
Research Article Small-World Optimization Algorithm and ...
11
Research Article Small-World Optimization Algorithm and Its Application in a Sequencing Problem of Painted Body Storage in a Car Company Tian Zhipeng, 1 Shao Xinyu, 1 Zhu Haiping, 1 Yin Hui, 1 and He Fei 2 1 State Key Laboratory of Digital Manufacturing Equipment & Technology, Huazhong University of Science & Technology, Wuhan 430074, China 2 Nanjing University of Science and Technology, Nanjing, Jiangsu 210000, China Correspondence should be addressed to Zhu Haiping; [email protected] Received 6 June 2014; Accepted 13 October 2014 Academic Editor: Kang Li Copyright © 2015 Tian Zhipeng et al. is is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. In the car company, the painted body storage (PBS) is set up between the paint shop and the assembly shop. It stores the vehicles in production and reorders the vehicles sequence. To improve production efficiency of assembly shop, a mathematical model is developed aiming at minimizing the consumption rate of options and the total overtime and idle time. As the PBS sequencing process contains upstream sequence inbound and downstream sequence outbound, this paper proposes an algorithm with two phases. In the first phase, the discrete small-world optimization algorithm (DSWOA) is applied to schedule the inbound sequence by employing the short-range nodes and the long-range nodes in order to realize the global searching. In the second phase, the heuristic algorithm is applied to schedule the outbound sequencing. e proposed model and algorithm are applied in an automobile enterprise. e results indicate that the two-phase algorithm is suitable for the PBS sequencing problem and the DSWOA has a better searching performance than GA in this problem. e sensitivity of model parameters is analyzed as well. 1. Introduction Motivated by the diversified demands from customers, the make-to-order, multiple variety, and small batch production model gains a wide application in the automotive industry and brings the mixed-model assembly lines. In an automotive assembly plant, the production lines mainly consist of four kinds of shops: the press shop, the welding shop, the paint shop, and the assembly shop. Since the processing time of different types of vehicles is different, the storage is set up between the workshops to guarantee the safety lead time of the next shop [1]. Besides storing, the storage reorders the production sequence also [2]. A large number of studies have been done on sequencing problem with considering the storage. ese studies mainly focus on two aspects: the modeling method of the storage and the optimization algorithms to the model. Jayaraman et al. [3] simulated and designed the capacity of the storage according to the requirements of sequenc- ing capacity and proved the effectiveness of the method with a given case. Kavusturucu and Gupta [4] researched the manufacturing system of limited storage serial. ey computed the production capacity of the system using the methods of decomposition, isolation, and expansion and then compared their results with simulation results. Aksoy and Gupta [5] studied the manufacturing cell with limited storage and unreliable machine. Based on decomposition principle and extension method, a scheme of the approximate optimal storage allocation was proposed. Bulgak [6] studied the interstage storage of open loop step assembly line and obtained the optimal solution on the basis of metamodeling and genetic algorithm. With the establishment of the storage, more scholars have focused on the sequencing function of storage. Muhl et al. [7] resolved the storage sequencing problems through a heuristic algorithm and then provided some suggestions for the problems. Spieckermann et al. [8] researched the linear storage sequencing between the body shop and the paint shop to minimize the times of color switching in the paint shop. Moon et al. [9] put forward a storage/retrieval algorithm to Hindawi Publishing Corporation Mathematical Problems in Engineering Volume 2015, Article ID 932502, 10 pages http://dx.doi.org/10.1155/2015/932502
Transcript of Research Article Small-World Optimization Algorithm and ...
Research ArticleSmall-World Optimization Algorithm and Its Application in aSequencing Problem of Painted Body Storage in a Car Company
Tian Zhipeng1 Shao Xinyu1 Zhu Haiping1 Yin Hui1 and He Fei2
1 State Key Laboratory of Digital Manufacturing Equipment amp Technology Huazhong University of Science amp TechnologyWuhan 430074 China
2Nanjing University of Science and Technology Nanjing Jiangsu 210000 China
Correspondence should be addressed to Zhu Haiping haipzhuhusteducn
Received 6 June 2014 Accepted 13 October 2014
Academic Editor Kang Li
Copyright copy 2015 Tian Zhipeng et al This is an open access article distributed under the Creative Commons Attribution Licensewhich permits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
In the car company the painted body storage (PBS) is set up between the paint shop and the assembly shop It stores the vehiclesin production and reorders the vehicles sequence To improve production efficiency of assembly shop a mathematical model isdeveloped aiming at minimizing the consumption rate of options and the total overtime and idle time As the PBS sequencingprocess contains upstream sequence inbound and downstream sequence outbound this paper proposes an algorithm with twophases In the first phase the discrete small-world optimization algorithm (DSWOA) is applied to schedule the inbound sequence byemploying the short-range nodes and the long-range nodes in order to realize the global searching In the second phase the heuristicalgorithm is applied to schedule the outbound sequencing The proposed model and algorithm are applied in an automobileenterprise The results indicate that the two-phase algorithm is suitable for the PBS sequencing problem and the DSWOA has abetter searching performance than GA in this problem The sensitivity of model parameters is analyzed as well
1 Introduction
Motivated by the diversified demands from customers themake-to-order multiple variety and small batch productionmodel gains a wide application in the automotive industryand brings themixed-model assembly lines In an automotiveassembly plant the production lines mainly consist of fourkinds of shops the press shop the welding shop the paintshop and the assembly shop Since the processing time ofdifferent types of vehicles is different the storage is set upbetween the workshops to guarantee the safety lead time ofthe next shop [1]
Besides storing the storage reorders the productionsequence also [2] A large number of studies have been doneon sequencing problem with considering the storage Thesestudies mainly focus on two aspects the modeling method ofthe storage and the optimization algorithms to the model
Jayaraman et al [3] simulated and designed the capacityof the storage according to the requirements of sequenc-ing capacity and proved the effectiveness of the method
with a given case Kavusturucu and Gupta [4] researchedthe manufacturing system of limited storage serial Theycomputed the production capacity of the system using themethods of decomposition isolation and expansion andthen compared their results with simulation results Aksoyand Gupta [5] studied the manufacturing cell with limitedstorage and unreliable machine Based on decompositionprinciple and extensionmethod a scheme of the approximateoptimal storage allocation was proposed Bulgak [6] studiedthe interstage storage of open loop step assembly line andobtained the optimal solution on the basis of metamodelingand genetic algorithm
With the establishment of the storage more scholarshave focused on the sequencing function of storage Muhl etal [7] resolved the storage sequencing problems through aheuristic algorithm and then provided some suggestions forthe problems Spieckermann et al [8] researched the linearstorage sequencing between the body shop and the paint shopto minimize the times of color switching in the paint shopMoon et al [9] put forward a storageretrieval algorithm to
Hindawi Publishing CorporationMathematical Problems in EngineeringVolume 2015 Article ID 932502 10 pageshttpdxdoiorg1011552015932502
2 Mathematical Problems in Engineering
solve the linear storage sequencing between the paint shopand assembly shop and verified the algorithmwith simulationmodes
Storage sequencing problems can be classified into thediscrete problems In discrete optimization fields there aremany mature algorithms to solve sequencing problem andwe usually use heuristic algorithms such as ant colonyalgorithm and genetic algorithm When solving the discretesequencing problem the ant colony algorithm may be con-vergence to local optimum and the genetic algorithm has lowsolving efficiency as producing a lot of redundancy iterationby using insufficient feedback information Therefore weneed an algorithm which has a strong capability of globalsearching and fast convergence speed Discrete small-worldoptimization just meets our requirements
The earliest research on the small-world originated in1929 from a Hungarian writer F Karinthy who conjecturedthat in this world any two persons could be related by a chaincomposed of five contacts [10] In 1967 Milgram confirmedthis conjecture by the famous letters delivery experimentsand proposed the theory of Six Degrees of Separation [11]Watts and Strogatz first established the small-world networkmodel which is based on a ring lattice and called W-S model[12 13] In W-S model the edges of the network are dividedinto ldquolocalrdquo and ldquolong-rangerdquo contacts
As the small-world network theory system is graduallymaturing the small-world networks have begun to be usedin the optimization field Walsh [14] studied the applicationof the small-world network on the problem of graph theorysearch He improved the small-world networks to adapt thegraph theory search Chen et al [15] pointed out that differentvalues of the spread probability parameters will affect thequick searching feature of small-world network A small-world topology structure was applied in PSO by Cui et al [16]to observe the behavior of swarmThismethod hasmade PSOmore efficient than before Li et al [17] proposed a decimal-coding small-world optimization algorithm (DSWOA) basedon Kleinbergrsquos model and demonstrated its stability and fastconvertible rate for high-dimensional optimization prob-lems Li et al [18] developed a small-world hierarchical treemodel which took advantage of characteristics of socialnetwork aiming at solving the continuous optimizationproblem Inspired by the intelligent experiments ofMilgramrsquosletters delivery and its application in continuous optimizationproblem we propose a fast search algorithm based on small-world effect for discrete problems called discrete small-worldoptimization algorithm (DSWOA)
This paper focuses on a mixed-model production lineof a car manufacturing enterprise (J Company) and studiesstorage between the paint shop and assembly shop Consid-ering the existing heuristic sequencing rules the sequencingalgorithm which combines intelligent algorithm with heuris-tic algorithm is used to deal with the storage sequencingproblems A two-phase optimization algorithm is proposedbased on the small-world theory and the heuristic methodThis algorithm realizes the optimization of the productiontarget in the assembly shop with the reordering of the vehiclesequence through the painting storage
2 The Painted Body StorageSequencing Problem
In the mixed-model assembly line of automobile the TAKTtime of the paint shop is usually inconsistent with that of theassembly shopThe painted body storage is therefore set up toadjust the sequence of different painted bodies and keep pacebetween the two shops The main task of the paint shop is topaint thewhite body In order to reduce the paint cleaning lossof frequent color change the times of color switching needto be minimized for the vehicles going into the paint shopThere is no special requirement to the color for the assemblyshop However the consumption rate of the key parts andthe production load for each workstation are required to beemphasized Therefore the sequence of vehicle going intothe assembly shop through the PBS needs to be reorderedto realize the optimization of the production objective in theassembly shop
21 Description of PBS Wortmann and Spieckermann [19]summarized various storage forms in the production systemAccording to the structure and function of storage storagecan be divided into list storage stack storage circular storagelinear storage retroposition storage and free storage Thesestorages differ in sequencing capacity equipment cost andmaintenance and so forth
This paper studies a multichannel linear storage Figure 1shows the structure diagram To simplify the description ofthe multichannel linear storage model the process of prod-ucts getting into the multichannel storage is called inboundand the process of products getting out of the multichannelstorage is called outboundThe FIFO queue is called channelThe multichannel storage is to alleviate the inconsistence ofthe cycle time in the upstream and downstream productionThere is a certain amount ofWIP in the practical productionThe storage sequencing is also a process with dynamicalcontinuous input and output products In order to simplifythe calculation the dynamical problem is converted intothe static problem and the continuous production processbecomes the problem with multiple production batchesThen the storage sequencing for each batch becomes a staticproblem
Linear storage has two essential parameters the capacityof storage 119881 and the number of sequencing channels 119873Assume that 119871 presents the length of the channel then 119881 =
119871 times 119873 The optimization sequencing problem of PBS isdescribed as follows through a multichannel storage Ξ =
(119881119873) for a work in process (WIP) sequence with the length119899 the sequence of the upstream shop 119908 is translated intothe sequence 119908
1015840 with the optimization of the objective 119891 inthe downstream shop 119891 is (1) and (2) in Sections 22 and23 in order to minimize the leveling of the logistic cost andproduction load balance for each station in the downstreamshop The following are the problem assumptions
119908 it means the sequence which consists of 119899 WIP inthe upstream shop The 119894th WIP could be the sametype with the 119895th
Mathematical Problems in Engineering 3
RouterRouter
InboundOutbound
wThe upstream
sequenceThe downstream
sequence w998400
Figure 1 The structure diagram linear storage
1199081015840 it means the sequence which consists of 119899WIP in
the downstream shopThe 119894thWIP could be the sametype with the 119895th
Ξ it is the linear storage Ξ = (119881119873)119881 is the capacityof the storage and 119873 is the number of the channelsinto which the products could enter
For all the above 119894 119895 = 1 2 119899The objective of PBS sequencing problem is minimizing
the consumption rate of options the total overtime and theidle time of workstations when assigning 119899 vehicles into themultichannel storage According to the description of PBSthe size of the problem depends on the sequence length ofWIP 119899 and the number of the channels 119873 that is (1198621
119873)119899times
(1198621
119873)119899= 1198732119899 With the increasing of the product sequence
length the size of the problem increases exponentially So theproblem is also a NP-hard problem
In the practical application the heuristic method basedon rules is always used to solve this problem [20] Consid-ering the production sequencing process of J Company thecommon inbound heuristic rules are as follows according tothe order of priority from high to low
Rule 1 If the material requirement of an inbound product isconsistent with the last product in the channel the productwill go into the channel
Rule 2 If the channel meeting rule 1 cannot be found anempty channel will be chosen
Rule 3 If the channel meeting rule 2 cannot be found thechannel with the least WIP will be chosen
The common outbound heuristic rules are as follows
Rule 1 Select the WIP in which the material requirement isinconsistent with the previous outboundWIP
Rule 2 If the channels meeting rule 1 cannot be found aWIPfrom the channel with the most WIP will be selected
Based on these rules similar products should be puttogether for inbound to simplify the subsequent sequencingprocess The outbound rules consider the objective of theassembly shop The material distribution should be leveledin the assembly shop in order to balance the productionload for each workstation This paper quantifies the abstractrules then PBS problem can be converted to an optimizationsequencing problemwhichwill realize the leveling ofmaterialconsumption and the balancing of station load
22 Minimizing the Consumption Rate of Options Consid-ering the assembly shop objectives we use one functiondescribed in Miltenburg [21] and used in numerous works[22 23] Cycle sorting method is often used to balance theoutput ratio of product in the plan sequencing of mixed-model assembly enterprise [24] Based on the bill of materiel(BOM) of the master production plan the BOM of eachproduct can be calculated based on the layered and the cal-culation method of material requirements planning (MRP)The model parameters are given as follows
119899 number of vehicles in a sequence
119868 number of options of the PBS
119898119894 number of options of type 119894 to produce 119894 =
1 2 119868
119882119894 weight of the option 119894 119894 = 1 2 119868
119901 position of the vehicle 119901 = 1 2 119899
119909119894119901 number of vehicles with the option 119894 between the
positions 1 and 119901 119909119894119901
= 0 1 119899 minus 1
The minimization of the consumption rate of options is
1198911=
119899
sum
119901=1
119868
sum
119894=1
119882119894((119909119894119901119901) minus (119898
119894119899))2
sum119868
119894=1119882119894
(1)
1198911denotes the smoothing function for the assembly shop
by calculating the outbound sequence 1198911is an objective
function measuring the variability in the resource usage
23 Minimizing Total Overtime and Idle Time of Worksta-tions As the diversified vehicles have different demands theworkstations in the case company are often in the statusof overload or idle The switching time between differentvehicles is ignored here The workstation is idle when anoperator finished the operation on a vehicle and is waitingfor the next vehicle on the workstation The workstationis overload if a new vehicle arrives in the station beforethe operator finishes processing the previous vehicle on thestation and the remaining work must be processed in timeby another worker outside the workstation [25 26] In orderto balance the processing time of each workstation in thewholemixed-model assembly line it is important to optimize
4 Mathematical Problems in Engineering
the overload and idle time of workstations The optimizationmodel is established as follows
1198912= min
119869
sum
119895=1
119868
sum
119894=1
(idt119895119894+ ovt119895119894)
st119872
sum
119898=1
119909119898119894
= 1 forall119894
(2)
119909119898119894
= 0 or 1 forall119898 119894 119898 = 1 2 119872 (3)
1198781198951
= 0 119895 = 1 2 119869 (4)
119864119895119894= 119878119895119894+ 119879119895119898 (5)
119878119895119894+1
= max 0 119864119895119894minus 119862 (6)
idt119895119894= max 0 119862 minus 119864
119895119894 (7)
ovt119895119894= max 0 119864
119895119894minus 119862 (8)
119909119898119894
is 1 if the 119894th vehicle of the assembly sequence belongsto type119898 otherwise 119909
119898119894is 0 119878119895119894indicates the start time when
119894th vehicle is at the 119895th station 119864119895119894represents the end time
when 119894th vehicle is at 119895th station 119862 is the cycle time of themixed-model assembly line idtji and oVtji represent the idletime and the overload time of 119894th vehicle on the 119895th stationrespectively
3 A Two-Phase Algorithm for the PBSSequencing
Since the sequence of the painted body first goes into thestorage and then goes out of the storage the algorithmis divided into two phases as well the inbound algorithmand the outbound algorithm By using the DSWOA andthe heuristic algorithm there are four combinations of thealgorithm
(1) the inbound heuristic algorithm and the outboundheuristic algorithm
(2) the inbound heuristic algorithm and the outboundDSWOA
(3) the inbound DSWOA and the outbound heuristicalgorithm
(4) the inbound DSWOA and the outbound DSWOA
Combination 1 is widely applied in practice also beingused in the case company In combination 2 the problemis simplified as a job-shop scheduling problem and theresults depend on the selection of the heuristic algorithmthe DSWOA has a limited solution space In combination 4the two-phase DSWOA costs much more time and is seldomapplied in practice
Due to the above reasons combination 3 is selected tosolve the model This method can give more optimizationspace to the DSWOA and closely combine the objectivefunction to the outbound rules For any inbound vehicle
sequence 119908 we can get the outbound vehicle sequence 1199081015840
Thus the PBS sequencing problem is converted into a two-phase optimization process optimizing the inbound routingstrategy by DSWOA and scheduling the outbound sequenceby heuristic algorithm
31 DSWOA for Inbound Process Optimization In theDSWOA each solution under consideration is called anenvelope node The basic ideas of small-world optimizationare described as follows first deliver several envelopes fromdifferent places in the original solution space and regard eachenvelope node as a candidate solution then inquire eachenvelope nodersquos short-range and long-range contacts nodes inthe solution space deliver the envelope to the contacts nodewhich has a better objective value and at last each envelopewill be closer to the objective node through the delivery inthe solution space of small-world network In summary theoptimization of DSWOA is an iterative process that envelopenodes deliver their envelopes to their contacts nodes Thecomputation steps of the DSWOA are as follows
(1) Set the parameters the number of the envelope nodesthe number of short-range and long-range contactsnodes the iteration times and so forth
(2) Initialize the population Randomly generate a certainnumber of solutions (or envelope nodes)
(3) Inquire the neighbor nodes A certain numberof short-range and long-range contacts nodes areinquired for each envelope node in the solution space
(4) Evaluate the inquired contacts nodes of each envelopenode Calculate the objective value for each contactsnode and sort them
(5) Update envelope nodes Select the best contacts nodeto replace the current envelope node Calculate all theselected contacts nodes and select the node with thebest objective value
(6) If the termination criterion is reached return the bestsolution found so far otherwise go to step 3
311 Encoding and Initialization The optimization for PBSsequencing problem is solved by a two-phase optimizationprocessThe vehicle sequence in upstreampaint shop is codedas 119908 = 1 2 119899 by integers where 119899 is the total numberof vehicles to sequence In the SWO algorithm supposing 119898
is the number of envelopes and 119899 is the coding length foreach node the inbound routing solution is represented bya permutation of jobs as 119883
119894= 1199091198941 1199091198942 119909
119894119895 119909
119894119899 119894 =
1 2 119898 119895 = 1 2 119899 for all 119909119894119895
= 1 2 119873 where119898 indicates the number of envelope nodes 119873 representsthe number of PBS channel and 119909
119894119895is the selected inbound
channel of production 119895 in the envelope node 119894The initial cluster 119883
119894is composed of the original mail
holders and each node represents a candidate solution Theinitial cluster is randomly generated as follows
119909119894119895= MathCeil (Random () times 119873) (9)
Mathematical Problems in Engineering 5
As the routing solution 119883119894cannot directly indicate the
real situation in the PBS we introduce a variable 119875119861119878 119883119886119887to
indicate the vehicle information of position 119887 in the channel119886 for PBS If 119875119861119878 119883
119886119887= 0 there is no vehicle in this position
119883119894can be transformed into119875119861119878 119883
119886119887by a short procedure the
following example illustrates the transformationAssuming that the number of total vehicles is 15 the
number of PBS channel is 4 Randomly generate an inboundrouting strategy119883 = 2 2 2 1 1 3 3 3 3 3 4 4 1 1 1 thenthe vehicles in the PBS can be described as in Figure 2 and thesequence in PBS can be indicated as
119875119861119878 119883 =
4 5 13 14 15 0 sdot sdot sdot
1 2 3 0 0 0 sdot sdot sdot
6 7 8 9 10 0 sdot sdot sdot
11 12 0 0 0 0 sdot sdot sdot
(10)
In this example the optimization for the inbound routingstrategy is transformed into the optimization for the vehiclesequence in PBS channel and the optimization for 119875119861119878 119883 ismore intuitive At the same time the problem of optimizingthe 119875119861119878 119883 is very similar to the vehicle routing problem(VRP) the main difference is that the sequence in eachPBS channel should be in an ascending order From thestructure of the PBS switching all the vehicles between anytwo channels will not change the outbound sequence
312 The Short-Range and Long-Range Operators The dis-tinctive feature of small-world network is the presence oflarge amounts of short neighbor relations The small-worldnetwork models proposed by Watts and Strogatz [12] andKleinberg [27] defined the short-range and long-range con-tacts for each individual In the DSWOA these two contactsare redefined to search for the optimization objectives
In the small-world network models proposed by Wattsand Strogatz [12] and Kleinberg [27] there is small differ-ence between the short-range nodes however the differ-ence between the long-range nodes becomes larger For thesequence coding in each channel of PBS shown in Figure 2the operation that will not change the number of vehicles ineach channel is defined as a short-range operator as shown inFigure 3 If the number of vehicles in all channels has changesthe operation is called long-range operator such as the twomethods described in Figure 4 It should be noted that thevehicle sequence in PBS may be an illegal solution after theshort-range and long-range operator To ensure the sequenceis shorter than the length of PBS channel the check methodis needed to change the length of vehicle sequence in everychannel and rearrange the vehicle sequence in ascendingorder
Operator1198721selects several elements in any two channels
to swap Operator 1198722exchanges all the elements after some
position in any two channels Operator1198723inserts an element
of a sequence before some position of another sequenceOperator119872
4inserts a string of elements of a sequence before
some position of another sequence The vehicle sequenceafter all the operations should be rearranged in ascendingorder
15141354
321
109876
1211
Inbound process
Outbound process
W998400 W
Figure 2 An example of the inbound routing strategy
1514874321
13109651211
15141354321
1098761211
15141354821 109763
1211
15141354321
1098761211
M1 (crossover operator)
M2 (swapping operator)
Figure 3 Two kinds of short-range operators
313 Updating the Envelope Node In the iterative processof DSWO the envelope nodes need to be updated in eachgeneration When delivering the envelope we select a fixednumber of short-range contacts nodes generated by theshort-range operators 119872
1and 119872
2 as well as some long-
range contacts nodes by long-range operators 1198723and 119872
4
in Section 312 Finally we compare the selected nodes withthe envelope node by calculating the objective values of thesenodesThe envelope node with better objective value replacesthe current node
32 Heuristic Method for Outbound Process OptimizationSeveral common outbound rules for PBS sequencing prob-lem are introduced in Section 21 The rule-based heuristicmethod is featured by the simplicity and rapidity and itconforms to the production sequencing operatorsrsquo experienceguidance method it gains a wide application in practice Theheuristic method in the J vehicle company mainly considersthe component properties of the vehicle sequence in eachchannel avoiding the vehicles with the same parts demandfor going out of the storage continuously
The objective function in Section 22 shows that the totalnumber of each option demand 119899
119894is calculated by the BOM
ofWIP when vehicle 119896 is outbound the consumption rate ofoptions can be defined as
119891119896=
119896
sum
119901=1
119868
sum
119894=1
119882119894((119909119894119901119901) minus (119899
119894119872))2
sum119868
119894=1119882119894
(11)
where 119909119894119896
is the number of demanded parts For a PBS with119873 channels the channel with the smallest consumption ratewill be chosen to outbound the vehicle
6 Mathematical Problems in Engineering
15141354321
1210976
118
15141354321
1098761211
15141354
1211
1109876
32
15141354321
1098761211
M3 (single insertion)
M4 (block insertion)
Figure 4 Two kinds of long-range operators
33 The Procedure of the Two-Phase Algorithm TheDSWOAhas a superior searching and updating strategy when solvingthe PBS sequencing problem After searching for the short-range and long-range neighbors an ideal target node willbe found through continuous delivery and iteration TheDSWOA is only used to optimize the inbound sequence Theoutbound operation is optimized by the greedy algorithmproviding a clear target for the inbound optimization Thecombination of the two algorithms realizes the optimizationof the PBS sequencing problem The flow chart of thealgorithm is shown in Figure 5
4 Computational Experiments and Results
The J Company produces multipurpose vehicles trucks andso forthThis papermainly studies the sequencing problem ofthe painted body storage in a multipurpose vehicles produc-tion line The WIP undergoes spray-painting in the paintedshop and the TAKT time is the longest in all workstations sothe storage is particularly necessary In order to minimize theconsumption rate of storage option and the sum of overtimeand idle time of theworkstations we use theDSWOAmethodand heuristic rules to schedule the inbound and outboundsequence
A number of numerical experiments are conducted usingthe actual production data in the J Company to compare theDSWOA with the genetic algorithms for the PBS sequencingproblem The algorithm is realized in Java and the experi-ments are performed on a PC with Intel Core 253GHZ
41 Preparing the Actual Production Data To simplify thecalculation this paper focuses on the critical options and thekey workstations In the master production plan one batchincludes 40 vehicles and there are 12 different kinds of vehiclesin one batch as is shown in Table 1 Each vehicle is made upof 6 critical parts engine front axle rear axle gearbox wheeland braking system Different types of vehicles can have thesame type of critical part for example vehicle model 119886 andvehicle model 119891 have the same type of engine Moreovereach type of vehicle has similar processes and we focus on10 critical processes The times of each process for different
Initialize algorithm parameters such as thenumber of iterations and envelope nodes
Randomly create m initial envelopenodes and indicate inbound sequence
Extracting a certain number of n short neighbornodes and some long neighbor nodes
Meet terminationcondition
Output optimal result andscheduling solution
Yes
No
Update all envelope nodes
Calculate the outbound sequenceby heuristic method
Calculate the objective value
Figure 5 The flow chart of the two-phase algorithm for PBSsequencing problem
models of vehicle are shown in Table 2 For example the firstprocess of vehicle model 119886 needs 105 seconds
According to the difference of throughput andproductionTAKT time between the painted shop and assembly shop wedesigned a PBS with 5 channels and each channel can hold 16vehicles The PBS is denoted by Ξ = (80 5)
42 Resolution and Results Analysis of the Case ProblemAccording to the major plan each production batch contains12 kinds and 40 vehicles The original sequence in one batchis
aaaabbbcccccddeeefgggggghhhiiiijjkkkkkkl
We code the sequence by integer as is shown in Table 3In the DSWOArsquos optimization process of the multiobjec-
tive PBS sequencing problem for the target of each envelopenodes Goal
119894= (1198911119894 1198912119894) only when 119891
1119894+1lt 1198911119894 1198912119894+1
lt 1198912119894
the envelope nodes updates Goal119894+1
= (1198911119894+1
1198912119894+1
)The parameters in SWO are set as follows the number of
envelope nodes is 50 each envelope node selects 20 short-range nodes and 5 long-range nodes the iteration is 100
421 The Consumption Rate of Options Based on the data inTables 1 and 2 the ideal consumption rate of each option iscalculated and the results are shown in Table 4
Based on the heuristic rules for inbound and outboundin PBS sequencing process mentioned in Section 21 theoutbound sequence is calculated as
Mathematical Problems in Engineering 7
Table 1 The major plan of actual production data and critical parts of each product model
Vehicle model Amount Engine Front axle Rear axle Gearbox Wheel Braking systema 4 S1-3 S2-1 S3-1 S4-1 S5-1 S6-1b 3 S1-2 S2-2 S3-2 S4-2 S5-2 S6-2c 5 S1-2 S2-1 S3-1 S4-3 S5-2 S6-2d 2 S1-1 S2-2 S3-1 S4-2 S5-2 S6-1e 3 S1-4 S2-1 S3-2 S4-1 S5-2 S6-3f 1 S1-3 S2-1 S3-1 S4-3 S5-1 S6-3g 6 S1-4 S2-2 S3-1 S4-1 S5-2 S6-1h 3 S1-1 S2-1 S3-2 S4-1 S5-1 S6-2i 4 S1-1 S2-1 S3-1 S4-2 S5-2 S6-2j 2 S1-2 S2-2 S3-1 S4-3 S5-1 S6-1k 6 S1-2 S2-1 S3-2 S4-2 S5-2 S6-3l 1 S1-4 S2-2 S3-2 S4-3 S5-1 S6-2
Table 2Theprocessing time in each critical workstation for 12 kindsof vehicles
Vehiclemodel 11987901 11987902 11987903 11987904 11987905 11987906 11987907 11987908 11987909 11987910
a 105 113 90 105 108 109 101 94 109 104b 115 107 100 107 110 113 104 97 108 114c 112 106 103 94 115 95 106 109 113 97d 107 115 113 105 107 112 103 100 106 107e 90 112 105 116 113 96 109 103 102 93f 120 112 105 106 114 117 106 90 112 121g 97 108 112 99 107 113 95 102 107 97h 108 99 105 113 104 93 107 110 113 99i 104 106 93 114 109 110 115 93 112 92j 101 104 115 117 94 103 112 97 99 105k 112 104 105 99 115 103 102 93 107 113l 105 121 116 98 104 101 113 94 107 99
1 5 2 6 3 7 4 8 9 10 11 15 32 16 33 17 19 12 34 13 20 35 1421 36 18 28 22 37 25 29 23 38 26 30 40 24 39 27 31
which corresponds to the practical outbound sequence
abababaccccejejegckdgkdgkfigkhigkhilgkhi
We can get the consumption rate goal 1198911= 78923
When only taking into account the goal of minimizingthe consumption rate of options we can get an optimal solu-tion calculating by the two-phase algorithm The outboundsequence is
4 19 15 5 16 6 14 21 18 1 7 2 27 31 34 38 8 3 20 9 10 23 2936 37 40 13 22 11 25 12 17 26 28 30 32 24 33 35 39
and the corresponding practical outbound sequence is
agebebdgfabahikkcagccgikkldgchcehiijgjkk
The consumption rate goal is 1198911= 02714 and the vehicle
sequence in the PBS channel is shown in Table 5Considering the objective of the consumption rate of
options the result calculated by the two-phase algorithm is
30
25
20
15
10
5
0
35 400 5 10 15 20 25 30
The position in car sequence
The n
umbe
r of c
onsu
mpt
ion
optio
ns
S2-1
S1-1
S4-2
The ideal consumption rateThe practical consumption rate by rulesThe practical consumption rate by DSWO algorithm
Maximum deviation bygeneral rules
Maximum deviationby DSWO
Figure 6The comparison chart between the practical consumptionrate and ideal consumption rate for three options
the 34 of that by the heuristic rules so the two-phasealgorithm performs better
In order to fully demonstrate the effectiveness of thetwo-phase algorithm we select three kinds of parts (S1-1 S2-1 and S4-3) which urgently demand to analyze thedifference between the practical consumption rate and theideal consumption rate In the consumption chart shownin Figure 6 the practical consumption rate is very close tothe ideal consumption rate by using two-phase algorithmand the maximum deviation is 225 however the practicalconsumption rate has a great difference with that by usingheuristic rules and the maximum deviation is 4875 It canbe found that the two-phase algorithm can effectively solvethe problem of minimizing the consumption rate of optionsand constrain the fluctuation of the consumption rate of theoptions Therefore the optimization solution could be usedto guide production in practice
422 The Pareto Solutions Set of the Multiobjective PBSSequencing Problem DSWOA is proven for its favorablesearching capability in the previous section In this section
8 Mathematical Problems in Engineering
Table 3 The coding vehicle sequence
Vehicle model a a a a b b b c c c c c d d e e e f g gInteger coding 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Vehicle model g g g g h h h i i i i j j k k k k k k lInteger coding 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Table 4 The ideal consumption rate of each option
Option number Total demand The ideal consumption rateS1-1 9 0225S1-2 16 0400S1-3 5 0125S1-4 10 0250S2-1 26 0650S2-2 14 0350S3-1 24 0600S3-2 16 0400S4-1 16 0400S4-2 15 0375S4-3 9 0225S5-1 11 0275S5-2 29 0725S6-1 14 0350S6-2 16 0400S6-3 10 0250
Table 5 The vehicle sequence in the PBS channel
Channel 1 4 15 16 27 31 34 38Channel 2 19 21 23 29 36 37 40Channel 3 1 2 3 9 10 13 25Channel 4 14 18 20 22 26 28 30 32Channel 5 5 6 7 8 11 12 17 24 33 35 39
theDSWOA is comparedwith genetic algorithmThe param-eters of GA are set as follows the size of population is 50the genetic crossover probability is 04 the gene mutationprobability is 01 the iteration number is 100
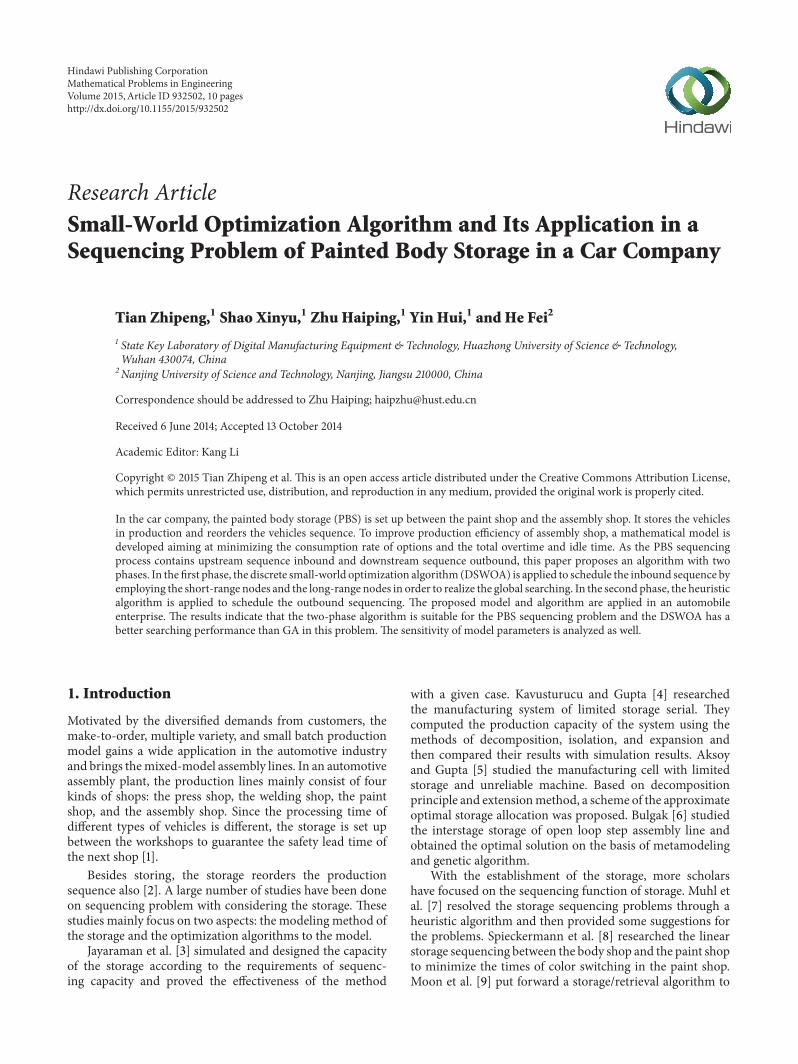
By calculating the two objectives of the PBS sequencingproblem we obtain a set of Pareto solutions by DSWOA andGA as shown in Figure 7 It can be found that the Paretosolutions by the DSWOA is proved better than the GA Itproves that the DSWOA has a comparable performance withthe GA and in some ways even better than GA
423 The Influence of PBS Parameters The channel numberand the storage capacity greatly affect the optimization resultWhen the channel number is 1 the storage cannot schedulethe upstream inbound sequence When the channel numberis infinite the PBS sequencing problem can be regarded as acommon vehicle sequencing problem
In order to investigate the impact of the channel numberand the capacity of storage for the solution we only considerthe objective of minimizing the consumption rate of options
026 028 03 032 034 036 038 04
2700
2650
2600
2550
2500
2450
The consumption rate of options
The t
otal
ove
rtim
e and
idle
tim
eof
wor
ksta
tions
The Pareto solutions by DSWOThe Pareto solutions by GA
Figure 7 The comparison chart of Pareto solution between theDWSO algorithm and GA
This paper designs a set of the following contrast experimentsas in Table 6
In Table 6 it is obvious that when the number of storagechannel gradually increases the optimization results of theconsumption rate of options decrease When the number ofstorage channel reaches a certain value the objective achievesthe optimal value and increasing the channel number ismeaninglessWe also find that when only changing the lengthof the storage channel the change of the target value isinsignificant Therefore the channel number is an importantparameter in the designing process of storage capacity thechannel length only needs to meet the requirement of storagecapacity
5 Conclusion
To improve the efficiency of PBS we develop a mathematicalmodel aiming at minimizing the consumption rate of optionsand the sum of overtime and idle time of workstations As thePBS sequencing contains upstream sequence inbound anddownstream sequence outbound The two-phase algorithmincludes theDSWOAandHA is proposedThemathematicalmodel and the two-phase algorithm are applied in a PBS ofa vehicle manufacturing enterprise The results indicate thatthe two-phase algorithm is suitable for the PBS sequencingproblem and the DSWOA has a better searching ability thanGA in this problem At last we analyze the sensitivity of theparameters of PBS and conclude that the channel numberis an important factor in the designing process of storagecapacity
This research provides a new method to solve the PBSsequencing problem However the practical PBS sequencingproblem is a dynamical problem Further research is needed
Mathematical Problems in Engineering 9
Table 6 The consumption rate of options under different paremeters of PBS
Test number Channel number Channel length Average consumption rate of 10 experiment The best solution1
315 03394 03435
2 20 03349 034523 30 03359 034444
410 02746 02997
5 15 02749 028596 20 02736 029297
58 02705 02754
8 15 02713 027859 20 02711 0275110
67 02701 02718
11 10 02698 0272712 15 02700 0272913 7 6 02693 0270914 10 02695 0271215 8 5 02691 0270516 10 02690 0270917 9 10 02690 0270718 10 10 02690 0270419 15 10 02690 0270020 20 10 02690 0270021 30 10 02690 0270122 40 10 02690 02703
to find out better inbound and outbound methods in solvingthis problem At the same time when optimizing the PBSsequencing problem for Pareto solutions this paper onlyconsiders the single object inoutbound operation In thefuture research the multiple objectives condition is worthbeing probed Each objective could be transformed into asatisfactory function based on the actual requirements fromindustry
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors gratefully acknowledge the financial supportsfrom the National Natural Science Foundation of China (nos51275191 and 51105157) and the Fundamental Research Fundsfor the Central Universities of HUST with the Grant no2014TS033
References
[1] H Farber and C A M Moreno Overview on Sequencing inMixedModel Flowshop Production Line with Static andDynamicContext Universitat Politecnica De Catalunya 2005
[2] T Epping and W Hochstattler Sorting with Line StorageSystems Springer New York NY USA 2003
[3] A Jayaraman R Narayanaswamy andA K Gunal ldquoA sortationsystem modelrdquo in Proceedings of the 29th Conference on WinterSimulation (WSC rsquo97) pp 866ndash871 IEEE Computer Society1997
[4] A Kavusturucu and S M Gupta ldquoMethodology for analyzingfinite buffer tandem manufacturing systems with N-policyrdquoComputers and Industrial Engineering vol 34 no 4 pp 837ndash848 1998
[5] H K Aksoy and S M Gupta ldquoCapacity and buffer trade-offs ina remanufacturing systemrdquo International Society for Optics andPhotonics pp 167ndash174 2002
[6] A A Bulgak ldquoAnalysis and design of split and merge unpacedassembly systems by metamodelling and stochastic searchrdquoInternational Journal of Production Research vol 44 no 18-19pp 4067ndash4080 2006
[7] E Muhl P Charpentier and F Chaxel ldquoOptimization ofphysical flows in an automotive manufacturing plant someexperiments and issuesrdquo Engineering Applications of ArtificialIntelligence vol 16 no 4 pp 293ndash305 2003
[8] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[9] DHMoon C Song and JHHa ldquoAdynamic algorithm for thecontrol of automotive painted body storagerdquo Simulation vol 81no 11 pp 773ndash787 2005
[10] T Braun ldquoHungarian priority in network theoryrdquo Science vol304 no 5678 pp 1745ndash1746 2004
[11] S Milgram ldquoThe small world problemrdquo Psychology Today vol2 no 1 pp 60ndash67 1967
10 Mathematical Problems in Engineering
[12] D J Watts and S H Strogatz ldquoCollective dynamics of lsquosmall-worldrsquo networksrdquoNature vol 393 no 6684 pp 440ndash442 1998
[13] S H Strogatz ldquoExploring complex networksrdquo Nature vol 410no 6825 pp 268ndash276 2001
[14] T Walsh ldquoSearch in a small worldrdquo in Proceedings of the16th International Joint Conference on Artificial Intelligence(IJCAI rsquo99) vol 2 pp 1172ndash1177 Morgan Kaufmann PublishersStockholm Sweden August 1999
[15] J-Z Chen W Liu and J-Y Zhu ldquoTwo-dimensional small-world networks navigation with local informationrdquo PhysicalReview E Statistical Nonlinear and Soft Matter Physics vol 73no 5 Article ID 056111 2006
[16] Z Cui Y Chu and X Cai ldquoNearest neighbor interaction PSObased on small-world modelrdquo in Intelligent Data Engineeringand Automated LearningmdashIDEAL 2009 Proceedings of the 10thInternational Conference Burgos Spain September 23ndash26 2009vol 5788 of Lecture Notes in Computer Science pp 633ndash640Springer Berlin Germany 2009
[17] X H Li J H Zhang S N Wang M L Li and K Li ldquoA smallworld algorithm for high-dimensional function optimizationrdquoin Proceedings of the IEEE International Symposium on Compu-tational Intelligence in Robotics and Automation (CIRA rsquo09) pp55ndash59 December 2009
[18] J-H Li X-Y Shao Y-M Long H-P Zhu and B R Sch-lessman ldquoGlobal optimization by small-world optimizationalgorithm based on social relationship networkrdquo Journal ofCentral South University vol 19 no 8 pp 2247ndash2265 2012
[19] D Wortmann and S Spieckermann ldquoManufacturing line sim-ulation of automotive industry to enhance productivity andprofitabilityrdquo Automotive Simulation vol 95 pp 91ndash106 1995
[20] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[21] J Miltenburg ldquoLevel schedules for mixed-model assembly linesin just-in-time production systemsrdquoManage Science vol 35 no2 pp 192ndash207 1989
[22] P R McMullen ldquoAn ant colony optimization approach toaddressing a JIT sequencing problem with multiple objectivesrdquoArtificial Intelligence in Engineering vol 15 no 3 pp 309ndash3172001
[23] A Joly and Y Frein ldquoHeuristics for an industrial car sequencingproblem considering paint and assembly shop objectivesrdquoComputers and Industrial Engineering vol 55 no 2 pp 295ndash310 2008
[24] Y Monden ldquoToyota production systemrdquo Journal of the Opera-tional Research Society vol 46 no 5 pp 669ndash670 1995
[25] A Rahimi-Vahed and A H Mirzaei ldquoA hybrid multi-objectiveshuffled frog-leaping algorithm for a mixed-model assemblyline sequencing problemrdquo Computers amp Industrial Engineeringvol 53 no 4 pp 642ndash666 2007
[26] Q Liu W-X Wang K-R Zhu C-Y Zhang and Y-Q RaoldquoAdvanced scatter search approach and its application in asequencing problem of mixed-model assembly lines in a casecompanyrdquo Engineering Optimization vol 46 no 11 pp 1485ndash1500 2014
[27] J M Kleinberg ldquoNavigation in a small worldrdquo Nature vol 406no 6798 p 845 2000
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

2 Mathematical Problems in Engineering
solve the linear storage sequencing between the paint shopand assembly shop and verified the algorithmwith simulationmodes
Storage sequencing problems can be classified into thediscrete problems In discrete optimization fields there aremany mature algorithms to solve sequencing problem andwe usually use heuristic algorithms such as ant colonyalgorithm and genetic algorithm When solving the discretesequencing problem the ant colony algorithm may be con-vergence to local optimum and the genetic algorithm has lowsolving efficiency as producing a lot of redundancy iterationby using insufficient feedback information Therefore weneed an algorithm which has a strong capability of globalsearching and fast convergence speed Discrete small-worldoptimization just meets our requirements
The earliest research on the small-world originated in1929 from a Hungarian writer F Karinthy who conjecturedthat in this world any two persons could be related by a chaincomposed of five contacts [10] In 1967 Milgram confirmedthis conjecture by the famous letters delivery experimentsand proposed the theory of Six Degrees of Separation [11]Watts and Strogatz first established the small-world networkmodel which is based on a ring lattice and called W-S model[12 13] In W-S model the edges of the network are dividedinto ldquolocalrdquo and ldquolong-rangerdquo contacts
As the small-world network theory system is graduallymaturing the small-world networks have begun to be usedin the optimization field Walsh [14] studied the applicationof the small-world network on the problem of graph theorysearch He improved the small-world networks to adapt thegraph theory search Chen et al [15] pointed out that differentvalues of the spread probability parameters will affect thequick searching feature of small-world network A small-world topology structure was applied in PSO by Cui et al [16]to observe the behavior of swarmThismethod hasmade PSOmore efficient than before Li et al [17] proposed a decimal-coding small-world optimization algorithm (DSWOA) basedon Kleinbergrsquos model and demonstrated its stability and fastconvertible rate for high-dimensional optimization prob-lems Li et al [18] developed a small-world hierarchical treemodel which took advantage of characteristics of socialnetwork aiming at solving the continuous optimizationproblem Inspired by the intelligent experiments ofMilgramrsquosletters delivery and its application in continuous optimizationproblem we propose a fast search algorithm based on small-world effect for discrete problems called discrete small-worldoptimization algorithm (DSWOA)
This paper focuses on a mixed-model production lineof a car manufacturing enterprise (J Company) and studiesstorage between the paint shop and assembly shop Consid-ering the existing heuristic sequencing rules the sequencingalgorithm which combines intelligent algorithm with heuris-tic algorithm is used to deal with the storage sequencingproblems A two-phase optimization algorithm is proposedbased on the small-world theory and the heuristic methodThis algorithm realizes the optimization of the productiontarget in the assembly shop with the reordering of the vehiclesequence through the painting storage
2 The Painted Body StorageSequencing Problem
In the mixed-model assembly line of automobile the TAKTtime of the paint shop is usually inconsistent with that of theassembly shopThe painted body storage is therefore set up toadjust the sequence of different painted bodies and keep pacebetween the two shops The main task of the paint shop is topaint thewhite body In order to reduce the paint cleaning lossof frequent color change the times of color switching needto be minimized for the vehicles going into the paint shopThere is no special requirement to the color for the assemblyshop However the consumption rate of the key parts andthe production load for each workstation are required to beemphasized Therefore the sequence of vehicle going intothe assembly shop through the PBS needs to be reorderedto realize the optimization of the production objective in theassembly shop
21 Description of PBS Wortmann and Spieckermann [19]summarized various storage forms in the production systemAccording to the structure and function of storage storagecan be divided into list storage stack storage circular storagelinear storage retroposition storage and free storage Thesestorages differ in sequencing capacity equipment cost andmaintenance and so forth
This paper studies a multichannel linear storage Figure 1shows the structure diagram To simplify the description ofthe multichannel linear storage model the process of prod-ucts getting into the multichannel storage is called inboundand the process of products getting out of the multichannelstorage is called outboundThe FIFO queue is called channelThe multichannel storage is to alleviate the inconsistence ofthe cycle time in the upstream and downstream productionThere is a certain amount ofWIP in the practical productionThe storage sequencing is also a process with dynamicalcontinuous input and output products In order to simplifythe calculation the dynamical problem is converted intothe static problem and the continuous production processbecomes the problem with multiple production batchesThen the storage sequencing for each batch becomes a staticproblem
Linear storage has two essential parameters the capacityof storage 119881 and the number of sequencing channels 119873Assume that 119871 presents the length of the channel then 119881 =
119871 times 119873 The optimization sequencing problem of PBS isdescribed as follows through a multichannel storage Ξ =
(119881119873) for a work in process (WIP) sequence with the length119899 the sequence of the upstream shop 119908 is translated intothe sequence 119908
1015840 with the optimization of the objective 119891 inthe downstream shop 119891 is (1) and (2) in Sections 22 and23 in order to minimize the leveling of the logistic cost andproduction load balance for each station in the downstreamshop The following are the problem assumptions
119908 it means the sequence which consists of 119899 WIP inthe upstream shop The 119894th WIP could be the sametype with the 119895th
Mathematical Problems in Engineering 3
RouterRouter
InboundOutbound
wThe upstream
sequenceThe downstream
sequence w998400
Figure 1 The structure diagram linear storage
1199081015840 it means the sequence which consists of 119899WIP in
the downstream shopThe 119894thWIP could be the sametype with the 119895th
Ξ it is the linear storage Ξ = (119881119873)119881 is the capacityof the storage and 119873 is the number of the channelsinto which the products could enter
For all the above 119894 119895 = 1 2 119899The objective of PBS sequencing problem is minimizing
the consumption rate of options the total overtime and theidle time of workstations when assigning 119899 vehicles into themultichannel storage According to the description of PBSthe size of the problem depends on the sequence length ofWIP 119899 and the number of the channels 119873 that is (1198621
119873)119899times
(1198621
119873)119899= 1198732119899 With the increasing of the product sequence
length the size of the problem increases exponentially So theproblem is also a NP-hard problem
In the practical application the heuristic method basedon rules is always used to solve this problem [20] Consid-ering the production sequencing process of J Company thecommon inbound heuristic rules are as follows according tothe order of priority from high to low
Rule 1 If the material requirement of an inbound product isconsistent with the last product in the channel the productwill go into the channel
Rule 2 If the channel meeting rule 1 cannot be found anempty channel will be chosen
Rule 3 If the channel meeting rule 2 cannot be found thechannel with the least WIP will be chosen
The common outbound heuristic rules are as follows
Rule 1 Select the WIP in which the material requirement isinconsistent with the previous outboundWIP
Rule 2 If the channels meeting rule 1 cannot be found aWIPfrom the channel with the most WIP will be selected
Based on these rules similar products should be puttogether for inbound to simplify the subsequent sequencingprocess The outbound rules consider the objective of theassembly shop The material distribution should be leveledin the assembly shop in order to balance the productionload for each workstation This paper quantifies the abstractrules then PBS problem can be converted to an optimizationsequencing problemwhichwill realize the leveling ofmaterialconsumption and the balancing of station load
22 Minimizing the Consumption Rate of Options Consid-ering the assembly shop objectives we use one functiondescribed in Miltenburg [21] and used in numerous works[22 23] Cycle sorting method is often used to balance theoutput ratio of product in the plan sequencing of mixed-model assembly enterprise [24] Based on the bill of materiel(BOM) of the master production plan the BOM of eachproduct can be calculated based on the layered and the cal-culation method of material requirements planning (MRP)The model parameters are given as follows
119899 number of vehicles in a sequence
119868 number of options of the PBS
119898119894 number of options of type 119894 to produce 119894 =
1 2 119868
119882119894 weight of the option 119894 119894 = 1 2 119868
119901 position of the vehicle 119901 = 1 2 119899
119909119894119901 number of vehicles with the option 119894 between the
positions 1 and 119901 119909119894119901
= 0 1 119899 minus 1
The minimization of the consumption rate of options is
1198911=
119899
sum
119901=1
119868
sum
119894=1
119882119894((119909119894119901119901) minus (119898
119894119899))2
sum119868
119894=1119882119894
(1)
1198911denotes the smoothing function for the assembly shop
by calculating the outbound sequence 1198911is an objective
function measuring the variability in the resource usage
23 Minimizing Total Overtime and Idle Time of Worksta-tions As the diversified vehicles have different demands theworkstations in the case company are often in the statusof overload or idle The switching time between differentvehicles is ignored here The workstation is idle when anoperator finished the operation on a vehicle and is waitingfor the next vehicle on the workstation The workstationis overload if a new vehicle arrives in the station beforethe operator finishes processing the previous vehicle on thestation and the remaining work must be processed in timeby another worker outside the workstation [25 26] In orderto balance the processing time of each workstation in thewholemixed-model assembly line it is important to optimize
4 Mathematical Problems in Engineering
the overload and idle time of workstations The optimizationmodel is established as follows
1198912= min
119869
sum
119895=1
119868
sum
119894=1
(idt119895119894+ ovt119895119894)
st119872
sum
119898=1
119909119898119894
= 1 forall119894
(2)
119909119898119894
= 0 or 1 forall119898 119894 119898 = 1 2 119872 (3)
1198781198951
= 0 119895 = 1 2 119869 (4)
119864119895119894= 119878119895119894+ 119879119895119898 (5)
119878119895119894+1
= max 0 119864119895119894minus 119862 (6)
idt119895119894= max 0 119862 minus 119864
119895119894 (7)
ovt119895119894= max 0 119864
119895119894minus 119862 (8)
119909119898119894
is 1 if the 119894th vehicle of the assembly sequence belongsto type119898 otherwise 119909
119898119894is 0 119878119895119894indicates the start time when
119894th vehicle is at the 119895th station 119864119895119894represents the end time
when 119894th vehicle is at 119895th station 119862 is the cycle time of themixed-model assembly line idtji and oVtji represent the idletime and the overload time of 119894th vehicle on the 119895th stationrespectively
3 A Two-Phase Algorithm for the PBSSequencing
Since the sequence of the painted body first goes into thestorage and then goes out of the storage the algorithmis divided into two phases as well the inbound algorithmand the outbound algorithm By using the DSWOA andthe heuristic algorithm there are four combinations of thealgorithm
(1) the inbound heuristic algorithm and the outboundheuristic algorithm
(2) the inbound heuristic algorithm and the outboundDSWOA
(3) the inbound DSWOA and the outbound heuristicalgorithm
(4) the inbound DSWOA and the outbound DSWOA
Combination 1 is widely applied in practice also beingused in the case company In combination 2 the problemis simplified as a job-shop scheduling problem and theresults depend on the selection of the heuristic algorithmthe DSWOA has a limited solution space In combination 4the two-phase DSWOA costs much more time and is seldomapplied in practice
Due to the above reasons combination 3 is selected tosolve the model This method can give more optimizationspace to the DSWOA and closely combine the objectivefunction to the outbound rules For any inbound vehicle
sequence 119908 we can get the outbound vehicle sequence 1199081015840
Thus the PBS sequencing problem is converted into a two-phase optimization process optimizing the inbound routingstrategy by DSWOA and scheduling the outbound sequenceby heuristic algorithm
31 DSWOA for Inbound Process Optimization In theDSWOA each solution under consideration is called anenvelope node The basic ideas of small-world optimizationare described as follows first deliver several envelopes fromdifferent places in the original solution space and regard eachenvelope node as a candidate solution then inquire eachenvelope nodersquos short-range and long-range contacts nodes inthe solution space deliver the envelope to the contacts nodewhich has a better objective value and at last each envelopewill be closer to the objective node through the delivery inthe solution space of small-world network In summary theoptimization of DSWOA is an iterative process that envelopenodes deliver their envelopes to their contacts nodes Thecomputation steps of the DSWOA are as follows
(1) Set the parameters the number of the envelope nodesthe number of short-range and long-range contactsnodes the iteration times and so forth
(2) Initialize the population Randomly generate a certainnumber of solutions (or envelope nodes)
(3) Inquire the neighbor nodes A certain numberof short-range and long-range contacts nodes areinquired for each envelope node in the solution space
(4) Evaluate the inquired contacts nodes of each envelopenode Calculate the objective value for each contactsnode and sort them
(5) Update envelope nodes Select the best contacts nodeto replace the current envelope node Calculate all theselected contacts nodes and select the node with thebest objective value
(6) If the termination criterion is reached return the bestsolution found so far otherwise go to step 3
311 Encoding and Initialization The optimization for PBSsequencing problem is solved by a two-phase optimizationprocessThe vehicle sequence in upstreampaint shop is codedas 119908 = 1 2 119899 by integers where 119899 is the total numberof vehicles to sequence In the SWO algorithm supposing 119898
is the number of envelopes and 119899 is the coding length foreach node the inbound routing solution is represented bya permutation of jobs as 119883
119894= 1199091198941 1199091198942 119909
119894119895 119909
119894119899 119894 =
1 2 119898 119895 = 1 2 119899 for all 119909119894119895
= 1 2 119873 where119898 indicates the number of envelope nodes 119873 representsthe number of PBS channel and 119909
119894119895is the selected inbound
channel of production 119895 in the envelope node 119894The initial cluster 119883
119894is composed of the original mail
holders and each node represents a candidate solution Theinitial cluster is randomly generated as follows
119909119894119895= MathCeil (Random () times 119873) (9)
Mathematical Problems in Engineering 5
As the routing solution 119883119894cannot directly indicate the
real situation in the PBS we introduce a variable 119875119861119878 119883119886119887to
indicate the vehicle information of position 119887 in the channel119886 for PBS If 119875119861119878 119883
119886119887= 0 there is no vehicle in this position
119883119894can be transformed into119875119861119878 119883
119886119887by a short procedure the
following example illustrates the transformationAssuming that the number of total vehicles is 15 the
number of PBS channel is 4 Randomly generate an inboundrouting strategy119883 = 2 2 2 1 1 3 3 3 3 3 4 4 1 1 1 thenthe vehicles in the PBS can be described as in Figure 2 and thesequence in PBS can be indicated as
119875119861119878 119883 =
4 5 13 14 15 0 sdot sdot sdot
1 2 3 0 0 0 sdot sdot sdot
6 7 8 9 10 0 sdot sdot sdot
11 12 0 0 0 0 sdot sdot sdot
(10)
In this example the optimization for the inbound routingstrategy is transformed into the optimization for the vehiclesequence in PBS channel and the optimization for 119875119861119878 119883 ismore intuitive At the same time the problem of optimizingthe 119875119861119878 119883 is very similar to the vehicle routing problem(VRP) the main difference is that the sequence in eachPBS channel should be in an ascending order From thestructure of the PBS switching all the vehicles between anytwo channels will not change the outbound sequence
312 The Short-Range and Long-Range Operators The dis-tinctive feature of small-world network is the presence oflarge amounts of short neighbor relations The small-worldnetwork models proposed by Watts and Strogatz [12] andKleinberg [27] defined the short-range and long-range con-tacts for each individual In the DSWOA these two contactsare redefined to search for the optimization objectives
In the small-world network models proposed by Wattsand Strogatz [12] and Kleinberg [27] there is small differ-ence between the short-range nodes however the differ-ence between the long-range nodes becomes larger For thesequence coding in each channel of PBS shown in Figure 2the operation that will not change the number of vehicles ineach channel is defined as a short-range operator as shown inFigure 3 If the number of vehicles in all channels has changesthe operation is called long-range operator such as the twomethods described in Figure 4 It should be noted that thevehicle sequence in PBS may be an illegal solution after theshort-range and long-range operator To ensure the sequenceis shorter than the length of PBS channel the check methodis needed to change the length of vehicle sequence in everychannel and rearrange the vehicle sequence in ascendingorder
Operator1198721selects several elements in any two channels
to swap Operator 1198722exchanges all the elements after some
position in any two channels Operator1198723inserts an element
of a sequence before some position of another sequenceOperator119872
4inserts a string of elements of a sequence before
some position of another sequence The vehicle sequenceafter all the operations should be rearranged in ascendingorder
15141354
321
109876
1211
Inbound process
Outbound process
W998400 W
Figure 2 An example of the inbound routing strategy
1514874321
13109651211
15141354321
1098761211
15141354821 109763
1211
15141354321
1098761211
M1 (crossover operator)
M2 (swapping operator)
Figure 3 Two kinds of short-range operators
313 Updating the Envelope Node In the iterative processof DSWO the envelope nodes need to be updated in eachgeneration When delivering the envelope we select a fixednumber of short-range contacts nodes generated by theshort-range operators 119872
1and 119872
2 as well as some long-
range contacts nodes by long-range operators 1198723and 119872
4
in Section 312 Finally we compare the selected nodes withthe envelope node by calculating the objective values of thesenodesThe envelope node with better objective value replacesthe current node
32 Heuristic Method for Outbound Process OptimizationSeveral common outbound rules for PBS sequencing prob-lem are introduced in Section 21 The rule-based heuristicmethod is featured by the simplicity and rapidity and itconforms to the production sequencing operatorsrsquo experienceguidance method it gains a wide application in practice Theheuristic method in the J vehicle company mainly considersthe component properties of the vehicle sequence in eachchannel avoiding the vehicles with the same parts demandfor going out of the storage continuously
The objective function in Section 22 shows that the totalnumber of each option demand 119899
119894is calculated by the BOM
ofWIP when vehicle 119896 is outbound the consumption rate ofoptions can be defined as
119891119896=
119896
sum
119901=1
119868
sum
119894=1
119882119894((119909119894119901119901) minus (119899
119894119872))2
sum119868
119894=1119882119894
(11)
where 119909119894119896
is the number of demanded parts For a PBS with119873 channels the channel with the smallest consumption ratewill be chosen to outbound the vehicle
6 Mathematical Problems in Engineering
15141354321
1210976
118
15141354321
1098761211
15141354
1211
1109876
32
15141354321
1098761211
M3 (single insertion)
M4 (block insertion)
Figure 4 Two kinds of long-range operators
33 The Procedure of the Two-Phase Algorithm TheDSWOAhas a superior searching and updating strategy when solvingthe PBS sequencing problem After searching for the short-range and long-range neighbors an ideal target node willbe found through continuous delivery and iteration TheDSWOA is only used to optimize the inbound sequence Theoutbound operation is optimized by the greedy algorithmproviding a clear target for the inbound optimization Thecombination of the two algorithms realizes the optimizationof the PBS sequencing problem The flow chart of thealgorithm is shown in Figure 5
4 Computational Experiments and Results
The J Company produces multipurpose vehicles trucks andso forthThis papermainly studies the sequencing problem ofthe painted body storage in a multipurpose vehicles produc-tion line The WIP undergoes spray-painting in the paintedshop and the TAKT time is the longest in all workstations sothe storage is particularly necessary In order to minimize theconsumption rate of storage option and the sum of overtimeand idle time of theworkstations we use theDSWOAmethodand heuristic rules to schedule the inbound and outboundsequence
A number of numerical experiments are conducted usingthe actual production data in the J Company to compare theDSWOA with the genetic algorithms for the PBS sequencingproblem The algorithm is realized in Java and the experi-ments are performed on a PC with Intel Core 253GHZ
41 Preparing the Actual Production Data To simplify thecalculation this paper focuses on the critical options and thekey workstations In the master production plan one batchincludes 40 vehicles and there are 12 different kinds of vehiclesin one batch as is shown in Table 1 Each vehicle is made upof 6 critical parts engine front axle rear axle gearbox wheeland braking system Different types of vehicles can have thesame type of critical part for example vehicle model 119886 andvehicle model 119891 have the same type of engine Moreovereach type of vehicle has similar processes and we focus on10 critical processes The times of each process for different
Initialize algorithm parameters such as thenumber of iterations and envelope nodes
Randomly create m initial envelopenodes and indicate inbound sequence
Extracting a certain number of n short neighbornodes and some long neighbor nodes
Meet terminationcondition
Output optimal result andscheduling solution
Yes
No
Update all envelope nodes
Calculate the outbound sequenceby heuristic method
Calculate the objective value
Figure 5 The flow chart of the two-phase algorithm for PBSsequencing problem
models of vehicle are shown in Table 2 For example the firstprocess of vehicle model 119886 needs 105 seconds
According to the difference of throughput andproductionTAKT time between the painted shop and assembly shop wedesigned a PBS with 5 channels and each channel can hold 16vehicles The PBS is denoted by Ξ = (80 5)
42 Resolution and Results Analysis of the Case ProblemAccording to the major plan each production batch contains12 kinds and 40 vehicles The original sequence in one batchis
aaaabbbcccccddeeefgggggghhhiiiijjkkkkkkl
We code the sequence by integer as is shown in Table 3In the DSWOArsquos optimization process of the multiobjec-
tive PBS sequencing problem for the target of each envelopenodes Goal
119894= (1198911119894 1198912119894) only when 119891
1119894+1lt 1198911119894 1198912119894+1
lt 1198912119894
the envelope nodes updates Goal119894+1
= (1198911119894+1
1198912119894+1
)The parameters in SWO are set as follows the number of
envelope nodes is 50 each envelope node selects 20 short-range nodes and 5 long-range nodes the iteration is 100
421 The Consumption Rate of Options Based on the data inTables 1 and 2 the ideal consumption rate of each option iscalculated and the results are shown in Table 4
Based on the heuristic rules for inbound and outboundin PBS sequencing process mentioned in Section 21 theoutbound sequence is calculated as
Mathematical Problems in Engineering 7
Table 1 The major plan of actual production data and critical parts of each product model
Vehicle model Amount Engine Front axle Rear axle Gearbox Wheel Braking systema 4 S1-3 S2-1 S3-1 S4-1 S5-1 S6-1b 3 S1-2 S2-2 S3-2 S4-2 S5-2 S6-2c 5 S1-2 S2-1 S3-1 S4-3 S5-2 S6-2d 2 S1-1 S2-2 S3-1 S4-2 S5-2 S6-1e 3 S1-4 S2-1 S3-2 S4-1 S5-2 S6-3f 1 S1-3 S2-1 S3-1 S4-3 S5-1 S6-3g 6 S1-4 S2-2 S3-1 S4-1 S5-2 S6-1h 3 S1-1 S2-1 S3-2 S4-1 S5-1 S6-2i 4 S1-1 S2-1 S3-1 S4-2 S5-2 S6-2j 2 S1-2 S2-2 S3-1 S4-3 S5-1 S6-1k 6 S1-2 S2-1 S3-2 S4-2 S5-2 S6-3l 1 S1-4 S2-2 S3-2 S4-3 S5-1 S6-2
Table 2Theprocessing time in each critical workstation for 12 kindsof vehicles
Vehiclemodel 11987901 11987902 11987903 11987904 11987905 11987906 11987907 11987908 11987909 11987910
a 105 113 90 105 108 109 101 94 109 104b 115 107 100 107 110 113 104 97 108 114c 112 106 103 94 115 95 106 109 113 97d 107 115 113 105 107 112 103 100 106 107e 90 112 105 116 113 96 109 103 102 93f 120 112 105 106 114 117 106 90 112 121g 97 108 112 99 107 113 95 102 107 97h 108 99 105 113 104 93 107 110 113 99i 104 106 93 114 109 110 115 93 112 92j 101 104 115 117 94 103 112 97 99 105k 112 104 105 99 115 103 102 93 107 113l 105 121 116 98 104 101 113 94 107 99
1 5 2 6 3 7 4 8 9 10 11 15 32 16 33 17 19 12 34 13 20 35 1421 36 18 28 22 37 25 29 23 38 26 30 40 24 39 27 31
which corresponds to the practical outbound sequence
abababaccccejejegckdgkdgkfigkhigkhilgkhi
We can get the consumption rate goal 1198911= 78923
When only taking into account the goal of minimizingthe consumption rate of options we can get an optimal solu-tion calculating by the two-phase algorithm The outboundsequence is
4 19 15 5 16 6 14 21 18 1 7 2 27 31 34 38 8 3 20 9 10 23 2936 37 40 13 22 11 25 12 17 26 28 30 32 24 33 35 39
and the corresponding practical outbound sequence is
agebebdgfabahikkcagccgikkldgchcehiijgjkk
The consumption rate goal is 1198911= 02714 and the vehicle
sequence in the PBS channel is shown in Table 5Considering the objective of the consumption rate of
options the result calculated by the two-phase algorithm is
30
25
20
15
10
5
0
35 400 5 10 15 20 25 30
The position in car sequence
The n
umbe
r of c
onsu
mpt
ion
optio
ns
S2-1
S1-1
S4-2
The ideal consumption rateThe practical consumption rate by rulesThe practical consumption rate by DSWO algorithm
Maximum deviation bygeneral rules
Maximum deviationby DSWO
Figure 6The comparison chart between the practical consumptionrate and ideal consumption rate for three options
the 34 of that by the heuristic rules so the two-phasealgorithm performs better
In order to fully demonstrate the effectiveness of thetwo-phase algorithm we select three kinds of parts (S1-1 S2-1 and S4-3) which urgently demand to analyze thedifference between the practical consumption rate and theideal consumption rate In the consumption chart shownin Figure 6 the practical consumption rate is very close tothe ideal consumption rate by using two-phase algorithmand the maximum deviation is 225 however the practicalconsumption rate has a great difference with that by usingheuristic rules and the maximum deviation is 4875 It canbe found that the two-phase algorithm can effectively solvethe problem of minimizing the consumption rate of optionsand constrain the fluctuation of the consumption rate of theoptions Therefore the optimization solution could be usedto guide production in practice
422 The Pareto Solutions Set of the Multiobjective PBSSequencing Problem DSWOA is proven for its favorablesearching capability in the previous section In this section
8 Mathematical Problems in Engineering
Table 3 The coding vehicle sequence
Vehicle model a a a a b b b c c c c c d d e e e f g gInteger coding 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Vehicle model g g g g h h h i i i i j j k k k k k k lInteger coding 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Table 4 The ideal consumption rate of each option
Option number Total demand The ideal consumption rateS1-1 9 0225S1-2 16 0400S1-3 5 0125S1-4 10 0250S2-1 26 0650S2-2 14 0350S3-1 24 0600S3-2 16 0400S4-1 16 0400S4-2 15 0375S4-3 9 0225S5-1 11 0275S5-2 29 0725S6-1 14 0350S6-2 16 0400S6-3 10 0250
Table 5 The vehicle sequence in the PBS channel
Channel 1 4 15 16 27 31 34 38Channel 2 19 21 23 29 36 37 40Channel 3 1 2 3 9 10 13 25Channel 4 14 18 20 22 26 28 30 32Channel 5 5 6 7 8 11 12 17 24 33 35 39
theDSWOA is comparedwith genetic algorithmThe param-eters of GA are set as follows the size of population is 50the genetic crossover probability is 04 the gene mutationprobability is 01 the iteration number is 100
By calculating the two objectives of the PBS sequencingproblem we obtain a set of Pareto solutions by DSWOA andGA as shown in Figure 7 It can be found that the Paretosolutions by the DSWOA is proved better than the GA Itproves that the DSWOA has a comparable performance withthe GA and in some ways even better than GA
423 The Influence of PBS Parameters The channel numberand the storage capacity greatly affect the optimization resultWhen the channel number is 1 the storage cannot schedulethe upstream inbound sequence When the channel numberis infinite the PBS sequencing problem can be regarded as acommon vehicle sequencing problem
In order to investigate the impact of the channel numberand the capacity of storage for the solution we only considerthe objective of minimizing the consumption rate of options
026 028 03 032 034 036 038 04
2700
2650
2600
2550
2500
2450
The consumption rate of options
The t
otal
ove
rtim
e and
idle
tim
eof
wor
ksta
tions
The Pareto solutions by DSWOThe Pareto solutions by GA
Figure 7 The comparison chart of Pareto solution between theDWSO algorithm and GA
This paper designs a set of the following contrast experimentsas in Table 6
In Table 6 it is obvious that when the number of storagechannel gradually increases the optimization results of theconsumption rate of options decrease When the number ofstorage channel reaches a certain value the objective achievesthe optimal value and increasing the channel number ismeaninglessWe also find that when only changing the lengthof the storage channel the change of the target value isinsignificant Therefore the channel number is an importantparameter in the designing process of storage capacity thechannel length only needs to meet the requirement of storagecapacity
5 Conclusion
To improve the efficiency of PBS we develop a mathematicalmodel aiming at minimizing the consumption rate of optionsand the sum of overtime and idle time of workstations As thePBS sequencing contains upstream sequence inbound anddownstream sequence outbound The two-phase algorithmincludes theDSWOAandHA is proposedThemathematicalmodel and the two-phase algorithm are applied in a PBS ofa vehicle manufacturing enterprise The results indicate thatthe two-phase algorithm is suitable for the PBS sequencingproblem and the DSWOA has a better searching ability thanGA in this problem At last we analyze the sensitivity of theparameters of PBS and conclude that the channel numberis an important factor in the designing process of storagecapacity
This research provides a new method to solve the PBSsequencing problem However the practical PBS sequencingproblem is a dynamical problem Further research is needed
Mathematical Problems in Engineering 9
Table 6 The consumption rate of options under different paremeters of PBS
Test number Channel number Channel length Average consumption rate of 10 experiment The best solution1
315 03394 03435
2 20 03349 034523 30 03359 034444
410 02746 02997
5 15 02749 028596 20 02736 029297
58 02705 02754
8 15 02713 027859 20 02711 0275110
67 02701 02718
11 10 02698 0272712 15 02700 0272913 7 6 02693 0270914 10 02695 0271215 8 5 02691 0270516 10 02690 0270917 9 10 02690 0270718 10 10 02690 0270419 15 10 02690 0270020 20 10 02690 0270021 30 10 02690 0270122 40 10 02690 02703
to find out better inbound and outbound methods in solvingthis problem At the same time when optimizing the PBSsequencing problem for Pareto solutions this paper onlyconsiders the single object inoutbound operation In thefuture research the multiple objectives condition is worthbeing probed Each objective could be transformed into asatisfactory function based on the actual requirements fromindustry
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors gratefully acknowledge the financial supportsfrom the National Natural Science Foundation of China (nos51275191 and 51105157) and the Fundamental Research Fundsfor the Central Universities of HUST with the Grant no2014TS033
References
[1] H Farber and C A M Moreno Overview on Sequencing inMixedModel Flowshop Production Line with Static andDynamicContext Universitat Politecnica De Catalunya 2005
[2] T Epping and W Hochstattler Sorting with Line StorageSystems Springer New York NY USA 2003
[3] A Jayaraman R Narayanaswamy andA K Gunal ldquoA sortationsystem modelrdquo in Proceedings of the 29th Conference on WinterSimulation (WSC rsquo97) pp 866ndash871 IEEE Computer Society1997
[4] A Kavusturucu and S M Gupta ldquoMethodology for analyzingfinite buffer tandem manufacturing systems with N-policyrdquoComputers and Industrial Engineering vol 34 no 4 pp 837ndash848 1998
[5] H K Aksoy and S M Gupta ldquoCapacity and buffer trade-offs ina remanufacturing systemrdquo International Society for Optics andPhotonics pp 167ndash174 2002
[6] A A Bulgak ldquoAnalysis and design of split and merge unpacedassembly systems by metamodelling and stochastic searchrdquoInternational Journal of Production Research vol 44 no 18-19pp 4067ndash4080 2006
[7] E Muhl P Charpentier and F Chaxel ldquoOptimization ofphysical flows in an automotive manufacturing plant someexperiments and issuesrdquo Engineering Applications of ArtificialIntelligence vol 16 no 4 pp 293ndash305 2003
[8] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[9] DHMoon C Song and JHHa ldquoAdynamic algorithm for thecontrol of automotive painted body storagerdquo Simulation vol 81no 11 pp 773ndash787 2005
[10] T Braun ldquoHungarian priority in network theoryrdquo Science vol304 no 5678 pp 1745ndash1746 2004
[11] S Milgram ldquoThe small world problemrdquo Psychology Today vol2 no 1 pp 60ndash67 1967
10 Mathematical Problems in Engineering
[12] D J Watts and S H Strogatz ldquoCollective dynamics of lsquosmall-worldrsquo networksrdquoNature vol 393 no 6684 pp 440ndash442 1998
[13] S H Strogatz ldquoExploring complex networksrdquo Nature vol 410no 6825 pp 268ndash276 2001
[14] T Walsh ldquoSearch in a small worldrdquo in Proceedings of the16th International Joint Conference on Artificial Intelligence(IJCAI rsquo99) vol 2 pp 1172ndash1177 Morgan Kaufmann PublishersStockholm Sweden August 1999
[15] J-Z Chen W Liu and J-Y Zhu ldquoTwo-dimensional small-world networks navigation with local informationrdquo PhysicalReview E Statistical Nonlinear and Soft Matter Physics vol 73no 5 Article ID 056111 2006
[16] Z Cui Y Chu and X Cai ldquoNearest neighbor interaction PSObased on small-world modelrdquo in Intelligent Data Engineeringand Automated LearningmdashIDEAL 2009 Proceedings of the 10thInternational Conference Burgos Spain September 23ndash26 2009vol 5788 of Lecture Notes in Computer Science pp 633ndash640Springer Berlin Germany 2009
[17] X H Li J H Zhang S N Wang M L Li and K Li ldquoA smallworld algorithm for high-dimensional function optimizationrdquoin Proceedings of the IEEE International Symposium on Compu-tational Intelligence in Robotics and Automation (CIRA rsquo09) pp55ndash59 December 2009
[18] J-H Li X-Y Shao Y-M Long H-P Zhu and B R Sch-lessman ldquoGlobal optimization by small-world optimizationalgorithm based on social relationship networkrdquo Journal ofCentral South University vol 19 no 8 pp 2247ndash2265 2012
[19] D Wortmann and S Spieckermann ldquoManufacturing line sim-ulation of automotive industry to enhance productivity andprofitabilityrdquo Automotive Simulation vol 95 pp 91ndash106 1995
[20] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[21] J Miltenburg ldquoLevel schedules for mixed-model assembly linesin just-in-time production systemsrdquoManage Science vol 35 no2 pp 192ndash207 1989
[22] P R McMullen ldquoAn ant colony optimization approach toaddressing a JIT sequencing problem with multiple objectivesrdquoArtificial Intelligence in Engineering vol 15 no 3 pp 309ndash3172001
[23] A Joly and Y Frein ldquoHeuristics for an industrial car sequencingproblem considering paint and assembly shop objectivesrdquoComputers and Industrial Engineering vol 55 no 2 pp 295ndash310 2008
[24] Y Monden ldquoToyota production systemrdquo Journal of the Opera-tional Research Society vol 46 no 5 pp 669ndash670 1995
[25] A Rahimi-Vahed and A H Mirzaei ldquoA hybrid multi-objectiveshuffled frog-leaping algorithm for a mixed-model assemblyline sequencing problemrdquo Computers amp Industrial Engineeringvol 53 no 4 pp 642ndash666 2007
[26] Q Liu W-X Wang K-R Zhu C-Y Zhang and Y-Q RaoldquoAdvanced scatter search approach and its application in asequencing problem of mixed-model assembly lines in a casecompanyrdquo Engineering Optimization vol 46 no 11 pp 1485ndash1500 2014
[27] J M Kleinberg ldquoNavigation in a small worldrdquo Nature vol 406no 6798 p 845 2000
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 3
RouterRouter
InboundOutbound
wThe upstream
sequenceThe downstream
sequence w998400
Figure 1 The structure diagram linear storage
1199081015840 it means the sequence which consists of 119899WIP in
the downstream shopThe 119894thWIP could be the sametype with the 119895th
Ξ it is the linear storage Ξ = (119881119873)119881 is the capacityof the storage and 119873 is the number of the channelsinto which the products could enter
For all the above 119894 119895 = 1 2 119899The objective of PBS sequencing problem is minimizing
the consumption rate of options the total overtime and theidle time of workstations when assigning 119899 vehicles into themultichannel storage According to the description of PBSthe size of the problem depends on the sequence length ofWIP 119899 and the number of the channels 119873 that is (1198621
119873)119899times
(1198621
119873)119899= 1198732119899 With the increasing of the product sequence
length the size of the problem increases exponentially So theproblem is also a NP-hard problem
In the practical application the heuristic method basedon rules is always used to solve this problem [20] Consid-ering the production sequencing process of J Company thecommon inbound heuristic rules are as follows according tothe order of priority from high to low
Rule 1 If the material requirement of an inbound product isconsistent with the last product in the channel the productwill go into the channel
Rule 2 If the channel meeting rule 1 cannot be found anempty channel will be chosen
Rule 3 If the channel meeting rule 2 cannot be found thechannel with the least WIP will be chosen
The common outbound heuristic rules are as follows
Rule 1 Select the WIP in which the material requirement isinconsistent with the previous outboundWIP
Rule 2 If the channels meeting rule 1 cannot be found aWIPfrom the channel with the most WIP will be selected
Based on these rules similar products should be puttogether for inbound to simplify the subsequent sequencingprocess The outbound rules consider the objective of theassembly shop The material distribution should be leveledin the assembly shop in order to balance the productionload for each workstation This paper quantifies the abstractrules then PBS problem can be converted to an optimizationsequencing problemwhichwill realize the leveling ofmaterialconsumption and the balancing of station load
22 Minimizing the Consumption Rate of Options Consid-ering the assembly shop objectives we use one functiondescribed in Miltenburg [21] and used in numerous works[22 23] Cycle sorting method is often used to balance theoutput ratio of product in the plan sequencing of mixed-model assembly enterprise [24] Based on the bill of materiel(BOM) of the master production plan the BOM of eachproduct can be calculated based on the layered and the cal-culation method of material requirements planning (MRP)The model parameters are given as follows
119899 number of vehicles in a sequence
119868 number of options of the PBS
119898119894 number of options of type 119894 to produce 119894 =
1 2 119868
119882119894 weight of the option 119894 119894 = 1 2 119868
119901 position of the vehicle 119901 = 1 2 119899
119909119894119901 number of vehicles with the option 119894 between the
positions 1 and 119901 119909119894119901
= 0 1 119899 minus 1
The minimization of the consumption rate of options is
1198911=
119899
sum
119901=1
119868
sum
119894=1
119882119894((119909119894119901119901) minus (119898
119894119899))2
sum119868
119894=1119882119894
(1)
1198911denotes the smoothing function for the assembly shop
by calculating the outbound sequence 1198911is an objective
function measuring the variability in the resource usage
23 Minimizing Total Overtime and Idle Time of Worksta-tions As the diversified vehicles have different demands theworkstations in the case company are often in the statusof overload or idle The switching time between differentvehicles is ignored here The workstation is idle when anoperator finished the operation on a vehicle and is waitingfor the next vehicle on the workstation The workstationis overload if a new vehicle arrives in the station beforethe operator finishes processing the previous vehicle on thestation and the remaining work must be processed in timeby another worker outside the workstation [25 26] In orderto balance the processing time of each workstation in thewholemixed-model assembly line it is important to optimize
4 Mathematical Problems in Engineering
the overload and idle time of workstations The optimizationmodel is established as follows
1198912= min
119869
sum
119895=1
119868
sum
119894=1
(idt119895119894+ ovt119895119894)
st119872
sum
119898=1
119909119898119894
= 1 forall119894
(2)
119909119898119894
= 0 or 1 forall119898 119894 119898 = 1 2 119872 (3)
1198781198951
= 0 119895 = 1 2 119869 (4)
119864119895119894= 119878119895119894+ 119879119895119898 (5)
119878119895119894+1
= max 0 119864119895119894minus 119862 (6)
idt119895119894= max 0 119862 minus 119864
119895119894 (7)
ovt119895119894= max 0 119864
119895119894minus 119862 (8)
119909119898119894
is 1 if the 119894th vehicle of the assembly sequence belongsto type119898 otherwise 119909
119898119894is 0 119878119895119894indicates the start time when
119894th vehicle is at the 119895th station 119864119895119894represents the end time
when 119894th vehicle is at 119895th station 119862 is the cycle time of themixed-model assembly line idtji and oVtji represent the idletime and the overload time of 119894th vehicle on the 119895th stationrespectively
3 A Two-Phase Algorithm for the PBSSequencing
Since the sequence of the painted body first goes into thestorage and then goes out of the storage the algorithmis divided into two phases as well the inbound algorithmand the outbound algorithm By using the DSWOA andthe heuristic algorithm there are four combinations of thealgorithm
(1) the inbound heuristic algorithm and the outboundheuristic algorithm
(2) the inbound heuristic algorithm and the outboundDSWOA
(3) the inbound DSWOA and the outbound heuristicalgorithm
(4) the inbound DSWOA and the outbound DSWOA
Combination 1 is widely applied in practice also beingused in the case company In combination 2 the problemis simplified as a job-shop scheduling problem and theresults depend on the selection of the heuristic algorithmthe DSWOA has a limited solution space In combination 4the two-phase DSWOA costs much more time and is seldomapplied in practice
Due to the above reasons combination 3 is selected tosolve the model This method can give more optimizationspace to the DSWOA and closely combine the objectivefunction to the outbound rules For any inbound vehicle
sequence 119908 we can get the outbound vehicle sequence 1199081015840
Thus the PBS sequencing problem is converted into a two-phase optimization process optimizing the inbound routingstrategy by DSWOA and scheduling the outbound sequenceby heuristic algorithm
31 DSWOA for Inbound Process Optimization In theDSWOA each solution under consideration is called anenvelope node The basic ideas of small-world optimizationare described as follows first deliver several envelopes fromdifferent places in the original solution space and regard eachenvelope node as a candidate solution then inquire eachenvelope nodersquos short-range and long-range contacts nodes inthe solution space deliver the envelope to the contacts nodewhich has a better objective value and at last each envelopewill be closer to the objective node through the delivery inthe solution space of small-world network In summary theoptimization of DSWOA is an iterative process that envelopenodes deliver their envelopes to their contacts nodes Thecomputation steps of the DSWOA are as follows
(1) Set the parameters the number of the envelope nodesthe number of short-range and long-range contactsnodes the iteration times and so forth
(2) Initialize the population Randomly generate a certainnumber of solutions (or envelope nodes)
(3) Inquire the neighbor nodes A certain numberof short-range and long-range contacts nodes areinquired for each envelope node in the solution space
(4) Evaluate the inquired contacts nodes of each envelopenode Calculate the objective value for each contactsnode and sort them
(5) Update envelope nodes Select the best contacts nodeto replace the current envelope node Calculate all theselected contacts nodes and select the node with thebest objective value
(6) If the termination criterion is reached return the bestsolution found so far otherwise go to step 3
311 Encoding and Initialization The optimization for PBSsequencing problem is solved by a two-phase optimizationprocessThe vehicle sequence in upstreampaint shop is codedas 119908 = 1 2 119899 by integers where 119899 is the total numberof vehicles to sequence In the SWO algorithm supposing 119898
is the number of envelopes and 119899 is the coding length foreach node the inbound routing solution is represented bya permutation of jobs as 119883
119894= 1199091198941 1199091198942 119909
119894119895 119909
119894119899 119894 =
1 2 119898 119895 = 1 2 119899 for all 119909119894119895
= 1 2 119873 where119898 indicates the number of envelope nodes 119873 representsthe number of PBS channel and 119909
119894119895is the selected inbound
channel of production 119895 in the envelope node 119894The initial cluster 119883
119894is composed of the original mail
holders and each node represents a candidate solution Theinitial cluster is randomly generated as follows
119909119894119895= MathCeil (Random () times 119873) (9)
Mathematical Problems in Engineering 5
As the routing solution 119883119894cannot directly indicate the
real situation in the PBS we introduce a variable 119875119861119878 119883119886119887to
indicate the vehicle information of position 119887 in the channel119886 for PBS If 119875119861119878 119883
119886119887= 0 there is no vehicle in this position
119883119894can be transformed into119875119861119878 119883
119886119887by a short procedure the
following example illustrates the transformationAssuming that the number of total vehicles is 15 the
number of PBS channel is 4 Randomly generate an inboundrouting strategy119883 = 2 2 2 1 1 3 3 3 3 3 4 4 1 1 1 thenthe vehicles in the PBS can be described as in Figure 2 and thesequence in PBS can be indicated as
119875119861119878 119883 =
4 5 13 14 15 0 sdot sdot sdot
1 2 3 0 0 0 sdot sdot sdot
6 7 8 9 10 0 sdot sdot sdot
11 12 0 0 0 0 sdot sdot sdot
(10)
In this example the optimization for the inbound routingstrategy is transformed into the optimization for the vehiclesequence in PBS channel and the optimization for 119875119861119878 119883 ismore intuitive At the same time the problem of optimizingthe 119875119861119878 119883 is very similar to the vehicle routing problem(VRP) the main difference is that the sequence in eachPBS channel should be in an ascending order From thestructure of the PBS switching all the vehicles between anytwo channels will not change the outbound sequence
312 The Short-Range and Long-Range Operators The dis-tinctive feature of small-world network is the presence oflarge amounts of short neighbor relations The small-worldnetwork models proposed by Watts and Strogatz [12] andKleinberg [27] defined the short-range and long-range con-tacts for each individual In the DSWOA these two contactsare redefined to search for the optimization objectives
In the small-world network models proposed by Wattsand Strogatz [12] and Kleinberg [27] there is small differ-ence between the short-range nodes however the differ-ence between the long-range nodes becomes larger For thesequence coding in each channel of PBS shown in Figure 2the operation that will not change the number of vehicles ineach channel is defined as a short-range operator as shown inFigure 3 If the number of vehicles in all channels has changesthe operation is called long-range operator such as the twomethods described in Figure 4 It should be noted that thevehicle sequence in PBS may be an illegal solution after theshort-range and long-range operator To ensure the sequenceis shorter than the length of PBS channel the check methodis needed to change the length of vehicle sequence in everychannel and rearrange the vehicle sequence in ascendingorder
Operator1198721selects several elements in any two channels
to swap Operator 1198722exchanges all the elements after some
position in any two channels Operator1198723inserts an element
of a sequence before some position of another sequenceOperator119872
4inserts a string of elements of a sequence before
some position of another sequence The vehicle sequenceafter all the operations should be rearranged in ascendingorder
15141354
321
109876
1211
Inbound process
Outbound process
W998400 W
Figure 2 An example of the inbound routing strategy
1514874321
13109651211
15141354321
1098761211
15141354821 109763
1211
15141354321
1098761211
M1 (crossover operator)
M2 (swapping operator)
Figure 3 Two kinds of short-range operators
313 Updating the Envelope Node In the iterative processof DSWO the envelope nodes need to be updated in eachgeneration When delivering the envelope we select a fixednumber of short-range contacts nodes generated by theshort-range operators 119872
1and 119872
2 as well as some long-
range contacts nodes by long-range operators 1198723and 119872
4
in Section 312 Finally we compare the selected nodes withthe envelope node by calculating the objective values of thesenodesThe envelope node with better objective value replacesthe current node
32 Heuristic Method for Outbound Process OptimizationSeveral common outbound rules for PBS sequencing prob-lem are introduced in Section 21 The rule-based heuristicmethod is featured by the simplicity and rapidity and itconforms to the production sequencing operatorsrsquo experienceguidance method it gains a wide application in practice Theheuristic method in the J vehicle company mainly considersthe component properties of the vehicle sequence in eachchannel avoiding the vehicles with the same parts demandfor going out of the storage continuously
The objective function in Section 22 shows that the totalnumber of each option demand 119899
119894is calculated by the BOM
ofWIP when vehicle 119896 is outbound the consumption rate ofoptions can be defined as
119891119896=
119896
sum
119901=1
119868
sum
119894=1
119882119894((119909119894119901119901) minus (119899
119894119872))2
sum119868
119894=1119882119894
(11)
where 119909119894119896
is the number of demanded parts For a PBS with119873 channels the channel with the smallest consumption ratewill be chosen to outbound the vehicle
6 Mathematical Problems in Engineering
15141354321
1210976
118
15141354321
1098761211
15141354
1211
1109876
32
15141354321
1098761211
M3 (single insertion)
M4 (block insertion)
Figure 4 Two kinds of long-range operators
33 The Procedure of the Two-Phase Algorithm TheDSWOAhas a superior searching and updating strategy when solvingthe PBS sequencing problem After searching for the short-range and long-range neighbors an ideal target node willbe found through continuous delivery and iteration TheDSWOA is only used to optimize the inbound sequence Theoutbound operation is optimized by the greedy algorithmproviding a clear target for the inbound optimization Thecombination of the two algorithms realizes the optimizationof the PBS sequencing problem The flow chart of thealgorithm is shown in Figure 5
4 Computational Experiments and Results
The J Company produces multipurpose vehicles trucks andso forthThis papermainly studies the sequencing problem ofthe painted body storage in a multipurpose vehicles produc-tion line The WIP undergoes spray-painting in the paintedshop and the TAKT time is the longest in all workstations sothe storage is particularly necessary In order to minimize theconsumption rate of storage option and the sum of overtimeand idle time of theworkstations we use theDSWOAmethodand heuristic rules to schedule the inbound and outboundsequence
A number of numerical experiments are conducted usingthe actual production data in the J Company to compare theDSWOA with the genetic algorithms for the PBS sequencingproblem The algorithm is realized in Java and the experi-ments are performed on a PC with Intel Core 253GHZ
41 Preparing the Actual Production Data To simplify thecalculation this paper focuses on the critical options and thekey workstations In the master production plan one batchincludes 40 vehicles and there are 12 different kinds of vehiclesin one batch as is shown in Table 1 Each vehicle is made upof 6 critical parts engine front axle rear axle gearbox wheeland braking system Different types of vehicles can have thesame type of critical part for example vehicle model 119886 andvehicle model 119891 have the same type of engine Moreovereach type of vehicle has similar processes and we focus on10 critical processes The times of each process for different
Initialize algorithm parameters such as thenumber of iterations and envelope nodes
Randomly create m initial envelopenodes and indicate inbound sequence
Extracting a certain number of n short neighbornodes and some long neighbor nodes
Meet terminationcondition
Output optimal result andscheduling solution
Yes
No
Update all envelope nodes
Calculate the outbound sequenceby heuristic method
Calculate the objective value
Figure 5 The flow chart of the two-phase algorithm for PBSsequencing problem
models of vehicle are shown in Table 2 For example the firstprocess of vehicle model 119886 needs 105 seconds
According to the difference of throughput andproductionTAKT time between the painted shop and assembly shop wedesigned a PBS with 5 channels and each channel can hold 16vehicles The PBS is denoted by Ξ = (80 5)
42 Resolution and Results Analysis of the Case ProblemAccording to the major plan each production batch contains12 kinds and 40 vehicles The original sequence in one batchis
aaaabbbcccccddeeefgggggghhhiiiijjkkkkkkl
We code the sequence by integer as is shown in Table 3In the DSWOArsquos optimization process of the multiobjec-
tive PBS sequencing problem for the target of each envelopenodes Goal
119894= (1198911119894 1198912119894) only when 119891
1119894+1lt 1198911119894 1198912119894+1
lt 1198912119894
the envelope nodes updates Goal119894+1
= (1198911119894+1
1198912119894+1
)The parameters in SWO are set as follows the number of
envelope nodes is 50 each envelope node selects 20 short-range nodes and 5 long-range nodes the iteration is 100
421 The Consumption Rate of Options Based on the data inTables 1 and 2 the ideal consumption rate of each option iscalculated and the results are shown in Table 4
Based on the heuristic rules for inbound and outboundin PBS sequencing process mentioned in Section 21 theoutbound sequence is calculated as
Mathematical Problems in Engineering 7
Table 1 The major plan of actual production data and critical parts of each product model
Vehicle model Amount Engine Front axle Rear axle Gearbox Wheel Braking systema 4 S1-3 S2-1 S3-1 S4-1 S5-1 S6-1b 3 S1-2 S2-2 S3-2 S4-2 S5-2 S6-2c 5 S1-2 S2-1 S3-1 S4-3 S5-2 S6-2d 2 S1-1 S2-2 S3-1 S4-2 S5-2 S6-1e 3 S1-4 S2-1 S3-2 S4-1 S5-2 S6-3f 1 S1-3 S2-1 S3-1 S4-3 S5-1 S6-3g 6 S1-4 S2-2 S3-1 S4-1 S5-2 S6-1h 3 S1-1 S2-1 S3-2 S4-1 S5-1 S6-2i 4 S1-1 S2-1 S3-1 S4-2 S5-2 S6-2j 2 S1-2 S2-2 S3-1 S4-3 S5-1 S6-1k 6 S1-2 S2-1 S3-2 S4-2 S5-2 S6-3l 1 S1-4 S2-2 S3-2 S4-3 S5-1 S6-2
Table 2Theprocessing time in each critical workstation for 12 kindsof vehicles
Vehiclemodel 11987901 11987902 11987903 11987904 11987905 11987906 11987907 11987908 11987909 11987910
a 105 113 90 105 108 109 101 94 109 104b 115 107 100 107 110 113 104 97 108 114c 112 106 103 94 115 95 106 109 113 97d 107 115 113 105 107 112 103 100 106 107e 90 112 105 116 113 96 109 103 102 93f 120 112 105 106 114 117 106 90 112 121g 97 108 112 99 107 113 95 102 107 97h 108 99 105 113 104 93 107 110 113 99i 104 106 93 114 109 110 115 93 112 92j 101 104 115 117 94 103 112 97 99 105k 112 104 105 99 115 103 102 93 107 113l 105 121 116 98 104 101 113 94 107 99
1 5 2 6 3 7 4 8 9 10 11 15 32 16 33 17 19 12 34 13 20 35 1421 36 18 28 22 37 25 29 23 38 26 30 40 24 39 27 31
which corresponds to the practical outbound sequence
abababaccccejejegckdgkdgkfigkhigkhilgkhi
We can get the consumption rate goal 1198911= 78923
When only taking into account the goal of minimizingthe consumption rate of options we can get an optimal solu-tion calculating by the two-phase algorithm The outboundsequence is
4 19 15 5 16 6 14 21 18 1 7 2 27 31 34 38 8 3 20 9 10 23 2936 37 40 13 22 11 25 12 17 26 28 30 32 24 33 35 39
and the corresponding practical outbound sequence is
agebebdgfabahikkcagccgikkldgchcehiijgjkk
The consumption rate goal is 1198911= 02714 and the vehicle
sequence in the PBS channel is shown in Table 5Considering the objective of the consumption rate of
options the result calculated by the two-phase algorithm is
30
25
20
15
10
5
0
35 400 5 10 15 20 25 30
The position in car sequence
The n
umbe
r of c
onsu
mpt
ion
optio
ns
S2-1
S1-1
S4-2
The ideal consumption rateThe practical consumption rate by rulesThe practical consumption rate by DSWO algorithm
Maximum deviation bygeneral rules
Maximum deviationby DSWO
Figure 6The comparison chart between the practical consumptionrate and ideal consumption rate for three options
the 34 of that by the heuristic rules so the two-phasealgorithm performs better
In order to fully demonstrate the effectiveness of thetwo-phase algorithm we select three kinds of parts (S1-1 S2-1 and S4-3) which urgently demand to analyze thedifference between the practical consumption rate and theideal consumption rate In the consumption chart shownin Figure 6 the practical consumption rate is very close tothe ideal consumption rate by using two-phase algorithmand the maximum deviation is 225 however the practicalconsumption rate has a great difference with that by usingheuristic rules and the maximum deviation is 4875 It canbe found that the two-phase algorithm can effectively solvethe problem of minimizing the consumption rate of optionsand constrain the fluctuation of the consumption rate of theoptions Therefore the optimization solution could be usedto guide production in practice
422 The Pareto Solutions Set of the Multiobjective PBSSequencing Problem DSWOA is proven for its favorablesearching capability in the previous section In this section
8 Mathematical Problems in Engineering
Table 3 The coding vehicle sequence
Vehicle model a a a a b b b c c c c c d d e e e f g gInteger coding 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Vehicle model g g g g h h h i i i i j j k k k k k k lInteger coding 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Table 4 The ideal consumption rate of each option
Option number Total demand The ideal consumption rateS1-1 9 0225S1-2 16 0400S1-3 5 0125S1-4 10 0250S2-1 26 0650S2-2 14 0350S3-1 24 0600S3-2 16 0400S4-1 16 0400S4-2 15 0375S4-3 9 0225S5-1 11 0275S5-2 29 0725S6-1 14 0350S6-2 16 0400S6-3 10 0250
Table 5 The vehicle sequence in the PBS channel
Channel 1 4 15 16 27 31 34 38Channel 2 19 21 23 29 36 37 40Channel 3 1 2 3 9 10 13 25Channel 4 14 18 20 22 26 28 30 32Channel 5 5 6 7 8 11 12 17 24 33 35 39
theDSWOA is comparedwith genetic algorithmThe param-eters of GA are set as follows the size of population is 50the genetic crossover probability is 04 the gene mutationprobability is 01 the iteration number is 100
By calculating the two objectives of the PBS sequencingproblem we obtain a set of Pareto solutions by DSWOA andGA as shown in Figure 7 It can be found that the Paretosolutions by the DSWOA is proved better than the GA Itproves that the DSWOA has a comparable performance withthe GA and in some ways even better than GA
423 The Influence of PBS Parameters The channel numberand the storage capacity greatly affect the optimization resultWhen the channel number is 1 the storage cannot schedulethe upstream inbound sequence When the channel numberis infinite the PBS sequencing problem can be regarded as acommon vehicle sequencing problem
In order to investigate the impact of the channel numberand the capacity of storage for the solution we only considerthe objective of minimizing the consumption rate of options
026 028 03 032 034 036 038 04
2700
2650
2600
2550
2500
2450
The consumption rate of options
The t
otal
ove
rtim
e and
idle
tim
eof
wor
ksta
tions
The Pareto solutions by DSWOThe Pareto solutions by GA
Figure 7 The comparison chart of Pareto solution between theDWSO algorithm and GA
This paper designs a set of the following contrast experimentsas in Table 6
In Table 6 it is obvious that when the number of storagechannel gradually increases the optimization results of theconsumption rate of options decrease When the number ofstorage channel reaches a certain value the objective achievesthe optimal value and increasing the channel number ismeaninglessWe also find that when only changing the lengthof the storage channel the change of the target value isinsignificant Therefore the channel number is an importantparameter in the designing process of storage capacity thechannel length only needs to meet the requirement of storagecapacity
5 Conclusion
To improve the efficiency of PBS we develop a mathematicalmodel aiming at minimizing the consumption rate of optionsand the sum of overtime and idle time of workstations As thePBS sequencing contains upstream sequence inbound anddownstream sequence outbound The two-phase algorithmincludes theDSWOAandHA is proposedThemathematicalmodel and the two-phase algorithm are applied in a PBS ofa vehicle manufacturing enterprise The results indicate thatthe two-phase algorithm is suitable for the PBS sequencingproblem and the DSWOA has a better searching ability thanGA in this problem At last we analyze the sensitivity of theparameters of PBS and conclude that the channel numberis an important factor in the designing process of storagecapacity
This research provides a new method to solve the PBSsequencing problem However the practical PBS sequencingproblem is a dynamical problem Further research is needed
Mathematical Problems in Engineering 9
Table 6 The consumption rate of options under different paremeters of PBS
Test number Channel number Channel length Average consumption rate of 10 experiment The best solution1
315 03394 03435
2 20 03349 034523 30 03359 034444
410 02746 02997
5 15 02749 028596 20 02736 029297
58 02705 02754
8 15 02713 027859 20 02711 0275110
67 02701 02718
11 10 02698 0272712 15 02700 0272913 7 6 02693 0270914 10 02695 0271215 8 5 02691 0270516 10 02690 0270917 9 10 02690 0270718 10 10 02690 0270419 15 10 02690 0270020 20 10 02690 0270021 30 10 02690 0270122 40 10 02690 02703
to find out better inbound and outbound methods in solvingthis problem At the same time when optimizing the PBSsequencing problem for Pareto solutions this paper onlyconsiders the single object inoutbound operation In thefuture research the multiple objectives condition is worthbeing probed Each objective could be transformed into asatisfactory function based on the actual requirements fromindustry
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors gratefully acknowledge the financial supportsfrom the National Natural Science Foundation of China (nos51275191 and 51105157) and the Fundamental Research Fundsfor the Central Universities of HUST with the Grant no2014TS033
References
[1] H Farber and C A M Moreno Overview on Sequencing inMixedModel Flowshop Production Line with Static andDynamicContext Universitat Politecnica De Catalunya 2005
[2] T Epping and W Hochstattler Sorting with Line StorageSystems Springer New York NY USA 2003
[3] A Jayaraman R Narayanaswamy andA K Gunal ldquoA sortationsystem modelrdquo in Proceedings of the 29th Conference on WinterSimulation (WSC rsquo97) pp 866ndash871 IEEE Computer Society1997
[4] A Kavusturucu and S M Gupta ldquoMethodology for analyzingfinite buffer tandem manufacturing systems with N-policyrdquoComputers and Industrial Engineering vol 34 no 4 pp 837ndash848 1998
[5] H K Aksoy and S M Gupta ldquoCapacity and buffer trade-offs ina remanufacturing systemrdquo International Society for Optics andPhotonics pp 167ndash174 2002
[6] A A Bulgak ldquoAnalysis and design of split and merge unpacedassembly systems by metamodelling and stochastic searchrdquoInternational Journal of Production Research vol 44 no 18-19pp 4067ndash4080 2006
[7] E Muhl P Charpentier and F Chaxel ldquoOptimization ofphysical flows in an automotive manufacturing plant someexperiments and issuesrdquo Engineering Applications of ArtificialIntelligence vol 16 no 4 pp 293ndash305 2003
[8] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[9] DHMoon C Song and JHHa ldquoAdynamic algorithm for thecontrol of automotive painted body storagerdquo Simulation vol 81no 11 pp 773ndash787 2005
[10] T Braun ldquoHungarian priority in network theoryrdquo Science vol304 no 5678 pp 1745ndash1746 2004
[11] S Milgram ldquoThe small world problemrdquo Psychology Today vol2 no 1 pp 60ndash67 1967
10 Mathematical Problems in Engineering
[12] D J Watts and S H Strogatz ldquoCollective dynamics of lsquosmall-worldrsquo networksrdquoNature vol 393 no 6684 pp 440ndash442 1998
[13] S H Strogatz ldquoExploring complex networksrdquo Nature vol 410no 6825 pp 268ndash276 2001
[14] T Walsh ldquoSearch in a small worldrdquo in Proceedings of the16th International Joint Conference on Artificial Intelligence(IJCAI rsquo99) vol 2 pp 1172ndash1177 Morgan Kaufmann PublishersStockholm Sweden August 1999
[15] J-Z Chen W Liu and J-Y Zhu ldquoTwo-dimensional small-world networks navigation with local informationrdquo PhysicalReview E Statistical Nonlinear and Soft Matter Physics vol 73no 5 Article ID 056111 2006
[16] Z Cui Y Chu and X Cai ldquoNearest neighbor interaction PSObased on small-world modelrdquo in Intelligent Data Engineeringand Automated LearningmdashIDEAL 2009 Proceedings of the 10thInternational Conference Burgos Spain September 23ndash26 2009vol 5788 of Lecture Notes in Computer Science pp 633ndash640Springer Berlin Germany 2009
[17] X H Li J H Zhang S N Wang M L Li and K Li ldquoA smallworld algorithm for high-dimensional function optimizationrdquoin Proceedings of the IEEE International Symposium on Compu-tational Intelligence in Robotics and Automation (CIRA rsquo09) pp55ndash59 December 2009
[18] J-H Li X-Y Shao Y-M Long H-P Zhu and B R Sch-lessman ldquoGlobal optimization by small-world optimizationalgorithm based on social relationship networkrdquo Journal ofCentral South University vol 19 no 8 pp 2247ndash2265 2012
[19] D Wortmann and S Spieckermann ldquoManufacturing line sim-ulation of automotive industry to enhance productivity andprofitabilityrdquo Automotive Simulation vol 95 pp 91ndash106 1995
[20] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[21] J Miltenburg ldquoLevel schedules for mixed-model assembly linesin just-in-time production systemsrdquoManage Science vol 35 no2 pp 192ndash207 1989
[22] P R McMullen ldquoAn ant colony optimization approach toaddressing a JIT sequencing problem with multiple objectivesrdquoArtificial Intelligence in Engineering vol 15 no 3 pp 309ndash3172001
[23] A Joly and Y Frein ldquoHeuristics for an industrial car sequencingproblem considering paint and assembly shop objectivesrdquoComputers and Industrial Engineering vol 55 no 2 pp 295ndash310 2008
[24] Y Monden ldquoToyota production systemrdquo Journal of the Opera-tional Research Society vol 46 no 5 pp 669ndash670 1995
[25] A Rahimi-Vahed and A H Mirzaei ldquoA hybrid multi-objectiveshuffled frog-leaping algorithm for a mixed-model assemblyline sequencing problemrdquo Computers amp Industrial Engineeringvol 53 no 4 pp 642ndash666 2007
[26] Q Liu W-X Wang K-R Zhu C-Y Zhang and Y-Q RaoldquoAdvanced scatter search approach and its application in asequencing problem of mixed-model assembly lines in a casecompanyrdquo Engineering Optimization vol 46 no 11 pp 1485ndash1500 2014
[27] J M Kleinberg ldquoNavigation in a small worldrdquo Nature vol 406no 6798 p 845 2000
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

4 Mathematical Problems in Engineering
the overload and idle time of workstations The optimizationmodel is established as follows
1198912= min
119869
sum
119895=1
119868
sum
119894=1
(idt119895119894+ ovt119895119894)
st119872
sum
119898=1
119909119898119894
= 1 forall119894
(2)
119909119898119894
= 0 or 1 forall119898 119894 119898 = 1 2 119872 (3)
1198781198951
= 0 119895 = 1 2 119869 (4)
119864119895119894= 119878119895119894+ 119879119895119898 (5)
119878119895119894+1
= max 0 119864119895119894minus 119862 (6)
idt119895119894= max 0 119862 minus 119864
119895119894 (7)
ovt119895119894= max 0 119864
119895119894minus 119862 (8)
119909119898119894
is 1 if the 119894th vehicle of the assembly sequence belongsto type119898 otherwise 119909
119898119894is 0 119878119895119894indicates the start time when
119894th vehicle is at the 119895th station 119864119895119894represents the end time
when 119894th vehicle is at 119895th station 119862 is the cycle time of themixed-model assembly line idtji and oVtji represent the idletime and the overload time of 119894th vehicle on the 119895th stationrespectively
3 A Two-Phase Algorithm for the PBSSequencing
Since the sequence of the painted body first goes into thestorage and then goes out of the storage the algorithmis divided into two phases as well the inbound algorithmand the outbound algorithm By using the DSWOA andthe heuristic algorithm there are four combinations of thealgorithm
(1) the inbound heuristic algorithm and the outboundheuristic algorithm
(2) the inbound heuristic algorithm and the outboundDSWOA
(3) the inbound DSWOA and the outbound heuristicalgorithm
(4) the inbound DSWOA and the outbound DSWOA
Combination 1 is widely applied in practice also beingused in the case company In combination 2 the problemis simplified as a job-shop scheduling problem and theresults depend on the selection of the heuristic algorithmthe DSWOA has a limited solution space In combination 4the two-phase DSWOA costs much more time and is seldomapplied in practice
Due to the above reasons combination 3 is selected tosolve the model This method can give more optimizationspace to the DSWOA and closely combine the objectivefunction to the outbound rules For any inbound vehicle
sequence 119908 we can get the outbound vehicle sequence 1199081015840
Thus the PBS sequencing problem is converted into a two-phase optimization process optimizing the inbound routingstrategy by DSWOA and scheduling the outbound sequenceby heuristic algorithm
31 DSWOA for Inbound Process Optimization In theDSWOA each solution under consideration is called anenvelope node The basic ideas of small-world optimizationare described as follows first deliver several envelopes fromdifferent places in the original solution space and regard eachenvelope node as a candidate solution then inquire eachenvelope nodersquos short-range and long-range contacts nodes inthe solution space deliver the envelope to the contacts nodewhich has a better objective value and at last each envelopewill be closer to the objective node through the delivery inthe solution space of small-world network In summary theoptimization of DSWOA is an iterative process that envelopenodes deliver their envelopes to their contacts nodes Thecomputation steps of the DSWOA are as follows
(1) Set the parameters the number of the envelope nodesthe number of short-range and long-range contactsnodes the iteration times and so forth
(2) Initialize the population Randomly generate a certainnumber of solutions (or envelope nodes)
(3) Inquire the neighbor nodes A certain numberof short-range and long-range contacts nodes areinquired for each envelope node in the solution space
(4) Evaluate the inquired contacts nodes of each envelopenode Calculate the objective value for each contactsnode and sort them
(5) Update envelope nodes Select the best contacts nodeto replace the current envelope node Calculate all theselected contacts nodes and select the node with thebest objective value
(6) If the termination criterion is reached return the bestsolution found so far otherwise go to step 3
311 Encoding and Initialization The optimization for PBSsequencing problem is solved by a two-phase optimizationprocessThe vehicle sequence in upstreampaint shop is codedas 119908 = 1 2 119899 by integers where 119899 is the total numberof vehicles to sequence In the SWO algorithm supposing 119898
is the number of envelopes and 119899 is the coding length foreach node the inbound routing solution is represented bya permutation of jobs as 119883
119894= 1199091198941 1199091198942 119909
119894119895 119909
119894119899 119894 =
1 2 119898 119895 = 1 2 119899 for all 119909119894119895
= 1 2 119873 where119898 indicates the number of envelope nodes 119873 representsthe number of PBS channel and 119909
119894119895is the selected inbound
channel of production 119895 in the envelope node 119894The initial cluster 119883
119894is composed of the original mail
holders and each node represents a candidate solution Theinitial cluster is randomly generated as follows
119909119894119895= MathCeil (Random () times 119873) (9)
Mathematical Problems in Engineering 5
As the routing solution 119883119894cannot directly indicate the
real situation in the PBS we introduce a variable 119875119861119878 119883119886119887to
indicate the vehicle information of position 119887 in the channel119886 for PBS If 119875119861119878 119883
119886119887= 0 there is no vehicle in this position
119883119894can be transformed into119875119861119878 119883
119886119887by a short procedure the
following example illustrates the transformationAssuming that the number of total vehicles is 15 the
number of PBS channel is 4 Randomly generate an inboundrouting strategy119883 = 2 2 2 1 1 3 3 3 3 3 4 4 1 1 1 thenthe vehicles in the PBS can be described as in Figure 2 and thesequence in PBS can be indicated as
119875119861119878 119883 =
4 5 13 14 15 0 sdot sdot sdot
1 2 3 0 0 0 sdot sdot sdot
6 7 8 9 10 0 sdot sdot sdot
11 12 0 0 0 0 sdot sdot sdot
(10)
In this example the optimization for the inbound routingstrategy is transformed into the optimization for the vehiclesequence in PBS channel and the optimization for 119875119861119878 119883 ismore intuitive At the same time the problem of optimizingthe 119875119861119878 119883 is very similar to the vehicle routing problem(VRP) the main difference is that the sequence in eachPBS channel should be in an ascending order From thestructure of the PBS switching all the vehicles between anytwo channels will not change the outbound sequence
312 The Short-Range and Long-Range Operators The dis-tinctive feature of small-world network is the presence oflarge amounts of short neighbor relations The small-worldnetwork models proposed by Watts and Strogatz [12] andKleinberg [27] defined the short-range and long-range con-tacts for each individual In the DSWOA these two contactsare redefined to search for the optimization objectives
In the small-world network models proposed by Wattsand Strogatz [12] and Kleinberg [27] there is small differ-ence between the short-range nodes however the differ-ence between the long-range nodes becomes larger For thesequence coding in each channel of PBS shown in Figure 2the operation that will not change the number of vehicles ineach channel is defined as a short-range operator as shown inFigure 3 If the number of vehicles in all channels has changesthe operation is called long-range operator such as the twomethods described in Figure 4 It should be noted that thevehicle sequence in PBS may be an illegal solution after theshort-range and long-range operator To ensure the sequenceis shorter than the length of PBS channel the check methodis needed to change the length of vehicle sequence in everychannel and rearrange the vehicle sequence in ascendingorder
Operator1198721selects several elements in any two channels
to swap Operator 1198722exchanges all the elements after some
position in any two channels Operator1198723inserts an element
of a sequence before some position of another sequenceOperator119872
4inserts a string of elements of a sequence before
some position of another sequence The vehicle sequenceafter all the operations should be rearranged in ascendingorder
15141354
321
109876
1211
Inbound process
Outbound process
W998400 W
Figure 2 An example of the inbound routing strategy
1514874321
13109651211
15141354321
1098761211
15141354821 109763
1211
15141354321
1098761211
M1 (crossover operator)
M2 (swapping operator)
Figure 3 Two kinds of short-range operators
313 Updating the Envelope Node In the iterative processof DSWO the envelope nodes need to be updated in eachgeneration When delivering the envelope we select a fixednumber of short-range contacts nodes generated by theshort-range operators 119872
1and 119872
2 as well as some long-
range contacts nodes by long-range operators 1198723and 119872
4
in Section 312 Finally we compare the selected nodes withthe envelope node by calculating the objective values of thesenodesThe envelope node with better objective value replacesthe current node
32 Heuristic Method for Outbound Process OptimizationSeveral common outbound rules for PBS sequencing prob-lem are introduced in Section 21 The rule-based heuristicmethod is featured by the simplicity and rapidity and itconforms to the production sequencing operatorsrsquo experienceguidance method it gains a wide application in practice Theheuristic method in the J vehicle company mainly considersthe component properties of the vehicle sequence in eachchannel avoiding the vehicles with the same parts demandfor going out of the storage continuously
The objective function in Section 22 shows that the totalnumber of each option demand 119899
119894is calculated by the BOM
ofWIP when vehicle 119896 is outbound the consumption rate ofoptions can be defined as
119891119896=
119896
sum
119901=1
119868
sum
119894=1
119882119894((119909119894119901119901) minus (119899
119894119872))2
sum119868
119894=1119882119894
(11)
where 119909119894119896
is the number of demanded parts For a PBS with119873 channels the channel with the smallest consumption ratewill be chosen to outbound the vehicle
6 Mathematical Problems in Engineering
15141354321
1210976
118
15141354321
1098761211
15141354
1211
1109876
32
15141354321
1098761211
M3 (single insertion)
M4 (block insertion)
Figure 4 Two kinds of long-range operators
33 The Procedure of the Two-Phase Algorithm TheDSWOAhas a superior searching and updating strategy when solvingthe PBS sequencing problem After searching for the short-range and long-range neighbors an ideal target node willbe found through continuous delivery and iteration TheDSWOA is only used to optimize the inbound sequence Theoutbound operation is optimized by the greedy algorithmproviding a clear target for the inbound optimization Thecombination of the two algorithms realizes the optimizationof the PBS sequencing problem The flow chart of thealgorithm is shown in Figure 5
4 Computational Experiments and Results
The J Company produces multipurpose vehicles trucks andso forthThis papermainly studies the sequencing problem ofthe painted body storage in a multipurpose vehicles produc-tion line The WIP undergoes spray-painting in the paintedshop and the TAKT time is the longest in all workstations sothe storage is particularly necessary In order to minimize theconsumption rate of storage option and the sum of overtimeand idle time of theworkstations we use theDSWOAmethodand heuristic rules to schedule the inbound and outboundsequence
A number of numerical experiments are conducted usingthe actual production data in the J Company to compare theDSWOA with the genetic algorithms for the PBS sequencingproblem The algorithm is realized in Java and the experi-ments are performed on a PC with Intel Core 253GHZ
41 Preparing the Actual Production Data To simplify thecalculation this paper focuses on the critical options and thekey workstations In the master production plan one batchincludes 40 vehicles and there are 12 different kinds of vehiclesin one batch as is shown in Table 1 Each vehicle is made upof 6 critical parts engine front axle rear axle gearbox wheeland braking system Different types of vehicles can have thesame type of critical part for example vehicle model 119886 andvehicle model 119891 have the same type of engine Moreovereach type of vehicle has similar processes and we focus on10 critical processes The times of each process for different
Initialize algorithm parameters such as thenumber of iterations and envelope nodes
Randomly create m initial envelopenodes and indicate inbound sequence
Extracting a certain number of n short neighbornodes and some long neighbor nodes
Meet terminationcondition
Output optimal result andscheduling solution
Yes
No
Update all envelope nodes
Calculate the outbound sequenceby heuristic method
Calculate the objective value
Figure 5 The flow chart of the two-phase algorithm for PBSsequencing problem
models of vehicle are shown in Table 2 For example the firstprocess of vehicle model 119886 needs 105 seconds
According to the difference of throughput andproductionTAKT time between the painted shop and assembly shop wedesigned a PBS with 5 channels and each channel can hold 16vehicles The PBS is denoted by Ξ = (80 5)
42 Resolution and Results Analysis of the Case ProblemAccording to the major plan each production batch contains12 kinds and 40 vehicles The original sequence in one batchis
aaaabbbcccccddeeefgggggghhhiiiijjkkkkkkl
We code the sequence by integer as is shown in Table 3In the DSWOArsquos optimization process of the multiobjec-
tive PBS sequencing problem for the target of each envelopenodes Goal
119894= (1198911119894 1198912119894) only when 119891
1119894+1lt 1198911119894 1198912119894+1
lt 1198912119894
the envelope nodes updates Goal119894+1
= (1198911119894+1
1198912119894+1
)The parameters in SWO are set as follows the number of
envelope nodes is 50 each envelope node selects 20 short-range nodes and 5 long-range nodes the iteration is 100
421 The Consumption Rate of Options Based on the data inTables 1 and 2 the ideal consumption rate of each option iscalculated and the results are shown in Table 4
Based on the heuristic rules for inbound and outboundin PBS sequencing process mentioned in Section 21 theoutbound sequence is calculated as
Mathematical Problems in Engineering 7
Table 1 The major plan of actual production data and critical parts of each product model
Vehicle model Amount Engine Front axle Rear axle Gearbox Wheel Braking systema 4 S1-3 S2-1 S3-1 S4-1 S5-1 S6-1b 3 S1-2 S2-2 S3-2 S4-2 S5-2 S6-2c 5 S1-2 S2-1 S3-1 S4-3 S5-2 S6-2d 2 S1-1 S2-2 S3-1 S4-2 S5-2 S6-1e 3 S1-4 S2-1 S3-2 S4-1 S5-2 S6-3f 1 S1-3 S2-1 S3-1 S4-3 S5-1 S6-3g 6 S1-4 S2-2 S3-1 S4-1 S5-2 S6-1h 3 S1-1 S2-1 S3-2 S4-1 S5-1 S6-2i 4 S1-1 S2-1 S3-1 S4-2 S5-2 S6-2j 2 S1-2 S2-2 S3-1 S4-3 S5-1 S6-1k 6 S1-2 S2-1 S3-2 S4-2 S5-2 S6-3l 1 S1-4 S2-2 S3-2 S4-3 S5-1 S6-2
Table 2Theprocessing time in each critical workstation for 12 kindsof vehicles
Vehiclemodel 11987901 11987902 11987903 11987904 11987905 11987906 11987907 11987908 11987909 11987910
a 105 113 90 105 108 109 101 94 109 104b 115 107 100 107 110 113 104 97 108 114c 112 106 103 94 115 95 106 109 113 97d 107 115 113 105 107 112 103 100 106 107e 90 112 105 116 113 96 109 103 102 93f 120 112 105 106 114 117 106 90 112 121g 97 108 112 99 107 113 95 102 107 97h 108 99 105 113 104 93 107 110 113 99i 104 106 93 114 109 110 115 93 112 92j 101 104 115 117 94 103 112 97 99 105k 112 104 105 99 115 103 102 93 107 113l 105 121 116 98 104 101 113 94 107 99
1 5 2 6 3 7 4 8 9 10 11 15 32 16 33 17 19 12 34 13 20 35 1421 36 18 28 22 37 25 29 23 38 26 30 40 24 39 27 31
which corresponds to the practical outbound sequence
abababaccccejejegckdgkdgkfigkhigkhilgkhi
We can get the consumption rate goal 1198911= 78923
When only taking into account the goal of minimizingthe consumption rate of options we can get an optimal solu-tion calculating by the two-phase algorithm The outboundsequence is
4 19 15 5 16 6 14 21 18 1 7 2 27 31 34 38 8 3 20 9 10 23 2936 37 40 13 22 11 25 12 17 26 28 30 32 24 33 35 39
and the corresponding practical outbound sequence is
agebebdgfabahikkcagccgikkldgchcehiijgjkk
The consumption rate goal is 1198911= 02714 and the vehicle
sequence in the PBS channel is shown in Table 5Considering the objective of the consumption rate of
options the result calculated by the two-phase algorithm is
30
25
20
15
10
5
0
35 400 5 10 15 20 25 30
The position in car sequence
The n
umbe
r of c
onsu
mpt
ion
optio
ns
S2-1
S1-1
S4-2
The ideal consumption rateThe practical consumption rate by rulesThe practical consumption rate by DSWO algorithm
Maximum deviation bygeneral rules
Maximum deviationby DSWO
Figure 6The comparison chart between the practical consumptionrate and ideal consumption rate for three options
the 34 of that by the heuristic rules so the two-phasealgorithm performs better
In order to fully demonstrate the effectiveness of thetwo-phase algorithm we select three kinds of parts (S1-1 S2-1 and S4-3) which urgently demand to analyze thedifference between the practical consumption rate and theideal consumption rate In the consumption chart shownin Figure 6 the practical consumption rate is very close tothe ideal consumption rate by using two-phase algorithmand the maximum deviation is 225 however the practicalconsumption rate has a great difference with that by usingheuristic rules and the maximum deviation is 4875 It canbe found that the two-phase algorithm can effectively solvethe problem of minimizing the consumption rate of optionsand constrain the fluctuation of the consumption rate of theoptions Therefore the optimization solution could be usedto guide production in practice
422 The Pareto Solutions Set of the Multiobjective PBSSequencing Problem DSWOA is proven for its favorablesearching capability in the previous section In this section
8 Mathematical Problems in Engineering
Table 3 The coding vehicle sequence
Vehicle model a a a a b b b c c c c c d d e e e f g gInteger coding 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Vehicle model g g g g h h h i i i i j j k k k k k k lInteger coding 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Table 4 The ideal consumption rate of each option
Option number Total demand The ideal consumption rateS1-1 9 0225S1-2 16 0400S1-3 5 0125S1-4 10 0250S2-1 26 0650S2-2 14 0350S3-1 24 0600S3-2 16 0400S4-1 16 0400S4-2 15 0375S4-3 9 0225S5-1 11 0275S5-2 29 0725S6-1 14 0350S6-2 16 0400S6-3 10 0250
Table 5 The vehicle sequence in the PBS channel
Channel 1 4 15 16 27 31 34 38Channel 2 19 21 23 29 36 37 40Channel 3 1 2 3 9 10 13 25Channel 4 14 18 20 22 26 28 30 32Channel 5 5 6 7 8 11 12 17 24 33 35 39
theDSWOA is comparedwith genetic algorithmThe param-eters of GA are set as follows the size of population is 50the genetic crossover probability is 04 the gene mutationprobability is 01 the iteration number is 100
By calculating the two objectives of the PBS sequencingproblem we obtain a set of Pareto solutions by DSWOA andGA as shown in Figure 7 It can be found that the Paretosolutions by the DSWOA is proved better than the GA Itproves that the DSWOA has a comparable performance withthe GA and in some ways even better than GA
423 The Influence of PBS Parameters The channel numberand the storage capacity greatly affect the optimization resultWhen the channel number is 1 the storage cannot schedulethe upstream inbound sequence When the channel numberis infinite the PBS sequencing problem can be regarded as acommon vehicle sequencing problem
In order to investigate the impact of the channel numberand the capacity of storage for the solution we only considerthe objective of minimizing the consumption rate of options
026 028 03 032 034 036 038 04
2700
2650
2600
2550
2500
2450
The consumption rate of options
The t
otal
ove
rtim
e and
idle
tim
eof
wor
ksta
tions
The Pareto solutions by DSWOThe Pareto solutions by GA
Figure 7 The comparison chart of Pareto solution between theDWSO algorithm and GA
This paper designs a set of the following contrast experimentsas in Table 6
In Table 6 it is obvious that when the number of storagechannel gradually increases the optimization results of theconsumption rate of options decrease When the number ofstorage channel reaches a certain value the objective achievesthe optimal value and increasing the channel number ismeaninglessWe also find that when only changing the lengthof the storage channel the change of the target value isinsignificant Therefore the channel number is an importantparameter in the designing process of storage capacity thechannel length only needs to meet the requirement of storagecapacity
5 Conclusion
To improve the efficiency of PBS we develop a mathematicalmodel aiming at minimizing the consumption rate of optionsand the sum of overtime and idle time of workstations As thePBS sequencing contains upstream sequence inbound anddownstream sequence outbound The two-phase algorithmincludes theDSWOAandHA is proposedThemathematicalmodel and the two-phase algorithm are applied in a PBS ofa vehicle manufacturing enterprise The results indicate thatthe two-phase algorithm is suitable for the PBS sequencingproblem and the DSWOA has a better searching ability thanGA in this problem At last we analyze the sensitivity of theparameters of PBS and conclude that the channel numberis an important factor in the designing process of storagecapacity
This research provides a new method to solve the PBSsequencing problem However the practical PBS sequencingproblem is a dynamical problem Further research is needed
Mathematical Problems in Engineering 9
Table 6 The consumption rate of options under different paremeters of PBS
Test number Channel number Channel length Average consumption rate of 10 experiment The best solution1
315 03394 03435
2 20 03349 034523 30 03359 034444
410 02746 02997
5 15 02749 028596 20 02736 029297
58 02705 02754
8 15 02713 027859 20 02711 0275110
67 02701 02718
11 10 02698 0272712 15 02700 0272913 7 6 02693 0270914 10 02695 0271215 8 5 02691 0270516 10 02690 0270917 9 10 02690 0270718 10 10 02690 0270419 15 10 02690 0270020 20 10 02690 0270021 30 10 02690 0270122 40 10 02690 02703
to find out better inbound and outbound methods in solvingthis problem At the same time when optimizing the PBSsequencing problem for Pareto solutions this paper onlyconsiders the single object inoutbound operation In thefuture research the multiple objectives condition is worthbeing probed Each objective could be transformed into asatisfactory function based on the actual requirements fromindustry
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors gratefully acknowledge the financial supportsfrom the National Natural Science Foundation of China (nos51275191 and 51105157) and the Fundamental Research Fundsfor the Central Universities of HUST with the Grant no2014TS033
References
[1] H Farber and C A M Moreno Overview on Sequencing inMixedModel Flowshop Production Line with Static andDynamicContext Universitat Politecnica De Catalunya 2005
[2] T Epping and W Hochstattler Sorting with Line StorageSystems Springer New York NY USA 2003
[3] A Jayaraman R Narayanaswamy andA K Gunal ldquoA sortationsystem modelrdquo in Proceedings of the 29th Conference on WinterSimulation (WSC rsquo97) pp 866ndash871 IEEE Computer Society1997
[4] A Kavusturucu and S M Gupta ldquoMethodology for analyzingfinite buffer tandem manufacturing systems with N-policyrdquoComputers and Industrial Engineering vol 34 no 4 pp 837ndash848 1998
[5] H K Aksoy and S M Gupta ldquoCapacity and buffer trade-offs ina remanufacturing systemrdquo International Society for Optics andPhotonics pp 167ndash174 2002
[6] A A Bulgak ldquoAnalysis and design of split and merge unpacedassembly systems by metamodelling and stochastic searchrdquoInternational Journal of Production Research vol 44 no 18-19pp 4067ndash4080 2006
[7] E Muhl P Charpentier and F Chaxel ldquoOptimization ofphysical flows in an automotive manufacturing plant someexperiments and issuesrdquo Engineering Applications of ArtificialIntelligence vol 16 no 4 pp 293ndash305 2003
[8] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[9] DHMoon C Song and JHHa ldquoAdynamic algorithm for thecontrol of automotive painted body storagerdquo Simulation vol 81no 11 pp 773ndash787 2005
[10] T Braun ldquoHungarian priority in network theoryrdquo Science vol304 no 5678 pp 1745ndash1746 2004
[11] S Milgram ldquoThe small world problemrdquo Psychology Today vol2 no 1 pp 60ndash67 1967
10 Mathematical Problems in Engineering
[12] D J Watts and S H Strogatz ldquoCollective dynamics of lsquosmall-worldrsquo networksrdquoNature vol 393 no 6684 pp 440ndash442 1998
[13] S H Strogatz ldquoExploring complex networksrdquo Nature vol 410no 6825 pp 268ndash276 2001
[14] T Walsh ldquoSearch in a small worldrdquo in Proceedings of the16th International Joint Conference on Artificial Intelligence(IJCAI rsquo99) vol 2 pp 1172ndash1177 Morgan Kaufmann PublishersStockholm Sweden August 1999
[15] J-Z Chen W Liu and J-Y Zhu ldquoTwo-dimensional small-world networks navigation with local informationrdquo PhysicalReview E Statistical Nonlinear and Soft Matter Physics vol 73no 5 Article ID 056111 2006
[16] Z Cui Y Chu and X Cai ldquoNearest neighbor interaction PSObased on small-world modelrdquo in Intelligent Data Engineeringand Automated LearningmdashIDEAL 2009 Proceedings of the 10thInternational Conference Burgos Spain September 23ndash26 2009vol 5788 of Lecture Notes in Computer Science pp 633ndash640Springer Berlin Germany 2009
[17] X H Li J H Zhang S N Wang M L Li and K Li ldquoA smallworld algorithm for high-dimensional function optimizationrdquoin Proceedings of the IEEE International Symposium on Compu-tational Intelligence in Robotics and Automation (CIRA rsquo09) pp55ndash59 December 2009
[18] J-H Li X-Y Shao Y-M Long H-P Zhu and B R Sch-lessman ldquoGlobal optimization by small-world optimizationalgorithm based on social relationship networkrdquo Journal ofCentral South University vol 19 no 8 pp 2247ndash2265 2012
[19] D Wortmann and S Spieckermann ldquoManufacturing line sim-ulation of automotive industry to enhance productivity andprofitabilityrdquo Automotive Simulation vol 95 pp 91ndash106 1995
[20] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[21] J Miltenburg ldquoLevel schedules for mixed-model assembly linesin just-in-time production systemsrdquoManage Science vol 35 no2 pp 192ndash207 1989
[22] P R McMullen ldquoAn ant colony optimization approach toaddressing a JIT sequencing problem with multiple objectivesrdquoArtificial Intelligence in Engineering vol 15 no 3 pp 309ndash3172001
[23] A Joly and Y Frein ldquoHeuristics for an industrial car sequencingproblem considering paint and assembly shop objectivesrdquoComputers and Industrial Engineering vol 55 no 2 pp 295ndash310 2008
[24] Y Monden ldquoToyota production systemrdquo Journal of the Opera-tional Research Society vol 46 no 5 pp 669ndash670 1995
[25] A Rahimi-Vahed and A H Mirzaei ldquoA hybrid multi-objectiveshuffled frog-leaping algorithm for a mixed-model assemblyline sequencing problemrdquo Computers amp Industrial Engineeringvol 53 no 4 pp 642ndash666 2007
[26] Q Liu W-X Wang K-R Zhu C-Y Zhang and Y-Q RaoldquoAdvanced scatter search approach and its application in asequencing problem of mixed-model assembly lines in a casecompanyrdquo Engineering Optimization vol 46 no 11 pp 1485ndash1500 2014
[27] J M Kleinberg ldquoNavigation in a small worldrdquo Nature vol 406no 6798 p 845 2000
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 5
As the routing solution 119883119894cannot directly indicate the
real situation in the PBS we introduce a variable 119875119861119878 119883119886119887to
indicate the vehicle information of position 119887 in the channel119886 for PBS If 119875119861119878 119883
119886119887= 0 there is no vehicle in this position
119883119894can be transformed into119875119861119878 119883
119886119887by a short procedure the
following example illustrates the transformationAssuming that the number of total vehicles is 15 the
number of PBS channel is 4 Randomly generate an inboundrouting strategy119883 = 2 2 2 1 1 3 3 3 3 3 4 4 1 1 1 thenthe vehicles in the PBS can be described as in Figure 2 and thesequence in PBS can be indicated as
119875119861119878 119883 =
4 5 13 14 15 0 sdot sdot sdot
1 2 3 0 0 0 sdot sdot sdot
6 7 8 9 10 0 sdot sdot sdot
11 12 0 0 0 0 sdot sdot sdot
(10)
In this example the optimization for the inbound routingstrategy is transformed into the optimization for the vehiclesequence in PBS channel and the optimization for 119875119861119878 119883 ismore intuitive At the same time the problem of optimizingthe 119875119861119878 119883 is very similar to the vehicle routing problem(VRP) the main difference is that the sequence in eachPBS channel should be in an ascending order From thestructure of the PBS switching all the vehicles between anytwo channels will not change the outbound sequence
312 The Short-Range and Long-Range Operators The dis-tinctive feature of small-world network is the presence oflarge amounts of short neighbor relations The small-worldnetwork models proposed by Watts and Strogatz [12] andKleinberg [27] defined the short-range and long-range con-tacts for each individual In the DSWOA these two contactsare redefined to search for the optimization objectives
In the small-world network models proposed by Wattsand Strogatz [12] and Kleinberg [27] there is small differ-ence between the short-range nodes however the differ-ence between the long-range nodes becomes larger For thesequence coding in each channel of PBS shown in Figure 2the operation that will not change the number of vehicles ineach channel is defined as a short-range operator as shown inFigure 3 If the number of vehicles in all channels has changesthe operation is called long-range operator such as the twomethods described in Figure 4 It should be noted that thevehicle sequence in PBS may be an illegal solution after theshort-range and long-range operator To ensure the sequenceis shorter than the length of PBS channel the check methodis needed to change the length of vehicle sequence in everychannel and rearrange the vehicle sequence in ascendingorder
Operator1198721selects several elements in any two channels
to swap Operator 1198722exchanges all the elements after some
position in any two channels Operator1198723inserts an element
of a sequence before some position of another sequenceOperator119872
4inserts a string of elements of a sequence before
some position of another sequence The vehicle sequenceafter all the operations should be rearranged in ascendingorder
15141354
321
109876
1211
Inbound process
Outbound process
W998400 W
Figure 2 An example of the inbound routing strategy
1514874321
13109651211
15141354321
1098761211
15141354821 109763
1211
15141354321
1098761211
M1 (crossover operator)
M2 (swapping operator)
Figure 3 Two kinds of short-range operators
313 Updating the Envelope Node In the iterative processof DSWO the envelope nodes need to be updated in eachgeneration When delivering the envelope we select a fixednumber of short-range contacts nodes generated by theshort-range operators 119872
1and 119872
2 as well as some long-
range contacts nodes by long-range operators 1198723and 119872
4
in Section 312 Finally we compare the selected nodes withthe envelope node by calculating the objective values of thesenodesThe envelope node with better objective value replacesthe current node
32 Heuristic Method for Outbound Process OptimizationSeveral common outbound rules for PBS sequencing prob-lem are introduced in Section 21 The rule-based heuristicmethod is featured by the simplicity and rapidity and itconforms to the production sequencing operatorsrsquo experienceguidance method it gains a wide application in practice Theheuristic method in the J vehicle company mainly considersthe component properties of the vehicle sequence in eachchannel avoiding the vehicles with the same parts demandfor going out of the storage continuously
The objective function in Section 22 shows that the totalnumber of each option demand 119899
119894is calculated by the BOM
ofWIP when vehicle 119896 is outbound the consumption rate ofoptions can be defined as
119891119896=
119896
sum
119901=1
119868
sum
119894=1
119882119894((119909119894119901119901) minus (119899
119894119872))2
sum119868
119894=1119882119894
(11)
where 119909119894119896
is the number of demanded parts For a PBS with119873 channels the channel with the smallest consumption ratewill be chosen to outbound the vehicle
6 Mathematical Problems in Engineering
15141354321
1210976
118
15141354321
1098761211
15141354
1211
1109876
32
15141354321
1098761211
M3 (single insertion)
M4 (block insertion)
Figure 4 Two kinds of long-range operators
33 The Procedure of the Two-Phase Algorithm TheDSWOAhas a superior searching and updating strategy when solvingthe PBS sequencing problem After searching for the short-range and long-range neighbors an ideal target node willbe found through continuous delivery and iteration TheDSWOA is only used to optimize the inbound sequence Theoutbound operation is optimized by the greedy algorithmproviding a clear target for the inbound optimization Thecombination of the two algorithms realizes the optimizationof the PBS sequencing problem The flow chart of thealgorithm is shown in Figure 5
4 Computational Experiments and Results
The J Company produces multipurpose vehicles trucks andso forthThis papermainly studies the sequencing problem ofthe painted body storage in a multipurpose vehicles produc-tion line The WIP undergoes spray-painting in the paintedshop and the TAKT time is the longest in all workstations sothe storage is particularly necessary In order to minimize theconsumption rate of storage option and the sum of overtimeand idle time of theworkstations we use theDSWOAmethodand heuristic rules to schedule the inbound and outboundsequence
A number of numerical experiments are conducted usingthe actual production data in the J Company to compare theDSWOA with the genetic algorithms for the PBS sequencingproblem The algorithm is realized in Java and the experi-ments are performed on a PC with Intel Core 253GHZ
41 Preparing the Actual Production Data To simplify thecalculation this paper focuses on the critical options and thekey workstations In the master production plan one batchincludes 40 vehicles and there are 12 different kinds of vehiclesin one batch as is shown in Table 1 Each vehicle is made upof 6 critical parts engine front axle rear axle gearbox wheeland braking system Different types of vehicles can have thesame type of critical part for example vehicle model 119886 andvehicle model 119891 have the same type of engine Moreovereach type of vehicle has similar processes and we focus on10 critical processes The times of each process for different
Initialize algorithm parameters such as thenumber of iterations and envelope nodes
Randomly create m initial envelopenodes and indicate inbound sequence
Extracting a certain number of n short neighbornodes and some long neighbor nodes
Meet terminationcondition
Output optimal result andscheduling solution
Yes
No
Update all envelope nodes
Calculate the outbound sequenceby heuristic method
Calculate the objective value
Figure 5 The flow chart of the two-phase algorithm for PBSsequencing problem
models of vehicle are shown in Table 2 For example the firstprocess of vehicle model 119886 needs 105 seconds
According to the difference of throughput andproductionTAKT time between the painted shop and assembly shop wedesigned a PBS with 5 channels and each channel can hold 16vehicles The PBS is denoted by Ξ = (80 5)
42 Resolution and Results Analysis of the Case ProblemAccording to the major plan each production batch contains12 kinds and 40 vehicles The original sequence in one batchis
aaaabbbcccccddeeefgggggghhhiiiijjkkkkkkl
We code the sequence by integer as is shown in Table 3In the DSWOArsquos optimization process of the multiobjec-
tive PBS sequencing problem for the target of each envelopenodes Goal
119894= (1198911119894 1198912119894) only when 119891
1119894+1lt 1198911119894 1198912119894+1
lt 1198912119894
the envelope nodes updates Goal119894+1
= (1198911119894+1
1198912119894+1
)The parameters in SWO are set as follows the number of
envelope nodes is 50 each envelope node selects 20 short-range nodes and 5 long-range nodes the iteration is 100
421 The Consumption Rate of Options Based on the data inTables 1 and 2 the ideal consumption rate of each option iscalculated and the results are shown in Table 4
Based on the heuristic rules for inbound and outboundin PBS sequencing process mentioned in Section 21 theoutbound sequence is calculated as
Mathematical Problems in Engineering 7
Table 1 The major plan of actual production data and critical parts of each product model
Vehicle model Amount Engine Front axle Rear axle Gearbox Wheel Braking systema 4 S1-3 S2-1 S3-1 S4-1 S5-1 S6-1b 3 S1-2 S2-2 S3-2 S4-2 S5-2 S6-2c 5 S1-2 S2-1 S3-1 S4-3 S5-2 S6-2d 2 S1-1 S2-2 S3-1 S4-2 S5-2 S6-1e 3 S1-4 S2-1 S3-2 S4-1 S5-2 S6-3f 1 S1-3 S2-1 S3-1 S4-3 S5-1 S6-3g 6 S1-4 S2-2 S3-1 S4-1 S5-2 S6-1h 3 S1-1 S2-1 S3-2 S4-1 S5-1 S6-2i 4 S1-1 S2-1 S3-1 S4-2 S5-2 S6-2j 2 S1-2 S2-2 S3-1 S4-3 S5-1 S6-1k 6 S1-2 S2-1 S3-2 S4-2 S5-2 S6-3l 1 S1-4 S2-2 S3-2 S4-3 S5-1 S6-2
Table 2Theprocessing time in each critical workstation for 12 kindsof vehicles
Vehiclemodel 11987901 11987902 11987903 11987904 11987905 11987906 11987907 11987908 11987909 11987910
a 105 113 90 105 108 109 101 94 109 104b 115 107 100 107 110 113 104 97 108 114c 112 106 103 94 115 95 106 109 113 97d 107 115 113 105 107 112 103 100 106 107e 90 112 105 116 113 96 109 103 102 93f 120 112 105 106 114 117 106 90 112 121g 97 108 112 99 107 113 95 102 107 97h 108 99 105 113 104 93 107 110 113 99i 104 106 93 114 109 110 115 93 112 92j 101 104 115 117 94 103 112 97 99 105k 112 104 105 99 115 103 102 93 107 113l 105 121 116 98 104 101 113 94 107 99
1 5 2 6 3 7 4 8 9 10 11 15 32 16 33 17 19 12 34 13 20 35 1421 36 18 28 22 37 25 29 23 38 26 30 40 24 39 27 31
which corresponds to the practical outbound sequence
abababaccccejejegckdgkdgkfigkhigkhilgkhi
We can get the consumption rate goal 1198911= 78923
When only taking into account the goal of minimizingthe consumption rate of options we can get an optimal solu-tion calculating by the two-phase algorithm The outboundsequence is
4 19 15 5 16 6 14 21 18 1 7 2 27 31 34 38 8 3 20 9 10 23 2936 37 40 13 22 11 25 12 17 26 28 30 32 24 33 35 39
and the corresponding practical outbound sequence is
agebebdgfabahikkcagccgikkldgchcehiijgjkk
The consumption rate goal is 1198911= 02714 and the vehicle
sequence in the PBS channel is shown in Table 5Considering the objective of the consumption rate of
options the result calculated by the two-phase algorithm is
30
25
20
15
10
5
0
35 400 5 10 15 20 25 30
The position in car sequence
The n
umbe
r of c
onsu
mpt
ion
optio
ns
S2-1
S1-1
S4-2
The ideal consumption rateThe practical consumption rate by rulesThe practical consumption rate by DSWO algorithm
Maximum deviation bygeneral rules
Maximum deviationby DSWO
Figure 6The comparison chart between the practical consumptionrate and ideal consumption rate for three options
the 34 of that by the heuristic rules so the two-phasealgorithm performs better
In order to fully demonstrate the effectiveness of thetwo-phase algorithm we select three kinds of parts (S1-1 S2-1 and S4-3) which urgently demand to analyze thedifference between the practical consumption rate and theideal consumption rate In the consumption chart shownin Figure 6 the practical consumption rate is very close tothe ideal consumption rate by using two-phase algorithmand the maximum deviation is 225 however the practicalconsumption rate has a great difference with that by usingheuristic rules and the maximum deviation is 4875 It canbe found that the two-phase algorithm can effectively solvethe problem of minimizing the consumption rate of optionsand constrain the fluctuation of the consumption rate of theoptions Therefore the optimization solution could be usedto guide production in practice
422 The Pareto Solutions Set of the Multiobjective PBSSequencing Problem DSWOA is proven for its favorablesearching capability in the previous section In this section
8 Mathematical Problems in Engineering
Table 3 The coding vehicle sequence
Vehicle model a a a a b b b c c c c c d d e e e f g gInteger coding 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Vehicle model g g g g h h h i i i i j j k k k k k k lInteger coding 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Table 4 The ideal consumption rate of each option
Option number Total demand The ideal consumption rateS1-1 9 0225S1-2 16 0400S1-3 5 0125S1-4 10 0250S2-1 26 0650S2-2 14 0350S3-1 24 0600S3-2 16 0400S4-1 16 0400S4-2 15 0375S4-3 9 0225S5-1 11 0275S5-2 29 0725S6-1 14 0350S6-2 16 0400S6-3 10 0250
Table 5 The vehicle sequence in the PBS channel
Channel 1 4 15 16 27 31 34 38Channel 2 19 21 23 29 36 37 40Channel 3 1 2 3 9 10 13 25Channel 4 14 18 20 22 26 28 30 32Channel 5 5 6 7 8 11 12 17 24 33 35 39
theDSWOA is comparedwith genetic algorithmThe param-eters of GA are set as follows the size of population is 50the genetic crossover probability is 04 the gene mutationprobability is 01 the iteration number is 100
By calculating the two objectives of the PBS sequencingproblem we obtain a set of Pareto solutions by DSWOA andGA as shown in Figure 7 It can be found that the Paretosolutions by the DSWOA is proved better than the GA Itproves that the DSWOA has a comparable performance withthe GA and in some ways even better than GA
423 The Influence of PBS Parameters The channel numberand the storage capacity greatly affect the optimization resultWhen the channel number is 1 the storage cannot schedulethe upstream inbound sequence When the channel numberis infinite the PBS sequencing problem can be regarded as acommon vehicle sequencing problem
In order to investigate the impact of the channel numberand the capacity of storage for the solution we only considerthe objective of minimizing the consumption rate of options
026 028 03 032 034 036 038 04
2700
2650
2600
2550
2500
2450
The consumption rate of options
The t
otal
ove
rtim
e and
idle
tim
eof
wor
ksta
tions
The Pareto solutions by DSWOThe Pareto solutions by GA
Figure 7 The comparison chart of Pareto solution between theDWSO algorithm and GA
This paper designs a set of the following contrast experimentsas in Table 6
In Table 6 it is obvious that when the number of storagechannel gradually increases the optimization results of theconsumption rate of options decrease When the number ofstorage channel reaches a certain value the objective achievesthe optimal value and increasing the channel number ismeaninglessWe also find that when only changing the lengthof the storage channel the change of the target value isinsignificant Therefore the channel number is an importantparameter in the designing process of storage capacity thechannel length only needs to meet the requirement of storagecapacity
5 Conclusion
To improve the efficiency of PBS we develop a mathematicalmodel aiming at minimizing the consumption rate of optionsand the sum of overtime and idle time of workstations As thePBS sequencing contains upstream sequence inbound anddownstream sequence outbound The two-phase algorithmincludes theDSWOAandHA is proposedThemathematicalmodel and the two-phase algorithm are applied in a PBS ofa vehicle manufacturing enterprise The results indicate thatthe two-phase algorithm is suitable for the PBS sequencingproblem and the DSWOA has a better searching ability thanGA in this problem At last we analyze the sensitivity of theparameters of PBS and conclude that the channel numberis an important factor in the designing process of storagecapacity
This research provides a new method to solve the PBSsequencing problem However the practical PBS sequencingproblem is a dynamical problem Further research is needed
Mathematical Problems in Engineering 9
Table 6 The consumption rate of options under different paremeters of PBS
Test number Channel number Channel length Average consumption rate of 10 experiment The best solution1
315 03394 03435
2 20 03349 034523 30 03359 034444
410 02746 02997
5 15 02749 028596 20 02736 029297
58 02705 02754
8 15 02713 027859 20 02711 0275110
67 02701 02718
11 10 02698 0272712 15 02700 0272913 7 6 02693 0270914 10 02695 0271215 8 5 02691 0270516 10 02690 0270917 9 10 02690 0270718 10 10 02690 0270419 15 10 02690 0270020 20 10 02690 0270021 30 10 02690 0270122 40 10 02690 02703
to find out better inbound and outbound methods in solvingthis problem At the same time when optimizing the PBSsequencing problem for Pareto solutions this paper onlyconsiders the single object inoutbound operation In thefuture research the multiple objectives condition is worthbeing probed Each objective could be transformed into asatisfactory function based on the actual requirements fromindustry
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors gratefully acknowledge the financial supportsfrom the National Natural Science Foundation of China (nos51275191 and 51105157) and the Fundamental Research Fundsfor the Central Universities of HUST with the Grant no2014TS033
References
[1] H Farber and C A M Moreno Overview on Sequencing inMixedModel Flowshop Production Line with Static andDynamicContext Universitat Politecnica De Catalunya 2005
[2] T Epping and W Hochstattler Sorting with Line StorageSystems Springer New York NY USA 2003
[3] A Jayaraman R Narayanaswamy andA K Gunal ldquoA sortationsystem modelrdquo in Proceedings of the 29th Conference on WinterSimulation (WSC rsquo97) pp 866ndash871 IEEE Computer Society1997
[4] A Kavusturucu and S M Gupta ldquoMethodology for analyzingfinite buffer tandem manufacturing systems with N-policyrdquoComputers and Industrial Engineering vol 34 no 4 pp 837ndash848 1998
[5] H K Aksoy and S M Gupta ldquoCapacity and buffer trade-offs ina remanufacturing systemrdquo International Society for Optics andPhotonics pp 167ndash174 2002
[6] A A Bulgak ldquoAnalysis and design of split and merge unpacedassembly systems by metamodelling and stochastic searchrdquoInternational Journal of Production Research vol 44 no 18-19pp 4067ndash4080 2006
[7] E Muhl P Charpentier and F Chaxel ldquoOptimization ofphysical flows in an automotive manufacturing plant someexperiments and issuesrdquo Engineering Applications of ArtificialIntelligence vol 16 no 4 pp 293ndash305 2003
[8] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[9] DHMoon C Song and JHHa ldquoAdynamic algorithm for thecontrol of automotive painted body storagerdquo Simulation vol 81no 11 pp 773ndash787 2005
[10] T Braun ldquoHungarian priority in network theoryrdquo Science vol304 no 5678 pp 1745ndash1746 2004
[11] S Milgram ldquoThe small world problemrdquo Psychology Today vol2 no 1 pp 60ndash67 1967
10 Mathematical Problems in Engineering
[12] D J Watts and S H Strogatz ldquoCollective dynamics of lsquosmall-worldrsquo networksrdquoNature vol 393 no 6684 pp 440ndash442 1998
[13] S H Strogatz ldquoExploring complex networksrdquo Nature vol 410no 6825 pp 268ndash276 2001
[14] T Walsh ldquoSearch in a small worldrdquo in Proceedings of the16th International Joint Conference on Artificial Intelligence(IJCAI rsquo99) vol 2 pp 1172ndash1177 Morgan Kaufmann PublishersStockholm Sweden August 1999
[15] J-Z Chen W Liu and J-Y Zhu ldquoTwo-dimensional small-world networks navigation with local informationrdquo PhysicalReview E Statistical Nonlinear and Soft Matter Physics vol 73no 5 Article ID 056111 2006
[16] Z Cui Y Chu and X Cai ldquoNearest neighbor interaction PSObased on small-world modelrdquo in Intelligent Data Engineeringand Automated LearningmdashIDEAL 2009 Proceedings of the 10thInternational Conference Burgos Spain September 23ndash26 2009vol 5788 of Lecture Notes in Computer Science pp 633ndash640Springer Berlin Germany 2009
[17] X H Li J H Zhang S N Wang M L Li and K Li ldquoA smallworld algorithm for high-dimensional function optimizationrdquoin Proceedings of the IEEE International Symposium on Compu-tational Intelligence in Robotics and Automation (CIRA rsquo09) pp55ndash59 December 2009
[18] J-H Li X-Y Shao Y-M Long H-P Zhu and B R Sch-lessman ldquoGlobal optimization by small-world optimizationalgorithm based on social relationship networkrdquo Journal ofCentral South University vol 19 no 8 pp 2247ndash2265 2012
[19] D Wortmann and S Spieckermann ldquoManufacturing line sim-ulation of automotive industry to enhance productivity andprofitabilityrdquo Automotive Simulation vol 95 pp 91ndash106 1995
[20] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[21] J Miltenburg ldquoLevel schedules for mixed-model assembly linesin just-in-time production systemsrdquoManage Science vol 35 no2 pp 192ndash207 1989
[22] P R McMullen ldquoAn ant colony optimization approach toaddressing a JIT sequencing problem with multiple objectivesrdquoArtificial Intelligence in Engineering vol 15 no 3 pp 309ndash3172001
[23] A Joly and Y Frein ldquoHeuristics for an industrial car sequencingproblem considering paint and assembly shop objectivesrdquoComputers and Industrial Engineering vol 55 no 2 pp 295ndash310 2008
[24] Y Monden ldquoToyota production systemrdquo Journal of the Opera-tional Research Society vol 46 no 5 pp 669ndash670 1995
[25] A Rahimi-Vahed and A H Mirzaei ldquoA hybrid multi-objectiveshuffled frog-leaping algorithm for a mixed-model assemblyline sequencing problemrdquo Computers amp Industrial Engineeringvol 53 no 4 pp 642ndash666 2007
[26] Q Liu W-X Wang K-R Zhu C-Y Zhang and Y-Q RaoldquoAdvanced scatter search approach and its application in asequencing problem of mixed-model assembly lines in a casecompanyrdquo Engineering Optimization vol 46 no 11 pp 1485ndash1500 2014
[27] J M Kleinberg ldquoNavigation in a small worldrdquo Nature vol 406no 6798 p 845 2000
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

6 Mathematical Problems in Engineering
15141354321
1210976
118
15141354321
1098761211
15141354
1211
1109876
32
15141354321
1098761211
M3 (single insertion)
M4 (block insertion)
Figure 4 Two kinds of long-range operators
33 The Procedure of the Two-Phase Algorithm TheDSWOAhas a superior searching and updating strategy when solvingthe PBS sequencing problem After searching for the short-range and long-range neighbors an ideal target node willbe found through continuous delivery and iteration TheDSWOA is only used to optimize the inbound sequence Theoutbound operation is optimized by the greedy algorithmproviding a clear target for the inbound optimization Thecombination of the two algorithms realizes the optimizationof the PBS sequencing problem The flow chart of thealgorithm is shown in Figure 5
4 Computational Experiments and Results
The J Company produces multipurpose vehicles trucks andso forthThis papermainly studies the sequencing problem ofthe painted body storage in a multipurpose vehicles produc-tion line The WIP undergoes spray-painting in the paintedshop and the TAKT time is the longest in all workstations sothe storage is particularly necessary In order to minimize theconsumption rate of storage option and the sum of overtimeand idle time of theworkstations we use theDSWOAmethodand heuristic rules to schedule the inbound and outboundsequence
A number of numerical experiments are conducted usingthe actual production data in the J Company to compare theDSWOA with the genetic algorithms for the PBS sequencingproblem The algorithm is realized in Java and the experi-ments are performed on a PC with Intel Core 253GHZ
41 Preparing the Actual Production Data To simplify thecalculation this paper focuses on the critical options and thekey workstations In the master production plan one batchincludes 40 vehicles and there are 12 different kinds of vehiclesin one batch as is shown in Table 1 Each vehicle is made upof 6 critical parts engine front axle rear axle gearbox wheeland braking system Different types of vehicles can have thesame type of critical part for example vehicle model 119886 andvehicle model 119891 have the same type of engine Moreovereach type of vehicle has similar processes and we focus on10 critical processes The times of each process for different
Initialize algorithm parameters such as thenumber of iterations and envelope nodes
Randomly create m initial envelopenodes and indicate inbound sequence
Extracting a certain number of n short neighbornodes and some long neighbor nodes
Meet terminationcondition
Output optimal result andscheduling solution
Yes
No
Update all envelope nodes
Calculate the outbound sequenceby heuristic method
Calculate the objective value
Figure 5 The flow chart of the two-phase algorithm for PBSsequencing problem
models of vehicle are shown in Table 2 For example the firstprocess of vehicle model 119886 needs 105 seconds
According to the difference of throughput andproductionTAKT time between the painted shop and assembly shop wedesigned a PBS with 5 channels and each channel can hold 16vehicles The PBS is denoted by Ξ = (80 5)
42 Resolution and Results Analysis of the Case ProblemAccording to the major plan each production batch contains12 kinds and 40 vehicles The original sequence in one batchis
aaaabbbcccccddeeefgggggghhhiiiijjkkkkkkl
We code the sequence by integer as is shown in Table 3In the DSWOArsquos optimization process of the multiobjec-
tive PBS sequencing problem for the target of each envelopenodes Goal
119894= (1198911119894 1198912119894) only when 119891
1119894+1lt 1198911119894 1198912119894+1
lt 1198912119894
the envelope nodes updates Goal119894+1
= (1198911119894+1
1198912119894+1
)The parameters in SWO are set as follows the number of
envelope nodes is 50 each envelope node selects 20 short-range nodes and 5 long-range nodes the iteration is 100
421 The Consumption Rate of Options Based on the data inTables 1 and 2 the ideal consumption rate of each option iscalculated and the results are shown in Table 4
Based on the heuristic rules for inbound and outboundin PBS sequencing process mentioned in Section 21 theoutbound sequence is calculated as
Mathematical Problems in Engineering 7
Table 1 The major plan of actual production data and critical parts of each product model
Vehicle model Amount Engine Front axle Rear axle Gearbox Wheel Braking systema 4 S1-3 S2-1 S3-1 S4-1 S5-1 S6-1b 3 S1-2 S2-2 S3-2 S4-2 S5-2 S6-2c 5 S1-2 S2-1 S3-1 S4-3 S5-2 S6-2d 2 S1-1 S2-2 S3-1 S4-2 S5-2 S6-1e 3 S1-4 S2-1 S3-2 S4-1 S5-2 S6-3f 1 S1-3 S2-1 S3-1 S4-3 S5-1 S6-3g 6 S1-4 S2-2 S3-1 S4-1 S5-2 S6-1h 3 S1-1 S2-1 S3-2 S4-1 S5-1 S6-2i 4 S1-1 S2-1 S3-1 S4-2 S5-2 S6-2j 2 S1-2 S2-2 S3-1 S4-3 S5-1 S6-1k 6 S1-2 S2-1 S3-2 S4-2 S5-2 S6-3l 1 S1-4 S2-2 S3-2 S4-3 S5-1 S6-2
Table 2Theprocessing time in each critical workstation for 12 kindsof vehicles
Vehiclemodel 11987901 11987902 11987903 11987904 11987905 11987906 11987907 11987908 11987909 11987910
a 105 113 90 105 108 109 101 94 109 104b 115 107 100 107 110 113 104 97 108 114c 112 106 103 94 115 95 106 109 113 97d 107 115 113 105 107 112 103 100 106 107e 90 112 105 116 113 96 109 103 102 93f 120 112 105 106 114 117 106 90 112 121g 97 108 112 99 107 113 95 102 107 97h 108 99 105 113 104 93 107 110 113 99i 104 106 93 114 109 110 115 93 112 92j 101 104 115 117 94 103 112 97 99 105k 112 104 105 99 115 103 102 93 107 113l 105 121 116 98 104 101 113 94 107 99
1 5 2 6 3 7 4 8 9 10 11 15 32 16 33 17 19 12 34 13 20 35 1421 36 18 28 22 37 25 29 23 38 26 30 40 24 39 27 31
which corresponds to the practical outbound sequence
abababaccccejejegckdgkdgkfigkhigkhilgkhi
We can get the consumption rate goal 1198911= 78923
When only taking into account the goal of minimizingthe consumption rate of options we can get an optimal solu-tion calculating by the two-phase algorithm The outboundsequence is
4 19 15 5 16 6 14 21 18 1 7 2 27 31 34 38 8 3 20 9 10 23 2936 37 40 13 22 11 25 12 17 26 28 30 32 24 33 35 39
and the corresponding practical outbound sequence is
agebebdgfabahikkcagccgikkldgchcehiijgjkk
The consumption rate goal is 1198911= 02714 and the vehicle
sequence in the PBS channel is shown in Table 5Considering the objective of the consumption rate of
options the result calculated by the two-phase algorithm is
30
25
20
15
10
5
0
35 400 5 10 15 20 25 30
The position in car sequence
The n
umbe
r of c
onsu
mpt
ion
optio
ns
S2-1
S1-1
S4-2
The ideal consumption rateThe practical consumption rate by rulesThe practical consumption rate by DSWO algorithm
Maximum deviation bygeneral rules
Maximum deviationby DSWO
Figure 6The comparison chart between the practical consumptionrate and ideal consumption rate for three options
the 34 of that by the heuristic rules so the two-phasealgorithm performs better
In order to fully demonstrate the effectiveness of thetwo-phase algorithm we select three kinds of parts (S1-1 S2-1 and S4-3) which urgently demand to analyze thedifference between the practical consumption rate and theideal consumption rate In the consumption chart shownin Figure 6 the practical consumption rate is very close tothe ideal consumption rate by using two-phase algorithmand the maximum deviation is 225 however the practicalconsumption rate has a great difference with that by usingheuristic rules and the maximum deviation is 4875 It canbe found that the two-phase algorithm can effectively solvethe problem of minimizing the consumption rate of optionsand constrain the fluctuation of the consumption rate of theoptions Therefore the optimization solution could be usedto guide production in practice
422 The Pareto Solutions Set of the Multiobjective PBSSequencing Problem DSWOA is proven for its favorablesearching capability in the previous section In this section
8 Mathematical Problems in Engineering
Table 3 The coding vehicle sequence
Vehicle model a a a a b b b c c c c c d d e e e f g gInteger coding 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Vehicle model g g g g h h h i i i i j j k k k k k k lInteger coding 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Table 4 The ideal consumption rate of each option
Option number Total demand The ideal consumption rateS1-1 9 0225S1-2 16 0400S1-3 5 0125S1-4 10 0250S2-1 26 0650S2-2 14 0350S3-1 24 0600S3-2 16 0400S4-1 16 0400S4-2 15 0375S4-3 9 0225S5-1 11 0275S5-2 29 0725S6-1 14 0350S6-2 16 0400S6-3 10 0250
Table 5 The vehicle sequence in the PBS channel
Channel 1 4 15 16 27 31 34 38Channel 2 19 21 23 29 36 37 40Channel 3 1 2 3 9 10 13 25Channel 4 14 18 20 22 26 28 30 32Channel 5 5 6 7 8 11 12 17 24 33 35 39
theDSWOA is comparedwith genetic algorithmThe param-eters of GA are set as follows the size of population is 50the genetic crossover probability is 04 the gene mutationprobability is 01 the iteration number is 100
By calculating the two objectives of the PBS sequencingproblem we obtain a set of Pareto solutions by DSWOA andGA as shown in Figure 7 It can be found that the Paretosolutions by the DSWOA is proved better than the GA Itproves that the DSWOA has a comparable performance withthe GA and in some ways even better than GA
423 The Influence of PBS Parameters The channel numberand the storage capacity greatly affect the optimization resultWhen the channel number is 1 the storage cannot schedulethe upstream inbound sequence When the channel numberis infinite the PBS sequencing problem can be regarded as acommon vehicle sequencing problem
In order to investigate the impact of the channel numberand the capacity of storage for the solution we only considerthe objective of minimizing the consumption rate of options
026 028 03 032 034 036 038 04
2700
2650
2600
2550
2500
2450
The consumption rate of options
The t
otal
ove
rtim
e and
idle
tim
eof
wor
ksta
tions
The Pareto solutions by DSWOThe Pareto solutions by GA
Figure 7 The comparison chart of Pareto solution between theDWSO algorithm and GA
This paper designs a set of the following contrast experimentsas in Table 6
In Table 6 it is obvious that when the number of storagechannel gradually increases the optimization results of theconsumption rate of options decrease When the number ofstorage channel reaches a certain value the objective achievesthe optimal value and increasing the channel number ismeaninglessWe also find that when only changing the lengthof the storage channel the change of the target value isinsignificant Therefore the channel number is an importantparameter in the designing process of storage capacity thechannel length only needs to meet the requirement of storagecapacity
5 Conclusion
To improve the efficiency of PBS we develop a mathematicalmodel aiming at minimizing the consumption rate of optionsand the sum of overtime and idle time of workstations As thePBS sequencing contains upstream sequence inbound anddownstream sequence outbound The two-phase algorithmincludes theDSWOAandHA is proposedThemathematicalmodel and the two-phase algorithm are applied in a PBS ofa vehicle manufacturing enterprise The results indicate thatthe two-phase algorithm is suitable for the PBS sequencingproblem and the DSWOA has a better searching ability thanGA in this problem At last we analyze the sensitivity of theparameters of PBS and conclude that the channel numberis an important factor in the designing process of storagecapacity
This research provides a new method to solve the PBSsequencing problem However the practical PBS sequencingproblem is a dynamical problem Further research is needed
Mathematical Problems in Engineering 9
Table 6 The consumption rate of options under different paremeters of PBS
Test number Channel number Channel length Average consumption rate of 10 experiment The best solution1
315 03394 03435
2 20 03349 034523 30 03359 034444
410 02746 02997
5 15 02749 028596 20 02736 029297
58 02705 02754
8 15 02713 027859 20 02711 0275110
67 02701 02718
11 10 02698 0272712 15 02700 0272913 7 6 02693 0270914 10 02695 0271215 8 5 02691 0270516 10 02690 0270917 9 10 02690 0270718 10 10 02690 0270419 15 10 02690 0270020 20 10 02690 0270021 30 10 02690 0270122 40 10 02690 02703
to find out better inbound and outbound methods in solvingthis problem At the same time when optimizing the PBSsequencing problem for Pareto solutions this paper onlyconsiders the single object inoutbound operation In thefuture research the multiple objectives condition is worthbeing probed Each objective could be transformed into asatisfactory function based on the actual requirements fromindustry
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors gratefully acknowledge the financial supportsfrom the National Natural Science Foundation of China (nos51275191 and 51105157) and the Fundamental Research Fundsfor the Central Universities of HUST with the Grant no2014TS033
References
[1] H Farber and C A M Moreno Overview on Sequencing inMixedModel Flowshop Production Line with Static andDynamicContext Universitat Politecnica De Catalunya 2005
[2] T Epping and W Hochstattler Sorting with Line StorageSystems Springer New York NY USA 2003
[3] A Jayaraman R Narayanaswamy andA K Gunal ldquoA sortationsystem modelrdquo in Proceedings of the 29th Conference on WinterSimulation (WSC rsquo97) pp 866ndash871 IEEE Computer Society1997
[4] A Kavusturucu and S M Gupta ldquoMethodology for analyzingfinite buffer tandem manufacturing systems with N-policyrdquoComputers and Industrial Engineering vol 34 no 4 pp 837ndash848 1998
[5] H K Aksoy and S M Gupta ldquoCapacity and buffer trade-offs ina remanufacturing systemrdquo International Society for Optics andPhotonics pp 167ndash174 2002
[6] A A Bulgak ldquoAnalysis and design of split and merge unpacedassembly systems by metamodelling and stochastic searchrdquoInternational Journal of Production Research vol 44 no 18-19pp 4067ndash4080 2006
[7] E Muhl P Charpentier and F Chaxel ldquoOptimization ofphysical flows in an automotive manufacturing plant someexperiments and issuesrdquo Engineering Applications of ArtificialIntelligence vol 16 no 4 pp 293ndash305 2003
[8] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[9] DHMoon C Song and JHHa ldquoAdynamic algorithm for thecontrol of automotive painted body storagerdquo Simulation vol 81no 11 pp 773ndash787 2005
[10] T Braun ldquoHungarian priority in network theoryrdquo Science vol304 no 5678 pp 1745ndash1746 2004
[11] S Milgram ldquoThe small world problemrdquo Psychology Today vol2 no 1 pp 60ndash67 1967
10 Mathematical Problems in Engineering
[12] D J Watts and S H Strogatz ldquoCollective dynamics of lsquosmall-worldrsquo networksrdquoNature vol 393 no 6684 pp 440ndash442 1998
[13] S H Strogatz ldquoExploring complex networksrdquo Nature vol 410no 6825 pp 268ndash276 2001
[14] T Walsh ldquoSearch in a small worldrdquo in Proceedings of the16th International Joint Conference on Artificial Intelligence(IJCAI rsquo99) vol 2 pp 1172ndash1177 Morgan Kaufmann PublishersStockholm Sweden August 1999
[15] J-Z Chen W Liu and J-Y Zhu ldquoTwo-dimensional small-world networks navigation with local informationrdquo PhysicalReview E Statistical Nonlinear and Soft Matter Physics vol 73no 5 Article ID 056111 2006
[16] Z Cui Y Chu and X Cai ldquoNearest neighbor interaction PSObased on small-world modelrdquo in Intelligent Data Engineeringand Automated LearningmdashIDEAL 2009 Proceedings of the 10thInternational Conference Burgos Spain September 23ndash26 2009vol 5788 of Lecture Notes in Computer Science pp 633ndash640Springer Berlin Germany 2009
[17] X H Li J H Zhang S N Wang M L Li and K Li ldquoA smallworld algorithm for high-dimensional function optimizationrdquoin Proceedings of the IEEE International Symposium on Compu-tational Intelligence in Robotics and Automation (CIRA rsquo09) pp55ndash59 December 2009
[18] J-H Li X-Y Shao Y-M Long H-P Zhu and B R Sch-lessman ldquoGlobal optimization by small-world optimizationalgorithm based on social relationship networkrdquo Journal ofCentral South University vol 19 no 8 pp 2247ndash2265 2012
[19] D Wortmann and S Spieckermann ldquoManufacturing line sim-ulation of automotive industry to enhance productivity andprofitabilityrdquo Automotive Simulation vol 95 pp 91ndash106 1995
[20] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[21] J Miltenburg ldquoLevel schedules for mixed-model assembly linesin just-in-time production systemsrdquoManage Science vol 35 no2 pp 192ndash207 1989
[22] P R McMullen ldquoAn ant colony optimization approach toaddressing a JIT sequencing problem with multiple objectivesrdquoArtificial Intelligence in Engineering vol 15 no 3 pp 309ndash3172001
[23] A Joly and Y Frein ldquoHeuristics for an industrial car sequencingproblem considering paint and assembly shop objectivesrdquoComputers and Industrial Engineering vol 55 no 2 pp 295ndash310 2008
[24] Y Monden ldquoToyota production systemrdquo Journal of the Opera-tional Research Society vol 46 no 5 pp 669ndash670 1995
[25] A Rahimi-Vahed and A H Mirzaei ldquoA hybrid multi-objectiveshuffled frog-leaping algorithm for a mixed-model assemblyline sequencing problemrdquo Computers amp Industrial Engineeringvol 53 no 4 pp 642ndash666 2007
[26] Q Liu W-X Wang K-R Zhu C-Y Zhang and Y-Q RaoldquoAdvanced scatter search approach and its application in asequencing problem of mixed-model assembly lines in a casecompanyrdquo Engineering Optimization vol 46 no 11 pp 1485ndash1500 2014
[27] J M Kleinberg ldquoNavigation in a small worldrdquo Nature vol 406no 6798 p 845 2000
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 7
Table 1 The major plan of actual production data and critical parts of each product model
Vehicle model Amount Engine Front axle Rear axle Gearbox Wheel Braking systema 4 S1-3 S2-1 S3-1 S4-1 S5-1 S6-1b 3 S1-2 S2-2 S3-2 S4-2 S5-2 S6-2c 5 S1-2 S2-1 S3-1 S4-3 S5-2 S6-2d 2 S1-1 S2-2 S3-1 S4-2 S5-2 S6-1e 3 S1-4 S2-1 S3-2 S4-1 S5-2 S6-3f 1 S1-3 S2-1 S3-1 S4-3 S5-1 S6-3g 6 S1-4 S2-2 S3-1 S4-1 S5-2 S6-1h 3 S1-1 S2-1 S3-2 S4-1 S5-1 S6-2i 4 S1-1 S2-1 S3-1 S4-2 S5-2 S6-2j 2 S1-2 S2-2 S3-1 S4-3 S5-1 S6-1k 6 S1-2 S2-1 S3-2 S4-2 S5-2 S6-3l 1 S1-4 S2-2 S3-2 S4-3 S5-1 S6-2
Table 2Theprocessing time in each critical workstation for 12 kindsof vehicles
Vehiclemodel 11987901 11987902 11987903 11987904 11987905 11987906 11987907 11987908 11987909 11987910
a 105 113 90 105 108 109 101 94 109 104b 115 107 100 107 110 113 104 97 108 114c 112 106 103 94 115 95 106 109 113 97d 107 115 113 105 107 112 103 100 106 107e 90 112 105 116 113 96 109 103 102 93f 120 112 105 106 114 117 106 90 112 121g 97 108 112 99 107 113 95 102 107 97h 108 99 105 113 104 93 107 110 113 99i 104 106 93 114 109 110 115 93 112 92j 101 104 115 117 94 103 112 97 99 105k 112 104 105 99 115 103 102 93 107 113l 105 121 116 98 104 101 113 94 107 99
1 5 2 6 3 7 4 8 9 10 11 15 32 16 33 17 19 12 34 13 20 35 1421 36 18 28 22 37 25 29 23 38 26 30 40 24 39 27 31
which corresponds to the practical outbound sequence
abababaccccejejegckdgkdgkfigkhigkhilgkhi
We can get the consumption rate goal 1198911= 78923
When only taking into account the goal of minimizingthe consumption rate of options we can get an optimal solu-tion calculating by the two-phase algorithm The outboundsequence is
4 19 15 5 16 6 14 21 18 1 7 2 27 31 34 38 8 3 20 9 10 23 2936 37 40 13 22 11 25 12 17 26 28 30 32 24 33 35 39
and the corresponding practical outbound sequence is
agebebdgfabahikkcagccgikkldgchcehiijgjkk
The consumption rate goal is 1198911= 02714 and the vehicle
sequence in the PBS channel is shown in Table 5Considering the objective of the consumption rate of
options the result calculated by the two-phase algorithm is
30
25
20
15
10
5
0
35 400 5 10 15 20 25 30
The position in car sequence
The n
umbe
r of c
onsu
mpt
ion
optio
ns
S2-1
S1-1
S4-2
The ideal consumption rateThe practical consumption rate by rulesThe practical consumption rate by DSWO algorithm
Maximum deviation bygeneral rules
Maximum deviationby DSWO
Figure 6The comparison chart between the practical consumptionrate and ideal consumption rate for three options
the 34 of that by the heuristic rules so the two-phasealgorithm performs better
In order to fully demonstrate the effectiveness of thetwo-phase algorithm we select three kinds of parts (S1-1 S2-1 and S4-3) which urgently demand to analyze thedifference between the practical consumption rate and theideal consumption rate In the consumption chart shownin Figure 6 the practical consumption rate is very close tothe ideal consumption rate by using two-phase algorithmand the maximum deviation is 225 however the practicalconsumption rate has a great difference with that by usingheuristic rules and the maximum deviation is 4875 It canbe found that the two-phase algorithm can effectively solvethe problem of minimizing the consumption rate of optionsand constrain the fluctuation of the consumption rate of theoptions Therefore the optimization solution could be usedto guide production in practice
422 The Pareto Solutions Set of the Multiobjective PBSSequencing Problem DSWOA is proven for its favorablesearching capability in the previous section In this section
8 Mathematical Problems in Engineering
Table 3 The coding vehicle sequence
Vehicle model a a a a b b b c c c c c d d e e e f g gInteger coding 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Vehicle model g g g g h h h i i i i j j k k k k k k lInteger coding 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Table 4 The ideal consumption rate of each option
Option number Total demand The ideal consumption rateS1-1 9 0225S1-2 16 0400S1-3 5 0125S1-4 10 0250S2-1 26 0650S2-2 14 0350S3-1 24 0600S3-2 16 0400S4-1 16 0400S4-2 15 0375S4-3 9 0225S5-1 11 0275S5-2 29 0725S6-1 14 0350S6-2 16 0400S6-3 10 0250
Table 5 The vehicle sequence in the PBS channel
Channel 1 4 15 16 27 31 34 38Channel 2 19 21 23 29 36 37 40Channel 3 1 2 3 9 10 13 25Channel 4 14 18 20 22 26 28 30 32Channel 5 5 6 7 8 11 12 17 24 33 35 39
theDSWOA is comparedwith genetic algorithmThe param-eters of GA are set as follows the size of population is 50the genetic crossover probability is 04 the gene mutationprobability is 01 the iteration number is 100
By calculating the two objectives of the PBS sequencingproblem we obtain a set of Pareto solutions by DSWOA andGA as shown in Figure 7 It can be found that the Paretosolutions by the DSWOA is proved better than the GA Itproves that the DSWOA has a comparable performance withthe GA and in some ways even better than GA
423 The Influence of PBS Parameters The channel numberand the storage capacity greatly affect the optimization resultWhen the channel number is 1 the storage cannot schedulethe upstream inbound sequence When the channel numberis infinite the PBS sequencing problem can be regarded as acommon vehicle sequencing problem
In order to investigate the impact of the channel numberand the capacity of storage for the solution we only considerthe objective of minimizing the consumption rate of options
026 028 03 032 034 036 038 04
2700
2650
2600
2550
2500
2450
The consumption rate of options
The t
otal
ove
rtim
e and
idle
tim
eof
wor
ksta
tions
The Pareto solutions by DSWOThe Pareto solutions by GA
Figure 7 The comparison chart of Pareto solution between theDWSO algorithm and GA
This paper designs a set of the following contrast experimentsas in Table 6
In Table 6 it is obvious that when the number of storagechannel gradually increases the optimization results of theconsumption rate of options decrease When the number ofstorage channel reaches a certain value the objective achievesthe optimal value and increasing the channel number ismeaninglessWe also find that when only changing the lengthof the storage channel the change of the target value isinsignificant Therefore the channel number is an importantparameter in the designing process of storage capacity thechannel length only needs to meet the requirement of storagecapacity
5 Conclusion
To improve the efficiency of PBS we develop a mathematicalmodel aiming at minimizing the consumption rate of optionsand the sum of overtime and idle time of workstations As thePBS sequencing contains upstream sequence inbound anddownstream sequence outbound The two-phase algorithmincludes theDSWOAandHA is proposedThemathematicalmodel and the two-phase algorithm are applied in a PBS ofa vehicle manufacturing enterprise The results indicate thatthe two-phase algorithm is suitable for the PBS sequencingproblem and the DSWOA has a better searching ability thanGA in this problem At last we analyze the sensitivity of theparameters of PBS and conclude that the channel numberis an important factor in the designing process of storagecapacity
This research provides a new method to solve the PBSsequencing problem However the practical PBS sequencingproblem is a dynamical problem Further research is needed
Mathematical Problems in Engineering 9
Table 6 The consumption rate of options under different paremeters of PBS
Test number Channel number Channel length Average consumption rate of 10 experiment The best solution1
315 03394 03435
2 20 03349 034523 30 03359 034444
410 02746 02997
5 15 02749 028596 20 02736 029297
58 02705 02754
8 15 02713 027859 20 02711 0275110
67 02701 02718
11 10 02698 0272712 15 02700 0272913 7 6 02693 0270914 10 02695 0271215 8 5 02691 0270516 10 02690 0270917 9 10 02690 0270718 10 10 02690 0270419 15 10 02690 0270020 20 10 02690 0270021 30 10 02690 0270122 40 10 02690 02703
to find out better inbound and outbound methods in solvingthis problem At the same time when optimizing the PBSsequencing problem for Pareto solutions this paper onlyconsiders the single object inoutbound operation In thefuture research the multiple objectives condition is worthbeing probed Each objective could be transformed into asatisfactory function based on the actual requirements fromindustry
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors gratefully acknowledge the financial supportsfrom the National Natural Science Foundation of China (nos51275191 and 51105157) and the Fundamental Research Fundsfor the Central Universities of HUST with the Grant no2014TS033
References
[1] H Farber and C A M Moreno Overview on Sequencing inMixedModel Flowshop Production Line with Static andDynamicContext Universitat Politecnica De Catalunya 2005
[2] T Epping and W Hochstattler Sorting with Line StorageSystems Springer New York NY USA 2003
[3] A Jayaraman R Narayanaswamy andA K Gunal ldquoA sortationsystem modelrdquo in Proceedings of the 29th Conference on WinterSimulation (WSC rsquo97) pp 866ndash871 IEEE Computer Society1997
[4] A Kavusturucu and S M Gupta ldquoMethodology for analyzingfinite buffer tandem manufacturing systems with N-policyrdquoComputers and Industrial Engineering vol 34 no 4 pp 837ndash848 1998
[5] H K Aksoy and S M Gupta ldquoCapacity and buffer trade-offs ina remanufacturing systemrdquo International Society for Optics andPhotonics pp 167ndash174 2002
[6] A A Bulgak ldquoAnalysis and design of split and merge unpacedassembly systems by metamodelling and stochastic searchrdquoInternational Journal of Production Research vol 44 no 18-19pp 4067ndash4080 2006
[7] E Muhl P Charpentier and F Chaxel ldquoOptimization ofphysical flows in an automotive manufacturing plant someexperiments and issuesrdquo Engineering Applications of ArtificialIntelligence vol 16 no 4 pp 293ndash305 2003
[8] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[9] DHMoon C Song and JHHa ldquoAdynamic algorithm for thecontrol of automotive painted body storagerdquo Simulation vol 81no 11 pp 773ndash787 2005
[10] T Braun ldquoHungarian priority in network theoryrdquo Science vol304 no 5678 pp 1745ndash1746 2004
[11] S Milgram ldquoThe small world problemrdquo Psychology Today vol2 no 1 pp 60ndash67 1967
10 Mathematical Problems in Engineering
[12] D J Watts and S H Strogatz ldquoCollective dynamics of lsquosmall-worldrsquo networksrdquoNature vol 393 no 6684 pp 440ndash442 1998
[13] S H Strogatz ldquoExploring complex networksrdquo Nature vol 410no 6825 pp 268ndash276 2001
[14] T Walsh ldquoSearch in a small worldrdquo in Proceedings of the16th International Joint Conference on Artificial Intelligence(IJCAI rsquo99) vol 2 pp 1172ndash1177 Morgan Kaufmann PublishersStockholm Sweden August 1999
[15] J-Z Chen W Liu and J-Y Zhu ldquoTwo-dimensional small-world networks navigation with local informationrdquo PhysicalReview E Statistical Nonlinear and Soft Matter Physics vol 73no 5 Article ID 056111 2006
[16] Z Cui Y Chu and X Cai ldquoNearest neighbor interaction PSObased on small-world modelrdquo in Intelligent Data Engineeringand Automated LearningmdashIDEAL 2009 Proceedings of the 10thInternational Conference Burgos Spain September 23ndash26 2009vol 5788 of Lecture Notes in Computer Science pp 633ndash640Springer Berlin Germany 2009
[17] X H Li J H Zhang S N Wang M L Li and K Li ldquoA smallworld algorithm for high-dimensional function optimizationrdquoin Proceedings of the IEEE International Symposium on Compu-tational Intelligence in Robotics and Automation (CIRA rsquo09) pp55ndash59 December 2009
[18] J-H Li X-Y Shao Y-M Long H-P Zhu and B R Sch-lessman ldquoGlobal optimization by small-world optimizationalgorithm based on social relationship networkrdquo Journal ofCentral South University vol 19 no 8 pp 2247ndash2265 2012
[19] D Wortmann and S Spieckermann ldquoManufacturing line sim-ulation of automotive industry to enhance productivity andprofitabilityrdquo Automotive Simulation vol 95 pp 91ndash106 1995
[20] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[21] J Miltenburg ldquoLevel schedules for mixed-model assembly linesin just-in-time production systemsrdquoManage Science vol 35 no2 pp 192ndash207 1989
[22] P R McMullen ldquoAn ant colony optimization approach toaddressing a JIT sequencing problem with multiple objectivesrdquoArtificial Intelligence in Engineering vol 15 no 3 pp 309ndash3172001
[23] A Joly and Y Frein ldquoHeuristics for an industrial car sequencingproblem considering paint and assembly shop objectivesrdquoComputers and Industrial Engineering vol 55 no 2 pp 295ndash310 2008
[24] Y Monden ldquoToyota production systemrdquo Journal of the Opera-tional Research Society vol 46 no 5 pp 669ndash670 1995
[25] A Rahimi-Vahed and A H Mirzaei ldquoA hybrid multi-objectiveshuffled frog-leaping algorithm for a mixed-model assemblyline sequencing problemrdquo Computers amp Industrial Engineeringvol 53 no 4 pp 642ndash666 2007
[26] Q Liu W-X Wang K-R Zhu C-Y Zhang and Y-Q RaoldquoAdvanced scatter search approach and its application in asequencing problem of mixed-model assembly lines in a casecompanyrdquo Engineering Optimization vol 46 no 11 pp 1485ndash1500 2014
[27] J M Kleinberg ldquoNavigation in a small worldrdquo Nature vol 406no 6798 p 845 2000
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of
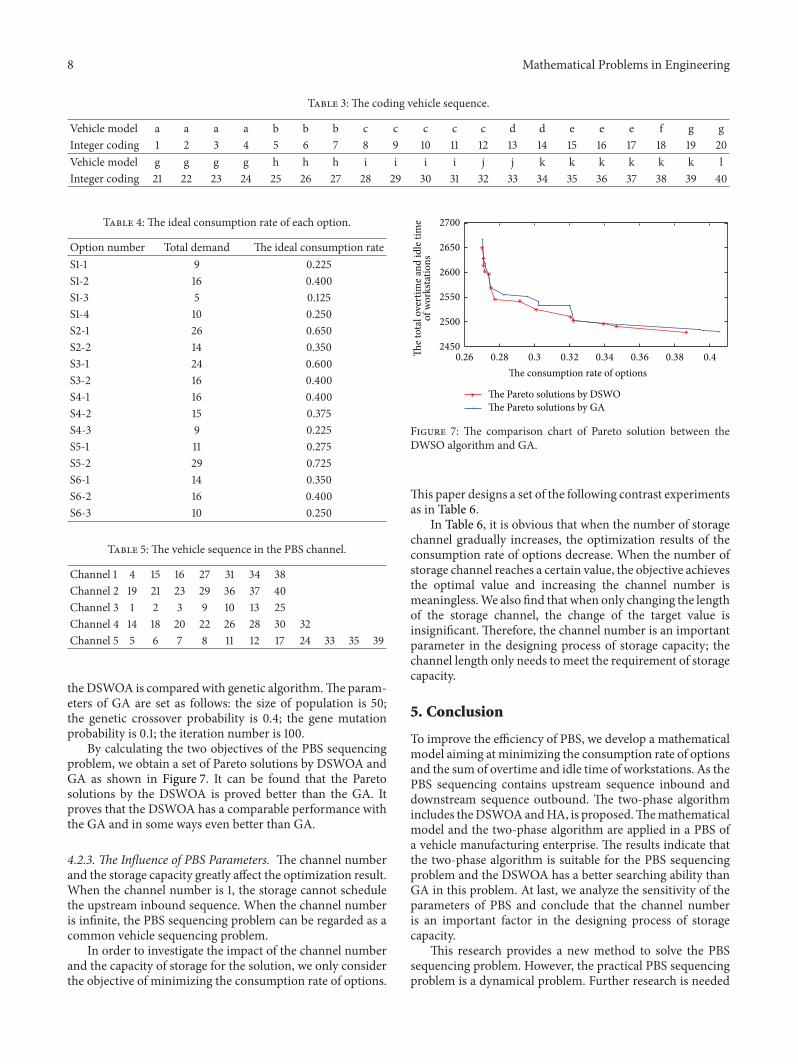
8 Mathematical Problems in Engineering
Table 3 The coding vehicle sequence
Vehicle model a a a a b b b c c c c c d d e e e f g gInteger coding 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20Vehicle model g g g g h h h i i i i j j k k k k k k lInteger coding 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40
Table 4 The ideal consumption rate of each option
Option number Total demand The ideal consumption rateS1-1 9 0225S1-2 16 0400S1-3 5 0125S1-4 10 0250S2-1 26 0650S2-2 14 0350S3-1 24 0600S3-2 16 0400S4-1 16 0400S4-2 15 0375S4-3 9 0225S5-1 11 0275S5-2 29 0725S6-1 14 0350S6-2 16 0400S6-3 10 0250
Table 5 The vehicle sequence in the PBS channel
Channel 1 4 15 16 27 31 34 38Channel 2 19 21 23 29 36 37 40Channel 3 1 2 3 9 10 13 25Channel 4 14 18 20 22 26 28 30 32Channel 5 5 6 7 8 11 12 17 24 33 35 39
theDSWOA is comparedwith genetic algorithmThe param-eters of GA are set as follows the size of population is 50the genetic crossover probability is 04 the gene mutationprobability is 01 the iteration number is 100
By calculating the two objectives of the PBS sequencingproblem we obtain a set of Pareto solutions by DSWOA andGA as shown in Figure 7 It can be found that the Paretosolutions by the DSWOA is proved better than the GA Itproves that the DSWOA has a comparable performance withthe GA and in some ways even better than GA
423 The Influence of PBS Parameters The channel numberand the storage capacity greatly affect the optimization resultWhen the channel number is 1 the storage cannot schedulethe upstream inbound sequence When the channel numberis infinite the PBS sequencing problem can be regarded as acommon vehicle sequencing problem
In order to investigate the impact of the channel numberand the capacity of storage for the solution we only considerthe objective of minimizing the consumption rate of options
026 028 03 032 034 036 038 04
2700
2650
2600
2550
2500
2450
The consumption rate of options
The t
otal
ove
rtim
e and
idle
tim
eof
wor
ksta
tions
The Pareto solutions by DSWOThe Pareto solutions by GA
Figure 7 The comparison chart of Pareto solution between theDWSO algorithm and GA
This paper designs a set of the following contrast experimentsas in Table 6
In Table 6 it is obvious that when the number of storagechannel gradually increases the optimization results of theconsumption rate of options decrease When the number ofstorage channel reaches a certain value the objective achievesthe optimal value and increasing the channel number ismeaninglessWe also find that when only changing the lengthof the storage channel the change of the target value isinsignificant Therefore the channel number is an importantparameter in the designing process of storage capacity thechannel length only needs to meet the requirement of storagecapacity
5 Conclusion
To improve the efficiency of PBS we develop a mathematicalmodel aiming at minimizing the consumption rate of optionsand the sum of overtime and idle time of workstations As thePBS sequencing contains upstream sequence inbound anddownstream sequence outbound The two-phase algorithmincludes theDSWOAandHA is proposedThemathematicalmodel and the two-phase algorithm are applied in a PBS ofa vehicle manufacturing enterprise The results indicate thatthe two-phase algorithm is suitable for the PBS sequencingproblem and the DSWOA has a better searching ability thanGA in this problem At last we analyze the sensitivity of theparameters of PBS and conclude that the channel numberis an important factor in the designing process of storagecapacity
This research provides a new method to solve the PBSsequencing problem However the practical PBS sequencingproblem is a dynamical problem Further research is needed
Mathematical Problems in Engineering 9
Table 6 The consumption rate of options under different paremeters of PBS
Test number Channel number Channel length Average consumption rate of 10 experiment The best solution1
315 03394 03435
2 20 03349 034523 30 03359 034444
410 02746 02997
5 15 02749 028596 20 02736 029297
58 02705 02754
8 15 02713 027859 20 02711 0275110
67 02701 02718
11 10 02698 0272712 15 02700 0272913 7 6 02693 0270914 10 02695 0271215 8 5 02691 0270516 10 02690 0270917 9 10 02690 0270718 10 10 02690 0270419 15 10 02690 0270020 20 10 02690 0270021 30 10 02690 0270122 40 10 02690 02703
to find out better inbound and outbound methods in solvingthis problem At the same time when optimizing the PBSsequencing problem for Pareto solutions this paper onlyconsiders the single object inoutbound operation In thefuture research the multiple objectives condition is worthbeing probed Each objective could be transformed into asatisfactory function based on the actual requirements fromindustry
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors gratefully acknowledge the financial supportsfrom the National Natural Science Foundation of China (nos51275191 and 51105157) and the Fundamental Research Fundsfor the Central Universities of HUST with the Grant no2014TS033
References
[1] H Farber and C A M Moreno Overview on Sequencing inMixedModel Flowshop Production Line with Static andDynamicContext Universitat Politecnica De Catalunya 2005
[2] T Epping and W Hochstattler Sorting with Line StorageSystems Springer New York NY USA 2003
[3] A Jayaraman R Narayanaswamy andA K Gunal ldquoA sortationsystem modelrdquo in Proceedings of the 29th Conference on WinterSimulation (WSC rsquo97) pp 866ndash871 IEEE Computer Society1997
[4] A Kavusturucu and S M Gupta ldquoMethodology for analyzingfinite buffer tandem manufacturing systems with N-policyrdquoComputers and Industrial Engineering vol 34 no 4 pp 837ndash848 1998
[5] H K Aksoy and S M Gupta ldquoCapacity and buffer trade-offs ina remanufacturing systemrdquo International Society for Optics andPhotonics pp 167ndash174 2002
[6] A A Bulgak ldquoAnalysis and design of split and merge unpacedassembly systems by metamodelling and stochastic searchrdquoInternational Journal of Production Research vol 44 no 18-19pp 4067ndash4080 2006
[7] E Muhl P Charpentier and F Chaxel ldquoOptimization ofphysical flows in an automotive manufacturing plant someexperiments and issuesrdquo Engineering Applications of ArtificialIntelligence vol 16 no 4 pp 293ndash305 2003
[8] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[9] DHMoon C Song and JHHa ldquoAdynamic algorithm for thecontrol of automotive painted body storagerdquo Simulation vol 81no 11 pp 773ndash787 2005
[10] T Braun ldquoHungarian priority in network theoryrdquo Science vol304 no 5678 pp 1745ndash1746 2004
[11] S Milgram ldquoThe small world problemrdquo Psychology Today vol2 no 1 pp 60ndash67 1967
10 Mathematical Problems in Engineering
[12] D J Watts and S H Strogatz ldquoCollective dynamics of lsquosmall-worldrsquo networksrdquoNature vol 393 no 6684 pp 440ndash442 1998
[13] S H Strogatz ldquoExploring complex networksrdquo Nature vol 410no 6825 pp 268ndash276 2001
[14] T Walsh ldquoSearch in a small worldrdquo in Proceedings of the16th International Joint Conference on Artificial Intelligence(IJCAI rsquo99) vol 2 pp 1172ndash1177 Morgan Kaufmann PublishersStockholm Sweden August 1999
[15] J-Z Chen W Liu and J-Y Zhu ldquoTwo-dimensional small-world networks navigation with local informationrdquo PhysicalReview E Statistical Nonlinear and Soft Matter Physics vol 73no 5 Article ID 056111 2006
[16] Z Cui Y Chu and X Cai ldquoNearest neighbor interaction PSObased on small-world modelrdquo in Intelligent Data Engineeringand Automated LearningmdashIDEAL 2009 Proceedings of the 10thInternational Conference Burgos Spain September 23ndash26 2009vol 5788 of Lecture Notes in Computer Science pp 633ndash640Springer Berlin Germany 2009
[17] X H Li J H Zhang S N Wang M L Li and K Li ldquoA smallworld algorithm for high-dimensional function optimizationrdquoin Proceedings of the IEEE International Symposium on Compu-tational Intelligence in Robotics and Automation (CIRA rsquo09) pp55ndash59 December 2009
[18] J-H Li X-Y Shao Y-M Long H-P Zhu and B R Sch-lessman ldquoGlobal optimization by small-world optimizationalgorithm based on social relationship networkrdquo Journal ofCentral South University vol 19 no 8 pp 2247ndash2265 2012
[19] D Wortmann and S Spieckermann ldquoManufacturing line sim-ulation of automotive industry to enhance productivity andprofitabilityrdquo Automotive Simulation vol 95 pp 91ndash106 1995
[20] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[21] J Miltenburg ldquoLevel schedules for mixed-model assembly linesin just-in-time production systemsrdquoManage Science vol 35 no2 pp 192ndash207 1989
[22] P R McMullen ldquoAn ant colony optimization approach toaddressing a JIT sequencing problem with multiple objectivesrdquoArtificial Intelligence in Engineering vol 15 no 3 pp 309ndash3172001
[23] A Joly and Y Frein ldquoHeuristics for an industrial car sequencingproblem considering paint and assembly shop objectivesrdquoComputers and Industrial Engineering vol 55 no 2 pp 295ndash310 2008
[24] Y Monden ldquoToyota production systemrdquo Journal of the Opera-tional Research Society vol 46 no 5 pp 669ndash670 1995
[25] A Rahimi-Vahed and A H Mirzaei ldquoA hybrid multi-objectiveshuffled frog-leaping algorithm for a mixed-model assemblyline sequencing problemrdquo Computers amp Industrial Engineeringvol 53 no 4 pp 642ndash666 2007
[26] Q Liu W-X Wang K-R Zhu C-Y Zhang and Y-Q RaoldquoAdvanced scatter search approach and its application in asequencing problem of mixed-model assembly lines in a casecompanyrdquo Engineering Optimization vol 46 no 11 pp 1485ndash1500 2014
[27] J M Kleinberg ldquoNavigation in a small worldrdquo Nature vol 406no 6798 p 845 2000
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Mathematical Problems in Engineering 9
Table 6 The consumption rate of options under different paremeters of PBS
Test number Channel number Channel length Average consumption rate of 10 experiment The best solution1
315 03394 03435
2 20 03349 034523 30 03359 034444
410 02746 02997
5 15 02749 028596 20 02736 029297
58 02705 02754
8 15 02713 027859 20 02711 0275110
67 02701 02718
11 10 02698 0272712 15 02700 0272913 7 6 02693 0270914 10 02695 0271215 8 5 02691 0270516 10 02690 0270917 9 10 02690 0270718 10 10 02690 0270419 15 10 02690 0270020 20 10 02690 0270021 30 10 02690 0270122 40 10 02690 02703
to find out better inbound and outbound methods in solvingthis problem At the same time when optimizing the PBSsequencing problem for Pareto solutions this paper onlyconsiders the single object inoutbound operation In thefuture research the multiple objectives condition is worthbeing probed Each objective could be transformed into asatisfactory function based on the actual requirements fromindustry
Conflict of Interests
The authors declare that there is no conflict of interestsregarding the publication of this paper
Acknowledgments
The authors gratefully acknowledge the financial supportsfrom the National Natural Science Foundation of China (nos51275191 and 51105157) and the Fundamental Research Fundsfor the Central Universities of HUST with the Grant no2014TS033
References
[1] H Farber and C A M Moreno Overview on Sequencing inMixedModel Flowshop Production Line with Static andDynamicContext Universitat Politecnica De Catalunya 2005
[2] T Epping and W Hochstattler Sorting with Line StorageSystems Springer New York NY USA 2003
[3] A Jayaraman R Narayanaswamy andA K Gunal ldquoA sortationsystem modelrdquo in Proceedings of the 29th Conference on WinterSimulation (WSC rsquo97) pp 866ndash871 IEEE Computer Society1997
[4] A Kavusturucu and S M Gupta ldquoMethodology for analyzingfinite buffer tandem manufacturing systems with N-policyrdquoComputers and Industrial Engineering vol 34 no 4 pp 837ndash848 1998
[5] H K Aksoy and S M Gupta ldquoCapacity and buffer trade-offs ina remanufacturing systemrdquo International Society for Optics andPhotonics pp 167ndash174 2002
[6] A A Bulgak ldquoAnalysis and design of split and merge unpacedassembly systems by metamodelling and stochastic searchrdquoInternational Journal of Production Research vol 44 no 18-19pp 4067ndash4080 2006
[7] E Muhl P Charpentier and F Chaxel ldquoOptimization ofphysical flows in an automotive manufacturing plant someexperiments and issuesrdquo Engineering Applications of ArtificialIntelligence vol 16 no 4 pp 293ndash305 2003
[8] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[9] DHMoon C Song and JHHa ldquoAdynamic algorithm for thecontrol of automotive painted body storagerdquo Simulation vol 81no 11 pp 773ndash787 2005
[10] T Braun ldquoHungarian priority in network theoryrdquo Science vol304 no 5678 pp 1745ndash1746 2004
[11] S Milgram ldquoThe small world problemrdquo Psychology Today vol2 no 1 pp 60ndash67 1967
10 Mathematical Problems in Engineering
[12] D J Watts and S H Strogatz ldquoCollective dynamics of lsquosmall-worldrsquo networksrdquoNature vol 393 no 6684 pp 440ndash442 1998
[13] S H Strogatz ldquoExploring complex networksrdquo Nature vol 410no 6825 pp 268ndash276 2001
[14] T Walsh ldquoSearch in a small worldrdquo in Proceedings of the16th International Joint Conference on Artificial Intelligence(IJCAI rsquo99) vol 2 pp 1172ndash1177 Morgan Kaufmann PublishersStockholm Sweden August 1999
[15] J-Z Chen W Liu and J-Y Zhu ldquoTwo-dimensional small-world networks navigation with local informationrdquo PhysicalReview E Statistical Nonlinear and Soft Matter Physics vol 73no 5 Article ID 056111 2006
[16] Z Cui Y Chu and X Cai ldquoNearest neighbor interaction PSObased on small-world modelrdquo in Intelligent Data Engineeringand Automated LearningmdashIDEAL 2009 Proceedings of the 10thInternational Conference Burgos Spain September 23ndash26 2009vol 5788 of Lecture Notes in Computer Science pp 633ndash640Springer Berlin Germany 2009
[17] X H Li J H Zhang S N Wang M L Li and K Li ldquoA smallworld algorithm for high-dimensional function optimizationrdquoin Proceedings of the IEEE International Symposium on Compu-tational Intelligence in Robotics and Automation (CIRA rsquo09) pp55ndash59 December 2009
[18] J-H Li X-Y Shao Y-M Long H-P Zhu and B R Sch-lessman ldquoGlobal optimization by small-world optimizationalgorithm based on social relationship networkrdquo Journal ofCentral South University vol 19 no 8 pp 2247ndash2265 2012
[19] D Wortmann and S Spieckermann ldquoManufacturing line sim-ulation of automotive industry to enhance productivity andprofitabilityrdquo Automotive Simulation vol 95 pp 91ndash106 1995
[20] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[21] J Miltenburg ldquoLevel schedules for mixed-model assembly linesin just-in-time production systemsrdquoManage Science vol 35 no2 pp 192ndash207 1989
[22] P R McMullen ldquoAn ant colony optimization approach toaddressing a JIT sequencing problem with multiple objectivesrdquoArtificial Intelligence in Engineering vol 15 no 3 pp 309ndash3172001
[23] A Joly and Y Frein ldquoHeuristics for an industrial car sequencingproblem considering paint and assembly shop objectivesrdquoComputers and Industrial Engineering vol 55 no 2 pp 295ndash310 2008
[24] Y Monden ldquoToyota production systemrdquo Journal of the Opera-tional Research Society vol 46 no 5 pp 669ndash670 1995
[25] A Rahimi-Vahed and A H Mirzaei ldquoA hybrid multi-objectiveshuffled frog-leaping algorithm for a mixed-model assemblyline sequencing problemrdquo Computers amp Industrial Engineeringvol 53 no 4 pp 642ndash666 2007
[26] Q Liu W-X Wang K-R Zhu C-Y Zhang and Y-Q RaoldquoAdvanced scatter search approach and its application in asequencing problem of mixed-model assembly lines in a casecompanyrdquo Engineering Optimization vol 46 no 11 pp 1485ndash1500 2014
[27] J M Kleinberg ldquoNavigation in a small worldrdquo Nature vol 406no 6798 p 845 2000
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

10 Mathematical Problems in Engineering
[12] D J Watts and S H Strogatz ldquoCollective dynamics of lsquosmall-worldrsquo networksrdquoNature vol 393 no 6684 pp 440ndash442 1998
[13] S H Strogatz ldquoExploring complex networksrdquo Nature vol 410no 6825 pp 268ndash276 2001
[14] T Walsh ldquoSearch in a small worldrdquo in Proceedings of the16th International Joint Conference on Artificial Intelligence(IJCAI rsquo99) vol 2 pp 1172ndash1177 Morgan Kaufmann PublishersStockholm Sweden August 1999
[15] J-Z Chen W Liu and J-Y Zhu ldquoTwo-dimensional small-world networks navigation with local informationrdquo PhysicalReview E Statistical Nonlinear and Soft Matter Physics vol 73no 5 Article ID 056111 2006
[16] Z Cui Y Chu and X Cai ldquoNearest neighbor interaction PSObased on small-world modelrdquo in Intelligent Data Engineeringand Automated LearningmdashIDEAL 2009 Proceedings of the 10thInternational Conference Burgos Spain September 23ndash26 2009vol 5788 of Lecture Notes in Computer Science pp 633ndash640Springer Berlin Germany 2009
[17] X H Li J H Zhang S N Wang M L Li and K Li ldquoA smallworld algorithm for high-dimensional function optimizationrdquoin Proceedings of the IEEE International Symposium on Compu-tational Intelligence in Robotics and Automation (CIRA rsquo09) pp55ndash59 December 2009
[18] J-H Li X-Y Shao Y-M Long H-P Zhu and B R Sch-lessman ldquoGlobal optimization by small-world optimizationalgorithm based on social relationship networkrdquo Journal ofCentral South University vol 19 no 8 pp 2247ndash2265 2012
[19] D Wortmann and S Spieckermann ldquoManufacturing line sim-ulation of automotive industry to enhance productivity andprofitabilityrdquo Automotive Simulation vol 95 pp 91ndash106 1995
[20] S Spieckermann K Gutenschwager and S Voszlig ldquoA sequentialordering problem in automotive paint shopsrdquo InternationalJournal of Production Research vol 42 no 9 pp 1865ndash18782004
[21] J Miltenburg ldquoLevel schedules for mixed-model assembly linesin just-in-time production systemsrdquoManage Science vol 35 no2 pp 192ndash207 1989
[22] P R McMullen ldquoAn ant colony optimization approach toaddressing a JIT sequencing problem with multiple objectivesrdquoArtificial Intelligence in Engineering vol 15 no 3 pp 309ndash3172001
[23] A Joly and Y Frein ldquoHeuristics for an industrial car sequencingproblem considering paint and assembly shop objectivesrdquoComputers and Industrial Engineering vol 55 no 2 pp 295ndash310 2008
[24] Y Monden ldquoToyota production systemrdquo Journal of the Opera-tional Research Society vol 46 no 5 pp 669ndash670 1995
[25] A Rahimi-Vahed and A H Mirzaei ldquoA hybrid multi-objectiveshuffled frog-leaping algorithm for a mixed-model assemblyline sequencing problemrdquo Computers amp Industrial Engineeringvol 53 no 4 pp 642ndash666 2007
[26] Q Liu W-X Wang K-R Zhu C-Y Zhang and Y-Q RaoldquoAdvanced scatter search approach and its application in asequencing problem of mixed-model assembly lines in a casecompanyrdquo Engineering Optimization vol 46 no 11 pp 1485ndash1500 2014
[27] J M Kleinberg ldquoNavigation in a small worldrdquo Nature vol 406no 6798 p 845 2000
Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of

Submit your manuscripts athttpwwwhindawicom
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical Problems in Engineering
Hindawi Publishing Corporationhttpwwwhindawicom
Differential EquationsInternational Journal of
Volume 2014
Applied MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Probability and StatisticsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Mathematical PhysicsAdvances in
Complex AnalysisJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
OptimizationJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CombinatoricsHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Operations ResearchAdvances in
Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Function Spaces
Abstract and Applied AnalysisHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of Mathematics and Mathematical Sciences
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Algebra
Discrete Dynamics in Nature and Society
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Decision SciencesAdvances in
Discrete MathematicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom
Volume 2014 Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Stochastic AnalysisInternational Journal of


















