RFID IN FORESTRY: Prospects of an RFID-based log - DiVA
53
Rapportserie FSCN - ISSN 1650-5387 2006:39 FSCN-rapport R-06-63 Sundsvall 2006 RFID IN FORESTRY: Prospects of an RFID-based log tracking system as an alternative to stamping FSCN Fibre Science and Communication Network - ett skogsindustriellt forskningsprogram vid Mittuniversitetet Daniel Timpe
Transcript of RFID IN FORESTRY: Prospects of an RFID-based log - DiVA

Rapportserie FSCN - ISSN 1650-5387 2006:39FSCN-rapport R-06-63
Sundsvall 2006
RFID IN FORESTRY:Prospects of an RFID-based log tracking
system as an alternative to stamping
FSCNFibre Science and Communication Network
- ett skogsindustriellt forskningsprogram vid Mittuniversitetet
Daniel Timpe


FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 1(50)
CONTENT
SUMMARY ................................................................................................................................ 2 1. INTRODUCTION............................................................................................................. 3 2. PROBLEM DEFINITION................................................................................................. 3 3. METHODOLOGY............................................................................................................ 4 4. SCA IN BRIEF ................................................................................................................ 5 5. RFID IN BRIEF................................................................................................................ 5 5.1 Tag Properties................................................................................................................. 5 5.2 Frequencies..................................................................................................................... 6 5.3 Applications ..................................................................................................................... 6 5.4 Standards and Certification............................................................................................. 7 5.5 Tag Formats .................................................................................................................... 8 5.6 Readers........................................................................................................................... 9 6. THE WOOD SUPPLY CHAIN OF SCA.......................................................................... 9 7. THE INFORMATION NETWORK OF THE WOOD SUPPLY CHAIN .......................... 11 8. FESAIBILIY REQUIREMENTS AND TECHNOLOGICAL CHALLENGES ................ 14 9. THE WOOD SUPPLY CHAIN OF SCA WITH AN RFID APPLICATION..................... 16 10. REVIEW OF RELEVANT LITERATURE AND KNOWLEDGE.................................... 18 10.1 The RFID Industry ......................................................................................................... 19 10.2 RFID in Forestry today .................................................................................................. 19 10.3 Available Tag Designs under Consideration................................................................. 23 11. EXPERIMENTS WITH RFID LABEL AND LOG .......................................................... 24 12. ANALYSING THE COSTS OF AN RFID SYSTEM...................................................... 28 12.1 The four Phases of RFID Implementation..................................................................... 28 12.2 Today’s Costs at the Ortviken Paper Mill ...................................................................... 29 12.3 Nine Scenarios .............................................................................................................. 31 12.4 Related Calculations ..................................................................................................... 33 12.5 First Assumption: One Tag/Stack ................................................................................. 33 12.6 Second Assumption: One Tag/Stack and one Tag/Pile................................................ 34 13. CONCLUSIONS AND RECOMMENDATIONS ......................................................... 35 REFERENCES ........................................................................................................................ 37
Appendix A: One Tag/Stack ................................................................................................. 39 Appendix B: 1 Tag/Stack & 1 Tag/Pile................................................................................. 43 Appendix C: 2 Tags/Stack & 1 Tag/Pile............................................................................... 47


FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 2(50)
SUMMARY
The investigation presented in this report was undertaken for SCA Skog AB in cooperation with the Fibre Science and Communication Network (FSCN) at Mid‐Sweden University to explore the prospects of a future cost‐effective and feasible log tracking system that is based on an application of Radio Frequency Identification (RFID). A thorough review of relevant literature revealed that there have been previous attempts to
utilize RFID in this context. However, no complete RFID‐based log tracking system has yet been commercially implemented with success. To understand how technical obstacles could be overcome, different tag designs were
studied. Unfortunately, it had to be concluded, that there is no mass‐produced tag available on the market that would fit SCA’s special requirements regarding handling, durability, weather resistance and material constraints. However, experiments have shown that it is technically possible to customize inexpensive
RFID paper labels in such a way that they fit this application. The main focus in the customisation process must be on making the label waterproof and keeping control over the near field of the antenna. In trying to keep the costs of an RFID‐based log identification system low, it is essential to
reduce the number of marked logs to a minimum. To explore how that could be achieved, it is important to understand that there are two units of logs with different sizes that require identification along the chain: piles and stacks. In an ideal case, one should be able to identify all wood by putting just one RFID tag on each pile and each stack. That system draft requires that marking activities are split between forwarders and truck drivers. A deeper investigation of how the current cost structures along the chain would change in
case of an implementation of RFID revealed that from setting up the system to running it commercially in such a way that maximum benefit can be incurred, four different phases would be undergone. A detailed financial analysis was done on the 2nd phase, which involves the least amount of
uncertainty and is the most important phase when it comes to the strategic decision of whether or not to invest in an RFID pilot project. That analysis is based on different scenarios evolving around two factors that are expected to be influenced by an implementation of RFID: the total volume of inventory along the chain and the volume of pulp wood that needs to be downgraded. The purpose of the analysis is to present prices per tag at which a break‐even situation
where total costs do not exceed today’s costs is reached. Based on the results of the analysis, one may assume with reasonable confidence that it is possible to create the desired RFID‐based log tracking system and customize tags accordingly without adding to the operational costs along the chain, given that the number of marked logs can be reduced significantly.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 3(50)
1. INTRODUCTION
Throughout the history of mankind, succeeding in business has been a function of how well business entities and entrepreneurs have made use of new, innovative technologies. In the second half of the 20th century we have witnessed how the computer has revolutionized the way of doing business. Today, few businesses can survive offline. Not only have a vast amount of management software, but also company intranets and integrated supply chain networks revolutionized the business world. It has enhanced the trend of globalisation by creating new prospect of making profit all around the globe.
Now, a new type of technologies, so‐called RFID (Radio Frequency Identification) is
emerging and is expected to have just as much of an impact on the commercial world as the development of the computer and the internet.
In RFID systems, an item is tagged with a small transponder that consists of a silicon chip
and an antenna. Via radio waves this transponder can automatically communicate any kind of data to other computer systems. This capability opens up possibilities to create what some call an “Internet for Things”: a world in which items are automatically identified, monitored, tracked, and traced in real‐time by computer systems that can then trigger events on the tagged items without any human intervention.
Obviously, this has the potential to revolutionize supply chain management in various
industries. As human errors are almost eliminated and real‐time control of the items in the chain is achieved, lead times and inventory levels may be reduced, while ordering, tracking, accounting and administration activities are further automated and stream‐lined. While many industries are beginning to embrace RFID, forestry is an industry that has not
yet been penetrated by this new technology. However, processes in forestry are just as much under pressure to become ever more cost effective as any other business activity in other industries. A recent study of the Forestry Research Institute of Sweden (Skogforsk) has shown that costs in forestry have risen in 2004 (Dagbladet, 29 October 2005). RFID may offer a number of benefits that could help reverse this trend. Tagging logs with
RFID devices could help plan logging and shipment activities more efficiently while more information on different wood properties is obtained. That may create possibilities to reduce inventory levels and to make the utilization of resources more efficient.
This report explores just how RFID could be implemented in forestry to achieve the above‐
mentioned benefits and cost savings. It gives an insight into what technical challenges need to be dealt with in this context and provides a cost‐ benefit analysis that shows under what circumstances RFID becomes a cost‐effective alternative to current log identification and tracking procedures.
2. PROBLEM DEFINITION
The purpose of this report is to outline the preliminary results of a project undertaken by SCA Skog AB and the Fibre Science and Communication Network (FSCN) at Mid‐Sweden University. The report is based on work done between September 2005 and January 2006.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 4(50)
The objective of the above‐mentioned project is to investigate whether there is a cost‐
effective and feasible possibility to substitute the procedure of stamping logs for identification and tracking purposes with an application of RFID technologies. The results presented in this report are based on a thorough review of relevant literature, experiments in the area of tag design and log tagging, and an analysis of the financial aspects of a possible implementation of RFID. Project participants are:
• Hans‐Erik Nilsson, Professor in Electronics, Department of Information
Technology and Media, Mid‐Sweden University • Mikael Gulliksson, Research Coordinator Print and Media Technology/FSCN,
Mid‐Sweden University
• Leif Olsson, Ph D in Forest Logistics, Department of Engineering, Physics and Mathematics/FSCN, Mid‐Sweden University
• Mårten Larsson, Head of TQM and Technical Development, SCA Skog
• Per‐Anders Hedström, Head of Innovation and Development, SCA Skog
• Johan Sidén, PhD student in Electronics, Department of Information Technology
and Media/FSCN, Mid‐Sweden University
• Daniel Timpe, Undergraduate student of Business Economics, The Hague University of Professional Education
3. METHODOLOGY
Since the nature of this study is largely exploratory, the main method for gathering knowledge about the subject was contacting researchers in the field of RFID as well as representatives of RFID‐related companies and SCA Skog AB. Most of the contacts with parties and people not participating in this project were
established through email. The internet and different online‐databases were searched for relevant literature and interesting organisations. These companies, research institutes, etc. were then contacted by email to ask specific questions regarding their area of knowledge relevant for this study. In addition to that, experiments were conducted, involving an RFID device and a small log
to get first‐hand knowledge on the technical challenges involved. Moreover, the cost structure and cost volume along the supply chain was analysed to investigate whether or not a future RFID‐based log tracking system is a cost effective alternative to current procedures.
FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 5(50)
4. SCA IN BRIEF
SCA is a large, Sweden‐based, international paper company with annual revenue of roughly SEK 90 billion. It manufactures a variety of products, ranging from publication papers to packaging solutions and hygiene products. SCA Skog is a part of SCA Forest Products, one of the many business groups of SCA. Its task is to manage the forests SCA owns in Sweden, which amount to an area of 2.6 million hectares.
5. RFID IN BRIEF
According to the RFIDjournal, Radio Frequency Identification (RFID) may be defined as follows:
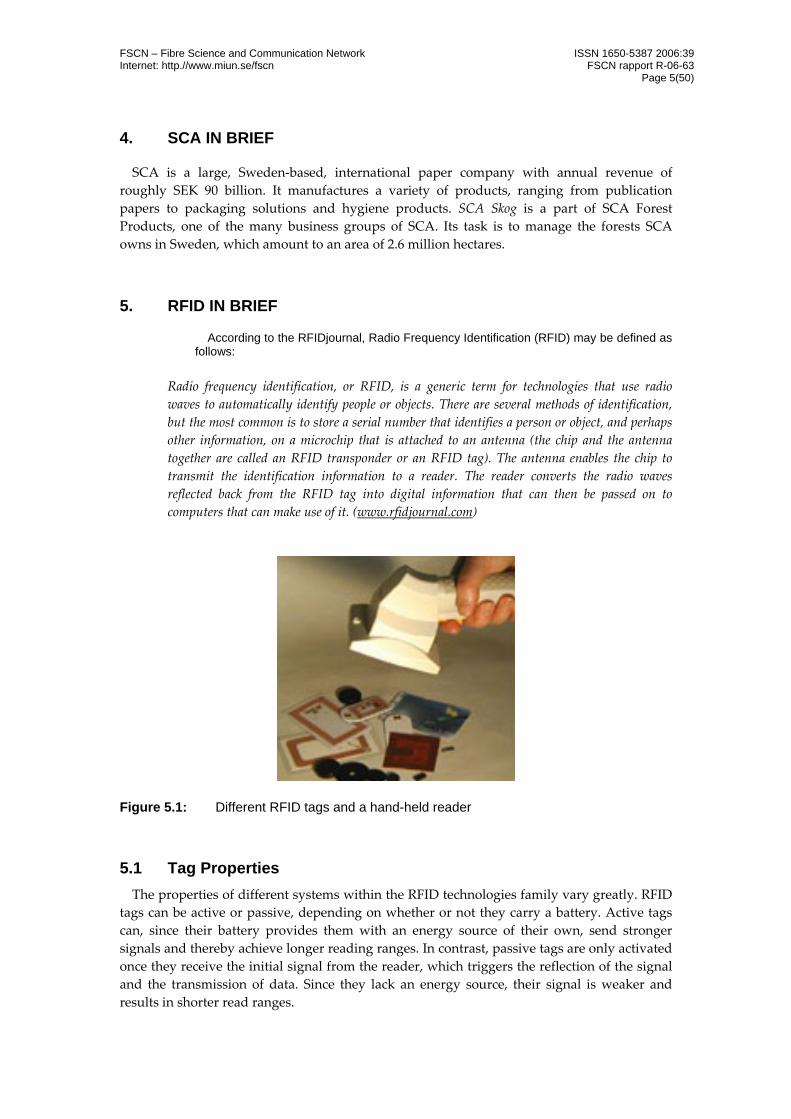
Radio frequency identification, or RFID, is a generic term for technologies that use radio waves to automatically identify people or objects. There are several methods of identification, but the most common is to store a serial number that identifies a person or object, and perhaps other information, on a microchip that is attached to an antenna (the chip and the antenna together are called an RFID transponder or an RFID tag). The antenna enables the chip to transmit the identification information to a reader. The reader converts the radio waves reflected back from the RFID tag into digital information that can then be passed on to computers that can make use of it. (www.rfidjournal.com)
Figure 5.1: Different RFID tags and a hand-held reader
5.1 Tag Properties The properties of different systems within the RFID technologies family vary greatly. RFID
tags can be active or passive, depending on whether or not they carry a battery. Active tags can, since their battery provides them with an energy source of their own, send stronger signals and thereby achieve longer reading ranges. In contrast, passive tags are only activated once they receive the initial signal from the reader, which triggers the reflection of the signal and the transmission of data. Since they lack an energy source, their signal is weaker and results in shorter read ranges.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 6(50)
A drawback to attaching a battery to the chip is that it limits the lifetime of the tag. Given
that they remain undamaged, passive tags have no pre‐defined limit to their lifetime, whereas active tags have to be replaced once their battery is empty, which usually results in a lifetime of 5 – 10 years. Furthermore, active tags are far more expensive than passive ones. The simplest of passive
tags are available for about US‐$ 0.10, while active tags may cost between US‐$ 5 and US‐$ 100. (www.idtechex.com/products/en/articles/00000396.asp) In general, prices for RFID tags have continuously dropped in past years and are expected
to drop further until a final low of about US‐$ 0.05 for the simplest of tags is reached in a few years. In addition to the question of whether they are active or passive, tags may be distinguished from one another based on whether they are Read‐Only (RO) tags, Read‐Write (RW) tags or belong to the Write Once–Read Many (WORM) class of tags. RO tags are pre‐programmed by the chip manufacturer. They carry a serial number, which
can be retrieved by reading the tag, but no additional data can be stored on the chip. If these tags are used in an application where more data on the tagged item is desired, a central database is required where the serial number of the tagged items is linked to whatever more data on the respective object may be needed. RW tags are re‐writable, meaning that the data stored on their chip can be altered, modified or deleted at any time desirable to the user. Consequently, the use of a central database may become obsolete, since there is a possibility to store all necessary data directly on the chip. A third class of tags are WORM devices. These tags are programmable when delivered, but may not be modified again once data has been stored on them. (Engberg, Forsman, Johansson quoted in Öhman, Zetterlund 2004, page 17)
5.2 Frequencies To enable the transmission of a radio wave signal between tag and reader, both of these
devices must be tuned to the same frequency. Available frequencies range from low frequency (around 125 KHz) which is used by many RFID systems today, to microwave (2.45 GHz) which is less common. (www.rfidjournal.com) When considering the implementation of an RFID system, deciding on the most suitable
frequency to use is one of the crucial decisions that must be taken to make the system work. The chosen frequency has an influence on reading range, on how sensitive the signal is to the presence of metal or moisture and on its ability to penetrate through different materials. (ibidem) Thus, it is important to make a thorough investigation of the working environment the
system is expected to perform in before deciding on which frequency should be used.
5.3 Applications Today, RFID is continuously raising more and more attention in various industries. With
prices dropping successively, ever more companies are exploring the benefits they may have from implementing RFID.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 7(50)
Typical applications of RFID range from the identification of pets and livestock, access control and toll collection, to baggage identification and object tracking in various industrial supply chains.
Figure 5.2: RFID-tagged cartons in a warehouse
Since January 2005 Wal‐Mart requires their top 100 suppliers to place RFID tags on the pallets and cases they deliver (www.feedforward.com.au/News/world‐industry‐news‐vol16.htm). That move has drawn the attention of many other companies to the possibility of implementing RFID systems in their supply chains. Another big company that has driven the further acceptance of RFID in the business world
is Gillette, which placed an order of up to 500 million tags with Alien Technology in 2003 (www.rfidjournal.com/article/articleview/258/1/1/). These tags are to be used in a concept of smart shelf management in stores that sell Gillette products.
5.4 Standards and Certification The greatest obstacle to large‐scale, global implementations of RFID systems remains the
lack of international standards and certification. Since the widespread use of this technology has only recently become a cost‐effective and feasible tool for businesses, no proper system of international RFID standards has yet been fully developed. One of the consequences is that some of the wavelengths that are available for RFID in Europe vary from those available in the USA, which makes it impossible to have one single system for operations on both sides of the Atlantic. One of the leading organisations working on standardising RFID systems is EPCglobal.
They are involved in creating industry‐driven standards for RFID, based on the Electronic Product Code (EPC), which is “a globally unique serial number that identifies an item in the supply chain”. (www.epcglobalinc.org) Via its EPCglobal Network, EPCglobal offers a number of services to companies that are
interested in RFID. These services include:

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 8(50)
• Assignment, maintenance and registration of EPC Manager Numbers • Participation in development of EPCglobal Standards via EPCglobal’s Action & Working
Groups • Access to the EPCglobal Standards, research and specifications • Opportunity to influence the future direction of research by the Auto‐ID Labs • Access to the results of the EPCglobal Certification and Accreditation Program testing • Links with other subscribers to create pilots and test cases • Training and education on implementing and using EPC technology and the EPCglobal
Network™ through more than 101 global agents (www.epcglobalinc.org/about/about.html)
In 2005, membership in the network cost SEK 24,000 in subscription fee and SEK 60,000 in
annual service fee for companies similar in size to SCA Skog AB. However, according to Mats Wennebo, EPCglobal contact person for Sweden, these fees may rise in 2006.
5.5 Tag Formats In order to fit the vast amount of different applications of RFID, tags come in just as many
forms, sizes and materials. Amongst the common are RFID labels made of paper or plastic foil, key fobs designed for access control, plastic cards that resemble credit cards in format, RFID disks with holes in the middle where a fastening screw can be placed, RFID glass tubes, plastic screws and nails. Figure 5.3 shows examples of some of these formats.
Figure 5.3: Some examples of RFID tags Depending on the outer form the tag should have, there are two options of how to arrange
the antenna. In glass tubes, nails, and other tags that have a certain volume it is usually a coiled wire that acts as antenna. In contrast, when the tag is supposed to be a flat label made of paper or plastic foil, coiling
is not an option. In these cases, the antennas are usually placed on the tag using a technique called metal printing in which an ink is placed on the foil and then passed through an electroless chemical solution. That triggers a chemical reaction that leads metal to “grow” on the label. A more costly alternative to that procedure is using certain acid and copper etching techniques. (http://news.bbc.co.uk/1/hi/technology/3860229.stm)

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 9(50)
As the size of the antenna is directly linked to the wavelength of the radio signal, the antenna is the main factor determining the size of such labels. In general, one may say that because of the space the antenna requires, labels are seldom smaller than 20cm³.
5.6 Readers Just like tags, readers may have various formats, sizes and price levels. They may be
stationary and incorporated into other machinery or hand‐held (Figure 5.4), possibly no larger than a mobile phone. Usually, the specific characteristics of the reader are determined by its working environment. Today, there are readers available that would fit almost any kind of application. Prices for readers usually vary between several hundred and more than one thousand US‐Dollars, depending on their characteristics. However, in early 2003, Toppan, a Japanese printing company announced that it would
have low‐cost readers on the market by June that year. These readers were to cost no more than US‐$ 20 per piece (www.rfidjournal.com/article/articleview/279/1/1/). Although this low‐cost reader may not prove to be the most reliable technology available, the announcement may be seen as an indication that prices for RFID readers are dropping rapidly.
Figure 5.4: Examples of hand-held readers
6. THE WOOD SUPPLY CHAIN OF SCA
The following abstract explains the processes along the supply chain dealt with in this report. It is taken from Timpe (2005), pages 7‐8.
In order to be able to explore possible improvements through the implementation of new technology, an understanding of current procedures in the material flow is required. The following description of the material flow process is based on explanations and clarifications given by Mr. Per‐Anders Hedström, Head of Development and Innovation at SCA Skog AB. Figure 6.1 illustrates the different processes involved in harvesting trees and shipping the logs to the corresponding mill.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 10(50)
Figure 6.1: The wood supply chain
The starting point of the whole process is a forest area that has been chosen for logging. A harvester is the first handler to work on the site, cutting the trees and leaving a logged area behind. A forwarder then collects all the logs from the ground and transports them to the road side, building up a pile of logs there. This pile of logs is then fetched and shipped to the corresponding mill by a truck.
All those operations must usually be finished within three to five weeks as wood may not be too old when it arrives at mills for further processing. Only during winter months when the wood quality deteriorates less quickly, wood may lie piled but unprocessed at a logging site for up to 15 weeks. Making sure that wood does not arrive at mills too late is crucial as the quality of finished products cannot be guaranteed if the deterioration of wood fibre has had too much effect on the quality of incoming raw material.
Areas chosen for logging can be quite large so that it may take the harvester several days to complete the logging. Although forwarder and harvester always work in a team, it may be that they do not arrive at the logging site on the same day. Coordinating the work of harvesters, forwarders and truck drivers in such a way that all logs are always picked up and shipped to mills in time, is a challenging task. The most common problem in this coordination is that the truck drivers arrive too late to pick up the logs from the piles next to the road.
Identification and Stamping
When the logs have been collected from the forest area and brought to the road, it is the forwarder’s task to stamp the wood in the pile. The number stamped on the logs acts as a code that provides information necessary for the further handling of the wood. It identifies the area the logs come from, the corresponding forest owner, and who was in charge of logging the site. Furthermore, the identification number tells how the related payment issues need to be handled.
Once a shipment of logs arrives at the mill, they have to pass through a measuring station where the number that has been stamped on the logs by the forwarder is checked in order to make sure that the truck driver picked up the right wood when he carried out the order that was given to him. This is done by entering the number on the wood into a computerized database that links each identification number to the relevant information concerning logging

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 11(50)
site and ownership‐ and payment issues. Time control information cannot be contained in form of these identification numbers. Time is managed by keeping track of the starting and finishing point of the harvesters’ and forwarders’ work.
Judging the process of stamping the wood regarding practicality issues reveals poor workability. The identification numbers have to be stamped in red paint by hand, which makes the procedure time consuming and messy. As a rule, at least 20 percent of all logs in a pile need to be stamped by the forwarder but in practise it is hard to choose those 20 percent of logs in such a way that they are evenly distributed in the pile. An even distribution is of importance because one pile of logs does not necessarily equal one truck load of logs. Sometimes several truck loads are needed to process one pile of logs, so that in the first shipment only the top part of a log pile may be taken to the mills. However, the problem is that the forwarder pilot may find it hard to reach out to the top of the wood pile to stamp some of the top logs because the pile may simply be too high. Thus, more logs will be stamped in the lower part of the pile than in the upper one, so that only few logs that arrive at the mill early will carry identification numbers.
Today, there hardly exists any better alternative to the procedure of stamping the wood. Sometimes paper tags are used to mark woodpiles but there are several problems related to that practise. First of all, paper tags are less weather resistant than numbers stamped directly on the wood. They are easily destroyed or carried away by rain, snow, wind, etc.
Secondly, it is much easier to sabotage the identification of the wood. If somebody wanted to steal wood from a pile where paper tags have been used, all that person would have to do is to rip off the paper and take the unmarked wood away. Stamped numbers do not offer complete protection against theft but to remove the marking on the log one would have to saw off the part of the log that has been stamped, which involves a little more effort than in the case of paper tags. During the analysis of this supply chain it is important to keep in mind that not all stages are carried out by SCA directly. There are multiple parties involved in this process as the workers on the logging sites and the truck drivers are usually employees of companies that are contractors to SCA. If possible changes along the supply chain are considered the question of how the related costs should be split amongst the different parties will automatically arise and must be dealt with.
7. THE INFORMATION NETWORK OF THE WOOD SUPPLY CHAIN
Obviously, a possible implementation of RFID would have profound effect on the way information is communicated along the supply chain. Therefore, it is crucial to analyse the current information network in order to understand how it may be advanced by RFID. The below‐shown abstract taken from Timpe (2005), pages 19‐22 deals with that issue.
The following description of SCA’s information network is based on the semi‐structured interviews that were conducted with different actors along the chain during the trip undertaken with Mr. Per‐Anders Hedström to observe the handling procedures and get a better, first‐hand

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 12(50)
understanding of the practical issues related to the subject of this report. Special attention during the interviews and observations was given to the following questions: • What are the actors’ information needs? • How much time do they need to dedicate to the transmission of information (…) and what
means of transmission do they use? • How reliable are the current procedures? • What are problems the interviewee may incur with these procedures?
An examination of information needs revealed that they do not vary greatly between the actors involved. In order to be able to perform their task harvesters and forwarders simply need to know the location of the site that they are assigned and when they are supposed to start the logging procedure. In addition to that, they need to know whether that site is chosen for a complete logging or for thinning. The truck drivers need to know the location of the site at which log piles are ready for being picked up and they need to know what mill these logs are supposed to be shipped to. The operators of the measuring station also need to be able to identify the area the wood on the truck they are examining comes from.
Figure 7.1 shows a map of the information network in SCA’s wood supply chain as it exists today. The links between the different actors represent the transmission of information while the arrows indicate the direction in which the information travels.
Figure 7.1: The actual information network
The 1st stage in the process (1) is a dialogue between SCA’s different industries and the organisation’s forest management and transport division. This dialogue’s purpose is to determine how the industries’ demand can be matched with possible supply. Once a decision is reached, the production manager, who is in charge of coordinating different logging teams, sends orders (traktdirektiv) to the harvesters and forwarders (2) who always operate in teams.
These orders feature, amongst other specifications, a number by which the site that has been chosen for logging can be identified. All forest areas carry such a number which is shown on

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 13(50)
the maps the harvesters and forwarders use to allocate the site they have been assigned. Once they have arrived at the area, they begin processing the trees. Mistakes are very rare at this stage. Only two or three times a year the wrong site is logged because identification numbers have not been read carefully enough or maps have been interpreted incorrectly. If this happens, it is mostly a site next to the correct one that is logged by mistake.
While the harvester is operating, a processing file is developed in a computer system linked to the harvesting machinery. Data entered into this processing file includes the quality category of each tree that is cut, its type (e.g. fir, pine), its diameter, the time when it was harvested and the length of the logs that were cut from it. The procedure of entering these data into the processing file of the computer system is semi‐automatic as some of the measurements are done by the machine itself while other parameters like the tree type must be determined manually.
However, this does not slow down the process of logging as the operator of the harvesting machine simply needs to press a button on his handling stick to choose a new tree type or quality category while he approaches the next tree he intents to cut. (…) The stamping of the wood (3) is done by the forwarder once he has collected and piled the logs. Each forwarder carries a box, containing an ink‐pad and a core to which different number plates can be attached. The forwarder looks up the site identification number and copies it to the core by attaching the number plates accordingly. Then he uses the core and ink‐pad to stamp the logs he has piled. There are two rules that he has to comply with in doing so. Firstly, 20 percent of all the logs in the pile need to be stamped. Secondly, the distribution of stamps must be done in such a way that there is one stamp per square metre of the pile’s cross section.
The second rule is relevant because one pile of logs does scarcely equal one truck load of logs. An equal distribution across the pile ensures that no matter how many times the truck needs to be loaded again to process the whole pile, each truck load will carry some of the marked logs.
The process of stamping the wood is the most time consuming one in the information network. Depending on the conditions of the working environment (weather, lightness, etc) and the size of the pile that needs to be stamped it takes the forwarder about 10 to 20 minutes to complete the task. The most significant problem with the stamping procedure is the paint it involves. Having to attach the right numbers to the core and then use the ink pad to stamp the paint on the wood always leaves the forwarder’s hands and clothes stained. This is particularly agonizing because the red paint used for the wood stamping is very sticky and difficult to get rid of, once it has touched skin or fibre.
Once a day harvesters and forwarders send reports on the progress of their work to the production manager and transport manager (4). The harvester’s report contains the processing file that has been developed during his work, which is then used to update the computer systems of the above‐mentioned managers. Filing these reports only takes a couple of minutes as the procedure is almost fully computerized.
The transport manager relies on the topicality of the information provided by his computer system as he is in charge of coordinating the transportation of logs from logging sites to mills. When harvesters and forwarders have worked on a site, the transport manager issues orders to the truck drivers, instructing them to pick up the wood (5). The order files handed out to the

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 14(50)
truck drivers feature, amongst other specifications, the site identification number that has been used by harvesters and forwarders to allocate the area and that the forwarder has stamped on the log piles. (…) Once the truck driver arrives at the log pile, he checks whether the number on his order matches the number on the logs and starts shipping the logs to the mill.
When the truck arrives at the measuring station it is investigated by the measuring station operators (6). The measuring station mainly consists of a ramp that acts like a weighing machine. It determines the weight of the truck that is positioned on the ramp, which is important because the truck drivers payment is linked to the total weight of the freight he has processed. Thus, empty trucks are weighed when they leave the mill and weighed again once they return with their freight.
In addition to the weighing of trucks there are several other procedures that take place at the measuring station. Once the truck has arrived, the measuring station operator takes a brief look at the freight and the stamp on the wood. Because of his experience a quick glance at the freight already tells him whether the log size is right and the quality of the wood is good enough. The truck driver then hands his order file to the measuring station operator who manually enters the logging site identification number into his computer system to record the arrival of the wood from that site and gives the order file back to the driver.
Normally, it takes the measuring station operator less than 5 minutes to process an incoming truck. False recording is rare but sometimes the procedure is prolonged because the truck driver first hands the wrong order file to the operator, so that the numbers on the logs and the number on the order do not match. He then has to go back to his truck and find the right order file among his papers. When the entry has been made into the measuring station’s computer system, the entered data is used to update the production manager’s and transport manager’s systems and to account for the incoming wood (7). (…)
All in all the conclusions from the field trip through the wood supply chain are that the current information flow system is quite efficient with little possibilities for errors or mistakes to occur. As the computer systems utilized are regularly updated by incoming reports and information from other actors, it is ensured that all parties along the chain have the information they need to perform their tasks. The single most time consuming (…) activity along the information chain is the process of stamping the wood. It is also the most problematic of the activities because of the dirtiness involved. Thus it definitely makes sense to explore possibilities to reengineer this assignment to make it less messy and more efficient, while other procedures along the chain have a lesser need of improvement.
8. FESAIBILIY REQUIREMENTS AND TECHNOLOGICAL CHALLENGES
The following part, taken from Timpe (2005), pages 25‐26 deals with the feasibility issues, related to a possible implementation of an RFID‐based log tracking system.
For the analysis of alternatives to the stamping of logs it is important to know what practical and technical requirements these alternatives would need to meet to fit SCA’s current process design. Some feasibility requirements concern the handling as such and thus relate to

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 15(50)
ergonomics, while others concern the restrictions on wood contamination set by the mills and requirements regarding weather resistance and durability.
Handling: The way the task of marking the logs is currently designed requires that the marking or tagging be done manually, using a hand‐held device. There is no automated system or machinery in the process design at the moment that could carry out that task without any human guidance and it is reasonable to assume that integrating such additional machinery into the current system would be difficult and not cost effective. Instead, the new system should allow for the forwarder to continue making the markings by hand, using a wireless, hand‐held marking or tagging device.
The reading of the tags or identification labels should also allow for a portable wireless device to be used. To read the RFID tag (…) and visually check the incoming truck load, the measuring station operators would have to leave their office, go out to the truck on the ramp and choose a tagged (…) log to be read. Therefore the reading or scanning technology he utilizes should be portable and wireless, too.
Wood Contamination: Processing wood fibre at the mills is a very sensitive procedure that can easily be harmed if the fibre contains too much contamination. Therefore labels and tags used on the wood logs should carry as little objectionable material into the processing as possible. Plastics can not at all be tolerated in the fibre processing procedure, so no plastics should be utilized in (…) tagging, unless they can be removed before the wood is processed. Metal is another problematic material that should be avoided but may be approved if only tiny amounts are utilized. In contrast to that, paper is tolerable as a tagging or labelling material as it cannot stand the high temperatures involved in processing the fibre and thus simply vanishes. Durability and Weather Resistance: The handling and shipping of logs involves a lot of heavy machinery, which requires the label or tag in question to be very robust and rugged. It would make no sense to use a material on the wood that could not stand the rough handling environment and would easily be damaged by the machinery handling the logs. The label or tag would be required to remain unharmed when logs collide while they are loaded, fall to the ground or cause other sorts of agitation and clashes.
Moreover, the tags or labels would have to be weather resistant enough to remain unharmed if left outdoors, stuck to a log in the forest for up to 15 weeks, which is the time logs may remain unprocessed in winter. During the course of one year, outdoor temperatures the tags (…) would have to stand may vary roughly between –30 and +30° C while weather phenomena include blazing sun, rain, hail, snow, and wind. The (…) tag material itself and the material used to attach it to the log would thus have to be fit to stand such hard weather conditions and must be insensitive to the influences of temperature, aridness, humidity and dirt.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 16(50)
9. THE WOOD SUPPLY CHAIN OF SCA WITH AN RFID APPLICATION
Now that the current procedures along the wood supply chain and its information network have been investigated, and the feasibility requirements are known, the next step is to explore how RFID may be implemented in this context to substitute the stamping procedure. In general, there are two kinds of systems one can imagine: an open loop RFID system and
a closed loop system. In an open loop, tags would vanish in the production process and every log tagged would receive a new transponder. In contrast to that, in a closed loop tags would be recycled, i.e. removed from the logs before they enter into production and re‐used on fresh logs (Figure 9.1). In doing so, one could ignore the constraints regarding tagging material set by the mills.
Figure 9.1: An open loop versus a closed loop system However, a pervious study has shown that a closed loop is the less economical option,
since it involves adding an entire new workstep (i.e. the removal of tags from logs) to the chain of procedures (Timpe 2005, pages 30‐31). In an open loop system where tags vanish in the production process, the amount of tags
needed becomes the main cost driver. In trying to keep the operational costs for a future RFID‐based log tracking system as low as possible, one needs to reduce the amount of marked logs to a minimum. The key to that is the question of what actually needs to be identified at which stage along the chain. Looking at the previously described supply chain, one can identify two points, at which
wood needs to be identified. It needs to be identified by the truck driver when he arrives at the logging site to pick up the piled logs for shipment and it needs to be identified by the measuring station operator once the truck arrives at the mill gate. It is important to notice that at these two points, logs are compiled in batches of different sizes. At the logging site, logs lie organised in piles that may vary widely in size. When shipped to the

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 17(50)
factory by truck, they are compiled in stacks of roughly 50 logs each. Usually, one truck carries three of these stacks; one on the truck itself and two on the trailer. Thus, what the truck driver needs to identify when he arrives at the logging site is a pile of
logs, while the measuring station operator needs to identify each stack that arrives by a truck. In an ideal case, each of these units of logs should be identifiable by carrying just one RFID tag. The following description shows how that could be achieved: When the forwarder pilot has piled the logs at the site, he puts one RO RFID tag on each
pile in a specified position (e.g. the bottom right log of each pile). He then scans the tag with a hand‐held reader, links its serial number to the logging site identification number, and communicates the link to a database. In that database, accessible to all actors along the supply chain, any relevant information regarding this pile of logs (e.g. time of logging) can be compiled.
Figure 9.2: Log piles along a forest road When the truck driver arrives at the site he scans the tag identifying the pile with his RFID
reader and checks whether its serial number leads to the right logging site identification number. He does not have difficulties finding the one tag on the pile since the forwarder has put it in a predefined position. He then starts loading the logs from the pile onto his truck. When he has compiled all three stacks on his truck, he puts one RFID tag on each stack,
making sure that they, too, are in a predefined position that is easy to reach by hand. He reads them, creates the necessary link between their serial number and the correct logging site identification number and sends it to the database. He then ships the logs to the mill where the measuring station operator awaits the incoming wood. On arrival, the truck driver lets the measuring station operator scan the tags he has put on
the stacks so that the logging site identification number can be checked once more and the identified wood can be accounted for in the relevant computer systems. In fact, the procedure of accounting for the arrived batch of logs, which is a partially manual procedure today, can be fully automated by RFID. As the RFID reader of the measuring station operator can be directly connected to the relevant database, the right entries into that database can

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 18(50)
automatically be made the very moment the tag is scanned. Thus, the measuring station operator will no longer have to manually copy identification numbers from order papers into computer databases. It becomes clear that in this scenario the potential to fully minimize the percentage of logs
that need to be marked can be realized. The only disadvantage is that one needs to split up the marking procedure. Unfortunately, one cannot let the forwarder mark all the logs that eventually need to carry a tag. It is simply impossible for him to know which logs from the pile are going to end up in the same stack on the same truck load once they are loaded for shipment. Thus, in order to have precisely one tag per stack one can mark stacks only after they have been compiled on the truck in their final composition, which is why part of the marking procedure needs to be moved downstream from forwarder to truck driver. Of course, it remains to be investigated whether one needs a safety margin to allow for a
possible malfunctioning of tags. Perhaps, one needs to put two tags one each pile and stack to assure that they are identifiable at all times. However, the fact that in this scenario most of the tags would only have to function for the time of shipment from forests to mills is clearly an advantage. If they had to be put on the logs immediately after they are compiled, they would have to remain intact for a much longer period of time during which they would be exposed to many more challenging weather conditions. One of the concerns expressed by SCA regarding this scenario is that it does not offer
sufficient protection against theft. Whereas today 20 percent of all logs in a pile have a stamp, in the above‐described scenario only one log in the whole pile would carry a tag. Consequently, it would be much easier to take away some of the unmarked logs from piles that lie in the forests. A possible solution may be to introduce another cheap and simple way of marking wood
for theft protection that is complementary to the tagging. In addition to putting the tag that identifies the pile, the forwarder could use standard spray paint to put a sign or symbol on a number of logs in the pile to protect them against easy theft. Putting these spray paint signs is an easy and simple procedure that should not add significant costs or time to the whole system. Even if it is decided that one needs more than one tag per pile to have a sufficient
protection against theft, the calculations presented later in this report will show that doubling or tripling the number of tags in a pile does not have a huge impact on overall costs. That is because the number of piles is relatively small compared to the number of stacks, which are the main cost factor when it comes to tagging. In examining how RFID can be implemented in this supply chain, one may also consider
combining it with global positioning systems (GPS) technologies that could further enhance and facilitate log tracking.
10. REVIEW OF RELEVANT LITERATURE AND KNOWLEDGE
The primary tool for collecting all existing, public knowledge relevant for this project was searching the internet and online databases at institutes and libraries. Contacts were

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 19(50)
established through email with various experts in the field of RFID and forestry. They represented RFID manufacturers, RFID solution providers, consultancy firms, universities and research institutes (e.g. the College of Forest Resources, University of Washington), forestry companies, associations of forestry companies, and forestry research institutes (e.g. the International Union of Forestry Research Organizations). Throughout the literature review, special attention was given to the following questions:
• What are general characteristics of the RFID market today? • What are the experiences of the forest industry with RFID? • Is there a tag format on the market that fits the specific requirements of this
application? If yes, what does it cost?
10.1 The RFID Industry Since RFID is getting increasing attention from various businesses all around the world, the
RFID industry is currently in a very dynamic state of immaturity. Although there are a number of big players in the market (e.g. Texas Instruments, Alien Technology) many new small and medium‐sized businesses related to RFID are being founded. In general, one may say that tag supply and manufacture is dominated by a few global players, whereas there are a fast number of smaller actors in the field of RFID consultancy and system integration that have the capacity to provide tailor‐made solutions. According to the Venture Development Corporation, the value of worldwide shipment of
RFID systems (i.e. hardware, software and services) was almost US‐$ 1.8 billion in 2004. By 2008 the market is expected to reach US‐$ 5.9 billion. (www.vdc‐corp.com/autoid/annual/04/br04‐03.html)
10.2 RFID in Forestry today Compared to other industries, forestry lags behind when it comes to the implementation of
RFID technologies. That is why there is little literature publicly available that deals with the utilization of RFID in forestry supply chains. Trätek
In 2000, the Swedish forestry research organisation Trätek launched a 3 year‐long log tagging project (LINESET) under the supervision of Richard Uusijärvi. The objective was to optimize the utilization of forest raw materials and the use of resources by tagging logs to retrieve better and more accurate information regarding the properties of the wood. Unfortunately, no final report of that project is available. Hence, the conclusions from this
project are not known with certainty. Nonetheless, it seems that although the project could not find satisfying solutions to the practical problems of implementing the above‐mentioned tagging system, it concluded that there is high potential to streamline the operations in forestry through such a system. More about the LINESET project can be read on www.sp.se/tratek/LINESET.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 20(50)
World Bank Report
Dykstra, Kuru, Taylor, Nussbaum, Magrath, and Story (2002) examines the advantages and disadvantages of a vast variety of different log marking techniques. Amongst these techniques are paint and chisel labels, branding hammers, conventional labels, nail‐based labels, magnetic stripe cards, smart cards, RFID labels, microtaggant tracer paint, chemical tracer paint and chemical and genetic fingerprinting. As key strengths of RFID the authors identify the fact that signals can be read in almost no
time and under difficult conditions, even under water. Furthermore, RFID tags have the potential to store more data than can be obtained by other means of marking while offering a high level of covert security. Thereby they can “enhance logistics and stock inventory functions”. (Dykstra, Kuru, Taylor, Nussbaum, Magrath, and Story, page 64) Weaknesses of RFID, as the authors see them, are the lack of international standards, the
relatively high costs of implementing and operating an RFID system and the fact that there is no possibility to go back to manual reading in case of a system breakdown. (ibidem) As a conclusion regarding the future application of RFID in forestry, Dykstra, Kuru, Taylor,
Nussbaum, Magrath, and Story argue that “the initial application of RFID technology in the forest industry is likely to be in stock control of processed wood products” (page 65). They predict that RFID technology will be feasible in forestry when prices per tag have dropped below US‐$ 0.20 and claim that so far “RFID labels are not being used in the forest industry except on a trial basis” (ibidem). Weyerhaeuser
Weyerhaeuser, a large international forest products company has shown some interest in RFID recently. As many of Weyerhaeuser’s customers are Wal‐Mart suppliers, they are forced to comply with Wal‐Mart’s rule that all their top 100 suppliers use RFID tags on their cases and boxes – products that Weyerhaeuser is manufacturing for them. For the development of a suitable system, Weyerhaeuser turned to Intermec Technologies, a senior business development manager for RFID. According to a former associate to that project, Weyerhaeuser was originally interested in
an RFID system that would allow them to track the logs from the moment a tree is felled all the way to the end of the supply chain when the finished wooden container is delivered. Since it proved impossible to create a tag that would survive all transportation and processing along the chain, this idea was abandoned. Weyerhaeuser is still engaged in RFID research but the company now focuses on tagging
already produced boxes rather than tagging raw materials upstream from the factories. (www.seattletimes.nwsource.com/html/businesstechnology/2002065830_rfid18.html) Cambium
An internet‐based search for RFID‐applications in forestry revealed just one case of a forestry business that was seriously pursuing a log tracking system based on RFID technology. That business is Cambium Forstbetriebe, a small‐sized forestry company, situated in the Odenwald/Southern Germany. Their yearly logging volume is roughly 70,000m³. Cambium is not a forest owner, nor does the company own mills. Their core business is the logging of forests and the shipment of logs to the mills.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 21(50)
In 2004 Cambium launched a pilot project for the implementation of an RFID‐based log
tracking system, collaborating with technology providers DABAC, ObjectStore and Progress Software. The system is based on using small, plastic RFID nails (Figure 10.1) that are knocked into each log to identify it when read at the various stages along the chain.
Figure 10.1: RFID nails for forestry applications A test version of the system was introduced for the felling season of winter 2005/2006. The
whole system is expected to be fully implemented and operational by summer 2006. Figure 10.2 illustrates its functions.
Figure 10.2: Cambium’s RFID-based log tracking system

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 22(50)
The upper level of the graph illustrates the material flow (MF) at Cambium from the forest
to factories and mills. The lower level shows the related information processing activities (RIPA) that are based on tagging each individual log with an RFID nail. By comparing the data that is transmitted to the database at each step with the data transmitted at the previous step, Cambium is able to track and account for each and every log and minimize shrinkage. Data that is transmitted to the database includes the ID‐number of the tag, and properties of the corresponding log (e.g. type, quality category, diameter, length). Cambium has declared certain benefits that are expected from the implementation of RFID
(www.cambium‐forstbetriebe.de/lts.htm). These benefits are:
o Reduction of shrinkage from 10 – 15 percent down to 1 – 3 percent o Reduction of the payment reconciliation process by more than 50 percent o Reduction of time log piles lie idle in the forests o Better control over volume and quality o Savings on conservation and protection measures that are otherwise
necessary o Better ability to meet specific customer (i.e. mills, factories) demands (e.g.
regarding humidity) o More efficient liquidity planning
As these expectations partly resemble what SCA desires to achieve through an
implementation of RFID, it would be interesting to know to what extent Cambium’s expectations regarding the listed benefits have come true. Unfortunately, when contacted, Cambium‐owner Gerhard Friemel said that it was too early to give a credible judgement on this since the system has just been implemented. But he declared his general willingness to give his judgement on that once he had the related information at hand. He was confident that by spring 2006 he would be able to provide valuable and credible information about their system. Although the RFID application created for Cambium has already won the 2005
Computerworld Honor Award for Innovation in Manufacturing (http://investors.progress.com), one major technical obstacle remains. The plastic RFID nail cannot be tolerated by paper mills since plastics harm the sensitive procedure of processing pulp. Therefore these nails need to be removed or dissolved in some way before logs can be processed. For this problem Cambium has not yet found any satisfying solution. When looking at the development at Cambium for inspiration and reference it is important
to keep a few major differences between their case and SCA in mind. The most obvious may be the scale of operations. Whilst Cambium’s yearly logging volume is 70,000m³, SCA’s Ortviken mill alone processes about 950,000m³ annually. From that difference in the scale of operations derives another factor that must be taken
into account. Since SCA is a much larger company they achieve economies of scale and can therefore be more efficient in operations than Cambium. It appears that Cambium’s level of shrinkage currently lies between 10 and 15 percent. It is reasonable to assume that this figure is far smaller for SCA, even today as no RFID technology is being used.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 23(50)
Another aspect to keep in mind is that, as discussed earlier, SCA is interested in the identification of stacks of logs. At Cambium, each individual log is tagged. As a consequence of that, the points along the supply chain that should be chosen for tagging or marking are different. NJE Consulting
Although none of the RFID‐related companies that were contacted could show any significant expertise regarding how RFID could be implemented in this case, NJE Consulting deserves being mentioned. NJE is a Canadian RFID and data collection system integrator. They provide all the components (hardware and software) needed for these systems and also offer training and support services. When contacted, Bartek Muszynski, CEO of NJE, showed considerable interest in the
subject and, unlike other RFID experts who were contacted, contributed to finding a solution by providing valuable thoughts and input. He even proposed that a confidential non‐disclosure agreement be signed between NJE and this project to allow a much closer co‐operation. However, after consideration, this offer was rejected by the project associates since the general understanding was that one should first undertake more own research before turning to another party for consulting. Of course, it cannot be judged today whether or not this Canadian company would really
have the capability to develop and deliver a system fit for SCA’s needs. Nevertheless, the degree of serious interest Mr. Muszynski has shown and his willingness to contribute distinguish NJE from many other RFID businesses. Should SCA Skog, some time in the future decide that the time has come to seriously pursue RFID and co‐operate with an expert in that field to develop and implement that system, NJE should be amongst the companies taken into consideration for a possible cooperation.
10.3 Available Tag Designs under Consideration After a thorough investigation of the portfolio of tags the market offers today, it was
concluded that there is no tag design readily available that would fit SCA’s needs without some customization or adaptation. The feasibility requirement that is hardest to comply with is the restriction regarding
materials for tag housing. Today, no tag exists that offers the required durability and stability without including some plastic part. In fact, there are a nail‐shaped RFID tags that have been designed especially for forestry applications – but they, too, are made out of polyamide and glass fibre. Although there are a handful of different RFID nails offered, they all share the same material and roughly the same price level. The one with most references in literature is manufactured by Sokymat and is available for US‐$ 2.34 at www.RFIDusa.com . A tag design that comes close to a solution regarding the material‐issue is a glass ampoule
that carries an RFID transponder inside. These ampoules are between 20 and 50mm in length and only a few mm in diameter. Their primary application today is in the area of pet and livestock identification. If these ampoules could be inserted into logs, one could solve durability and stability problems as the transponder would be hidden from external influences. But it cannot be ruled out with certainty that glass ampoules, too, are harmful to the pulp processing procedures. In addition to that, their price level of US‐$ 2‐5 is relatively high.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 24(50)
Two materials that would definitely not harm the processes at mills and still meet
durability and stability requirements are wood and cork. However, there are no tags today that use these materials for shielding the transponder they carry. Transponders on paper or plastic foil are not only a very common but also very inexpensive
RFID tag format. The transponder and antenna are mounted on a label that is no thicker than usual printing paper and normally is about 20cm³ in size. These simplest of labels usually cost about US‐$ 0.10. In 2005, Smartcode, a large provider of RFID infrastructure announced that their prices for inlays had dropped to just 7.5 US‐cents for order quantities of one million (www.smartcodecorp.com/newsroom). Prices have dropped rapidly in previous years and are expected to hit a final low of about US‐$ 0.05 in a few years. As there is no fitting RFID solution available in the market right now, one may think about
which RFID tag format to use as a basis for the necessary customization. From a strictly financial point of view, it is obvious that the ideal solution would be an RFID tag based on simple paper labels. Paper does not harm the processes at mills, but certainly leads to challenges regarding making the tag water‐resistant and durable. However, there are ways of making paper waterproof by applying emulsions and impregnations.
11. EXPERIMENTS WITH RFID LABEL AND LOG
To determine whether or not there is a potential to customize inexpensive RFID labels in such a way that they are able to meet the requirements of this application, simple experiments were conducted with such a tag and a log. The tag used is a simple plastic foil label, produced by iPico, a developer of passive RFID products. It is about 2cm wide and 10cm in length and operates on a frequency of 868 MHz. Figure 11.1 shows the image of an RFID label, quite similar to the iPico label used in the experiments. The log was a small piece of fresh pine, about 30cm in diameter. For reading purposes, a stationary reader at Mid‐Sweden University was used.
Figure 11.1: An example of an RFID label The key to assuring the readability of a tag is control over the near field of its antenna. The
near field is an area in close proximity to the tag, which is defined as “the region within one wavelength of an antenna” (www.mmfai.org/public/glossary.cfm). The transmission of a

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 25(50)
radio wave signal is highly dependant on the characteristics of that near field, i.e. the materials present in the near field, the degree of moisture, etc. Only if the properties of the near field are under control can an antenna be designed and fine‐tuned to fit that specific near field. In order to determine whether or not the tag used for the experiments can tolerate wood
fibre in its near field it was placed directly on the surface of the cross‐section of the log. Whereas the tag has a reading range of more than a metre in open space, no reading could be achieved when it was put on the log, not even at only a few centimetres distance. However, the moment the tag was removed from direct contact with the log surface to create one to two centimetres of distance between log and label, reading became possible at a distance of about 10 to 15cm. To explore the sensitivity of the tag to moisture, a wet paper towel was used to bring
moisture into the near field. When that paper towel was placed between tag and reader with the tag touching it, reading was very unreliable and only sometimes possible at a reading distance of no more than 2cm. When placed behind the tag with direct contact to it, the wet paper towel made reading entirely impossible. Nevertheless, the moment the paper towel was removed from direct contact to the tag and a distance of one to two centimetres was created between the objects the tag could be read without problem. Consequently, it must be concluded that if a customized tag for this application was to be
created based on the label used for the experiments, one would have to:
- find a way to attach it to the log while keeping a few centimetres of open space between tag and log,
- find a way to protect the tag from direct contact with wet material and moisture. There are two options to satisfy the first requirement. One may choose to attach the label in
such a way that it does not touch the surface of the cross‐section of the log directly but keeps the necessary distance by sticking out a few centimetres. But one can also create the necessary free space in the near field by drilling small holes in the log over which the label can be clamped. Considering the working environment it becomes clear that it is preferable to have a
solution that does not stick out from the log. Agitation and collision caused by handling may otherwise damage the tag or make it fall off. Regarding the second requirement, it must be noted that whatever material is used to
protect the tag against moisture it must also satisfy the material constraints set by the paper mills. Consequently, it is understood that being a plastic foil label, this tag as such does not satisfy these constraints. However, switching from plastic foil to paper as a label material is not difficult and does not lead to any significant difference regarding the reading‐related behaviour of the tag during the experiments. The following paragraphs explain the experiment that yielded the only satisfactory results
regarding both requirements. In the log, two holes were drilled over which the tag can be placed (Figure 11.2). The holes
are about 1cm deep, 1cm wide and 5cm long. Between these two holes, a small corridor

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 26(50)
remains. As the idea is to clamp the label over the free space, that corridor is needed to stabilize the label. If a long hole was used instead, there would be a risk that the label is torn and ripped apart when too much pressure is applied from outside directed towards the label and the hole.
Figure 11.2: Cross section of log with holes
In order to satisfy the second requirement, different experiments were undertaken to find a material that protects the label against water and moisture and satisfies the constraints set by the mills jointly. The main focus of the experiments so far was solving this problem with paper made waterproof. After placing water on different kinds of papers baking paper proved to be the most water‐resistant of the tested materials. Whereas paper carton absorbed quite a lot of water and thereby became very corrugated, baking paper absorbed only a small amount of water, dried out again swiftly and showed little corrugation. The following paragraph describes in short what baking paper consists of and by what
means it is made water‐resistant.
Baking paper consists of base sheets which are coated on one or both sides and printable. A silicone emulsion is applied in an extremely thin film by special coating equipment to the base sheet and subsequently dried. During the drying process, this silicone film hardens fully to furnish the paper with a specific release characteristic. (www.branofood.de/web/prinzip.html)
To determine whether or not the above‐mentioned thin silicone film poses a threat to the
procedures at paper mills Anders Gannå, responsible for such questions at SCA’s Ortviken paper mill was contacted. He confirmed that it is highly unrealistic that such a thin layer of silicon would harm the processes of paper production.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 27(50)
To indicate whether the tag could be sufficiently protected using that kind of material the label was embedded into a piece of baking paper that was folded around the label to cover its front and backside. Sealing this baking paper label proved difficult since the baking paper does not stick well to the adhesive agent of sellotape. Consequently, it required quite a lot of adhesive tape to seal the baking paper. The label was, after that, cramped over the two holes drilled into the log and fastened with
two small nails (Figure 11.3). Because of the softness of the fresh log, these nails could easily be pressed into the wood fibre with bare hands and without the use of a hammer.
Figure 11.3: Longitudinal section of log with tag After the label had been mounted, the tagged log was read. Without difficulty the tag could
be read at a distance of 10 ‐15cm. To determine whether or not this solution would also withstand the conditions of the working environment, the tagged log was taken outside and placed on a bench. During November and December 2005, the log was regularly taken to the reader to check whether the tag was still intact and could be read. Weather conditions during this time varied and included rain, heavy snow, and frost. However, the tag always remained readable although the reading range was reduced to
just a couple of centimetres when the label had been exposed to a lot of water and had become wet. The experiments that have been conducted have thus shown that it is possible to base a
customized tag on inexpensive RFID labels. However, to create the necessary free space in the near field of the antenna, relatively small holes must always be drilled or milled into the log, unless one prefers a solution where the tag sticks out.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 28(50)
Furthermore, it could be shown that baking paper offers satisfactory features when it comes to protecting the tag against moisture. To make the tag less exposed to agitation and damage, one may consider investigating solutions where the tag is placed into the log rather than being mounted onto its surface. However, it is impossible to create such a solution with flexible labels, since they cannot be affixed inside a hole in such a way that they stay in a position that assures enough free space in the near field. Nonetheless, that problem may be solved by mounting the label on a thin, stiff wooden
stick or plate first that could then be inserted into the hole in such a way that it keeps the necessary distance between log and tag. Figure 11.4 illustrates the above‐explained design.
Figure 11.4: Longitudinal section of log with stiff tag
12. ANALYSING THE COSTS OF AN RFID SYSTEM
12.1 The four Phases of RFID Implementation When making an analysis of the financial and economic consequences of an
implementation of RFID in SCA’s supply chain, one must keep in mind that this implementation comes, in fact, in four separate phases. Phase I:
In the first phase of the implementation all the necessary components of an RFID system (i.e. tags, reading hardware, software, etc.) need to be acquired, configured and installed. The cost structure of that phase is dominated by these initial investments that are necessary to get the system started.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 29(50)
Phase II:
Once the system has been installed, it can be taken into the phase of day‐to‐day operations. The costs incurred during this phase are thus solely operational and are driven mainly by daily tagging activities’ costs. In addition, one may also find some economic benefits from the utilization of RFID that set in during this phase and lead to cost savings. However, today the mills are not technically capable of taking full advantage of all
potential benefits of putting RFID tags on log stacks. One of these benefits would be to fine‐tune the treatment of log batches to specific characteristics of the wood fibre. These properties could be known if every stack carried an RFID tag. Unfortunately, today’s mills are not capable of a flexible treatment of log batches that is fine‐tuned to their specific characteristics even if the necessary information was known. Phase III:
In the third phase, mills would be modernized to such an extent that they are able to take full advantage of the potential benefits of RFID. The cost structure of this phase is consequently composed by the operational costs of the already implemented RFID system and the investments needed to modernize the mills. It must be understood that making the decision to invest in more modern mills has huge financial consequences and it may take many years to come before SCA reaches such a decision. According to Per‐Anders Hedström at SCA Skog it is not likely to happen within the next 5 to 10 years. Phase IV:
Once all the necessary investments have been made, one reaches a phase in which the potential benefits of RFID can be fully taken advantage of and the cost structure of the system consists only of the day‐to‐day operational costs. Realized cost savings in this phase as compared to earlier stages derive from better management of chemicals needed for processing pulp. Being able to fine‐tune the treatment of log batches, one can use just as much chemicals as is necessary for that specific batch, which makes the use of resources more efficient and operations more environment friendly. The focus of the analysis presented in this report is on Phase II. It is very difficult to make
an exact financial analysis of the first phase since the initial investment needed depends greatly on the specific properties of the chosen system. Hardware (e.g. readers) and software components vary significantly in price, depending on their quality. However, deciding on what system at what cost would be needed only makes sense once an RFID system is found that is cost effective in day‐to‐day operation. Making an in‐depth cost analysis of Phases III and IV would not result in any valuable,
well‐based conclusions either since they lie too far in the future. An analysis of these phases would simply carry too many uncertainties to be credible.
12.2 Today’s Costs at the Ortviken Paper Mill The following section explains all relevant costs that are incurred along the supply chain
today. It is important to keep in mind when reading the cost and calculation‐related parts of this report, that the figures given are based on the processes in the supply chain of the Ortviken paper mill only. Thus, they do not represent the total volume or cost for all the

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 30(50)
operations of SCA Skog. Furthermore, the figures given are estimates and averages, some of which are subject to seasonal change. When computing relevant costs along the supply chain today, costs that are unlikely to be
influenced by an implementation of RFID or are difficult to judge regarding their change under RFID application (e.g. transportation costs) are ignored. One of the costs not to be ignored is the stamping costs today. For the pulp wood in Ortviken’s supply chain they are as follows:
Stamping material in SEK/m³: 0.06Stamping labour in SEK/m³: 0.32Total marking costs in SEK/m³ 0.38
The annual volume of processed pulp wood in the chain amounts to 981,590m³, which
leads to total annual stamping material costs of SEK 58,895.40 (0.06 * 981,590) and annual stamping labour costs of SEK 314,108.80 (0.32 * 981,590). The total amount of stamping costs is thus SEK 373,004.20 (58,895.40 + 314,108.80). Another cost category that needs to be considered is inventory costs. They represent the
capital lockup caused by material lying idle at the various points along the chain. It is reasonable to assume that an implementation of RFID can result in a reduction of lead time and inventory levels due to better control and timing of the activities in the supply chain. The following table shows that today inventory costs are SEK 9 million (300 SEK/m³ * 30,000m³ of inventory).
Inventory costs in SEK/m³ 300Volume of inventory in m³ 3,0000Total inventory costs today in SEK: 9,000,000.00
Due to deteriorating wood fibres a certain amount of wood has to be downgraded to a
lower quality class. One of the expected benefits of RFID is a better control over lead times, which should result in a better utilization of resources and more precise time planning of shipping activities. Thereby, the amount of wood that must be downgraded is expected to be reduced. The costs caused by this loss of value today are shown in the table below to be SEK 800,520.00 (28 SEK/m³ * 28,590m³ of downgraded volume).
Downgrading costs in SEK/m³ 28Volume downgraded in m³ 28,590Total downgrading costs in SEK: 800,520.00
Consequently, the total amount of relevant costs along the chain today is:
SEK 373,004.20
+ SEK 9,000,000.00 + SEK 800,520.00 = SEK 10,173,524.20

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 31(50)
12.3 Nine Scenarios The most interesting variable to investigate in Phase II is price per RFID tag. It is the main
cost driver of the system in that phase and finding the right price level is crucial to keep the system economical. The question is at what price per tag one can reach a break‐even situation. As was explained above, there are two factors, namely inventory and downgrading costs that are expected to be influenced by an implementation of RFID. To find out what the break‐even price per tag is when assuming that these two factors behave in a certain way, different scenarios were developed. Assumptions regarding inventory
As was shown earlier, the current inventory level is 30,000m³, resulting in costs of SEK 9 million. One of the assumptions that should be made to take into account the worst possibility is that RFID does not fulfil the expectations and no reduction of inventory can be achieved. Another reasonable assumption is that RFID leads to a certain reduction in inventory, but
does not minimize inventory down to the lowest possible value. The value chosen for this moderate change is an inventory level of 25,000m³, leading to SEK 7.5 million in inventory costs (25,000m³ * 300 SEK/m³). According to Per‐Anders Hedström, in an ideal situation SCA would only need 18,000m³ of
inventory to support its operations. So an interesting assumption to investigate is that by implementing RFID, SCA actually manages to reduce its inventory to that level, leading to inventory costs of just 5.4 million (18,000m³ * 300 SEK/m³). To summarize, the three chosen assumptions regarding inventory are:
• no change (n/c) SEK 9 million in costs • moderate change (mod/c) SEK 7.5 million in costs • maximum change (max/c) SEK 5.4 million in costs
Assumptions regarding downgrading
Just like with inventory, one also needs to take the possibility of no change in downgraded volume into account. Thus, downgrading costs would remain at SEK 800,520.00 even if RFID is used. Since downgrading is a problem that is caused directly by insufficient information, there is
no “ideal” level of downgrading as there is an ideal level of inventory that is needed to support operations. Thus, one may hope to eliminate downgrading as far as possible by implementing RFID. Therefore, the value chosen for the assumption of moderate change is a reduction of downgraded wood by 50 percent, resulting in costs of SEK 400,260.00 (SEK 800,520.00 * 0.5). Even though a total elimination of downgrading is the ideal one tries to reach, it is not
reasonable to assume that one will actually achieve it. Even with the most sophisticated technology human error remains a factor that can hardly ever be entirely eliminated. Furthermore, the pace of deterioration of wood fibre highly depends on weather conditions, which are subject to daily fluctuations that are difficult to predict with certainty. Thus, it is more reasonable to assume that a certain amount of volume will always have to be

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 32(50)
downgraded. Taking that into account, the assumption regarding maximum change is that downgrading will be reduced no more but to a level of 20 percent of today’s volume. This assumption leads to costs of SEK 160,104.00 (SEK 800,520.00 * 0.2). Thus, the three assumptions on downgrading result in:
• no change (n/c) SEK 800,520.00 in costs • moderate change (mod/c) SEK 400,260.00 in costs • maximum change (max/c) SEK 160,104.00 in costs
The Scenarios
Based on these six assumptions nine different scenarios can be developed, as table 21.1 shows. Table 12.1: The nine different scenarios used in the study
downgrading no change mod change max change no change a), b) a) a) inventory mod change a) a) a) max change a) a) a)
In this table, a) stands for the price per RFID tag at which the costs of the corresponding
scenario deviate from current costs no more than by SEK 2,000 and a situation of break‐even is reached. In the no change/no change situation, a figure b) is added, which represents the price per
tag in a situation in which marking costs are doubled. Per‐Anders Hedström has stated that given that no benefits from RFID are incurred during Phase II, the maximum amount of additional costs tolerable would be reached when marking costs become twice as high as they are today. That is why in the no change/no change situation, this is another possibility that is taken into account. Nevertheless, it must be kept in mind that these additional costs can only be tolerated temporarily and are only acceptable if there is serious potential to upgrade the system at a later point in time in such a way that some benefit from RFID is achieved. It should also be understood that b) refers to a situation in which only marking costs are
doubled, not a situation in which overall costs (marking, inventory and downgrading) are twice as high. In contrast to that, a) shows the price per RFID tag at which total costs (marking, inventory and downgrading) equal current total costs. After having developed the nine scenarios regarding inventory and downgrading, it must
be decided under what degree of RFID implementation these scenarios should be looked at. For this analysis three different degrees of RFID implementation are chosen. The first of the three analyses shows how much a tag may cost if each stack receives one
RFID tag, but no tags are placed on piles. The second analysis assumes that each pile and each stack receive one RFID tag and shows the corresponding price per tag levels that are tolerable. Finally, the third analysis is based on assuming that each pile receives one tag while each stack receives two.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 33(50)
By comparing the break‐even price levels of the nine scenarios under each of these three
assumptions one can compare how much break‐even price levels change if one moves from marking just stacks to the more realistic situation in which both stacks and piles are marked. Moreover, the final analysis takes into account the possibility that more tags will be needed in order to compensate for malfunctioning tags. The level of two tags per stack and one per pile was chosen because it is reasonable to assume that with this additional number, one can always assure that log piles and stacks are identifiable. However, it does not necessarily mean that one actually has to put all these additional tags on stacks. They may just as well be put on piles, without affecting the results of the calculations.
12.4 Related Calculations Appendices A ‐ C show the detailed calculations that yield the results for break‐even price
levels presented in the following section of this report. These calculations are based on figures provided by SCA Skog, which are explained in this section. It is important to realize that these figures are estimates and averages and that the actual values may fluctuate with seasonal changes. As was mentioned earlier, SCA’s Ortviken paper mill receives a total annual amount of
981,590m³ in pulp wood from the forest areas connected to its supply chain. The volume per pile varies widely but it may be assumed that on average, one pile consists of 500m³. Thus, the total number of piles that is processed during the course of one year is 1,963 (981,590m³ / 500m³). The volume of pulp wood comprised in a stack is estimated to be 15m³. Consequently, the
number of stacks processed annually is 65,439 (981,590m³ / 15m³). These figures are of importance as they have a direct influence on the number of RFID tags needed under the three different assumptions that were mentioned earlier. When evaluating the different scenarios, it must be kept in mind that marking‐related
labour costs are assumed to remain at today’s level of SEK 314,108.80 in all cases. The actual labour costs in case of an RFID implementation highly depend on just what technique is used to mount the tags. However, keeping in mind that marking today takes between 10 and 20 minutes per pile, it is reasonable to assume that there will not be a significant unfavourable change in the time it takes to mark the wood should one switch to an application of RFID. Even if there is an average deviation of a few minutes that deviation is not likely to have a
huge impact on cost structures since the shifts of forest workers are several hours long. Thus, a few minutes change are relatively insignificant compared to the total amount of working time.
12.5 First Assumption: One Tag/Stack Table 12.2 shows the different prices per RFID tag in a situation where the corresponding
scenario reaches today’s cost levels. It illustrates, for instance, that if there is a modest change in downgrading and a maximum change in inventory levels, RFID tags may cost SEK 62.03 at most for the system to be economical. As was mentioned earlier, the no change/no change scenario includes an extra figure that refers to a situation where marking costs are twice as high as they are today.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 34(50)
Table 12.2: Tolerable price/tag for one tag/stack
downgrading no change mod change max change no change SEK 0.9, SEK 6.6 SEK 7 SEK 10.68 inventory mod change SEK 23.8 SEK 29.93 SEK 33.6 max change SEK 55.9 SEK 62.03 SEK 65.7 What can be seen in this table is that changes in inventory levels have by far the most potential to result in actual cost savings. That simply results from the fact that the costs per volume of inventory are much higher than those for downgrading. Regardless of what happens to the amount of downgraded volume, reducing inventory
levels from a “no change” situation to “maximum change” always frees additional SEK 55 per tag that may be spent. In contrast to that, assuming that inventory levels are fixed, moving from no change in downgrading to maximum change only allows for an additional SEK 10 to be spent. It must be realized that hitting a price level of only SEK 0.90 per tag in a no change/no
change situation will be very challenging. It is more realistic to assume that an actual price per tag will be closer to the upper limit of SEK 6.60 that is allowed in this scenario.
12.6 Second Assumption: One Tag/Stack and one Tag/Pile The below‐shown table refers to a situation in which each stack and each pile are marked
with an RFID tag and shows the corresponding break‐even price levels, as well as the previously explained extra figure in a no change/no change situation. Table 12.3: Tolerable price/tag for one tag/stack and one tag/pile downgrading no change mod change max change no change SEK 0.88, SEK 6.4 SEK 6.8 SEK 10.37 inventory mod change SEK 23.12 SEK 29.06 SEK 32.6 max change SEK 54.3 SEK 60.2 SEK 63.8
Note that when comparing table 12.2 with this table, moving from marking stacks only to marking piles and stacks does not have a significant influence on the allowed cost levels. The maximum deviation from figures in table 12.2 occurs in the scenario where both inventory and downgrading levels change the most. In that case, the break‐even price limit is SEK 1.90 lower under this second assumption than it is under the first.
12.7 Third Assumption: Two Tags/Stack and one Tag/Pile
As was mentioned previously, the third assumption is considered to take into account the maximum amount of tags possibly needed. However, this does not imply that all of these tags

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 35(50)
must actually be distributed the way the calculation suggests. They may just as well be placed on piles instead to better protect them against theft. Table 12.4 includes the corresponding figures for the nine scenarios under the third
assumption.
Table12.4: Tolerable price/tag for two tags/stack and one tag/pile
downgrading no change mod change max change no change SEK 0.45, SEK 3.25 SEK 3.45 SEK 5.25 inventory mod change SEK 11.73 SEK 14.75 SEK 16.55 max change SEK 27.45 SEK 30.55 SEK 32.36
Note that, under this assumption moving from a no change to a maximum change in
inventory situation while downgraded volume stays the same merely frees an additional SEK 27. The extra amount of money that can be spent if downgrading is reduced to a minimum while inventory is assumed constant is roughly SEK 5.
13. CONCLUSIONS AND RECOMMENDATIONS
An analysis of the processes in the supply chain from forests to mills revealed that there is a potential to streamline operations and make more efficient use of resources by implementing an RFID‐based log tracking system in the chain. This system should be an open loop, using inexpensive, passive, RO RFID devices. However, a careful review of relevant literature and an enquiry on the RFID market
revealed that there exists no standard RFID tag that would fit the special needs of this application. Technically, satisfying both the material constraints set by paper mills and the requirements of the working environment is challenging but not impossible. The experiments have shown that a paper‐based label that is weather resistant enough to
perform in this environment can be created using standard baking paper. However, in order to make it function, one always needs a certain free space in the near field of the antenna, which can best be achieved by drilling or milling a small hole into the log in or on top of which the tag can be placed. An enquiry on previous applications of RFID in forestry showed that no RFID‐based log
tracking system has yet been commercially implemented by any other forestry company. However, there are a number of businesses that have taken interest in the subject and have invested in creating such a system (e.g. Weyerhaeuser, Cambium). When considering such an implementation at SCA, it is important to keep in mind that there are four phases of implementation in which costs and cost structures vary significantly. The analysis of cost structures along the chain in Phase II and the examination of the
various scenarios have shown, that there is considerable potential to design a customized tag without exceeding tolerable cost levels regarding prices per tag. It could be shown that favourable changes in inventory levels and the volume of downgraded wood resulting from

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 36(50)
RFID would lead to significant cost savings. That, in turn, would allow for additional money to be spent on RFID tags without violating break‐even price limits. A concrete example is that when moving from one tag per stack to two tags per stack the
break‐even price per RFID tag is halved. Hence, it is reasonable to assume that a suitable tag for costs of SEK 3.25 (ca. US‐$ 0.43) can be designed. Thus, one may conclude that there is a prospect to create an RFID‐based log tracking system using customized RO RFID labels that operates at tolerable price levels in day‐to‐day operations, even when assuming that no reduction in inventory levels or downgraded volume can be achieved. Therefore, it makes sense to further investigate the technical aspects of such customisation,
while keeping the cost restrictions in mind. One may also reconsider the scenarios that were developed and alter them in such a way that the changes in inventory and downgraded volume represent well‐based predictions rather than mere assumptions. These predictions should be based on a more exact examination of optimal lead time and inventory volumes along the chain and take seasonal changes into account. Furthermore, it is advisable to investigate how RFID could be integrated with other technologies (e.g. GPS) to further automate and facilitate the log tracking procedure.

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 37(50)
REFERENCES
Literature • Öhmann/Zetterlund: (2004), RFID – framtiden för den svenska livsmedelindustrin? • Timpe, D: (2005), Barcode and RFID Technologies: Alternatives to Log Stamping for
Wood Identification in Forestry? • Dennis P. Dykstra, Kuru, Taylor, Nussbaum, Magrath & Story: (2002), Technologies
for Wood Tracking – Verifying and Monitoring the Chain of Custody and Legal Compliance in the Timber Industry
Important Contact Persons • Gerhard Friemel g.friemel@cambium‐forstbetriebe.de • Bartek Muszynski [email protected] • Mats Wennebo [email protected]
Websites used for Enquiry • www.sca.se • www.dabac.com • www.progress.com/index.ssp • www.epcglobalinc.org • www.cambium‐forstbetriebe.de • www.nje.ca • www.rfid.averydennison.com • www.sokymat.com • www.skogforsk.se • www.sp.se/tratek • www.rfidinc.com • www.rfidjournal.com • www.rfidusa.com • www.ti.com • www.alientechnology.com • www.csiro.au • www.atlastech.co.nz • www.acg.de • www.capturetech.nl • www.dyna‐sys.com • www.rfid‐card.com • www.baumer.se • www.intersoft‐us.com • www.cfr.washington.edu • www.savi.com • www.siemens.com • www.champengineering.com • www.rf‐it‐solutions.com • www.iufro.org • www.electrona.se • www.transcore.com

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 38(50)
• www.analytica‐india.com • www.icfrnet.unp.ac.za • www.fs.fed.us/research • www.envfor.nic.in/icfre/icfre.html • www.safnet.org • www.cal‐pak.com • www.brooks.com • www.aimglobal.org • www.aegid.de • www.brucktech.i‐coms.at • www.advancedidcorp.com • www.helveta.com • www.procontrol.hu • www.feig.de/deu/default.htm • www.weyerhaeuser.com • www.bib.slu.se/bibliotek/skogs
Quoted Websites • www.idtechex.com/products/en/articles/00000396.asp • www.feedforward.com.au/News/world‐industry‐news‐vol16.htm • www.rfidjournal.com/article/articleview/258/1/1/ • http://news.bbc.co.uk/1/hi/technology/3860229.stm • www.rfidjournal.com/article/articleview/279/1/1/ • www.vdc‐corp.com/autoid/annual/04/br04‐03.html • www.sp.se/tratek/LINESET • www.seattletimes.nwsource.com/html/businesstechnology/2002065830_rfid18.html • www.smartcodecorp.com/newsroom • www.branofood.de/web/prinzip.html • http://investors.progress.com/phoenix.zhtml?c=86919&p=irol‐
newsArticle&ID=721451&highlight • www.cambium‐forstbetriebe.de/lts.htm
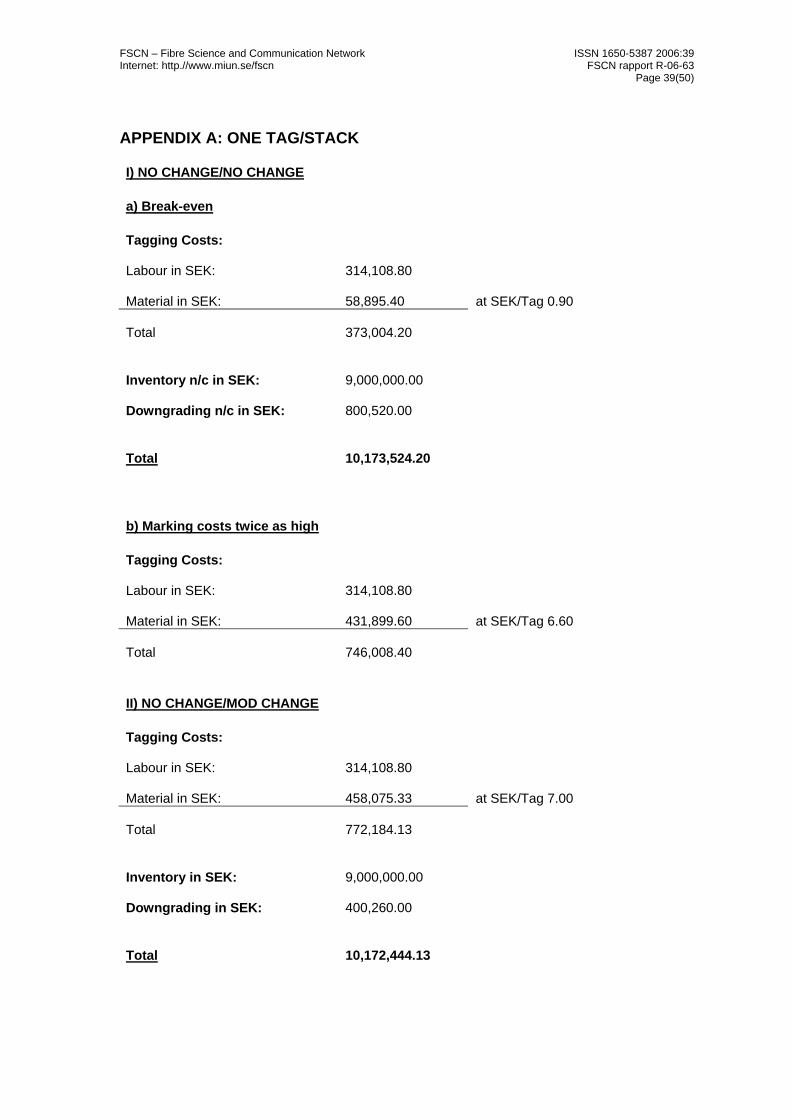
FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 39(50)
APPENDIX A: ONE TAG/STACK
I) NO CHANGE/NO CHANGE a) Break-even Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 58,895.40 at SEK/Tag 0.90
Total 373,004.20
Inventory n/c in SEK: 9,000,000.00
Downgrading n/c in SEK: 800,520.00
Total 10,173,524.20
b) Marking costs twice as high Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 431,899.60 at SEK/Tag 6.60
Total 746,008.40
II) NO CHANGE/MOD CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 458,075.33 at SEK/Tag 7.00
Total 772,184.13
Inventory in SEK: 9,000,000.00
Downgrading in SEK: 400,260.00
Total 10,172,444.13

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 40(50)
III) NO CHANGE/MAX CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 698,892.08 at SEK/Tag 10.68
Total 1,013,000.88
Inventory in SEK: 9,000,000.00
Downgrading in SEK: 160,104.00
Total 10,173,104.88
IV) MOD CHANGE/NO CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 1,557,456.13 at SEK/Tag 23.80
Total 1,871,564.93
Inventory in SEK: 7,500,000.00
Downgrading in SEK: 800,520.00
Total 10,172,084.93
V) MOD CHANGE/MOD CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 1,958,599.25 at SEK/Tag 23.93
Total 2,272,708.05
Inventory in SEK: 7,500,000.00
Downgrading in SEK: 400,260.00
Total 10,172,968.05

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 41(50)
VI) MOD CHANGE/MAX CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 2,198,761.60 at SEK/Tag 33.60
Total 2,512,870.40
Inventory in SEK: 7,500,000.00
Downgrading in SEK: 160,104.00
Total 10,172,974.40
VII) MAX CHANGE/NO CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 3,658,058.73 at SEK/Tag 55.90
Total 3,972,167.53
Inventory in SEK: 5,400,000.00
Downgrading in SEK: 800,520.00
Total 10,172,687.53
VIII) MAX CHANGE/MOD CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 4,059,201.85 at SEK/Tag 62.03
Total 4,373,310.65
Inventory in SEK: 5,400,000.00
Downgrading in SEK: 400,260.00
Total 10,173,570.65

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 42(50)
IX) MAX CHANGE/MAX CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 4,299,364.20 at SEK/Tag 65.70
Total 4,613,473.00
Inventory in SEK: 5,400,000.00
Downgrading in SEK: 160,104.00
Total 10,173,577.00

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 43(50)
APPENDIX B: 1 TAG/STACK & 1 TAG/PILE
a) Break-even Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 59,314.21 at SEK/Tag 0.88
Total 373,423.01
Inventory n/c in SEK: 9,000,000.00
Downgrading n/c in SEK: 800,520.00
Total 10,173,943.01
b) Marking costs twice as high Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 431,376.09 at SEK/Tag 6.40
Total 745,484.89
II) NO CHANGE/MOD CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 458,337.09 at SEK/Tag 6.80
Total 772,445.89
Inventory in SEK: 9,000,000.00
Downgrading in SEK: 400,260.00
Total 10,172,705.89

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 44(50)
III) NO CHANGE/MAX CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 698,964.06 at SEK/Tag 10.37
Total 1,013,072.86
Inventory in SEK: 9,000,000.00
Downgrading in SEK: 160,104.00
Total 10,173,176.86
IV) MOD CHANGE/NO CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 1,558,346.11 at SEK/Tag 23.12
Total 1,872,454.91
Inventory in SEK: 7,500,000.00
Downgrading in SEK: 800,520.00
Total 10,172,974.91
V) MOD CHANGE/MOD CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 1,958,717.04 at SEK/Tag 29.06
Total 2,272,825.84
Inventory in SEK: 7,500,000.00
Downgrading in SEK: 400,260.00
Total 10,173,085.84

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 45(50)
VI) MOD CHANGE/MAX CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 2,197,321.93 at SEK/Tag 32.60
Total 2,511,430.73
Inventory in SEK: 7,500,000.00
Downgrading in SEK: 160,104.00
Total 10,171,534.73
VII) MAX CHANGE/NO CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 3,659,956.47 at SEK/Tag 54.30
Total 3,974,065.27
Inventory in SEK: 5,400,000.00
Downgrading in SEK: 800,520.00
Total 10,174,585.27
VIII) MAX CHANGE/MOD CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 4,057,631.30 at SEK/Tag 60.20
Total 4,371,740.10
Inventory in SEK: 5,400,000.00
Downgrading in SEK: 400,260.00
Total 10,172,000.10

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 46(50)
IX) MAX CHANGE/MAX CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 4,300,280.35 at SEK/Tag 63.80
Total 4,614,389.15
Inventory in SEK: 5,400,000.00
Downgrading in SEK: 160,104.00
Total 10,174,493.15

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 47(50)
APPENDIX C: 2 TAGS/STACK & 1 TAG/PILE
I) NO CHANGE/NO CHANGE a) Break-even Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 59,778.83 at SEK/tag 0.45
Total 373,887.63
Inventory n/c in SEK: 9,000,000.00
Downgrading n/c in SEK:
800,520.00
Total 10,174,407.63
b) Marking costs twice as high Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 431,736.00 at SEK/tag 3.25
Total 745,844.80
II) NO CHANGE/MOD CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 458,304.37 at SEK/tag 3.45
Total 772,413.17
Inventory in SEK: 9,000,000.00
Downgrading in SEK: 400,260.00
Total 10,172,673.17

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 48(50)
III) NO CHANGE/MAX CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 697,419.70 at SEK/tag 5.25
Total 1,011,528.50
Inventory in SEK: 9,000,000.00
Downgrading in SEK: 160,104.00
Total 10,171,632.50
IV) MOD CHANGE/NO CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 1,558,234.86 at SEK/tag 11.73
Total 1,872,343.66
Inventory in SEK: 7,500,000.00
Downgrading in SEK: 800,520.00
Total 10,172,863.66
V) MOD CHANGE/MOD CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 1,959,417.24 at SEK/tag 14.75
Total 2,273,526.04
Inventory in SEK: 7,500,000.00
Downgrading in SEK: 400,260.00
Total 10,173,786.04

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 49(50)
VI) MOD CHANGE/MAX CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 2,198,532.56 SEK/tag 16.55
Total 2,512,641.36
Inventory in SEK: 7,500,000.00
Downgrading in SEK: 160,104.00
Total 10,172,745.36
VII) MAX CHANGE/NO CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 3,658,464.46 at SEK/tag 27.54
Total 3,972,573.26
Inventory in SEK: 5,400,000.00
Downgrading in SEK: 800,520.00
Total 10,173,093.26
VIII) MAX CHANGE/MOD CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 4,058,318.42 at SEK/tag 30.55
Total 4,372,427.22
Inventory in SEK: 5,400,000.00
Downgrading in SEK: 400,260.00
Total 10,172,687.22

FSCN – Fibre Science and Communication Network ISSN 1650-5387 2006:39 Internet: http.//www.miun.se/fscn FSCN rapport R-06-63 Page 50(50)
IX) MAX CHANGE/MAX CHANGE Tagging Costs:
Labour in SEK: 314,108.80
Material in SEK: 4,298,762.16 at SEK/tag 32.36
Total 4,612,870.96
Inventory in SEK: 5,400,000.00
Downgrading in SEK: 160,104.00
Total 10,172,974.96