REPORT ON ROOT CAUSE ANALYSIS CORRECTIVE ACTION...
13
Page 1 of 13 REPORT ON ROOT CAUSE ANALYSIS & CORRECTIVE ACTION FOR 1) LEAKAGE AT GLAND PACKING IN MOTORISED VALVES & BYPASS VALVE 2) BLACKENING & SCRATCHES IN STEM Team Members: S. Rangaprasad – Sr.DGM, Manufacturing M.K. Baranidharan – DGM, Quality control D. Muralidharan – DGM, Manufacturing C.Elumalai‐ Engineer, Production Raja Chacko – Manager, Quality Assurance S.Suriyanarayanan‐ Manager, Design S.Kannan‐ Manager, QC L. Rajagopal – Manager, Quality Control H.Sadanand ‐ Executive, Sales Date: 08‐Jan‐2014 Ref: NCR number LTVL/KO/001 dated 13/08/2013 from Koradi Boiler
Transcript of REPORT ON ROOT CAUSE ANALYSIS CORRECTIVE ACTION...

Page 1 of 13
REPORT ON
ROOT CAUSE ANALYSIS & CORRECTIVE ACTION FOR
1) LEAKAGE AT GLAND PACKING IN MOTORISED VALVES & BYPASS VALVE
2) BLACKENING & SCRATCHES IN STEM
Team Members:
S. Rangaprasad – Sr.DGM, Manufacturing
M.K. Baranidharan – DGM, Quality control
D. Muralidharan – DGM, Manufacturing
C.Elumalai‐ Engineer, Production
Raja Chacko – Manager, Quality Assurance
S.Suriyanarayanan‐ Manager, Design
S.Kannan‐ Manager, QC
L. Rajagopal – Manager, Quality Control
H.Sadanand ‐ Executive, Sales
Date: 08‐Jan‐2014
Ref: NCR number LTVL/KO/001 dated 13/08/2013 from Koradi Boiler

Page 2 of 13
CONTENTS
1.0 Background
2.0 Preliminary Analysis
3.0 Correction
4.0 Root cause Analysis
5.0 Corrective action

Page 3 of 13
1.0 Background:
Valve details:
Project Koradi Boiler
Valve Type Gate
Valve size Various sizes
Class 2500
Material All grades
Quantity
41 Nos Refer annexure for total valve supplied in Cl 2500 Vs problem reported from various sizes.
Customer P.O LMB/V04/21000‐13795 & 13877
L&T Valves Sale Order 6001864, 6002056, 6001866, 6002057
Pressure & temperature conditions
Leakage noticed at 400bar pressure & 500°C temperature
Details for Primary SH drain line valve: Gland leakage observed in by pass valve
Project Koradi Boiler
Main valve details 3” 2500 SPL GATE WC9 T5 BW IBR
Main valve serial no C903074
Bypass Valve Type size / Material
Globe/DN 20/F22
Quantity /Bypass valve serial no
1 No (Bypass valve serial no : C803047)
Customer P.O LMB/V04/21000‐13841/46, BOQ No: 87
L&T Valves Sale Order/line item
6001866/2910
Tag number 09HAH01AA902
GAD Number 89000‐1027 Rev 5

Page 4 of 13
Annexure for CAR LTVL/KO/001 DATED 13/08/2013
Customer Site No. of valves
supplied in CL 2500
No of valves
problem reported
Koradi boiler Unit 8 52 23*
Koradi boiler Unit 9 52 18**
*Unit 8 valve details: Gland Leakage in valves
8” CL 2500 Gate 14 Nos
DN 20 CL 2500 T globe 4 Nos
20” CL 2500 Gate 1 No
6” CL 2500 Gate 1 No
3” CL 2500 Gate 2 Nos
12” CL 2500 Gate 1 No
**Unit 9 valve details: Gland Leakage in valves
8” CL 2500 Gate 3 Nos
DN 20 CL 2500 T globe 12 Nos
20” CL 2500 Gate 1 No
6” CL 2500 Gate 1 No
8” CL 3100 Gate 1 No
Complaint Number‐ LTVL/KO/001 dated 13/08/2013
Leakage noticed in gland packing in motorized valves. Out of 156 valves supplied in CL 2500, gland leakage
noticed in 41 valves
Valves supplied in this project:

Page 5 of 13
CLASS RATING CL 1500 CL 2500 CL 3100
SUPPLIED QUANTITY 36 Nos 156 Nos 18 Nos
2.0 Site feedback:
Koradi boiler: Unit 8 ‐Valves installed in SH DeSH Spray water line. L&T Valves team visited the site on 13‐
Aug‐2013. During site visit, it was informed by Mr. Arpit Washik, Site Engineer that while conducting hydro
testing @400 bar, 16 valves installed in the line leaked thro’ gland packing.
Observations noticed during site visit are given below:
1) 7 valves leaked even after tightening gland bolts. Spares sent subsequently & gland packing
changed (packing ‐1 bottom braided packing +4 Endless die moulded packing +1 Top braided
packing)
2) Observed unevenness in gland flange tightening.
3) Blackening & scratches noticed in stems in two valves
4) Leakage in Bypass line valve:‐ DN20 #2500, F22, Sr.‐ C803047,Hand wheel operated T Globe valve,
welded with main valve 3” 2500 WC9 Gate
Gland leakage

Page 6 of 13
3.0 Correction:
3.1 – Gland leakage
STEM –Blackening & scratch marks
Bypass Valve Gland Leak (Valve Serial No. : C803047)

Page 7 of 13
Koradi (Unit 8 & 9):‐
a) Gland leakage during hydro test @ 400 bars at Unit 8 – 23 nos. & Unit 9 ‐ 18 nos. (temperature
500°C)
b) In the above valves, leakage has been arrested by retightening of gland and changing the gland
packing
c) Training program conducted at customer site on 13th Aug 2013 to brief on the gland torque
requirements, Dos’s & Don’ts to be followed during installation and operation
d) All WIP valves (at factory) have been retightened to design torque
e) In order to validate the design torque, we have taken 10 Nos of WIP valves (at factory) in Class
2500 in various sizes. These valves were retested (hydro seat) after ensuring the tightening to
the design torque & found satisfactory.
f) Bypass line valve:‐ DN20 #2500, F22, Sr.‐ C803047 (unit‐8 valve), Hand wheel operated T Globe
has been replaced with Unit ‐9 valve & new valve has been dispatched from factory on 02nd Jan
2014.
g) Requested the Site Engineer to return the Defective valve to L&T Valves for detailed
investigation
4.0 Root Cause Analysis for gland leakage:
RCA‐ROOTCAUSEANALYSISSHEET–GLANDLEAKAGEPROBLEMDESCRIPTION DESCRIPTIONAREA DESCRIPTIONDATA
WHAT
Leakage thro gland packing in CL 2500 rating valve
Leakage thro gland packing was observed @ 400 bar
WHERE Gland packing The stuffing box is packed with 6 packing rings to avoid leakage thro stem. During hydro test, leakage was observed thro packing @ 400 bar
WHENDuring pressure testing During pressure testing @4 00 bar, leakage noticed
HOW BIG
Minor leakage observed in 41 valves & profuse leak observed in 1 bypass valve
After gland tightening also, leakage noticed in 7/16 valves.
SimilarParts- -

Page 8 of 13
S No CAUSES SIGNIFICANT / IN-
SIGNIFICANT
1a Gland packing material quality not meeting to specification Insignificant
1b Packing dimensions out of specification Insignificant
2 Design torque not sufficient Insignificant
CAUSEANDEFFECTDIAGRAM‐ DEFINE&VERIFYROOTCAUSE
MAN MATERIALS
METHODS/PROCESSES MACHINE
Leakage at
gland packing
Torque setting not done as per
design specification
Gland tightening torques disturbed
after pressure testing
Uneven gland bolt tightening
Gland packing material quality
not meeting to specification
Usage of torque wrenches
without proper calibration
Awareness on gland tightening
torque prior to commissioning
Gland holes offset w.r.t stuffing box
inner dia during machining
Stem OD & Bonnet ID surface
roughness poor & dimension out of
specification
Packing dimensions out of
specification
Design torque not sufficient

Page 9 of 13
3 Torque setting not done as per design specification during pressure testing Insignificant
4 Stem OD & Bonnet ID surface roughness poor & dimension out of specification Insignificant
5 Gland tightening torques disturbed after pressure testing Significant
6 Usage of torque wrenches without proper calibration Insignificant
7 Gland holes offset w.r.t stuffing box inner dia during machining Insignificant
8 Uneven gland bolt tightening Significant
9 Awareness on gland tightening torque prior to commissioning Insignificant
10 Usage of torque wrenches without proper calibration Insignificant
5.0 Analysis for gland leakage:
S No CAUSES Verification status
1a Gland packing material quality
not meeting to specification Material test certificate reviewed and found satisfactory
1b Packing dimensions out of
specification Packing dimensions verified & found meeting the drawing requirements
2 Design torque not sufficient Design specification validated by pressure testing & found satisfactory
3 Torque setting not done as per
design specification during
pressure testing
Hydro seat test performed by tightening the gland nuts to the requirement
4 Stem OD & Bonnet ID surface
roughness poor & dimension
out of specification
Components verified & found meeting the drawing specification.
5 Gland tightening torques
disturbed after pressure
testing
Hydro seat test performed by tightening the gland nuts to the requirement. On completion of pressure testing & subsequent valve performance test, (verification of open/close movement) gland nuts were loosened but not tightened to requirement
6 Usage of torque wrenches
without proper calibration Torque wrenches are being calibrated at periodic intervals as per the quality system procedure ML-05 and found OK
7 Gland holes offset w.r.t
stuffing box inner dia during
machining
Dimensions verified & found meeting the drawing requirements
8 Uneven gland bolt tightening During WIP stock inspection bolts not tightened uniformly on both sides in 1/25 Nos
Page 10 of 13
9 Awareness on gland tightening
torque prior to commissioning Operators & QC personnel are aware of the requirements. Customer complaint was briefed
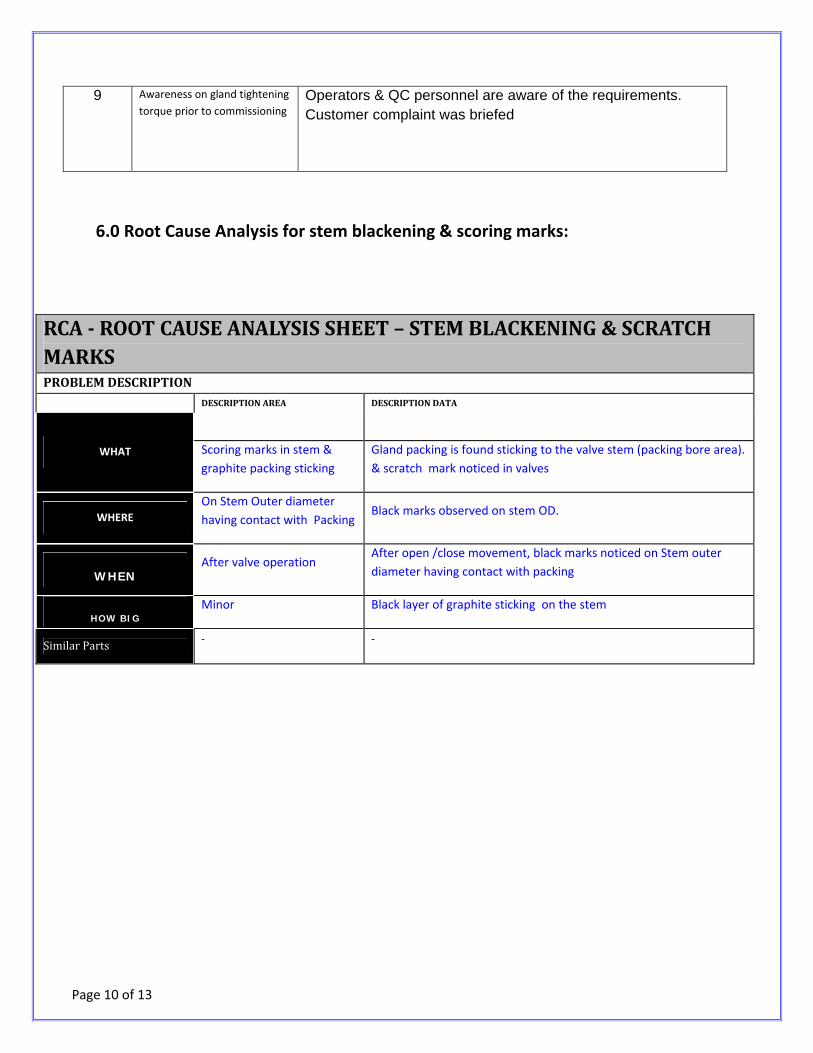
6.0 Root Cause Analysis for stem blackening & scoring marks:
RCA‐ROOTCAUSEANALYSISSHEET– STEMBLACKENING&SCRATCHMARKSPROBLEMDESCRIPTION DESCRIPTIONAREA DESCRIPTIONDATA
WHAT
Scoring marks in stem &
graphite packing sticking
Gland packing is found sticking to the valve stem (packing bore area).
& scratch mark noticed in valves
WHERE On Stem Outer diameter
having contact with Packing Black marks observed on stem OD.
WHENAfter valve operation
After open /close movement, black marks noticed on Stem outer
diameter having contact with packing
HOW BIGMinor Black layer of graphite sticking on the stem
SimilarParts- -

Page 11 of 13
S No CAUSES SIGNIFICANT / IN-
SIGNIFICANT
1 Stem OD & Bonnet ID surface roughness poor & dimension out of specification Insignificant
2 Packing dimensions out of specification Insignificant
3 Uneven gland bolt tightening Significant
4 Excess tightening torque applied in gland bolts
Insignificant
5 Awareness on gland tightening torque procedure Insignificant
CAUSEANDEFFECTDIAGRAM‐ DEFINE&VERIFYROOTCAUSE
MAN MATERIALS
METHODS/PROCESSES MACHINE
Stem
blackening &
scratch marks
Uneven gland bolt tightening
Proper storage condition of
finished valves
Gland packing material
quality not meeting to
specification
Awareness on gland
tightening torque
procedure
Gland holes offset wrt ID during
machining
Stem OD & Bonnet ID surface roughness
poor & dimension out of specification
Packing dimensions out of
specification
Excess tightening torque
applied in gland bolts

Page 12 of 13
6 Gland holes offset wrt ID during machining Insignificant
7 Proper storage condition of finished valves Insignificant
8 Gland packing material quality not meeting to specification Insignificant
7.0 Analysis for stem blackening & scoring marks:
S No CAUSES Verification status
1
Stem OD & Bonnet ID
surface roughness poor &
dimension out of
specification
Components verified & found meeting to the drawing specification.
2 Packing dimensions out of
specification Packing dimensions verified & found meeting the requirements
3 Uneven gland bolt tightening During WIP stock inspection bolts not tightened uniformly on both sides in 1/25 Nos
4 Excess tightening torque
applied in gland bolts Torque applied as per the design specification
5 Awareness on gland
tightening torque prior to
commissioning
Operators & QC personnel are aware of the requirements. Customer complaint was briefed
6 Gland holes offset wrt ID
during machining Dimensions verified & found meeting the drawing requirements
6 Proper storage
condition of valves Valves are being stored with proper protection
7 Gland packing material
quality not meeting to
specification
Material test certificate reviewed and found satisfactory
8.0 Corrective action:
Based on the above, the following corrective actions have been initiated:
a) Gland tightening torque as per design specification is being ensured and recorded in
Final inspection report by QC ‐ Implemented

Page 13 of 13
b) Training given to operators to tighten the gland studs using torque wrench & instructed
to tighten uniformly.
c) Stem alignment is being ensured during testing / final inspection stage; Uniform
clearance between stem and gland flange is being ensured now
d) Instruction on gland packing tightness has been provided in IOM (LT‐IOM‐09 Rev 0)
e) During master product development plan, we had decided to use imported packings inn
3100 & above class rating valves. Parallely we have evaluated the necessity to shift this
improvement to 2500 class rating valves also. As part of this initiative, it has been
decided to use imported packing in cl 2500 valves in super critical plant applications for
all our future supplies. As a very special case, it has been decided to replace the existing
packing with imported packing in Cl 2500 valves supplied to Koradi site.
Prepared by Approved by
C.Elumalai L.Rajagopal
Date: 04.01.2014
== End of report ==