el 85% del contenido
metálico por lo tanto el contenido pagable es de:
6.63 TMF x 85% = 5.636 TMF
128
Por lo tanto el contenido pagable es de 5.636 TMF de plomo, entonces
el valor del contenido de plomo es:
5.636 TMF x $ 2 200.00 = 12 399.2 $/TMF
12399.2 x 1 mes = 371 976.0 $/mes
12 399.2 x 1 año = 4´463 712.00 $ año
d) El concentrado de plomo tiene un contenido de plata que se conoce
como valioso lo que se considera como un contenido pagable.
El concentrado de plomo tiene = 236.097 oz Ag/ton
Contenido de plata pagable $ 236.097 – 5 = 231.097 oz/ton
Debido a la cotización internacional se considera menos 2 dólares de la
cotización ajustada $ 21.00 - $ 2.00 = $ 19.00, también solo se
considera el 90% de los 210.94 oz/ton.
231.097 oz/ton x 90% x 19.00 x 22.785 = 90040.82 $
90040.82 $ x 1 mes = 2´701 224.659

129
90040.82 $ x 1año = 32´414 695.20
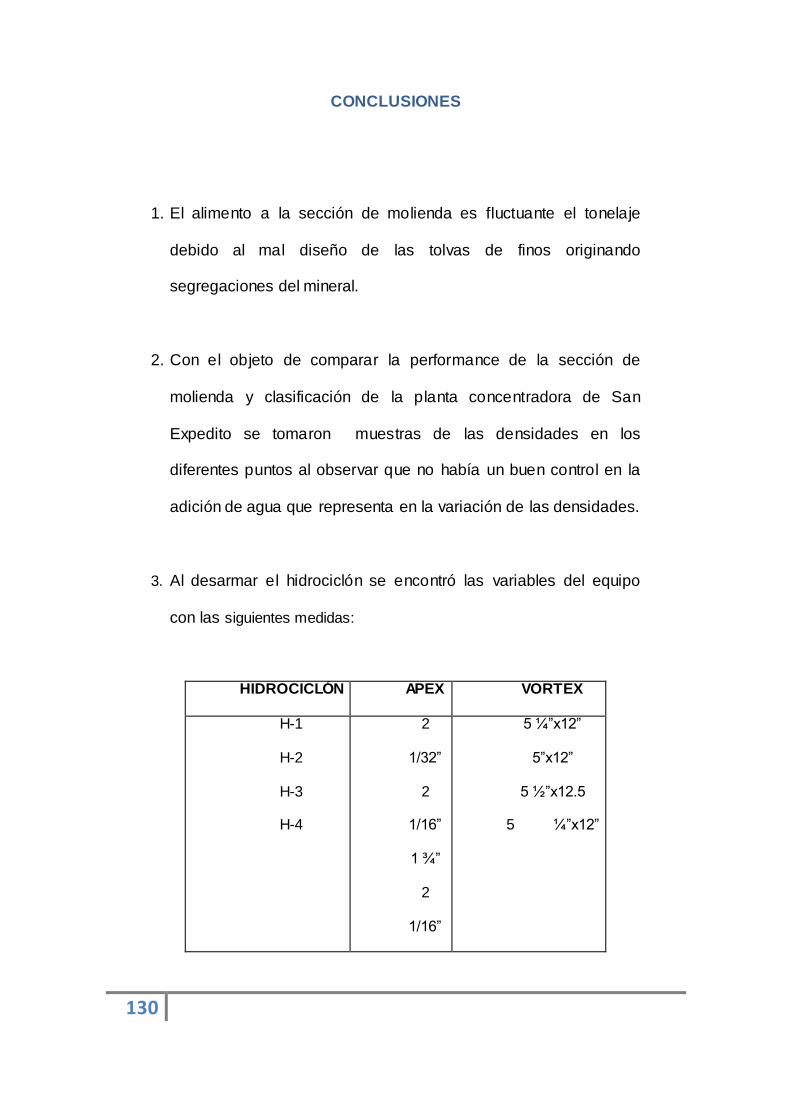
130
CONCLUSIONES
1. El alimento a la sección de molienda es fluctuante el tonelaje
debido al mal diseño de las tolvas de finos originando
segregaciones del mineral.
2. Con el objeto de comparar la performance de la sección de
molienda y clasificación de la planta concentradora de San
Expedito se tomaron muestras de las densidades en los
diferentes puntos al observar que no había un buen control en la
adición de agua que representa en la variación de las densidades.
3. Al desarmar el hidrociclón se encontró las variables del equipo
con las siguientes medidas:
HIDROCICLÓN APEX VORTEX
H-1
H-2
H-3
H-4
2
1/32”
2
1/16”
1 ¾”
2
1/16”
5 ¼”x12”
5”x12”
5 ½”x12.5
5 ¼”x12”

131
De los 4 hidrociclones tanto el Apex como el Vortex se encontró
gastado y de diferentes tamaños.
4. Las densidades de operación en los diferentes puntos del circuito
de molienda y clasificación de ambos circuitos varía mucho
debido a la adición de agua en exceso algunas veces y en la
disminución otras veces, ósea no hay un buen control en la
adición de agua en ambos circuitos.

132
RECOMENDACIONES
1. Se recomienda controlar mejor en la sección de chancado para
evitar la segregación en la tolva de finos, para lo cual el producto
de la sección chancado en lo posible sea 100% - ½” y de esta
manera aliviar el circuito de molienda en lo que respecta al molino
secundario.
2. Para mejorar la eficiencia del circuito de molienda en general se
recomienda lo siguiente:
- Controlar la adición de agua en función a las densidades
recomendadas (ver diagrama de flujo).
- Uniformizar el tamaño del spigot o ápex a 1 ½” de diámetro y con
vòrtex de 6’ x 8’, bajando de esta manera la carga circulante de
190.47% a 163.35%.
- Optimizar la carga de bolas a los molinos para minimizar el
consumo de bolas.
3. Mejorar la eficiencia de clasificación, jugando con las variables de
operación y diseño de la siguiente manera:

133
- Definir la pulpa de alimentación el hidrociclón de 50.73%(d =
1.630kg/lt) a 36.14% de sólidos (d = 1.390kg/lt) con esta se
consigue bajar el porcentaje de corto circuito de 35.80% a 22.00%
y una mejor remoción de finos.
4. Al mejorar la clasificación se tiene una mejor remoción de finos y
una mayor densidad (2300 Kg/lt) mejorando de esta manera la
calidad del alimento a los molinos secundarios y un incremento
del tiempo de residencia.

134
REFERENCIA BIBLIOGRAFICA
1. BOND, Fred C. “The Third Theory of Conminution” AIME, Trens. Vol 93, p.
484 Mining Engineering, mayo 1952.
2. D. BRAÑES, Henry “ Pulpas en Minería” Lima – Perú 1984
3. ERROL G. KELLY, D. SPOTTISWOOD, “Introducción al Procesamiento de
Minerales” Ed. Noriega – Limusa 1990 México
4. OLIVERA MATOS, F. “Diseño de Plantas Metalúrgicas” curso dictado año
2006.
5. RIVERA ZEBALLOS, Juan “Compendio de Conminución” Concytec –
octubre 2003 pp. 381 – 386
6. ROJAS, J. “Determinación del Consumo de Energía en la Molienda
utilizando un molino de laboratorio”, Dpto. Ingeniería Metalúrgica,
Universidad de Santiago de Chile 1985.
7. SCHUHMANN, “Principles of Conminution Size Distribution and Surface
Calculations” AIME Technical paper N° 1189, Julio 1940

135
8. SEPULVEDA J. GUTIERREZ L. “Dimensionamiento y Optimización de
Plantas Concentradoras Mediante Técnicas de Modelación Matemática”
CIMM 1986.
9. TECSUP, VI Simposio Internacional Mineralurgia 2006, “Tecnologías
Emergentes en el Procesamiento de Minerales” agosto 2006.

136
ANEXOS

137
CRONOGRAMA DE ACTIVIDADES
Actividad Duración de meses
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
1 Ajuste de anteproyecto
2 Establecer contacto con
la población objeto de
estudio
3 Elaborar o ajustar
instrumentos para la
recolección de
información
4 Elaborar marco teórico
5 Aplicar el instrumento y
recoger información
6 Procesar los datos
7 Describir los resultados

138
8 Analizar los resultados
9 Redactar el informe final
10 Revisión del informe
final por parte del asesor
11 Entrega del informe final

139
TITULO DEL
TRABAJO DE
INVESTIGACIO
N
VARIABLES E
INDICADORES
PROBLEMA GENERAL
Y ESPECIFICOS
OBJETIVO GENERAL Y
ESPECIFICOS
HIPOTESIS GENERAL
Y ESPECIFICOS
DISEÑO
DE
INVESTIG
ACION
METODOS Y
TECNICAS DE
INVESTIGACI
ON
POBLACION
Y MUETRSA
DE ESTUDIO
OPTIMIZACIÓN
DEL CIRCUITO
DE MOLIENDA –
CLASIFICACION
PARA LA
RECUPERACIÓN
DE MINERALES
VALIOSOS”
CONCENTRADO
RA“SAN
EXPEDITO” CIA
MINERA
Los indicadores
considerados
después de una
serie de pruebas
metalúrgicas, son:
-Granulometría
Del mineral
-El tiempo de
molienda
PROBLEMA GENERAL
¿Cómo es la relación de
la Optimización del
circuito de Molienda –
Clasificación con la
recuperación de
minerales valiosos”
Concentradora “SAN
EXPEDITO” CIA
MINERA
VOLCAN.S.A_2010?
OBJETIVO GENERAL
Describir y determinar la
optimización del circuito
de Molienda –
Clasificación para la
Recuperación de
Minerales valiosos”
Concentradora “SAN
EXPEDITO” CIA MINERA
VOLCAN.S.A _2010.
OBJETIVOS
HIPOTESIS GENERAL
La optimización del
circuito de Molienda –
Clasificación se
relaciona directamente
con la recuperación de
minerales valiosos”
Concentradora “SAN
EXPEDITO” CIA
MINERA VOLCAN
S.A_2010.
Experime
ntal puro
correlacio
nal.
METODOS
Experimental
Inferencial
TECNICAS
Muestreo de
minerales.
Estadístico.
Recolección
de información
y datos
POBLACIÓN
Minerales de
cobre del
yacimiento del
depósito de
candelaria
MUESTRA
De chancado y
zarandeo y el
segundo de
homogenización
MATRIZ DE CONSISTENCIA

140
VOLCAN.S.A_
2010.
-La densidad
de la pulpa
PROBLEMAS
ESPECÍFICOS
-¿Cómo el tiempo de
molienda se relaciona
con la recuperación de
minerales valiosos?
-¿Cómo las densidades
de la pulpa se relaciona
con la recuperación de
minerales valiosos?
-¿De qué manera
Granulometría influye
en la recuperación de
minerales valiosos?
ESPECIFICOS
-Determinar la relación del
tiempo de molienda con la
recuperación de minerales
valiosos.
-Determinar la relación de
las densidades de la pulpa
con la recuperación de
minerales valiosos.
-Analizar y establecer la
relación de la
granulometría con la
recuperación de minerales
valiosos.
HIPOTESIS
ESPECÍFICOS
-El tiempo de molienda
influye directamente en
la recuperación de
minerales valiosos.
-Las densidades de la
pulpa influyen
directamente en la
recuperación de
minerales valiosos.
-La granulometría
influye directamente en
la recuperación de
minerales valiosos.
Procesamiento
de datos
(programa
Minitab )
y partición de
muestras.


















