Review Questions Session 4
3
Review Questions Session 4 Specialty Coffeehouse A specialty coffeehouse sells Colombian coffee at a fairly steady rate of 280 pounds annually. The beans are purchased from a local supplier for $2.40 per pound. The coffee house estimates that it costs $45 in paperwork and labor to place an order for the coffee, and holding costs are based on a 20 percent annual interest rate. a. Determine the optimal order quantity for Colombian coffee. b. What is the time between placement of orders? c. What is the average annual cost of holding and setup due to this item? d. Determine the reorder level (on‐hand inventory at time of reorder) if the replenishment lead‐ time is three weeks David’s Delicatessen David’s Delicatessen flies in Hebrew National salamis regularly to satisfy a growing demand for the salamis in the Silicon Valley. The owner, David Gold, estimates that the demand for the salamis is fairly steady at 175 per month. The salamis cost Gold $1.85 each. The fixed cost of calling his brother in New York and having the salamis flown in is $200. It takes three weeks to receive an order. Gold’s accountant recommends an annual cost of capital of 22 percent, a cost of shelf space of 3 percent of the value of the item, and a cost of 2 percent of the value for taxes and insurance. a. How many salamis should Gold have flown in and how often should he order them? b. How many salamis should Gold have on hand when he phones his brother to send another shipment? c. Suppose that the salamis sell for $2.15 each. Are these salamis a profitable item for Gold? If so, what annual profit can he expect to realize from this item? (Assume that he operates the system optimally.) Uncle Bob Uncle Bob, a manufacturer of chocolate cookies, has just started the production of a new type of delicious cookies. Management wants the box‐filling line to be set so that packets weigh between 42 and 45 grams. When the process is in control, the weight of packets is approximately normal, with a mean of 43.2 grams and a standard deviation of 0.5 grams. That is, the process capability index is Cpk = 0.8 A. Is the process at the (so‐called GE or Motorola) Six Sigma capability level? a) Yes b) No c) The information provided is not sufficient to assess whether the process is at 6‐sigma B. If the process were not at Six Sigma, which of the following actions would be effective to ensure that the process performance characteristics for this process reach Six Sigma? a) Center the process mean within the tolerance limits b) Reduce standard deviation c) Both Forevon You have been appointed as the new quality director of Forevon, a California‐based manufacturer of CCD sensors for digital cameras. Forevon’s customers – which include some of the largest camera manufacturers in the world – understandably require high quality standards from their sensor supplier. One of the most important parameters is the sensor size, which must fit the design specifications provided by the camera manufacturers. To guarantee the high quality standards that their customers expect, Forevon has implemented a quality control system that makes extensive use of SPC techniques such as control charts.
-
Upload
gaurabkhetan789 -
Category
Documents
-
view
271 -
download
0
Transcript of Review Questions Session 4

Review Questions Session 4
Specialty Coffeehouse A specialty coffeehouse sells Colombian coffee at a fairly steady rate of 280 pounds annually. The beans are purchased from a local supplier for $2.40 per pound. The coffee house estimates that it costs $45 in paperwork and labor to place an order for the coffee, and holding costs are based on a 20 percent annual interest rate. a. Determine the optimal order quantity for Colombian coffee. b. What is the time between placement of orders? c. What is the average annual cost of holding and setup due to this item? d. Determine the reorder level (on‐hand inventory at time of reorder) if the replenishment lead‐time is three weeks
David’s Delicatessen
David’s Delicatessen flies in Hebrew National salamis regularly to satisfy a growing demand for the salamis in the Silicon Valley. The owner, David Gold, estimates that the demand for the salamis is fairly steady at 175 per month. The salamis cost Gold $1.85 each. The fixed cost of calling his brother in New York and having the salamis flown in is $200. It takes three weeks to receive an order. Gold’s accountant recommends an annual cost of capital of 22 percent, a cost of shelf space of 3 percent of the value of the item, and a cost of 2 percent of the value for taxes and insurance. a. How many salamis should Gold have flown in and how often should he order them? b. How many salamis should Gold have on hand when he phones his brother to send another
shipment? c. Suppose that the salamis sell for $2.15 each. Are these salamis a profitable item for Gold? If so,
what annual profit can he expect to realize from this item? (Assume that he operates the system optimally.)
Uncle Bob
Uncle Bob, a manufacturer of chocolate cookies, has just started the production of a new type of delicious cookies. Management wants the box‐filling line to be set so that packets weigh between 42 and 45 grams. When the process is in control, the weight of packets is approximately normal, with a mean of 43.2 grams and a standard deviation of 0.5 grams. That is, the process capability index is Cpk = 0.8
A. Is the process at the (so‐called GE or Motorola) Six Sigma capability level? a) Yes b) No c) The information provided is not sufficient to assess whether the process is at 6‐sigma
B. If the process were not at Six Sigma, which of the following actions would be effective to ensure that the process performance characteristics for this process reach Six Sigma? a) Center the process mean within the tolerance limits b) Reduce standard deviation c) Both
Forevon
You have been appointed as the new quality director of Forevon, a California‐based manufacturer of CCD sensors for digital cameras. Forevon’s customers – which include some of the largest camera manufacturers in the world – understandably require high quality standards from their sensor supplier. One of the most important parameters is the sensor size, which must fit the design specifications provided by the camera manufacturers. To guarantee the high quality standards that their customers expect, Forevon has implemented a quality control system that makes extensive use of SPC techniques such as control charts.

A) You have just received a control chart with the results of the last conformance analysis conducted on the production process of one of Forevon’s flagship products, the 4 megapixel sensor. The analysis suggests that the process is stable and in control: the mean and the standard deviation of both the sensor length and height have not changed significantly over the last 3 weeks. Can you rely on this information to conclude that no improvements to the process are needed and that the process is capable of meeting the customer requirements? Why?
B) Forevon has recently launched a new product, a 6 megapixel sensor with an above‐average color rendition, offered at a particularly competitive price. Due to the high market demand, the sensor is manufactured in two parallel and identical production lines, A and B. As a quality director you have just received the control chart for the two processes. The charts suggest that both lines went out of control. Although it maintained its usual level of variability, the production process on Line A had a significant shift in its mean, which caused a large number of sensors to fall outside the specified customer tolerance. Conversely, the production process associated with Line B didn’t display any significant shift in its mean. However it did have an increase in variability, which also caused an equally large number of products to fall outside the specified customer tolerance. You must obviously react to this situation. Which of the two lines is likely to be easier to bring back in control? Why?
Inventory Management Costs
Do you agree with the following statement? Why? Why not?
The increased inventory management costs caused by inexact demand forecasts are more
severe for a ‘push’ production system than for a ‘pull’ production system.
Solarex
Solarex is a California‐based manufacturer of photovoltaic (PV) cells. The company’s best selling
product (the 256 cm2 polycrystalline silicon cell) is manufactured by sawing thin wafers from ingots
of purified crystalline silicon. One of the most important parameters in the process is cell thickness:
this is an indicator of the process yield and it directly impacts the cell manufacturing cost (typically
the thinner the cell, the larger the number of cells that can be obtained from an ingot of given size
and, hence, the lower the manufacturing cost of a single cell). Not surprisingly, to monitor this
parameter Solarex has implemented a quality control system that makes extensive use of SPC
techniques.
As a result of the increased demand for alternative energy sources that followed the recent energy
crisis in California, the company has tripled its manufacturing capacity by adding two new
production lines to the one already in place. Peter Sunshine – the newly appointed quality director
of Solarex – has just received the control charts with the results of the last conformance analysis
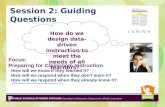
conducted on the 3 manufacturing lines of the 256 cm2 polycrystalline cell. Each control chart
displays cell thickness for samples of 10 cells over a period of 30 days. The control charts for the
three lines (line A, B and C) are displayed below.
What actions should Peter recommend in each of the three cases based on the charts? Why?

Line A
Line B
Line C
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 Day
UCL
LCL
X-bar
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 Day
UCL
LCL
X-bar
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 Day
UCL
LCL
X-bar