RESEARCH AND DEVELOPMENT FOR CANDU FUEL CHANNELS ...
61
AECL-6953 ATOMIC ENERGY ^ E S L'ENERGIE ATOMIQUE OF CANADA LIMITED TiSY DU CANADA UMITEE RESEARCH AND DEVELOPMENT FOR CANDU FUEL CHANNELS AND FUEL Recherches et Developpements pour le combustible et les canaux de combustible des reacteurs CANDU J.R. MacEWAN A lecture presented to the Chinese Nuclear Energy Society, Peking, May 1980 Chalk River Nuclear Laboratories Laboratoires nucle'aires de Chalk River Chalk River, Ontario June 1980 juin
Transcript of RESEARCH AND DEVELOPMENT FOR CANDU FUEL CHANNELS ...

AECL-6953
ATOMIC ENERGY ^ E S L'ENERGIE ATOMIQUEOF CANADA LIMITED T i S Y DU CANADA UMITEE
RESEARCH AND DEVELOPMENT FORCANDU FUEL CHANNELS AND FUEL
Recherches et Developpements pour le combustible etles canaux de combustible des reacteurs CANDU
J.R. MacEWAN
A lecture presented to the Chinese Nuclear Energy Society,Peking, May 1980
Chalk River Nuclear Laboratories Laboratoires nucle'aires de Chalk River
Chalk River, Ontario
June 1980 juin

ATOMIC ENERGY OF CANADA LIMITED
RESEARCH AND DEVELOPMENT FOR CANDU FUEL CHANNELSAND FUEL
by
J.R. MacEwan
A lecture presented to theChinese Nuclear Energy Society
Peking - May 1980
Chalk River Nuclear LaboratoriesChalk River, Ontario, Canada KOJ 1JO
1980 June
AECL-6953

L'ÉNERGIE ATOMIQUE DU CANADA, LIMITÉE
Recherches et Développements pour le combustible et les
canaux de combustible des réacteurs CANDU
par
J.R. MacEwan
Résumé
Les réacteurs nucléaires CANDU sont nettement différents desréacteurs BWR* et PWR* du fait qu'ils sont munis de nombreuxpetits tubes de force plutôt que d'une grande cuve souspression pour contenir le combustible et le caloporteur.Pour tirer parti des avantages de l'uranium naturel employécomme combustible, les tubes de force ainsi que les autrescomposants du coeur sont fabriqués avec des alliages dezirconium ayant une faible section efficace de captureneutronique. Par ailleurs, du fait que l'uranium naturelemployé comme combustible ne donne qu'un taux de combustionmodeste, on a pu mettre au point un concept de combustiblepeu coûteux.
Le présent rapport passe en revue les caractéristiques et larecherche ayant permis d'avoir la performance trèssatisfaisante notée pour les tubes de force et le combustibledes réacteurs CANDU. Il est également question des R&Dactuels susceptibles de donner lieu à de nouvelles économiesdans la conception et le fonctionnement des réacteurs depuissance de l'avenir.
* Boiling Light Water Reactor** pressurized Light Water Reactor
Laboratoires nucléaires de Chalk RiverChalk River, Ontario, Canada KOJ 1J0
Juin 1980
AECL-6953

ATOMIC ENERGY OF CANADA LIMITED
RESEARCH AND DEVELOPMENT FOR CANDU FUEL CHANNELSAND FUEL
by
J.R. MacEwan
ABSTRACT
The CANDU nuclear reactor is distinctly different from BWR*and PWR** reactors in that it uses many small pressure tubesrather than one large pressure vessel to contain the fuel andcoolant. To exploit the advantages of the natural uraniumfuel, the pressure tubes, like other core components, aremanufactured from zirconium alloys which have low neutroncapture cross sections. Also, because natural uranium fuelonly achieves a modest burnup, a simple and inexpensive fueldesign has been developed.
The present paper reviews the features and the research thathave led to the very satisfactory performance of the pressuretubes and the fuel in CANDU reactors. Reference is made tocurrent research and development that may lead to furthereconomies in the design and operation of future powerreactors.
* Boiling Light Water Reactor** Pressurized Light Water Reactor
Chalk River Nuclear LaboratoriesChalk River, Ontario, Canada KOJ 1JO
1980 June
AECL-6953

RESEARCH AND DEVELOPMENTFOR CANDU FUEL CHANNELS AND FUEL
TABLE OF CONTENTS
SECTION PAGE
1. INTRODUCTION 1
2. FUEL CHANNELS 2
2.1 Pressure Tube Experience 22.2 Microstructure 42.3 Design Basis for Pressure Tubes 42.4 Delayed Hydrogen Cracking 52.5 Critical Crack Length 62.6 Dimensional Stability 72.6.1 Creep and Growth 72.6.2 Improved Tubes 72.6.3 Engineering Codes 8
3. CANDU FUEL 9
3.1 Introduction 93.2 37-Element Bundle 93.2.1 Basic Components 93.2.2 Element Operating Conditions 93.3 Manufacturing and Operating Experience 103.3.1 Manufacturing 103.3.2 Power Reactor Experience 103.4 Fuel Development 113.4.1 Reactor Loops 113.4.2 Fuel Temperature 123.4.3 Diametral Expansion 123.4.4 Fission Gas Pressure 133.4.4.1 Gas release 133.5 Fuel Swelling and Densification 143.6 Fuel Codes 153.7 Stress-Corrosion Cracking 153.7.1 Fuel Performance Data 153.7.2 CANLUB Fuel 163.8 Corrosion, Hydriding and Corrosion
Product Deposition 163.8.1 Corrosion 173.8.2 Hydriding 173.8.3 Corrosion Product Deposition 17
4. SUMMARY 18
5. REFERENCES 20

1. INTRODUCTION
The CANDU nuclear reactor is distinctly different from BWR*and PWR** reactors in that it uses many small pressure tubesrather than one large pressure vessel to contain the fuel andcoolant. The pressure tubes form the pressure boundarybetween the high temperature, 290°C, high pressure, 10.6 MPa,heavy water coolant and the low pressure moderator.
To exploit the advantages of the natural uranium fuel, thepressure tubes like other core components are manufacturedfrom zirconium alloys which have low neutron capture cross-sections. Also, because natural uranium fuel only achieves amodest burnup, a simple and inexpensive fuel design has beendeveloped.
The present paper reviews the features and the research thathave led to the very satisfactory performance of the pressuretubes and the fuel in CANDU reactors. Reference is made tocurrent research and developmental work that may lead tofurther economies in the design and operation of future powerreactors.
* Boiling Light Water Reactor** Pressurized Light Water Reactor

2. FUEL CHANNELS
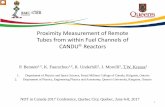
Figure 1 is a simplified schematic of a fuel channel. Thehorizontal pressure tubes are rigidly attached to endfittings which are firmly supported by the end shields.Thus, the pressure tube is a fixed beam subject to sag as aresult of the uniformly distributed load from the weight ofthe tube, the contained water and the fuel. Stress from thepressurized coolant and damage from the fast flux of neutronsresult in axial and diametral creep and growth.
The pressure tubes in our 600 MW reactors of the Gentilly-2(G-2) design are about 6.3 m long, 4.19 mm wall thickness and103.4 mm inside diameter. While we have used cold-workedZircaloy-2, heat-treated Zr-2.5 wt% Nb and 20 to 30% cold-worked Zr-2.5 wt% Nb, only the last of these is specified forcurrent designs. Development programs are in place toprovide improved tubes.
The end fitting is a quenched and tempered 12% Cr stainlesssteel (AISI 403). Three grooves are machined in the bore ofthe and fitting (Figure 2). During reactor construction thepressure tube is inserted to cover the grooves and the tubeis roll-expanded into the grooves. Wall thickness of thetube is reduced locally by 12 to 14% during the rolling.
2.1 PRESSURE TUBE EXPERIENCE
Irradiation of pressure tubes in the research reactors atChalk River Nuclear Laboratories (CRNL) provided our initialexperience. Since 1957, 35 zirconium alloy tubes of varioussizes, composition and fabrication route have been, or arebeing, irradiated over a range of operating variables:internal diameters from 38 to 103 mm, temperatures from 240to 310°C and stresses up to 300 MPa (Ross-Ross, 1978).
Since the WR-1 research reactor first went into service in1965 at Whiteshell Nuclear Research Establishment (WNRE) 28zirconium alloy tubes have been irradiated in low pressureorganic coolant, from 290 to 420°C at stresses from 20 to100 MPa. The total experience to June 1978 in these researchreactors was about 100 tube-years (Ross-Ross, 1978).
In-service inspection techniques for the determination ofdimensional changes due to creep and growth, and of anydamage due to fuel movement or fretting, were developed inthe research reactors and later applied to the powerreactors. The information gained from the in-serviceinspections and post-irradiation examinations was veryinfluential in establishing the design base to accommodate

creep and growth, in setting wear and corrosion allowancesand in supporting safety assessments. Development wasassisted by the close cooperation between tube manufacturer,reactor operator (Ontario Hydro) and the design and R&D groupsat AECL.
The experience gained from the research program and operationof power reactors has been incorporated into the design ofeach new reactor. At the end of 1979, the number of tube-years at full power operation is greater than 19,000 and ismade up of:
Tube-years
Nuclear Power Demonstration (NPD) 1,845Douglas Point 2,230Gentilly-1 200Pickering-A (4 units) 11,740Bruce-A (4 units) 3,328
Total 19,343
The performance of the fuel channels has been satisfactory aswitnessed by the high capacity factors of 81% for Pickering-Aand 75% for Bruce averaged over their lifetime since theirinservice dates. As expected in any new application of thismagnitude there have been problems. There was no reason toexpect neutron bombardment would induce growth of zirconiumalloys when the first pressure tubes were specified in 1956.By 1971 growth was recognized as a phenomenon (Fidleris,1975) and present designs have provisions to accommodate thetotal elongation expected in their 30-year life.
While current reactors are designed to accommodate thesechanges, economies could be effected if creep and growth werereduced. Development programs are in place to furtherimprove Zr-2.5 wt% Nb as well as a new alloy called Excel(Sn 3.5%,Mo 0.7%,Nb 0.7%). Excel should have much betterdimensional stability with other properties equal to those ofZr-2.5 wt% Nb. A comparison of mechanical properties isgiven in Table 1 for later reference in discussing specificaspects of pressure tube behaviour.
The well-documented failure by delayed hydrogen cracking ofsome pressure tubes in Pickering Units 3 and 4 and theresolution of the problem will be discussed in a latersection (Perryman, 1978).

2.2 MICROSTRUCTURE
Zirconium alloys have complex microstructures. It isimportant to appreciate two particular qualities, crystallo-graphic texture and hydride orientation, to understand theirbehaviour. Unlike the major structural material, steel,where th^ crystal lattice is cubic, the predominant alpha-zirconium phase in pressure tubes has a hexagonal lattice.During fabrication these hexagonal crystals can be arrangedin a preferred direction or texture. Since the hexagonalcrystals have different mechanical properties along thevarious crystal axes, the textured pressure tubes havedifferent properties along the longitudinal, transverse andradial directions in the tube (see Table 1).
The solubility of hydrogen in alpha zirconium is low, so allmanufactured tubes which typically contain 15 ppm hydrogenhave some zirconium hydride present at room temperature. Weexpect the average hydrogen concentration of a pressure tubeto increase to 40 ppm in its 30-year design life as a resultof picking up some of the hydrogen released by corrosion. Byinducing a large amount of compressive strain in the radialdirection during the final stages of the fabrication, thehydride platelets precipitate in the circumferential planes(Figure 3). This is a favourable orientation for tubes whichhave working stresses in the circumferential and longitudinaldirection, since the ductility is only reduced when thehydrides are perpendicular to the applied stress (Ells,1978).
There is a tendency for the hydride to reorient perpendicularto the direction of a tensile stress, causing a decrease inpotential ductility of the component. This tendency isminimized by proper application of manufacturing proceduresto the component in question.
2.3 DESIGN BASIS FOR PRESSURE TUBES
Although zirconium alloys have not been included in SectionIII of the American Society of Mechanical Engineering (ASME)Boiler and Pressure Vessel Code, the pressure tubes in CANDUreactors are designed to the intent of the code. Thisrestricts the maximum design stress to less than one third ofultimate tensile strength (UTS) at the operating temperature300°C. Design stress for cold-worked Zr-2.5 wt% Nb is 148MPa (23 ksi) at 300°C.
Pressure tubes are designed for about 2% elongation and 4%increase in diameter due to creep and growth over 30 yearsoperation (Ross-Ross, 1978). Creep sag of the fuel channel

due to combined weight of tube, water and fuel is expected tobe 50 mm in 30 years.
Corrosion of zirconium alloys is not a problem in coolantswith pH 10 (LiOD) and 5 to 10 cm^ D2/kg D2O to suppressradiolytic oxygen production (see Section 3.8 on fuelcladding). Metal loss due to oxidation is predicted to beless than 5xlO~3 mm/a. Also, there is slight wear due tobundle sliding during fuelling operations. A combinedallowance of 0.18 mm is provided for corrosion and wear.
Rolled joints are tested for leak tightness (helium) andpullout strength. Because the rolled joint area is out ofthe region of fast flux, little change in properties isexpected. Pullout tests on two joints removed from the NPDreactor and three joints from the Pickering reactors showedthe pullout strength to be equal to or greater than theinstalled strength.
2.4 DELAYED HYDROGEN CRACKING
Pickering Units 3 and 4 developed short, through-wall cracksin some pressure tubes in 1974 and 1975, respectively. Thecracks, up to 16 mm in length, were located in the region ofthe rolled joint. The cause was attributed to failure bydelayed hydrogen cracking (Perryman, 1978) and this has beenconfirmed by subsequent experiments (Ells and van der Kuur,1980) . Unit 3 was returned to service March 1975 after 17leaking tubes were replaced and Unit 4 to service in March1976 after replacing 2 leaking tubes and 50 other tubesshowing partial through-wall cracks.
Cracking of the pressure tubes occurred because improperrolling of the tube into the end fitting had left residualstresses of 500 MPa rather than the expected 180 MPa(Figure 4). It appears that when the pressure tubes wereheated to 260°C before first startup to precondition thecarbon steel piping in the primary heat transport circuit allthe hydrides dissolved. On cooling, hydrogen in the 12 mmlong region with high residual tensile stress reprecipitatedas hydrides in the radial direction. Some precipitated atsharp indentations on the inside of the pressure tube. Thehydride at the indentation can grow in the tensile stressgradient and eventually may crack (Figure 5). The cracksgrew with successive shutdowns when reduction in temperaturecaused reprecipitation of hydrides until some crackspenetrated the pressure tube.
One investigation examined the relationship between stressintensity factor and time to failure (Coleman and Ambler,

1979). Round notched bars containing 100 ppm hydrogen weresubjected to various stress intensities, expressed as stressintensity factor KI(MPa/m), and the time to failuremeasured at 420 K (Figure 6). As stress was reduced from 700MPa to 230 MPa the time to failure increased by about oneorder of magnitude and then became very long at about 290MPa. The lower limit, Kj^f is about 4.5 MPa/m which isthe lowest value observed in isothermal tests.
Crack velocities have an upper limit at high stressintensities, but the rate becomes very slow near KIH,see Figure 7 (Simpson and Nuttall, 1977); it would take 125years to penetrate a 4 mm thick pressure tube at 10~^2
m/s.
Improved rolling techniques ensure that the circumferentialresidual stress is less than 130 MPa in reactors now beingconstructed, so that the flaw size associated with the stressintensity necessary for delayed hydrogen cracking is 0.4 mm,which can easily be detected by current inspection tech-niques. Thus, a combination of good rolling technique andhigh quality surface finishes have eliminated the problem bykeeping the stress intensity factor below KIH. Somework continues on determining the effect of thermal cyclingon susceptibility.
2.5 CRITICAL CRACK LENGTH
The most severe flaw in a pressure tube is a longitudinalflaw since the hoop stress is twice the axial stress.Particularly since the observation of cracks caused byprecipitation of hydride in regions of high residual stress,there is concern in knowing the lower bound for the criticalcrack length: above the critical crack length the crackbecomes unstable and may run the whole length of the tube.Below the lower bound we expect the crack to leak and bedetected, as in Pickering Units 3 and 4. This is our leak-before-break safety criterion.
The ductility of Zr-2.5 wt% Nb and hence the resistance tocracking decreases with irradiation, but the effect saturatesby 10^4 n/m2 (E > I MeV). Slits of various lengths werespark machined in tubes having this or higher irradiationexposure and then pressurized with an internal aluminum lineruntil crack extension terminated the test. Crack extensionin all samples tested at 300°C was accompanied by muchplastic deformation ahead of the cracks. The results aresummarized in Figure 8 where the hoop stress at failure isplotted against original crack length (Langford and Mooder,1978). At 300°C, the lower bound to all relevant dataintersects the reactor operating stress at 73 mm. Thus, thecritical flaw size is more than fifteen times the wall

thickness. This factor is sufficiently large to give a highlevel of confidence in the tubes' ability to leak beforebreak. Experience at Pickering showed the length-to-depthratio of cracks was about 3 when they penetrated the wall,i.e. a length of 12 mm which still leaves a large ratiobetween the first crack to leak and the critical cracklength. Delayed hydrogen cracking is unlikely to affect thedemonstrated flaw tolerance and crack extension resistance ofpressure tubes.
2.6 DIMENSIONAL STABILITY
2.6.1 Creep and Growth
The pressure tubes in various reactors were manufactured withdifferent fabrication parameters and thus have differenttexture, grain shape and dislocation structure. In-reactordimensional changes in eight batches of Zircaloy tubes manu-factured by different routes and irradiated in the Hanford Nreactor (four types), Douglas Point reactor, Pickeringreactor and Winfrith SGHWR reactor (two types) are available(Holt and Ibrahim, 1979). This data has provided the basisfor detailed modelling of the deformation. A model has beendeveloped on the basis that creep and growth can be treatedadditively taking account of crystallographic texture andgrain shape to predict behaviour of zirconium.alloycomponents operating under stress in a fast flux environment(Holt, 1979). Growth occurs predominantly by partition ofthe interstitials to dislocations or prismatic loops and thevacancies to grain boundaries. Creep seems to occur byglide. The success of the model in correlating the data fromall the tubes, which included wide variations in texture,grain size, dislocation density and integrated fast neutronexposure is shown by the good agreement between calculatedand measured strain rates (Figure 9).
2.6.2 Improved Tubes
The model just described provides a basis for altering themicrostructure and texture of tubes to provide improveddimensional stability. This knowledge can be put to usesince we know how to alter the manufacturing route to producethe required texture and grain size (Cheadle, 1977). Sometubes of Zr-2.5 wt% Nb are being ordered by Ontario Hydro tosee if tubes made to a new specification exhibit thepredicted reduction in axial growth.
A promising alloy, Excel, was developed several years agowhen we were looking for a stronger alloy to permit the use

of thinner wall pressure tubes to i.nprove the neutron economy(Cheadle, 1980). Preliminary results have been encouraging,since the tensile strength is higher but susceptibility todelayed hydrogen cracking is similar to cold-worked Zr-2.5wt% Nb. The in-reactor dimensional stability of Excelmanufactured to obtain high strength is considerably betterthan cold-worked Zr-2.5 wt% Nb. Currently, we intend toinvestigate an annealed version of the alloy that should beeven more dimensionalLy stable but with the same strength ascold-worked Zr-2.5 wt% Nb. Mechanical properties of Exceland cold-worked Zr-2.5 wt% Nb are compared in Table 1. TenExcel tubes have just been ordered to carry out thisprogram.
2.6.3 Engineering Codes
Our improved knowledge about the creep and growth of pressureand calandria tubes has been matched by improved engineeringanalyses of the interaction of these components wich otherparts of the reactor structure like the end shields. Theflux increase from reactor periphery to center is matched bya similar gradient in axial creep and growth of the pressureand calandria tubes. The complex interaction of these com-ponents with the coolant feeders and end shields is analyzedin a rigorous manner in the ACCORD program which, has beenapplied with considerable success to the Pickering andDouglas Point reactors (MacEwen and Causey, 1979). The toolis proving to be valuable in assessing the performance ofexisting stations and in the design of new stations.
Creep sag of the channel is a complex problem. The pressuretube is a tubular beam with applied forces due to theinternal pressure, the distributed weight of the bundles, thepressurized water and the tube itself. Also, if the tube isinteracting with the reactor structure there may be timedependent axial forces. The pressure tube can interact withthe surrounding calandria tube through spacer supportsdistributed along the latter (Figure 10). Solution of thismultiaxial creep problem is complicated by the anisotropicproperties of zirconium alloys, but a comprehensive analysis(CREEPSAG) was recently completed (Pettigrew and Lambert,1980). The results of a sample calculation (Figure 10) showthat sag will be limited to 50 mm in the 30 year design life.Also, the four spacers will keep the calandria and pressuretube separate for times well in excess of the design life.

3. CANDU FUEL
3.1 INTRODUCTION
The development of power reactor fuel began scne 25 years agowith the design of fuel for our first demonstration reactorat Rolphton - NPD. Our fuel has a number of unique features.The drive to conserve neutrons led to a simple fuel designwith thin-wall, collapsible sheaths and high-densityU02~pellets. Because natural uranium requires only modestburnups, the fuel bundle consists of only the fuel and aminimum of structural materials; all related, but non-consumable components, such as channels, orifices and fuelhandling hardware are kept as part of the reactor capitalequipment. Also, the engineering decision was made to useshort bundles, 50 cm long, in the horizontal attitude tofacilitate on-power fuelling. These decisions have led to ahighly reliable and inexpensive fuel.
3.2 37-ELEMENT BUNDLE
3.2.1 Basic Components
There are only seven basic components in the 37-elementbundle specified for CANDU reactors (rigure 11). Each of theclose-packed Zircaloy-4 sheaths (2) contains high-densitynatural-UO2 pellets (5) with each assembly sealed withforce-welded Zircaloy end-caps (3). Plates (4) weeded to theend-caps hold the elements together; inter-element separationis maintained by spacers (7) brazed to the sheaths and candleto pressure tube separation by Zircaloy bearing pads (1).Performance of the fuel is enhanced by use of a thin graphitecoating (6) on the inside of the sheath. The bundle isapproximately 50 cm long by 10 cm diameter. Each bundlecontains 18.8 kg of uranium and 2.3 kg of Zircaloy.
3.2.2 Element Operating Conditions
A cross section of the bundle is shown in Figure 12. Acentral element is surrounded by concentric rings of 6, 12and 18 elements. Each element is clad in a thin (0.38 mm)Zircaloy sheath with an outside diameter of 13.08 mm.Because of neutron flux depression the outer ring of elementswill operate at the highest power. Values for linear elementpower output, sheath temperature, UO2 surface and centraltemperatures and discharge burnup are given for each ring ofelements for a bundle in the central channel positionoperating at 12.5% over the design power of 800 kW. Notethat UO2 temperatures are still modest in this overpowercondition.

10
3.3 MANUFACTURING AND OPERATING EXPERIENCE
3.3.1 Manufacturing
Nuclear fuel is produced in Canada by three commercial firms.Two, Canadian General Electric and Westinghouse Canada, havefilled the commercial orders to date. A third, CombustionEngineering Superheater Ltd., has just been qualified tosupply power reactor fuel. The industry is mature, havingproduced a quarter of a million bundles, see Table 2 (Gacesaet al, 1979). Thus, our manufacturing and quality assuranceexperience is based on production of many millions ofpellets, brazed appendages, sheaths and end-cap welds.The simplicity of our fuel design eased the problems ofestablishing the fuel fabrication industry and has made itpossible to achieve low fuel fabrication costs.
Fuel supply is covered by the organization in Figure 13. Thefuel supplier tenders to a technical specification which isexamined with AECL as nuclear consultant. Uranium supply isarranged by the utility or fuel contractor with conversion ofthe yellow cake to sinterable UO2 by Eldorado NuclearLimited. Fabrication by the fuel contractor proceeds with anextra level of inspection supplied by AECL or the utility.
3.3.2 Power Reactor Experience
The in-service performance of CANDU fuel has been excellent(Gacesa et al, 1979). Of more than 200,000 fuel bundlesirradiated up to September 1979 in seven CANDU reactors,99.82% have performed as designed (Table 2 and Figure 14).It should be noted that the statistics are based on bundles,if it were based on pins or elements the statistics wouldimprove by an order of magnitude since some of the defectivebundles were discharged with only one pin failed.
Most of the early defects can be attributed to a singlecause, sheath perforation due to a substantial power increasefollowing a prolonged period at low power. The immediateremedy at the stations in 1971 when the defect rate reached1% was to change the sequencing of flux adjuster rods andthen to modify the fuel management scheme to avoid the powerincreases that led to the original defects (Fanjoy and Bain,1977).
Shortly afterwards a development program at Chalk Rivershowed that such defects are minimized in the CANLUB fueldesign which incorporates a thin layer of graphite orsiloxane between UO2 fuel and sheath (Bain et al, 1973;Robertson, 1973; Fanjoy and Bain, 1977). This inexpensivesolution of a graphite layer was incorporated in fuel made

11
since late 1972 and is now the reference design. Since then,the defect rate for CANLUB fuel at 0.072% has been below thedesign target of 0.1%. A "zero defect" target may be anunwarranted expense, since defective fuel bundles can beremoved from CANDU plants without shutting down.
3.4 FUEL DEVELOPMENT
3.4.1 Reactor Loops
An experimental loop consists of an in-reactor pressure tubeconnected in a closed circuit to its own pump, heat exchangerand pressurizer. Excellent loop facilities in the AECLresearch reactors contributed to the original data baseneeded to develop the fuel while the construction of 10 cminside diameter loops permitted final demonstration tests ofbundle designs for power reactors. They proved to be invalu-able when we searched for a solution to the problem of fueldefects occurring during power ramps in the early 1970s.Excellent facilities plus a coordinated team of investigatorsfrom Ontario Hydro, AECL and the fuel fabricators led to theearly identification of power ramping as the cause. Identi-fication, institution of new fuel management schemes toalleviate the problem and development of a new fuel design,CANLUB, were completed within a period of two years(Robertson, 1973; Fanjoy and Bain, 1977).
At present there are six loops in NRX, one loop in WR-1 andtwo large loops in NRU for studying fuel behaviour withpressurized water coolant (Table 3). All loops permit testsin pressurized water, seven with varied amounts of boilingand one with steam. Inside diameters of the pressure tubesvary from 38 to 103.9 mm. Recently one loop was extensivelymodified to permit operation for extended periods even aftera fuel pin had defected. Modifications included provision ofon-line filters, use of bellows valves to minimize leaks andprovision of more external shielding to protect operatingstaff.
Some loops have self-powered neutron-flux monitors strappedalong the pressure tube to give the axial flux distributionor a flux-monitor rod can be installed in an adjoining site.This information, combined with measurement of fuel power bycoolant calorimetry, provides accurate powers for eachassembly and the integrated fast flux to the pressure tube.Most tubes are new alloys under test for the pressure tubedevelopment program.
Other special features are provided as required. Extensivefacilities for monitoring gamma radiation permit the

12
incidence and progression of fuel defects to be followed.One loop has a He-3 coil that permits the fuel to be powercycled at rates up to 25% full power per minute from 55 to100% of full power. A fuel-moving device has beenconstructed to study power cycling of CANDU fuel bundles.
3.4.2 Fuel Temperature
Sensitivity studies with fuel models confirm that fueltemperature is the one variable that has the most effect onfuel performance. UO2, as most ceramics, has a low thermalconductivity and its value is decreased by irradiation damagebelow 770 K. The thermal conductivity of UO2 duringirradiation was measured in pioneer experiments at ChalkRiver Nuclear Laboratories (Robertson et ai, 1962) wheregrain growth and central melting were used as temperaturemarkers. Today we use the internationally accepted MATPRO(1976) correlation for the integrated thermal conductivity asa function of temperature (Figure 15) which differs onlyslightly from our early equation (Notley, 1979).
Heat transfer from the pellet surface to the inside of thesheath can have a major effect on UO2 temperatures. Here weare aided by the use of a collapsible sheath, since the fueldesign leads to the pellet being in firm contact with thewhole circumference of the sheath at power. World corre-lations for sheath-to-pellet heat transfer are based on earlylaboratory work at Chalk River (Ross and Stoute, 1962). Morerecently, the measurements were repeated in reactor, wherethe experimenters were able to establish the size of the gap,or the interfacial pressure between pellet and sheath, by aningenious new technique based on use of strain gauges on thesheath, thermocouples in the fuel and by varying the pressureof gas in the interface (Campbell et al, 1974). Comparisonof measured and predicted coefficients is excellent (Figure 16)
We are presently developing improved CANLUB coatings. Oncetheir specifications are fixed, further heat transfermeasurements are planned to see if the new coatings have anyeffect on heat transfer.
3.4.3 Diametral Expansion
As shown in Figure 12, the temperature difference between thesurface and centre of a UO2 pellet is typically 1,500 K.
The rupture modulus of UO2 is exceeded by'the stressesresulting from a temperature difference of 70 K, so thepellet cracks into wedges (Figure 17). However, UO2 isplastic above l,400°C, so any cracks in the centre heal with

13
the result that the pellet exhibits a central core of plasticmaterial surrounded by elastic wedges of U0.2. Distortioninto an hourglass shape is requited to relieve bendingmoments at interpellet gaps, leading to circumferentialridges on the element sheath. An early one-dimensionalmodel of this situation was used to explain diametralexpansion data on elements irradiated by AECL at powers up toand exceeding those producing central melting (Notley et al,1964). This representation is one of the keystones of ourone-dimensional fuel model, ELESIM, which is used throughoutthe Canadian fuel industry (Notley, 1979).
Currently, we are improving our knowledge of the factorsaffecting sheath strain by measuring strain as it occurs withan in-reactor profilometer (Fehrenbach and Morel? 1980).There is a rapid recovery of the residual elastic strain inthe sheath following a power ramp that caused plastic strain(Figure 18). This faster than expected recovery must be dueto rapid fuel densification. Consequently, we would expectthe sheath to exhibit compressive stress again within a fewdays of a power ramp. This research is directed towards afundamental understanding of the effects of power cycling anddefects due to stress-corrosion cracking (Section 3.7.1).
3.4.4 Fission Gas Pressure
3.4.4.1 Gas release
Fission gas generated inside the fuel pellet migrates asatoms or bubbles to the grain boundaries of the UO2 whereit is trapped in grain boundary bubbles. Note how the manyfine pores within the as-sintered grains (Figure 19a) areeliminated by irradiation with an accompanying increase inporosity at grain boundaries (Figure 19b). Gas release tothe void space within an element occurs when the bubbles growto form interconnecting tunnels along grain edges (Turnbulland Tucker, 1974) or when a power cycle causes cracks whichintersect the gas-filled bubbles (Notley et al, 1966). Thisrelease mechanism is included as a subroutine of the ELESIMfuel model (Notley, 1979).
The model forms the basis for a computer code which providesaccurate predictions, as shown by checks against our catalogof 57 irradiations where we have well-documented powerhistories plus post-irradiation measurement of fission gasrelease. Again we have had excellent cooperation fromOntario Hydro in providing well-documented fuel from powerreactors to complement our results from loop irradiations.Our catalog covers any range of conditions projected foroperation of a CANDU power reactor with natural fuel. The

14
excellent agreement of measured and predicted gas release isshown in Figure 20.
3.4.4,2 Fission gas pressure
Gas pressure, P, in a fuel element can be calculated from:
nRP = i V.
y —i i
where n is the number of moles of released gas, R is the gasconstant and Vj_/Tj_ is the volume divided by the absolutetemperature of any unfilled pellet end-face dishing, radialcracks in the fuel, fuel-to-sheath surface roughness andunfilled axial clearance. CANDU fuel elements typically donot contain a plenum void at the end of the fuel stack.
Initial clearances in a G-2 element amount to 2,000 mm^ orV/T = 6.8 mm3/K at 293 K. On increasing power to 58 kW/m,2(V/T) will decrease by a factor of 10 with a correspondingincrease in gas pressure. The calculation method has beenchecked against an experimental measurement for a stainless-steel-sheathed element and found to be valid (Notley et al,1966).
Such calculations, experimental measurements and operation offuel with high internal pressures indicate that fission gaspressure is not a concern for current reactor designs. Also,elements without plenums are inherently safer in an accident,since any sheath strain results in a very large increase in2(V/T) and thus a corresponding large decrease in pressure.
3.5 FUEL SWELLING AND DENSIFICATION
None of our irradiations has shown any macroscopic effect offuel swelling on fuel performance. Also, because highdensity UO2 was specified from the start, >10.6 Mg/m-',densification has not been a problem. However, our fuelmodel requires detailed information on the variation of fuelporosity with burnup because of its effect on thermalconductivity, fission gas release and sheath strain.
Cross sections of irradiated fuel were sampled to removesmall cubes of UC^/ 1.5x1.5x5 mm, at various radialpositions. Precise density measurements yielded values forUO2 porosity as a function of radial position which can berelated to fuel temperature. Results for a particularsection are shown in Figure 21 (Hastings et al, 1978).

15
Similar results to these were used to derive an empiricalexpression for fuel densification below 1,000°C as a functionof temperature and burnup which is in our fuel model(Hastings and Evans, 1979). However, the fuel modelcalculates grain boundary porosity at higher temperatures,i.e. swelling, from basic principles. Comparison of modelpredictions to results is good. While expected at lowtemperatures, where densification alone occurs (dotted line),it is gratifying that the existence and location of theswelling peak are predicted (solid line). Note the totalvolume change is small, minus 1.5% to plus 1%, so thepractical importance is small.
3.6 FUEL CODES
Many of the subroutines of the ELESIM fuel code have beendiscussed. The code treats all the effects and parameters inFigure 22 in an interactive manner. The calculation startswith an assumed value of the pellet to sheath heat transfercoefficient: either the standard initial value supplied bythe code or the value from the previous time step. Then thecode solves for fuel temperature, gas release, fuel thermaland swelling expansion. This provides the information tocalculate fission gas pressure, then sheath strain, and hencea value of the pellet-to-sheath heat-transfer coefficient.If this value agrees with the original value, the programmoves on to the next time step. If not, the value isadjusted and the calculations repeated until the results oftwo successive iterations agree. The code is very fast andwell verified. Typical runninq time to simulate the completelife history of a CANDU fuel element from loading into thepower reactor until discharge is 10 seconds.
A multi-dimensional code is under development at WNRE to lookat special problems like stress concentration at circum-ferential ridges in the sheath over pellet interfaces.
3.7 STRESS-CORROSION CRACKING
3.7.1 Fuel Performance Data
The fuel failures experienced in 1970 to 1972 were causedprimarily by stress-corrosion cracking of the sheath associ-ated with specific combinations of fission-product corrodantand stress (Wood, 1974). Originally iodine was suggested asthe active species but another possible contender is amixture of cesium and cadmium (Grubb and Morgan, 1977).
Analysis of fuel performance data has provided reliable fuelperformance criteria (Penn et al, 1977). The probability ofa defect is a function of:

16
(1) maximum element power per unit length during powerchange - P m a x
(2) increase in power per unit length during power change -AP
(3) fuel burnup -w
(4) time at maximum power - t.
A statistically significant number of bundles was used todevelop the correlation. Figure 23 illustrates how the 1%defect probability line was established between AP andburnup, w . The same data were used to establish lines forother defect probabilities by counting the number of failedbundles below lines drawn parallel to the 1% line atintervals of AP equal to 2 kW/m.
The interrelationship between the probability of defecting,maximum power after the ramp and magnitude of the powerincrease at a particular fuel burnup prior to the ramp isgiven by the surface in Figure 24 (Wood, 1979). Availabilityof such data permits selection of fuel management schemesthat avoid defects.
3.7.2 CANLUB Fuel
There are not sufficient data from power reactors to definethe performance improvement provided by CANLUB graphite fuel.However, tests in the NRU reactor are beginning to providestatistically significant indications of a performanceimprovement with thick graphite CANLUB layers (Figure 25,Hardy et al7 1978). We believe a siloxane layer is even moreeffective. These superior designs may be needed when fuelcycles requiring higher burnup, like (Th, U-233)C>2r areintroduced to the CANDU system.
3.8 CORROSION, HYDRIDING AND CORROSION PRODUCT DEPOSITION
Corrosion, hydriding and corrosion product deposition onZircaloy sheaths has been studied for various coolantchemistries in both single- and two-phase coolants. Goodchemistry control in a pressurized heavy water reactor toproduce reducing conditions (dissolved D2 5 to 10 cn»3/kg;oxygen 4 yg/kg; and pH >10 with LiOD) results in lowcorrosion, low hydriding and light deposits on the sheath.Some specific variables are reviewed in the followingsections taken from a recent paper (Urbanic et al, 1980).

17
3.8.1 Corrosion
A summary of corrosion data for six coolant conditions inthree power reactors and three loops is given in Figure 26.There is considerable scatter but the coolants can be dividedinto two broad categories - firstly, pressurized water withlow oxygen or mildly oxidizing, and secondly, neutral orammonia-dosed systems that were mildly oxidizing. Alsoplotted is a line giving out-of-reactor corrosion rates forZircaloy-4 in 316°C water. Two conclusions are evident:
(1) corrosion in low oxygen pressurized water wassimilar to out-reactor corrosion, i.e. no effect ofneutron flux,
(2) enhanced oxidation occurred during irradiations inmildly oxidizing pressurized water, ammonia-dosed fog,and neutral and ammonia-dosed boiling.
3.8.2 Hydriding
When zirconium alloys react with water, hydrogen (ordeuterium) equivalent to 1/8 of the weight gain due tooxidation of the zirconium is liberated by the corrosionprocess and is potentially available for absorption by themetal.* The uptake fraction or percent theoretical hydrogenpickup is commonly used in assessing particular situations.
The actual pickup is lower when some radiolytic oxygen ispresent in the coolant. Under non-reducing conditions pickupin Zircaloy-4 and nickel-free Zircaloy-2 is lesj than 20% ofthe theoretical deuterium. When deuterium is added tosuppress radiolytic oxygen, reducing conditions, these alloyspick up 20 to 50% of the theoretical deuterium. Zircaloy-4and nickel-free Zircaloy-2 have lower deuterium pickup thanZircaloy-2. Tests with irradiated fuel show that the initialdeuterium pickup is rapid but the subsequent rate is lower(Figure 27). The total pickup is sufficiently low not to beof concern for fuel in CANDU reactors.
3.8.3 Corrosion Product Deposition
The dominant variable affecting corrosion product depositionon fuel in both boiling and pressurized water is alkalinity.The mechanisms depend on the solubility changes in thedepositing species (hematite or magnetite) induced byevaporation or by temperature changes in the coolant. Innormal CANDU coolants under chemically reducing conditions at
* Deuterium weight pickup is divided by two to give theequivalent hydrogen pickup.

18
hiyh pH (5 to 10 cm3 D2/kg D2O, pH >10 with LiOD), onlylight deposits result. This follows because the deposit ismagnetite and when the pH is greater than about 9.7, it tendsto dissolve as the coolant is heated and the resultingequilibrium thickness of the deposit is low. If the pH isless than 9.7, magnetite will precipitate as the coolant isheated resulting in thick deposits.
Models describing the process have been developed. Depositshave not increased the corrosion of fuel cladding in anyexperiments conducted by AECL.
4. SUMMARY
The CANDU nuclear reactor is distinctly different from BWRand PWR reactors in that it uses many small pressure tubesrather than one large pressure vessel to contain the fuel andthe coolant. To exploit the advantages of the naturaluranium fuel, the pressure tubes, like other core components,are manufactured from zirconium alloys which have low neutroncapture cross sections.
Irradiations of tubes in Canadian research reactors providedthe initial experience on pressure tube behaviour. Thisinformation has been augmented by in-service inspection ofpower reactor tubes, and by destructive post-irradiationexamination of tubes removed from Pickering Units 3 and 4.All this experience was important in establishing the designbase to accommodate creep and growth, in setting wear andcorrosion allowances and in supporting safety assessments.By the end of 1979, our experience exceeded 19,000 tube yearsat full power operation.
The performance of the pressure tubes has been satisfactoryas witnessed by the high capacity factors of 82% forPickering-A and 77% for Bruce-A averaged over their lifetimesince their in-service dates. As expected in any newapplication there have been problems. When some tubes inPickering Units 3 and 4 developed short, through-wall cracks,the cause was quickly identified as delayed hydrogen crackingdue to an improper rolling procedure that had left too high aresidual stress in the rolled joint region. The problem hasbeen eliminated in new reactors by a combination of animproved rolling technique and high quality surface finishes.

19
Much of our current research is directed towards developmentsthat may lead to further economies in the design andoperation of reactors. Detailed studies of zirconium alloyshave led to models that correlate creep and growth withcrystallographic texture, grain size, dislocation density andfast neutron flux (E>1 MeV) . These models provide a basisfor altering the texture and microstructure of tubes toimprove their dimensional stability and so reduce the marginsprovided in the reactor design to allow for creep andgrowth.
Our improved knowledge about creep and growth has beenmatched by improved engineering analyses of the interactionof pressure and calandria tubes with other parts of thereactor structure through creep and growth or by creep sag ofthe channel. The results of these calculations indicate thatcurrent pressure tubes will operate satisfactorily for theirdesign life of thirty years.
There are only seven basic components in the CANDU fuelbundle. This simple design has led to a high quality productand a low manufacturing cost. The Canadian nuclear industryhas produced a quarter of a million fuel bundles, so ourmanufacturing and quality assurance experience is based onproduction of many millions of pellets, brazed appendages,sheaths and end caps.
The in-service performance of CANDU fuel has been excellent.Of more than 200,000 fuel bundles irradiated, 99.82% haveperformed as designed. Since the introduction of CANLUB fuelthe defect rate has been 0.072%, which is below our designtarget of less than 0.1% defects. A "zero defect" target maybe an unwarranted expense, since defective fuel can beremoved from CANDU reactors without shutting down.
Fuel and pressure tube development has been achieved througha team approach with cooperation of the manufacturer, theutility - Ontario Hydro, the design group and the researchlaboratories. In-reactor loop experiments in our threeexperimental reactors have provided well-characterizedirradiation data on:
UO2 operating temperaturesfission gas release from UO2 fuelfission gas pressuresheath diametral expansionpower ramp performanceZircaloy corrosion
- Zircaloy hydridingcorrosion product deposition

20
Complimentary results are available from well-characterizedirraJiations in power reactors. Our current understanding ofthis information is reviewed in the paper. Most of this datahas been summarized in equations or in models which cover anyrange of conditions we expect in a CANDU reactor fuelled withnatural uranium.
Current work is directed towards:
improved CANLUB coatings that might be used for cyclesrequiring higher burnup, e.g. (Th ,U-233 )C>2 fuela better understanding of sheath strain during powercycling to provide information to permit definition ofconditions for load following operation of powerreactors, andimproved knowledge of release of fission products fromdefected fuel.
In conclusion, our understanding of the behaviour of bothfuel and fuel channels is based on a sound technical found-ation. The excellent performance of CANDU fuel and fuelchannels indicates the technology is firmly established atthe manufacturer and the utility.
5. REFERENCES
The reference list has been selected to provide suitablestarting points for readers interested in pursuing topics inmore detail. Many of the papers have been published injournals and conference proceedings; they are also identifiedhere by Atomic Energy of Canada Limited (AECL) reprint number.Both reports and reprints are available to the public, andenquiries should be addressed to:
Scientific Document Distribution OfficeAtomic Energy of Canada Research CompanyChalk River Nuclear LaboratoriesChalk River, Ontario, Canada KOJ 1JO.

21
Bain, A.S., J.C. Wood and C.E. Coleman. Fuel designs toeliminate fuel defects on power increases. IjiProceedings of the International Conference on NuclearFuel Performance, London, England, October 1973, BritishNuclear Energy Society, p.56.1-56.5. Atomic Energy ofCanada Limited, reprint AECL-4518 (1973).
Campbell, F.R., L.R. Bourque, R. Deshaies, H. Sills andM.J.F. Notley. In-reacLor measurement of fuel-to-sheathheat transfer coefficients between UO2 and stainlesssteel. Atomic Energy of Canada Limited, reportAECL-5400 (1977).
Cheadle, B.A. Fabrication of zirc -urn alloys intocomponents for nuclear reactors. I_n Lowe, A.L., Jr.,and G.W. Parry (edsj. Zirconium in the NuclearIndustry, American Society for Testing and Materials,Special Technical Publication ASTM-STP-633, p.457-485(1977). Atomic Energy of Canada Limited, reprintAECL-6011 (1977).
Cheadle, B.A. High strength creep resistant EXCEL pressuretubes. 5th International Conference on Zirconium in theNuclear Industry, Boston, ASTM, August 1980, (To bepublished.)
Coleman, C.E. and J.F.R. Ambler. Delayed hydrogen crackingin Zr-2.5 wt% Nb alloy. Reviews on Cooling andCorrosion, 3:105-157 (1979). "
Ells, C.E. The deformation of irradiated zirconium-niobiumalloys. Ln Zirconium in Nuclear Applications, AmericanSociety for Testing and Materials, Special TechnicalPublication, ASTM-STP-551, p.311-327 (1974). AtomicEnergy of Canada Limited, reprint AECL-4857 (1974).
Ells, C.E. Influence of hydrogen on the behaviour ofzirconium alloys in CANDU reactors. MetallurgicalSociety of CIM Annual Volume, 1978. Atomic Energy ofCanada Limited, reprint AECL-6504 (1979).
Ells, C.E. and J.H. van der Kuur. Demonstration of crackgrowth by delayed hydrogen cracking in the rolled jointsof Zr-2.5 wt% Nb pressure tubes. Atomic Energy ofCanada Limited, report ^ECL-6853 (1980).
Fanjoy, G.R. and A.S. Bain. CANDU fuel - fifteen years ofpower reactor experience. Paper IAEA-CN-36/184presented at the IAEA International Conference onNuclear Power and its Fuel Cycle, Salzburg, Austria,2-13 May 1977. Atomic Energy of Canada Limited, reportAECL-5711 (1977).

22
Fehrenbach, P.J. and P.A. Morel. In-reactor measurement ofclad strain: effect of power history. Paper presentedat the ANS Topical Meeting on Light Water Reactor FuelPerformance, Portland, Oregon, 29 April-2 May 1979.Atomic Energy of Canada Limited, report AECL-6686(1980).
Fidleris, V. Summary of experimental results on in-reactorcreep and irradiation growth of zirconium alloys.Atomic Energy Review, 13(l):51-80 (1975). Atomic Energyof Canada Limited, reprint AECL-4766 (1975).
Gacesa, M., G.R. Quarrington, W.R. Tarasuk, I.R. Carrick, J.Pawliw, G. McGregor, H.R. Debnam and L. Proos. CANDUfuel quality and how it is achieved. IAEA RegionalSeminar on Quality in Nuclear Fuel Technology, BuenosAires, Argentina, 19-23 November 1979. (To be issued asan Atomic Energy of Canada Limited report.)
Grubb, W.T. and M.H. Morgan, III. Cadmium embrittlement ofZircaloy-2. ANS Topical Meeting on Water Reactor FuelPerformance, Chicago (1977).
Hardy, D.G., J.C. Wood and A.S. Bain. CANDU fuel performanceand development. Atomic Energy of Canada Limited,report AECL-6213 (1978).
Hastings, I.J., M.J.F. Notley and D.H. Rose.Irradiation-induced volume changes in commercial UC>2fuel: comparison with model predictions. Journal ofNuclear Materials, 75:301-303 (1978). Atomic Energy ofCanada Limited, reprint AECL-6224 (1978).
Hastings, I.J. and L.E. Evans. Densification algorithm forirradiated UO2 fuel. Journal of The American CeramicSociety, 62(3,4):217-218 (1979). Atomic Energy ofCanada Limited, reprint AECL-6493 (1979).
Holt, R.A. and E.F. Ibrahim. Factors affecting theanisotropy of irradiation creep and growth of zirconiumalloys. Acta Metallurgica, 27:1319-1328 (1979). AtomicEnergy of Canada Limited, reprint AECL-6517 (1979).
Holt, R.A. Effect of microstructure on irradiation creep andgrowth of Zircaloy pressure tubes in power reactors.Journal of Nuclear Materials, 82:419-429 (1979). AtomicEnergy of Canada Limited, reprint AECL-6503 (1979).
Langford, W.J. and L.E.J. Mooder. Fracture behaviour ofzirconium alloy pressure tubes for Canadian nurlearpower reactors. International Journal of PressureVessels and Piping, 6:275-310 (1978). Atomic Energy ofCanada Limited, reprint AECL-6131 (1978).

23
MacEwan, S.R. and A.R. Causey. Analysis of the interactionof fuel channels with the end shields in CANDU reactors.Nuclear Technology, 44;118-131 (1979). Atomic Energy ofCanada Limited, reprint AECL-6471 (1979).
MATPRO-Version 09. A handbook of materials properties foruse in the analysis of light water reactor fuel rodbehaviour. TREE-NUREG-1005, US Nuclear RegulatoryCommission (1976).
Notley, M.J.F., A.S. Bain and J.A.L. Robertson. Thelongitudinal and diametral expansions of UO2 fuelelements. Atomic Energy of Canada Limited, reportAECL-2143 (1964).
Notley, M.J.F., R. Deshaies and J.R. MacEwan. Measurementsof the fission product gas pressures developed in UO2fuel elements during operation. Atomic Energy of CanadaLimited, report AECL-2662 (1966).
Notley, M.J.F. ELESIM: a computer program for predicting theperformance of nuclear fuel elements. Atomic Energy ofCanada Limited, report AECL-6522 (1979).
Penn, W.J., R.K. Lo and J.C. Wood. CANDU fuel-power rampperformance criteria. Nuclear Technology, 34:249-268(1977). Atomic Energy of Canada Limited, reprintAECL-5572 (1977).
Perryman, E.C.W. Pickering pressure tube crackingexperience. Nuclear Energy, 17(2):95-105 (1978).Atomic Energy of Canada Limited, reprint AECL-6059(1978).
Pettigrew, M.J. and S.B. Lambert. Creep deflection analysisof fuel channels in CANDU nuclear reactors. AtomicEnergy of Canada Limited, report AECL-6786 (1980).
Robertson, J.A.L., A.M. Ross, M.J.F. Notley and J.R. MacEwan.Temperature distribution in UO2 fuel elements.Journal of Nuclear Materials, 7:225-262 (1962). AtomicEnergy of Canada Limited, reprint AECL-1679 (1962).
Robertson, J.A.L. Improved performance for UO2 fuel.Engineering Journal, Nov/Dec 1973. Atomic Energy ofCanada Limited, reprint AECL-4366 (1973).
Ross, A.M. and R.L. Stoute. Heat transfer coefficientbetween UO2 and Zircaloy-2. Atomic Energy of CanadaLimited, report AECL-1552 (1962).

24
Ross-Ross, P.A. Pressure tubes: the pressure vessels in theCANDU nuclear power reactor. Transactions of theCanadian Society for Mechanical Engineering, 5(2);61-68(1978/79).
Simpson, L.A. and K. Nuttall. Factors controlling hydrogenassisted subcritical crack growth in Zr-2.5 wt% Nballoys. I_n Lowe, A.L., Jr., and G.W. Parry (eds.).Zirconium in the Nuclear Industry, American Society forTesting and Materials, Special Technical Publication,ASTM-STP-633, p.608-629 (1977). Atomic Energy of CanadaLimited, reprint AECL-5879 (1978).
Turnbull, J.A. and M.O. Tucker. Swelling in UO2 underconditions of gas release. Philosophical Magazine,30:47 (1974).
Urbanic, V.F., R. Gray and D.H. Lister. A review ofin-reactor Zircaloy corrosion and crud depositionexperience at AECL. Review prepared for Electric PowerResearch Institute on contract, EPRI report NP-1254(1980) .
Wood, J.C. Interactions between stressed zirconium alloysand iodine at 300°C. Nuclear Technology, 23:63-79(1974). Atomic Energy of Canada Limited, reprintAECL-4774 (1974).
Wood, J.C. PCI-OGRAMS: Application of CANDU FUELOGRAMmethodology to PCI data from light water reactors.Presented at IAEA Conference on Reactor FuelPerformance, Aries, France (1979).

25
TABLE 1
PRESSURE TUBE PROPERTIES AT 300°C
Material
Cold-worked*Zr-2.5 wt% Nb
Excel**(annealed)
Test
Longitudinal
Transverse
Burst
Burst(irradiated)
Longitudinal
Transverse
Burst
0.2% YieldStrengthMPa(ksi)
360
530(77)
520(75)
760(110)
375(54)
490(71)
UltimateTensileStrengthMPa(ksi)
520(76)
560(81)
490(71.5)
555(81)
BurstStrengthMPa(ksi)
580(85)
770(111)
580(85)
Elongation
(%)
15
23
3 to 7
1
20
13
Reductionin Area(%)
50
54
30
15 to 17
* Ells, 1974** Cheadle, 1980

TABLE 2
CANDU FUEL PRODUCTION AND PERFORMANCE DATA TO SEPTEMBER 1979
Station
NPD
Douglas Point
Pickering 1-4
Bruce-A 1-4
RAPP (March 76)
Bundles
4,600
17,650
122,750
68,300
5,480*
KANUPP (April 76) 6,500*
Gentilly-1
600 MWe
- Gentilly-2
- Cordoba
- Pt. Lepreau
- Wolsung
7,850
8,000
6,600
2,000
BundlesNon-CANLUB
4,228
9,622
41,578
-
5,480*
3,747*
3,313
IrradiatedCANLUB
7,710
73,042
57,960
-
1,100
-
Total
4,228
17,332
114,620
57,960
5,480*
4,847*
3,313
Defective BundlesNon-CANLUB CANLUB
8
89
109
-
5
30
30
16
2
82
-
0
-
Total
8
105
111
82
5
30
30
% Defective BundlesNon-CANLUB
0.189
0.92
0.26
-
0.09
0.80
0.91
CANLUB
0.208
0.003
0.141
-
0
-
Total
0.189
0.606
0.096
0.141
0.09
0.62
0.91
* estimated

Loop
CRNL-NRX
X-1
X-2
X-3
X-4
X-5
X-6
CRNL-NRU
U-1
U-2
WNRE-WR1
1L2
CoolantConstruction or WaterMaterial Operating
Mode
SS
CS,SS
SS
SS
SS
CS
SS PW,
SS
CS.SS
PW,B
PW
PW,B
PW,B,TPI,S
PW
PW,B
B,TPI< 2\ S<2 )
PW,B
PW,B
OutletSteam
10
o(3>
10
100
0
20
100
12
15
TABLE 3
GENERAL LOOP DATA
DesignPressureMPa
17.3
13.9
17.3
15.3
17.3
18.6
13.9
13.9
9.0
MaximumTemperature
°C
330
336
330
335
330
359
354
354
330
Flowkg/s
1.14
1.1
0.77<4)
0.83
6.06
1.14
17(4)
20(4)
2.5
PowerkW
200
200
400
250
550
300
12000
8000
400
FuelChannelID mm
38
38
38
38
82.8
38
103.9
103.9
47
Thermal Flux'-*-)1018 n.m-2.s-l
0.25
0.55
0.50
0.72
0.55
3.00
3.00
1.90
(1) Unperturbed axial peak(2) Last modification left the steam line disconnected from
the test section - these modes unavailable at present(3) Full flow filter prevents boiling operation(4) Flow through each of two test sections
PW - Pressurized WaterB - BoilingTPI - Two-Phase at InletS - SteamSS - Stainless steelCS - Carbon steel

- PRESSURE TUBE
CD
FIGURE 1 SCHEMATIC OF A FUEL CHANNEL

END SHIELD
MODERATOR
LINER
o°o°
CALANDRIA TUBE
FIGURE 2 ROLLED JOINT ARRANGEMENT IN PICKERING REACTOR

30
RADIALDIRECTION
RARELY SEEN ORIENTATIONOF HYDRIDE USUAL REORIENTATION
OF HYDRIDE BY STRESS
CIRCUMFERENTIALDIRECTION
NATURAL ORIENTATION OF HYDRIDE
A segment of a pressure tube showing the orientations of circumferential and radial hydrideplatelets relative to the principal directions in the pressure tube. The orientation of the zir-conium crystals (texture) must be specified to define the mechanical properties of the tube.
CIRCUMFERENTIALDIRECTION
f - \'RADIALDIRECTION
The hydride orientation in a tube of cold-workedZr-2.5 wt% Nb which contains 40 ppm hydrogen.The hydrides are parallel to the circumferentialplane
FIGURE 3

31
2 TAPER
_
.v CIRCUMFERENliAL HYDRIDE
PRESSURE TUBE
RADIAL HYDRIDE
Rolir. not t?xttiiicJ'JcJ beyond taper
(good ju i r . i !
Rolls t.'x tended beyond Ui
(pooi jo in; I
FIGURE 4 Pickering rolled joint showing (a) relative position of rolling tool during in-stallation, (b) position of radial hydrides and cracks in a poor joint and (c)residual hoop stress distribution on the inner wall of a good and poor joint

32
APPLIED STRESS
o
HYDRIDE
APPLIED STRESS
FIGURE 5 Schematic diagram of hydride growing at a crack tip under tension. Thehybride, in equilibrium with hydrogen in solid solution at the crack tip, con-centration Co, grows at the expense of hydrides in equilibrium with hydrogenin solid solution away from the crack tip, concentration C-|. Co< C-|. r isdistance from crack tip and 6 is an angle from crack plane.

33
200
APPLIED STRESS MPa
400 600 800 1000
Ip
16 20 24
K, (MPa^/m)
FIGURE 6 Effect of stress intensity factor, K-|, on time to failure of RNB specimens con-taining 100 ppm hydrogen at 420 K. Note lack of cracking below 4.5 MPa\/~m

34
10-8
io "yL
AVERAGECRACK
VELOCITY
(m/s)
io- l oh
0 10 20 30 40 50 60
INITIAL STRESS INTENSITY FACTOR (MPa/m)
FIGURE 7 Effect of stress intensity factor, K-), on crack velocity in compact tension testspecimens containing 100 ppm hydrogen at 300 K. Note two stages: in stageII little dependence of crack velocity on stress intensity, but in stage I crackvelocity is very sensitive to stress intensity leading to very low values of crackvelocity

35
80
70 J
60 -
5 0 -
4 0 -HOOP
STRESS kpsi
30 -
20 -
10
r-\—h-
-500
\
-400
1
\
\
-300 \
MPa \ i
. 200 / N.
LOWER BOUND OF DATA VFOR REACTOR OPERATING X .
TEMPERATURE X ,
_10025
M—f—51 mm
PICKERING 3 AND 4^ OPERATING STRESS
76 1021 1 1
2 inches 3
CRACK LENGTH
FIGURE 8 Summary of slit-burst test data for cold-worked Zr-2.5 wt% Nb pressure tubes at 300°C

36
TRANS
©
A
+
•
•
LONG
0
*
D
0
MANUFACTURER
HARVEY
HARVEY
ALLEGHENYCHASE
ACCLES AND POLLOCKCHASECHASECHASE
% COLC WORK
30
17
3517
3026
1821
REACTOR
HANFORD
HANFORD
HANFORDHANFORD
WINFRITHWINFRITH
D O U G L A S POINTPICKERING
20
M E A S U R E DS T R A I N R A T E
m 2 / n > 1 M e V x 1 O 2 9
10
5 -
10 15 20
C A L C U L A T E D S T R A I N R A T E
m7 / n > 1 M e V x 1 0 2 3
FIGURE 9 Correlation of measured and calculated strain rates for cold-worked Zircaloy-2pressure tubes

MODERATOR
(\\\ \ \ o /
CALANDRIA TUBEPRESSURE TUBEGAS ANNULUSSPACER-SUPPORT
FUEL &COOLANT
X \ \ \ X V] C J T T
CALANDRIAEND «ALL D I S T A N C E ALONG TUBE (
7 3 4
CALANDRIA TUBE40 Yr
- SPACER
FIGURE 10 Schemat ic of a fuel channel showing relative pos i t ions of pressure tube,calandr ia tube and spacer suppor ts w i t h ca lcu la ted values of pressure tubeand calandr ia tube def lect ion of a typical CANDU fuel channel as a funct ion oftime

END VIEW
1 ZIRCALOY BEARING PADS2 ZIRCALOY FUEL SHEATH3 ZIRCALOY END CAP4 ZIRCALOY END SUPPORT PLATE5 URANIUM DIOXIDE PELLETS6 CANLUB GRAPHITE INTERLAYER7 INTER ELEMENT SPACERS8 PRESSURE TUBE
FIGURE 11 37-ELEMENT FUEL BUNDLE

LINEARELEMENT
POWERkW/m
57.3
46.7
40.8I 38.6
VO2CENTRAL
TEMP.°C
1,835
1,434
1,225
1,155
UO2SURFACE
TEMP.°C
454
394
360
355
SHEATHSURFACE
TEMP.°C
322
316
313
311
>>AVERAGE
DISCHARGEBURNUP*MW.h/kg
180
148
131
124
* bundle average discharge burnup 160 MW.h/kg U
CROSS-SECTION OF 37-ELEMENT BUNDLE AND CHANNELWITH ELEMENT OPERATING CONDITIONS FOR
REFERENCE BUNDLE OVERPOWER PEAK (900 kW)
FIGURE 12

U 3 O 8 CONVERSION TO UO 2
(UTILITY OR AECL
FUEL CONTRACTOR)
URANIUM SUPPLY
(UTILITY OR AECL
FUEL CONTRACTOR)
TECHNICAL SPECIFICATIONS
TENDER AND EVALUATION
(AECL AS NUCLEAR
CONSULTANT)
FABRICATION
(FUEL CONTRACTOR)
INSPECTION
(AECL OR UTILITY)
F.O.B. STATION
FIGURE 13 FUEL SUPPLY ORGANIZATION

41
COLLJ_ l
azm
a.m
250 000
200 000 .
150 000
100 000
50 000 .
0
FABRICATED
CANLUB fuel
Non CANLUB fuel
IRRADIATED
CANLUB fuel
100 defectiveCANLUB bundles - ~ ^ ^
Non CANLUB fuel
271 defective non- ICANLUB bundles ^ ^ ^
FIGURE 14 CANDU FUEL PRODUCTION AND PERFORMANCE TO SEPTEMBER 1979

3000
2500
K
2000
1500
-
—
—
-
—
-
-
-
-
1 1
I
ao
O XB
1 1
i r^
NTEGR
X1 1
1 'A T E DOF
0
0 yx «
1 1
I i—
THERMAL
9 5% DEN
O v
O/XI
r
»
1 1CONOUC
SE UC
OyX
1 1
ox-
•
1
TIVI
oxX
•
1
T
TV
(X
•
1
/i
1
X
i
IN-RE
•
X
o
a
_L
GYLL
COPL
STOR
IFA-
1
T 1 1 IX | 1 ^
x MATPRO
X ^>r
ACTOR THERMOMETRY
AN
IN
A
21
OER (STUOSVIK)
(GETR)
(SACLAY)
(HALDEN )
_l 1 1 1 1
1̂
CM
L
fA
/ "CRNL -FROM
ENTRAL"ELTING-
-
—
—
—-
-
-
-
—
1 I3.0 4.0 5.0 6.0 7.0
I N T E G R A T E D T H E R M A L C O N D U C T I V I T Y ( k W / m )
FIGURE 15 MATPRO correlation of integrated thermal conductivity (normalized to a surfacetemperature of 673K) versus fuel central temperature compared to in-reactor datapoints.
8.0

43
FUEL TO SHEATH HEATTRANSFER COEFFICIENTUO2 - ZIRCALOY
FILLING GAS
• HELIUM
ARGON
NEON
5 10 15 20 25PREDICTED HEAT TRANSFER COEFFICIENT (kW/(m2-K))
FIGURE 16 A comparison of predicted and measured values of heat transfer coefficientfor a UO2 fuel element.

44
FIGURE 17 SCHEMATIC DRAWING OF A FUEL PELLET DURING IRRADIATION

DIAMETERvs
ELEMENT POWER
-o.i -0 10 20 30 40 50 60 70
ELEMENT POWFR (kW ml
JJ
ozX
j . i
X I
<
o1—
ZU J
UorUJQ .
1
0
0
0
0
0
0
0
0
9
8
7
6
5
4
3
0.2
0.1
0
DIAMETERvs
TIME AT POWER
• DIA. AT REDUCED POWER
J0 10 ?0 i n 40 SO 60 70
TIME AT POWER (s * 10 "!
FIGURE 18 Percentage change in diantbtei -)l .«n tiiment al the pellet interface position {»)during the initial rise to power and final decrease to zero power atter a V!7-dayirradiation, and (b) during the first 9 days at a linear power output ot 600 kW/m

FIGURE 19a Electron micrograph of the fracture surface of an as-sintered UO2 pellet show-ing many fine pores inside the grains with a few large pores on the grainboundaries

47
FIGURE 19b Electron micrograph of fracture surface of UO2 irradiated to a burnup of 200MWh/kg U at 1,500°C. Grain boundary surfaces are covered with large poreswith some tunnels at triaxiai boundaries. The fine porosity inside the grainshas been eliminated.

48
50
UJ
UJ-JUJ
QLU
crCO
LU
4 0
30
20
I I IA POWER REACTOR BUNDLESO EXP SINGLE PINS• EXP. BUNDLESD EXP BUNDLES-CANLUB
I VARIATION INBUNDLE DATA
TYPICAL
10 20 30 40
PREDICTED GAS RELEASE (%)50
FIGURE 20 Measured fission product gas release compared to the predictionsof the ELESIM code

O
4 -
>tz 2enOCQ_
0
INITIALPOROSITY
H^ -̂r-
MEASURED
0.2 0.4 0.6 0.8
FRACTIONAL FUEL RADIUS
1.0
•pa
FIGURE 21 Comparison of measured and predicted porosity for an irradiated fuel pellet asa function of fractional fuel radius after a burnup of 200 MWh/kg U

FUELPOWER
FUELTEMPERATURE
GASRELEASE
FUELEXPANSION
FUEL' SWELLING
GASPRESSURE
O
FUEL TO SHEATHHEAT TRANSFER
SHEATHSTRAIN
FIGURE 22 INTERACTION OF VARIABLES THAT GOVERN FUEL PERFORMANCE

OHLUQ_
oQ_
UJex.o
60
50
40
30
20
10
1 1 ' 1 ' 1
XX vV
• x x> x
—
—
. 1 , 1 . 1 •
1 1 1 ' 1 '
PICKERING 8-BUNDLE
X•
. . x
1 • 1
SHIFTING
= DEFECT= INTACT -
—
X
XXK X
X ~~• • _
—
1 • i !
20 60 80 00 20 40
O U T E R E L E M E N T B U R N U P M W h / k g U
60
FIGURE 23 Variation of threshold power increase with burnup for a Pickering 8-bundleshift with a hold time of 1080 seconds. Fuel does not have a CANLUB layer

100
80
ffi
mo
oLU
aLUQ
60
40
60
FUELOGRAM
w = 150 MWh / kgllt > 2.5h
FIGURE 24 The relationship between defect probability, maximum power after the ramp, P,and magnitude of the power increase, A P, at a burnup of 150 MWh/kg U fornon-CANLUB fuel.

Es
ofUi
Ia.<UJz
45
40
35
30
25
0
15
10
5
DEFECT THRESHOLD FOR GRAPHITE CANLUB FUEL
D IN ZIRCALOY SHEATHS
D INTACT FUEL
• OEFECTED FUEL
0 POSSIBLE DEFECT
• MULTI-STAGE POWER RAMP
Bi SV///. V — BURNUP RANGE:282-502 MWh/kg U
Z
UJCO
<tUJ
o
20
15
10
\\
D \
aa •
DEFECT THRESHOLD FOR - - _ _
NON-CANLUB FUEL IN NRU LOOPS, I . i
50 100 150 200
ELEMENT BURNUP, MWh/kg U
250
FIGURE 25 Power increase (A P) as a function of burnup for graphite CANLUB-coated fuelramped in the NRU loops compared to the defect threshold line for nonCANLUB coated fuel also ramped in the loops. The shaded band representsthe likely location of the defect threshold line for graphite CANLUB-coated fuel

1000 , (66 7)
•etC3
O
X
onE
I—t
en-t=.
100
T I M E ( D A Y S )
1000
FIGURE 26 Effect of coolant variations and residence time on thein-reactor corrosion ofZircaloy-2 and Zircaloy-4 fuel cladding (U-1, U-2, X-6, Pickering, Douglas Pointand NPD)

200
180
160
* 140n
a.
Z 120O
Z 100UJ
O
5 80
LLi
3111Q
60
40
20
'/ ZIRCALOY - 2 — EARLY MANUFACTURE — IRRADIATED WITH HIGH P2 CONCENTRATION IN NPD COOLANT
ZIRCALOY - 2 — RECENT MANUFACTURE — IRRADIATED WITH HIGH D2 CONCENTRATION IN NPD COOLANT
ZIRCALOY - 2 AND Ni-FREE ZIRCALOY - 2 - RECENT MANUFACTURE— IRRADIATED WITH LOW D2 CONCENTRATION IN NPD COOLANT
X ZIRCALOY - 2 — EARLY MANUFACTURE — IRRADIATED WITH LOW D2 CONCENTRATION IN NPD COOLANT
100 200 3O0 .400 500 600
DAYS IN HOT COOLANT
700 800 900
FIGURE 27 DEUTERIUM PICKUP OF ZIRCALOY SHEATHING IN A CANDU REACTOR (NPD)

ISSN 0067 - 0367
To identify individual documents in the series
we have assigned an AECL- number to each.
Please refer to the AECL- number when re-
questing additional copies of this document
from
Scientific Document Distribution Office
Atomic Energy of Canada Limited
Chalk River, Ontario, Canada
KOJ 1J0
ISSN 0067 - 0367
Pour identifier les rapports individuels faisant
partie de cette serie nous avons assigne
un nun-ieVo AECL- a chacun.
Veuillez faire mention du numero AECL- si
vous demandez d'autres exemplaires de ce
rapport
au
Service de Distribution des Documents Officiels
L'Energie Atomique du Canada Limitee
Chalk River, Ontario, Canada
KOJ 1J0
Price $4.00 per copy Prix $4.00 par exemplaire
1784-80


![[ CANDU Poster]a Modified Dedicated Observer Approach to Fault Detection in CANDU Rx](https://static.fdocuments.in/doc/165x107/577cd4391a28ab9e7897f7c3/-candu-postera-modified-dedicated-observer-approach-to-fault-detection-in.jpg)