RETROFITTING ANALYSIS TO INTEGRATE THE MIXALCO® …
198
RETROFITTING ANALYSIS TO INTEGRATE THE MIXALCO® PROCESS TO THE CRUDE OIL DISTILLATION PROCESS Thesis By LAURA PATRICIA PRADA VILLAMIZAR Submitted to the Office of Graduate Studies of Universidad de Los Andes In partial fulfillment of the requirements for the degree of M.SC. CHEMICAL ENGINEERING August 2013 Major Subject: Chemical Engineering
Transcript of RETROFITTING ANALYSIS TO INTEGRATE THE MIXALCO® …

RETROFITTING ANALYSIS TO INTEGRATE THE MIXALCO® PROCESS
TO THE CRUDE OIL DISTILLATION PROCESS
Thesis
By
LAURA PATRICIA PRADA VILLAMIZAR
Submitted to the Office of Graduate Studies of
Universidad de Los Andes
In partial fulfillment of the requirements for the degree of
M.SC. CHEMICAL ENGINEERING
August 2013
Major Subject: Chemical Engineering

Retrofitting analysis to integrate the MixAlco® process to the crude oil distillation
process
Copyright 2013 Laura Patricia Prada Villamizar

RETROFITTING ANALYSIS TO INTEGRATE THE MIXALCO® PROCESS
TO THE CRUDE OIL DISTILLATION PROCESS
Thesis
By
LAURA PATRICIA PRADA VILLAMIZAR
Submitted to the Office of Graduate Studies of
Universidad de Los Andes
In partial fulfillment of the requirements for the degree of
M.SC. CHEMICAL ENGINEERING
Approved by:
Chair of committee, Rocío Sierra Ramírez, PhD.
Committee Members, Jorge Mario Gómez, Phd.
Head of Department, Oscar Alvarez Solano, PhD.
August 2013
Major Subject: Chemical Engineering

i
ABSTRACT
Retrofitting analysis to integrate the MixAlco® process to the crude oil distillation
process (August 2013)
Laura Patricia Prada Villamizar, Universidad de los Andes, Colombia
Advisor: Rocío Sierra Ramírez, Ph.D.
The MixAlco® technology comprises a processing facility to produce liquid
transportation fuels and/or value-added chemicals from biomass resources; however,
build and run a new MixAlco® plant may be very costly. On the other hand, high quality
and easily exploitable fossil-fuels resources inevitably dwindle worldwide. Both the
preservation of high quality fossil-fuel resources and the feasibility of a MixAlco® plant
can be importantly enhanced by retrofitting the MixAlco® process into an existing
fossil-fuel processing facility. This retrofitting is attainable because both processes have
similar products (bio-gasoline, gasoline, bio-jet, jet). This work assesses a retrofitting
analysis to integrate the MixAlco® process to a selected case of crude oil distillation
process (CODP). The proposed methodology suggests a hierarchy cost using the
following tools: process simulations, mass and energy integrations, and economic
evaluations. The work starts by assessing improvements for a base case of each of the
two involved plants separately. Then, comparisons between base cases and the
retrofitting of both processes (the resulting plant is regarded here as “integrated bio-
refinery”) is made. The most remarkable result was a Net Present Value (NPV)

ii
increment from MM USD 7.30 to MM USD15.7, and Return On Investment (ROI)
increment from 11.1% to 12.4% for MixAlco® process.

iii
RESUMEN
Retrofitting analysis to integrate the MixAlco® process to the crude oil distillation
process (August 2013)
Laura Patricia Prada Villamizar, Universidad de los Andes, Colombia
Advisor: Rocío Sierra Ramírez, Ph.D.
MixAlco® es una tecnología donde se producen combustibles líquidos de
transporte y / o productos químicos de valor agregado a partir de fuentes de biomasa, sin
embargo, construir y operar una planta nueva de MixAlco® puede ser muy costoso. Por
otro lado, los recursos combustibles fósiles de alta calidad y fácilmente explotables
disminuyen en todo el mundo. La preservación de los combustibles fósiles de alta
calidad y la viabilidad de una planta MixAlco®, pueden mejorarse mediante la
integración del proceso MixAlco ® en una instalación existente de procesamiento de
combustibles fósiles.
Esta integración es posible gracias a que ambos procesos tienen productos
similares (bio-gasolina, gasolina, bio-jet, jet). Este trabajo evalúa un análisis de
integración entre el proceso de MixAlco® con el proceso de destilación de crudo de
petróleo (PDCP) como caso seleccionado. La metodología propuesta sugiere una
jerarquía de costos con las siguientes herramientas: simulación de procesos,
integraciones de masa y energía, y evaluaciones económicas. Este trabajo inicia
evaluando mejoras para un caso base en cada una de las plantas involucradas por

iv
separado. Después, se hacen comparaciones entre los casos base y la integración de los
dos procesos (la planta resultante se considera como "bio-refinería integrada"). El
resultado más importante para el proceso de MixAlco® presenta un incremento en el
Valor Presente Neto (VPN) de MM USD 7.30 a MM USD 15.7 y un incremento en la
tasa interna de retorno de la inversión (TIR) de 11.1% a 12.4%

v
ACKNOWLEDGEMENTS
I would like to thank my family for the love, belief, and support they have
provided me throughout my life, especially to my mother, Laura Villamizar. She gave
me much love and support, and thanks to my two brothers Dany and Sergio. I would like
to thank my two big loves Guillermo and Santiago, for their compression, support and
company all the time, especially during this work.
I would to express my deepest gratitude to Dr. Rocío Sierra, for her guidance,
and for her patience throughout this work. Thank you for all support during my graduate
study. I would like also to thank to all her group members for all their support and help.
I would like also to thank Cesar Mahecha for the support that he provide me
during this work.

vi
NOMENCLATURE
AEA: Aspen Energy Analyzer®
AFC: Annualized Fixed Cost
AGO: Atmospheric Gas Oil
APEA: Aspen Process Economic Analyzer®
API: Standard API gravity
BPD: Barrel Per Day
C: Cooler
CE: Chemical Engineering Plant Cost Index
CM: Compressor
CODP: Crude Oil Distillation Process
CON: Conveyor
CSTR: Continually Stirred Tank Reactors
DHFORM: Formation Enthalpy
DW&B: Direct Wage and Benefits
E: Heat Exchanger
EIA: US Energy Information Administration
FCI: Fixed Capital Investment
FOB: Free On Board
FOC: Fixed Operating Cost

vii
GAL: U.S liquid gallon, (231 in3)
GCC: Grand Composite Curve
H: Heater
HEN: Heat Exchange Network
HVGO: Heavy Vacuum Gas Oil
IRR: Internal Rate of Return
INHSPCD: In-house Pure Component Database
LVGO: Light Vacuum Gas Oil
M: Mixer
MACRS: Modified Accelerated Cost Recovery System
MOC: Minimum Operating Cost
MM: Million
MR: Cumulative Mass Lost
MS: Marshall and Swift Cost Index
MSA: Mass-Separating Agent
MTAC: Minimizing Total Annualized Cost
MW: Molecular weight
MW&B: Maintenance Wages and Benefits
Net_G: Net Generation
NF: Nelson-Farrer Refinery Construction Index

viii
NPV: Net Present Value
NREL: National Renewable Energy Laboratory
NRTL: Non-random-two-liquid
P: Pump
PBP: Payback Period
PSA: Pressure Swing Adsorption
R: Reactor
ROI: Return On Investment
RKS: Redlich-Kwong-Soave
S: Splitter
SCF: Standard Cubic Foot
SG: Standard specific gravity at 60°F
SP: Separator
T: Distillation tower
TBP: True Normal boiling point
TCI: Total Capital Investment
TEHL: Table of Exchangeable Heat Loads
TID: Temperature-Interval Diagram
TK: Tank
TR: Turbine

ix
TON: Metric ton (1,000kg)
USD: United States dollars
VFAs: Volatile Fatty Acids
VLSTD: Standard Liquid MolarVolume at 60°F
VOC: Variable Operating Cost
VP: Venture Profit
VS: Volatile Solids
WCI: Working Capital Investment
WWT: Waste Water Treatment
ZC: Critical Compressibility Factor

x
TABLE OF CONTENTS
Page
ABSTRACT .............................................................................................................. i
RESUMEN ................................................................................................................ iii
ACKNOWLEDGEMENTS ...................................................................................... v
NOMENCLATURE .................................................................................................. vi
TABLE OF CONTENTS .......................................................................................... x
LIST OF FIGURES ................................................................................................... xiii
LIST OF TABLES .................................................................................................... xv
1. INTRODUCTION ............................................................................................... 1
2. OBJECTIVES ..................................................................................................... 5
2.1 General objective ..................................................................................... 5
2.2 Specific objectives ................................................................................... 5
3. METHODOLOGY .............................................................................................. 6
3.1 Description of the proposed methodology .............................................. 6
3.1.1 Define needs ................................................................................. 6
3.1.2 Process arrangements .................................................................. 7
3.1.3 Feasibility .................................................................................... 7
3.2 Simulation Tools ........................................................................................... 9
3.2.1 MixAlco® process base case ........................................................ 9
3.2.2 CODP base case ............................................................................ 11
3.2.3 MixAlco® process and CODP retrofitted plant ............................ 14

xi
Page
3.3 Process integration ........................................................................................ 14
3.3.1 Material rerouting .......................................................................... 15
3.3.2 Heat Exchanger Network (HEN) .................................................. 16
3.3.3 Cost Analysis................................................................................. 16
4. RESULTS AND DISCUSSION ................................................................... 19
4.1 Simulation results .................................................................................... 19
4.1.1 Simulation builds up and results for MixAlco® base case ......... 19
4.1.1.1 MixAlco® block description .......................................... 21
4.1.1.2 MixAlco® overall mass balance results ......................... 54
4.1.1.3 MixAlco® overall heat balance results .......................... 56
4.1.2 Simulation builds up and results for CODP base case ................ 57
4.1.2.1 CODP Block description ................................................ 58
4.1.2.2 CODP overall mass balance results ............................... 68
4.1.2.3 CODP overall heat balance results ................................. 69
4.2 Define needs ............................................................................................ 69
4.3 Retrofitting procedure applied: Process arrangements ............................ 70
4.3.1 Internal rearrangements ............................................................... 70
4.3.1.1 MixAlco® process ......................................................... 70
4.3.1.2 CODP ............................................................................. 79
4.3.2 Internal modifications ................................................................. 84
4.3.2.1 MixAlco® process ......................................................... 84

xii
Page
4.3.2.2 CODP ............................................................................................ 95
4.3.3 External modifications ................................................................ 103
4.3.3.1 Case 1 ............................................................................. 105
4.3.3.2 Case 2 ............................................................................. 110
4.3.3.3 Comparison between cases ............................................. 123
4.4 Sensitivity analysis .................................................................................. 125
4.4.1 Variation of gasoline prices ......................................................... 125
4.4.2 Variation of Jet prices ................................................................. 126
4.4.3 Variation of Biomass prices ........................................................ 127
4.4.4 Variation of MixAlco® plant capacity ........................................ 127
CONCLUSIONS ....................................................................................................... 129
RECOMMENDATIONS AND FUTURE WORK ................................................... 132
REFERENCES .......................................................................................................... 134
APPENDIX A ........................................................................................................... 137
APPENDIX B ........................................................................................................... 153
APPENDIX C ........................................................................................................... 157
APPENDIX D ........................................................................................................... 159
APPENDIX E ............................................................................................................ 166
VITA ................................................................................................................ 177

xiii
LIST OF FIGURES
FIGURE Page
1-1 Pathways for converting biomass to hydrocarbon fuels .......................... 2
3-1 Flowchart of the proposed methodology ................................................. 8
3-2 Crude oil distillation TPB ....................................................................... 13
4-1 Blocks of MixAlco® process simulation. ............................................... 20
4-2 Feed handling simulation ........................................................................ 23
4-3 Pretreatment simulation ............................................................................ 25
4-4 Fermentation simulation .......................................................................... 29
4-5 Dewatering simulation ............................................................................ 34
4-6 Ketonization simulation .......................................................................... 39
4-7 Lime kiln simulation ............................................................................... 43
4-8 Final simulation ....................................................................................... 46
4-9 Distillation curve for gasoline ................................................................. 49
4-10 Distillation curve for Jet ............................................................................. 50
4-11 Gasification simulation... ........................................................................... 51
4-12 Blocks of CODP simulation ....................................................................... 57
4-13 First pre-heating train ................................................................................. 58
4-14 Second pre-heating train ............................................................................. 61
4-15 Atmospheric distillation column ............................................................... 63
4-16 Vacuum distillation column ....................................................................... 66
4-17 Mass integration for MixAlco® process .................................................... 73

xiv
FIGURE Page
4-18 Power integration for MixAlco® process .................................................. 73
4-19 Heat integration in Reactors for MixAlco® process .................................. 74
4-20 Cash flow for MixAlco® process in the base case .................................... 79
4-21 Hot and Cold composite for MixAlco® HEN............................................ 87
4-22 Grand composite curve for MixAlco® HEN ............................................. 87
4-23 Grid diagram for MixAlco® HEN ............................................................. 89
4-24 Cash flow for MixAlco® process with HEN ............................................. 95
4-25 Hot and Cold composite for CODP HEN .................................................. 97
4-26 Grand composite curve for CODP HEN .................................................... 97
4-27 Grid diagram for CODP HEN .................................................................... 99
4-28 MixAlco® and CODP simulation integrated ............................................. 104
4-29 Cash flow of MixAlco® process in case 1 ................................................. 109
4-30 Hot and Cold composite for case 2 ............................................................ 112
4-31 Grand composite curve for case 2 .............................................................. 113
4-32 Grid diagram for case 2 .............................................................................. 115
4-33 Cash flow of MixAlco® process in case 2 ................................................. 123
4-34 Variation of gasoline price for MixAlco® process .................................... 125
4-35 Variation of Jet price for MixAlco® process ............................................. 126
4-36 Variation of Biomass price ......................................................................... 127
4-37 Variation of MixAlco® plant capacity ....................................................... 128

xv
LIST OF TABLES
TABLE Page
3-1 Biomass feed composition for MixAlco® process .................................... 10
3-2 MixAlco® operating conditions ................................................................. 11
3-3 Assay data for crude oil .............................................................................. 12
3-4 Assay data for crude oil Light ends ............................................................ 12
3-5 CODP operating conditions ....................................................................... 13
3-6 Feedstock, utilities and product prices ....................................................... 17
4-1 Feed handling mass and heat balance ........................................................ 24
4-2 Heat balances for Feed Handling equipment ............................................. 24
4-3 Pretreatment mass and heat balance ........................................................... 27
4-4 Fermentation mass and heat balance .......................................................... 30
4-5 Heat balances for Pretreatment and Fermentation equipments .................. 33
4-6 Dewatering mass and heat balance ............................................................. 35
4-7 Heat balances for Dewatering equipments ................................................. 38
4-8 Ketonization mass and heat balance ........................................................... 40
4-9 Heat balances for Ketonization equipments ............................................... 42
4-10 Heat balances for Lime kiln equipments .................................................... 43
4-11 Lime kiln mass and heat balance ................................................................ 44
4-12 Final mass and heat balance ....................................................................... 46
4-13 Heat balances for Final equipments ........................................................... 49

xvi
TABLE Page
4-14 Gasification mass and heat balance ............................................................ 52
4-15 Heat balances for Gasification equipments ................................................ 53
4-16 MixAlco® yields ........................................................................................ 54
4-17 Summary fo heat balances for MixAlco® processs ................................... 56
4-18 First train preheating mass and heat balance .............................................. 59
4-19 Heat balances for equipments in 1st preheating train ................................ 60
4-20 Second train preheating mass and heat balance ......................................... 62
4-21 Heat balances for equipments in 2nd preheating train ............................... 62
4-22 Atmospheric distillation mass and heat balance ........................................ 64
4-23 Heat balances for equipments in atmospheric distillation unit .................. 65
4-24 Vacuum distillation mass and heat balance ................................................ 67
4-25 Heat balances for equipments in vacuum distillation unit ......................... 68
4-26 CODP Yields .............................................................................................. 68
4-27 Overall heat balances for CODP ................................................................ 69
4-28 Fresh MixAlco® streams ........................................................................... 71
4-29 Waste MixAlco® streams .......................................................................... 72
4-30 VOC of MixAlco® process in base case.................................................... 75
4-31 FOC of MixAlco® process in base case .................................................... 76
4-32 FIC of MixAlco® process in base case ...................................................... 77
4-33 Summary MixAlco® economic results in base case .................................. 77
4-34 Fresh CODP streams .................................................................................. 80

xvii
TABLE Page
4-35 Waste CODP Streams ................................................................................ 81
4-36 FCI for CODP in base case ........................................................................ 82
4-37 VOC for CODP in base case ...................................................................... 82
4-38 FOC for CODP in base case ....................................................................... 83
4-39 MixAlco® process streams for HEN ......................................................... 85
4-40 Heat integration for MixAlco® process ..................................................... 88
4-41 Heat exchangers for MixAlco® HEN ........................................................ 90
4-42 Coolers for MixAlco® HEN ...................................................................... 90
4-43 Heaters for MixAlco® HEN ...................................................................... 91
4-44 VOC of MixAlco® process with HEN ...................................................... 92
4-45 FOC of MixAlco® process with HEN ....................................................... 93
4-46 Summary MixAlco® economic results with HEN..................................... 94
4-47 Process streams for CODP ......................................................................... 96
4-48 Summary of HEN cases for CODP ............................................................ 98
4-49 Heat exchangers in the best CODP case .................................................... 100
4-50 Coolers in the best CODP case .................................................................. 101
4-51 Heaters in the best CODP case ................................................................... 102
4-52 VOC of CODP with HEN .......................................................................... 102
4-53 Heat integration for MixAlco® and CODP in case 1 ................................ 106
4-54 VOC of MixAlco® process in case 1 ......................................................... 106
4-55 FOC of MixAlco® process in case 1 ......................................................... 107

xviii
TABLE Page
4-56 Summary MixAlco® economic results in case 1 ....................................... 108
4-57 Process streams for case 2 .......................................................................... 110
4-58 Heat integration for MixAlco® and CODP case 2..................................... 114
4-59 Heat exchangers for case 2 ......................................................................... 115
4-60 Coolers for case 2 ....................................................................................... 118
4-61 Heaters for case 2 ....................................................................................... 119
4-62 VOC of MixAlco® process in case 2 ......................................................... 120
4-63 VOC of CODP in case 2 ............................................................................ 120
4-64 FOC of MixAlco® and CODP in case 2 .................................................... 121
4-65 Summary MixAlco® and CODP economic results in case 2 .................... 122
4-66 Heat integration comparison of cases ......................................................... 124
4-67 Economic comparison of cases .................................................................. 124
1
1. INTRODUCTION
World liquid fuels consumption grew by 0.800 MM bpd in 2012. US Energy
Information Administration (EIA) expects consumption growth will be higher over the
next two years, at 0.900 million bpd in 2013 and 1.20 MM bpd in 2014 (EIA, 2013).
However, the liquid fuel production is estimated to be decline. Furthermore, the price of
crude oil is very sensitive to international politic issues. Clearly, new alternatives for
renewable fuels are necessary.
The MixAlco® technology, invented by Professor M. Holtzapple at Texas A&M
University (Holtzapple, 2009), comprises a processing facility to produce liquid
transportation fuels and/or value-added chemicals from sustainable resources.
MixAlco® converts materials such as municipal solid waste (MSW), sewage sludge,
forest product residues, and non-edible energy crops such as sweet sorghum into a wide
array of chemicals and secondary alcohols that can be further refined through separate,
well-established processes to produce renewable gasoline, jet fuel or diesel. The bio-
gasoline produced through the MixAlco® technology is not ethanol. In fact, it has a
higher energy value than ethanol and can be blended directly with gasoline produced
from hydrocarbons. (Terrabon, 2010).
MixAlco® process comprises a fermentation stage, which employs a mixed culture
of acid-forming microorganisms that convert biomass components (carbohydrates,
proteins, and fats) to carboxylate salts. Depending on the choice of buffer, the salts may

2
be ammonium carboxylates (buffered by NH4HCO3) or calcium carboxylates (buffered
by CaCO3) among others. Via pathway C in Figure 1-1, calcium carboxylates are
thermally converted into ketones, which are subsequently hydrogenated into a mixture of
secondary alcohols. Finally, these alcohols are chemically converted into hydrocarbon
fuels (gasoline, jet fuel, and diesel) (Pham, Holtzapple, & El-Halwagi, 2010). In
Appendix A, details on the MixAlco® process are briefly discussed.
Figure 1-1. Pathways for converting biomass to hydrocarbon fuels (Pham et al., 2010)
Build and run a new plant, such as the one required for the MixAlco® process, is
very costly; however, its economic performance may be greatly enhanced by retrofitting
analysis. This strategy comprises adding a bio-fuels plant like MixAlco® process to an
existing fossil fuel plant like a crude oil distillation process (CODP).
3
This mechanism is beneficial for both parties because an inexpensive increase of
the production capacity of the refinery may be obtained, while economic matters for the
biofuels-producing plant are resolved. The systems obtained by integrating a biomass
fuel plant to the fossil fuel plant is regarded here as bio-refineries or integrated fossil
bio-refineries.
Basically, CODP comprises a preheating train where crude oil is fed from the
holding tank; then vaporized in the furnace where the combustion of a fuel is taking
place. Finally, it is fed to the bottom of the distillation column. The distillation column is
considered the master unit since all different cuts like light and heavy naphtha, kerosene,
light and heavy gas oils, and atmospheric residue are separated and purified. The
vacuum distillation unit further distills residual bottoms from the atmospheric tower,
where different cuts can be obtained like atmospheric, light vacuum, and heavy vacuum
gas oil. A large amount of heat is transported out to the preheating train from the
condenser, the end products, the strippers and the pumparounds.
The substantial energy requirement of crude oil distillation columns is met partly
by costly utilities, such as steam and fuel for fired heaters, and partly by heat recovered
from the process, using process-to-process heat exchange. Energy savings, therefore,
demand not only a distillation column that is energy-efficient, but also a heat exchanger
network (HEN) which minimizes utility costs by maximizing heat recovery. (Benali &
Tondeur, 2011). The CODP in this work corresponds to a modified version of a

4
distillation unit of Ecopetrol. Modifications were necessary to protect intellectual
property rights.
This work assesses a retrofitting analysis to integrate the MixAlco® process to
the crude oil distillation process. Focus is given to the problem of process modification
to the crude oil distillation system by considering increase the process profitability and
material substitution with biomass feedstocks. The approach proposed for this analysis
was developed by B. Cormier under the advisory of Dr. M. El-Halwagi at Texas A&M
University (Cormier, 2005). The proposed hierarchy is based on costs analysis and
involves internal process modification, operating-condition adjustment, and feedstock
substitution. If is needed, new units are added followed by the incorporation of new
production lines. Then, heat and mass integration techniques are used to link the units
and streams. (Cormier, 2005)
The competitiveness of markets nowadays and the focus on energy efficiency
requires improved heat-integrated process designs. Aspen Energy Analyzer® (AEA)
working in concert with flowsheet simulators such as Aspen Plus® provides an easy
environment to perform optimal heat exchanger network design and pinch analysis.
For the economic evaluation, an Aspen Process Economic Analyzer® (APEA)
provides benefits that will be explored in this study.

5
2. OBJECTIVES
2.1 General Objective
Apply a retrofitting analysis to integrate into a crude oil distillation system, the
MixAlco® process using the kenitonization route.
2.2 Specific Objectives
Conduct process integration studies to determine cost-effective strategies for
enhancing production incorporating the MixAlco® process into the crude oil
distillation system.
Develop several energy and mass integration approaches and use them to induce
synergism and to reduce cost by exchanging heat, material utilities, and by
sharing equipment.
Develop cost-benefit analysis to guide the decision-making process and to
compare various production routes.

6
3. METHODOLOGY
Results from a previous work on MixAlco® process economics were used as a base
case (Pham et al., 2012). In that work, the economics of the calcium carboxylate
platform (pathway C in Figure 3-1) using municipal solid waste or sugarcane bagasse as
feedstock were estimated. On this basis, the following MixAlco® process features were
used: no requirement for sterility or any external enzymes, low capital cost, and cost-
effective dewatering, which comprise the use of an effective evaporation system, briefly
explained in Appendix A. In the previous work, the minimum selling prices of
hydrocarbon fuels reported can be around 1.57 USD /gal if municipal solid waste is
available at the US average tipping fee of 45 USD/dry ton (40 ton/h plant, with internal
hydrogen production). (Pham et al., 2012)
Retrofitting analysis was performed using the methodology developed by Cormier &
El-Halwagi developed on the framework of mass and energy process integration. An
overview of the methodology is shown in Figure 3-1 (Cormier, 2005). An explanation is
found in Section 3.1.
3.1 Description of the proposed methodology
3.1.1 Define needs
In the first step for the retrofitting analysis, it is possible to define the
opportunities in the processes that would result in an increased profitability.

7
3.1.2 Process arrangements
Figure 3-1 shows three building blocks that are arranged in order of increasing cost.
The definition of each block is explained below (Cormier, 2005):
- Internal rearrangements: The goal is to reach the production target using low cost
strategies. These include process reconfiguration (e.g., stream rerouting) and
modification of operating conditions.
- Internal modification by adding new units: it is aimed to pursue medium-cost
modifications. These include required addition of new units, and/or replacement of
the existing units with new ones.
- External modification by adding new lines: Capital-intensive strategies are
invoked. These include the addition of new production lines.
3.1.3 Feasibility
Once two candidates are integrated into the current plant by heat and mass
integration, the ROI can be calculated. The decision to go deeper into the analysis
depends on the obtained value. (Cormier, 2005)

8
Figure 3-1. Flowchart of the proposed methodology (Cormier, 2005).
Define needs
Internal
rearrangements
only
Simulation
improvement
Cost analysis
Feasible?
Internal
modification by
adding new units
Simulation
improvement
Cost analysis
Feasible?
External
modification by
adding separated
lines
Simulation
improvement
Cost analysis
Proposal to the
company
Feasible?
Medium Cost
Low Cost
High Cost
Redefine needs
Internal rearrangements:
Process Reconfiguration
Modification of Operating Conditions
Internal Modifications:
Add New units
Modification of Operating Conditions
External Modifications:
Add new lines
Modification of Operating Conditions
Yes
Yes
Yes

9
3.2 Simulation Tools
Regardless to existence of specialized software for petroleum industry (Aspen
Hysys® and PRO II®), Aspen Plus® software was used according a specific database
that estimates most of the desired properties of biomass.
Initially, each one of these two base cases was simulated separately. Then, both
plants were put together in a single worksheet to make integrations possible.
Specificities of each of these simulation cases are given below. For all simulations, the
following three steps were necessary:
- Flow sheet definition: All inlet and outlet streams to the different stages in both
the MixAlco® and the CODP systems, as well as all unit operations and their
interconnecting streams were defined.
- Chemical components: All chemical components in the system, from reagents
to intermediates and products were specified during simulations. Appendix B
shows the properties for each of the substances used in the simulations..
- Operating conditions: The operating conditions, such as temperature, pressure,
heat duties etc., for each unit operation were specified for each process in next
sections.
3.2.1 MixAlco® process base case.
The simulation was made using the National Renewable Energy Laboratory
(NREL) database In-house Pure Component Database (INHSPCD). Within this tool,

10
estimation of most of the properties of biomass components such as glucose, xylose,
cellulose, xylan, lignin were possible. Components other than the ones listed above, are
identified within this database as solslds. (Wooley & Putsche, 1996).
As Wooley and Putsche, (1996) suggested, the thermodynamic package used in
this simulation was non-random-two-liquid (NTRL), where NRTL liquid include
activity coefficient model, Henry’s law for the dissolved gases, and Redlich-Kwong-
Soave (RKS) equation of state for the vapor phase.
The MixAlco® process simulation was made for a capacity of 40.0 ton/h of
biomass. The biomass feedstock in the simulation was a mixture 80.0% - 20.0% w/w of
sugarcane bagasse (like carbohydrate source) and chicken manure (like secondary
nutrient source) respectively. Table 3-1 shows the biomass feed composition. Other
details on the feedstock stream (e.g., properties) are shown with simulation results in
Section 4.1.1.1.
Table 3-1. Biomass feed composition for MixAlco® process
Component Feedstock
ton/h %w/w
Cellulose 16.8 43.0
Hemicellulose (xylan) 7.50 19.0
Lignin 10.0 25.0
Solslds 5.20 13.0
Total 40.0 100
Operating conditions used for simulation of all MixAlco® unit operations are
shown in Table 3-2.

11
Table 3-2. MixAlco® operating conditions
Process Parameter Value
Feed handling Temperature (°C) 55.0
Pressure (bar_a) 1.00
Pretreatment Temperature (°C) 55.0
Pressure (bar_a) 1.00
Fermentation Temperature (°C) 55.0
Pressure (bar_a) 1.00
Ketonization Temperature (°C) 430
Pressure (bar_a) 0.0400
Ketone hydrogenation Temperature (°C) 130
Pressure (bar_a) 55.0
Lime kiln Temperature (°C) 500
Pressure (bar_a) 1.00
Alcohol dehydration Temperature (°C) 300
Pressure (bar_a) 3.00
Oligomerization Temperature (°C) 300
Pressure (bar_a) 3.00
Olefin hydrogenation Temperature (°C) 130
Pressure (bar_a) 55.0
Gasification Temperature (°C) 760
Pressure (bar_a) 1.00
Steam-gas shift Temperature (°C) 254
Pressure (bar_a) 1.00
3.2.2 CODP base case.
The CODP simulation was made using Grayson Streed and Braun k-10 (BK10)
as thermodynamic packages, for a crude oil load of 27,012 bpd (162 ton/h) and 22.8
API. Because, Grayson property methods were developed for systems containing
hydrocarbons and light gases and BK10 property method is suited for vacuum and low
pressure applications. (Aspen plus®, 2013). Table 3-3 and 3-4 shows the assay data.
The crude oil distillation curve is presented in Figure 3-2.

12
Table 3-3. Assay data for crude oil****
%Distilled* Molecular Weight Specific
Gravity
Sulfur
curve**
Viscosity***
(80ºC)
Viscosity***
(100ºC)
0.929 71.0 0.646
2.54 97.0 0.725
5.46 116 0.759 5x10-3
8.71 144 0.788 0.0190
11.5 153 0.810 0.0500
13.7 171 0.823 0.0790
16.6 186 0.838
21.9 206 0.862 0.322
28.8 250 0.872
36.6 280 0.897 0.808
41.3 323 0.920 9.13 5.80
44.9 357 0.921 0.995 10.3 5.79
53.8 378 0.932 18.0 10.3
62.1 436 0.946 1.19 43.3 22.5
67.3 514 0.956 1.42 77.8 34.5
85.0 1,247 1.03 289,150 31,971
Molecular weight:
288
Bulk value:
0.0488
*Mid-percent distilled (same basis as distillation data, i.e., volume or weight)
**Given in %w/w
***Given in centistokes
****Data supply by Ecopetrol
Table 3-4. Assay data for crude oil Light ends**
Component* % Mass
C2 0.212
C3 3.60
IC4 5.40
NC4 14.5
IC5 24.4
NC5 23.5
Hexane 28.4
Total % light ends in the assay 0.940
*The number after C refers to the number of carbons in the alkane molecule. I is for iso (non-linear)
structures and N for straight chains
**Data supply by Ecopetrol

13
Figure 3-2. Crude oil distillation TPB
Operating conditions used for the atmospheric and vacuum columns are shown in
Table 3-5.
Table 3-5. CODP operating conditions
Process Parameter Value
Column T-204 - Atmospheric tower
Heat duty condenser (kJ/s) 7,206
Tray crude feed 17.0
Tray steam feed 19.0
Tray number 19.0
Condenser Partial
Temperature tray 1 (°C) 98.0
Temperature tray 19 (°C) 366
Pressure tray 1 (bar_a) 1.70
Pressure tray 19 (bar_a) 2.20
Heat duty pumparound MPA (kJ/s) 5,113
Heat duty pumparound MPACAL (kJ/s) 563
Column T-205- Vaccum tower
Heat duty condenser (kJ/s) 308
Tray crude feed 7.00
Tray steam feed 8.00
Tray number 8.00

14
Process Parameter Value
Condenser Partial
Temperature tray 1 (°C) 60.0
Temperature tray 8 (°C) 389
Pressure tray 1 (bar_a) 0.0400
Pressure tray 8 (bar_a) 0.140
Heat duty pumparound UPA (kJ/s) 2,117
Heat duty pumparound MPA (kJ/s) 5,874
Heat duty pumparound MPACAL (kJ/s) 219
3.2.3 MixAlco® process and CODP retrofitted plant
The simulation of MixAlco® process and CODP integrated was made from the base
case of each plant, so the operating conditions and feedstock properties were the same
shown in sections 3.2.1 and 3.2.2; regarding the thermodynamic package: NTRL and
Grayson Streed.
3.3 Process integration
The design of any industrial process relies on process simulators and programs for
unit operation design. The core of process design rests on two important dimensions:
mass and energy. Mass involves the creation and routing of chemical species in reaction,
separation, and byproduct/waste-processing systems. These constitute the heart of the
process and define a company´s technology base. Energy provides the necessary heating,
cooling, and shaftwork for those systems.
Because most industrial processes are complicated, performance and economics
depend not only on proper selection and design of individual components but also on

15
proper assembling of building blocks. Fundamental principles can guide this assembly.
Process integration comprises all means to achieve the goals of optimal assembly and
performance. In process integration, the unity of the entire process is emphasized.
Pinch analysis is the most successful way to achieve energy integration; which impacts
mainly in process economics. Mass integration, on the other hand, has received great
attention and development, because it directly impacts process performance. (El-
Halwagi & Spriggs, 1998).
For this, material rerouting and heat exchanger network (HEN) were considered
(Cormier, 2005).
3.3.1. Material rerouting
Mass integration is a systematic methodology that provides a fundamental
understanding of the global flow of mass within the process and employs this
understanding. To apply this integration the following steps were used:
Analysis: Detect the minimum fresh resource consumption and minimum waste
discharge streams.
Retrofit: Modify an existing water-using network to maximize water reuse and
minimize wastewater generation through effective process changes (Cormier,
2005).
For additional details about this type of integration see Appendix C.
16
3.3.2 Heat Exchanger Network (HEN)
In the plant, heating and cooling represent an important operating cost. In order to
minimize the operating cost for the heat utilities, heat integration is needed. The
following multiple design objectives are pursued:
Minimize the investment cost of the units (i.e., surface area of exchanger, heater
and/or cooler).
Minimize the operating cost of utilities (steam, cooling water, etc).
Minimize the number of units (i.e., heat exchanger). (Cormier, 2005)
In this work, energy integration was performed using Aspen Energy Analyzer®
(AEA) in compliance to all license agreements. For additional details about this type of
integration see Appendix D.
3.3.3 Cost Analysis
Many technical and environmental decisions during process design are strongly
impacted by economic factors; therefore, an essential component of any sustainable
design is an economic analysis, which is performed on the basis of total investment and
operating costs. (El-Halwagi, 2012). Typically, a minimum of 15.0% for the ROI is
pursued. If this is not achievable, ROIs of 5.00 to 10.0% may be acceptable under

17
current market conditions. (Cormier, 2005) Additional details about economic analysis
concepts are presented in Appendix E.
In this work, the prices for feedstocks, chemicals and material disposal for
MixAlco® process were taken from Pham et al., (2012). The prices of crude oil were
taken from the EIA official website. The utilities costs were taken from the database of
AEA except for the steam cost, which was taken from Seider, (2004). Finally, the prices
for refinery products were found in the EIA official website. Appendix D shows the
price profile for these products. For Atmospheric Gas Oil (AGO) and Light Vacuum Gas
Oil (LVGO) prices, a factor of 10% from the price of Heavy Vacuum Gas Oil (HVGO)
was used. All these prices are shown in Table 3-6.
Table 3-6. Feedstock, utilities and product prices
Item Costs and Prices
(USD / unit)
Fee
dst
ock
cost
s
Sugarcane bagasse (USD/ton) 60.0
Chicken manure (USD/ton) 10.0
Crude oil (USD/ton) 643
Crude oil (USD/barrel) 93.4
Quick Lime (USD/ton) 70.0
Flocculant (USD/ton) 991
Iodoform (USD/kg) 25.0
CaCO3 (USD/ton) 50.0
Material disposal (USD/ton) 18.0
Uti
liti
es c
ost
Fired Heat (USD/ton) 2.55
MP Steam (USD/ton) 4.36
Cooling Water (USD/m3) 4x10-3
LP Steam (USD/ton) 4.17
Refrigerant (USD/m3) 0.0130
Electricity (USD/kWh) 0.0620
Steam @ 353°C (USD/ton) 10.0
Steam @ 454°C (USD/ton) 10.0

18
Item Costs and Prices
(USD / unit) P
rod
uct
s se
llin
g
pri
ces
Gasoline (USD/gal) 3.28
Jet (USD/gal) 2.88
Diesel (USD/gal) 3.75
AGO (USD/gal) 2.40
LVGO (USD/gal) 2.30
HVGO (USD/gal) 2.20
Asphalt (USD/gal) 1.30

19
4 RESULTS AND DISCUSSION
Simulation results are presented for each one of the two base cases (MixAlco® and
COPD). This simulations were necessary in order to be able to compare MixAlco®
alone vs MixAlco® retrofitted within a COPD plant. Then, the methodology for
retrofitting (shown in Figure 3-1) will be followed, which eventually (third loop)
conduces to the results obtained for the combined MixAlco®-COPD integrated plant.
An economic analysis is presented for each one of the integration possibilities and for
the combined MixAlco®-COPD. Extensive comparisons are presented at the end. The
Enthalpy reported by Aspen Plus® is in their standard states at 1 atm and 298.15°K.
4.1 Simulation results
In this section, simulation building procedures as well as relevant results of each one
of the base cases are discussed next (MixAlco® base case and COPD base case).
4.1.1 Simulation builds up and results for MixAlco® base case
The MixAlco® simulation was divided in seven blocks to build up a simulation,
as shown in Figure 4-1.
These blocks are listed and explained below:
1. FEED-HAN: Feed handling process
2. PRET -FER: Pretreatment and fermentation process
3. DEWATER: Dewatering process.
4. KETONIZA: Ketonization and ketone hydrogenation processes.

20
5. LIME-KIL: Lime kiln process.
6. FINAL: Dehydratation, oligomerization and saturation processes.
7. GASIFICA: Gasification reactor, steam gas shift reactor, and adsorption process
Figure 4-1. Blocks of MixAlco® process simulation

21
4.1.1.1 MixAlco® Block description
- Feed Handling (Unit 1)
The Feed Handling block exists only for simulation purposes and it is meant: (i) to mix
the reacting substances (biomass, water, and lime) to prepare them for pretreatment and (ii)
to obtain lime (Ca(OH)2) from quick lime (CaO) as shown in Equation 4-1.
(4-1)
Quick lime Lime
In the actual MixAlco® process, feed handling would occur simultaneously (in the
same unit) with pretreatment. This is because the reaction in Eq. 4-1 is exothermic
(Enthalpy of reaction obtained was 1.960kJ/s shown in Table 4-2); thus, it is advantageous
to use the reaction heat to obtain an increase of temperature necessary for pretreatment to
occur at a measurable rate. Because in the simulation feed handling and pretreatment were
not put in the same unit, this fact could not be considered. Instead, an external source of
heat was implemented for the pretreatment stage.
Two sources for quick lime were considered: The first is CaO produced in-site and
the second is make-up fresh quick lime. The quick lime that is produced in site comes from
the LIME-KIL block explained in a later section. The stream that carries this reactant has
been labeled as CAO-RECY in Figure 4-2. As shown in Table 4-1, this stream contains
4.06 ton/h of CO2 which corresponds to 44.0% w/w of the stream composition. This gas is

22
a reaction byproduct which in the actual process is expelled as it is produced, but in this
simulation has to be carried all the way to the end gasification block in the SP-115. The
unit operation CON-101 is a conveyor set up to transport this recycled stream. On the other
hand, the fresh, make-up CaO (labeled as CAO-MAKE in Figure 4-2) is purchased with a
cost of 70.0USD/ton. The mass ratio CAO:CAO-MAKE is 1:10 which clearly shows that a
lime recovery process is represented in a saving operating cost. In addition a water fed at a
flow rate of 2ton/h, stream labeled as H2O-LIME in Figure 4-2 was considered.
For the reaction (Eq. 4-1, occurring in R-101), a conversion factor of 1 was
employed, although the reactants (i.e., water and quick lime) were fed in exact
stoichiometric amounts (i.e., no reactant was fed in excess). (Gosseaume, 2011).
Two streams leave this block: (i) Stream 1(OUT) in Figure 4-2 required for the
reactor convergence and after a mixing unit (TK-101) (ii) Stream (BIOM-LIM(OUT))
which is the stream that contains biomass mixed with water and lime and goes to
pretreatment.
Results from mass and heat balance in the simulation for this block are shown per
stream in Table 4-1. On the other hand, the heat balance for the equipment in this block is
shown in Table 4-2, where the conveyor power consumption is very low.

23
Figure 4-2. Feed handling simulation

24
Table 4-1. Feed handling mass and heat balance
BIOMASS CA-BIO CA-BIOM CAO CAO-MAKE CAO-RECY H20-LIME
Temperature (°C) 25.0 55.0 55.0 55.0 55.0 55.0 25.0
Pressure (bar_a) 1.00 1.00 1.00 1.00 1.00 1.00 1.00
Mass vapor fraction 0 0.0800 0.0800 0.440 0 0.440 0
Mass solid fraction 0.870 0.820 0.820 0.560 1.00 0.560 0
Mass flow (ton/h) 39.5 51.6 51.6 9.24 0.900 9.24 2.00
Enthalpy (kJ/s) 80,720 120,205 120,205 26,310 2,824 26,310 8,809
Component mass flow (ton/h)
CELLU-01 16.8 16.8 16.8 0 0 0 0
XYLAN 7.50 7.50 7.50 0 0 0 0
LIGNI-01 10.0 10.0 10.0 0 0 0 0
SOLSL-01 5.17 5.17 5.17 0 0 0 0
SOLUN-01 0 0 0 0 0 0 0
WATER 0 0.0500 0.0500 0 0 0 2.00
CO2 0 4.06 4.06 4.06 0 4.06 0
CA(OH)2 0 8.03 8.03 0 0 0 0
CAO 0 0 0 5.18 0.900 5.18 0
Table 4-2. Heat balances for Feed Handling equipment
Type Unit Heat duty [kJ/sec] Heat duty [kJ/h]
Reactor R-101 -1,541 -5.55x106
Conveyor CON-101 0.750 2.7 x103

25
- Pretreatment and Fermentation (Unit 2)
Lignocellulosic materials are resistant to the enzymatic degradation, because cellulose
and hemicelluloses (carbohydrates) are encapsulated by lignin, which keeps the enzymes
secreted by the microorganisms from reaching it. Pretreatment is necessary to remove
lignin and enable the fermentation step. (Gosseaume, 2011). The pretreatment simulation
is shown in Figure 4-3. For pretreatment conditions 400 ton/h of fresh water stream
(labeled as H2O-PRET in Figure 4-3) was required. Also a blower (CM-101) was
simulated for bring the air in the pretreatment slurry (6.70ton/h).
Figure 4-3. Pretreatment simulation

26
Due to the complex reaction in pretreatment stage, the reactor R-102 was simulated
in two ways: (i) the first way (for mass balance) was through Ryield, based on known yield
of the exit current. And (ii) the second way (for heat balance) was through Rstoic in order
to calculate the endothermic heat of reaction that was 14,044kJ/s shown in Table 4-5.
For the Rstoic reactor was assumed a conversion factor of 15.0% (Eq. 4-2), 35.0%
(Eq. 4-3) and 30.0% (Eq. 4-4) for cellulose, xylan and lignin in the undigested biomass
(Mixed), respectively (Sierra, García, & Holtzapple, 2010). These conversions were based
on a study of lime pretreatment of poplar wood at laboratory scale. Based on previous
studies of MixAlco® process at different capacities as Holtzapple, (2004), it is assumed
that yields are not affected by the scaling capacity. The biomass undigested conversion is
0.200 ton per ton of biomass VS, (in stream BIOM-LVS, 34.9 ton/h is biomass VS)
resulting in 8.80 ton/h of undigested biomass, that is directed to gasification process
(labeled as BIOM-LV in Figure 4-3). The remaining biomass is digested (Cisolid) (labeled
as BIOM-S in Figure 4-3) and continued to fermentation process.
In this stream the theorical conversion of 0.800 ton of digested biomass per ton of
biomass VS is satisfied, resulting in 26.1 ton/h.
CELLU-01(Cisolid) --> CELLU-01(Mixed) (4-2)
XYLAN (Cisolid) --> XYLAN (Mixed) (4-3)
LIGNI-01(Cisolid) --> LIGNI-01(Mixed) (4-4)
In fermentation process the biomass digested (labeled as BIOM-LV in Figure 4-3
and 4-4) is converted in carboxylates salts using as a buffer CaCO3. The fermentation
simulation is shown in Figure 4-4.

27
Table 4-3. Pretreatment mass and heat balance
AIR AIR2 AIRR BIOM-LIM BIOM-LV BIOM-LVS BIOM-S H20-PRET
Temperature (°C) 25.0 30.5 30.5 55.0 55.0 55.0 55.0 25.0
Pressure (bar_a) 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00
Mass vapor fraction 1.00 1.00 1.00 0.0770 0 0 0 0
Mass solid fraction 0 0 0 0.820 0.0200 0.0760 1.00 0
Mass flow (ton/h) 6.70 6.70 6.70 51.6 416 442 26.1 400
Enthalpy (kJ/s) 3.46x10-13 10.4 10.4 120,205 1,854,269 1,910,655 56,386 1,761,927
Component mass flow (ton/h)
CELLU-01 0 0 0 16.8 2.80 17.0 14.2 0.0
XYLAN 0 0 0 7.50 2.80 7.80 5.00 0.0
LIGNI-01 0 0 0 10.0 3.20 10.1 6.90 0.0
SOLSL-01 0 0 0 5.2 5.00 5.00 0 0
WATER 0 0 0 0.0 402 402 0 400
CO2 0 0 0 4.10 0 0 0 0
CA(OH)2 0 0 0 8.00 0 0 0 0
NITROGEN 5.30 5.30 5.30 0 0 0 0 0
O2 1.40 1.40 1.40 0 0 0 0 0
Two sources for calcium carbonate were considered: The first is CaCO3 recycled from KETONIZA block and the second is
make-up fresh CaCO3. The flow rate of CaCO3 recycled is 6.30 ton/h as shown in Table 4-4; this stream is labeled as CACO3REC in
Figure 4-4. The make-up flow rate is 9.30 ton/h (labeled as MK-CACO3 in Figure 4-4) and is purchased with a cost of 50.0 USD/ton.
The CaCO3 recycled represent 40.0% of CaCO3 consumption resulting in a saving operating cost.

28
The conversion factors for the serial reactions performed in the fermentation train
(R-103 to R-105) are shown in Table A-1 (Gosseaume, 2011). Besides, the reactions in
fermentation process are shown in Equations A-1 to A-11. The salts in solution are
obtained in the stream called SALTS shown in Figure 4-4, with a total flow rate of 25.1
ton/h as shown in Table 4-4. A theorical conversion is getting for 0.600 ton of carboxylate
salts per ton of biomass feed. The stream residue from fermentation (BIOMASS) with a
flow of 16.1 ton/h goes to a gasification process. Table 4-4 shows the material balance for
this stage. In addition a water fed at a flow rate of 200 ton/h, stream labeled as H2O-FERM
in Figure 4-4 was considered. The global heats of reaction are exothermic for reactor R-
103, R-104, R-105 (with enthalpies 1,051kJ/s; 768 kJ/s; 278kJ/s respectively); and
endothermic for reactor R-106 (with enthalpy 6,480kJ/s). Table 4-5 shows the summary of
heat equipment loads.
Finally, a water cooling circuit is simulated in order to quantify the cost of those
equipment for improve the cost analysis of this process.
Results from mass and heat simulation for this block are shown per stream in Table
4-4. On the other hand, heat balances for this block shows a power consumption of 40.4kW
(Table 4-5). For a heat integration study the heat exchangers simulated in this block were
assumed as coolers for count the cooling water utility in the operating cost, that why the
total cooling required in this block is 7,957 kJ/s.

29
Figure 4-4. Fermentation simulation

30
Table 4-41. Fermentation mass and heat balance
BIO-SAL BIO-SAL1 BIO-SAL2 BIO-SAL3 BIOM1 BIOM2 BIOM3 BIOMASS
Temperature (°C) 55.0 55.0 55.0 55.0 55.0 55.0 55.0 55.0
Pressure (bar_a) 1.01 1.01 1.01 1.01 1.01 1.01 1.01 1.01
Mass vapor fraction 0 0.0100 0.0170 0.0210 0.147 0.302 0.418 0.486
Mass solid fraction 0.177 0.129 0.0890 0.0590 0.853 0.698 0.582 0.514
Mass flow (ton/h) 247.6 236.4 227.5 220.9 22.0 18.8 17.0 16.1
Entalphy (kJ/s) -991,492 970,009 951,047 934,782 52,274 49.090 47,282 46,334
Component mass flow (ton/h)
CELLU-01 8.80 4.60 2.20 1.00 8.80 4.60 2.20 1.00
XYLAN 3.10 1.60 0.80 0.400 3.10 1.60 0.800 0.400
LIGNI-01 6.90 6.90 6.90 6.90 6.90 6.90 6.90 6.90
WATER 200.5 200.3 200.1 200.1 0 0 0 0
CO2 3.20 5.70 7.10 7.80 3.20 5.70 7.10 7.80
CA(OH)2 0 0 0 0 0 0 0 0
CACO3 1.30 3.20 3.90 2.50 0 0 0 0
CA(CH-01 19.2 11.4 5.40 1.90 0 0 0 0
CA(CH-02 1.40 1.00 0.30 0.100 0 0 0 0
CA(CH-03 3.30 1.80 0.90 0.200 0 0 0 0
(Continued Table 4-4)
CACO3 CACO3-1 CACO3-2 CACO3-4 CACO3-5 CACO3REC CW-1 CW2 CW3 CW4
Temperature (°C) 55.0 37.3 37.3 37.3 37.3 130 25.0 31.1 25.0 31.1
Pressure (bar_a) 1.00 1.00 1.00 1.00 1.00 7.60 1.00 0.800 1.00 0.800
Mass vapor fraction 0 0 0 0 0 0 0 0 0 0
Mass solid fraction 1.00 1.00 1.00 1.00 1.00 1.00 0 0 0 0
Mass flow (ton/h) 6.30 3.90 3.90 3.90 3.90 6.30 301.8 301.8 301.8 301.8

31
CACO3 CACO3-1 CACO3-2 CACO3-4 CACO3-5 CACO3REC CW-1 CW2 CW3 CW4
Entalphy (kJ/s) 21,066 13,018 13,018 13,018 13,018 20,949 1.33x106
Component mass flow (ton/h)
CELLU-01 0 0 0 0 0 0 0 0 0 0
XYLAN 0 0 0 0 0 0 0 0 0 0
LIGNI-01 0 0 0 0 0 0 0 0 0 0
WATER 0 0 0 0 0 0 301.8 301.8 301.8 301.8
CO2 0 0 0 0 0 0 0 0 0 0
CA(OH)2 0 0 0 0 0 0 0 0 0 0
CACO3 6.30 3.90 3.90 3.90 3.90 6.30 0 0 0 0
CA(CH-01 0 0 0 0 0 0 0 0 0 0
CA(CH-02 0 0 0 0 0 0 0 0 0 0
CA(CH-03 0 0 0 0 0 0 0 0 0 0
(Continued Table 4-4)
CW5 CW6 CW6 CW7 CW8 H2O H20-FERM H20-PRET MK-CACO3 SAL-H2O SALT3
Temperature (°C) 25.0 31.1 31.1 25 31.1 41.1 50.0 25.0 25.0 55.0 55.0
Pressure (bar_a) 1.00 0.800 0.800 1.00 0.800 0.800 1.00 1.00 1.00 2.06 1.01
Mass vapor fraction 0 0 0 0 0 0 0 0 0 0 0
Mass solid fraction 0 0 0 0 0 0 0 0 1.00 0.112 0.0800
Mass flow (ton/h) 302 302 302 302 302 200 200 400.0 9.30 225.6 217.6
Entalphy (kJ/s) 1.33x106 877,480 875,520 1,761,927 31,006 939,210 921,027
Component mass flow (ton/h)
CELLU-01 0 0 0 0 0 0 0 0 0 0 0
XYLAN 0 0 0 0 0 0 0 0 0 0 0
LIGNI-01 0 0 0 0 0 0 0 0 0 0 0
SOLSL-01 0 0 0 0 0 0 0 0 0 0 0
WATER 302 302 302 302 302 200 200 400 0 200 200

32
CW5 CW6 CW6 CW7 CW8 H2O H20-FERM H20-PRET MK-CACO3 SAL-H2O SALT3
CO2 0 0 0 0 0 0 0 0 0 0 0
CA(OH)2 0 0 0 0 0 0 0 0 0 0 0
CACO3 0 0 0 0 0 0 0 0 9.30 1.30 3.20
CA(CH-01 0 0 0 0 0 0 0 0 0 19.2 11.4
CA(CH-02 0 0 0 0 0 0 0 0 0 1.40 1.00
CA(CH-03 0 0 0 0 0 0 0 0 0 3.30 1.80
(Continued Table 4-4)
SALT4 SALT5 SALTS SALW1 SALW2 SALW3 SALW4 SALW5 SALW6
Temperature (°C) 55.0 55.0 55.0 46.3 55.0 46.3 55.0 46.3 55.0
Pressure (bar_a) 1.01 1.01 1.01 1.86 2.06 1.86 2.06 1.86 2.06
Mass vapor fraction 0 0 0 0 0 0 0 0 0
Mass solid fraction 0.0490 0.0230 0.112 0.0800 0.0800 0.0490 0.0490 0.0230 0.0230
Mass flow (ton/h) 210 205 226 218 218 210 210 205 205
Entalphy (kJ/s) 903,943 888,661 939,217 922,979 921,020 905,896 903,936 890,613 888,653
Component mass flow (ton/h)
CELLU-01 0 0 0 0 0 0 0 0 0
XYLAN 0 0 0 0 0 0 0 0 0
LIGNI-01 0 0 0 0 0 0 0 0 0
SOLSL-01 0 0 0 0 0 0 0 0 0
WATER 200 200 200 200 200 200 200 200 200
CO2 0 0 0 0 0 0 0 0 0
CA(OH)2 0 0 0 0 0 0 0 0 0
CACO3 3.90 2.50 1.30 3.20 3.20 3.90 3.90 2.50 2.50
CA(CH-01 5.40 1.90 19.2 11.4 11.4 5.40 5.40 1.90 1.90
CA(CH-02 0.300 0.100 1.40 1.00 1.00 0.300 0.300 0.100 0.100
CA(CH-03 0.900 0.200 3.30 1.80 1.80 0.900 0.900 0.200 0.200

33
Table 4-5. Heat balances for Pretreatment and Fermentation equipments
Type Unit Heat duty [kJ/sec] Heat duty [kJ/h]
Cooler C-101 117 4.21x105
Heat Exchanger E-101 1,960 7.06x106
Heat Exchanger E-102 1,960 7.06x106
Heat Exchanger E-103 1,960 7.06x106
Heat Exchanger E-104 1,960 7.06x106
Pumps P-101 7.50 2.70x104
Pumps P-102 7.50 2.70x104
Pumps P-103 7.50 2.70x104
Pumps P-104 7.60 2.70x104
Compresor CM-101 10.4 3.74x104
Reactor R-102 14,044 5.06x107
Reactor R-103 -1,051 -3.78x106
Reactor R-104 -768 -2.76x106
Reactor R-105 -278 -1.00x106
Reactor R-106 6,480 2.33x107
- Dewatering (Unit 3)
Dewatering block exits only for simulated the water separation from the produced
fermentation broth, using a vapor compression. Figure 4-5 shows the block simulation.
The fermentation broth labeled as SALT-H20 comes 25.1 ton/h of salt plus 200 ton/h of
water. A six train of heat exchangers and separators are used to simulate the vapor
compression system, where the steam separated in the first train is compressed for recycling
in the process. The separated water (labeled as WATDISTI in Figure 4-5) is a waste water
stream. The separated salts labeled as SALTDES continued to ketonization process.
Others packing units are simulated in order to quantify the cost of that equipment for
improve the cost analysis of this block.

34
Results from mass and heat simulation for this block are shown per stream in Table 4-6. On the other hand, heat balances for this block
shows power consumption for compressor CM-102 of 1,214 kW. A heating load required in this block is 113,763 kJ/s (Table 4-7)
Figure 4-5. Dewatering simulation

35
Table 4-62. Dewatering mass and heat balance
SAL-DESC SAL-H20 SAL1 SAL2 SAL3 SAL4 SAL5 SAL6 SALT SALT-H20
SALT-
WAT
Temperature (°C) 55.0 55.0 162 162 163 165 165 162 163 150 55.0
Pressure (bar_a) 2.06 2.06 6.00 6.50 6.60 6.90 7.00 6.50 6.00 1.90 2.10
Mass vapor fraction 0 0 0 0 0 0 0 0 0 0.900 0
Mass solid fraction 0.112 0.112 1.00 1.00 1.00 1.00 1.00 1.00 1.00 0.100 0.100
Mass flow (ton/h) 225.6 225.6 4.20 4.20 4.20 4.20 4.20 4.20 25.2 225.6 225.6
Enthalpy (kJ/s) 939,210 939,210 10,431 10,431 10,431 10,431 10,431 10,431 62,572 796,918 939,210
Component mass flow (ton/h)
WATER 200 200 0 0 0 0 0 0 0 200 200
CACO3 1.30 1.30 0.200 0.200 0.200 0.200 0.200 0.200 1.30 1.30 1.30
CA(CH-01 19.2 19.2 3.20 3.20 3.20 3.20 3.20 3.20 19.2 19.2 19.2
CA(CH-02 1.40 1.40 0.200 0.200 0.200 0.200 0.200 0.200 1.40 1.40 1.40
CA(CH-03 3.30 3.30 0.500 0.500 0.500 0.500 0.500 0.500 3.30 3.30 3.30
(Continued Table 4-6)
SALTDE
S
SALWR
1
SALWR
2
SALWR
3
SALWR
4
SALWR
5
SALWR
6
SALWR
7
SALWR
8
SALWR
9
SALWR1
0
SALWR1
1
Temperature (°C) 163 150 150 150 150 150 150 165 165 165 165 165
Pressure (bar_a) 6.00 1.90 1.90 1.90 1.90 1.90 1.90 7.00 7.00 7.10 7.40 7.50
Mass vapor
fraction 0 0.900 0.900 0.900 0.900 0.900 0.900 0 0 0 0 0
Mass solid
fraction 1.00 0.100 0.100 0.100 0.100 0.100 0.100 0.100 0.100 0.100 0.100 0.100
Mass flow
(ton/h) 25.2 37.6 37.6 37.6 37.6 37.6 37.6 37.6 37.6 37.6 37.6 37.6
Enthalpy (kJ/s) 62,572 132,846 132,846 132,846 132,846 132,846 132,846 132,846 132,846 132,846 132,846 132,846

36
SALTDE
S
SALWR
1
SALWR
2
SALWR
3
SALWR
4
SALWR
5
SALWR
6
SALWR
7
SALWR
8
SALWR
9
SALWR1
0
SALWR1
1
Component mass flow (ton/h)
WATER 0 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4
CACO3 1.30 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200
CA(CH-01 19.2 3.20 3.20 3.20 3.20 3.20 3.20 3.20 3.20 3.20 3.20 3.20
CA(CH-02 1.40 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0.200
CA(CH-03 3.30 0.500 0.500 0.500 0.500 0.500 0.500 0.500 0.500 0.500 0.500 0.500
(Continued Table 4-6)
SALWR12 SALWR13 SALWR14 SALWR15 SALWR16 SALWR17 SALWR18 ST2 ST3 ST4 ST5
Temperature (°C) 164 162 162 163 165 165 162 177 175 172 170
Pressure (bar_a) 7.00 6.50 6.50 6.60 6.90 7.00 6.50 9.30 8.80 8.30 7.80
Mass vapor fraction 0 0.1 0 0 0 0 0 1 1 1.00 1.00
Mass solid fraction 0.100 0.100 0.100 0.100 0.100 0.100 0.100 0 0 0 0
Mass flow (ton/h) 37.6 37.6 37.6 37.6 37.6 37.6 37.6 33.4 33.4 33.4 33.4
Enthalpy (kJ/s) 151,669 150,843 151,649 151,649 151,649 151,649 151,649 121,929 121,971 122,015 122,061
Component mass flow (ton/h)
WATER 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4
CACO3 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0 0 0 0
CA(CH-01 3.20 3.20 3.20 3.20 3.20 3.20 3.20 0 0 0 0
CA(CH-02 0.200 0.200 0.200 0.200 0.200 0.200 0.200 0 0 0 0
CA(CH-03 0.500 0.500 0.500 0.500 0.500 0.500 0.500 0 0 0 0

37
(Continued Table 4-6)
ST6 ST7 STEAMM WAT1 WAT2 WAT3 WAT4 WAT5 WAT6 WATDISTI WATER
Temperature (°C) 167 166 230 163 162 163 164 165 162 60.0 162
Pressure (bar_a) 7.30 7.10 9.80 6.00 6.50 6.60 6.90 7.00 6.50 5.50 6.50
Mass vapor fraction 1.00 1.00 1.00 1.00 1.00 1.00 0.0 1.00 1.00 0 1.00
Mass solid fraction 0 0 0 0 0 0 0 0 0 0 0
Mass flow (ton/h) 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4 200 200
Enthalpy (kJ/s) 122,110 122,130 120,971 122,185 122,193 122,185 122,185 122,185 122,185 875,450 733,155
Component mass flow (ton/h)
WATER 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4 33.4 200 200
CACO3 0 0 0 0 0 0 0 0 0 0 0
CA(CH-01 0 0 0 0 0 0 0 0 0 0 0
CA(CH-02 0 0 0 0 0 0 0 0 0 0 0
CA(CH-03 0 0 0 0 0 0 0 0 0 0 0
- Ketonization (Unit 4)
Ketonization simulation is shown in Figure 4-6; and Table 4-8 shows the material balance. In ketonization block the carboxylate
salts (labeled as SALDEH in Figure 4-6) are converted into ketones (labeled as KET-CACO in Figure 4-6) by a thermal conversion at
high temperatures (430°C), and vacuum pressure (30 mmHg); producing 9.60 ton/h of ketones. The conversion factor for the serial
reactions performed in the reactor R-107 was 0.99 (Gosseaume, 2011). The reactions in ketonization are shown in Equations A-12 to
A-16 (Appendix A).

38
Table 4-7. Heat balances for Dewatering equipments
Type Unit Heat duty [kJ/sec] Heat duty [kJ/h]
Heater H-101 18,956 6.82x107
Heater H-102 18,956 6.82x107
Heater H-103 18,956 6.82x107
Heater H-104 18,956 6.82x107
Heater H-105 18,956 6.82x107
Heater H-106 18,983 6.83x107
Heat Exchanger E-105 142,292 5.12x108
Heat Exchanger E-106 958 3.45x106
Heat Exchanger E-107 42.0 1.51x105
Heat Exchanger E-108 44.0 1.58x105
Heat Exchanger E-109 46.0 1.66x105
Heat Exchanger E-110 48.0 1.73x105
Heat Exchanger E-111 20.0 7.20x104
Compressor CM-102 1,214 4.37x106
By the thermal conversion 14.2 ton/h of calcium carbonate was produced. The
carbonate produced (labeled as CACO3 in Figure 4-6) leaves this block to a LIME-KIL
block explained in the next section.
Followed by ketonization, a ketone hydrogenation process continued to produce
alcohols. In reactor R-108 the conversion factor for serial reactions was 1 (Gosseaume,
2011). The equations for hydrogenation are shown in (Appendix A) Eq. A-17 to A-22. The
hydrogenation conditions are high pressure (55 bar) and isothermal (130°C). The net
demand of hydrogen is 0.0290 ton H2/ton mixed alcohol, and it is produced in gasification
block explained in last section.

39
The reaction for R-107 is endothermic with enthalpy 4,580kJ/s, but the reaction for R-108 is exothermic with enthalpy -2,615
kJ/s, then heat integration is possible to study. Table 4-9 shows the summary of heat equipment loads. On the other hand, heat balances
for this block shows a power consumption of 1,309 kW for pumps and compressor (Table 4-9). The cooling demand in this block is
4,792kJ/s and the heating demand is 4,003 kJ/s.
Figure 4-6. Ketonization simulation
Table 4-8. Ketonization mass and heat balance
ALCOHOL CACO3 H2 H2-1 H21 KET KET-CACO KETO KETONES

40
ALCOHOL CACO3 H2 H2-1 H21 KET KET-CACO KETO KETONES
Temperature (°C) 130 130 43 130 961 130 430 133 130
Pressure (bar_a) 55.0 7.60 0.900 54.8 55.0 7.60 0.0400 55.0 7.60
Mass vapor fraction 0.0190 0 1.00 1.00 1.00 0 0.38 0 0
Mass solid fraction 3x10-3 1.00 0 0 0 0.619 0.619 3x10-3 3x10-3
Mass flow (ton/h) 10 15.5 0.340 0.340 0.340 25.2 25.2 9.6 9.6
Enthalpy (kJ/s) 12,226 51,675 24 142 1,640 61,455 57,409 9,754 9,779
Component mass flow (ton/h)
CACO3 0 15.5 0 0 0 15.5 15.5 0 0
CA(CH-03) 0.0300 0 0 0 0 0.0300 0.0300 0.0300 0.0300
HYDROGEN 0.0500 0 0.340 0.340 0.340 0 0 0 0
ACETONE 0 0 0 0 0 7.00 7.00 7.00 7.00
BUTANONE 0 0 0 0 0 0.200 0.200 0.200 0.200
HEXANONE 0 0 0 0 0 0 0 0 0
PENTANON 0 0 0 0 0 0.500 0.500 0.500 0.500
HEPTANON 0 0 0 0 0 0 0 0 0
NONANONE 0 0 0 0 0 1.90 1.90 1.90 1.90
ISOPROPANOL 7.20 0 0 0 0 0 0 0 0
BUTANOL 0.180 0 0 0 0 0 0 0 0
HEXANOL 2x10-3 0 0 0 0 0 0 0 0
PENTANOL 0.560 0 0 0 0 0 0 0 0
HEPTANOL 0.0100 0 0 0 0 0 0 0 0
NONANOL 1.90 0 0 0 0 0 0 0 0
(Continued Table 4-8)
41
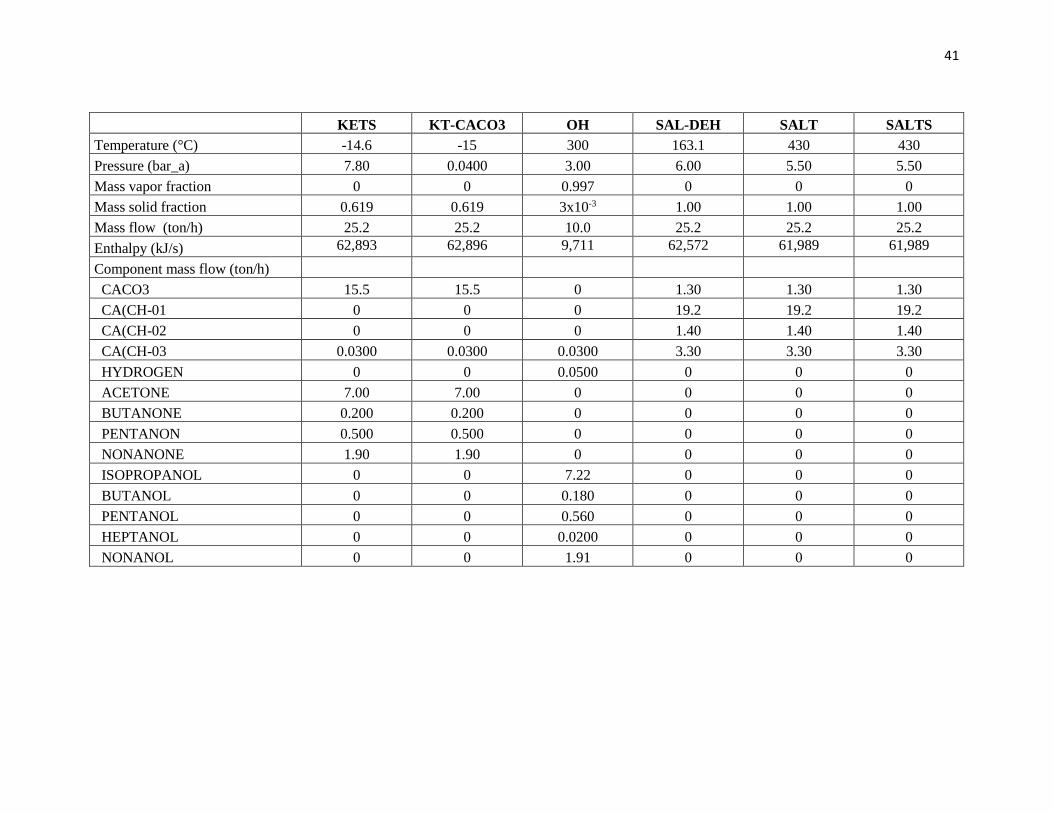
KETS KT-CACO3 OH SAL-DEH SALT SALTS
Temperature (°C) -14.6 -15 300 163.1 430 430
Pressure (bar_a) 7.80 0.0400 3.00 6.00 5.50 5.50
Mass vapor fraction 0 0 0.997 0 0 0
Mass solid fraction 0.619 0.619 3x10-3 1.00 1.00 1.00
Mass flow (ton/h) 25.2 25.2 10.0 25.2 25.2 25.2
Enthalpy (kJ/s) 62,893 62,896 9,711 62,572 61,989 61,989
Component mass flow (ton/h)
CACO3 15.5 15.5 0 1.30 1.30 1.30
CA(CH-01 0 0 0 19.2 19.2 19.2
CA(CH-02 0 0 0 1.40 1.40 1.40
CA(CH-03 0.0300 0.0300 0.0300 3.30 3.30 3.30
HYDROGEN 0 0 0.0500 0 0 0
ACETONE 7.00 7.00 0 0 0 0
BUTANONE 0.200 0.200 0 0 0 0
PENTANON 0.500 0.500 0 0 0 0
NONANONE 1.90 1.90 0 0 0 0
ISOPROPANOL 0 0 7.22 0 0 0
BUTANOL 0 0 0.180 0 0 0
PENTANOL 0 0 0.560 0 0 0
HEPTANOL 0 0 0.0200 0 0 0
NONANOL 0 0 1.91 0 0 0

42
Table 4-9. Heat balances for Ketonization equipments
Type Unit Heat duty [kJ/sec] Heat duty [kJ/h]
Heater H-107 583 2.10x106
Heater H-108 905 3.26x106
Heater H-109 2,515 9.05x106
Cooler C-102 3,629 1.31x107
Cooler C-103 1,163 4.19x106
Pumps P-105 3.10 1.12x104
Pumps P-106 25.2 9.07x104
Compressor CM-103 1,281 4.61x106
Reactor R-107 4,580 1.65x107
Reactor R-108 -2,615 -9.41x106
- Lime kiln (Unit 5)
In LIME KIL block the calcium carbonate labeled as CACO3 that come from
KETONIZA block is divided in two streams: (i) the stream labeled as CACO3-2 with a
flow of 9.20 ton/h is converted into quick lime (CaO). And (ii) the second stream labeled as
CACO3-1 with a flow of 6.30 ton/h is recycled to a PRET-FER block for Fermentation
process as was explained in that block before. The lime kiln simulation is shown in Figure
4-7. The conversion factor for Equation 4-5 in the reactor R-109 is 1, with an
endohothermic enthalpy of 4,529 kJ/ (Gosseaume, 2011). Table 4-11 shows the mass and
heat balance of this process.
(Eq. 4-5)

43
Figure 4-7. Lime kiln simulation
Table 4-10. Heat balances for Lime kiln equipments
Type Unit Heat duty [kJ/sec] Heat duty [kJ/h]
Cooler C-104 521 1.88x106
Heater H-110 987 3.55x106
Reactor R-109 4,529 1.63x107

44
Table 4-11. Lime kiln mass and heat balance
CACO3 CACO3-1 CACO3-2 CACO3-3 CAO CAO-CO2
Temperature (°C) 130 130 130 500 500 55.0
Pressure (bar_a) 7.60 7.60 7.60 1.00 1.00 1.00
Mass vapor fraction 0 0 0 0 0.440 0.440
Mass solid fraction 1.00 1.00 1.00 1.00 0.560 0.560
Mass flow (ton/h) 15.54 6.3 9.24 9.24 9.24 9.24
Enthalpy (kJ/s) 51,675 20,949 30,725 29,738 25,209 26,310
Component mass flow (ton/h)
CO2 0 0 0 0 4.06 4.06
CACO3 15.54 6.30 9.24 9.24 0 0
CAO 0 0 0 0 5.18 5.18
- Final (Unit 6)
The final block includes the mixed alcohols (stream labeled as OH in Figure 4-8)
conversion produce hydrocarbon fuels by alcohols dehydration olefins oligomerization
(product stream labeled as OLF-C9-12 in Figure 4-8) and olefin hydrogenation (product
stream labeled as PARAFIN in Figure 4-8). The final block simulation is shown in Figure
4-8.
The alcohols dehydration from stream labeled OH to produced 7.30 ton/h of olefins C3
to C9 stream labeled as OLF-C3-9 in Figure 4-8, occurred in reactor R-110, where the
conversion factor is 1 for the reactions shown in Appendix A (Eq. A-23 to A-28)
(Gosseaume, 2011). The heat duty for an endothermic reaction is 1,892kJ/s (Table 4-13).
The olefins produced in R-110 goes to a Oligomerization process to produced 7.30
ton/h of olefins C3 to C12 stream labeled as OLF-C3-12 in Figure 4-8, these reactions were
present in reactor R-111. In Table A-2 (Appendix A) are shown the conversion factors for

45
reactions by the Equations A-29 to A-36.The heat duty for an exothermic reaction is -
1,645kJ/s (Table 4-13).
To improve fuel quality, the olefins labeled as OLEFIN in Figure 4-8 were
hydrogenated to make 7.30 ton/h of corresponding paraffins (stream labeled as PARAFIN
in Figure 4-8) in reactor R-112, where the conversion factor is 1 (Gosseaume, 2011).
Olefin hydrogenation reactions are presented in Equations A-37 to A-45 (Appendix A).
And the heat duty for an exothermic reaction is -2,421kJ/s (Table 4-13). In this block, the
net demand of hydrogen is 0.0190 ton H2/ton hydrocarbon fuels; this hydrogen is produced
in gasification block explained in the next section.
Finally, the hydrocarbon fuel labeled as HC in Figure 4-8 is distilled into C8- and C9+
fractions. The light fraction and the heavy fraction can be used as blending components for
gasoline and jet fuel, respectively, as Pham et al., (2012) mentioned. A ratio of 53 gallons
of light fraction per ton of biomass is obtained for a total of 2,127 gallon/h of gasoline. And
for heavy fraction the ratio is 19 gallons per ton of biomass for a total of 762 gallon/h of jet.
Table 4-12 shows the material balance of the entire block. On the other hand, heat
balances for this block shows a power consumption of 997 kW for compressor CM-104 and
CM-105 (Table 4-13). The cooling demand in this block is 4,470kJ/s and the heating
demand is 1,536kJ/s.
Figure 4-9 shows a comparison between the gasoline obtained by MixAlco® and a
mixture of light naphtha (LVN) and gases fossil fuel consulted in an article of Cartagena
refinery (Fernández, 2007). The gasoline curve obtained by MixAlco® had a similar
behavior of LVN except for gas fraction.

46
Figure 4-8. Final simulation
Table 4-12. Final mass and heat balance
C3 H2 H2- H2-1 H20 HC HC-C4--8 HC-C9-12 HEAVY LIGHT
Temperature (°C) 130 43 961 130 300 130 266 408 25 25
Pressure (bar_a) 55.0 0.900 55.0 55.0 3.00 55.0 50.0 53.0 1.00 1.00
Mass vapor fraction 0.770 1.00 1.00 1.00 1.00 0 0 0 0 0
Mass solid fraction 0.230 0 0 0 0 0 0 0 0 0
Mass flow (ton/h) 0.130 0.100 0.100 0.100 2.60 7.40 5.30 2.10 2.10 5.30
Enthalpy (kJ/s) 32.0 7.97 537 537 9.17 4.04 2,081 481 1,228 3,382
Component mass flow (ton/h)

47
C3 H2 H2- H2-1 H20 HC HC-C4--8 HC-C9-12 HEAVY LIGHT
WATER 0 0 0 0 2.60 0 0 0 0 0
CA(CH-03 0.0300 0 0 0 0 0 0 0 0 0
HYDROGEN 0 0.100 0.100 0.100 0 0 0 0 0 0
C3H6 0.100 0 0 0 0 0 0 0 0 0
C4H10 0 0 0 0 0 0.0900 0.0900 0 0 0.0900
C5H12 0 0 0 0 0 0.200 0.20 0 0 0.200
C6H14 0 0 0 0 0 4.73 4.73 0 0 4.73
C7H16 0 0 0 0 0 0.0300 0.0300 0 0 0.0300
C8H18 0 0 0 0 0 0.230 0.230 0 0 0.230
C9H20 0 0 0 0 0 1.41 0 1.41 1.41 0
C10H22 0 0 0 0 0 0.0400 0 0.0400 0.0400 0
C11H24 0 0 0 0 0 0.190 0 0.190 0.190 0
C12H26 0 0 0 0 0 0.450 0 0.450 0.450 0
(Continued Table 4-12)
OH OLEFIN OLF OLF-C3-9 OLF-DEH OLFC3-12 PARAFIN
Temperature (°C) 300 130 399.9 300 300 300 130
Pressure (bar_a) 3.00 54.5 55.0 3.00 3.00 3.00 55.0
Mass vapor fraction 0.997 0.0390 0.996 0.997 0.996 0.997 7x10-3
Mass solid fraction 3x10-3 4x10-3 4x10-3 3x10-3 4x10-3 3x10-3 4x10-3
Mass flow (ton/h) 10.0 7.40 7.40 10.0 7.40 10.0 7.50
Enthalpy (kJ/s) 9,711 1,699 287 7,819 289 9,464 4,073
Component mass flow (ton/h)
WATER 0 0 0 2.56 0 2.56 0
CA(CH-03 0.030 0.030 0.030 0.030 0.030 0.030 0.030

48
OH OLEFIN OLF OLF-C3-9 OLF-DEH OLFC3-12 PARAFIN
HYDROGEN 0.050 0.050 0.050 0.050 0.050 0.050 0.010
ISOPROPANOL 7.22 0 0 0 0 0 0
BUTANOL 0.180 0 0 0 0 0 0
HEXANOL 0 0 0 0 0 0 0
PENTANOL 0.560 0 0 0 0 0 0
HEPTANOL 0.0200 0 0 0 0 0 0
NONANOL 1.91 0 0 0 0 0 0
C3H6 0 0.100 0.100 5.05 0.100 0.100 0.101
C4H8 0 0.0900 0.0900 0.140 0.0900 0.0900 0
C5H10 0 0.190 0.190 0.450 0.190 0.190 0
C6H12 0 4.62 4.62 0.00 4.62 4.62 0
C7H14 0 0.0300 0.0300 0.0100 0.0300 0.0300 0
C9H18 0 1.38 1.38 1.67 1.38 1.38 0
C8H16 0 0.230 0.230 0 0.230 0.230 0
C10H20 0 0.0400 0.0400 0 0.0400 0.0400 0
C11H22 0 0.180 0.180 0 0.180 0.180 0
C12H24 0 0.450 0.450 0 0.450 0.450 0
C4H10 0 0 0 0 0 0 0.0900
C5H12 0 0 0 0 0 0 0.200
C6H14 0 0 0 0 0 0 4.73
C7H16 0 0 0 0 0 0 0.0300
C8H18 0 0 0 0 0 0 0.230
C9H20 0 0 0 0 0 0 1.41
C10H22 0 0 0 0 0 0 0.0400
C11H24 0 0 0 0 0 0 0.190
C12H26 0 0 0 0 0 0 0.450

49
Table 4-13. Heat balances for Final equipments
Type Unit Heat duty [kJ/sec] Heat duty [kJ/h]
Heater Reboiler T-101 1,536 5.53x106
Cooler C-105 381 1.37x106
Cooler C-106 1,987 7.15x106
Cooler C-107 1,301 4.68x106
Cooler C-108 746 2.69x106
Cooler Condenser T-101 54.6 1.97x105
Compressor CM-104 577 2.08x106
Compressor CM-105 420 1.51x106
Reactor R-110 1,893 6.81x106
Reactor R-111 -1,645 -5.92x106
Reactor R-112 -2,421 -8.72x106
Figure 4-91. Distillation curve for gasoline
Figure 4-10 shows a comparison between the jet obtained by MixAlco® and jet
fossil fuel consulted in an article of Cartagena refinery (Fernández, 2007). The jet curve

50
obtained by MixAlco® had a similar behavior of jet fossil fuel except for the final
temperature, where the jet in MixAlco® is lighter for about 56.0°C.
Figure 4-10. Distillation curve for Jet
- Gasification (Unit 7)
The last block in MixAlco® process is GASIFICA shown in Figure 4-11. All hydrogen
demand in MixAlco® process is obtained in this block. In reactor R-113 is simulated the
gasification of biomass undigested that come from pretreatment (stream labeled as BIO-
PRET in Figure 4-11) and fermentation (stream labeled as BIOM-FER in Figure 4-11)
process and is converted to hydrogen (stream labeled as BM-C-H2O) for a production of
0.200 ton/h. The conversion factor for reactions Eq. 4-6 and 4-7 are 0.280 and 0.680,
respectively (Gosseaume, 2011). Also, it is produced 3.20 ton/h of CO, 8.00 ton/h of CO2
and 3.10 ton/h of water. The vapor obtained in gasification is separated in S-107 to the
char; where the obtained gas is called as SYNGAS. In order to use the heat duty of this gas
a power generation is installed producing a work of 1,180 kW from the turbine TR-101.

51
Figure 4-11. Gasification simulation
After power generation, the syngas produce more hydrogen (0.250 ton/h) by the steam-gas shift reactor (R-114), the conversion
factor for Equation 4-8 is 1 (Gosseaume, 2011). Table 4-14 shows the mass balance for this block. Table 4-15 show the heat balances
for the equipment, where a power demand is 28.7 kW for pump P-107, the cooling demand is 5.07 kJ/s, and the exothermic duty is
10,555kJ/s for reactor R-113 and R-114.
(Eq. 4-6)
(Eq. 4-7)
(Eq. 4-8)

52
Table 4-14. Gasification mass and heat balance
BIO BIO-PRET BIOM BIOMAS BM-C-H2O C+H2+H20 CHAR CO2 GAS H2 H2+
Temperature (°C) 55.0 55.0 55.0 55.0 760 254 760 43.0 254 43.0 43.0
Pressure (bar_a) 1.00 1.00 1.00 1.00 1.00 1.00 1.00 0.900 0.800 0.900 0.900
Mass vapor fraction 0.500 0 0 0.500 0.900 1.00 0 1.00 1.00 1.00 1.00
Mass solid fraction 0.500 0.0200 1.00 0.500 0.100 0 1.00 0 0 0 0
Mass flow (ton/h) 24.8 432 8.70 16.1 31.6 22.8 8.8 20.9 22.8 0.5 22.8
Enthalpy (kJ/s) 46,334 1,854,269 20,498 46,334 55,629 54,051 7,359 51,803 52,791 32.28 55,749
Component mass flow (ton/h)
CELLU-01 3.80 2.80 2.80 1 3.80 0 3.8 0 0 0 0
XYLAN 3.10 2.80 2.80 0.400 3.10 0 3.1 0 0 0 0
LIGNI-01 10.1 3.20 3.20 6.90 1.90 0 1.9 0 0 0 0
SOLSL-01 0 5 0 0 0 0 0 0 0 0 0
SOLUN-01 0 0 0 0 0 0 0 0 0 0 0
WATER 0 418 0 0 3.10 1.07 0 0 3.10 0 1.10
AIR 0 0 0 0 0 0 0 0 0 0 0
CO 0 0 0 0 3.20 0 0 0 3.20 0 0
CO2 7.80 0 0 7.80 15.8 20.9 0 20.9 15.8 0 20.9
O2 0 0 0 0 0.400 0.400 0 0 0.400 0 0.400
HYDROGEN 0 0 0 0 0.200 0.500 0 0 0.200 0.500 0.500
(Continued Table 4-14)
H2O+02 H20 LIQSAT O2 O2+H20 STEAMSAT STEAMSUP SYNGAS WAT WATER
Temperature (°C) 43.0 95.0 90.0 25.0 43.0 162 577 760 55.0 95.0
Pressure (bar_a) 0.900 63.0 0.800 1.00 0.900 1.00 62.0 1.00 1.00 63.0
Mass vapor fraction 0.900 0 0 1.00 0.300 1.00 1.00 1.00 0 0
Mass solid fraction 0 0 0 0 0 0 0 0 0 0
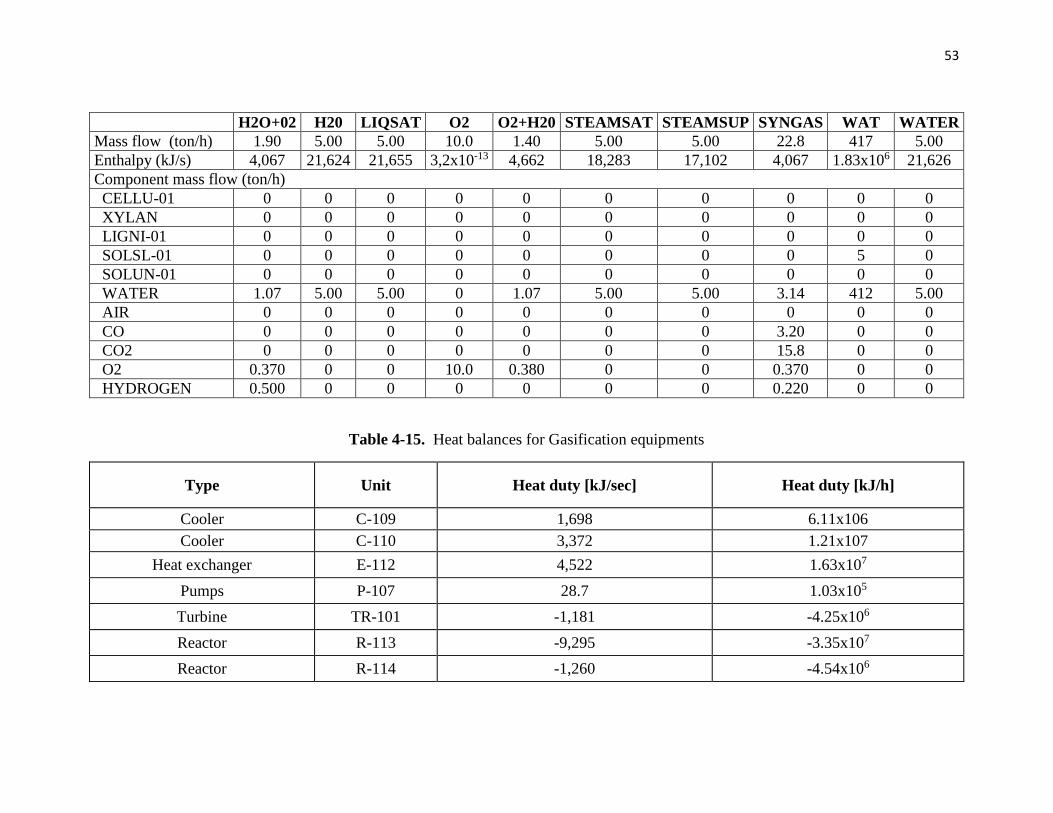
53
H2O+02 H20 LIQSAT O2 O2+H20 STEAMSAT STEAMSUP SYNGAS WAT WATER
Mass flow (ton/h) 1.90 5.00 5.00 10.0 1.40 5.00 5.00 22.8 417 5.00
Enthalpy (kJ/s) 4,067 21,624 21,655 3,2x10-13 4,662 18,283 17,102 4,067 1.83x106 21,626
Component mass flow (ton/h)
CELLU-01 0 0 0 0 0 0 0 0 0 0
XYLAN 0 0 0 0 0 0 0 0 0 0
LIGNI-01 0 0 0 0 0 0 0 0 0 0
SOLSL-01 0 0 0 0 0 0 0 0 5 0
SOLUN-01 0 0 0 0 0 0 0 0 0 0
WATER 1.07 5.00 5.00 0 1.07 5.00 5.00 3.14 412 5.00
AIR 0 0 0 0 0 0 0 0 0 0
CO 0 0 0 0 0 0 0 3.20 0 0
CO2 0 0 0 0 0 0 0 15.8 0 0
O2 0.370 0 0 10.0 0.380 0 0 0.370 0 0
HYDROGEN 0.500 0 0 0 0 0 0 0.220 0 0
Table 4-15. Heat balances for Gasification equipments
Type Unit Heat duty [kJ/sec] Heat duty [kJ/h]
Cooler C-109 1,698 6.11x106
Cooler C-110 3,372 1.21x107
Heat exchanger E-112 4,522 1.63x107
Pumps P-107 28.7 1.03x105
Turbine TR-101 -1,181 -4.25x106
Reactor R-113 -9,295 -3.35x107
Reactor R-114 -1,260 -4.54x106

54
4.1.1.2 MixAlco® overall mass balance results
In numeral 3.1.1.1 was described mass and heat balances for MixAlco® process. Table 4-16 summarized some relations
discussed in that numeral. The theoretical relations helps to verified that results obtained in the simulation are according to the
literature review. The sources consulting for these relations are: (Pham et al., 2010), (Sierra et al., 2010), (Holtzapple, 2004),
(Gosseaume, 2011).
Table 4-16. MixAlco® yields
Unit Parameter Value Calculated relations Theoretical relations
Feed
Handling
Biomass feed (ton/h) 40.0
CaO feed Total (ton/h) 6.07 0.150 Total ton CaO/ton Biomass 0.150 Total g CaO/g Biomass
CaO feed recycle (ton/h) 5.17 0.127 ton CaO recycle /ton Biomass
CaO feed make up (ton/h) 0.900 0.0225 ton CaO Make up /ton Biomass 0.0230 g CaO Make up /g Biomass
H2O to Feed-Handling (ton/h) 2.00 0.0500 ton H2O Make up /ton Biomass
Ca(OH)2 Production (ton/h) 7.90 0.200 ton Ca(CHO)2 /ton Biomass
Pretreatment
Cellulose digested (ton/h) 14.3 85.0% of Cellulose inlet 85.0% of Cellulose inlet
Xylan digested (ton/h) 4.90 65.0% of xylan inlet 65.0% of xylan inlet
Lingni digested (ton/h) 7.00 70.0% of lingni inlet 70.0% of lingni inlet
Volatile solid = biomass VS (ton/h) 34.3 0.800 ton biomass VS / ton Biomass
Conversion Biomass digested (ton/h) 26.2 0.800 ton digested / ton biomass VS 0.800 g digested / g volatile solid fed
Biomass undigested (ton/h) 8.10 0.200 ton undigested / ton biomass VS 0.200 ton undigested / ton biomass VS
Air consumption (ton/h) 6.70 0.170 ton Air /ton Biomass
H2O to pretreatment (ton/h) 400 10.0 ton H2O /ton Biomass 5.00 to 15.00 ton H2O /ton Biomass
Reaction time (week / days) (6/42) (6 / 42)
Fermentation Carboxylate salts (ton/h) 24.0 0.60ton carboxylate salts / ton Biomass 0.600 ton carboxylate salts / ton Biomass

55
Unit Parameter Value Calculated relations Theoretical relations
Volatile fatty acid (VFA) (ton/h) 19.0 1.26 ton salt / ton VFA
Selectivy 0.700 ton VFA / ton digested
0.650 g carboxylic acids / g volatile solids
digested
Mixed acid yield 0.600 ton VFA / ton biomass VS 0.520 ton VFA / ton biomass VS
H2O to fermentation (ton/h) 200 5.00 ton H2O /ton Biomass 5.00 ton H2O /ton Biomass
CaCO3 total (ton/h) 14.3 0.400 Total ton CaCO3 /ton Biomass 0.400 Total ton CaCO3 /ton Biomass
CO2 produced (ton/h) 7.80 0.200 ton CO2 /ton Biomass 0.200 ton CO2 /ton Biomass
Reaction time (week / days) (8/56)
(8 / 56)
Ketonization CaCO3 production (ton/h) 14.2 0.360 ton CaCO3 /ton Biomass 0.360 ton CaCO3 /ton Biomass
Ketones (ton/h) 9.60 0.510 ton ketones/ ton VFA 0.510 g ketones/ g carboxylic acids
Ketone
Hydrogenatio
n
Alcohols (ton /h) 9.87 0.520 ton alcohol / ton VFA 0.520 ton alcohol / ton VFA
0.250 ton alcohol / ton Biomass 0.250 ton alcohol / ton Biomass
H2 consumption (ton /h) 0.287 0.0290 ton H2 demand / ton alcohol 0.0225 kg H2 / kg mixed alcohol
0.00700 ton H2 demand / ton Biomass 0.00687 kg H2 demand / kg Biomass
Lime kiln
CaCO3 to lime kiln (ton/h) 9.20
CaCO3 to fermentation (ton/h) 6.30
CaO for recycle to feed handling
(ton/h) 5.20
Alcohol
Dehydration
Olefins (ton/h) 7.30 0.180 ton Olefin / ton Biomass
H2O produced (ton/h) 2.56 0.350 ton H2O produced / ton Olefin
Olefin
hydrogenatio
n
Parafins (ton/h) 7.37
H2 consumption (ton /h) 0.140 0.0190 ton H2 demand / ton Parafin 0.0139 kg H2 / kg hydrocarbon fuels
0.00350 ton H2 demand / ton Biomass 0.00340 kg H2 demand / kg Biomass
Final
Light hydrocarbon (C8-) (ton/h) 5.28
0.400 g Light hydrocarbon yield /g
alcohol 0.600 g Light hydrocarbon yield /g alcohol
Heavy hydrocarbon (C9+) (ton/h) 2.09
0.200 g Heavy hydrocarbon yield /g
alcohol 0.200 g Heavy hydrocarbon yield /g alcohol
Light hydrocarbon (gallon/h) 2127 53 gallons Light hydrocarbon /ton Biomass 62.0 gallons Light hydrocarbon /ton Biomass

56
Unit Parameter Value Calculated relations Theoretical relations
Heavy hydrocarbon (gallon/h) 762
19 gallons Heavy hydrocarbon /ton
Biomass 19.0 gallons Heavy hydrocarbon /ton Biomass
Gasification
& Steam-gas
shift
H2 produced in gasification (ton/h) 0.200
H2 produced in Steam-gas shift
(ton/h) 0.250
4.1.1.3 MixAlco® overall heat balance results
Table 4-17 shows a summary of heat balances for the equipment simulated in MixAlco® process, where the total heating
demand is 120,288 kJ/s (4.33x108 kJ/h). Also, the total cooling demand is 22,809 kJ/s (8.21x107 kJ/h); The total power required for
pumps and compressors, without the power generated in the turbine TR-101 by the gasification process is 2,408 kJ/s (8.67x106 kJ/h).
Table 4-17. Summary fo heat balances for MixAlco® processs
HEATERS COOLERS PUMPS COMPRESSORS REACTORS HEAT
EXCHANGERS
Feed handling (kJ/s) -1,541
Pretreatment & Fermentation (kJ/s) 7,957 30.0 10 18,427
Dewatering (kJ/s) 113,762 1,215 143,451
Ketonization & Lime kiln (kJ/s) 4,990 5,313 28.0 1,281 6,494
Final (kJ/s) 1,536 4,470 997 -2,174
Gasification (kJ/s) 5,070 28.0 -1,181 -10,555 4,522
Total heat duty (kJ/s) 120,288 22,809 87.0 2,323 10,651 147,973
Total heat duty (kJ/h) 4.33x108 8.21x107 3.11x105 8.36x106 3.83x107 5.33x108

57
Actual heat integration has a heat exchangers duty of 147,973 kJ/s (5.33x108kJ/h). In Table 4-17, heat duty with negative
signal stands for exothermic reactions, meanwhile positive stands for endothermic reactions.
4.1.2 Simulation build up and results for CODP base case
The CODP simulation was divided in four blocks to build up a simulation: two preheating trains, one atmospheric distillation
unit and one vacuum distillation unit. The blocks are shown in Figure 4-12.
Figure 4-12. Blocks of CODP simulation

58
4.1.2.1 CODP Block description
- First preheating train
Figure 4-13. First pre-heating train

59
The crude oil (named CRUDE-IN) was feed to the first preheating train at 30.6°C
and 2.4bar_a. Figure 4-13 shows this process. This train was heat integrated with side
stream OVHT204 from the atmospheric distillation, and with the second preheating train by
the stream DIE203. The target was to heat the crude oil at 183.5°C before enter to the
second preheating train. This stream (fed stream of the second preheating train) was named
CRDTP1.
Table 4-18 shows the mass balance obtained for this process. On the other hand,
Table 4-19 shows the heat balances for this block, where exist a cooling demand of
1.59x107 kJ/s for the cooler (C-201) plus the flash separator (SP-201); in this block did not
exist heaters. The power required for pumps are 0.21MW.
Table 4-18. First train preheating mass and heat balance
CRD-IN CRDE201 CRDE203 CRDTP1 CRUDE-IN DIE203
Temperature (°C) 31.8 127 183 183 30.6 236
Pressure (bar_a) 26.9 26.9 25.8 27.1 2.40 9.00
Mass vapor fraction 0 0 0 0 0 0
Mass flow (ton/h) 162 162 162 162 162 88.0
Enthalpy (kJ/s) 83,851 75,245 69,430 69,430 84,083 32,447
Component mass flow (ton/h)
WATER 0 0 0 0 0 0
ETHANE 0 0 0 0 0 0
PROPANE 0.100 0.100 0.100 0.100 0.100 0
ISOBUTANE 0.100 0.100 0.100 0.100 0.100 0
N-BUTANE 0.200 0.200 0.200 0.200 0.200 0
ISOPENTANE 0.400 0.400 0.400 0.400 0.400 0
N-PENTANE 0.400 0.400 0.400 0.400 0.400 0
N-HEXANE 0.400 0.400 0.400 0.400 0.400 0
PSEUDOCOMPONENTS 160.4 160.4 160.4 160.4 160.4 87.7

60
(Continued Table 4-18)
DIEST204 DIEST204 GAST204 MPAT204 OVH201
Temperature (°C) 137.8 137.8 0 137.8 99.8
Pressure (bar_a) 9.60 9.60 1.70 9.60 2.00
Mass vapor fraction 0 0 0 0 0.088
Mass flow (ton/h) 88.0 88.0 0 52.8 64.8
Enthalpy (kJ/s) 15,351 38,378 0 23,027 46,635
Component mass flow (ton/h)
WATER 0 0 0 0 3.90
PROPANE 0 0 0 0 0.100
ISOBUTANE 0 0 0 0 0.100
N-BUTANE 0 0 0 0 0.300
ISOPENTANE 0 0 0 0 0.500
N-PENTANE 0 0 0 0 0.600
N-HEXANE 0 0 0 0 1.00
PSEUDOCOMPONENTS 87.7 87.7 0 52.5 58.2
Table 4-19. Heat balances for equipments in 1st preheating train
Type Unit Heat duty
[kJ/sec]
Heat duty
[kJ/h]
Exchanger
area [m2]
Cooler C-201 3,056 1.10x107 NA
Heat exchanger E-201 8,595 3.09x107 271
Heat exchanger E-203 5,909 2.13x107 261
Flash separator SP-201 1,352 4.87x106
Pump P-201 200 7.20x105
Pump P-202 10 3.60x104
- Second preheating train
The second preheating train was fed with the stream CRDTP1, which was at 183.5°C
and 27.1 bar_a. Figure 4-14 shows, this process. As the first preheating train, this train was
heat integrated with side stream DIEST-04 from the atmospheric distillation, and with side
streams ASPAHLT and HVGO-205 from the vacuum distillation The target was to take the
CRDTP1 stream conditions to 277.2°C (atmospheric tower conditions).

61
The resulting stream from this train was named CRDT204. Table 4-20 shows the mass balance of this process. On the other
hand, Table 4-21 shows the energy balances for this block, where exist a cooling demand of 9.25x106 kJ/s for the cooler (C-202); in
this block did not exist heaters.
Figure 4-14. Second pre-heating train
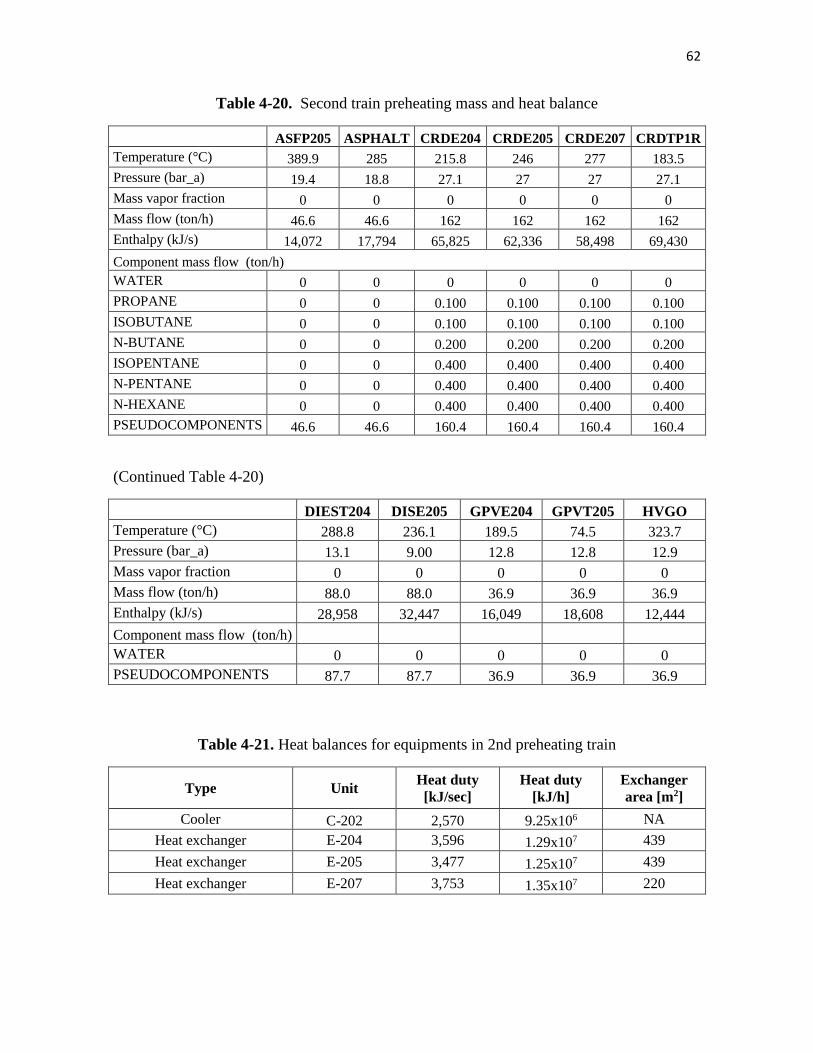
62
Table 4-20. Second train preheating mass and heat balance
ASFP205 ASPHALT CRDE204 CRDE205 CRDE207 CRDTP1R
Temperature (°C) 389.9 285 215.8 246 277 183.5
Pressure (bar_a) 19.4 18.8 27.1 27 27 27.1
Mass vapor fraction 0 0 0 0 0 0
Mass flow (ton/h) 46.6 46.6 162 162 162 162
Enthalpy (kJ/s) 14,072 17,794 65,825 62,336 58,498 69,430
Component mass flow (ton/h)
WATER 0 0 0 0 0 0
PROPANE 0 0 0.100 0.100 0.100 0.100
ISOBUTANE 0 0 0.100 0.100 0.100 0.100
N-BUTANE 0 0 0.200 0.200 0.200 0.200
ISOPENTANE 0 0 0.400 0.400 0.400 0.400
N-PENTANE 0 0 0.400 0.400 0.400 0.400
N-HEXANE 0 0 0.400 0.400 0.400 0.400
PSEUDOCOMPONENTS 46.6 46.6 160.4 160.4 160.4 160.4
(Continued Table 4-20)
DIEST204 DISE205 GPVE204 GPVT205 HVGO
Temperature (°C) 288.8 236.1 189.5 74.5 323.7
Pressure (bar_a) 13.1 9.00 12.8 12.8 12.9
Mass vapor fraction 0 0 0 0 0
Mass flow (ton/h) 88.0 88.0 36.9 36.9 36.9
Enthalpy (kJ/s) 28,958 32,447 16,049 18,608 12,444
Component mass flow (ton/h)
WATER 0 0 0 0 0
PSEUDOCOMPONENTS 87.7 87.7 36.9 36.9 36.9
Table 4-21. Heat balances for equipments in 2nd preheating train
Type Unit Heat duty
[kJ/sec]
Heat duty
[kJ/h]
Exchanger
area [m2]
Cooler C-202 2,570 9.25x106 NA
Heat exchanger E-204 3,596 1.29x107 439
Heat exchanger E-205 3,477 1.25x107 439
Heat exchanger E-207 3,753 1.35x107 220

63
- Atmospheric distillation unit
The atmospheric distillation unit is shown in Figure 4-15. The atmospheric distillation column (named T-204) is considered the
master unit, because different cuts of the oil crude were obtained. This column had one stripper, two pumparounds, furnace and
condenser. The components of the feed stream were separated as: gas, naphtha, jet, diesel, gas oils and atmospheric residues.
Figure 4-15. Atmospheric distillation column

64
Due to the large amount of heat duty from gas and diesel product streams, those were heating integrated with the first and
second preheating trains. Table 4-22 shows the mass balance. The crude oil named (CRDPREC) fed this tower, which was at 277.2°C
and 27.1 bar_a. The yields obtained in this unit are shown in numeral 5.1.2.2 Table 4-23 shows the energy balances for this block,
where exist a cooling demand of 6.86x107 kJ/s for the cooler (C-203), the condenser, the pumparounds and the separators; the total
heating demand is 9.64x107 kJ/s for the heater (H-201) and the furnace. The power demands for pumps are 0.0230 MW.
Table 4-22. Atmospheric distillation mass and heat balance
AGOP204 AGOT204 CRDH202 CRDPREC DIEM201 DIEST204 GAS-S203 GAST4 JET-T204 JETP203
Temperature (°C) 358.3 357 226.9 277.2 288.8 304 98.3 97.8 69.5 194.4
Pressure (bar_a) 12.9 2.20 19.1 27.0 13.1 2.20 1.70 1.70 13.9 13.9
Mass vapor fraction 0 0 0 0 0 0 1.00 1.00 0 0
Mass flow (ton/h) 6.40 6.40 162 162 88.0 35.0 0 11.2 19.8 19.8
Enthalpy (kJ/s) 1,861 1,977 64,545 58,498 28,958 11,397 0 11,979 9,304 7,676
Component mass flow (ton/h)
WATER 0 0 0 0 0 0 0 2.10 0 0
PROPANE 0 0 0.100 0.100 0 0 0 0.100 0 0
ISOBUTANE 0 0 0.100 0.100 0 0 0 0.100 0 0
N-BUTANE 0 0 0.200 0.200 0 0 0 0.200 0 0
ISOPENTANE 0 0 0.400 0.400 0 0 0 0.400 0 0
N-PENTANE 0 0 0.400 0.400 0 0 0 0.300 0 0
N-HEXANE 0 0 0.400 0.400 0 0 0 0.400 0 0
PSEUDOCOMPONENTS 6.20 6.20 160.4 160.4 87.7 35.0 0 7.70 19.8 19.8

65
(Continued Table 4-22)
JETT204 LIGNAPH MPAM201 MPAT204 NAPHT204 OVHT204 RESIDUE STEAM-4 STEAM-JT WATSP203
Temperature (°C) 193.5 98.3 278.9 147.7 97.8 144.4 365.6 352.8 353.3 98.3
Pressure (bar_a) 2.90 1.70 2.20 2.20 1.70 2.20 2.20 5.10 5.10 1.70
Mass vapor fraction 0 0 0 0 0 1.00 0 1.00 1.00 0
Mass flow (ton/h) 19.8 2.60 52.9 52.9 4.40 64.8 88.7 3.20 0.600 1.60
Enthalpy (kJ/s) 7,676 1,396 17,561 22,562 8,373 38,029 27,563 11,281 2,093 6,978
Component mass flow (ton/h)
WATER 0 0 0 0 1.60 3.90 0 3.20 0.600 1.60
PROPANE 0 0 0 0 0 0.10 0 0 0 0
ISOBUTANE 0 0 0 0 0 0.10 0 0 0 0
N-BUTANE 0 0 0 0 0 0.30 0 0 0 0
ISOPENTANE 0 0 0 0 0 0.50 0 0 0 0
N-PENTANE 0 0 0 0 0 0.60 0 0 0 0
N-HEXANE 0 0 0 0 0 1.00 0 0 0 0
PSEUDOCOMPONENTS 19.8 2.60 52.9 52.9 2.70 58.2 88.7 0 0 0
Table 4-23. Heat balances for equipment in atmospheric distillation unit
Type Unit Heat duty [kJ/sec] Heat duty
[kJ/h]
Heater H-201 4,922 1.77x107
Heater Furnace 21,848 7.87x107
Cooler C-203 1,614 5.81x106
Cooler Condenser 5,774 2.08x107
Cooler Pumparound MPA 5,113 1.84x107
Cooler Pumparound MPACAL 563 2.03x106
Flash separator SP-202 5,972 2.15x107
Flash separator SP-203 10.0 3.60x104
Pump P-203 16.0 5.76x104
Pump P-204 7.00 2.52x104

66
- Vacuum distillation unit
The vacuum distillation unit is shown in Figure 4-16. In the vacuum distillation column (named T-205), the crude oil was fed
with the bottom stream of T-204. In order to prevent the breakdown of the reduced crude, this unit worked at high temperatures
and vacuum pressure. The obtained cuts were: gas, light gas oil, heavy gas oil, and vacuum residue. Due to the large amount of
heat duty from HVGOT205 and ASPHALT product streams, those were heating integrated with the second preheating train.
Figure 4-16. Vacuum distillation column

67
Table 4-24 shows the mass balance obtained for this unit. The crude oil named (CRDT204) fed this tower, which was at
365.6°C and 2.2 bar_a. The yields obtained in this unit are shown in numeral 5.1.2.2. Table 4-25 shows the energy balances for this
block, where exist a cooling demand of 3.99x107 kJ/s for the cooler (C-204), the condenser, the pumparounds and the separators; the
total heating demand is 2.44x107 kJ/s for the heater (H-202). The power demand for the pump P-205 is 0.0480 MW.
Table 4-24. Vacuum distillation mass and heat balance
AGO ASPHALT ASPHP205 CRDH202 CRDT204 CREDT205 GAS-S204
Temperature (°C) 48.9 388.7 389.9 365.6 365.6 432.2
Pressure (bar_a) 1.20 0.100 19.4 1.00 2.20 0.100 1.20
Mass vapor fraction 0 0 0 0 0 0.590
Mass flow (ton/h) 0 46.6 46.6 88.8 88.8 88.8 0
Enthalpy (kJ/s) 0 14,072 14,072 27,563 27,563 20,817 0
Component mass flow (ton/h)
PSEUDOCOMPONENTS 0 46.6 46.6 88.7 88.7 88.7 0
GPVM7 HVGOT205 LVGO-205 LVGOT205 OVHT205 STEAM-5 WAT-S204
Temperature (°C) 323.7 323.8 34.5 213.4 60 454.4 48.9
Pressure (bar_a) 12.9 0.100 10.2 0.100 0 3.70 1.20
Mass vapor fraction 0 0 0 0 1.00 1.00 0
Mass flow (ton/h) 36.9 36.9 5.30 5.30 3.00 3.00 3.00
Enthalpy (kJ/s) 12,444 12,444 2,675 2,210 11,165 10,467 13,142
Component mass flow (ton/h)
WATER 0 0 0 0 3.00 3.00 3.00
PSEUDOCOMPONENTS 36.9 36.9 5.30 5.30 0 0 0

68
Table 4-25. Heat balances for equipments in vacuum distillation unit
Type Unit Heat duty
[kJ/sec] Heat duty [kJ/h]
Heater H-202 6,780 2.44x107
Cooler C-204 567 2.04x106
Cooler Condenser 308 1.11x106
Cooler Pumparound UPA 2,117 7.62x106
Cooler Pumparound MPA 5,874 2.11x107
Cooler Pumparound MPACAL 219 7.88x105
Flash separator SP-204 2,011 7.24x106
Pump P-205 48.0 1.73x105
4.1.2.2 CODP Overall mass balances results
Table 4-26 shows the yields for CODP. Defined yield as the mass ration between
refined products and the initial crude oil feed. A column pseudo-stream was used for
internal column calculations, but this pseudo-stream was not included in the column
material balance.
Table 4-26. COPD Yields
Process Parameter Value
Atmospheric column
Yield (ton Naphta from T-204 /ton crude) 0.017
Yield (ton Jet from T-204 /ton crude) 0.123
Yield (ton Diesel from T-204 /ton crude) 0.217
Yield (ton AGO from T-204 /ton crude) 0.04
Vacuum column
Yield (ton LVGO from T-205 /ton crude) 0.033
Yield (ton HVGO from T-205 /ton crude) 0.228
Yield (ton VGO from T-205 /ton crude) 0
Yield (ton Asphalt from T-205 /ton crude) 0.287

69
4.1.2.3 CODP Overall heat balances results
Table 4-27 shows a summary of heat balances for equipments in CODP, the C
for separators means the needed heat is for cooling and the H is for heating. So, the total
heating utility is calculated as the duty for heaters plus the heat needed in separators with a
total duty of 1.26x108 kJ/s. Likewise, the total cooling utility is calculated with the coolers
duties plus the cooling duty needed in separators with a total duty of 1.29x108 kJ/s.
Table 4-27 also shows the heat exchangers used in CODP for the first and
second preheating trains. And the power required for pumps with a total power demand of
0.280 MW.
Table 4-273. Overall heat balances for CODP
HEATERS COOLERS PUMPS SEPARATORS HEAT EXCHANGERS
1-Train (kJ/s) 3,056 210 1,352 (C) 14,504
2-Train (kJ/s) 2,570 10,826
Atmospheric-unit (kJ/s) 26,770 13,064 23.0 5,982 (H)
Vacuum-unit (kJ/s) 6,780 9,085 48.0 2,011 (H)
Total heat duty (kJ/s) 33,550 27,775 281 9,345 25,330
Total heat duty (kJ/h) 1.21x108 1.00x108 1.01x106 3.36x107 9.12x107
4.2 Define needs
In this work, the need was defined as the technical-economical evaluation for a new
MixAlco® plant by retrofitting analysis with CODP, comparing with a base case (only a
new MixAlco® plant).

70
4.3 Retrofitting procedure applied: Process arrangements
4.3.1 Internal rearrangements
The first loop of the proposed methodology covers only internal arrangements. With
the aim of apply this first step, an improvement within each plant (MixAlco® and CODP)
with a mass and energy integration was proposed. This integration did not require any
addition of new equipment in each plant, according to the methodology.
4.3.1.1 MixAlco® process
- Mass integration
Appendix C shows a literature review of mass integration. In the base case,
MixAlco® process was using a mass integration of calcium carbonate between
ketonization, pretreatment, and fermentation units. In this integration, the byproduct stream
of calcium carbonate from ketonization is sent to fermentation unit as buffer salt. The
remaining amount is treated in a lime kiln to produce quick lime, needed in the
pretreatment process. Regardless, it is necessary use a make up of these substances.
(Gosseaume, 2011). Tables 4-28 and 4-29 show the mass balances obtained for fresh and
waste streams in the simulation.

71
Table 4-28. Fresh MixAlco® streams
Process FEED HANDLING PRETREATMENT FERMENTATION GASIFICATION
Stream Name H2O-LIME CAO-MAKE BIOMASS H20-PRET AIR H20-FERM MK-CACO3 O2 WATER
Temperature (°C) 25.0 55.0 25.0 25.0 25.0 50.0 25.0 25.0 95.0
Pressure (bar_a) 1.00 1.00 1.00 1.00 1.00 1.00 1.00 1.00 63.0
Mass Vapor Fraction 0 0 0 0 1.00 0 0 1.00 0
Mass Solid Fraction 0 1.00 0.870 0 0 0 1.00 0 0
Total mass flow (ton/h) 2.00 0.900 39.5 400 6.70 200 9.30 10.0 5.00
Component mass flow (ton/h)
CELLU-01 0 0 16.8 0 0 0 0 0 0
XYLAN 0 0 7.50 0 0 0 0 0 0
LIGNI-01 0 0 10.0 0 0 0 0 0 0
SOLSL-01 0 0 5.17 0 0 0 0 0 0
WATER 2.00 0 0 400 0 200 0 0 5.00
CAO 0 0.900 0 0 0 0 0 0
CACO3 0 0 0 0 0 0 9.30 0 0
NITROGEN 0 0 0 0 5.30 0 0 0 0
O2 0 0 0 0 1.40 0 0 10.0 0

72
Table 4-29. Waste MixAlco® streams
Process DEWATERING FINAL GASIFICA
Stream Name WATDISTI H2O C3 WAT O2+H20 CHAR CO2
Temperature (°C) 60.0 300 130 55.0 43.0 760 43.0
Pressure (bar_a) 5.50 3.00 55.0 1.00 0.900 1.00 0.900
Mass Vapor Fraction 0 1.00 0.770 0 0.300 0 1.00
Mass Solid Fraction 0 0 0.230 0 0 1.00 0
Total mass flow (ton/h) 200 2.60 0.132 407 1.45 8.76 20.9
Component mass flow (ton/h)
CELLU-01 0 0 0 0 0 3.77 0
XYLAN 0 0 0 0 0 3.11 0
LIGNI-01 0 0 0 0 0 1.88 0
SOLSL-01 0 0 0 5.00 0 0 0
WATER 200 2.60 0 402 1.07 0 0
CO2 0 0 0 0 0 0 20.9
CA(CH-03) 0 0 3.2x10-2 0 0 0 0
O2 0 0 0 0 0.380 0 0
C3H6 0 0 0.100 0 0 0 0
The author of this work perceived the possibility to make a mass integration using the resulting impurity-free water from the
dewatering and gasification process stream (WAT DISTI) in block DEWATER and stream (WAT) in block GASIFICA as explained
in Section 4.1.1.1. This is proposed considering that fermentation and pretreatment processes do not need any special quality water;
therefore, this stream gives an opportunity to supply a fraction of water needed for both processes.

73
The integration was made using a simple recycle from dewatering and gasification
units to fermentation and pretreatment units. Figure 4-17 shows this integration, where blue
lines are fresh and waste water streams, black lines indicated intermediate streams and red
lines show the recycle stream.
Figure 4-17. Mass integration for MixAlco® process
- Heat integration
The base case for MixAlco® process had energetic requirements for heating of
433GJ/h, and for cooling of 82.1 GJ/h. With the equipments considered, it is not possible to
make low cost energy integration. However, power integration was made between the
turbine (TR-101) in gasification and the power required by compressor (CM-103) in
ketonization this is illustrated in Figure 4-18. After this integration, the power balances
required for compressor are 2,323kJ/s (8.36 GJ/h).
Figure 4-182. Power integration for MixAlco® process

74
Furthermore, an energetic integration between endothermic and exothermic reactors
for the entire process was made. This involves equipment all the MixAlco® blocks, the
energy flows rerouted is illustrated in Figure 4-19. Where black lines are heat or work
fresh streams, and red lines show the recycle heat stream from exothermic reactors to
endothermic reactors. After this integration, the general heat balances required in
endothermic reactors are 10,651kJ/s (38 GJ/h).
Figure 4-19. Heat integration in Reactors for MixAlco® process
- Cost analysis
Using all above integrations, the total Variable Operating Cost (VOC) for
MixAlco® process was 36,493,756 USD per year. Table 4-30 shows the VOC for this
process in detail. The highest cost was the Biomass that represents 42% of total VOC,
following to utilities that represent 40% of total VOC, while the chemicals represent 13%
of total VOC.

75
Table 4-30. VOC of MixAlco® process in base case
Rate Prices Annual cost (USD)
Feedstock
Sugarcane baggase 32.0 ton/h 60.0 USD/ton 15,360,000
Manure 8.00 ton/h 10.0 USD/ton 640,000
Chemical
Lime 0.900 ton/h 70.0 USD/ton 504,000
Flocculant 10.0 kg/h 991 USD/ton 79,280
Iodoform 3.20 kg/h 25.0 USD/kg 640,000
CaCO3 9.00 ton/h 50.0 USD/ton 3,600,000
Utility
Fired Heat 33.7 ton/h 2.50 USD/ton 687,878
MP Steam 208.438 ton/h 4.40 USD/ton 7,267,323
Cooling Water 3,298.46 m3/h 0.00400 USD/m3 117,020
LP Steam 0 ton/h 4.2 0USD/ton 0
Refrigerant 2,721.87 m3/h 0.0131 USD/ m3 286,256
Electricity 13.0 MW 0.0620 USD/kWh 6,448,000
Material disposal 6.00 ton/h 18.0 USD/ton 864,000
Total VOC 36,493,756
The Fixed Operating Cost (FOC) includes labor, maintenance and overhead
operating costs. The number of total operators was calculated for eight process zones. Two
zones were established to need two operators, and the resting six zones were established to
need one operator. This resulted in a total of ten operators per shift; and the total shifts are
five due to illness, vacations, holidays, training, and overtime during startups. The labor,
maintenance and overhead operating cost accounts were based on (Seider, Seader, &
Lewin, 2004) and (Peters, Timmerhaus, & West, 2004). The plant operating hours were
established as 8000 per year. Besides, the lifetime for this project was 20 years. The
depreciation method was 200% DDB for 9 years. The construction period was estimated in
1.5 years. And, the Startup period is 6 months.
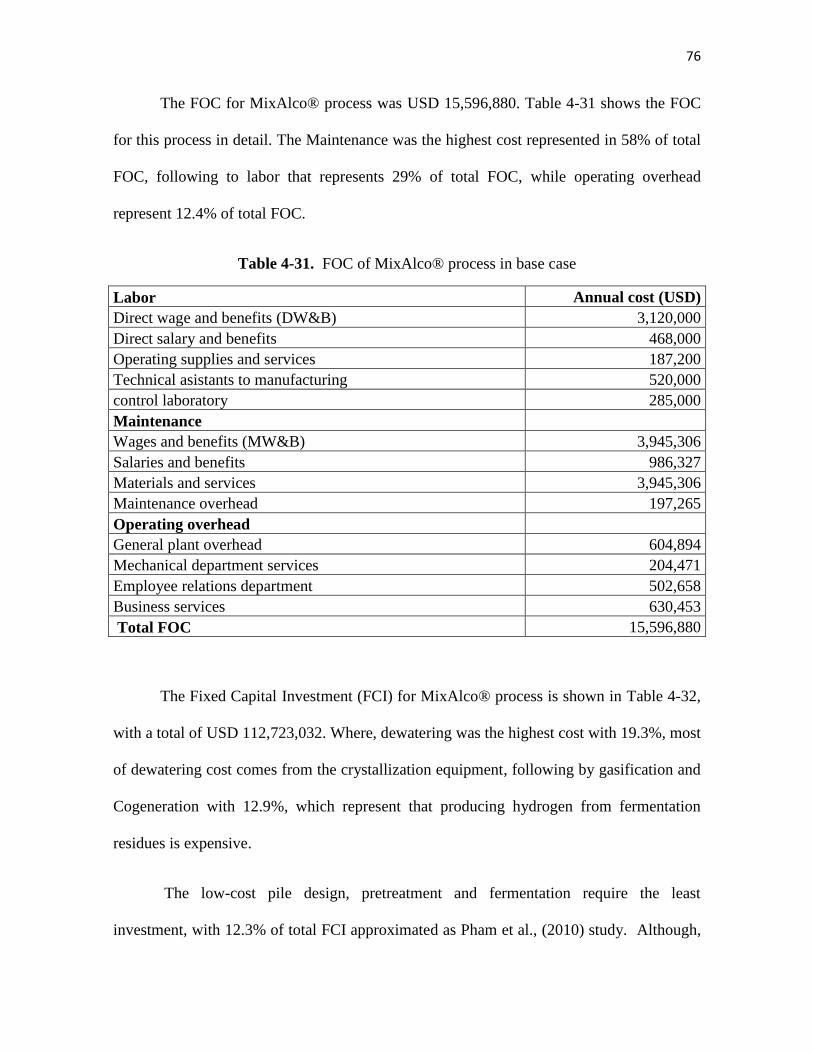
76
The FOC for MixAlco® process was USD 15,596,880. Table 4-31 shows the FOC
for this process in detail. The Maintenance was the highest cost represented in 58% of total
FOC, following to labor that represents 29% of total FOC, while operating overhead
represent 12.4% of total FOC.
Table 4-31. FOC of MixAlco® process in base case
Labor Annual cost (USD)
Direct wage and benefits (DW&B) 3,120,000
Direct salary and benefits 468,000
Operating supplies and services 187,200
Technical asistants to manufacturing 520,000
control laboratory 285,000
Maintenance
Wages and benefits (MW&B) 3,945,306
Salaries and benefits 986,327
Materials and services 3,945,306
Maintenance overhead 197,265
Operating overhead
General plant overhead 604,894
Mechanical department services 204,471
Employee relations department 502,658
Business services 630,453
Total FOC 15,596,880
The Fixed Capital Investment (FCI) for MixAlco® process is shown in Table 4-32,
with a total of USD 112,723,032. Where, dewatering was the highest cost with 19.3%, most
of dewatering cost comes from the crystallization equipment, following by gasification and
Cogeneration with 12.9%, which represent that producing hydrogen from fermentation
residues is expensive.
The low-cost pile design, pretreatment and fermentation require the least
investment, with 12.3% of total FCI approximated as Pham et al., (2010) study. Although,

77
the long residence time of pretreatment and fermentation requires large piles, which have a
volume of 160,000 m3 each (Pham et al., 2010). An installed cost of fermentator is
calculated, scaling to 40 ton/h, based on previous study made by Holtzapple, (2004).
Table 4-32. FCI for MixAlco® process in the base case
% FCI FCI (USD)
Pretreatment & Fermentation 12.7 14,310,330
Dewatering 19.3 21,778,057
Ketonization 6.69 7,543,494
Ketone Hydrogenation 11.7 13,215,510
Gasification & Cogeneration 12.9 14,491,711
Steam Gas Shift & PSA* 7.90 8,913,659
Dehydratation & Oligomerization 9.12 10,276,671
Olefin Hydrogenation 12.2 13,809,600
WWT** - Storage - Utility 7.44 8,384,000
Total FCI 100 112,723,032
The Working Capital Investment (WCI) was calculated as 10% of FCI, with a total
of USD 11,272,303. The Total Capital Investment (TCI) was calculated as WCI plus FCI,
resulting in USD 123,995,335.
Table 4-33 shows the obtained profitability results for MixAlco® process with and
without the time value of money.
Table 4-33. Summary MixAlco® economic results in base case
Parameter Value
Profitability without the time value of money
ROI estimated (%) 14.7
Annual gross (pre tax) profit (USD) 20,786,937
Annual net (after tax) profit (USD) 16,616,185
PBP (years) 4.40

78
Parameter Value
Total operating cost (USD) 52,090,637
FCI (USD) 112,723,032
WCI (USD) 11,272,303
TCI (USD) 123,995,335
Profitability with the time value of money
NPV (USD) 7,296,447
ROI real (%) 11.13
Annual sales (USD) 72,877,573
Tax rate (%) 35
Discount rate (%) 10%
The base case for MixAlco® process results in a ROI of 11.129% that is not the
desirable 15%, but is acceptable in current market conditions. However, the NPV represent
a profitable project in USD 7,296,447. In sensibility analysis the variation of biomass,
gasoline and jet prices showed an improvement in the obtained ROI. Currently, the prices
for those products are: biomass (60.0 USD/gal), gasoline (3.38 USD/gal), and Jet (2.88
USD/gal). Furthermore, the results reported by Pham et al., (2010) shown a ROI
evaluation project of 10.0%.
The PBP is about 4.40 years after start of operation. The cumulative discounted cash
flow for this case is shown in the Figure 4-20. This shown that after paying all the expenses
of the project, the revenues of the project will give net value of MM USD 7.30 in the
present dollars.
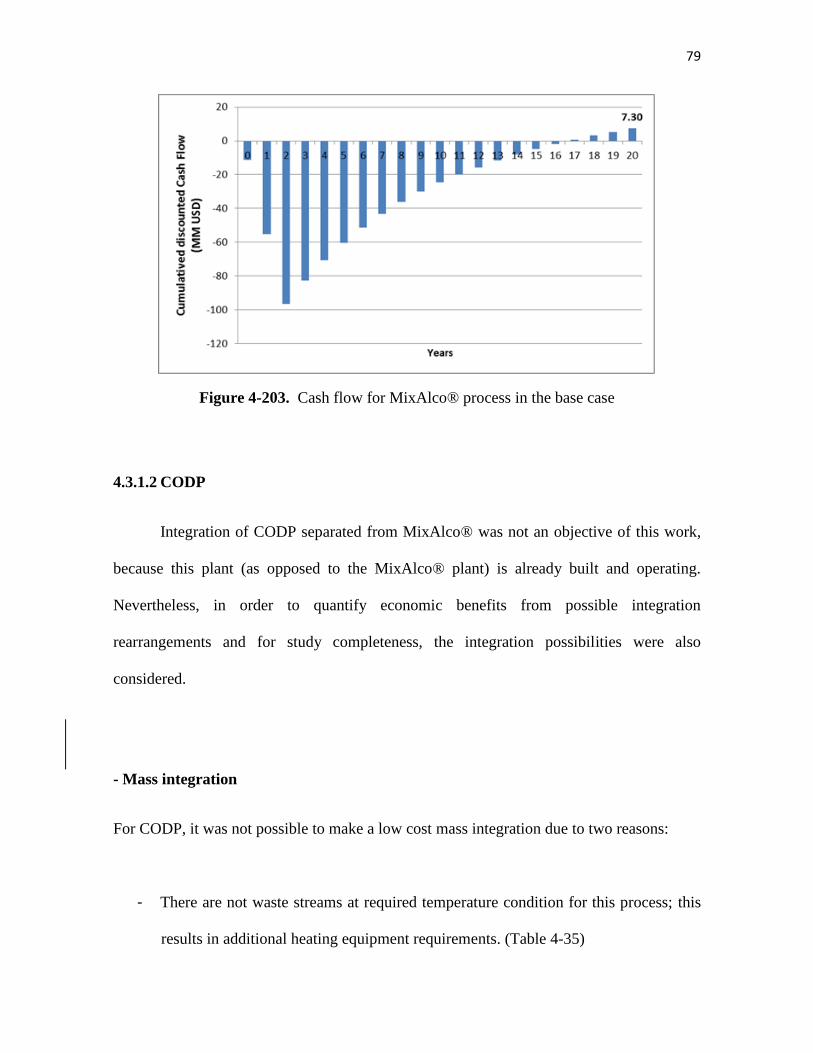
79
Figure 4-203. Cash flow for MixAlco® process in the base case
4.3.1.2 CODP
Integration of CODP separated from MixAlco® was not an objective of this work,
because this plant (as opposed to the MixAlco® plant) is already built and operating.
Nevertheless, in order to quantify economic benefits from possible integration
rearrangements and for study completeness, the integration possibilities were also
considered.
- Mass integration
For CODP, it was not possible to make a low cost mass integration due to two reasons:
- There are not waste streams at required temperature condition for this process; this
results in additional heating equipment requirements. (Table 4-35)

80
- The waste water in CODP (Table 4-35) results in two streams. One of the streams
contains impurities (petroleum fractions) and the other stream is impurity-free
water. The water waste reuse is possible if new separation and heating equipment
are introduced in order to use all the waste water.
Table 4-34 and 4-35 show mass balances obtained for fresh and waste streams in the
simulation.
Table 4-344. Fresh CODP streams
FIRST PRE-
HEATING TRAIN ATMOSPHERIC UNIT
VACUUM
UNIT
CRUDE-IN STEAM-4 STEAM-JT STEAM-5
Temperature(°C) 30.0 353 353 454
Pressure (bar_a) 2.40 5.00 5.00 3.70
Mass Vapor Fraction 0 1.00 1.00 1.00
Mass Liquid Fraction 1.00 0 0 0
Total mass flow (ton/h) 162 3.17 0.600 3.00
Component mass flow (ton/h)
Water 0 3.17 0.600 3.00
Ethane 0 0 0 0
Propane 5.48 x10-2 0 0 0
Isobutane 8.23 x10-2 0 0 0
N-Butane 2.21 x10-2 0 0 0
Isopentane 3.71 x10-2 0 0 0
N-Pentane 3.58 x10-2 0 0 0
N-Hexane 4.32 x10-2 0 0 0
Pseudocomponents 160.5 0 0 0

81
Table 4-35. Waste CODP Streams
First pre-heating train Atmospheric Unit Vacuum unit
WAT-SP20 WATSP203 GAST4 WAT-S204
Temperature(°C) 76.1 98.3 97.8 48.9
Pressure (bar_a) 1.70 1.70 1.70 1.20
Mass Vapor Fraction 0 0 1.00 0
Mass Liquid Fraction 1.00 1.00 0 1.00
Total Flow (ton/h) 3.80 1.60 11.3 3.00
Component mass flow (ton/h)
Water 3.80 1.60 2.10 3.00
Propane 0 0 0.100 0
Isobutane 0 0 0.100 0
N-Butane 0 0 0.200 0
Isopentane 0 0 0.400 0
N-Pentane 0 0 0.300 0
N-Hexane 0 0 0.400 0
Pseudocomponents 0 0 7.70 0
- Heat integration
Appendix D shows a literature review of heat integration. The base case for CODP
resulted in energetic requirements for heating of 126 GJ/h, and for cooling of 129 GJ/h.
With the current equipment, it was not possible to make low cost energy integration,
because new equipment was required. Furthermore, it was not possible to make power
integration because CODP do not have power generation equipment.
- Cost analysis
Cost analysis for CODP was made in the base case, regardless the inclusion of new
equipment and made integrations (mass, heat) in the process. For this process, it is not
necessary to make a capital investment because it is supposed that CODP plant was already
in operation. However, capital investment was calculated in order to estimate the FCI. This

82
value is necessary to obtain the FOC. Table 4-36 shows the FCI obtained. Where,
atmospheric unit represent the highest cost with 50.9% because all heating and cooling
equipment associated, mainly the furnace and the tower cost.
Table 4-365. FCI for CODP in base case
% FCI TOTAL FCI (USD)
1st-Pre-heating train 11.8 2,165,988
2nd-Pre-heating train 9.30 1,709,220
Atmospheric unit 50.9 9,336,879
Vacuum unit 27.9 5,117,311
Total FCI 100 18,329,399
Table 4-37 shows the VOC for CODP. The total VOC is 838,572,493 USD per
year. This obtained cost is higher than cost obtained for MixAlco® process, because the
crude oil price is 93.6 USD per barrel (643 USD/ton), represented the 99.4% of total VOC.
Although, utilities represent 0.6% of total VOC, this amount 5,097,185 USD/ year.
Table 4-37. VOC of CODP in base case
Rate Prices
Annual cost
(USD)
Feedstock
Crude oil 162 ton/h 643 USD/ton 833,475,308
Utility
Fired Heat 201.3 ton/h 2.50 USD/ton 4,105,591
LP Steam 2.20 ton/h 4.20 USD/ton 74,480
Cooling Water 6,151.4 m3/h 0.00400 USD/m3 218,234
Steam @ 353°C 4.00 ton/h 10.0 USD/ ton 320,000
Steam @ 454°C 3.00 ton/h 10.0 USD/ ton 240,000
Electricity 0.28 MW 0.0620 USD/kWh 138,880
Total VOC 838,572,493
The number of total operators was calculated for four process zones. Each of them
was established to need two operators. This resulted in a total of eight operators per shift;

83
and the total shifts are five due to illness, vacations, holidays, training, and overtime during
startups. The labor, maintenance and overhead operating cost accounts were based on
(Seider, Seader, & Lewin, 2004) (Peters, Timmerhaus, & West, 2004). The plant operating
hours were established as 8000 per year. The FOC obtained for CODP was calculated in
USD 5,976,964. Table 4-38 shows the FOC for this process in detail. The labor was the
highest cost represented in 61.3% of total FOC, following to labor that represents 24.7% of
total FOC, while operating overhead represent 14% of total FOC.
Table 4-38. FOC for CODP in base case
Annual cost (USD)
Labor
Direct wage and benefits (DW&B) 2,496,000
Direct salary and benefits 374,400
Operating supplies and services 149,760
Technical asistants to manufacturing 416,000
control laboratory 228,000
Maintenance
Wages and benefits (MW&B) 641,529
Salaries and benefits 160,382
Materials and services 641,529
Maintenance overhead 32,076
Operating overhead
General plant overhead 260,734
Mechanical department services 88,135
Employee relations department 216,666
Business services 271,751
Total FOC 5,976,964
To verify the analysis cost of CODP was supposed as a new plant. The obtained
ROI was 31.2% and the NPV was MM USD 29.

84
4.3.2 Internal modification
The second loop of the proposed methodology covers only internal modifications
adding new units in each plant. With the aim of apply this second step, replacements and
additions of new equipments for MixAlco® process and CODP were made.
4.3.2.1 MixAlco® process
- Mass integration
As explained before (Section 4.3.1.1) mass integration using the resulting impurity-
free water from dewatering and gasification process is the only possibility accounted for in
this work.
- Heat integration
In the MixAlco® process, some streams could not be energetically integrated
because these are needed in the power generation from gasification unit. Also, some
streams are needed in the heat exchanger arrangements in the dewatering process. Table 4-
39 shows the hot and cold streams used for the energy integration.

85
The streams to be cooled were labeled as hot (H), the total streams are 16, meanwhile the streams to be heated were labeled as
cold (C), the total streams are 16. Besides, Table 4-39 shows inlet and outlet temperatures, the mass and heat capacity (MCp), the flow
rate and the enthalpy of the streams. The heating and cooling utility load required for the base case was 4.33x108 kJ/h and 8.21x107
kJ/h, respectively.
Table 4-39. MixAlco® process streams for HEN
Service Inlet T
(°C)
Outlet T
(°C)
MCp
(kJ/°C-h)
Enthalpy
(kJ/h)
Flowrate
(kg/h) Name
H1 130 55 5.61x103 4.21x105 6.30x103 PRET-FER.CACO3REC_To_PRET-FER.CACO3
H2 430 -15 2.93x104 1.31x107 9.59x103 KETONIZA.KET-CACO_To_KETONIZA.KT-CACO3
H3 961 130 5.10x103 4.24x106 3.40x102 KETONIZA.H21_To_KETONIZA.H2-1
H4 500 55 4.21x103 1.87x106 4.06x103 LIME-KIL.CAO_To_LIME-KIL.CAO-CO2
H5 961 130 1.67x103 1.39x106 1.11x102 FINAL.H2-_To_FINAL.H2-1
H6 400 130 2.65x104 7.15x106 7.37x103 FINAL.OLF_To_FINAL.OLEFIN
H7 266 25 1.94x104 4.68x106 5.28x103 FINAL.HC-C4--8_To_FINAL.LIGHT
H8 408 25 7.02x103 2.69x106 2.09x103 FINAL.HC-C9-12_To_FINAL.HEAVY
H9 254 43 2.90x104 6.11x106 2.28x104 GASIFICA.C+H2+H20_To_GASIFICA.H2+
H10 162 94 1.79x105 1.21x107 5.00x103 GASIFICA.STEAMSAT_To_GASIFICA.WATER
H11 268 266 9.83x104 1.97x105 5.28x103 FINAL. CONDENSER T-101
H12 55 46 8.05x105 7.00x106 2.00x105 PRET-FER.SALT3_To_PRET-FER.SALW1
H13 55 46 8.05x105 7.01x106 2.00x105 PRET-FER.SALT4_To_PRET-FER.SALW3
H14 55 46 8.04x105 7.03x106 2.00x105 PRET-FER.SALT5_To_PRET-FER.SALW5
H15 50 41 7.96x105 7.06x106 2.00x105 PRET-FER.H20-FERM_To_PRET-FER.H2O
H16 162 60 5.02x106 5.12x108 2.01x105 DEWATER.WATER_To_DEWATER.WATDISTI
C1 150 165 4.51x106 6.83x107 3.34x104 DEWATER.SALWR1_To_DEWATER.SALWR7

86
Service Inlet T
(°C)
Outlet T
(°C)
MCp
(kJ/°C-h)
Enthalpy
(kJ/h)
Flowrate
(kg/h) Name
C2 150 165 4.51x106 6.83x107 3.34x104 DEWATER.SALWR2_To_DEWATER.SALWR8
C3 150 165 4.51x106 6.83x107 3.34x104 DEWATER.SALWR3_To_DEWATER.SALWR9
C4 150 165 4.51x106 6.83x107 3.34x104 DEWATER.SALWR4_To_DEWATER.SALWR10
C5 150 165 4.51x106 6.83x107 3.34x104 DEWATER.SALWR5_To_DEWATER.SALWR11
C6 150 164 4.84x106 6.84x107 3.34x104 DEWATER.SALWR6_To_DEWATER.SALWR12
C7 163 430 7.86x103 2.10x106 2.52x104 KETONIZA.SAL-DEH_To_KETONIZA.SALT
C8 -15 130 2.25x104 3.26x106 9.59x103 KETONIZA.KT-CACO3_To_KETONIZA.KET
C9 130 300 5.33x104 9.05x106 9.93x103 KETONIZA.ALCOHOL_To_KETONIZA.OH
C10 130 500 9.61x103 3.55x106 9.20x103 LIME-KIL.CACO3-2_To_LIME-KIL.CACO3-3
C11 289 408 4.65x104 5.53x106 2.09x103 FINAL. REBOILER T-101
C16 55 150 5.39x106 5.12x108 2.00x105 DEWATER.SAL-DESC_To_DEWATER.SALT-H20
The hot and the cold curves composite are shown in Figure 4-21, where a hot pinch temperature was 60.5°C, and cold pinch
temperature was 55°C. The grand composite curve is shown in Figure 4-22, where the pinch temperature is shown when the net heat
flow in the process is zero.

87
Figure 4-21. Hot and Cold composite for MixAlco® HEN
Figure 4-22. Grand composite curve for MixAlco® HEN
Heat integration was made using two HEN cases with a ΔTmin of 2°C and 5.5°C; and
one optimized case Minimizing Total Annualized Cost (MTAC) based on the case of ΔTmin
= 5.5°C, for a total of three study cases. Table 4-40 shows the heat integration results of
these cases and the base case.
Pinch point
Pinch point

88
For MixAlco® process, the best heat integration resulted with the optimized case
when a ΔTmin = 5.5°C was used. For heat integration, the hot utilities used were fired heat,
MP steam and LP steam. By the other hand, the cooling utilities used were cooling water
and refrigerant.
The optimum arrangement whit the MTAC, resulted in a heating load of 4.19 x108
kJ/h and a cooling load of 6.85 x107 kJ/h. It results reduced in 8.3% the capital cost and in
8.6% the operating cost compared to the base case.
Table 4-40. Heat integration for MixAlco® process
Base case
HEN proposed
(with integration)
Optimized
MTAC Target
ΔT (2°C) ΔT (5.5°C) ΔT (5.5°C)
Fired Heat (kJ/h) 2.02x107 7.99x106 7.99x106 7.99x106 7.09x106
MP Steam (kJ/h) 4.13x108 4.11x108 4.08x108 4.08x108 4.11x108
Cooling Water (kJ/h) 6.90x107 6.65x107 6.65x107 6.74x107 6.65x107
LP Steam (kJ/h) 0 0 2.70x106 2.70x106 0
Refrigerant (kJ/h) 1.31x107 2.00x106 2.01x106 1.10x106 1.15x106
Heating (kJ/h) 4.33x108 4.19x108 4.19x108 4.19x108 3.83x108
Cooling (kJ/h) 8.21x107 6.85x107 6.85x107 6.85x107 3.29x107
Capital cost (USD) 1.44x107 1.40 x107 1.32 x107 1.34 x107 2.91x107
Operating cost (USD/year) 8.36x106 7.66x106 7.65x106 7.64x106 6.78x106
Figure 4-23 shows the grid diagram that indicates the configuration of the heat
exchangers between the streams in the MixAlco® process. Also, it shows the utilities
streams for heaters and coolers in the best arrangement. Table 4-41 to 4-43 show the
worksheets of each heat exchangers, heaters and coolers including the temperature of each
stream, the area and the heat load.

89
The required heat exchangers are 9, with a total heat load of 5.26x108 kJ/h. The required heaters are 11 for a total heating load
of 4.19x108 kJ/h. And, the required coolers are 15 for a total cooling load of 6.85x107 kJ/h.
Figure 4-23. Grid diagram for MixAlco® HEN

90
Table 4-41. Heat exchangers for MixAlco® HEN
Heat
Exch Cold Stream
Cold T
in (°C)
Cold T
out (°C) Hot Stream
Hot T
in (°C)
Hot T
out (°C)
Load
(kJ/h)
Area
(m2)
E-141 FINAL.REBOILER T-101 289 331
KETONIZA.KET-
CACO_To_KETONIZA.KT-CACO3 362 309 1.55x106 123
E-143 KETONIZA.ALCOHOL_To_KETONIZA.OH 130 300
KETONIZA.KET-
CACO_To_KETONIZA.KT-CACO3 309 173 3.99x106 116
E-116
DEWATER.SAL-
DESC_To_DEWATER.SALT-H20 55 150
DEWATER.WATER_To_DEWATE
R.WATDISTI 162 60 4.99x108 9,326
E-140 FINAL.REBOILER T-101 289 331 FINAL.OLF_To_FINAL.OLEFIN 351 336 3.89x105 23
E-142 KETONIZA.ALCOHOL_To_KETONIZA.OH 130 300 FINAL.OLF_To_FINAL.OLEFIN 336 145 5.06x106 141
E-139 FINAL.REBOILER T-101 331 359 FINAL.OLF_To_FINAL.OLEFIN 400 351 1.30x106 80
E-148
DEWATER.SAL-
DESC_To_DEWATER.SALT-H20 55 55 FINAL.OLF_To_FINAL.OLEFIN 145 130 3.95x105 2
E-115
DEWATER.SAL-
DESC_To_DEWATER.SALT-H20 55 150
GASIFICA.STEAMSAT_To_GASIFI
CA.WATER 162 94 1.21x107 72
E-117
DEWATER.SALWR3_To_DEWATER.SAL
WR9 150 165
KETONIZA.KET-
CACO_To_KETONIZA.KT-CACO3 430 362 2.00x106 3
Table 4-42. Coolers for MixAlco® HEN
Heat
Exchanger Utility Hot Stream
Hot T in
(°C)
Hot T out
(°C)
Load
(kJ/h)
Area
(m2)
E-132 Cooling Water DEWATER.WATER_To_DEWATER.WATDISTI 162.1 60.0 1.33x107 22.7
E-136 Cooling Water FINAL.HC-C9-12_To_FINAL.HEAVY 407.8 25.0 2.69x106 12.0
E-133 Cooling Water FINAL.HC-C4--8_To_FINAL.LIGHT 266.2 25.0 4.68x106 28.3
E-127 Cooling Water FINAL.H2-_To_FINAL.H2-1 961.0 130.0 1.39x106 2.70
E-125 Cooling Water PRET-FER.SALT4_To_PRET-FER.SALW3 55.0 46.3 7.01x106 33.5
E-147 Cooling Water KETONIZA.KET-CACO_To_KETONIZA.KT-CACO3 173.0 53.1 3.52x106 15.7

91
Heat
Exchanger Utility Hot Stream
Hot T in
(°C)
Hot T out
(°C)
Load
(kJ/h)
Area
(m2)
E-149 Refrigerant 1 KETONIZA.KET-CACO_To_KETONIZA.KT-CACO3 53.1 -15.2 2.01x106 30.3
E-126 Cooling Water PRET-FER.CACO3REC_To_PRET-FER.CACO3 130.0 55.0 4.21x105 9.90
E-130 Cooling Water GASIFICA.C+H2+H20_To_GASIFICA.H2+ 254.0 43.0 6.11x106 798.5
E-128 Cooling Water KETONIZA.H21_To_KETONIZA.H2-1 961.0 130.0 4.24x106 8.30
E-138 Cooling Water FINAL.CONDENSER T-101 268.0 266.0 1.97x105 1.20
E-146 Cooling Water PRET-FER.SALT3_To_PRET-FER.SALW1 55.0 46.3 7.00x106 30.4
E-135 Cooling Water LIME-KIL.CAO_To_LIME-KIL.CAO-CO2 500.0 55.0 1.87x106 138.1
E-131 Cooling Water PRET-FER.SALT5_To_PRET-FER.SALW5 55.0 46.3 7.03x106 33.6
E-129 Cooling Water PRET-FER.H20-FERM_To_PRET-FER.H2O 50.0 41.1 7.06x106 42.0
Table 4-436. Heaters for MixAlco® HEN
Heat
Exchanger Utility Cold Stream
Cold T in
(°C)
Cold T
out (°C)
Load
(kJ/h)
Area
(m2)
E-137 LP Steam KETONIZA.KT-CACO3_To_KETONIZA.KET -15 105 2.70x106 11.0
E-145 Fired Heat KETONIZA.SAL-DEH_To_KETONIZA.SALT 163 430 2.10x106 35.0
E-134 Fired Heat FINAL.REBOILER T-101 359 408 2.29x106 17.0
E-122 MP Steam KETONIZA.KT-CACO3_To_KETONIZA.KET 105 130 5.55x105 2.00
E-124 MP Steam DEWATER.SALWR4_To_DEWATER.SALWR10 150 165 6.83x107 297
E-120 MP Steam DEWATER.SALWR1_To_DEWATER.SALWR7 150 165 6.83x107 297
E-118 MP Steam DEWATER.SALWR5_To_DEWATER.SALWR11 150 165 6.83x107 297
E-123 MP Steam DEWATER.SALWR3_To_DEWATER.SALWR9 150 165 6.63x107 289
E-119 MP Steam DEWATER.SALWR6_To_DEWATER.SALWR12 150 164 6.84x107 283
E-121 MP Steam DEWATER.SALWR2_To_DEWATER.SALWR8 150 165 6.83x107 297
E-144 Fired Heat LIME-KIL.CACO3-2_To_LIME-KIL.CACO3-3 130 500 3.55x106 50.0

92
- Cost analysis
The total VOC is shown in Table 4-44 for MixAlco® process with the above
integrations resulted in 35,770,884 USD per year. The VOC saving was achieved in 1.98%
per year, compared to the base case. The mainly difference with the base case is a new
consumption of LP steam, and the reduction of fire heat in 60.5% and refrigerant in 91.6%.
Table 4-44. VOC of MixAlco® process with HEN
Rate Prices Annual cost (USD)
Feedstock
Sugarcane baggase 32.0 ton/h 60.0 USD/ton 15,360,000
Manure 8.00 ton/h 10.0 USD/ton 640,000
Chemical
Lime 0.900 ton/h 70.0 USD/ton 504,000
Flocculant 10.0 kg/h 991 USD/ton 79,280
Iodoform 3.20 kg/h 25.0 USD/kg 640,000
CaCO3 9.00 ton/h 50.0 USD/ton 3,600,000
Utility
Fired Heat 13.318 ton/h 2.50 USD/ton 271,630
MP Steam 206.062 ton/h 4.40 USD/ton 7,184,465
Cooling Water 3,224.817 m3/h 0.00400 USD/m3 114,407
LP Steam 1.231 ton/h 4.20 USD/ton 41,090
Refrigerant 228.313 m3/h 0.0131 USD/ m3 24,011
Electricity 13.0 MW 0.0620 USD/kWh 6,448,000
Material disposal 6.00 ton/h 18.0 USD/ton 864,000
Total VOC 35,770,884
The FOC obtained for MixAlco® process resulted in 15,498,900 USD per year.
Table 4-45 shows the FOC obtained in detail. The FOC saving was achieved in 0.63% per
year, compared to the base case. The variations were obtained in maintenance and
operating overhead; the labor did not change.

93
The total FCI obtained for this process was USD 111,640,076, in this value the
capital cost saving for HEN integration was discount; reducing the FCI in 0.96% compared
with the base case. The WCI was calculated as 10% of FCI, with a total of USD
11,164,008. The TCI was calculates as the sum of WCI and FCI, resulting in USD
122,804,084.
Table 4-45. FOC of MixAlco® process with HEN
Annual cost (USD)
Labor
Direct wage and benefits (DW&B) 3,120,000
Direct salary and benefits 468,000
Operating supplies and services 187,200
Technical asistants to manufacturing 520,000
control laboratory 285,000
Maintenance
Wages and benefits (MW&B) 3,907,403
Salaries and benefits 976,851
Materials and services 3,907,403
Maintenance overhead 195,370
Operating overhead
General plant overhead 601,530
Mechanical department services 203,334
Employee relations department 499,863
Business services 626,947
15,498,900
Table 4-46 shows the obtained profitability results for MixAlco® process with and
without the time value of money.

94
Table 4-46. Summary MixAlco® economic results with HEN
Parameter Value
Profitability without the time value of money
ROI estimated (%) 15.65
Annual gross (pre tax) profit (USD) 21,607,790
Annual net (after tax) profit (USD) 17,477,107
PBP (years) 4.23
Total operating cost (USD) 51,269,784
FCI (USD) 111,640,076
WCI (USD) 11,164,008
TCI (USD) 122,804,084
Profitability with the time value of money
NPV (USD) 11,722,637
ROI real (%) 11.809
Annual sales (USD) 72,877,573
Tax rate (%) 35.0
Discount rate (%) 10.0
The MixAlco® process integration results in a ROI of 11.8% acceptable in current
market conditions, a ROI increment of 0.68% was obtained compared with the base case.
The NPV represent a profitable project in USD 11,722,637, with a NPV increment of
37.8% compared with the base case.
The PBP is about 4.23 years after start of operation. The cumulative discounted cash
flow for this case is shown in the Figure 4-24. This shown that after paying all the expenses
of the project, the revenues of the project will give net value of MM USD 11.7 in the
present dollars.

95
Figure 4-24. Cash flow for MixAlco® process with HEN
4.3.2.2 CODP
- Mass integration
According to section 4.3.1.2, there is not possible to make a mass integration for CODP.
- Heat integration
Table 4-47 shows the hot and cold streams of the process available to make the heat
integration. The streams to be cooled were labeled as hot (H), the total streams are 15,
meanwhile the streams to be heated were labeled as cold (C), the total streams are 7. Also,
it shows the inlet and outlet temperatures, the mass and heat capacity (MCp), the flow rate
and the enthalpy of the streams in CODP.

96
Table 4-47. Process streams for CODP
Service Inlet T
(°C)
Outlet T
(°C)
MCp
(kJ/°C-h)
Enthalpy
(kJ/h)
Flowrate
(kg/h) Name
H1 144 44 4.17x105 4.19x107 6.48x104 1-TRAIN.OVHT204_To_1-TRAIN.OVH202
H2 236 138 2.16x105 2.13x107 8.80x104 1-TRAIN.DIE203_To_1-TRAIN.DIEST204
H3 324 75 8.91x104 2.22x107 3.69x104 2-TRAIN.HVGO_To_2-TRAIN.GPVT205
H4 390 285 1.29x105 1.35x107 4.66x104 2-TRAIN.ASFP205_To_2-TRAIN.ASPHALT
H5 289 236 2.37x105 1.25x107 8.80x104 2-TRAIN.DIEST204_To_2-TRAIN.DISE205
H6 277 227 4.28x105 2.15x107 1.62x105 ATM-UNIT.SP-202_heat
H7 193 68 4.64x104 5.81x106 1.99x104 ATM-UNIT.JETT204_To_ATM-UNIT.JET-T204
H8 284 148 1.35x105 1.84x107 5.29x104 [email protected][email protected]
H9 304 288 1.29x105 2.03x106 4.62x104
[email protected]_To_MPACAL_Return@ATM-
UNIT.T-204
H10 144 98 4.45x105 2.08x107 6.48x104 To [email protected]_TO_ATM-UNIT.NAPHT204
H11 213 34 1.14x104 2.04x106 5.26x103 VAC-UNIT.LVGOT205_To_VAC-UNIT.LVGO-205
H12 60 49 6.52x105 7.24x106 3.00x103 VAC-UNIT.SP-204_heat
H13 143 49 8.10x104 7.62x106 3.85x104 [email protected][email protected]
H14 285 169 1.82x105 2.11x107 7.20x104 [email protected][email protected]
H15 324 233 8.69x103 7.87x105 3.24x103
[email protected]_To_MPACAL_Return@VAC-
UNIT.T-205
C1 31 181 3.46x105 5.22x107 1.62x105 1-TRAIN.CRUDE-IN_To_1-TRAIN.CRDTP1
C2 44 76 1.51x105 4.87x106 6.48x104 1-TRAIN.SP-201_heat
C3 183 277 4.16x105 3.90x107 1.62x105 2-TRAIN.CRDTP1R_To_2-TRAIN.CRDE207
C4 228 381 5.14x105 7.87x107 1.62x105 ATM.UNIT.FURNACE
C5 148 279 1.35x105 1.77x107 5.29x104 ATM-UNIT.MPAT204_To_ATM-UNIT.MPAM201
C6 98 98 7.21x104 3.44x104 4.40x103 ATM-UNIT.SP-203_heat
C7 366 432 3.66x105 2.44x107 8.88x104 VAC-UNIT.CRDT204_To_VAC-UNIT.CREDT205

97
The hot and the cold curves composite are shown in Figure 4-25, where a hot pinch
temperature was 277.2°C, and cold pinch temperature was 271.8°C. The grand composite
curve is shown in Figure 4-26 where the pinch temperature is shown when the net heat flow
in the process is zero.
Figure 4-25. Hot and Cold composite for CODP HEN
Figure 4-26. Grand composite curve for CODP HEN
The heat integration was made using two HEN cases with a ΔTmin of 4°C and
5.35°C, and two optimized cases based on the case of ΔTmin = 5.35°C one to optimized the
Pinch point
Pinch point

98
MTAC and the other, to optimize de minimum heat area, for a total of four cases. Table 4-
48 shows the heat integration results of these cases and the base case.
For CODP, the best heat integration resulted when optimized the MTAC and
ΔTmin= 5.3°C was used. In CODP heat integration, the hot utilities used were fired heat and
LP steam. By the other hand, the cooling utility used was cooling water.
The heating and cooling utility load required for the base case was 1.26 x108kJ/h and
1.29x108kJ/h, respectively. The optimum arrangement whit the MTAC resulted in a heating
load of 7.45 x107 kJ/h and a cooling load of 7.65 x107 kJ/h. It results reduced in 39% the
operating cost, but increased in 78% the capital cost compared with the base case.
Table 4-48. Summary of HEN cases for CODP
Base case HEN proposed
(with integration) Optimized
MTAC
Optimized
Min Area Target
ΔT
(5.35°C)
ΔT
(4°C)
ΔT
(5.35°C)
ΔT
(5.35°C)
Fired Heat (kJ/h) 1.21x108 7.33x107 7.36x107 7.45x107 7.33x107
Cooling Water (kJ/h) 1.29x108 7.53x107 7.56x107 7.65x107 7.53x107
LP Steam (kJ/h) 4.90x106 3.44x104 3.44x104 3.44x104 3.44x104
Heating (kJ/h) 1.26x108 7.34x107 7.37x107 7.45x107 7.34x107 5.85x107
Cooling (kJ/h) 1.29x108 7.53x107 7.56x107 7.65x107 7.53x107 6.04x107
Capital cost (USD) 8.50x106 1.81x107 1.93x107 1.51x107 1.67x107 4.61x107
Operating cost (USD/year) 4.40x106 2.62x106 2.63x106 2.66x106 2.62x106 1.91x106
Figure 4-27 shows the grid diagram that indicates the configuration of the heat
exchangers between the streams in the CODP. Also, it shows the utilities streams
arrangements.
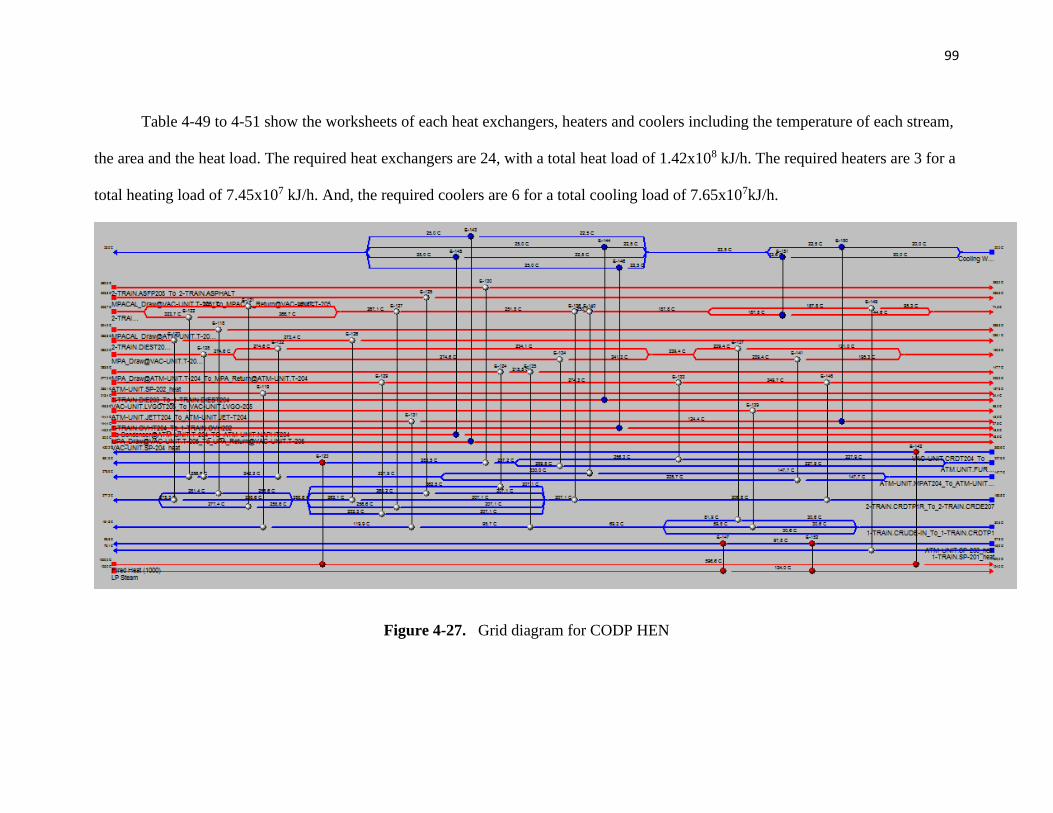
99
Table 4-49 to 4-51 show the worksheets of each heat exchangers, heaters and coolers including the temperature of each stream,
the area and the heat load. The required heat exchangers are 24, with a total heat load of 1.42x108 kJ/h. The required heaters are 3 for a
total heating load of 7.45x107 kJ/h. And, the required coolers are 6 for a total cooling load of 7.65x107kJ/h.
Figure 4-27. Grid diagram for CODP HEN

100
Table 4-49. Heat exchangers in the best CODP case
Heat
Exch Cold Stream
Cold
T in
(°C)
Cold T
out (°C) Hot Stream
Hot T
in
(°C)
Hot T
out (°C)
Load
(kJ/h)
Area
(m2)
E-148 2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 183 207 ATM-UNIT.SP-202_heat 250 227 9.73x106 405
E-133 ATM.UNIT.FURNACE 228 256 ATM-UNIT.SP-202_heat 274 250 1.06x107 1605
E-135 1-TRAIN.CRUDE-IN_To_1-
TRAIN.CRDTP1 69 96
[email protected] 216 148 9.19x106 103
E-149 1-TRAIN.SP-201_heat 44 76 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 188 95 4.87x106 132
E-126 2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 207 262 2-TRAIN.DIEST204_To_2-TRAIN.DISE205 273 236 8.86x106 320
E-128 ATM-UNIT.MPAT204_To_ATM-
UNIT.MPAM201 242 257
[email protected] 285 275 1.94x106 41
E-134 ATM.UNIT.FURNACE 228 259 [email protected]
[email protected] 275 241 4.49x106 600
E-136 2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 207 207 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 252 251 9.64x104 2
E-118 2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 259 281
204
304 288 2.03x106 52
E-140 ATM-UNIT.MPAT204_To_ATM-
UNIT.MPAM201 148 230 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 251 188 5.61x106 184
E-137 1-TRAIN.CRUDE-IN_To_1-
TRAIN.CRDTP1 31 82
[email protected] 239 121 7.57x106 74
E-139 1-TRAIN.CRUDE-IN_To_1-
TRAIN.CRDTP1 31 60
ATM-UNIT.JETT204_To_ATM-UNIT.JET-
T204 193 68 5.81x106 92
E-129 2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 207 232 ATM-UNIT.SP-202_heat 277 274 1.21x106 38
E-127 2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 207 257 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 267 252 1.36x106 52
E-131 1-TRAIN.CRUDE-IN_To_1-
TRAIN.CRDTP1 96 120 1-TRAIN.OVHT204_To_1-TRAIN.OVH202 144 124 8.37x106 386
E-125 2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 207 268
[email protected] 233 7.87x105 15

101
Heat
Exch Cold Stream
Cold
T in
(°C)
Cold T
out (°C) Hot Stream
Hot T
in
(°C)
Hot T
out (°C)
Load
(kJ/h)
Area
(m2)
205
E-121 2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 259 277 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 324 268 2.03x106 84
E-119 1-TRAIN.CRUDE-IN_To_1-
TRAIN.CRDTP1 120 181 1-TRAIN.DIE203_To_1-TRAIN.DIEST204 236 138 2.13x107 773
E-141 ATM-UNIT.MPAT204_To_ATM-
UNIT.MPAM201 148 226
[email protected] 239 195 5.22x106 133
E-130 ATM.UNIT.FURNACE 257 283 2-TRAIN.ASFP205_To_2-TRAIN.ASPHALT 390 285 1.35x107 534
E-132 ATM-UNIT.MPAT204_To_ATM-
UNIT.MPAM201 228 242
[email protected] 275 234 1.93x106 86
E-124 2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 207 263
[email protected] 284 216 9.22x106 473
E-120 2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 259 275 2-TRAIN.DIEST204_To_2-TRAIN.DISE205 289 273 3.66x106 163
E-122 ATM-UNIT.MPAT204_To_ATM-
UNIT.MPAM201 257 279 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 324 267 3.02x106 122
Table 4-50. Coolers in the best CODP case
Heat
Exchanger Utility Hot Stream
Hot T
in (°C)
Hot T
out (°C)
Load
(kJ/h)
Area
(m2)
E-150 Cooling Water 1-TRAIN.OVHT204_To_1-TRAIN.OVH202 124 44 3.36x107 229
E-144 Cooling Water VAC-UNIT.LVGOT205_To_VAC-UNIT.LVGO-205 213 34 2.04x106 18
E-146 Cooling Water To [email protected]_TO_ATM-UNIT.NAPHT204 144 98 2.08x107 95
E-151 Cooling Water 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 188 45 5.22x106 43
E-145 Cooling Water
[email protected][email protected]
205 143 49 7.62x106
55
E-143 Cooling Water VAC-UNIT.SP-204_heat 60 49 7.24x106 349

102
Table 4-51. Heaters in the best CODP case
Heat
Exchanger Utility Cold Stream
Cold T
in (°C)
Cold T
out (°C)
Load
(kJ/h)
Area
(m2)
E-123 Fired Heat ATM.UNIT.FURNACE 283 381 5.01x107 450
E-147 LP Steam ATM-UNIT.SP-203_heat 98.0 98.0 3.44x104 2.00
E-142 Fired Heat VAC-UNIT.CRDT204_To_VAC-
UNIT.CREDT205 366 432 2.44x107 1,001
- Cost analysis
The total VOC for CODP was shown in Table 4-52 with the above integrations resulted
in USD 836,837,003 per year. The VOC saving was achieved in 1,735,491 USD per year.
The FOC for CODP did not change for the base case, because the operator’s number and
salaries kept equal. Although VOC saving was achieved, a capital cost must be assumed for
installation of new heaters, coolers and heat exchangers.
Table 4-527. VOC of CODP with HEN
Rate Prices Annual cost (USD)
Feedstock
Crude oil 162 ton/h 643 USD/ton 833,475,308
Utility
Fired Heat 124.2 ton/h 2.50 USD/ton 2,532,560
LP Steam 0.0160 ton/h 4.20 USD/ton 523
Cooling Water 3,656.8 m3/h 0.00400 USD/m3 129,731
Steam @ 353°C 4.00 ton/h 10.0 USD/ ton 320,000
Steam @ 454°C 3.00 ton/h 10.0 USD/ ton 240,000
Electricity 0.280 MW 0.062 USD/kWh 138,880
Total VOC 836,837,003
This new capital cost was USD 15,010,866. CODP integration results in a ROI of
41.8% and a NPV of MM USD 39.165. To compare the convenience of heat integration

103
into CODP, the profitability of CODP integrated as a new plant was evaluated, as in the
base case. The results show that CODP integration had a reduction of ROI in 3.5%, but a
NPV increment in MM USD 2.7 was obtained compared to the base case.
4.3.3 External modification
The third loop of the proposed methodology covers only external modifications
adding new production lines for linkage (retrofitting analysis) between MixAlco® process
and CODP (Figure 4-28). With the aim of applying this third step, additions of new
production lines for the linkage were made. Due to assumption that CODP plant was
already in operation, MixAlco® was added as a new production line in the CODP.
- Mass integration
The mass integration was performed as suggested in Section 4.3.1.1, that is, using the
resulting impurity-free water from the dewatering and gasification inside MixAlco®
process. Additionally, no other opportunity for integration was identified because calcium
carbonate (the other fresh stream required in MixAlco® process) is not involved in any of
the operations of CODP.
However, considered the water demand in feed handling process (for quick lime
hydration); and water lost in pretreatment and fermentation process.

104
Figure 4-28. MixAlco® and CODP simulation integrated
It was possible to make a mass integration between both processes through the water (waste impurity-free water from CODP
and needed water in feed handling, fermentation and pretreatment). The material water disposal in the MixAlco® process was around
6 ton/h, with a treatment cost of 18USD/ton. This resulted in a total operating cost of 864,000 USD per year. Through the mass
integration made, the material disposal cost was saved. Additionally, a FCI saving was achieved in USD 148,598 for the purchased
equipment and installation of this process.

105
On the other hand, integration of the biomass feedstock into the CODP was not useful
because units required for treating the biomass are not available in the CODP.
- Heat integration
It was possible to establish two heat integration cases. The first case was related to
integration of the remaining streams for both processes after heat integration within each
plant. The second case was related to integration between the remaining streams of CODP
after heat integration within the plant, and the base case of MixAlco® process.
4.3.3.1 Case 1.
The first case was integration between MixAlco® process and CODP after heat
integration within each plant, and evaluating the retrofitting analysis of the linkage.
- Heat integration
The heat integration in this case is joining the results in numerals 4.3.2.1 for
MixAlco® process with the results in numeral 4.3.2.2 for CODP.
The heating and cooling utility load required for the both plants was 5.59x108 kJ/h
and 2.11x108 kJ/h, respectively. The optimum arrangement whit the MTAC, resulted in a
heating load of 4.94 x108 kJ/h and a cooling load of 1.45 x108 kJ/h. It results reduced in
24.1% the operating cost and increased in 19.1% the capital cost compared with the base
case (Table 4-53). For the retrofitting analysis 33 heat exchangers are needed, 14 heaters
and 21 coolers.

106
Table 4-53. Heat integration for MixAlco® and CODP in case 1
Case 1
Base case
joining both
plants
MixAlco®
with internal
HEN
CODP with
internal
HEN
MixAlco®
and CODP
case 1
Fired Heat (kJ/h) 1.41x108 7.99x106 7.45x107 8.25x107
MP Steam (kJ/h) 4.13x108 4.08x108 0 4.08x108
Cooling Water (kJ/h) 1.98x108 6.74x107 7.65x107 1.44x108
LP Steam (kJ/h) 4.90x106 2.70x106 3.44x104 2.73x106
Refrigerant (kJ/h) 1.31x107 1.10x106 0 1.10x106
Heating (kJ/h) 5.59x108 4.19x108 7.45x107 4.94x108
Cooling (kJ/h) 2.11x108 6.85x107 7.65x107 1.45x108
Capital cost (USD) 2.29x107 1.32x107 1.51x107 2.83x107
Operating cost (USD/year) 1.28x107 7.63x106 2.65x106 1.03x107
- Cost analysis
Table 4-54. VOC of MixAlco® process in case 1
Rate Prices Annual cost (USD)
Feedstock
Sugarcane baggase 32.0 ton/h 60.0 USD/ton 15,360,000
Manure 8.00 ton/h 10.0 USD/ton 640,000
Chemical
Lime 0.900 ton/h 70.0 USD/ton 504,000
Flocculant 10.0 kg/h 991 USD/ton 79,280
Iodoform 3.20 kg/h 25.0 USD/kg 640,000
CaCO3 9.00 ton/h 50.0 USD/ton 3,600,000
Utility
Fired Heat 13.3 ton/h 2.50 USD/ton 271,630
MP Steam 206 ton/h 4.40 USD/ton 7,184,465
Cooling Water 3,224 m3/h 0.00400 USD/m3 114,407
LP Steam 1.23 ton/h 4.20 USD/ton 41,090
Refrigerant 228 m3/h 0.0131 USD/ m3 24,011
Electricity 13.0 MW 0.0620 USD/kWh 6,448,000
Total VOC 34,906,884

107
The total VOC for MixAlco® process with the above integrations resulted in
34,906,884 USD per year, with a reduction of 4.55%, compare with the base case. Table 4-
54 shows the VOC in detail. The total VOC for CODP is the same obtained in numeral
5.3.2.2 (836,837,003 USD per year), with a reduction in 0.21%, compare with the base
case.
The FOC obtained for MixAlco® process resulted in 15,485,455 USD per year; with a
reduction of 0.72%, compare with the base case. The FOC for CODP did not change for the
base case, because the operator’s number and salaries kept equal. Table 4-55 shows a
compiled FOC obtained for MixAlco® and CODP.
Table 4-558. FOC of MixAlco® and CODP in case 1
Annual cost (USD)
MixAlco® CODP
Labor
Direct wage and benefits (DW&B) 3,120,000 2,496,000
Direct salary and benefits 468,000 374,400
Operating supplies and services 187,200 149,760
Technical asistants to manufacturing 520,000 416,000
control laboratory 285,000 228,000
Maintenance
Wages and benefits (MW&B) 3,902,202 641,529
Salaries and benefits 975,550 160,382
Materials and services 3,902,202 641,529
Maintenance overhead 195,110 32,076
Operating overhead
General plant overhead 601,068 260,734
Mechanical department services 203,178 88,135
Employee relations department 499,479 216,666
Business services 626,466 271,751
Total FOC 15,485,455 5,976,964

108
The total FCI obtained for MixAlco® process is USD 111,491,478; in this value
capital costs savings for mass and heat integration were discount; resulting in a reduction of
1.10% compared with the base case. The WCI was USD 11,149,148, and the TCI results in
USD 122,640,626.
The total FCI for CODP is USD 15,010,866, because an investment is required for
the new heat equipment arrangement. In CODP possible revenue from selling heat
equipment to be replaced, was no accounted.
Table 4-56 shows the obtained profitability results for MixAlco® process and CODP, with
and without the time value of money applying the integration mentioned in this numeral.
Table 4-56. Summary MixAlco® economic results in case 1
MixAlco® with integration CODP with integration
Parameter Value Value
Profitability without the time value of money
ROI estimated (%) 16.47 72.49
Annual gross (pre tax) profit (USD) 22,485,234 11,437,226
Annual net (after tax) profit (USD) 18,360,049 10,881,824
PBP (years) 3.55 1.19
Total operating cost (USD) 50,392,339 842,813,966
FCI (USD) 111,491,478 15,010,866
WCI (USD) 11,149,148 1,501,087
TCI (USD) 122,640,626 16,511,953
Profitability with the time value of money
NPV (USD) 15,699,518 39,165,307
ROI real (%) 12.4 41.8
Annual sales (USD) 72,877,573 854,251,193
Tax rate (%) 35 35
Discount rate (%) 10 10

109
The retrofitting analysis in case 1 for MixAlco® process results in a ROI of 12.4%
acceptable in current market conditions; a ROI increment in 1.3% compared with the base
case. The NPV represent a profitable project in MM USD 15.7, with a NPV increment of
53.52% compared with the base case.
The PBP is about 3.55 years after start of operation. The cumulative discounted cash
flow for this case is shown in the Figure 4-29. This shown that after paying all the expenses
of the project, the revenues of the project will give net value of MM USD 15.7 in the
present dollars.
For this study case, CODP results in a ROI of 41.8% and a NPV of MM USD
39.17; as shown in numeral 5.3.2.2 a ROI reduction of 3.5% was obtained, but a NPV
increment of MM USD 2.7 compared to the base case. The PBP is about 1.19 years
assuming as a new plant.
Figure 4-29. Cash flow of MixAlco® process in case 1

110
4.3.3.2 Case 2.
The second case is related to integration between the remaining streams of CODP after heat integration within the plant, and the
base case of MixAlco® process. Although there was an increased in the capital cost for CODP after its heat integration, there was also
a reduction in operation costs around 39%. This was the main reason to make the retrofitting analysis between MixAlco® and CODP
after heat integration within the CODP plant.
Table 4-57. Process streams for case 2
Service Inlet T
(°C)
Outlet T
(°C)
MCp
(kJ/°C-h)
Enthalpy
(kJ/h)
Flowrate
(kg/h) Name
H1 130 55 5.61x103 4.21x105 6.30x103 PRET-FER.CACO3REC_To_PRET-FER.CACO3
H2 430 -15 2.93x104 1.31x107 9.59x103 KETONIZA.KET-CACO_To_KETONIZA.KT-CACO3
H3 961 130 5.10x103 4.24x106 3.40x102 KETONIZA.H21_To_KETONIZA.H2-1
H4 500 55 4.22x103 1.88x106 4.06x103 LIME-KIL.CAO_To_LIME-KIL.CAO-CO2
H5 961 130 1.67x103 1.39x106 1.11x102 FINAL.H2-_To_FINAL.H2-1
H6 400 130 2.65x104 7.15x106 7.37x103 FINAL.OLF_To_FINAL.OLEFIN
H7 266 25 1.94x104 4.68x106 5.28x103 FINAL.HC-C4--8_To_FINAL.LIGHT
H8 408 25 7.02x103 2.69x106 2.09x103 FINAL.HC-C9-12_To_FINAL.HEAVY
H9 254 43 2.89x104 6.09x106 2.28x104 GASIFICA.C+H2+H20_To_GASIFICA.H2+
H10 165 93 1.69x105 1.22x107 5.00x103 GASIFICA.STEAMSAT_To_GASIFICA.WATER
H11 268 266 9.83x104 1.97x105 5.28x103 FINAL. CONDENSER T-101
H12 55 47 8.34x105 7.00x106 2.00x105 PRET-FER.SALT3_To_PRET-FER.SALW1
H13 55 47 8.34x105 7.01x106 2.00x105 PRET-FER.SALT4_To_PRET-FER.SALW3
H14 55 47 8.33x105 7.03x106 2.00x105 PRET-FER.SALT5_To_PRET-FER.SALW5

111
Service Inlet T
(°C)
Outlet T
(°C)
MCp
(kJ/°C-h)
Enthalpy
(kJ/h)
Flowrate
(kg/h) Name
H15 50 42 8.35x105 7.06x106 2.00x105 PRET-FER.H20-FERM_To_PRET-FER.H2O
H16 163 60 4.88x106 5.03x108 2.01x105 DEWATER.WATER_To_DEWATER.WATDISTI
H17 124 44 4.17x105 4.19x107 6.48x104 1-TRAIN.OVHT204_To_1-TRAIN.OVH202
H18 188 75 8.91x104 2.24x107 3.69x104 2-TRAIN.HVGO_To_2-TRAIN.GPVT205
H19 144 98 4.64x105 2.16x107 6.48x104 To [email protected]_TO_ATM-UNIT.NAPHT204
H20 212 34 1.14x104 2.02x106 5.26x103 VAC-UNIT.LVGOT205_To_VAC-UNIT.LVGO-205
H21 60 49 6.52x105 7.24x106 3.00x103 VAC-UNIT.SP-204_heat
H22 145 49 7.69x104 7.41x106 3.86x104 [email protected][email protected]
C1 150 165 4.51x106 6.83x107 3.34x104 DEWATER.SALWR1_To_DEWATER.SALWR7
C2 150 165 4.51x106 6.83x107 3.34x104 DEWATER.SALWR2_To_DEWATER.SALWR8
C3 150 165 4.51x106 6.83x107 3.34x104 DEWATER.SALWR3_To_DEWATER.SALWR9
C4 150 165 4.51x106 6.83x107 3.34x104 DEWATER.SALWR4_To_DEWATER.SALWR10
C5 150 165 4.51x106 6.83x107 3.34x104 DEWATER.SALWR5_To_DEWATER.SALWR11
C6 150 164 4.84x106 6.84x107 3.34x104 DEWATER.SALWR6_To_DEWATER.SALWR12
C7 163 430 7.86x103 2.10x106 2.52x104 KETONIZA.SAL-DEH_To_KETONIZA.SALT
C8 -15 130 2.25x104 3.26x106 9.59x103 KETONIZA.KT-CACO3_To_KETONIZA.KET
C9 130 300 5.32x104 9.05x106 9.93x103 KETONIZA.ALCOHOL_To_KETONIZA.OH
C10 130 500 9.61x103 3.55x106 9.20x103 LIME-KIL.CACO3-2_To_LIME-KIL.CACO3-3
C11 289 408 4.65x104 5.53x106 2.09x103 FINAL. REBOILER T-101
C12 55.0 149.9 5.39x106 5.12x108 2.00x105 DEWATER.SAL-DESC_To_DEWATER.SALT-H20
C13 284 381 5.14x105 7.87x107 1.62x105 ATM.UNIT.FURNACE
C14 97.8 98.3 7.20x104 3.44x104 4.40x103 ATM-UNIT.SP-203_heat
C15 366 432 3.73x105 2.48x107 8.88x104 VAC-UNIT.CRDT204_To_VAC-UNIT.CREDT205

112
- Heat integration
Table 4-57 shows the hot and cold streams of the process available to make the heat
integration. Also, it shows the inlet and outlet temperatures, the mass and heat capacity
(MCp), the flow rate and the enthalpy of the streams in CODP. The streams to be cooled
were 22; meanwhile the streams to be heated were 15.
The hot and the cold curves composite are shown in Figure 4-30, where a hot pinch
temperature was 155.4°C, and cold pinch temperature was 150°C. The grand composite
curve is shown in Figure 4-31; where the pinch temperature is shown when the net heat
flow in the process is zero.
Figure 4-30. Hot and Cold composite for case 2
Pinch point

113
Figure 4-31. Grand composite curve for case 2
For MixAlco® and CODP, the best heat integration resulted when a ΔTmin = 5.5°C
was used. In the heat integration, the hot utilities used were fired heat, MP steam and LP
steam. By the other hand, the cooling utilities used were cooling water and refrigerant.
The heating and cooling utility load required for the base case was 5.59x108 kJ/h and
2.11x108 kJ/h, respectively. The best heat integration resulted in a heating load of
5.2x108kJ/h and a cooling load of 1.55 x108 kJ/h. It results reduced in 11.21% the operating
cost, but increased in 40.25% the capital cost compared with the base case. Table 4-58
summarizes these results.
Pinch
point
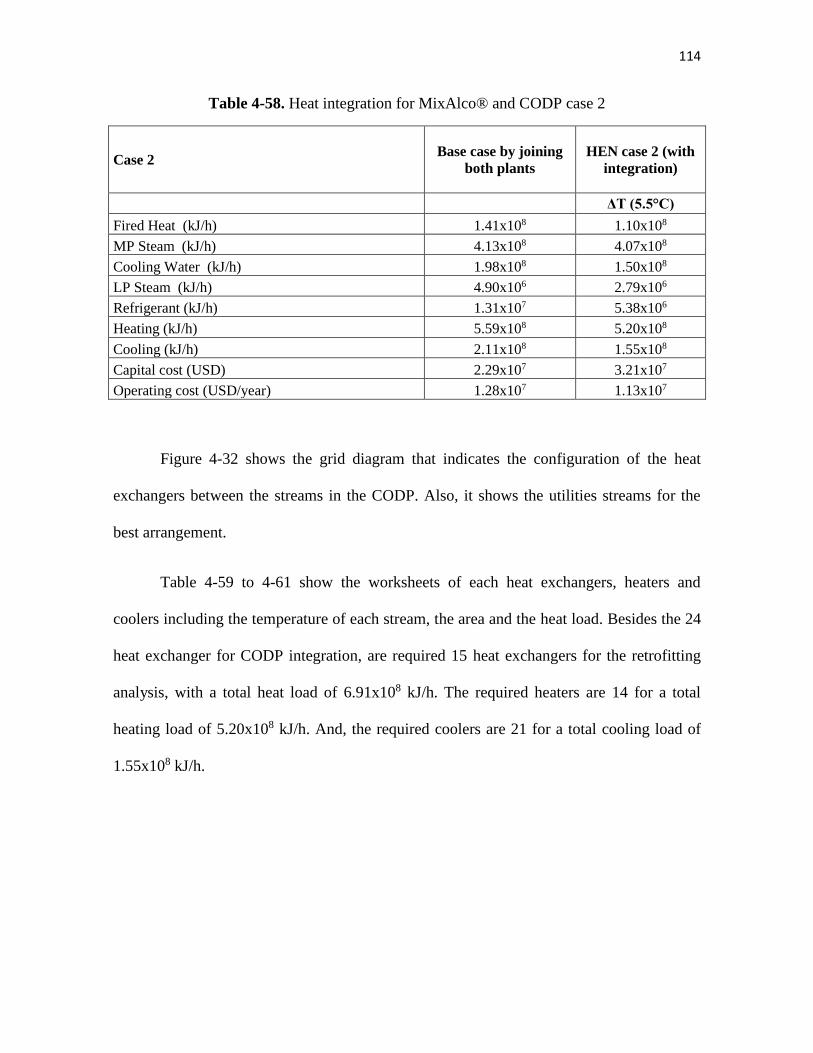
114
Table 4-58. Heat integration for MixAlco® and CODP case 2
Case 2 Base case by joining
both plants
HEN case 2 (with
integration)
ΔT (5.5°C)
Fired Heat (kJ/h) 1.41x108 1.10x108
MP Steam (kJ/h) 4.13x108 4.07x108
Cooling Water (kJ/h) 1.98x108 1.50x108
LP Steam (kJ/h) 4.90x106 2.79x106
Refrigerant (kJ/h) 1.31x107 5.38x106
Heating (kJ/h) 5.59x108 5.20x108
Cooling (kJ/h) 2.11x108 1.55x108
Capital cost (USD) 2.29x107 3.21x107
Operating cost (USD/year) 1.28x107 1.13x107
Figure 4-32 shows the grid diagram that indicates the configuration of the heat
exchangers between the streams in the CODP. Also, it shows the utilities streams for the
best arrangement.
Table 4-59 to 4-61 show the worksheets of each heat exchangers, heaters and
coolers including the temperature of each stream, the area and the heat load. Besides the 24
heat exchanger for CODP integration, are required 15 heat exchangers for the retrofitting
analysis, with a total heat load of 6.91x108 kJ/h. The required heaters are 14 for a total
heating load of 5.20x108 kJ/h. And, the required coolers are 21 for a total cooling load of
1.55x108 kJ/h.

115
Figure 4-32. Grid diagram for case 2
Table 4-59. Heat exchangers for case 2
Heat
Exch Cold Stream
Cold T
in (°C)
Cold T
out (°C) Hot Stream
Hot T
in (°C)
Hot T
out (°C)
Load
(kJ/h)
Area
(m2)
E-119
DEWATER.SAL-
DESC_To_DEWATER.SALT-H20 62 148
GASIFICA.STEAMSAT_To_GASIFICA.W
ATER 162 94 1.21x107 76
E-166
DEWATER.SAL-
DESC_To_DEWATER.SALT-H20 55 55 FINAL.OLF_To_FINAL.OLEFIN 165 130 9.33x105 3
E-153
KETONIZA.ALCOHOL_To_KETONI
ZA.OH 150 286
KETONIZA.KET-
CACO_To_KETONIZA.KT-CACO3 290 168 3.58x106 266

116
Heat
Exch Cold Stream
Cold T
in (°C)
Cold T
out (°C) Hot Stream
Hot T
in (°C)
Hot T
out (°C)
Load
(kJ/h)
Area
(m2)
E-120
DEWATER.SAL-
DESC_To_DEWATER.SALT-H20 62 150
DEWATER.WATER_To_DEWATER.WAT
DISTI 162 72 4.51x108 5,875
E-122
KETONIZA.ALCOHOL_To_KETONI
ZA.OH 286 300 FINAL.OLF_To_FINAL.OLEFIN 400 372 7.34x105 4
E-155
KETONIZA.ALCOHOL_To_KETONI
ZA.OH 130 150 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 160 173 1.07x106 54
E-157
DEWATER.SAL-
DESC_To_DEWATER.SALT-H20 51 55 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 173 75 1.93x107 199
E-152
KETONIZA.ALCOHOL_To_KETONI
ZA.OH 150 286 FINAL.OLF_To_FINAL.OLEFIN 304 165 3.66x106 149
E-121
DEWATER.SALWR2_To_DEWATER
.SALWR8 150 165
KETONIZA.KET-
CACO_To_KETONIZA.KT-CACO3 430 376 1.58x106 2
E-123
DEWATER.SALWR2_To_DEWATER
.SALWR8 150 165 GASIFICA.C+H2+H20_To_GASIFICA.H2+ 254 201 1.55x106 262
E-141
DEWATER.SAL-
DESC_To_DEWATER.SALT-H20 55 62 1-TRAIN.OVHT204_To_1-TRAIN.OVH202 121 103 1.59x107 153
E-143 ATM.UNIT.FURNACE 249 254 FINAL.OLF_To_FINAL.OLEFIN 372 304 1.82x106 37
E-124
DEWATER.SAL-
DESC_To_DEWATER.SALT-H20 62 148 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 188 160 1.19x107 149
E-144 ATM.UNIT.FURNACE 284 289
KETONIZA.KET-
CACO_To_KETONIZA.KT-CACO3 376 290 2.53x106 139
E-142
DEWATER.SAL-
DESC_To_DEWATER.SALT-H20 55 62
204_TO_ATM-UNIT.NAPHT204 144 98 2.08x107 147
E-148 2-TRAIN.CRDTP1R_ToCRDE207 183 207 ATM-UNIT.SP-202_heat 250 227 9.73x106 405
E-133 ATM.UNIT.FURNACE 228 256 ATM-UNIT.SP-202_heat 274 250 1.06x107 1,605
E-135
1-TRAIN.CRUDE-IN_To_1-
TRAIN.CRDTP1 69 96
[email protected] 216 148 9.19x106 103
E-149 1-TRAIN.SP-201_heat 44 76 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 188 95 4.87x106 132
E-126
2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 207 262 2-TRAIN.DIEST204_To_2-TRAIN.DISE205 273 236 8.86x106 320
E-128
ATM-UNIT.MPAT204_To_ATM-
UNIT.MPAM201 242 257
[email protected] 285 275 1.94x106 41
E-134 ATM.UNIT.FURNACE 228 259 [email protected] 275 241 4.49x106 600

117
Heat
Exch Cold Stream
Cold T
in (°C)
Cold T
out (°C) Hot Stream
Hot T
in (°C)
Hot T
out (°C)
Load
(kJ/h)
Area
(m2)
E-136
2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 206,8 207,1 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 251,8 250,7 9.64x104 2
E-118
2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 259 281
204 304 288 2.03x106 52
E-140
ATM-UNIT.MPAT204_To_ATM-
UNIT.MPAM201 148 230 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 251 188 5.61x106 184
E-137
1-TRAIN.CRUDE-IN_To_1-
TRAIN.CRDTP1 31 82
[email protected] 239 121 7.57x106 74
E-139
1-TRAIN.CRUDE-IN_To_1-
TRAIN.CRDTP1 31 60
ATM-UNIT.JETT204_To_ATM-UNIT.JET-
T204 193 68 5.81x106 92
E-129
2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 207 232 ATM-UNIT.SP-202_heat 277 274 1.21x106 38
E-127
2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 207 257 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 267 252 1.36x106 52
E-131 1-TRAIN.CRUDE-IN_.CRDTP1 96 120 1-TRAIN.OVHT204_To_1-TRAIN.OVH202 144 124 8.37x106 386
E-125
2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 207 268
205 324 233 7.87x105 15
E-121 2-TRAIN.CRDTP1R_To.CRDE207 259 277 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 324 268 2.03x106 84
E-119
1-TRAIN.CRUDE-IN_To_1-
TRAIN.CRDTP1 120 181 1-TRAIN.DIE203_To_1-TRAIN.DIEST204 236 138 2.13x107 773
E-141
ATM-UNIT.MPAT204_To_ATM-
UNIT.MPAM201 148 226
[email protected] 239 195 5.22x106 133
E-130 ATM.UNIT.FURNACE 257 283
2-TRAIN.ASFP205_To_2-
TRAIN.ASPHALT 390 285 1.35x107 534
E-132
ATM-UNIT.MPAT204_To_ATM-
UNIT.MPAM201 228 242
[email protected] 275 234 1.93x106 86
E-124
2-TRAIN.CRDTP1R_To_2-
TRAIN.CRDE207 207 263
[email protected] 284 216 9.22x106 473
E-120 2-TRAIN.CRDTP1R_To_CRDE207 259 275 2-TRAIN.DIEST204_To_2-TRAIN.DISE205 289 273 3.66x106 163
E-122 ATM-UNIT.MPAT204_To.MPAM201 257 279 2-TRAIN.HVGO_To_2-TRAIN.GPVT205 324 267 3.02x106 122

118
Table 4-60. Coolers for case 2
Heat
Exchanger Utility Hot Stream
Hot T in
(°C)
Hot T
out (°C)
Load
(kJ/h)
Area
(m2)
E-134 Cooling Water PRET-FER.SALT3_To_PRET-FER.SALW1 55 46 7.00x106 35
E-136 Cooling Water FINAL.H2-_To_FINAL.H2-1 961 130 1.39x106 3
E-168 Cooling Water FINAL.HC-C4--8_To_FINAL.LIGHT 266 25 4.68x106 26
E-162 Cooling Water FINAL.HC-C9-12_To_FINAL.HEAVY 408 25 2.69x106 12
E-145 Cooling Water PRET-FER.SALT4_To_PRET-FER.SALW3 55 46 7.01x106 33
E-147 Cooling Water FINAL.CONDENSER T-101 268 266 1.97x105 1
E-149 Cooling Water VAC-UNIT.LVGOT205_To_VAC-UNIT.LVGO-205 213 34 2.04x106 17
E-133 Cooling Water VAC-UNIT.SP-204_heat 60 49 7.24x106 354
E-169 Refrigerant KETONIZA.KET-CACO_To_KETONIZA.KT-CACO3 9 -15 7.00x105 18
E-154 Cooling Water 1-TRAIN.OVHT204_To_1-TRAIN.OVH202 103 44 1.58x107 128
E-148 Cooling Water PRET-FER.CACO3REC_To_PRET-FER.CACO3 130 55 4.21x105 10
E-150 Cooling Water GASIFICA.C+H2+H20_To_GASIFICA.H2+ 201 43 4.57x106 713
E-138 Cooling Water PRET-FER.H20-FERM_To_PRET-FER.H2O 50 41 7.06x106 44
E-140 Cooling Water
[email protected]_To_UPA_Return@VAC-
UNIT.T-205 143 49 7.62x106
55
E-164 Refrigerant KETONIZA.KET-CACO_To_KETONIZA.KT-CACO3 168 9 3.53x106 19
E-139 Cooling Water PRET-FER.SALT5_To_PRET-FER.SALW5 55 46 7.03x106 35
E-135 Cooling Water 1-TRAIN.OVHT204_To_1-TRAIN.OVH202 124 121 7.86x106 29
E-137 Cooling Water KETONIZA.H21_To_KETONIZA.H2-1 961 130 4.24x106 8
E-163 Cooling Water DEWATER.WATER_To_DEWATER.WATDISTI 72 60 6.14x107 181
E-165 Refrigerant KETONIZA.KET-CACO_To_KETONIZA.KT-CACO3 168 9 1.14x106 6
E-146 Cooling Water LIME-KIL.CAO_To_LIME-KIL.CAO-CO2 500 55 1.87x106 141

119
Table 4-61. Heaters for case 2
Heat Exchanger Utility Cold Stream Cold T in
(°C)
Cold T out
(°C)
Load
(kJ/h)
Area
(m2)
E-132 MP Steam DEWATER.SALWR4_To_DEWATER.SALWR10 150 165 6.83x107 297
E-156 MP Steam ATM-UNIT.SP-203_heat 98 98 3.44x104 1
E-160 Fired Heat VAC-UNIT.CRDT204_To_VAC-UNIT.CREDT205 366 432 2.44x107 1013
E-131 MP Steam DEWATER.SALWR3_To_DEWATER.SALWR9 150 165 6.83x107 297
E-126 MP Steam DEWATER.SALWR5_To_DEWATER.SALWR11 150 165 6.83x107 297
E-159 Fired Heat LIME-KIL.CACO3-2_To_LIME-KIL.CACO3-3 130 500 3.55x106 94
E-161 Fired Heat KETONIZA.SAL-DEH_To_KETONIZA.SALT 163 430 2.10x106 44
E-128 MP Steam DEWATER.SALWR1_To_DEWATER.SALWR7 150 165 6.83x107 297
E-130 MP Steam KETONIZA.KT-CACO3_To_KETONIZA.KET 109 130 4.63x105 2
E-125 Fired Heat ATM.UNIT.FURNACE 264 381 7.47x107 659
E-158 Fired Heat FINAL.REBOILER T-101 289 408 5.53x106 191
E-151 LP Steam KETONIZA.KT-CACO3_To_KETONIZA.KET -15 109 2.79x106 12
E-127 MP Steam DEWATER.SALWR6_To_DEWATER.SALWR12 150 164 6.84x107 283
E-129 MP Steam DEWATER.SALWR2_To_DEWATER.SALWR8 150 165 6.51x107 284
- Cost analysis
The total VOC for MixAlco® process with the above integrations resulted in 35,160,509 USD per year, with a reduction of
3.79%, compare with the base case. Table 4-62 shows the VOC for MixAlco® process in detail. The total VOC for CODP resulted in
837,612,499 USD per year, with a reduction of 0.11%, compare with the base case. Table 4-63 shows the VOC for CODP in detail.

120
Table 4-62. VOC of MixAlco® process in case 2
Rate Prices Annual cost (USD)
Feedstock
Sugarcane baggase 32.0 ton/h 60.0 USD/ton 15,360,000
Manure 8.0 ton/h 10.0 USD/ton 640,000
Chemical
Lime 0.900 ton/h 70.0 USD/ton 504,000
Flocculant 10.0 kg/h 991 USD/ton 79,280
Iodoform 3.20 kg/h 25.0 USD/kg 640,000
CaCO3 9.00 ton/h 50.0 USD/ton 3,600,000
Utility
Fired Heat 18.6 ton/h 2.50 USD/ton 380,154
MP Steam 205.4 ton/h 4.40 USD/ton 7,163,048
Cooling Water 5,235.9 m3/h 0.00400 USD/m3 185,753
LP Steam 1.27 ton/h 4.20 USD/ton 42,483
Refrigerant 1,120 m3/h 0.0131 USD/ m3 117,791
Electricity 13.0 MW 0.0620 USD/kWh 6,448,000
Total VOC 35,160,509
Table 4-63. VOC of CODP in case 2
Rate Prices Annual cost (USD)
Feedstock
Crude oil 162 ton/h 643 USD/ton 833,475,308
Utility
Fired Heat 165 ton/h 2.50 USD/ton 3,369,029
LP Steam 0.0160 ton/h 4.20 USD/ton 546
Cooling Water 1,937 m3/h 0.00400 USD/m3 68,735
Steam @ 353°C 4.00 ton/h 10.0 USD/ ton 320,000
Steam @ 454°C 3.00 ton/h 10.0 USD/ ton 240,000
Electricity 0.28 MW 0.0620 USD/kWh 138,880
Total VOC 837,612,499
The FOC obtained for MixAlco® process resulted in 15,429,731 USD per year;
with a reduction of 1.08%, compare with the base case. Table 4-64 shows the FOC obtained
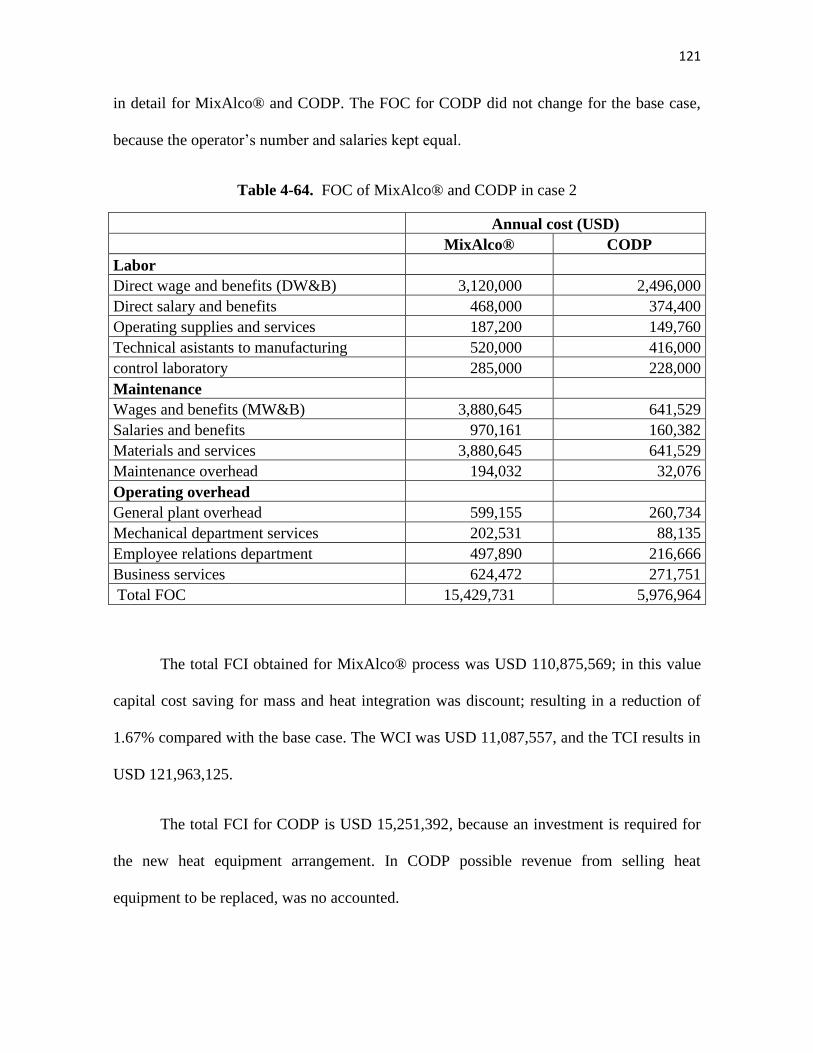
121
in detail for MixAlco® and CODP. The FOC for CODP did not change for the base case,
because the operator’s number and salaries kept equal.
Table 4-64. FOC of MixAlco® and CODP in case 2
Annual cost (USD)
MixAlco® CODP
Labor
Direct wage and benefits (DW&B) 3,120,000 2,496,000
Direct salary and benefits 468,000 374,400
Operating supplies and services 187,200 149,760
Technical asistants to manufacturing 520,000 416,000
control laboratory 285,000 228,000
Maintenance
Wages and benefits (MW&B) 3,880,645 641,529
Salaries and benefits 970,161 160,382
Materials and services 3,880,645 641,529
Maintenance overhead 194,032 32,076
Operating overhead
General plant overhead 599,155 260,734
Mechanical department services 202,531 88,135
Employee relations department 497,890 216,666
Business services 624,472 271,751
Total FOC 15,429,731 5,976,964
The total FCI obtained for MixAlco® process was USD 110,875,569; in this value
capital cost saving for mass and heat integration was discount; resulting in a reduction of
1.67% compared with the base case. The WCI was USD 11,087,557, and the TCI results in
USD 121,963,125.
The total FCI for CODP is USD 15,251,392, because an investment is required for
the new heat equipment arrangement. In CODP possible revenue from selling heat
equipment to be replaced, was no accounted.

122
Table 4-65 shows the obtained profitability results for MixAlco® process and
CODP, with and without the time value of money applying the integration mentioned in
this numeral.
Table 4-65. Summary MixAlco® and CODP economic results in case 2
MixAlco® with integration CODP with integration
Parameter Value Value
Profitability without the time value of money
ROI estimated (%) 16.4 66,21
Annual gross (pre tax) profit (USD) 22,287,333 10,661,731
Annual net (after tax) profit (USD) 18,184,937 10,097,429
PBP (years) 3.56 1.28
Total operating cost (USD) 50,590,241 843,589,462
FCI (USD) 110,875,569 15,251,392
WCI (USD) 11,087,557 1,525,139
TCI (USD) 121,963,125 16,776,531
Profitability with the time value of money
NPV (USD) 15,288,147 35,568,846
ROI real (%) 12.35 39.04
Annual sales (USD) 72,877,573 854,251,193
Tax rate (%) 35 35
Discount rate (%) 10 10
The retrofitting analysis in case 2 for MixAlco® process results in a ROI of 12.35%
acceptable in current market conditions; a ROI increment in 1.3% compared with the base
case. The NPV represent a profitable project of MM USD 15.3, with a NPV increment of
52.27% compared with the base case.
The PBP is about 3.56 years after start of operation. The cumulative discounted cash
flow for this case is shown in the Figure 4-33. This shown that after paying all the expenses

123
of the project, the revenues of the project will give net value of MM USD 15.3 in the
present dollars.
For this study case, CODP results in a ROI of 39% and a NPV of MM USD 35.6.
To compare the convenience of the retrofitting analysis in CODP, the profitability of CODP
integrated as a new plant was evaluated, as in the base case. The results show that CODP
integration had a reduction of ROI in 5.3%, and a NPV reduction in MM USD 0.80 was
obtained compared to the base case. The PBP for CODP is about 1.28 years assuming as a
new plant.
Figure 4-33. Cash flow of MixAlco® process in case 2
4.3.3.3 Comparison between cases
Table 4-66 shows the heat integration comparing the cases 1 and 2. For both cases,
the processes (MixAlco® and CODP) presented arrangements with operating cost savings.

124
Although in both cases there was a capital investment, the global economic evaluation
presented revenues.
Table 4-66. Heat integration comparison of cases
Base case
by joining
both plants
Case 1 Case 2
%
Difference
case 1
%
Difference
case 2
%
Difference
between
cases
Fired Heat (kJ/h) 1.41x108 8.25x107 1.10x108 ─ 71.0 % ─ 28.0 % 25.0 %
MP Steam (kJ/h) 4.13x108 4.08x108 4.07x108 ─1.00 % ─ 1.00 % 0%
Cooling Water (kJ/h) 1.98x108 1.44x108 1.50x108 ─ 38.0 % ─ 32.0 % 4.00 %
LP Steam (kJ/h) 4.90x106 2.73x106 2.79x106 ─79.0 % ─ 76.0 % 2.00 %
Refrigerant (kJ/h) 1.31x107 1.10x106 5.38x106 ─ 1.09 % ─ 143% 80.0 %
Heating (kJ/h) 5.59x108 4.94x108 5.20x108 ─ 13.0 % ─ 8.00 % 5.00 %
Cooling (kJ/h) 2.11x108 1.45x108 1.55x108 ─ 46.0 % ─ 36.0 % 6.00 %
Capital cost (USD) 2.29x107 2.83x107 3.21x107 19.0 % 29.0 % 12.0 %
Operating cost (USD/year) 1.28x107 1.03x107 1.13x107 ─ 24.0 % ─ 13.0 % 9.0 %
Table 4-67 shows the NPV and ROI for both retrofitting cases. For MixAlco®
process the ROI obtained in both cases is almost the same, but the NPV in case 1 is 2.6%
higher than in case 2. For CODP the ROI in case 1 is higher 2.8% than case 2, and the NPV
is 10% higher in case 1 than in case 2. Based on these results, it is possible to affirm that
case 1 is economically more profitable than case 2 for MixAlco® process and even more
for CODP.
Table 4-679. Economic comparison of cases
Case 1 Case 2
MixAlco® CODP MixAlco® CODP
NPV (MM USD) 15.7 39.2 15.3 35.6
ROI (%) 12.4 41.8 12.3 39.0

125
4.4 Sensitivity analysis
In this section, different variables were modified in order to study the behavior of the ROI
in each option. The understanding of the sensitivity analysis of the ROI helps in making the
optimal decision under given conditions.
4.4.1 Variation of gasoline prices
The first sensitivity analysis was based on the gasoline prices performance between
years 2010 to 2013 shown in Figure E-8 (Appendix E). The prices of gasoline were
changed from 2.5 to 3.8 USD per gallon.
Figure 4-34. Variation of gasoline price for MixAlco® process
For the best case of retrofitting and the base case, Figure 4-34 shows the result of
ROI and NPV of MixAlco® process for different gasoline prices. With limited ROI (5%)
the minimum selling price of gasoline is 2.7 USD per gallon. With a gasoline price of 3.8

126
USD per gallon the ROI obtained was 18%. From the NPV analysis, MixAlco® process
starts to be not profitable with gasoline price below 3.07 USD per gallon.
4.4.2 Variation of Jet prices
The second sensitivity analysis was based on the Jet prices performance between
years 2010 to 2013 shown in Figure E-7 (Appendix E). The prices of Jet were changed
from 2 to 3.8 USD per gallon.
Figure 4-35. Variaton of Jet price for MixAlco® process
For the best case of retrofitting and the base case, Figure 4-35 shows the result of
ROI and NPV of MixAlco® process for different Jet prices. Where, ROI does not reach the
minimum limit (5%). With a Jet price of 3.8 USD per gallon the ROI obtained was 15.8%.
From the NPV analysis, MixAlco® process starts to not be profitable with Jet price below
2.3 USD per gallon.

127
4.4.3 Variation of Biomass price
Based on the Pham et al., (2012) study, the price of biomass feedstock could be
changed from 20 to 120 USD per ton. Figure 4-36 shows the variation of Biomass prices
from 0 to 120 USD per ton. When the price of biomass is free, the ROI is 21.5%,
maintaining the MixAlco® plant capacity of 60 ton/h. Also, Figure 4-36 shows the
maximum price of Biomass in 73 USD/ton in order to have the NPV positive and the
project will be profitable.
Figure 4-36. Variation of Biomass price
4.4.4 Variation of MixAlco® plant capacity
The fourth sensitivity analysis was based on the MixAlco® plant capacity, varying
the biomass feedstock from 20 to 160 ton/h. To do that, the FCI was calculated using the
six tenths factor rule explained in Appendix E, with a scaling factor of 0.6, according to the

128
literature (Pham et al., 2010). The consumption of utilities and chemicals had been
calculated, and the annual sales should be adjusted for each capacity. In this analysis the
biomass price was constant in 60 USD/ton.
For the best retrofitting case, Figure 4-37 shows the result of ROI and NPV varying
the MixAlco® plant capacity. From the NPV analysis, MixAlco® process starts to be
profitable with an approximated 33 ton/ h of capacity. With a MixAlco® plant capacity
above 70ton/h was provided a ROI higher than 20%.
Figure 4-37. Variation of MixAlco® plant capacity

129
5 CONCLUSIONS
In order to evaluate the retrofitting analysis to integrate the MixAlco® process to the
crude oil distillation process (CODP), this work was developed in four stages. The first
stage was the building of each process (as a base case) with mass and energy balances and
economical evaluation. In this way, a simulation of the entire MixAlco® process was made.
This simulation used a feedstock stream (sugarcane bagasse/chicken manure) of
40ton/h, using ketonization process route. The results obtained for MixAlco® simulations
were the expected, according to literature (Pham et al., 2012), (Gosseaume, 2011),
(Holtzapple, 2004), (Pham, Holtzapple, & El-Halwagi, 2012). Also, a typical crude oil
distillation process for commercial crude oil with 22.4API was simulated with preheating
trains and atmospheric/vacuum units. In the second stage, the hierarchical methodology
proposed was used as a strategy to achieve cost-effective studies through profitability
analysis. Different levels for applying the hierarchical methodology were done:
- Internal rearrangements within each process, where it was obtained only a mass
integration within MixAlco® process. Considering, recycle water from dewatering unit to
fermentation and pretreatment units. The base case of MixAlco® was obtained with a ROI
of 11.1% and a NPV of MM USD 7.3. The base case of CODP was obtained with a ROI of
31.2% and a NPV of MM USD 29 as a new plant.
- Internal modifications within each process, where heat integration within each plant
was made. For MixAlco® the heating and cooling utility load, results reduced in 8.3% the
capital cost and in 8.6% the operating cost. Also, it was obtained a ROI of 11.8% and a
NPV of MM USD 11.7. For CODP the heating and cooling utility load, reduced in 39%

130
the operating cost but increased a capital cost 78%. In this case CODP obtained a ROI of
41.8% and a NPV of MM USD 39.2.
- External modification through retrofitting analysis between MixAlco® process
and CODP, where two relevant cases where analyzed and compared. The first case was
based on a mass and heat integration within each process. Also, water integration between
both plants was made. The economical results were a 12.4% of ROI, and MM USD 15.7 of
NPV for MixAlco® process. The second case was based on integration of both plants,
where MixAlco® process was added to CODP with heat integration inside the plant.
Results presented a ROI of 12.35% and NPV of MM USD 15.3 for MixAlco® process.
The third stage was the comparison between the two cases mentioned above, where
the case 1 resulted in the best retrofitting analysis. There was an NPV increment from MM
USD 7.3 to MM USD 15.7, and ROI increment from 11.1% to 12.4% for MixAlco®
process. According to retrofitting results, it is necessary to make an investment in capital
cost of MM USD 15 for CODP that will be payback in 15 months (according to
profitability analysis).
The fourth stage was a sensitivity analysis to MixAlco® process for the best
retrofitting case. The mainly results for MixAlco® be profitable were a minimum gasoline
price of 3.07 USD per gallon, and a minimum Jet price of 2.3 USD per gallon. Besides,
with the maximum price of gasoline or Jet (3.8 USD per gallon) an obtained ROI was 18%
and 15.8% respectively. For a MixAlco® plant capacity of 60 ton/h was obtained a ROI of
21.5% if the biomass price was free; and the maximum price of biomass was 73 USD/ton in
order to have the NPV positive and the project will be profitable. Finally, MixAlco®

131
process starts to be profitable from about 33 ton/ h of capacity. For a MixAlco® capacity
above 70ton/h was obtained ROIs above 20%.

132
6. RECOMMENDATIONS AND FUTURE WORK
After completing this work, it is considered important to research in future works
into the optimization of the mixture of both products (bio-gasoline / gasoline), in order to
optimize the retrofitting analysis.
It is considered important to study in future works the plant capacity of MixAlco®
and CODP, getting a better compatibility in the Pinch point.
It is recommended to study a case of both plants (MixAlco® and CODP) as news,
different that was done in this work, and compare the cases.
In order to verify the MixAlco® process simulation is recommended validate it with
Terrabon, the demostration plant of MixAlco® located in College Station, Texas.
It is recommended to study in future works different ways of heat integration, for
example study the integration of syngas from MixAlco® with the furnace located in the
atmospheric unit of CODP. Moreover, study other types of heat exchangers as compact
heat exchangers. Otherwise, include the fouling affectation in the preheating system with
the time.
It is also considered important to include in future works, the study of life cycle
analysis (LCA) into a bio-refinery retrofitting analysis, in order to evaluate the greenhouse
gas emissions (GHG) and associate it with the economic evaluation by Clean Development
Mechanism (CDM).
Furthermore, it is recommended to investigate the retrofitting analysis on other
products, in order to integrated biofuels into the existing fossil-based process.

133
Finally, it is recommended to develop a computational template which integrates all
calculations of integration, technical and economic analysis and the selection of the best
alternative.

134
REFERENCES
Aspen plus®. (2013). Software database and help menu (Version 7.3).
Benali, T., & Tondeur, J. N. (2011). An improved crude oil atmospheric distillation process
for energy integration: Part I: Energy and exergy analyses of the process when a
flash is installed in the preheating train. Applied Thermal Engineering. 125 -131.
Cormier, B. (2005). Retrofitting Analysis of Integrated Bio-refineries. Texas A&M
University, College Station, TX.
EIA. (2013, July 9). Retrieved 2013, 13-July from the U.S. Energy Information
Administration: http://www.eia.gov/forecasts/steo/report/global_oil.cfm
EIA. (2013, July 15). Retrieved 2013, 10-June from the U.S. Energy Information
Administration: http://www.eia.gov/dnav/pet/hist/LeafHandler.ashx?n=PET&s=
EMM_EPMRU_PTE_R30_DPG&f=W
El-Halwagi, M. (2012). Sustainable design through process integration. Texas: Elsevier.
El-Halwagi, M., & Spriggs, H. D. (1998). Solve Design Puzzles with Mass Integration.
Chemical engineering progress, 8(94), 25-44.
Felder, R., & Rousseau, R. (2005). Elementary principles of chemical processes. Atlanta:
John Wiley & Sons, Inc.
Fernández, J. (2007). Diseño de un modelo de optimización de la planta de crudo de
Ecopetrol S.A. en la Refinería de Cartagena. Magister thesis in Industrial
Engineering. Bogotá.

135
Gosseaume, P. (2011). Development of a simulation tool of the MixAlco Technology to be
applied in Colombia. Grenoble INP-Pagora, France.
Granda, C., Holtzapple, M., Luce, G., Searcy, K., & Mamrosh, D. (2009). Carboxylate
Platform: The MixAlco Process Part 2: Process Economics. Appl Biochem
Biotechnol, 537 - 554.
Holtzapple, M. (2004). MixAlco Process: Biomass to Carboxylic Acids and Alcohols.
College Station, TX.
Holtzapple, M. (2009). Patent application 'Methods and Systems for Biomass Conversion
to Carboxylic Acids and Alcohols'.
Peters, M., Timmerhaus, K., & West, R. (2004). Plant Design and Economics for Chemical
Engineers. 5th Edition. Colorado: Mc Graw Hill.
Pham, V., Holtzapple, M., & El-Halwagi, M. (2010). Techo-economic analysis of biomass
to fuel conversion via the MixAlco process. J Ind Microbiol Biotechnol.
Pham, V., Holtzapple, M., & El-Halwagi, M. (2012). Chapter 6. Technoeconomic Analysis
of a Lignocellulose-to-Hydrocarbons Process Using a Carboxylate Platform.
Integrated Biorefineries: Design, Analysis, and Optimization (Green Chemistry and
Chemical Engineering) (p. 157 - 192). Texas. Chapman & Hall.
Seider, W., Seader, J. D., & Lewin, D. (2004). Product & Process Design Principles. 2nd
Edition. Wiley.

136
Sierra, R., García, L., & Holtzapple, M. (2010). Selectivity and Delignification Kinetics for
Oxidative and Nonoxidative Lime Pretreatment of Poplar Wood, Part III: Long-
Term. AIChE.
Terrabon. (2010, October). Retrieved 2010, 12-October from:
http://www.terrabon.com/mixalco_economics.html
Towler, G., & Sinnott, R. (2013). Chapter 7. Capital Cost Estimating. Chemical
Engineering Design (págs. 307 - 351). Elsevier.
Wooley, R., & Putsche, V. (1996). Development of an Aspen Plus Physical Property
Database for Biofuels Components. Golden, Colorado.
Zhihong, F., & Holtzapple, M. (2010). Fermentation of Sugarcane Bagasse and Chicken
Manure to Calcium Carboxylate under Thermophilic Conditions. Appl Biocehm
Biotechnol, 561-578.

137
APPENDIX A
A.1 Literature review
A.1.2 MixAlco® Process Description
The MixAlco® process is a robust process that converts biomass to fuels and chemicals. A
key feature of the MixAlco® process is the fermentation, which employs a mixed culture of
acid-forming microorganisms to convert biomass components (carbohydrates, proteins, and
fats) to carboxylate salts. Subsequently, these intermediate salts are chemical converted to
hydrocarbon fuels (gasoline, jet fuel, and diesel). (Pham et al., 2010)
Figure A-1 shows biomass-to-hydrocarbon fuels conversion via ketonization. To make
hydrocarbon fuels, the MixAlco® process uses the following steps: (I) pretreatment with
lime, (II) fermentation with a mixed culture of acid-forming microorganism to obtain
carboxylate salts, (III) dewatering using a high-efficiency vapor-compression evaporator,
(IV) thermal conversion of salts to ketones (V) hydrogenation of the ketones to mixed
alcohols, and (VI) oligomerization of alcohols to hydrocarbons using zeolite catalysts.
(Pham et al., 2010)

138
Figure A-1. MixAlco® process via Ketonization. (Pham et al., 2010)
The biomass feedstock must contain a source of energy and a source of nutrients.
Examples of energy sources include sorghum, bagasse, municipal solid waste, office paper,
paper fines, rice straw, water hyacinths, pineapple waste, and aloe-vera pulp. Examples of
nutrient sources include food scraps, sewage sludge, and manure. In addition, chemical
nutrients (e.g., urea, ammonia, ammonium bicarbonate) can be added to supply essential
minerals. (Pham et al., 2010)
FEED HANDLING
Figure A-2 shows a schematic of the loading facilities. Screw conveyor A-2 augers
quick lime (CaO) into mixer A-3, which blends biomass, quick lime, water, and calcium
carbonate. The quick lime reacts with water, releasing heat which raises the temperature of
the mixture. The biomass/lime/water/calcium carbonate mixture is fed to loader A-1, which
stores a few hundred tons of the mixture. (Holtzapple, 2004)

139
Figure A-2. Schematic of loading facilities. (Holtzapple, 2004)
PRETREATMENT AND FERMENTATION
Different forms of pretreatment exist, using physical, chemical or biological means.
It has been found hat pretreatment with lime and air efficiently delignifies lignocellulosic
materials, increasing digestibility significantly. This type of pretreatment is preferred over
other pretreatment options for the MixAlco® process because it is best integrated with
further processing and recovery steps. (Gosseaume, Development of a simulation tool of
the MixAlco® Technology to be applied in Colombia, 2011)
Recycled lime from the lime kiln is assumed to contribute 85% of lime demand in
the pretreatment, with the 15% make-up lime purchased from external vendors. Although
the residence time of pretreatment (6 weeks) and fermentation (8 weeks) is long, the round-
robin system results in steady flow rate and product concentration in the broth. (Pham et al.,
2010)

140
An example of the pretreatment/fermentation piles operated in a round-robin
manner is presented in figure A3, where there are six piles, two pretreatment and four in
fermentation. As the lime pretreatment pile ages, the pH drops. Then the air is shut off, and
the inoculum is added, so it becomes a fermentation pile. When the fermentation is
complete, the residue is removed, and pretreatment starts with a new pile. Figure A4 shows
the water circulation pattern while in the fermentation mode. (Granda, Holtzapple, Luce,
Searcy, & Mamrosh, 2009)
Figure A-3. Round - robin system. (Granda et al., 2009)
Figure A-4. Water circulation through the piles. (Granda et al., 2009)
Figure A-5 shows the pile in the pretreatment mode. A blower (A-5) pressures air
and blows it through a lime-water slurry tank (A-6), which removes carbon dioxide from
the air. The air then blows up through the pile, which contains both biomass and lime. The
Most digested biomass
6
5 4 Freshest biomass
3

141
pile is located on a gravel bed lined with a geomembrane. Water accumulates in the gravel
bed and is circulated to the top of the pile. The combination of lime, water, and air removes
lignin from the biomass, rendering it digestible. During the pretreatment mode, the pile can
be covered or uncovered. If covered, an exhaust blower (A-7) removes gas from the pile. A
slight vacuum can be created, which keeps the cover pressed against the pile thereby
keeping it from blowing in the wind. Liquid collected from the bottom of the pile is
pumped (A-8) through a heat exchanger (A-9) onto the top of the pile. (Granda et al., 2009)
Figure A-5. Pretreatment pile. (Granda et al., 2009)
Once the lime is consumed within the pile, the pH will drop. At this point, the pile is
inoculated with a mixed culture of acid-forming microorganisms that digest the biomass
and form volatile fatty acids (VFAs) such as acetic, propionic, and butyric acids. The VFAs
react with the calcium carbonate within the pile, thus forming salts of the VFAs, such as

142
calcium acetate, propionate, and butyrate. Because they tolerate high salt concentrations,
the best source of the inoculum is from saline environments. (Holtzapple, 2004)
Holtzapple, (2004) show in Figure A-6 the pile in the fermentation mode. In this
case, no air circulates through the pile and the exhaust gases are sent to a packed bed
scrubber (A-10) where they contact ammonia and water to form ammonium bicarbonate
buffer for our case the buffer is calcium carbonate, which is stored in a holding tank (A-11)
and directed to the liquid that circulates through the pile. Gases exiting the scrubber (A-10)
are sent to an odor control system (A-12) if no hydrogen is present in the gas. If hydrogen
is present, then the gas is sent to a hydrogen recovery unit (not shown).
Figure A-6. Pile in Fermentation form. (Granada et al., 2009)
Figure A-7 shows that after the fermentation is completed, the pile is dismantled by
slurrying the undigested residue with water (A-14) and pumping (A-13) the slurry through

143
a filter (A-16). The undigested residue can be sent to a boiler to make process heat, a
gasifier to make hydrogen, or it can be exported for other purposes (compost, electricity
production). (Granada et al., 2009)
Figure A-7. Dismantling the fermentation pile. (Granada et al., 2009)
Biomass is composed of volatile solids (VS) and ash. Most of the VS are reactive
except lignin, whereas the ash content is nonreactive. Mass balances closure is performed
during steady-state countercurrent fermentations. Figure A-8 illustrates a typical
fermentation process, which converts VS into gas and liquid products, with some solids
remaining undigested. (Zhihong & Holtzapple, 2010).

144
Figure A-8. Digestion of biomass. (Zhihong & Holtzapple, 2009)
DESCUMMING AND DEWATERING
In the produced fermentation broth, the calcium carboxylate concentration is 6%
weight. Other components (e.g., dissolved carbon dioxide, microorganisms, undigested
biomass, and other unknowns) are impurities and must be removed along with water. To
purify the carboxylate salts, the broth is degasified by stripping, descummed using
flocculant, evaporated using vapor compression, and crystallized (Figure A-9). (Pham et al.,
2010)
Figure A-9. Simplified process block of the descumming and dewatering units. (Pham et
al., 2010)
KETONIZATION AND LIME KILN
The solid salts are sent to a dryer to remove residual moisture (Figure A-10). At
high temperatures (430°C) in the ketonization reactor, calcium carboxylates are thermally

145
converted into ketones and calcium carbonate. The reactor is kept under vacuum (30
mmHg), which reduces residence time to avoid decomposition of the produced ketones.
The ketone vapor is quickly removed from the reactor, quenched, and condensed. (Pham et
al., 2010)
Figure A-10. Simplified process block of the ketonization and lime kiln unit. (Pham et al.,
2010)
The general ketonization reaction is represented as following:
Carboxylate calcium Ketone Calcium carbonate
Part of the calcium carbonate is directly recycled to the fermentors, and the remaining
portion is converted into quick lime (CaO) in a kiln. The quick lime is recycled to the
pretreatment reactors. Unlike conventional lime kilns that are fed coarse limestone, this kiln
processes fine calcium carbonate powder; thus, some processing steps (grinding, drying)
are not needed. This reaction takes place at 900°C or 1000°C. (Pham et al., 2010)
KETONE HYDROGENATION
In this conversion step, the ketone carbonyl groups react with hydrogen to form
alcohol groups in an exothermic reaction:
146
Ketone Hydrogen Alcohol
The reaction is performed at high pressure (55 bar) and at isothermal (130°C)
condition. The optimal design was found to be three continually stirred tank reactors
(CSTR) in series. In each CSTR, liquid ketones, solid Raney nickel catalyst, and hydrogen
bubbles are well mixed. The heat of reaction is recovered by a pump-around system.
Hydrogen is fed to every CSTR in 20%excess to maximize ketone conversion. The net
demand of hydrogen is 0.0225 kg H2/kg mixed alcohol [25.0 standard cubic foot (SCF) per
gallon of mixed alcohols] or 0.00687 kg H2/kg dry ash-free biomass (1.30 SCF per dry ash-
free pound of biomass). The produced mixture of secondary alcohols can be directly used
as a transportation oxygenated fuel such as bioethanol, but it has higher energy content (net
heating values are 34.6 and 26.8 MJ/kg, respectively. (Pham et al., 2010)
DEHYDRATATION AND OLIGOMERIZATION
The mixed alcohols are further processed to produce hydrocarbon fuels. Using H-
ZSM-5 catalyst in a reactor at 300°C and 3 bar, the alcohols are dehydrated as follows:
Alcohol Olefins Water
In the same reactor, the produced olefins are oligomerized as shown in the
following simplified reaction:
Olefins Longer Olefins

147
Depending upon the specific reaction conditions (time, pressure, temperature) the
products are very complex and include olefins, n-paraffins, iso-paraffins, aromatics, and
cyclics. Water in the products is removed in a drying unit using a salt filter. (Pham et al.,
2010)
OLEFIN HYDROGENATION
To improve fuel quality, the olefins can be hydrogenated to make corresponding
paraffins. Similar to the design of the ketone hydrogenation, this conversion unit employs
CSTRs in series with Raney nickel catalyst. The carbon double bond (C=C) is saturated to
stabilize the hydrocarbon product as follows:
Olefins Paraffins
In this step, the net demand of hydrogen is 0.0139 kg H2/kg hydrocarbon fuels (15.4
SCF per gallon of hydrocarbon fuel) or 0.0034 kg H2/kg dry ash-free biomass (0.64 SCF
per dry ash-free pound of biomass). (Pham et al., 2010)
Out of the reactor, the mixed hydrocarbons are distilled into C8- and C9+ fractions.
The light fraction and heavy components can be used as blending components for gasoline
and jet fuel, respectively. (Pham et al., 2010)

148
GASIFICATION
Hydrogen is required to produce alcohols and saturate hydrocarbons. This hydrogen
is produced by gasifying undigested biomass from the fermenters. (Pham et al., 2010)
STEAM-GAS SHIFT AND PRESSURE-SWING ADSORPTION
More hydrogen is made using the shift reaction between steam and carbon
monoxide. Because of the compositional characteristics of the syngas, a one-stage shift is
sufficient for high conversion and low residence time. The hydrogen-rich syngas, along
with fermentation gas, is passed through molecular sieve beds in the pressure-swing
adsorption unit, which purifies hydrogen. (Pham et al., 2010)
A.2 Consideration in MixAlco® Process Simulation
A.2.1 Fermentation
Biomass to Sugar
(Eq. A-1)
Cellulose Glucose
(Eq. A-2)
Xylan Xylose
Sugar to Acid
(Eq. A-3)
Glucose Acid acetic
(Eq. A-4)
Glucose Acid propionic
(Eq. A-5)
Glucose Acid valeric
(Eq. A-6)
Xylose Acid acetic

149
(Eq. A-7)
Xylose Acid propionic
(Eq. A-8)
Xylose Acid valeric
Acid neutralization
(Eq. A-9)
Acid acetic Calcium acetate
(Eq. A-10)
Acid propionic Calcium propionate
(Eq. A11)
Acid valeric Calcium pentanoate
Table A-1. Conversion factors in fermentation reactors
Reactions R-102 R-103 R-104 R-105
1 CELLU-01(Cisolid) + WATER --> GLUCO-01 0.3823 0.4741 0.517 0.542
2 XYLAN(Cisolid) + WATER --> XYLOS-01 0.3823 0.4741 0.517 0.542
3 GLUCO-01 --> 3 A-ACETI 0.840 0.840 0.840 0.840
4 GLUCO-01 --> 2 A-PROP + .727 CO2 0.0500 0.0500 0.0500 0.0500
5 5 GLUCO-01 --> 6 A-VAL + 6.543 CO2 1.00 1.00 1.00 1.00
6 2 XYLOS-01 --> 5 A-ACETI 0.800 0.800 0.800 0.800
7 3 XYLOS-01 --> 5 A-PROP + 1.818 CO2 0.250 0.250 0.250 0.250
8 XYLOS-01 --> A-VAL + 1.09 CO2 1.00 1.00 1.00 1.00
9 2 A-ACETI + CACO3(Cisolid) --> WATER +
CO2 + CA(CH-01(Cisolid)
1.00 1.00 1.00 1.00
10 2 A-PROP + CACO3(Cisolid) --> CA(CH-
02(Cisolid) + WATER + CO2
1.00 1.00 1.00 1.00
11 2 A-VAL + CACO3(Cisolid) --> CA(CH-
03(Cisolid) + WATER + CO2
1.00 1.00 1.00 1.00
A.2.2 Ketonization
Carboxylate salts to ketone
(Eq. A-12)
Calcium acetate Acetone

150
(Eq. A-13)
Calcium acetate Calcium propionate Butanone (or Methyl-ethyl ketone)
(Eq. A14)
Calcium acetate Calcium pentanoate 2-hexanone (or methyl buthyl ketone)
(Eq. A-14)
Calcium propionate 3-pentanone
(Eq.A15)
Calcium propionate Calcium pentanoate 3-heptanone
(Eq. A-16)
Calcium pentanoate 5-nonanone
Ketone to Alcohol
(Eq. A-17)
Acetone Isopropanol
(Eq. A-18)
Butanone Sec-butanol (or 2-butanol)
(Eq. A-19)
2-hexanone 2- hexanol
(Eq. A-20)
3-pentanone 3- pentanol
(Eq. A-21)
3-heptanone 3- heptanol
(Eq.A22)
5-nonanone 5-nonanol
A.2.3 FINAL
Dehydratation
(Eq. A-23)
Isopropanol C3H6 = Propylene
(Eq. A-24)
2-butanol C4H8 = 2-butene

151
(Eq. A-25)
2- hexanol C6H12 = 2-hexene
(Eq. A-26)
3- pentanol C5H10= 2-pentene
(Eq. A-27)
3- heptanol C7H14 = 1,2-dimethylcyclopentane
(Eq. A-28)
5-nonanol C9H18 = 2-nonene
Oligomerization
(Eq. A-29)
Propylene + 2-butene 1,2-dimethylcyclopentane
(Eq. A30)
Propylene +2-pentene 1,2-dimethylcyclohexane
(Eq. A31)
Propylene +2-hexene 2-nonene
(Eq. A-32)
Propylene + 1,2-dimethylcyclopentane 1,4-diethylcyclohexane
(Eq. A-33)
Propylene + 1,2-dimethylcyclohexane undecene
(Eq. A-34)
Propylene + 2-nonene 1-dodecene
(Eq. A-35)
2-butene + 2-pentene 2-nonene
(Eq. A-36)
Propylene+ Propylene 2-hexene
Olefin hydrogenation
(Eq. A-37)
2-butene butane

152
(Eq. A-38)
2-pentene pentane
(Eq. A-39)
2-hexene hexane
(Eq. A-40)
1,2-dimethylcyclopentane heptane
(Eq. A-41)
1,2-dimethylcyclohexane octane
(Eq. A-42)
2-nonene nonane
(Eq. A-43)
1,4-diethylcyclohexane decane
(Eq. A-44)
undecene undecane
(Eq. A-45)
1-dodecene dodecane
Table –A-2. Conversion factor for reactor R-111
Oligomerization Conversion
C3H6 + C4H8 --> C7H14 0.2
C3H6 + C5H10 --> C8H16 0.4
C3H6 + C6H12 --> C9H18 0.7
C3H6 + C8H16 --> C11H22 0.2
C3H6 + C9H18 --> C12H24 0.2
C4H8 + C5H10 --> C9H18 0.4
C5H10 + C6H12 --> C11H22 0.95
2 C3H6 --> C6H12 0.5

153
APPENDIX B
Table B-1. Components List in MixAlco® simulation (Gosseaume, 2011)
Component ID Type Component name Formula
CELLU-01 SOLID CELLULOSE C6H10O5
XYLAN SOLID XYLAN C5H8O4
LIGNI-01 SOLID LIGNIN CXHXOX
BIOMA-01 SOLID BIOMASS CHXNXOXSX-1
GLUCO-01 CONV GLUCOSE C6H12O6
XYLOS-01 CONV XYLOSE C5H10O5
SOLSL-01 CONV SOLSLDS CHXOXSX
SOLUN-01 CONV SOLUNKN CXHOX
WATER CONV WATER H2O
AIR CONV AIR AIR
CO CONV CARBON-MONOXIDE CO
CO2 CONV CARBON-DIOXIDE CO2
CA(OH)2 SOLID CALCIUM-HYDROXIDE CA(OH)2
CACO3 SOLID CALCIUM-CARBONATE-CALCITE CACO3
CA(CH-01 SOLID CA(CH3CO2)2 CAC4H6O4
CA(CH-02 SOLID CA(CH3CH2CO2)2 CA(PROP)2
CA(CH-03 SOLID CA(CH3CH2CH2CH2CO2)2 CA(PENT)2
NITROGEN CONV NITROGEN N2
O2 CONV OXYGEN O2
CAO SOLID CALCIUM-OXIDE CAO
A-ACETI CONV ACETIC-ACID C2H4O2-1
A-PROP CONV PROPIONIC-ACID C3H6O2-1
A-VAL CONV N-VALERIC-ACID C5H10O2-1
HYDROGEN CONV HYDROGEN H2
ACETONE CONV ACETONE C3H6O-1
BUTANONE CONV METHYL-ETHYL-KETONE C4H8O-3
HEXANONE CONV 2-HEXANONE C6H12O-D3
PENTANON CONV DIETHYL-KETONE C5H10O-4
HEPTANON CONV 3-HEPTANONE C7H14O-E1
NONANONE CONV 5-NONANONE C9H18O-E2
ISOPROPA CONV ISOPROPYL-ALCOHOL C3H8O-2
BUTANOL CONV 2-BUTANOL C4H10O-2
HEXANOL CONV 2-HEXANOL C6H14O-E1
PENTANOL CONV 3-PENTANOL C5H12O-D4
HEPTANOL CONV 3-HEPTANOL C7H16O-D4
NONANOL CONV 1-NONANOL C9H20O-D2
1-BUT-01 CONV 1-BUTENE C4H8-1
C3H6 CONV PROPYLENE C3H6-2
C4H8 CONV CIS-2-BUTENE C4H8-2
C5H10 CONV TRANS-2-PENTENE C5H10-4
C6H12 CONV TRANS-2-HEXENE C6H12-5
C7H14 CONV TRANS-1,2-DIMETHYLCYCLOPENTANE C7H14-4
C9H18 CONV TRANS-2-NONENE C9H18-D5

154
Component ID Type Component name Formula
C8H16 CONV TRANS-1,2-DIMETHYLCYCLOHEXANE C8H16-3
C10H20 CONV TRANS-1,4-DIETHYLCYCLOHEXANE C10H20-D7
C11H22 CONV 1-UNDECENE C11H22-2
C12H24 CONV 1-DODECENE C12H24-2
C13H26 CONV 1-TRIDECENE C13H26-2
C4H10 CONV N-BUTANE C4H10-1
C5H12 CONV N-PENTANE C5H12-1
C6H14 CONV N-HEXANE C6H14-1
C7H16 CONV N-HEPTANE C7H16-1
C8H18 CONV N-OCTANE C8H18-1
C9H20 CONV N-NONANE C9H20-1
C10H22 CONV N-DECANE C10H22-1
C11H24 CONV N-UNDECANE C11H24
C12H26 CONV N-DODECANE C12H26
C13H28 CONV N-TRIDECANE C13H28
C12H24 CONV 1-DODECENE C12H24-2
C13H26 CONV 1-TRIDECENE C13H26-2

155
Table B2. Components properties for MixAlco® process. (Aspen plus®, 2013)
COMPONENT API DHFORM (kJ/mol) MW SG TBP
(°C) ZC
VLSTD
(cm3/mol)
CELLU-01 -3.6 -1,022.0 162.1 1.1 215.9 0.28 147.0
XYLAN -20.9 -842.6 132.1 1.3 322.4 0.22 103.5
GLUCO-01 -11.9 -1,089.0 180.2 1.2 343.9 0.32 152.6
WATER 10.0 -241.8 18.0 1.0 100.0 0.23 18.1
AIR 28.9 0.0 29.0 0.9 -194.5 0.31 32.9
CO 340.0 -110.5 28.0 0.3 -191.5 0.30 53.6
CO2 340.0 -393.5 44.0 0.3 -78.5 0.27 53.6
NITROGEN 340.0 0.0 28.0 0.3 -195.8 0.29 53.6
O2 340.0 0.0 32.0 0.3 -183.0 0.29 53.6
A-ACETI 2.6 -432.8 60.1 1.1 117.9 0.21 57.6
A-PROP 10.1 -453.5 74.1 1.0 141.2 0.22 74.3
A-VAL 18.4 -490.1 102.1 0.9 185.8 0.24 108.4
HYDROGEN 340.0 0.0 2.0 0.3 -252.8 0.31 53.6
ACETONE 48.5 -215.7 58.1 0.8 56.3 0.23 74.0
BUTANONE 43.4 -239.0 72.1 0.8 79.6 0.25 89.3
HEXANONE 43.4 -279.8 100.2 0.8 127.6 0.25 124.1
PENTANON 42.9 -257.9 86.1 0.8 102.0 0.27 106.4
HEPTANON 41.9 -301.0 114.2 0.8 147.4 0.25 140.3
NONANONE 41.2 -344.9 142.2 0.8 188.5 0.24 174.0
ISOPROPA 47.8 -272.1 60.1 0.8 82.2 0.25 76.3
BUTANOL 43.1 -292.9 74.1 0.8 99.8 0.25 91.6
HEXANOL 42.7 -334.6 102.2 0.8 139.3 0.26 126.1
PENTANOL 41.3 -315.4 88.1 0.8 115.3 0.26 107.9
HEPTANOL 40.5 -352.5 116.2 0.8 156.0 0.27 141.6
NONANOL 39.7 -377.9 144.3 0.8 212.1 0.26 175.0
1-BUT-01 103.8 -0.5 56.1 0.6 -6.2 0.28 93.6
C3H6 139.6 20.2 42.1 0.5 -47.7 0.28 80.9
C4H8 94.1 -7.4 56.1 0.6 3.7 0.27 89.7
C5H10 85.0 -31.1 70.1 0.7 36.3 0.27 107.6
C6H12 75.8 -53.8 84.2 0.7 67.9 0.26 123.6
C7H14 55.6 -136.7 98.2 0.8 91.9 0.27 130.2
C9H18 61.9 -109.7 126.2 0.7 150.1 0.25 173.0
C8H16 49.9 -180.0 112.2 0.8 123.4 0.27 144.2
C10H20 45.8 -214.7 140.3 0.8 176.3 0.28 176.2
C11H22 56.1 -144.9 154.3 0.8 192.7 0.25 205.0
C12H24 54.1 -165.4 168.3 0.8 213.0 0.25 221.3
C13H26 52.4 -186.2 182.3 0.8 232.8 0.25 237.6

156
COMPONENT API DHFORM (kJ/mol) MW SG TBP
(°C) ZC
VLSTD
(cm3/mol)
C4H10 110.6 -125.8 58.1 0.6 -0.5 0.27 99.7
C5H12 92.8 -146.8 72.2 0.6 36.1 0.27 114.7
C6H14 81.6 -166.9 86.2 0.7 68.7 0.27 130.1
C7H16 74.1 -187.6 100.2 0.7 98.4 0.26 146.0
C8H18 68.7 -208.7 114.2 0.7 125.7 0.26 162.0
C9H20 64.6 -228.7 128.3 0.7 150.8 0.26 178.2
C10H22 61.2 -249.5 142.3 0.7 174.2 0.25 194.3
C11H24 58.6 -270.4 156.3 0.7 195.9 0.25 210.5
C12H26 56.5 -290.7 170.3 0.8 216.3 0.25 226.9
C13H28 54.6 -311.8 184.4 0.8 235.5 0.25 243.1
CACO3 0.0 100.1 0.20
CA(CH-02 186.2
CA(CH-03 242.3
CA(OH)2 -610.8 74.1 0.20
CAO 43.9 56.1 3,396.9 0.20
CA(CH-01 158.2
XYLOS-01 -1,040.0 150.1 441.9
SOLSL-01 -47.5 16.6 552.3
SOLUN-01 -119.0 15.0 552.3
LIGNI-01 122.5
BIOMA-01 23.2
The properties shown in Table C2 are:
DHFORM: Formation Enthalpy
TBP: True Normal Boiling Point
ZC: Critical Compressibility Factor
VLSTD: Standard Liquid Molar Volume at 60°F
SG: Standard Specific Gravity at 60°F
MW: Molecular Weight
API: Standard API gravity

157
APPENDIX C
C.1 Mass Integration Literature review
Several mass integration strategies can be used to develop cost-effective
implementations. These strategies include stream segregation/mixing, recycle, interception
using separation devices, changes in design and operating conditions of units, materials
substitution, and technology changes including the use of alternate chemical pathways.
These strategies can be classified into a hierarchy of three categories shown in Figure C-1:
no-/low-cost changes, moderate cost modifications, and new technologies. (El-Halwagi,
2012)
Figure C-1. Hierarchy of mass-integration strategies. (El-Halwagi, 2012)
C.1.1 Mass Integration Targeting
Three sets of data for that species are first collected: fresh usage, terminal discharge,
and generation/depletion. The fresh usage (F) refers to the amount of the targeted species in
the streams entering the process (the waste stream may have entered the process as a fresh
feedstock or a material utility). The terminal discharge (T) corresponds to the load of the
targeted species in streams designated as waste streams or point sources for pollution.

158
Generation (G) refers to the net amount of the targeted species, which is produced through
chemical reaction. Depletion (D) may take place through chemical reactions but it may also
be attributed to leaks, fugitive emissions, and other losses that are not explicitly accounted
for. The net generation (Net_G) of a targeted species is defined as the difference between
generation (G) and depletion (D). Superscripts indicate the stated of the stream, AMI
means after mass integration, AFR after reduction that means the minimum load of the
targeted species, AGMIN means after minimization of net generation.
To minimize the terminal discharge of the targeted species, we should recycle the
maximum amount from terminal streams (or paths leading to terminal streams) to replace
fresh feed.
When the target is minimize the fresh usage then the net generation must be
maximize, like in Figure C-2, but when the target is minimize the waste discharge, the net
generation must be minimum, and the Figure C-2 is different for minimize the net
generation. The third case that can be present is when the net generation is no altered, then
the target procedures for minimize waste discharge or fresh usage become identical. (El-
Halwagi, 2012)
Figure C-2. Targeting for minimum usage of material utilities. (El-Halwagi, 2012)
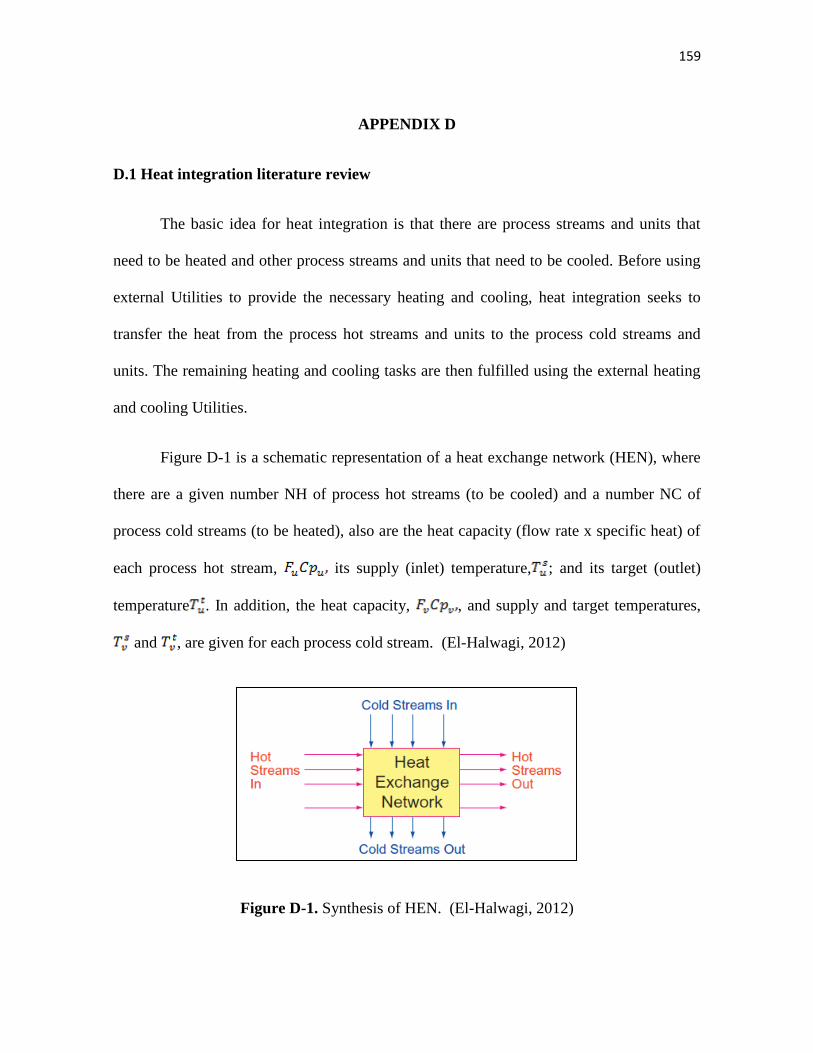
159
APPENDIX D
D.1 Heat integration literature review
The basic idea for heat integration is that there are process streams and units that
need to be heated and other process streams and units that need to be cooled. Before using
external Utilities to provide the necessary heating and cooling, heat integration seeks to
transfer the heat from the process hot streams and units to the process cold streams and
units. The remaining heating and cooling tasks are then fulfilled using the external heating
and cooling Utilities.
Figure D-1 is a schematic representation of a heat exchange network (HEN), where
there are a given number NH of process hot streams (to be cooled) and a number NC of
process cold streams (to be heated), also are the heat capacity (flow rate x specific heat) of
each process hot stream, its supply (inlet) temperature, ; and its target (outlet)
temperature . In addition, the heat capacity, , and supply and target temperatures,
and , are given for each process cold stream. (El-Halwagi, 2012)
Figure D-1. Synthesis of HEN. (El-Halwagi, 2012)

160
D.1.1 Thermal Pinch Diagram
One method to accomplish the minimum usage of heating and cooling Utilities, is
the “thermal pinch diagram”, the first step is creating a global representation for all the hot
streams by plotting the enthalpy exchanged by each process hot stream versus its
temperature. Hence, a hot stream losing sensible heat is represented as an arrow whose tail
to its supply temperature and its head corresponds to its target temperature. Assuming
constant heat capacity over the operating range, the slope of each arrow is equal to .
The vertical distance between the tail and the head of each arrow represents the enthalpy
lost by that hot stream according to (El-Halwagi , 2012):
(D-1) (El-Halwagi , 2012)
Similar plot is doing for a cold stream, but a cold temperature scale, t, is created in
one to one correspondence with the hot temperature scale, T using:
(D-2) (El-Halwagi , 2012)
Where, is the minimum heat exchange driving force, for be feasible the heat
exchanger. And, instead a heat lost, in cold streams is a heat gained, by:
(D-3) (El-Halwagi , 2012)
Next, both composite streams are plotted separate, and after, passed on the same
diagram, the thermodynamic feasibility of heat exchange is guaranteed, when, the cold
composite stream is located to the left of the hot composite stream; the point where the two
composite streams touch is called the “thermal pinch point, as Figure D-2.

161
Figure D-2. Thermal pinch diagram. (El-Halwagi, 2012)
D.1.2 Cascade Diagram
Another method to achieve the minimum usage of heating and cooling utilities is the
“cascade diagram”, the first step is constructing a temperature-interval diagram (TID), and
two corresponding temperature scales are generated: hot and cold, using Eq.D-2. Each
stream is represented as a vertical arrow whose tail corresponds to its supply temperature,
while its head represents its target temperature. Next, horizontal lines are drawn at the
heads and tails of the arrows. These horizontal lines define a series of temperature intervals,
z. Within any interval, it is thermodynamically feasible to transfer heat from the hot streams
to the cold streams. Next, we construct a table of exchangeable heat loads (TEHL) to
determine the heat-exchange loads of the process streams in each temperature interval. The
exchangeable load of the uth hot stream (losing sensible heat) that passes through the zth
interval is defined as:
(D-4) (El-Halwagi , 2012)

162
Where and are the hot-scale temperatures at the top and the bottom lines
defining the zth interval. On the other hand, the exchangeable capacity of the vth cold
stream (gaining sensible heat) that passes through the zth interval is computed through,
(D-5) (El-Halwagi, 2012)
The collective load of hot and cold process streams within the zth interval is calculated by
summing up the individual loads of the hot or cold process streams that pass through that
interval. Hence, for the zth temperature interval, one can write the following heat-balance
equation:
(D-6) (El-Halwagi ,2012)
Where and are the residual heats entering and leaving the zth interval. Figure
D-3 illustrates the heat balance around the zth temperature interval.
Figure D-3. Heat balance around a temperature interval. (El-Halwagi, 2012)
When, is negative the residual heat is flowing upward, which is
thermodynamically infeasible. All negative residual heats can be made nonnegative if a hot

163
load equal to the most negative is added to the problem. This load is referred to as the
minimum heating utility requirement, . Once this hot load is added, the cascade
diagram is revised see Figure D-4. A zero residual heat designates the thermal pinch
location. The load leaving the last temperature interval is the minimum cooling utility
requirement, (El-Halwagi, 2012)
Figure D-4. Revised cascade diagram. (El-Halwagi, 2012)
D.1.3 Grand composite curve and Synthesis of HEN
To minimize the cost of Utilities, it may be necessary to stage the use of Utilities
such that at each level the use of the cheapest utility (USD/kJ) is maximized while ensuring
its feasibility. A convenient way of screening multiple Utilities is the grand composite
curve (GCC) as shown in Figure D-5.

164
Figure D-5. Grand composite curve. (El-Halwagi, 2012)
The minimum operating cost (MOC) is a systematic method for the matching of hot
and cold streams to synthesize a network of heat exchangers that satisfy the identified
targets for minimum heating and cooling Utilities. The target for the minimum number of
heat exchangers satisfying the MOC is given by,
(D-7) (El-Halwagi, 2012)
Where,
(D-8)
(D-9)
is the number of MOC units above the pinch
= is the number of hot streams (including heating Utilities) above the pinch,
= is the number of cold streams (including cooling Utilities) above the
pinch,
= is the number of independent problems above the pinch,

165
- To determine the specific matches satisfying these targets, the design is started at the
pinch and moved away according to the following rules.
- , the number of hot streams or branches immediately above the pinch, must
be less than the number of cold streams or branches immediately above the pinch.
- , the number of cold streams or branches immediately below the pinch, must
be less than the number of hot streams or branches immediately below the pinch
- , Immediately above the pinch.
- , Immediately below the pinch

166
APPENDIX E
E.1 Economic literature review
E.1.1 Types of cost
As El-Halwagi (2012) explain in his book in chapter 2. For make a plant economic
evaluation, two types of cost must be calculated: the capital cost and the operating cost. The first
one, also called the total capital investment (TCI) is the money needed to purchase and install the
plant; once the plant is in production mode, then the continuous expenses needed to run the plant
are referred to as the operating costs.
E.1.1.1 Capital cost
Figure E-1 is a summary of the main components constituting the TCI, which is the sum
of the fixed capital investment (FCI) and the working capital investment (WCI). The
manufacturing FCI involves the fixed-cost items that are directly associated with production such
as the processing equipment, installation, piping, pumping/compression, process instrumentation,
process utility facilities and distribution, process waste treatment systems, and all the civil work
associated with the production units. The nonmanufacturing FCI includes the fixed-cost items
that are not directly tied to production such as land, analytical laboratories, storage areas, non-
process utilities and waste treatment, engineering centers, research and development laboratories,
administrative offices, cafeterias and restaurants, and recreational facilities. On the other hand,
WCI is the money needed to pay for the operating expenditures up to the time when the product
is sold as well as the expenses required to pay for stockpiling raw materials before production.

167
WCI is recoverable at the end of the project. Typically, the WCI ranges between 10 percent and
25 percent of the TCI. (El-Halwagi 2012)
Figure E-1. Main components of TCI. (El-Halwagi, 2012)
Some methods are used for TCI estimation:
Manufacture’s quotation
Computer-aided tools, for example Aspen Process Economic Analyzer® (AEA)
Capacity ratio with exponent, for example the six tenths factor rule shown in Equation
F1, where m is the scaling factor, in Table E-1 are shown scaling factors for some
equipment.
(E-1) (Seider, Seader, & Lewin, 2004)
Updates using cost indices with Equation E-2, for example the Chemical Engineering
Plant Cost Index (CE), the Nelson-Farrer Refinery Construction Index (NF) or the
Marshall and Swift Cost Index (MS). Figure E-2 shown the cost index for different years.
(E-2) (Towler & Sinnott, 2013)

168
Ratio factors based on delivered equipment cost, for example Lang’s factor can be used
for calculated de FCI based on Equation E-3. According to Seider, (2004) these factors
depends on the extent to which the plant processes solids or fluids, Table E-2 shown this
factors.
(E-3) (El-Halwagi, 2012)
Empirical correlations
Turnover ratio
Table E-1. Scaling factors to estimated equipment cost at various sizes. (Pham et al., 2012)

169
Figure E-2. Variation of major cost indices. (Towler & Sinnott, 2013)
Table E-2. Lang factors for calculate capital cost. (Seider et al., 2004)
Direct cost Fluid Solid-fluid
Purchased equipment 100 100
Equipment installation 47 39
Instrumentation and control 36 26
Piping 68 31
Electrical systems 11 10
Buildings (including services) 18 29
Yard improvements 10 12
Services facilities 70 55
Land
Total direct plant cost 360 302
Indirect cost
Engineering and supervision 33 32
Construction expenses 41 34
Legal expenses 4 4
Contractor's fees 22 19
Contingency 44 37
Total indirect plant cost 144 126
Fixed capital investment (FCI) 504 428
Working capital investment (WCI) 89 75
Total capital investment (TCI) 593 503
FCI Factor 5,04 4,28

170
Equipment cost
The equipment cost can divide in three types:
Free on board (FOB): This is the cost of the equipment at the manufacturer’s loading
docks, shipping trucks, rail cars, or barges at the vendor’s fabrication facility.
Delivered equipment cost: This term corresponds to the equipment cost delivered to the
buyer. It is the sum of the FOB and the delivery costs.
Installed equipment cost: This is the sum of the delivered equipment cost plus the
installation costs. (El-Halwagi, 2012)
E.1.1.2 Operating cost
According to El-Halwagi, (2012) Items such as raw materials, material utilities, energy
utilities, labor, and maintenance are among the key expenses for the operating cost. This cost can
be divided in Fixed operating cost (FOC) and Variable operating cost (VOC), Table E-3 show
the FOC and how to estimated, while the VOC are the feedstock, chemical and utilities cost.
Table E-3. Fixed Operating cost. (Seider et al., 2004)
Labor
Direct wage and benefits (DW&B) USD30,000 /operator -h
Direct salary and benefits 15% of DW&B
Operating supplies and services 6% of DW&B
Technical asistants to manufacturing USD 52,000 / operator/shift/year
control laboratory USD57,000 / operator/shift/year
Maintenance
Maintenance wages and benefits (MW&B) 3.5% of FCI
Salaries and benefits 25% of MW&B
Materials and services 100% of MW&B
Maintenance overhead 5% of MW&B

171
Operating overhead
General plant overhead 7.1% of M&O-SW&B*
Mechanical department services 2.4% of M&O-SW&B
Employee relations department 5.9% of M&O-SW&B
Business services 7.4% of M&O-SW&B
*M&O-SW&B: Maintenance and operations salary, wages and benefits
E.1.2 Depreciation and annualized fixed cost
Depreciation is an annual income tax deduction that is intended to allow the company to
recover the cost of property (for example, process equipment) over a certain recovery period.
The following methods are for calculate depreciation.
– Linear (straight-line) method
When depreciation is referred to the distribution of the depreciable FCI over the useful life
period of the plant, is the annualized fixed cost (AFC), given by:
(E-4) (El-Halwagi, 2012)
Where, FCI0 is the initial value of the depreciable FCI, FCIs is the salvage value of the FCI at the
end of the service life, and N is the service life of the property in years. (El Halwagi, 2012)
– Declining-balance method
According to El-Halwagi, (2012), the declining-balance method is an accelerated depreciation
scheme in which the annual depreciation charge is taken as a fixed fraction of the book value at
the end of the previous year. In Figure E-3 is shown the scheme for evaluated the depreciation
charges and the book values over the recovery period of the project. Where,

172
α is the fixed depreciation fraction, two values of α are commonly used: 1.5/n (for declining-
balance method or 150%) and 2/n (for double declining balance [DDB] or 200%)
dn is a depreciation charge for the nth year
n is a specific year in the life of the project
N is the recovery period (or the last year in the recovery period)
Vo is the initial value of the property
Vn is the book value of the property at the end of year n
Vs is the salvage value of the property at the end of the recovery period (N years)
Year Book Value at Beginning
of the Year Depreciation Charge
Book Value at End
of the Year
1 Vo α Vo (1-α) Vo
2 (1-α) Vo (1-α) α Vo (1-α)2 Vo
.
n (1-α)n-1 Vo (1-α)n-1 α Vo (1-α)n Vo
Figure E-3. Depreciation charges and the book values. (El-Halwagi, 2012)
– Modified accelerated cost recovery system (MACRS).
E.1.3 Profitability analysis
E.1.3.1 Profitability analysis without the time of value of money
As El-Halwagi, (2012) said, two criteria are commonly used for assessing the profitability of
a project without including interest or the time value of money, the return on investment (ROI)
and payback period.

173
Return on investment (ROI): ROI has the units of percentage per year. It is analogous
(and should be compared) to interest rates from banks and return on investment from
investments in the financial markets. Clearly, the higher the ROI, the more desirable the
project. In many cases, a hurdle rate of 10 to 15 percent for the ROI is required.
(E-5) (El-Halwagi, 2012)
Where,
The annual income tax for Seider, (2004) is 37%, and for Pham, (2012) is 39%.
Payback period (PBP): The PBP is the time required for the annual earnings to equal the
original investment.
(E-6) (Seider et al., 2004)
Venture Profit (VP): Seider, (2004) include other criteria for calculated an approximate
profitability, the VP is annual net earnings in excess of a minimum acceptable return of
investment imin.
(E-7) (Seider et al., 2004)
E.1.3.2 Profitability analysis with the time of value of money
When the time-value of money is considered, the following profitability criteria may be used:
Net Present Value (NPV): NPV is the cumulative value (revenues – expenses) adjusted
to the reference time. The “present” time may be taken as the beginning of expenditures

174
or the start of operation. Figure F5 show the cash flow with NPV at the beginning of
expenditures.
(E-8) (El-Halwagi, 2012)
Where,
AFCN is the annual cash flow for year N, (which may be negative in the case of outflows or
positive in the case of inflows). AFCN is defined as:
(E-9) (El-Halwagi, 2012)
The term is referred to as the discount factor, and i is called the discount rate.
Figure E-4. Cash flow diagram with NPV. (El-Halwagi, 2012)
An annuity (A) is a series of constant payments or withdrawals made at equal time
intervals. It is commonly used in the payment of FCI over a period of time, home mortgages,
savings as part of a retirement plan, life insurance. Shown below is the future sum of the annuity
after N period as a function of the uniform annuity payments, the interest rate, and the N time
periods.

175
(E-10) (El-Halwagi, 2012)
We get the present sum of the annuity, P, as:
(E-11) (El-Halwagi, 2012)
Where, AFC/FCI is called the capital recovery factor or the annual capital charge ratio
Discounted cash flow return on investment: The discounted cash flow return on
investment is also known as the internal rate of return (IRR), and is the value of i that
renders the NPV to be zero. As such, the IRR provides the ROI for the project when the
time-value of money is considered and when all expenses and revenues are accounted for
over the life period of the project. The higher the value of the IRR, the more attractive the
project is. (El-Halwagi, 2012)
E.1.4 Prices of Products and Feedstock
Figure E-5. Crude Oil price. (EIA, 2013)

176
Figure E-6. Diesel price. (EIA, 2013)
Figure E-7. Jet price. (EIA, 2013)
Figure E-8. Gasoline price. (EIA, 2013)

177
VITA
Laura Prada was born in Bucaramanga (Colombia). She grew up in the city called the parks city,
located at 5 hours of Venezuela. She attended at Universidad Industrial de Santander
(Bucaramanga, Colombia) where she received a Bachelor of Science in chemical engineering in
2003. Once she finished her undergraduate studies, she work for almost three years in biofuels
and hydrotreating at Colombian Petroleum Institute (ICP), the research and development of
Ecopetrol in Bucaramanga. After that, she moved to Bogotá and work for almost four years like
process engineer at the company HMV ingenieros. She entered the graduate program at
Universidad de los Andes (Bogotá) in August 2011, and graduated with a Master of Science in
Chemical Engineering in 2013. Her thesis was study the retrofitting analysis of biofuels in fossil
fuels process, with the simulation of some Aspen suites.
Laura Patricia Prada Villamizar
C/O Dr. Rocio Sierra Ramírez
Department of Chemical Engineering
Universidad de los Andes
Cra 1 Este No 19A – 40 (Bogotá, Colombia)