Report of Survey Conducted at - bmpcoe.orgbmpcoe.org/bestpractices/pdf/mdwes.pdf · Solution...
49
Report of Survey Conducted at MCDONNELL DOUGLAS AEROSPACE HUNTINGTON BEACH, CALIFORNIA APRIL 1993 BEST MANUFACTURING PRACTICES Center of Excellence for Best Manufacturing Practices
Transcript of Report of Survey Conducted at - bmpcoe.orgbmpcoe.org/bestpractices/pdf/mdwes.pdf · Solution...

Report of Survey Conducted at
MCDONNELL DOUGLAS AEROSPACE
HUNTINGTON BEACH, CALIFORNIA
APRIL 1993
BEST MANUFACTURING PRACTICES
Center of Excellence forBest Manufacturing Practices

DESIGN
PRODUCT
FUNDING
TQM
MONEY PHASING
TEST PRODUCTION FACILITIES LOGISTICS MANAGEMENT
DESIGN REF MISSION PROFILE
TRADE STUDIES
DESIGN PROCESS
PARTS & MATERIALS SELECTION
COMPUTER - AIDED DESIGN
BUILT-IN TEST
DESIGN REVIEWS
DESIGN REQUIREMENT
DESIGN POLICY
DESIGN ANALYSIS
SOFTWARE
DESIGN FOR TESTING
CONFIGURATION CONTROL
DESIGN RELEASE
INTEGRATED TEST
FAILURE REPORTING
SYSTEM
UNIFORM TEST
REPORT
SOFTWARE TEST
DESIGN LIMIT
LIFE
TEST, ANALYZE & FIX (TAAF)
FIELD FEEDBACK
MANUFACTURING PLAN
QUALIFY MFG. PROCESS
PIECE PART CONTROL
SUBCONTRACTOR CONTROL
DEFECT CONTROL
TOOL PLANNING
SPECIAL TEST EQUIPMENT (STE)
COMPUTER-AIDED MFG. (CAM)
MANUFACTURING SCREENING
MODERNIZATION
FACTORY IMPROVEMNTS
PRODUCTIVITY CENTER
LOGISTICS SUPPORT ANALYSIS
MANPOWER & PERSONNEL
SUPPORT & TEST
EQUIPMENT
TRAINING MATERIALS & EQUIPMENT
SPARES
TECHNICAL MANUALS
MANUFACTURING STRATEGY
PERSONNEL REQUIREMENTS
DATA REQUIREMENTS
PRODUCTION BREAKS
TECHNICAL RISK
ASSESSMENT
TRANSITION PLAN
BREADBOARD DEVELOPMENT
BRASSBOARD DEVELOPMENT
PROTOTYPE DEVELOPMENT &
REVIEW
CONCEPT STUDIES & ANALYSIS
SPECIFICATION DEV./ALLOCA./
VALID.
DESIGN FOR ASSEMBLY
TEMP DEVELOPMENT/
EXECUTION
SOFTWARE SIMULATOR
PRODUCTION FABRICATION
ENVIRONMENTAL ISSUES
FIELD VISITS/ SITE SURVEYS
COST ASSESSMENT
LOGISTICS ANALYSIS
DOCUMENTATION
DETERMINING DEFINING NEED
FOR SYSTEM
PREPARE REQUIREMENT DOCUMENTS
QUALITY ASSURANCE
DESIGN/ MILESTONE
REVIEW PLANNING
NEW PMWS TEMPLATES
“CRITICAL PATH TEMPLATESFOR
TRANSITION FROM DEVELOPMENT TO PRODUCTION”
(SEE APPENDIX E)

1. EXECUTIVE SUMMARY
1.1 BACKGROUND ...............................................................................................11.2 BEST PRACTICES ..........................................................................................11.3 INFORMATION ................................................................................................31.4 PROBLEM AREAS ..........................................................................................4
2. INTRODUCTION
2.1 SCOPE ............................................................................................................ 52.2 SURVEY PROCESS ........................................................................................52.3 COMPANY OVERVIEW ..................................................................................52.4 ACKNOWLEDGEMENTS ................................................................................52.5 COMPANY POINT OF CONTACT ..................................................................6
3. BEST PRACTICES
3.1 DESIGNDESIGN REQUIREMENTS
Electronic Development Fixture ............................................................7DESIGN POLICY
CAD/CAM/CAE Unigraphics ll ...............................................................8DESIGN PROCESS
Integrated Product Development...........................................................9DESIGN ANALYSIS
Underwater Test Facility ......................................................................10CONFIGURATION CONTROL
Electronic Change Control ..................................................................11CONCEPT STUDIES AND ANALYSIS
Strategic Technology Management ....................................................12PROTOTYPE DEVELOPMENT AND REVIEW
Rapid Prototyping of Small Parts ........................................................12Rapid Prototyping Simulation and Software ........................................12
3.2 TESTDESIGN LIMIT
NDT Analyses/Equipment ...................................................................13Automated Load Programming System ..............................................14
C O N T E N T S
i

C O N T E N T S (Continued)
ii
3.2 TEST (CONTINUED)TEST, ANALYZE, AND FIX
Dynamics Laboratory ..........................................................................14
3.3 PRODUCTIONMANUFACTURING PLAN
Rapid Prototyping for Single Stage Rocket Technology .....................15SUBCONTRACTOR CONTROL
California Supplier Improvement Program ..........................................16COMPUTER-AIDED MANUFACTURING (CAM)
Numerical Control Simulation/Verification ...........................................16Graphic Interactive Programming........................................................17
PRODUCTION FABRICATIONAluminum Welding Practices...............................................................18
3.4 FACILITIESMODERNIZATION
Separation Rail and Attenuator Tube Center ......................................18Factory Rearrangement ......................................................................18
FACTORY IMPROVEMENTSFacilities Benchmarking ......................................................................19Advanced Composite Technology ......................................................19Energy Efficient Cleanroom-Design Development ..............................19Factory Improvement Team ................................................................20Optical Disk Data Records ..................................................................20
3.5 LOGISTICSMANPOWER AND PERSONNEL
Technology Management-Resource Assessment and Planning ........20
3.6 MANAGEMENTMANUFACTURING STRATEGY
Horizontal Teams ................................................................................21Process Based Management ..............................................................22Survey of Organization ........................................................................22MDA-West/DPRO Customer Relations ...............................................23Civic and Community Affairs ...............................................................23
DATA REQUIREMENTSMDA-West/Customer Complaint Tracking System .............................24

C O N T E N T S (Continued)
iii
4. INFORMATION
4.1 DESIGNDESIGN POLICY
System Architecture ............................................................................25
4.2 TESTINTEGRATED TEST
Concurrent Design and Test ...............................................................25LIFE
Solution Process Control and Salt Spray Testing ...............................26
4.3 PRODUCTIONQUALIFY MANUFACTURING PROCESS
Development of Fiber Optic Manufacturing Capabilities .....................26PIECE PART CONTROL
SPC Applications in Assembly Hole Drilling ........................................26TOOL PLANNING
Tool Management System ..................................................................27Tool Tracking.......................................................................................27
COMPUTER-AIDED MANUFACTURINGTube Center ........................................................................................27
ENVIRONMENTAL ISSUESEnvironmental Improvement Program.................................................28
4.4 FACILITIESFACTORY IMPROVEMENTS
Operations Business Management System Integrated ProductionEngineering Management Systems ...............................................28
4.5 LOGISTICSSPARES
Sale of Spares .....................................................................................29
4.6 MANAGEMENTMANUFACTURING STRATEGY
Strategic Quality Planning ...................................................................29Strategic Business Objectives .............................................................30

C O N T E N T S (Continued)
iv
4.6 MANAGEMENTDATA REQUIREMENTS
CALS ...................................................................................................31MDA-West/Non-conformance Database .............................................32
QUALITY ASSURANCEQuality Assessment.............................................................................33Enterprise Quality Council ...................................................................33
5. PROBLEM AREAS5.1 FUNDING
MONEY PHASINGLack of Adequate Research, Development, Test and
Evaluation Funding for Concurrent Engineering ............................35
5.2 PRODUCTIONENVIRONMENTAL ISSUES
Composite Disposal ............................................................................35
APPENDIX A - TABLE OF ACRONYMS ........................................................................A-1APPENDIX B - BMP SURVEY TEAM .............................................................................B-1APPENDIX C - NAVY CENTERS OF EXCELLENCE ....................................................C-1APPENDIX D - PROGRAM MANAGER'S WORKSTATION ..........................................D-1APPENDIX E - NEW BEST MANUFACTURING PRACTICES
PROGRAM TEMPLATES .................................................................E-1APPENDIX F - PREVIOUSLY COMPLETED SURVEYS ...............................................F-1

F I G U R ES
v
LIST OF FIGURES
3-1 Electronic Development Fixture .......................................................................73-2 Detail Design Schedule - What Existed Before and Present ...........................83-3 CE/IPD Deployment .........................................................................................93-4 Underwater Test Facility ................................................................................103-5 ECC Process..................................................................................................113-6 NDT Equipment..............................................................................................133-7 Automated Load Programming System .........................................................143-8 DC-X Vehicle..................................................................................................153-9 VPPA Welding and Inspection .......................................................................173-10 Horizontal Teams Structure ...........................................................................213-11 Seven-Step Process Based Management Approach .....................................22
4-1 Enterprise Quality Planning Process .............................................................304-2 Strategic Business Objective Flowdown ........................................................314-3 Non-conformance Database ..........................................................................32

S E C T I O N 1
EXECUTIVE SUMMARY
1
1.1 BACKGROUND
The Navy’s Best Manufacturing Practices (BMP) pro-gram team conducted a survey at the McDonnell DouglasAerospace (MDA) facilities located in Huntington Beach,California the week of 26-30 April 1993. The purpose of theMDA (also referred to as MDA-West) survey was to reviewand document its best practices and investigate any poten-tial industry-wide problems. The BMP program will usethis documentation as an initial step in a voluntary technol-ogy sharing process among the industry and government.
1.2 BEST PRACTICES
The best practices documented at MDA are detailed inthis report. These topics include:
Item Page
Electronic Development Fixture 7
MDA uses an electronic development fixture tohelp functional teams develop Space Station Free-dom for NASA.
CAD/CAM/CAE Unigraphics II 8
MDA has successfully evolved from a two-di-mensional drawing facility to using the UnigraphicsII to complete three-dimensional solid models.
Integrated Product Development 9
Integrated Product Development multi-functionalteams provide the communications interaction foun-dation for MDA concurrent engineering efforts.
Underwater Test Facility 10
MDA constructed an Underwater Test Facility toprovide zero gravity test conditions.
Electronic Change Control 11
Electronic Change Control is part of the enablingtechnology support system for concurrent engi-neering and integrated product development ef-forts at MDA.
Item Page
Strategic Technology Management 12
MDA’s Advanced Technology Program main-tains a goal to develop a method to successfullycompete in future technology and advanced pro-grams while minimizing the advanced technologydevelopment costs.
Rapid Prototyping of Small Parts 12
MDA technical specialists have investigated tworapid prototyping technologies to produce small,complex-shaped parts.
Rapid Prototyping Simulation and Software 12
MDA uses a system to build and test stages con-currently to shorten design time. The softwarecode is automatically generated and documentedfrom models to provide traceability between re-quirements and design.
NDT Analyses/Equipment 13
MDA uses NDT evaluation methods to examinemanufactured assemblies for defects in material orworkmanship.
Automated Load Programming System 14
Mathematical part models automatically gener-ated by design engineers using CAD models areused for structural testing of fabricated parts.
Dynamics Laboratory 14
Design engineers are sharing motion and stressanalysis information with test engineers at MDA’sDynamics Laboratory.
Rapid Prototyping for Single Stage Rocket 15Technology
The Single Stage Rocket Technology Program hassuccessfully implemented concurrent engineeringand rapid prototyping to build the Delta Clipperexperimental vehicle.

2
Item Page
California Supplier Improvement Program 16
MDA joined the California Supplier Improve-ment Program, a program designed to developsuppliers dedicated to continuous improvement.
Numerical Control Simulation/Verification 16
MDA uses software packages designed for NCprogram verification to reduce the proofing cyclewhile improving first time quality and reducingcosts.
Graphic Interactive Programming 17
Graphic Interactive Programming is a project toimprove quality, reduce lead times and hard tool-ing dependency, and to apply standardization tothe manufacturing process of various selectedextruded parts.
Aluminum Welding Practices 18
MDA has invested in a state-of-the art variablepolarity plasma arc welding and inspection facil-ity.
Separation Rail and Attenuator Tube Center 18
MDA has developed and installed a self-sustain-ing manufacturing cell for fabricating the hard-ware used in a rocket fairing separation system.
Factory Rearrangement 18
MDA has established a factory rearrangementteam to provide internal customers with a system-atic process for obtaining factory space.
Facilities Benchmarking 19
MDA conducted a competitive comparison be-tween its facilities, other McDonnell Douglas op-erations, and outside companies to identify keyperformance measures in facilities functions andprovide guidelines for improvement.
Advanced Composite Technology 19
To ensure composite manufacturing would becomea viable assembly process, MDA developed a newphilosophy to include minimum engineering for-mality, low cost production methods, concurrentdesign and manufacturing, and fixed price bids.
Item Page
Energy Efficient Cleanroom - Design Development 19
MDA applied TQM principles to the process ofconstructing an Energy Efficient Cleanroom toensure all of the several customers’ requirementswould be met.
Factory Improvement Team 20
MDA addressed capital equipment improvementand procurement by creating a team to evaluatepossibilities and provide recommendations.
Optical Disk Data Records 20
To alleviate control and maintenance of paperdocumentation for in-house programs, MDA ob-tained an optical disk storage capability.
Technology Management - Resource Assessment 20and Planning
MDA established Horizontal Teams and othermanagement techniques to address common is-sues relating to resource assessment and planning.
Horizontal Teams 21
MDA restructured the company to a vertical, pro-jectized structure and overlaid Horizontal Teamsto ensure integrity of processes and managementsystems.
Process Based Management 22
MDA directs overall manufacturing managementthrough a seven-step process-based approach.
Survey of Organization 22
MDA uses a Survey of Organization to determinethe overall working atmosphere and assess thecompany’s performance capabilities.
MDA-West/DPRO Customer Relations 23
A stronger relationship with DPRO was initiatedto identify and resolve concerns as part of theMDA rededication to quality.
Civic and Community Affairs 23
MDA maintains a strong civic commitment throughits employee volunteers and primary funding re-sources.

3
Item Page
MDA-West/Customer Complaint Tracking System 24
A computer program was developed to trackcorrective action requests for DPRO and MDApersonnel.
1.3 INFORMATION
The following information items were documented atMDA. These topics include:
Item Page
System Architecture 25
MDA realized substantial benefits as a result ofchanging to concurrency of data across the manyminicomputers and mainframe computers.
Concurrent Design and Test 25
MDA has converged test development with con-current engineering efforts.
Solution Process Control and Salt 26Spray Testing
An existing test chamber could not support saltspray testing: MDA contracted with the Engel-hardt company to construct a more effective saltspray testing chamber.
Development of Fiber Optic Manufacturing 26Capabilities
MDA has developed methods of manufacturingand characterizing space qualified fiber opticbundles.
SPC Applications in Assembly Hole Drilling 26
To determine where the problem of rework in rivetedassemblies in the commercial and Titan IV missileapplications was occurring, MDA instituted an SPCprocedure.
Tool Management System 27
MDA overcame presetting tooling problems byusing an innovative tool management program.
Tool Tracking 27
MDA maintains careful and precise tracking ofthousands of specialized tools.
Item Page
Tube Center 27
An automated tube preparation center has beendeveloped using state-of-the-art technology.
Environmental Improvement Program 28
MDA has identified a process to define and man-age environmental risks and developed a policyfor environmental guidance.
Operations Business Management System 28Integrated Production EngineeringManagement Systems
MDA is installing a singular, computer-basedsystem to replace 12 independent systems thatsupport many business and manufacturing func-tions. It is also installing an automated system togenerate production engineering documenta-tion.
Sale of Spares 29
MDA has instituted a fair and equitable policy ofspares sales to the government.
Strategic Quality Planning 29
The MDA Strategic Quality Plan is patterned afterthe Baldrige Award criteria and supports the com-pany objective to become the preferred supplier inits key market segments.
Strategic Business Objectives 30
MDA uses its vision statement as the basis for itsstrategic plan which administers the efforts toalign the goals and roles of all levels of thecompany.
CALS 31
MDA is developing a comprehensive understand-ing of CALS applications and aligning its re-sources to accommodate this tool.
MDA-West/Non-conformance Database 32
MDA created a database to log MRB non-con-formances.
Quality Assessment 33
MDA quality assessment goes beyond the qualityaudit to help the organization address problemsdetermined during the audit.

4
Item Page
Enterprise Quality Council 33
A Company Quality Council was established in1991 to focus attention at MDA on quality and thequality planning process. This council was fol-lowed by a streamlined council called the Enter-prise Quality Council that is establishing and ad-ministering quality policy and values.
1.4 PROBLEM AREAS
The following industry-wide problem areas were identi-fied by MDA. These topics include:
Item Page
Lack of Adequate Research, Development, 35Test and Evaluation Funding for ConcurrentEngineering
The current funding allocations for various phasesof life cycle acquisition do not adequately supportthe product concept and development stages in aconcurrent engineering environment.
Composite Disposal 35
There is no known method of re-using or recyclinggraphite-epoxy pre-preg composite materials.

5
2.1 SCOPE
The purpose of the Best Manufacturing Practices (BMP)survey conducted at the McDonnell Douglas Aerospace(MDA) facilities was to identify best practices, reviewmanufacturing problems, and document the results. Theintent is to extend the use of progressive managementtechniques as well as high technology equipment and pro-cesses throughout industry and government facilities. Theultimate goal of the BMP program is to strengthen the U.S.industrial base and reduce the cost of defense systems bysolving manufacturing problems and improving quality andreliability.
A team of engineers accepted an invitation from MDA toreview the processes and techniques used in its facilities(MDA-West) located in Huntington Beach, CA. Potentialindustry-wide problems were also reviewed and docu-mented. The review was conducted at MDA on 26-30 April1993 by the team identified in Appendix B of this report.
The results of BMP surveys are entered into a database fordissemination through a central computer network. Theactual exchange of detailed data will be between companiesat their discretion.
The results of this survey should not be used to rate MDAwith other government activities, defense contractors, orcommercial companies. The survey results have no bearingon one facility’s performance over another’s. The docu-mentation in BMP reports is not intended to be all inclusiveof the activity’s best practices. Only selected non-propri-etary practices are reviewed and documented by the BMPsurvey team.
2.2 SURVEY PROCESS
This survey was performed under the general survey guide-lines established by the Department of the Navy. The surveyconcentrated on the functional areas of design, test, produc-tion, facilities, logistics, and management. The team evaluatedMDA’s policies, practices, and strategies in these areas.
Furthermore, individual practices reviewed were catego-rized as they relate to the critical path templates of DoD4245.7-M, “Transition from Development to Production.”MDA identified potential best practices and industry-wideproblems. These practices and other areas of interest werediscussed, reviewed, and documented for distribution
throughout the U.S. industrial base. The format for thissurvey consisted of formal briefings and discussions on bestpractices and problems.
Time was spent on the factory floor at MDA reviewingpractices, processes, and equipment. In-depth discussionswere conducted to better understand and document theidentified practices and problems.
Demonstrated industry-wide problems identified duringthe Best Manufacturing Practices surveys may be referredto one of the Navy Manufacturing Technology Centers ofExcellence. They are identified in Appendix C.
2.3 COMPANY OVERVIEW
McDonnell Douglas Aerospace-West located in Hun-tington Beach, California, is comprised of three main busi-ness units - transport aircraft, space systems, and defenseand electronic systems. The company employes more than6,500 people in facilities covering over 228 acres.
In the transport aircraft unit, the primary focus for MDAChas been the C-17 cargo aircraft for the U.S. Air Force. Inthe defense and electronic systems unit, emphasis is placedon laser systems, surveillance and detection, informationsystems and strategic defense. The unit is also responsiblefor designing and producing avionics and ground supportelectronics for military and civil aircraft, missiles, and theDelta launch vehicle.
In the space systems unit, MDAC-W concentrates on thelaunch vehicle business, Work Package 2 of NASA's SpaceStation Freedom, and research and development in single-stage rocket technology and space exploration. The spacestation unit is a division of the space systems unit and is partof a five-company contractor team that is designing anddeveloping a major component of the space station. Thespace system's advanced programs and technology divisionis developing a single-stage-to-orbit vehicle for militaryand commercial applications.
2.4 ACKNOWLEDGMENTS
Special thanks are due to all the people at MDA whoseparticipation made this survey possible. In particular, theBMP program acknowledges the special efforts of Mr. FredRiggs and Mr. Gerald C. Janicki for enabling this survey tooccur.
S E C T I O N 2
INTRODUCTION

6
Mr. Fred RiggsSenior Manager, Manufacturing TechnologyMcDonnell Douglas AerospaceInternal M/C 45-25301 Bolsa AvenueHuntington Beach, CA 92647-2099Phone: (714) 896-2997FAX: (714) 896-2997
2.5 COMPANY POINT OF CONTACT
The information included in this report is descriptive ofthe best practices and techniques observed at MDA; how-ever, it is not all inclusive. The reader will require moredetailed data for technology transfer. This data is availablethrough the survey point of contact. The point of contact forthis BMP survey is:

7
S E C T I O N 3
BEST PRACTICES
use by the weight, thermal, strength, logistics, and produc-tion engineers in development of Space Station Freedomfor NASA. Design and manufacturing disciplines, as wellas customers, have access to the latest digital product modeland concurrently work to ensure that the model is accurateand complete.
By adopting a digital approach to modeling, costly mis-takes are avoided resulting in reduced development time.The Unigraphics-based CAD/CAM/CAE system allowsusers to electronically investigate fit, form, function andinterference detection. This is the primary tool for analysis,tool and support equipment design, wire harness and fluidtube development, and direct hand-off to the computeraided manufacturing processes. Tubing and wire harnessdrawings are produced automatically from EDF centerlinerouting data. The database is also used to facilitate assemblyinstructions, illustrated assembly and maintenance aids,factory layout, and part packaging. Parts manufacturing isautomated by generating NC code from solid models thatreside in the system.
FIGURE 3-1. ELECTRONIC DEVELOPMENT FIXTURE
McDonnell Douglas Aerospace has rededicated itself toquality in every aspect of its business, from advancing TQMconcepts to concurrent engineering efforts. A commitmentto develop and invest in its core technologies and advancethese in a shifting market environment supports thecompany’s re-emphasis on quality. These aspects of theMDA environment were evident to the BMP survey teamand were manifested in the enthusiasm of the personnel andthe quality of the presentations. Therefore, the survey teamconsidered these practices to be among the best in industryand government.
3.1 DESIGN
DESIGN REQUIREMENTS
Electronic Development Fixture
McDonnell Douglas Aerospace (MDA) effectively usesan electronic development fixture (EDF) (Figure 3-1) - athree-dimensional digital model - which allows synergistic
EDFDesignManufacturing
Central Group Constructs & Maintains EDF from Design Part Models
Current Configuration 3D Models Rigged in Space
Interference Detection
Fit, Form and Function Studies
EDF Approval
Design Analysis
Accurate Wire Harness
Models
Accurate Tubing Models
Assembly Tool
Analysis
Producibility Analysis
On Orbit Maintenance
Replaces Traditional “Iron-Bird” – No High Fidelity Mock-up

8
Once Space Station Freedom is complete, NASA can usethis model for logistics support, training, modifications andtechnological enhancements. Other industries can benefitby concurrently using CAD/CAM resources to reduce costand product development time.
DESIGN POLICY
CAD/CAM/CAE Unigraphics II
MDA-West has successfully evolved from two-dimen-sional drawings to three-dimensional drawings over the lastten years for all design and analysis. Using the UnigraphicsII CAD/CAM/CAE system, MDA-West migrated fromtwo-dimensional drawings as the design goal to completethree-dimensional solid models. Creating three-dimensionalsolid models is now the company standard for design, and
other functional areas such as manufacturing and logisticscan obtain their required information. This effort has facili-tated MDA-West’s Concurrent Engineering (IntegratedProduct Development (CE/IPD)) efforts since other engi-neering functional areas are brought into the product devel-opment process early.
In the early 1980s, the MDA-West drawing creationprocess was sequential. A functional area did not receive atwo-dimensional drawing from design until it was com-pleted. Each area would receive the drawing for check andapproval (Figure 3-2). This process was time consumingbecause of the multiple iterations needed to obtain drawingapproval by all functional areas. The CAD system was seenas an impressive drafting tool that at best reduced the timeof the iteration process. Parallel check and review betweenfunctional areas was non-existent. Even though the Uni-graphics system at the time had other capabilities, it was not
FIGURE 3-2. DETAIL DESIGN SCHEDULE – WHAT EXISTED BEFORE AND PRESENT
Design
Analysis
M&P
N/C
Operations
Inspection
Customer
Logistics
Check/Release
Discipline Time
Dwg Review
Create Dwg.
Dwg Sign-Off
Planning Fabrication
N/C Programming
Dwg Off-Board
Design
Analysis
M&P
N/C
Operations
Inspection
Customer
Logistics
Check/Release
Discipline Time
Create Model Mod’s
Dwg Sign-Off
Planning Fabrication
N/C Programming
Detail Design Schedule — What Existed Before 26-30 April 1993
Detail Design Schedule (Present) 26-30 April 1993
Dwg
Design Review
Dwg Off-Board
Receive Dwg.
Dwg. Released
Present
Past
Receive Dwg.
Dwg. ReleasedMod’s
For a Numerically Controlled Machined Part
For a Numerically Controlled Machined Part

9
fully utilized because many engineers were not trained inthose capabilities.
MDA then created strategic plans for use and support ofthe Unigraphics system as a total tool for design creation,design analysis, manufacturing planning, and communica-tion between functions. Unigraphics was seen as a tool tofacilitate company wide Concurrent Engineering/IntegratedProduct Development (CE/IPD). A Unigraphics advisoryteam was created to guide the integration of the Unigraphicstool with the CE/IPD strategic plan. The rapid developmentof computer hardware technology eased the integration ofthe CAD/CAM system with the strategic plan. In-housetraining programs were started for Unigraphics and focusedon instructing the engineer how to use the specific Uni-graphics modules required to complete the job.
MDA-West currently uses Unigraphics three-dimen-sional, solid or wireframe, models as the baseline for allengineering. Model data is digitally communicated withother areas. Two-dimensional drawings are created fromthe three-dimensional model as needed. This transitionphase will continue until all engineering functional areasuse three dimensions.
Parallelism is accomplished through the use of Unigraphicsas a tool for all functions to be directly involved with themodel creation from early in the design process (refer toFigure 3-2). Sequential hand-off of drawings for signaturerelease has been minimized with sign-offs often occurringin parallel.
The attempt to marry the Unigraphics CAD/CAM/CAEtool with the CE/IPD thrust at MDA-West has proven to besuccessful, and MDA has determined several importantlessons from this effort including that the management buy-in to change needs to be quicker; the engineering designtime increased but the overall project cycle time decreased;there is still a need to drive down Unigraphics capabilitiesto suppliers; and there is a need to improve electroniccommunication links between functional areas. The Uni-graphics tool has been tremendously effective in achievingthe CE/IPD success seen today at MDA-West. Great timesavings have occurred due to early feedback on designissues across disciplines, parallel interaction between teams,and improved access to design information.
DESIGN PROCESS
Integrated Product Development
Integrated Product Development (IPD) multi-functionalteams provide the communications interaction foundationfor concurrent engineering efforts at MDA. The teams areaugmented with integrated design and manufacturing sup-port systems that create the environment for near real-timeconcurrent engineering.
Market competition, driving the need to improve quality,reduce cost, and shorten cycle times, prompted MDA toaggressively pursue concurrent engineering. While MDAhas practiced concurrent engineering over the years, topcorporate management recently re-emphasized its policy tobuild the product right the first time, every time. This re-emphasis, coupled with integrated CAD/CAM systems,provided a supportive environment for concurrent engi-neering. Management demonstrated the backing of its poli-cies through organizational restructuring, and the companyhas moved away from functional organizations toward IPDteams that operate in a flexible matrix. IPD efforts focus oneliminating functional communication barriers or “silos.”As a result, IPD provides the framework for MDA’s concur-rent engineering efforts. This effort is a wholistic, system-atic approach encompassing the entire life cycle develop-ment effort from concept through disposal.
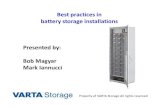
CE/IPD strategic and tactical plans cover several DoDinitiatives and instructions such as DoDD 5000.1 and DoDI5000.2, Defense Acquisition Management Policies andProcedures, Total Quality Management System, ComputerAided Acquisition and Logistics (CALS)/Contractor Inte-grated Technical Information Services (CITIS); DoD4245.7M, Transition from Development to Production; andMIL-STD-499B, System Engineering. In addition, the plansprovide a support structure (Figure 3-3) for training, advis-ing, measuring, scheduling and facilitating the IPD teams.
MDA has simplified CAE/CAD/CAM support tools bystandardizing Unigraphics design and manufacturing soft-ware that runs on the HP 700 series workstation and bystandardizing Macintosh desktop computers on the Space
FIGURE 3-3. CE/IPD DEPLOYMENT
IPD A-TEAM
LESSONS LEARNED
SPACE TRANS
COUNCIL
MENTORING
IPD GUIDANCE
IPD H-TEAM
TA COUNCIL
TASK TEAMS
D&ES COUNCIL
PROPOSAL SUPPORT
AP&T COUNCIL
TRAINING
SSF COUNCIL
CE/IPD DEPLOYMENT
How Changes Were Implemented: HISTORY OF CE/IPD AT MDA-W 1990–1992
Advisory Organization Linked to H–Team, Councils, and External Interfaces

10
Station Freedom program. MAC-X provides a shared-xwindow into the Unigraphics files stored on DEC VAXs.The network of mini-computers, workstations, and desk-tops enable near real-time CE/IPD for local, as well as forgeographically separated, activities. Therefore engineers,technicians, manufacturing, and logisticians share ideasthroughout the design, development, and manufacturingcycles regardless of personnel location.
CE/IPD represents a common sense approach to proceedwith the right thinking up front and promote all possibleparallel actions. This common sense approach to CE/IPDdeployment has provided several benefits including:
• An increased efficiency through early up-front com-munications;
• An awareness of downstream needs of all customers;
• An enterprise product ownership because of teaminvolvement;
• A reduction in non-value added activity;
• An establishment of contact networks between suppli-ers and teammates;
• A higher first-time quality in all program phases;
• An increased use of shared data;
• A reduction in part counts through robust design prin-ciples;
• A higher performance achieved on schedule withless rework; and
• A reduced life cycle cost.
CE/IPD supports the TQM philosophy. It is a methodol-ogy, a philosophy, and a mind-set that helps teams ofproduct developers define all aspects of a product’s lifecycle from concept through disposal.
DESIGN ANALYSIS
Underwater Test Facility
MDA is strongly committed to the development of spacesystems. However, a difficult space system design challengeis the requirement for operation in zero gravity conditions.Human factors such as personnel safety are of critical con-cern, and methods for assessing the impact of various designaspects in zero-gravity therefore become integral. MDAaddressed this concern by constructing an Underwater TestFacility (Figure 3-4) at the Huntington Beach location. ThisTest Facility is built around a 70-foot diameter by 35-footdeep freshwater tank that holds almost one million gallons ofwater. The size of this tank allows large, complex mechanicalstructures to be completely submerged and buoyed to simu-late zero gravity. Divers, buoyed in a similar manner, canhelp evaluate the ease with which assembly or maintenanceis performed on the structure.
FIGURE 3-4. UNDERWATER TEST FACILITY

11
Instrumentation of the Underwater Test Facility includestwo-way, two-channel communications, nine video taperecorders, as well as several cameras and monitors tocapture a variety of viewing angles. In addition to theevaluation of human factors for design, the tank can be usedto evaluate performance dynamics of autonomous, remotelycontrolled, and tethered equipment and systems.
The Underwater Facility has enabled MDA to designtools that are easier to handle and operate. Work platformshave been designed to provide workers support and lever-age - prime areas of difficulty in space operations. The timerequired for each task can also be more accurately mea-sured, facilitating properly planned work schedules aroundfatigue factors and other restrictions such as total time forExtra Vehicular Activity.
CONFIGURATION CONTROL
Electronic Change Control
Electronic Change Control (ECC) is part of the enablingtechnology support system for Concurrent Engineering/Integrated Product Development (CE/IPD) at MDA. ECCis an on-line system accessible throughout MDA for track-ing and controlling engineering changes. The system sup-ports parallel activities and simultaneous multiple userswithin the change control process (Figure 3-5). ECC exem-plifies MDA’s commitment to CE/IPD and its dedication tomaintain a leadership role in the aerospace industry.
A major advantage of the integrated ECC system is theability for drawings developed on Unigraphics worksta-tions to be displayed on Macintosh desktop computers. TheECC system user friendliness is provided through a varietyof hierarchical menus that allow functionalities such as:
• Entering and viewing drawing changes;
• Establishing and displaying review lists;
• Notifying reviewers via electronic mail;
• Providing password schemes;
• Handling change rejections and comments;
• Retrieving and displaying approval histories;
• Searching for various types of data for comparisons;
• Listings for project change notice status and reports;and
• Charting and graphics.
Many benefits have been derived from the ECC system.The system reduces cycle time in the engineering documentreview and approval by parallel electronic distribution. Italso provides management visibility on tracking the progressof drawings in the review cycle, as well as the capability toconvert all types of engineering documents into an elec-tronic format for electronic distribution for review andapproval. It can provide the capability to extract reports for
FIGURE 3-5. ECC PROCESS
ECC PROCEDUREPARALLEL DISTRIBUTION
ELECTRONIC APPROVALS
APPROVAL STATUS
PERFORMANCE STATISTICS
DOCUMENT RELATIONSHIPS
CRS MANUAL & AUTO
MANUAL EO
GRAPHICSINPUT
EDDS EO,P/L, NOTOES
MANAUAL DRAWING
UNIGRAPHICS DRAWING
D I S T R I B U T I O N
A P P R O V A L
STORAGE
OPTICAL DISK
RETRIEVAL

12
metrics data. Documents are stored and exported in CALScompliant format.
CONCEPT STUDIES AND ANALYSIS
Strategic Technology Management
The goal of the MDA’s Advanced Technology Program(ATP) planning process is to develop a method to success-fully compete in future technology and advanced programswhile minimizing the advanced technology developmentcosts.
ATP provides a process for addressing the issue of whereto direct research and technology dollars that will maximizethe company’s competitive edge. The system attempts tomaintain a balance between advancing existing critical coretechnologies and developing new technologies while mini-mizing investment risks. An in-depth scoring system hasbeen devised for effectively partitioning MDA’s new busi-ness funds.
The following factors are considered, weighted, andtraded to meet the corporate stated goals:
• Alignment with the strategic business objectives;
• Alignment with customer’s initiatives;
• Program strategic category (defined in the strategicplan);
• Technology requirement date;
• Criticality of the technology to mission success;
• Make or buy positions;
• Competitive position; and,
• Technology requirement level (current versus requiredat the technology requirement date).
MDA has been able to prioritize technology requirementsfor product improvements and new products. It has alsoprioritized technology investment directions that are basedon objective evaluation.
PROTOTYPE DEVELOPMENT AND REVIEW
Rapid Prototyping of Small Parts
Technical specialists at MDA have investigated twosimilar rapid prototyping technologies for producing small,complex-shaped prototype parts such as nose cones.Stereolithography (SLA) involves the use of a photo sensi-
tive polymer bath from which plastic prototypes are createdusing a laser for the polymer curing. Another technology,referred to as selective laser sintering (SLS), uses a pow-dered wax that is sintered with a laser to create a replica ofthe part to be made via investment casting. Both rapidprototyping technologies can produce parts in a fraction ofthe traditional time. These technologies also have a reducedoverall cost per prototype.
Prior to the advent of rapid prototyping technology,MDA was dependent on a model shop with experiencedmachinists to build prototypes. While the model shop is stillused, MDA employs rapid prototyping technology forsome parts. The cost drivers for this effort include theintensive labor required to manually produce prototypes.The prototypes built with the traditional process oftenrequired many man-hours.
There are numerous service bureaus that produce SLAprototypes from CAD drawings. Also, there are SLA sys-tems in St. Louis at McDonnell Aircraft Company, and atthe Douglas Aircraft facilities in Long Beach. MDA-Westhas worked with both McDonnell Douglas SLA systems aswell as with service bureaus, and one service bureau thatproduces prototypes with SLS technology.
Several lessons emerged from using rapid prototypingtechnologies including the fact that this type of rapidprototyping can produce successful models. There is afactor of 10 cost differential between the use of outsideservice bureaus compared to MDA internal cost and sched-ule to produce a part by conventional methods. The facetsize used in solid model design impacts the surface finish ofthe prototype, and the accuracy of the design database iscritical in obtaining an acceptable prototype.
MDA-West has confidence in producing dimensionally,accurate and functional hardware at low cost and short leadtime. SLA and SLS will continue to be used for future partprototyping.
Rapid Prototyping Simulation and Software
MDA applies over 30 years experience in simulation fordesign, including hardware in the loop. Guidance andcontrol simulation reduces risk using performance assess-ment during design, and reduces cost by shortening devel-opment time. With the cost of a space vehicle launch, andthe critical safety issues of manned space-craft, this simu-lation capability has become a necessity. MDA uses a spiraldesign process where iterative build stages are accompa-nied by iterative test stages.
The Rapid Prototyping and Integrated Design System(RAPIDS) was developed by MDA and Integrated SystemsInc. Using this system, build and test stages are concurrent

13
to shorten design time. Software code is automaticallygenerated and documented from models, providing easytraceability between requirements and design. The RAP-IDS software allows for six degrees of freedom simulatedperformance of air vehicles. Such factors as pitch autopilot,mission time, latitude/longitude flight path, and seekeroperation are monitored and controlled. Automatic analysisincludes non-linear time domain simulation and frequencydomain stability analysis.
Modeling begins with the System Build Block Editor.This feature provides familiar block diagrams, unlimitedhierarchy, full timing control, and precise design specifica-tions. The hierarchy allows the use of generic functionblocks for high level definitions with subsequent lower andfiner levels of detail as the system is designed. Each blockis cataloged and may be reused any number of times in anynumber of system designs. The models can then be exer-cised to simulate performance and assess model compli-ance with design requirements.
After a successful simulation, the Automatic Code Gen-erator converts the block diagrams into complete, real-timesoftware programs. The code is directly traceable back tothe System Build module, and the program is portable toany real-time computer. The AutoDoc feature provides forautomatic document preparation and is compatible withFrameMaker and Interleaf.
The next determination of system performance is madeby downloading the code to the guidance and controlprocessor and exercising it with an in-circuit emulator.When all testing is satisfactorily completed, actual vehiclehardware is added to visually examine performance.
RAPIDS has been successfully applied to full develop-ment projects such as the Single Stage Rocket Transport(SSRT), with more than a two-to one-reduction in systemdevelopment cost. It facilitates an integrated team approachand sharing of knowledge. While the automated code gen-eration is not a replacement for software development, itdoes produce error free code and saves significant time.
3.2 TEST
DESIGN LIMIT
NDT Analyses/Equipment
MDA employs non-destructive evaluation methods toexamine manufactured assemblies for defects in material orworkmanship. Hand-held probes are used to detect eddycurrents that may indicate material anomalies. Hand-heldacoustic probes are also used, such as the QFT-2 portableacoustic scanner from DupontTM. MDA also has special X-
ray equipment to perform computed tomography and real-time radiography. Figure 3-6 presents several pieces of thisNDT test equipment.
New composite structures must be evaluated to deter-mine suitability for potential new designs. Surface flawscan be detected by die penetrant, but sub-surface flaws aretypically scanned acoustically. A C-scan of the materialtranslates to X-Y plots of attenuation data, or A-scans canbe displayed via oscilloscope. However, this may not accu-rately determine the depth or the location of the flaw. Thiswas a critical problem for design of a helicopter mastmounted sight.
The NDT group at MDA has implemented a technique toaddress these issues. Developed with IRAD funding, thetechnique involves totally immersing the system under testin water. Signal sources are placed opposite each other oneach side of the structure using a six-axis positioningsystem.
An ADIS test system is used to initiate acoustic pulses toestablish a performance baseline of the immersed structure.The ADIS equipment has several notable features includingan 85 decibel acoustic dynamic range, special program-ming features to allow fine tuning of test settings to helpevaluation, and automated documentation. This automatedtest system combines several acoustic scanning techniquesto present a three-dimensional image that can be analyzedfor accurate defect location and defect type.
Since its first use in the mid-1980s, the ADIS AutomatedAcoustic Analysis System has been used on numerouscomposite structures to evaluate material performance. Theinformation provided has significantly contributed to saferdesigns for piloted systems and has resulted in cost savingsmore than double those originally estimated.
FIGURE 3-6. NDT EQUIPMENT

14
Automated Load Programming System
Design and test engineers at MDA have found thatsharing part models in the early stages of product develop-ment offers a rapid and flexible means of verifying earlydesign concepts. As part of a concurrent engineering ap-proach to product design and development, mathematicalpart models that were automatically generated by designengineers using CAD models are utilized for structuraltesting of fabricated parts (Figure 3-7).
Early part models and analysis are available to testengineers across a distributed network. Parts are fabricatedin early design stages and tested at the MDA structureslaboratory. The five-test pads in this 200-foot diameterbuilding are capable of resisting axial loads up to eightmillion pounds.
Horizontal and vertical loads are applied to parts usingcomputer controlled actuators. Feedback from the loadingprocess is used automatically in tuning the load applied to thetest article. Up to 128 data acquisition points can be appliedto analyze strain-load deflection to verify computer models.Parts are tested using this methodology until a destructivestructure limit is found. Part analysis using the automatedloading programming system can verify structural analysisand give designers a quick and accurate measure of maxi-mum part capabilities and safety margins. All modeling,design, and analysis information is shared and can be re-motely accessed through a distributed database architecture.
By integrating automated design and test analysis resultsinto part development, mistakes and costly rework areavoided. Design engineers are given quick feedback andtroubleshooting tools to ensure an optimal system design.
TEST, ANALYZE, AND FIX
Dynamics Laboratory
Parts analysis can be a complex and time consumingprocess for engineers without the use of a CAD package. Byusing models of parts, analysis of the dynamic properties ofparts is automatic. Design engineers at MDA are sharingmotion and stress analysis information with test engineersat the MDA Dynamics Laboratory.
Once rigid boundary conditions are established, torsionaland linear forces are applied to test parts, and the resultingmotion is analyzed automatically. I-DEAS software isbeing used to collect and analyze harmonics. In addition,the test software exaggerates part motion, helping engi-neers to visualize movement. Four views of the object undertest are displayed electronically with resulting movement(front, side, top, and perspective). Bode plots can be cre-ated, and expected response can be compared with actualresponse. Both design and test engineers share analyticalinformation across the MDA fiber optic network.
By comparing design and test analysis, engineers canensure that stressed parts will behave as expected. Refine-
FIGURE 3-7. AUTOMATED LOAD PROGRAMMING SYSTEM
CONTROL BOARD
COMMAND SIGNAL
RLPS DUMP CIRCUIT
COMMAND SIGNAL
DECWRITER II USER INPUTS
PRINTER RLPS LOAD
TABULATIONS
SERVO POWER CIRCUIT
FEEDBACK
SERVO CONTROL AMPLIFIER
FEEDBACK
NORMAL OFF SOLENOID DUMP VALVE
HYDRAULIC PRESSURE SUPPLY
HYDRAULIC RETURN
HYDRAULIC ACTUATOR
ACTUATORS W/LOAD CELL
SERVO VALVETARGET
ACTUAL
TARGETACTUAL
TARGETACTUAL
TARGETACTUAL
TARGETACTUAL
DISPLAY
FCC CONVERTER
RLPS PDP II
FEEDBACK

15
ments in design are made quickly and easily to meet systemrequirements.
3.3 PRODUCTION
MANUFACTURING PLAN
Rapid Prototyping for Single Stage RocketTechnology
The Single Stage to Orbit (SSTO) Program at MDA ispart of the Strategic Defense Initiative. This program willenable space travel that is quick, simple, and cost-effectivewith no consumable parts, and maintenance schedulessimilar to conventional aircraft.
The Single Stage Rocket Technology Program (SSRT)has successfully implemented the government/industry in-tegrated product team approach to achieve a rapid prototyp-ing design, build, assembly and test of the Delta Clipperexperimental vehicle (DC-X) (Figure 3-8). The DC-X is a
one-third scale pre-prototype version of the final opera-tional single stage to orbit vehicle. The design, production,and flight of the DC-X aids in the design, production, andflight of the final, full size Delta Clipper. The DC-X,together with its ground systems for remotely handlingcryogenic liquid hydrogen and liquid oxygen and its totallyautonomous flight controls and flight operations controlcenter, was completed in two years at a cost of $58 million.This was accomplished by creating an empowered projectenvironment through which small teams focused on therapid delivery of a quality product. The design was drivenby operability and supportability and the need to use exist-ing technology and components through which all SSRTrapid prototyping department activities were executed. Theteam was guided into this project by the SSTO RapidPrototyping Procedures.
This working document was “bought into” by the heads ofengineering, operations and quality divisions early in theprogram. A training session was conducted with the entireSSRT team which familiarized all personnel with the design,
FIGURE 3-8. DC-X VEHICLE
Removable Nose Cap
Removable Foward Aeroshell
Acoustically isolated Avionics rack
Accessible high pressure He press bottles
Internally insulated LH2 tank; baffled for propellent management
LO2 insulated feed lines
Hydraulics actuated flaps
Hydraulics actuated engine gimbals accessible thru flap doors
RL 10-A5 Engines (LRU’s) Removable Base heat shield
Refurbishable Landing Gear
Umbilicals – accessible from bottom and side
Removable RCS Thruster pallet with GO2/GH2 tanks
Engine Bay Access Panels
Intertank Door provides piping access
LO2 vent and relief system non-propulsive vent
H2 vent and relief system non-propulsive vent
Externally insulated LO2 tanks
VMS Equipment accessible via two Avionics Bay Doors
Replaceable parachute pack
Replaceable Air Data Boom
Removable Lower Aeroshell

16
production, assembly and quality procedures to be usedthroughout the project. From the start of the design, engineer-ing, supportability, test and manufacturing personnel werelocated in the same area and together with procurement andbusiness management worked the same hours. Each disci-pline was able to ensure that its requirements were incorpo-rated from the start and that development and deliveryschedules were compatible. Throughout the process, engi-neers were empowered to make real-time changes withoutoversight by project administration. A material manager forsubcontracts and procurement was part of the team and ableto provide support to the team and the suppliers.
Requirements for hardware procurement and related sup-port items were generated by advance material orders to avoidimpacting production schedules. One item that helped thisproject’s success was the creation of a petty cash fund of$3,000. This expedited necessary immediate purchases andaided in cost and schedule compliance. All material purchasedwas delivered directly to the SSRT program and incomingquality inspections were conducted only when deemed neces-sary on a case-by-case basis. This approach was facilitated bybroadening the inspection responsibilities of the suppliers.
Internal quality inspections were reduced because techni-cians were empowered to inspect their own work and thework of others. To eliminate potential problems with unionclassifications, a dedicated assembly department was cre-ated with one job classification. This department was madeup of skilled and motivated personnel with a mixture ofclassifications and labor grades.
MDA successfully prototyped the DC-X because it wasable to identify and had top management support to imple-ment the necessary requirements for rapid prototyping. Keyin this support was that of the customer who empowered hisindustry team to carry out all functions required to implementthe program goals and provided the necessary governmentsupport, where needed. Other key features of the team were:Establishment of a set of shared global requirements; a highlymotivated team with these common goals; a trained andempowered workforce; responsibility, accountability andauthority assigned to team members; integrated product de-velopment teams (including government team members);and the commitment of management and union throughoutthe project. By implementing these elements, MDA was ableto carry out the successful rapid prototyping design to dem-onstrate operability, supportability and manufacturing aswell as performance.
SUBCONTRACTOR CONTROL
California Supplier Improvement Program
Supplier-provided parts and materials represent 50%-75% of the products delivered by MDA. As a result, MDA
wants to conduct business with well-trained, well-equipped,and modern aerospace suppliers. In an effort to improve theselection of good suppliers with which to work, MDAjoined the California Supplier Improvement Program(CalSIP). The state of California, in cooperation with lead-ing state defense/aerospace firms, initiated this programwith the goal to develop suppliers that are committed tocontinuous improvement and understand and utilize thetools and methods of continuous improvement. It is advan-tageous for companies such as MDA to conduct businesswith these local suppliers, and the state of California ben-efits by retaining valuable manufacturing jobs.
The key features of CalSIP are a common curriculum, aconsistent delivery system, low cost, and available statefunding. The curriculum was determined by a group ofdefense/aerospace firms and represents their determinationof the critical knowledge areas for suppliers. The curricu-lum consists of TQM, JIT, SPC, and team building andempowerment skills.
The CalSIP process begins by attendance at a workshop ata local community college for a small fee. The workshopscover the fundamentals of the previously mentioned areas.The next step is to conduct a self assessment using the CalSIPassessment criteria. The third and final step is to receive on-site training from designated CalSIP trainers to help establishand implement the elements taught in the curriculum.
To qualify for assistance funds from the state of Califor-nia, a supplier must be a supplier to the defense/aerospaceindustry, employ less than 250 people, contribute to theunemployment insurance fund, and have training that iscritical to the continued employment of workers.
If a supplier does not qualify to this criteria, it can stillreceive the training; however, all costs incurred are at itsown expense. The completion of CalSIP training does notequate to achieving certified supplier status for MDA or anyother major defense/aerospace contractor. It will, however,make it easier to achieve such certification.
COMPUTER-AIDED MANUFACTURING (CAM)
Numerical Control Simulation/Verification
MDA-West utilizes software packages designed for veri-fication of NC programs that substantially reduce the proof-ing cycle of NC codes while improving first time quality andreducing costs. NC programmers generate programs fromelectronic engineering models, and these NC programs, runon Hewlett-Packard dedicated workstations, are simulatedand verified using VericutTM software available from CGTech. The software demonstrates the programmed cutting ofa solid model including cutting tools and parameters. Thisallows the programmer to verify the NC program results ina part configuration matching the engineering model.

17
MDA has also written software packages to ensure thecorrect tool definition is maintained through the programand correct procedures are used which are not included inthe VericutTM program. After verifying the NC program, apost-processor generates the specific machine control lan-guage. Because the generic data can be converted incor-rectly resulting in invalid motion statements, MDA hascreated a reverse post-processor to verify the final code.
Implementation of this NC program verification systemhas greatly enhanced first time quality. Although the NCprogrammer spends approximately 10% to 25% more timepreparing the program, hardware is correct the first time ata rate of 99%.
Graphic Interactive Programming
Graphic Interactive Programming (GRIP) began at MDAin 1990 as a project to improve quality, reduce lead timesand hard tooling dependency, and to apply standardizationto the manufacturing process of various selected extrudedparts. It replaced conventional milling and drilling opera-tions and eliminated the need for new set-ups for differentpart runs on the shop floor.
All manufacturing data is now delivered to the machinework center through a VAX-based DNC network. Theoperator on the machine uses a VAX station 3100 with a 19-inch color monitor to obtain the NC program, set-up andmanufacturing data, and the cutting tool list. GRIP is menudriven and requires the operator to respond to basic ques-tions about the part. It has built-in machining parameters,cutting tool selections and set-up options, and electroni-cally displays all information to the operator based on thepart information.
The software was produced in house as a “hook” to obtainthe CAD/CAM data and to take advantage of several sub-routines in the manufacturing process. By applying GRIP toa specific three-axis NC machining center, MDA has re-duced the manufacturing cycle time by 71% with a less than1% rejection rate. There are currently over 1,300 partnumbers in the database for this work center. By usingGRIP in the work center, MDA is prototyping a paperlessfactory while consistently building parts to engineeringrequirements and standardized methods. Parts that are pro-duced in this work center are no longer dependent on theskills of the operator and costs have been reduced whileimproving quality.
FIGURE 3-9. VPPA WELDING AND INSPECTION

18
PRODUCTION FABRICATION
Aluminum Welding Practices
MDA has previously successfully welded aluminumalloys with gas tungsten arc (GTA) and gas metal arcwelding processes. Now, the company-wide commitmentto quality has provided the catalyst to invest in a state-of-the-art variable polarity plasma arc (VPPA) welding andinspection facility (Figure 3-9). This dedicated weld devel-opment facility consists of 7,200 square feet of high bay and7,600 square feet of low bay space meeting class 100K cleanroom requirements.
The facility has two radiographic inspection booths. TheVPPA welding cell consists of a computer-controlled 400AMP Sciaky weld system capable of plasma or GTAwelding in straight or variable polarity modes. Integratedinto the weld controller is an MVS laser-based automaticweld joint tracking system, remote controlled mechanizedfiller wire guide, and a pre-weld and post-weld color videoviewing system. The welding controller is capable ofcontrolling and monitoring 23 selectable welding param-eters with electronic or hard copy recording of actualcritical welding parameters for a given weld sequence. Thecell provides nine axes of motion, seven of which arecomputer controlled. The work envelope is 18 feet wide by50 feet long with two, 30,000 ft-lb torque positioners. A7,500 pound overhead bridge crane supports manipulationof hardware in the facility.
The VPPA welding and inspection facility combinesstate-of-the-art welding equipment and controls with tool-ing, providing the capability to join large structures in anenvironmentally controlled facility. This effort produceshigh quality, low cost manufacture of aluminum struc-tures.
3.4 FACILITIES
MODERNIZATION
Separation Rail and Attenuator Tube Center
MDA has developed and installed a self-sustaining manu-facturing cell for fabricating the hardware used in a rocketfairing separation system. Prior to the cell’s development,various parts were manufactured and fabricated in severaldifferent shops throughout the complex, resulting in longqueue times, low performance, slipped schedules, and poorquality control.
This area - the Rail and Attenuator Tube Center - nowcontrols the manufacture and inspection of various partsthat comprise the separation system as well as the
assembly of the attenuator tube. Major cell equipmentconsists of a CNC drilling machine, a CNC verticalmachining center, two EDM machines, and various tubeflaring and bending equipment used to form the tubeassembly.
All equipment is dedicated to the parts that comprise theseparation system assembly. Repetitive part manufacturingwithin the cell has resulted in first time quality improve-ments as well as productivity gains. Consistent processcontrol is now achievable, and process improvements canbe readily applied and quickly measured. Future plansinclude adding part families to the cell as the customer basegrows. Because the parts no longer are shifted through thevarious shops, cycle times and damage due to handling andtransporting has been significantly reduced.
Factory Rearrangement
Prior to the late 1980s, MDA practiced reactionary fac-tory facilities management. Under the system, operationsdepartments would identify and submit their requirementsto the facilities department. The requirements would thenbe analyzed, and the request would be denied or imple-mented. This cumbersome system led to conflicting re-quirements, less efficient use of existing facilities, incom-plete project scope and justification, weak budget disci-pline, missed need dates, no concurrence in approach, andgeneral customer dissatisfaction.
Several factors created the opportunity to change thisfacilities management philosophy. These factors includednew program starts, the MDA reorganization, andMcDonnell Douglas’ commitment to concurrent engineer-ing. The Vice-President of Operations and Vice-Presidentof General Services therefore empowered a new FactoryRearrangement Team leadership to provide a focal point forall current and potential factory requirements, and provideoptions and recommendations necessary to meet thoserequirements.
Under the new process, requirements are now submittedto the factory rearrangement team for analysis. The requestis analyzed for resources, scope, and schedule. Optionsand recommendations are presented to the Vice-Presi-dents of Operations and General Services, and a teamoriented decision is achieved. The operations membershipresponsibilities are complete when facilities implementsthe plans.
Benefits derived from the Factory Rearrangement Teamconcept provide customers with systematic processes forobtaining factory space, high level visibility to area alloca-tion issues, encourage open flow of communications be-tween facilities and operations, enhance concurrent engi-neering practices, and a low-level backlog.

19
FACTORY IMPROVEMENTS
Facilities Benchmarking
In December of 1989, the Facilities Planning group atMDA-West and the Facilities Director identified key per-formance measures in several facilities functions that af-fected the cost of operating and maintaining the facility. Thegroup decided to conduct a competitive comparison be-tween its facilities operations, other McDonnell DouglasCorporation operations, and outside companies. Prior toexecuting this comparison, the Huntington Beach facilitygathered substantial data on its operation and noted industrytrends from magazines/newspapers.
Possible options for conducting a non-McDonnell Dou-glas key performance comparison effort were examined,and it was concluded that a consultant would be selected toassist in a benchmarking effort. The consultant selected forthe project was J.L. Balderston. Basic Facilities operationdata sheets were supplied; facilities cost and performancedata input was entered on the data sheets, and the consultingcompany performed the data compilation and analysis.
Companies that participated in the benchmarking studyincluded all corporate divisions and five non-corporatecompanies, one of which was a Malcolm Baldrige awardwinner and another which had won the Deming award.Representatives of all companies meet twice a year todiscuss and share best practices used. Follow-on site visits/meetings occur regularly between companies that focus ona specific area/operation.
Results of this benchmarking study indicated that non-aerospace companies had similar operations, and that com-panies share their lessons learned, thereby helping to avoidpossible delays in pursuing superior performance. Throughthe benchmarking process, significant cost savings andcycle reductions are achievable while maintaining or in-creasing customer satisfaction, and true measures of pro-ductivity can be determined.
Since the incorporation of lessons learned in this bench-marking process, MDA has been able to consistently reducebuilding maintenance cost, utilities costs, and total siteoperating costs. Additionally, three separate benchmarkinggroups have been formed and are in operation including theNational Benchmarking group, the corporate benchmark-ing group, and the Aerospace Benchmarking group. Each ofthe members of these groups are helping each other tomaintain a competitive position in their respective industry.
Advanced Composite Technology
MDA recognized that improvements were needed to be-come competitive with outside sources in composites manu-
facturing. The Advanced Composite Technology (ACT) areaat MDA was affected by problems common to compositesmanufacturing including the perceived high fabrication costs,full design drawings, formal specifications, and overstaffedsupervisors. The company discerned that to go to outsidemanufacturers would result in loss of the technology base.
To ensure composite manufacturing would become aviable assembly process within MDA, a new philosophywas developed which included minimum engineering for-mality, low cost production methods, concurrent design andmanufacturing, fixed price bids, and personal responsibilityfor results. To help reduce production costs, low costtooling such as wood, fiberglass, and foam, was used.Simple fixtures were also used. Employees were motivatedand empowered to make changes and inspections as theyworked. Responsibility for success was placed at the workerlevel. Enterprising ideas were used, and the creativity of theentire team worked to its advantage. To help understandprocedures, graphic instructions were used to supplementor replace written instructions.
The changes in the ACT program have shown that com-posite manufacturing is competitive. This has been demon-strated in the National Aerospace Plane, the SSRT program,and the Navy’s Clementine program. Precedents have beenset for future applications in fairings, cryotanks, and in theSSRT structure. The ACT, now the composite center forMcDonnell Douglas Aerospace on the west coast, hasdeveloped in-house technology advantages.
Energy Efficient Cleanroom -Design Development
In 1990, MDA initiated a facility project to construct a30,000 square foot, high bay, Energy Efficient Cleanroom.Because this facility would be used by several customers,had a limited budget, and a long term effect on the facilitiesplan, the Facilities Group applied a new approach to ensurethat all requirements would be met. Therefore, the tradi-tional practice limiting the end user’s involvement in thedesign process had to be changed.
The Facilities Group applied TQM principles to theprocess by forming a cross-functional team of the multipleintended users and all support organizations of the complex.An independent consultant then served as a facilitator inteam meetings that addressed goals, facts, concepts, andneeds in a process called Architectural Programming. Theteam was therefore able to establish common goals. Factswere gathered and analyzed, and concepts were uncoveredand tested to determine the real needs of all users. The resultof this effort was a problem summary manual which wasdeveloped by the consultant and used as the scope of workfor the Design/Build Contract.

20
This structured process resulted in clearly defined re-quirements, first time quality, customer ownership, andprovided a framework for timely decisions and early bal-ance between requirements and budget. The facility isscheduled to be completed in July 1993.
Factory Improvement Team
MDA approached the problem of capital equipmentimprovement and procurement by creating a Factory Im-provement Team (FIT) to evaluate possibilities and providerecommendations. Typically a management function, capi-tal improvement and procurement was not always an in-formed decision concerning equipment expenditures. There-fore, MDA created a team comprised of employees at theworker level who could easily recognize the needs of thefacility.
Production capital equipment purchases are now consis-tent with effective utilization of space, maximum deliveredquality, and return on investment. The FIT interfaces withthe strategic factory area planning committee to achieve thehighest possible return on invested assets. This processplaces the decision making responsibility with the em-ployee instead of management.
One improvement made by the FIT was the purchase ofa computer-aided theodolite system. It identified systemapplications such as periodic tool inspection, master modelcontour verification, and validation of flight hardware in thetool fabrication department. The FIT justified the need byshowing a potential reduction in cycle times, reduced manhours, and increased accuracy. The theodolite system, astate-of-the-art method for measurement and alignment,operates by triangulation with targets sighted at the heads.Horizontal and vertical angles are collected and delivered tothe computer, and the angles are calculated into three-dimensional coordinates. Cost savings realized from thepurchase of this measurement and alignment system in-cluded a significant reduction of man-hours necessary forthe master tooling on the windshield of the C-17 program.Another example of cost savings was on the MD-11 pro-gram. On this program, the nose aft-trim sawtrack toolinspection for misalignment and then realignment requiredan estimated 1,216 man hours. Actual process time usingthe theodolite was 158 man hours. A savings of 87% wasrealized on this process.
The FIT concept enables people with a clear view of thework and potential improvements to make recommenda-tions concerning capital equipment improvements. Theteam is able to make decisions based on real needs ratherthan the perceived needs. This removes frustration fromemployees concerning allocation of funds for capital equip-ment improvements, and increases productivity, moraleand ownership.
Optical Disk Data Records
MDA-West was overburdened with the control and main-tenance of paper documentation for its in-house programsincluding 20,000 pages and 200 customer requests perweek. To alleviate this problem, the decision was made toutilize Optical Disk Storage capability for control/mainte-nance of the data.
Beginning in early 1990, four workstations were createdfor paper data entry into optical disk records. Data is nowfed into the readers, and the total number of pages loaded onoptical disks is 1,356,581. The present weekly averagenumber of pages is 15,000. Overall productivity of informa-tion reading onto the optical disks has also been increasing,and MDA-West is conducting a study for upgrading thecurrent optical disk system.
By implementing this data storage system, MDA-Westhas been able to eliminate lost documents, reproduce fabri-cations records in a timely manner; collect fabricationrecords in one database, and will eventually eliminatestoring paper and reduce the overall storage cost.
3.5 LOGISTICS
MANPOWER AND PERSONNEL
Technology Management-ResourceAssessment and Planning
MDA-West recently established Horizontal Teams andother management techniques for addressing common is-sues relating to resource assessment and planning. Thisimplementation is several steps removed - and improved -from the common approach of matrix organizational struc-ture.
During the mid 1980s, MDA-West migrated from amatrix structure to autonomous business and support units.Instead of core groups from a particular discipline support-ing a program function, those functions had personnel withknowledge in a discipline permanently assigned to theprogram. This change in management structure however,resulted in a loss of enterprise- wide perspective of avail-able technical talent.
The current organizational structure uses horizontal teamsto support MDA business units, support units, and other keyresources. For example, one of the primary responsibilitiesof the IPD Horizontal Team is to ensure professional andtechnical development and retention of MDA engineeringand other technical personnel. The talent, knowledge, andcapabilities of these personnel are key for successfullycompleting customer work and obtaining additional workfrom customers. To accomplish this goal, the IPD Horizon-tal Team established fourteen Technology Horizontal Sub-

21
Teams, each chartered to address enterprise-wide technol-ogy issues within each of the fourteen key TechnologyAreas, including the evaluation and skill retention of engi-neering and technical personnel. Each sub-team is com-posed of representatives from MDA-West organizationswho had knowledge of the capability of the people in theirorganizations. Therefore, they were responsible for coordi-nating the talent pool in their organizations for key disci-plines. This coordination includes the identification of keytechnical experts for skill retention.
These sub-teams, acting through a sub-team leader cre-ated a fourth generation database that contains the capabili-ties of all technical personnel. The information, collected ona Work Skills Self Assessment Survey, includes technicalskills, education, assigned programs and projects, special-ties within disciplines, and general data. All personnelsurveys are entered into and permanently remain in thedatabase. MDA-West uses the database to address issuesand needs of specific technology areas, identify trainingneeds, identify senior experts for apprenticeship programs,support staffing of proposals and programs, and promotetechnology sharing. All technical personnel have access tothe database from Macintosh computers and can produceseveral types of reports.
3.6 MANAGEMENT
MANUFACTURING STRATEGY
Horizontal Teams
In 1989, MDA restructured its company, adopting avertical, projectized structure, in an effort to improve busi-ness practices and more effectively organize its variousbusiness and support units throughout the company. Amanagement decision to overlay a Horizontal Teams man-agement approach developed from the need to assure com-monality and integrity of processes and management sys-tems as well as provide increased communications andshared decision making across each business unit.
The Horizontal Teams concept is based on assimilatingindividuals from various business units into a single team(Figure 3-10). The teams are tasked to review and improvethe processes and systems that are used by all the variousbusiness units. As a result, an individual team member mayspend a significant portion of time working to improve aprocess in a particular business unit that will have little or noeffect upon the product that is delivered by that member’sown business unit. However, the entire organization benefits
FIGURE 3-10. HORIZONTAL TEAMS STRUCTURE
VE
RT
ICA
L IN
TE
GR
AT
ION
TE
AM
QUALITY SYSTEMS – WEST
Quality Horizontal Team
Integrated Product Development Horizontal Team
Subcontract Management/Purchasing Horizontal Team
Human Resource Horizontal Team
OPERATIONS – WEST
Production Horizontal Team
BUSINESS MANAGEMENT – WEST
Business Horizontal Team
Program Management Horizontal Team
ORGANIZATION ‘A’
Quality
Integrated Product Development
Subcontract Mgmt./Purchasing
Human Resource
Production
Business Management
Program Office
ORGANIZATION ‘B’
Quality
Integrated Product Development
Subcontract Mgmt./Purchasing
Human Resource
Production
Business Management
Program Office
HORIZONTAL TEAMS STRUCTURE

22
from the synergistic effect and top-to-bottom process im-provements instituted by these teams.
Seven Horizontal Teams were established - Business,Quality, Human Resources, Subcontract Management/Pur-chasing; Integrated Product Development; Production, andProgram Management. The Directorate heads for eachdiscipline within the business unit makes up each team, andpersonal participation is expected. Each team is assignedsystems and processes with the responsibility and authorityfor ensuring that company-wide systems and processes aredocumented and meet customer requirements, as well as forinstalling the metrics to determine the health of thosesystems and processes. The reward and incentive systemshave been modified to support this approach and were keyfactors in the success of the Horizontal Teams concept.
Sub-teams are routinely established to support the work ofthe seven Horizontal Teams. Each sub-team reports periodi-cally to its own Horizontal Team with a standardized statusreport and progress against a milestone schedule. The Horizon-tal Teams are responsible to and report regularly to the Execu-tive Council which is comprised of the senior vice-presidentsand vice-presidents of each business and support unit.
MDA has realized a number of benefits through the useof Horizontal Teams including institutionalizing continu-ous process improvement. This is supported by the strongsense of system and process ownership by personnel whouse them. Finally, there is a stronger focus on implementingpractices that will help the entire MDA organization be-come more successful.
Process Based Management
MDA-West directs overall manufacturing managementthrough a seven-step process-based approach (Figure 3-11).Before this approach is implemented, a management team
defines critical process elements and prioritizes these ele-ments to obtain a final assessment of process performance.This approach, unlike the conventional product-based ap-proach, complements current quality approach initiativesbeing implemented by the Defense Logistics Agency whichstress teaming and process-based management.
Process improvement is evaluated to assess how theseven-step management approach is performing. Reportsare generated on a monthly basis defining acceptable levelsand general status. These reports are submitted quarterly byMDA and DPRO to help define improvement plan statusand DPRO concerns.
Some of the overall benefits obtained from this process-based management include:
• A one enterprise process for continuous improvement;
• Established common objectives for MDA-West andthe DPRO;
• A consistent means to communicate status to productcustomers;
• A focused management attention on key customer-driven processes and priorities; and,
• Assimilated DoD TQM, DPRO surveillance and MDA-West quality initiatives.
Survey of Organization
MDA-West uses a Survey of Organization (SOO) todetermine the overall working atmosphere and assess thecompany’s performance capabilities. The SOO is based ona comprehensive questionnaire that measures conditionsand practices that affect the “bottom line.” Completed by allemployees, it is distributed, collected, and analyzed by an
FIGURE 3-11. SEVEN-STEP PROCESS BASED MANAGEMENT APPROACH
Return to Step 3
Step 1 Step 2 Step 3 Step 4
Step 5 Step 6 Step 7
Define the
Process
Establish Metrics
Determine Performance
Stabilize the
Process
Seven-Step Process Based Management Approach
Set Stretch Goals
Develop Improve- ment Plan
Implement Improve-
ments
Significant Improvement Warranted?
Yes
No

23
outside firm to maintain the employees’ anonymity onresponses. The SOO applies an extensive bank of norms bylevel, functions, and industry with over 40 years of researchunderlying its validity and reliability. This tool allows thecompany to add 80 supplemental questions and can mea-sure company climate, supervisory leadership practices,peer relationships, and individual and group performance.
MDA-West publishes the results of the survey so allemployees know the results and can identify where areas ofimprovement are needed. Another unique aspect of thisSOO is the Rebound Process - a formal mechanism foremployees at all levels of the organization to ultimatelyimpact company operation. This rebound-or upward-flowof information within the organization -is an often missingbut very essential ingredient for an effective and not justefficient management organization.
MDA has determined that the keys to successful use of anSOO include:
• To clearly communicate its purpose to all employeesand share with them the expectations for actions basedon data received;
• To make the survey effective and non-punitively ad-ministered;
• To make sure it has broad participation - at MDA-West, the participation rate exceeded 92%;
• To be sure the data is consistently used across allbusiness units;
• To conduct effective work group feedback meetingssuch as flowdown and rebound process; and
• That management must take visible and timely actionsto improve the company at all organizational levels inresponse to the SOO.
The SOO must be seen as an avenue for actual change, notsimply a measurement that is performed, then shelved.MDA-West learned this lesson and embodied this feedbackprocess to implement change to the Executive Managementlevel. Using this instrument provides advantages such ashelping to accelerate cultural change; providing a basis fordata-driven corrective actions both within individual workgroups and in the organization as a whole; establishing abaseline for measuring improvement; evaluating employeeperceptions at all levels; and providing data for companybenchmarking in useful categories.
MDA-West/DPRO Customer Relations
Improvement to the process of MDA-West’s interfacewith the local customer - DPRO - was part of the company’sTQM initiatives. A stronger, pro-active relationship with
DPRO was required to identify and resolve concerns beforethey became serious. In 1989, the MDA reorganizationincluded a stronger emphasis on Malcolm Baldrige con-cepts, with all company teams and processes examined forimplementation of improved customer relationships.
MDA-West developed team concepts as part of theseTQM initiatives. DPRO participation and membership wereencouraged to ensure that customer expectations and con-cerns were considered. MDA-West responses to correctiveaction requests were coordinated with the DPRO to estab-lish cooperative agreements. MDA-West’s Quality Direc-tor began to meet with the DPRO Quality Representative toresolve issues and communicate activity interest. MDA-West’s process-based management techniques were coor-dinated with the DPRO process specialist to monitor pro-cess improvement opportunities.
As a result of these improved customer relations, it wasdetermined that MDA-West and DPRO had many commoninterests and goals. The benefits obtained from these im-proved customer relations included removed barriers be-tween MDA-West and DPRO to allow for resolution ofissues to the satisfaction of both parties. In addition, cus-tomer expectations were better understood and thereforemore effectively satisfied. And finally, the establishment ofnumerous avenues of customer interface encouraged con-cerns to surface and be resolved.
Civic and Community Affairs
MDA-West demonstrates its commitment to civic andcommunity affairs through its employees who volunteerthousands of hours and substantial donations. These effortsare the responsibility of a small group of professionals, lessthan 30 people for the McDonnell Douglas Corporationworldwide.
The McDonnell Douglas Corporation uses a strategic planthat clearly outlines the focus of its commitment. The Planbegins with the recognition of three primary funding resources.
The McDonnell Douglas Foundation has assets of $60.45million to provide an annual contribution budget of $8.3million. The MDA charitable contributions are grants madedirectly by local McDonnell Douglas companies. The an-nual local budget for 1993 was $250K.
Each Local Business Unit supports an Employee’s Com-munity Fund. These funds are made available by voluntarypayroll deductions. In 1992, 67% of the corporate employ-ees participated. The funds are contributed to local andregional community organizations. There is also a corpo-rate Political Contribution Fund to support the campaignsof state and local political candidates and ballot issues, anda Gifts in Kind program that includes the donation ofsurplus property and the use of some corporate facilities andservices to worthy causes.

24
A major source of community involvement is the Em-ployee Volunteers Program which includes all levels ofemployees, including the executives. It is administered aspart of each company’s Community Help and InvolvementProgram. The activities undertaken at MDA-West by theCommunity Help and Involvement Program’s organizationand in cooperation with other corporations in the regionhave been favorably viewed by the community and localgovernmental bodies. One of these programs is the Home-work Hot line in which volunteers man telephones to helpchildren in the elementary through high school levels withmath and science homework problems.
DATA REQUIREMENTS
MDA-West/Customer Complaint TrackingSystem
A joint DPRO/MDA-West team was developed to stream-line the process of documenting verbal corrective actionrequests (CARs). Previously, CARs were documented in a
manual log and through written letters, and immediatevisibility for these action requests was not apparent. Thelogging method also did not facilitate efficient trend analy-sis and general tracking.
A mainframe computer program was developed to trackCAR information which was accessible to both DPRO andMDA personnel. MDA personnel were given read onlyaccess. Numerous help features were added to the programfor easy use, and discrepancy codes were developed byDPRO to make overall analysis more efficient. The database’sreporting capabilities include open CAR lists, real time CARinformation, and real time CAR closure. Trend analysis canbe performed in a variety of Pareto breakdowns.
As a result of this new tracking system, there is immediateaccess to data for faster resolution of complaints. The datacan be used by both MDA-West and DPRO for analysis,and regular trend analysis has helped identify improvementopportunities. DPRO discrepancy codes have helped MDA-West better understand DPRO perceptions of problems andthe processes to which they relate.

25
4.2 TEST
INTEGRATED TEST
Concurrent Design and Test
MDA-West has converged test development with con-current engineering efforts. Test and verification personnelare an integral part of product development teams, and alltests conducted at MDA-West are a result of the work ofconcurrent engineering teams. Personnel from other func-tional areas are involved in the planning and design of tests.There are several examples and areas in this effort:
The Thermal Shroud Project:
The Thermal Shroud is a protective cover for the spacestation truss assembly. The project involved team membersfrom design, test and verification, material and process, andothers. Unlike past development projects, actual construc-tion and test planning of the shroud was started prior tocompletion of its development. This resulted in the shroudbeing quickly completed. Using the concurrent engineeringapproach eliminated costly redesign efforts and improvedthe resulting product’s quality.
Design Of Experiments:
MDA-West began implementing Design of Experiments(DOE) in its testing projects and maintains that cost savingscan be realized from conducting DOE. The Test and Veri-fication group has identified an internal expert for facilitat-ing the use of DOE in testing projects. The method iscurrently being used in the pyroshock area for gaining abetter understanding of pyrotechnic shock phenomena. ADOE 32 factorial matrix was used for one set of tests tomeasure the effects, interaction, and relationship of positionto amount of explosive. The results of this test demon-strated the effectiveness of DOE as a quick means ofobtaining needed information with a minimum number oftests.
Rip-Stitch:
Another innovative adoption by the Test and Verificationgroup is used during the demonstration of fairing separation.
4.1 DESIGN
DESIGN POLICY
System Architecture
With the proliferation of information systems, communi-cation between systems and sharing of information in manycases is problematic. Some years ago, MDA used isolatedcomputers for their engineering design, analysis, and testfunctions, and manufacturing engineers had to rebuildmodels from hardcopy output created by the design team.MDA realized that change was needed.
Standard information systems application protocols weredeveloped to ensure concurrency of data across the 100minicomputer to mainframe computers currently in opera-tion. Barriers between functional areas were broken downallowing engineers to work concurrently while sharinginformation seamlessly. In order to standardize data acrossvarious sites and functional areas, specific data elementswere identified for each job function and used to build acommon data dictionary. Unigraphics CAD was selectedfor all users to ensure that user’s design, analysis, andmanufacturing needs were supported. Redesign of the sys-tem included the use of standard inputs and outputs such asMIL-STD-28001, MIL-STD-28002, MIL-STD-28003, onCALS compliant 1840A transfer media.
The following benefits were realized by MDA by chang-ing the previous system architecture:
• Concurrency of data across application systems;
• Reduced paper flow between groups;
• More intelligible information from systems;
• Integration of remote design and manufacturingcenters;
• Use of system-supplied metrics to better manage peopleand data;
• Use of CALS/CITIS, thereby increasing customersatisfaction;
• Reduction of redundant data;
• Use of complete up-to-date information; and,
• Reduced cost and development time.
S E C T I O N 4
INFORMATION

26
Fairings enclose the various sections of a rocket and must beseparated when the rocket changes from one booster stageto another. McDonnell Douglas uses an explosive bolttechnique. During the demonstration test, the fairing sec-tions must be restrained during the explosion of the con-necting bolts. This is accomplished by the use of Rip StitchEnergy Absorbing Chords. Such straps have been used forsome time by mountain climbers to control falls. The strapis doubled and stitched together. If a climber should fall, theforce of the fall starts to pull the two sections of the strapapart, and the stitching tears. As the stitches tear, theyabsorb energy and evenly decelerate the falling climber andstop the fall. This same technique is applied to decelerateand contain the falling sections of the rocket fairing.
LIFE
Solution Process Control andSalt Spray Testing
MDA had been experiencing an increasing number of fail-ures from Salt Spray testing. Such testing is required by MIL-A-8625 and MIL-C-5541 for reliability and durability ofmilitary equipment. However, the existing test chamber couldnot maintain process tank control and salt-spray testing withinthe specified limits. Pitting exceeded 15 pits per 150 squareinches. In looking at various process options, MDA learnedthat this was a problem throughout the industry. Therefore in1990, MDA entered into agreement with the Engelhardt com-pany to build a more effective salt spray testing chamber.
To MDA specifications, the Engelhardt chamber hasbeen designed to comply with test requirements accordingto ASTM-B117 and now dispenses a more uniform spray.The salt mixture is at 0.3% total impurities with just a traceof nickel and copper. The salt solution is compliant with 5+ 1% sodium chloride by weight, specific gravity of 1.0268to 1.0413, approximately 95 degrees F, and 200 parts permillion soluble solids, and a pH factor of 6.5 to 7.2.
Within six months, improvements in test reliability im-proved significantly, and there has been enhanced consis-tency of the test parameters.
4.3 PRODUCTION
QUALIFY MANUFACTURING PROCESS
Development of Fiber Optic ManufacturingCapabilities
MDA has developed methods of manufacturing andcharacterizing space qualified fiber optic bundles. To achieve
preferred supplier status at competitive cost levels, MDAapplied an innovative management and manufacturing con-trol approach including product performance verificationand personnel training.
The Space Station Freedom program has placed uniquerequirements (space environment considerations) on fiberoptic cables which has necessitated MDA to develop amanufacturing method for preparing cable ends, installingand mounting connectors, and characterizing cable perfor-mance. To enhance its capabilities to the customer, MDAapplied principles of conscientiously providing superiorproducts, quick response to design changes, flexibility intermination systems and innovative manufacturing pro-cesses and organizational structure. The organizationaloperating framework employed TQM and continuous im-provement techniques. The limited budget was maximizedby striving for first time quality through a focused develop-ment team, worker involvement with process development,and emphasized controls and skills development.
To characterize cable performance, MDA has estab-lished a test equipment calibration method and standardcable performance test to create a database enabling SPCmethods to be applied to the cable manufacturing process.Capabilities including temperature cycles and shock, ther-mal vacuum, and vibration analysis are available. Connec-tor systems have been characterized to remove this biasfrom cable performance evaluation. A portable cable termi-nation and test system has been developed with diagnosticand troubleshooting capabilities.
MDA has developed the supplier base, skilled personnel,manufacturing process flows and testing techniques neededfor the manufacture of space qualified fiber optic cables.
PIECE PART CONTROL
SPC Applications in Assembly Hole Drilling
Prior to 1989, MDA was experiencing problems andsubsequent rework of various fastener holes in assemblies inthe commercial and Titan IV missile applications. To deter-mine where the problem was occurring and ascertain the rootcause of the problem, MDA instituted an SPC procedure.
The initial investigation by quality engineers revealedthat improper hole preparation by the personnel appeared tobe the cause of the problem. Consequently, a training planwas developed and all personnel involved in hole drillingand preparation were given 24-40 hours of training in SPCprocesses. The strategy employed was to define and stan-dardize the hole drilling process, conduct a measurementsystem analysis, establish a data collection system, andultimately achieve process control.

27
Personnel involved in the process soon discovered thateach had a different method and technique for drilling andinspecting the holes. Data was collected that revealed thevariability of the process. When the employees saw thisvariability, they developed a standardized drilling processthat reduced some of the variability due to operator tech-nique. The next step was to purchase a data collectionsystem that was easy to use on the shop floor and wouldautomatically record and display various statistical chartsto the personnel. MDA purchased a Genesis QA 3000computer manufactured by Quality Measurement Sys-tems. The measurement device was also changed from aMahr hole gage to an electronic digital indicator, a remotetransducer and Dimentron Plug Gages that could be coupledto the Genesis system. Data gathered from the use of thesesystems revealed further variability in the hole sizes.Corrective action was taken to standardize the drillingtools and equipment. This standardization further reducedvariability.
The benefits derived from this SPC approach have helpedMDA to baseline, improve, and standardize hole drillingprocedures. It has developed and implemented tool kits forthe shop floor, baselined and standardized gaging processes,and developed and implemented SPC data collection sys-tems. The net result of this effort was a 42% reduction of holedrilling non-conformances in aircraft and a 65% reductionof hole drilling non-conformance in Titan IV.
TOOL PLANNING
Tool Management System
Conventional NC or CNC machining requires a program-mer to determine the number of cutters and the necessarycutter geometry to produce the desired part. The cutter pathis then defined by the programmer. The follow-on steprequires a tool presetter (usually a tool crib attendant) topreset the tooling into the tool holders at given and accurateset lengths from the tool tip to the spindle face. NC/CNCmachines have cutter compensation built into the controlsystems and frequent operator errors can occur in determin-ing cutter compensation, only new full size cutters are usedin the machining operations. The process of presettingtooling is expensive and time consuming.
MDA overcame this obstacle through the use of aninnovative tool management program that utilizes a non-contact read/write computer chip known as a tag. This tagis combined with an optical tool presetter and an interactivetool tag read/write head on the machine. The inexpensivetag is attached to the tool holder. The presetter is electroni-cally linked with MDA Tooling Databases and transmits
relevant data to the tag. Data encoded on the tool tag is toolidentification number, tool serial number, measurement(inches/metric), tool nominal length, actual tool length,actual-nominal offset value, tool nominal diameter, actualtool diameter, actual-nominal offset value, nominal tool lifetime, and actual tool life time.
The cutting tools are now randomly loaded into themachine where the tool tag is read before the tool is placedinto the spindle, then read and verified before the actualprogrammed cutting time is written to the tag. The interac-tive machine controller and tool tag read/write head soft-ware automatically adjusts the NC program for tool lengthand diameter compensation and tool holder location in thetool magazine. This effort ensures the proper tool is alwaysin the spindle, cutter life cut times are monitored formaximum tool life, and actual average cutter life times canbe determined.
Benefits of this tool management system include reduc-tion of cutting tool procurement as cutters are used until lifeexpires; full utilization of existing cutter inventory throughgrinding and reconditioning of existing cutters; eliminationof errors at the machine tool as tools cannot be misidenti-fied; and transparent compensations to the machine opera-tor. Additionally, reductions of up to 50% could be experi-enced in tool presetting times.
Tool Tracking
MDA-West provides careful and precise tracking ofthousands of specialized tools in a conscientious and timelymanner. MDA-West has a system of control that uses barcodes on many items, and is easily accessed for qualityaudits. This helps the company maintain control over a largenumber of specialized tools that vary in size from a match-box to an entire building. Using this technique, the toolscannot be lost and MDA avoids major delays and fundsexpenditure. The evolution of the company’s OperationsBusiness Management System should even further improvethe real-time tracking of these unique and therefore con-trolled tools.
COMPUTER-AIDED MANUFACTURING
Tube Center
In 1988, MDA’s tube shop was primarily used to providetubes for the Delta II program. At that time, manual tubebending machines and bend radius templates (BRTs) wereused to perform this function. Since that time, due tochanges in the work required by new customers, the shophas made some significant changes. An automated tube

28
preparation center has been developed using state-of-the-art technology.
The basis of the system is a laser-operated, in-line tubeinspection center manufactured by Eaton Leonard. Thismachine is linked to the engineering database allowing thedesign engineer to download tube geometry data directly tothe NC tube bender which forms the tube to the requiredshape. This design is then stored in the database for futureapplication. The system has the capability to provide quickresponse to new designs and has eliminated the need forusing BRTs. The laser operated inspection center is used notonly to inspect finished tubes, but also to reverse engineertube bend information from existing BRTs formerly used.
In addition to the inspection center and NC bender, thecenter also has the necessary equipment to apply endfittings on the finished formed tubes. A computerized tubelabel printing machine is used to produce the necessarylabels required on all finished tubes.
Since incorporating these changes, the cycle times andproduction rates have improved significantly while at thesame time reducing the number of rejects and/or rework.Future plans include the addition of equipment to supporttubing up to three inches in diameter.
ENVIRONMENTAL ISSUES
Environmental Improvement Program
Before 1990, McDonnell Douglas Aerospace did nothave a strategic Occupational Safety, Health, and Environ-mental (OSHE) Plan. The company was operated usinginternal procedures and a safety manual. In 1989, A.D.Little performed a OSHE Management Assessment andidentified a need for a formal process to define and manageenvironmental risks and a need for management to developa clear policy for environmental guidance.
McDonnell Douglas Corporation developed a criteria forevaluating risks and included risk categories of Health andSafety, Environmental, Regulatory Compliance, Opera-tional Concerns, Liability, and Reputation. These catego-ries include different levels of risk. To evaluate these risks,topics or issues are listed with fact sheets for each issue. Arisk matrix, containing the likelihood and magnitude ofrisks, is prepared for each issue and the matrix is evaluated.A technology team works on process changes to reducerisks.
The program has top management support which isnecessary for achieving compliance. Some specific issueswhich require action are air emissions, including toxics andozone depleters, and waste minimization. Some of the
successful projects in reducing air emissions include watersoluble lubricants, the replacement of methyl chlorides forpaint stripping and clean-up, new efficient vapor degreas-ers, and the replacement of Freon 113 with Citro-Kleen, aterpene-based cleaner. To reduce hazardous wastes, in-plant uses were found for out-of-date chemicals. Hazardousmaterials no longer needed were returned to the supplier,donated to universities, or sent to a recycler.
MDA recognized the need for a definitive environmentalpolicy and created a policy that clearly directs its activitiesin environmental areas. It identified and assessed the risks,including their magnitude and likelihood. This policy en-abled MDA to move decisively in removing those risks.This policy allows it to meet the environmental require-ments today and well into the future.
4.4 FACILITIES
FACTORY IMPROVEMENTS
Operations Business Management SystemIntegrated Production EngineeringManagement Systems
MDA-West is installing a new MRP II system called TheOperations Business Management System ll (OBMS).OBMS is a singular, computer-based system designed toreplace 12 independent/interdependent operating systemsthat currently support purchasing, inventory, material plan-ning and release, order status and location, labor hourscollection, material non-conformance, shop floor perfor-mance, and capacity planning.
The OBMS total system solution provides the function-ality for the planning, execution, and control necessary tocarry out the production and manufacturing effort. In select-ing a supplier for the software of the OBMS, MDA-Westdeveloped a systems requirements questionnaire that con-tained 1,300 questions. The prospective suppliers scoredthemselves for capability to comply to each of the require-ments using a graded scale. The supplier scores wereevaluated and site visits to other companies using theprospective supplier product were conducted. A supplierwas selected and an unlimited site license agreement wasnegotiated, after the necessary internal approvals wereobtained based on return on investment studies.
The team developed “as-is” and “to-be” process flows.Redundancy and non-value added tasks were identified inthe “as-is” processes. The “to-be” processes showed theelimination of such tasks that led to both business andcultural updates. As a result, the expected annual savings by

29
implementing OBMS include a 30% reduction in inventorycarrying costs, a 20% reduction in touch labor, and a 20%reduction in support labor.
MDA-West is also installing another computer-basedsystem that will be linked to OBMS, the Integrated Produc-tion Engineering Management Systems (IPEMS). As withOBMS, IPEMS is an automated system designed to replaceexisting systems used to generate production engineeringdocumentation such as fabrication and assembly processplans and time standards. The expected benefits of IPEMSare reduced planning throughput time by 50%, decreasedpaper handling costs by 80% and improved quality ofreleased data by 60%. This type of a system, in genericform, is commonly referred to in the industry as ComputerAssisted Assembly Planning and Computer Assisted Pro-cess Planning.
4.5 LOGISTICS
SPARES
Sale of Spares
The sale of spares to users of MDA products is an impor-tant and integral part of the company’s success in maintain-ing a satisfied customer base. MDA-West has instituted a fairand equitable policy for spares and their sale to the govern-ment. The policy provides that the company will:
• Provide spares for all users of their products;
• Promote the government’s position on fair andeconomical process;
• Always recommend purchase from the true manufac-turer of the part (even if not MDA);
• Advise customers when prices are affected byminimum quantities, tooling and set-up changes, etc.;
• Voluntarily make price adjustments or refunds tocorrect errors; and,
• Voluntarily supply a refund when a customer is dissat-isfied with the price of a spare.
Through clearly stated and ethical policies and practices,MDA-West has been successful at providing spares andrecovering a fair return on investment at the same time.Another key factor in the MDA-West approach to the sparessale has been the designation of a single point of contactwithin the company to contract and coordinate the produc-tion and delivery of spares.
The system that will aid the company in providing thisservice in a more effective and efficient manner will be theincorporation of the spares data needs into the OBMS.
4.6 MANAGEMENT
MANUFACTURING STRATEGY
Strategic Quality Planning
MDA-West’s Strategic Quality Plan (SQP) resulted froma self assessment in 1990 using the Malcolm Baldrige Awardcriteria. At that time, quality and business plans were sepa-rate and “quality” was viewed as a discrete discipline. Inorder to meet the company’s objective of becoming thepreferred supplier in its key market segments and to becomea company which embodies TQM, it was determined that aStrategic Quality Planning thrust was needed.
A team was established to study the quality managementand planning processes of best-in-class companies such asXerox, Westinghouse, Federal Express, and Motorola. Theteam determined that these companies had five qualitymanagement characteristics in common:
• Quality driven leadership;
• Quality driven learning, development, and personalmastery
• Quality driven teams and partnerships
• Quality driven continuous improvement; and,
• Quality driven supportive environment.
These five characteristics became the Five Imperatives ofthe MDA Strategic Quality Plan supported by 22 QualityInitiatives. Consensus was achieved on the imperatives andinitiatives, and accountability for approach, deployment,and results was established. The Enterprise Strategic Qual-ity Plan was distributed to all management and deployedthrough unit and Horizontal Team quality plans. Progress isreported quarterly by each division and horizontal team tothe Executive Council. An annual assessment is performedon the plan against strategic business objectives and tomeasure progress. An annual self assessment measuresprogress using the Baldrige criteria.
The Strategic Quality Planning process provided valu-able lessons learned. The SQP must be deployed to alllevels of management. Plans should be both visionary andspecific and should focus on customer satisfaction (bothinternal and external). The approach to Strategic QualityPlanning must have ample data and analysis incorporating

30
the next level up. The MDA-West approach uses its visionstatement to define the direction for the organization. Thevision goal states:
“We are recognized by our customers, employees, sup-plier, and competitors as the world’s preeminent spacesystems company. We do things right the first time whilecontinuously striving for improvement...”
To establish SBOs at the enterprise (company) level, theobjectives were set in the areas of customer, culture, andfinancial. At that level, the SBOs were:
• To become the preferred supplier in the company’s keymarket segment;
• To be a company that is the embodiment of TQM; and
• By the year 2000, achieve annual sales of $[X] billion,return on sales of [Y]%, and return on investment ofM[Z]%.
The company empowered an executive council (EXCON)to administer the company in terms of ensuring its goals androles were aligned at all levels of the company, and trans-lated into meaningful, workable, and easily understandable(specific) sub-goals.
FIGURE 4-1. ENTERPRISE QUALITY PLANNING PROCESS
customer requirements, strategic business objectives, mar-ket analysis, customer strategic plans, competitor assess-ments, and division business plans. Quality planning mustclearly link to strategic and operating planning processes.Figure 4-1 depicts the MDA Enterprise Quality PlanningProcess.
The Quality Planning Process provided MDA a commonfocus that improved the linkage, communication, and clarifica-tion of the company’s quality initiatives. It provides the focusneeded to meet customer requirements as well as internalbusiness and performance goals. The process clearly definesaccountability for approach, deployment, and results.
Strategic Business Objectives
Strategic Business Objectives (SBOs) are specific, mea-surable goals that are participatively developed at all levelsof the enterprise or company. Companies develop strategicplans with annual five-year goals. Goals must typically bespecific, quantifiable, challenging but “do-able,” and tieddirectly to a reward system. In addition, a method must beestablished to communicate each level’s goals to the nextlevel down (flowdown) and also send feedback (roll-up) to
Company Vision, Values, and SBOs
Strategic Plan(s)
Operating Plan(s)
TQMS Improvement Evaluation & Recommendations
SOO Data and Priority Recommendations
Unit and Horizontal Team Issues
Supplier Survey
Unit metrics/Operational Data
Executive Management Direction
Evaluation of Critical Processes (HTs/PBM)
Skills Assessment
Benchmarking Recommendations
CBU Negotiations/Lessons Learned
Enterprise Customer Satisfaction
Evaluation & Recommendations
Initiative Matrix Evaluations Recomendations
Enterprise Quality Planning Process
Enterprise Quality Plan
Executive Council Quality Plan
Unit Quality Plans
Process Quality Plans
Inputs Process Output
Enterprise Quality Planning Process

31
This flowdown is illustrated in Figure 4-2 which showsthat each level of the company established objectives thatmust be signed off by the leader of the next higher level inthe company to ensure alignment of the objectives with thathigher level’s objectives. When the entire process is com-plete, all personnel are synchronized. The purpose of thisimportant exercise was to involve everyone in the processof goal setting and thus create a better operational roadmapfrom the flowing down of the objectives throughout theorganization down to setting goals at the individual level.
While every company has its own method for communi-cating its goals to its employees, the magnitude of personnelinvolvement at all levels of the company at MDA-West ledto major cultural changes. This effort is evidenced by thecompany’s continued growth over the last few years in theface of a decidedly down-turned market.
The benefits of this approach to setting objectives is thatall employees see themselves as setting common objectives
and therefore living with a common fate. The processinherently leads to better communications in the companyso all employees understand priorities. It is performed insuch a way that alignment of the company is assured. Theprocess ensures management accountability and provides apositive team building experience for company personnel.
DATA REQUIREMENTS
CALS
CALS is anticipated to be an important tool developed byand through a government and industry partnership. CALSis a Department of Defense and industry strategy to enableand accelerate the integration of digital information forweapon system acquisition, design, manufacture and sup-port. It will, when fully implemented, provide an effectivetransition from the current paper-intensive weapon system
FIGURE 4-2. STRATEGIC BUSINESS OBJECTIVE FLOWDOWN
Stategic Business Objectives
Unit Mission Statement
Three Unit Objectives
Three Business Unit Division Objectives
Three Directorate (D-Level) Objectives Which Support the Division or Unit Objectives
Three Senior Manager (E-Level) Objectives Which Support Their Directorate
Three Manager (F-Level) Objectives Which Support Their Senior Manager
Associate-Level Tasks* Which Support Manager, Directorate, Division or Unit
*Also referred to as SBO personal goals, objectives, or tasks.
•Developed by the unit leaders •Excon approves
•Developed by the business unit leader •Unit leader approves
•Developed by business division or support unit leader with directors • Business division or support unit leader approves
•Developed by director with senior managers • Director approves
•Developed by senior manager with managers • Senior manager approves
•Developed by associate with manager •Manager approves
STRATEGIC BUSINESS OBJECTIVE FLOWDOWN
1993 Schedule
12/11
12/16
12/24
1/7
1/14
1/21

32
support process to the efficient use of digital informationtechnology.
MDA-West is fully developing understanding the myriadof uses possible once CALS is implemented nationwide.The key to using CALS is the development of a ContractorIntegrated Technical Information System (CITIS) that willprovide the government with access to program (such asbusiness and technical) data and applications associatedwith system acquisition. CITIS will also allow programmanagers to work together without collocation. This con-cept will be a cultural change, but one that can affectprogram efficiency and overall effectiveness in the weap-ons design, building, and procurement areas.
MDA-West clearly sees the importance of CALS and hasprogressed in a strong but measured way to use CALS aseffectively as possible under the budget constraints of thepresent business climate. It will be in the forefront of develop-ing the capability to exchange data (text and graphics) withother companies in real time and in a secure manner. This willallow MDA and other industry components to produce goodsand products of high quality and in a more efficient manner.
MDA-West/Non-conformance Database
Prior to 1986, MDA-West manually logged MRB non-conformances which limited overall trend analysis capabil-ity. It was concluded by MDA-West management that thiswas inadequate as overall MIL-STD-1520 requirementswere not being adhered to since multiple rejections were nottracked and defect/part history was not being maintained.MDA-West was also unable to track non-conformancesthrough the MRB cycle for real time information.
MDA-West created a Non-compliance Database withDPRO involvement. A team was formed to review rejectiondocuments and identify system requirements. Informationwas entered into this database on a mirror image of arejection form to allow for an easy understanding for thenon-conforming information, as presented. The databaseprocess is illustrated in Figure 4-3.
Developing this non-conformance database has providedMDA-West with an increased visibility to multiple rejec-tions; a reduction in MRB cycle time; more effectivetrending capabilities through improved defect codes; elec-
FIGURE 4-3. NON-CONFORMANCE DATABASE
Preliminary Review Docs Material Review Docs • Part Number • Document Type • Reason Code •Causes • Quantity• Part Type •S/B Condition • Disposition
Mac AccessibleQuality Trend
DataMac
Distribution
• CAB (Program/Functional) •COQ •Productivity Centers •Management •Process Improvement (eg. Corrective Action, Cycle Time, Hole Drilling)
QUALITY RECORDS ARCHIVE DATABASE
OPTICAL DISK STORAGE SYSTEM
HUNTINGTON BEACH
CAPE
PUEBLO
HOUSTONA12
PFU • MODEL CODE • PART NUMBER • PART NAME
H.P. 3000 NONCONFORMANCE
DATABASE
1. Data Integrity Checks • Look-Up Tables • Automatic Data Transfers 2. Self Audits
Function Codes • Material Review •Liasson Engr • Planning • Customer
ELECTRONIC DPRO CALL BOARD
NON-CONFORMANCE DATABASE

33
tronic call boards to the customer; status capability fromrejection through acceptance; and automated charting.
QUALITY ASSURANCE
Enterprise Quality Council
Until recently there was no single entity at MDA-Westthat focused on quality and the quality planning process.Quality related activities were conducted by a variety ofcouncils, committees, and organizations. A 1990 self-evalu-ation identified areas where improvement was needed. Noclear approach existed for communicating quality valuesdaily in the workplace. Deployment of quality values wasjust beginning. Quality goals had not been quantified, andmanagement had not established a clear leadership role forimplementing TQM. Training and the use of quality prob-lem solving techniques were not applied at all levels of thecompany.
The Executive Council chartered a sub-team composed ofthe TQMS-IE management team, the Horizontal Team lead-ers, and other selected individuals. This team studied thequality management and planning processes of best-in-classcompanies such as Xerox, Motorola, GE, and Westinghouse.The sub-team recommended establishing a company qual-ity council to develop a management strategy for TQMimplementation including defining the company’s qualityjourney and monitoring progress toward achieving qualityobjectives. The Company Quality Council (CQC) wasestablished in 1991.
The CQC reported to the Executive Council. It waschaired by the Vice-President and General Manager of theQuality Systems Division. Membership included more than30 division representatives, Horizontal Team leaders, andrepresentatives from TQM Planning and Communications.The CQC provided a single focus for quality throughout theenterprise. A Quality Plan was developed, approved, andflowed down to all units and a matrix was developed tomeasure progress. Other activities of the CQC includeddeploying quality policy throughout the organization, re-viewing quality training, establishing a common continu-ous improvement approach, and managing benchmarkingfor the enterprise.
By the end of 1992 it became apparent that although the CQCsuccessfully coordinated activities and projects across thecompany and provided a useful and important service to the
company, its membership was too large. Meetings were notalways productive, and the council could not act in a timelymanner. In January of 1993, the council was restructured as asmaller group with increased representation from programsand renamed the Enterprise Quality Council. This new teammoved quickly to develop and publish MDA Quality Policyand Values, evaluate the current state and approach against theBaldrige criteria, develop a draft enterprise metrics architec-ture, and conduct 1993 Baldrige criteria training. CurrentActions in progress include developing an MDA trainingapproach and architecture, integrating the Quality Planningprocess, and reviewing supplemental SOO questions.
Quality Assessment
MDA-West has established a Mission Statement for itsquality assessment process that ensures that this service isfocused on improving the quality of processes and opera-tional systems’ consistency and performance across allproducts, services, functions, and locations of the MDA-West business units. Quality Assessment goes beyond anormal quality audit in helping the organizations to addressthe problems that were determined during the audit. Mostaudits focused on compliance (not effectiveness), were notjointly reviewed by multiple levels of management toprovide for non-recurrence, and the timeliness of the resultswas poor at best.
The method of operation of QA is similar to most largecompanies but the use of a computerized Assessment ResultsTracking Systems (ARTS) allows all levels of the companyto review and exercise QA tools toward their particularorganizations’ benefits. ARTS is used to ensure assessmentresults are monitored; dates are collected and displayed onthe timeliness of responses; aggregate findings data is pro-vided to Process, Horizontal Teams and Business/Supportunits; and Monthly Enterprise (company level) status reportsare tailored to the preferences of management.
The results of the MDA-West QA procedures have pro-vided management with a pro-active system for betterplanning and process improvement. There is 100% imple-mentation of recommended resolutions and much improvedresponse times. In 1992, 74.1% of responses were on time,average delay of other responses was 11.5 days. The QAsystem demonstrated savings and avoidance costs (in 1992)of over $3.6 million and due to its effective implementation,resulted in external oversight being reduced.

S E C T I O N 5
PROBLEM AREAS
5.1 FUNDING
MONEY PHASING
Lack of Adequate Research, Development,Test, and Evaluation Funding forConcurrent Engineering
The current funding allocations for various phases of lifecycle acquisition do not adequately support the productconcept and development stages in a concurrent engineer-ing environment. These concepts, when appropriately ap-plied, are recognized throughout industry as a means toimprove product quality, to shorten delivery cycle times,and to reduce customer cost.
Concurrent engineering is a systematic approach forconsidering all downstream process activities during theearly design stages. As the development migrates throughearly systems engineering functional block diagrams, sys-tem allocations and system partitioning, the downstreamdetails evolve. However, concurrent engineering is a se-quential and parallel activity process. To maximize concur-rent engineering benefits, later phases must be addressedearlier.
Project resources must be funded earlier than when theycurrently are in the product and development stages. Thelines between each milestone in the acquisition cycle are notdiscrete for technical development efforts because of timed
parallel activities. The inertia of slowing or stopping aneffort is disruptive and costly. As demands continue toshorter cycle times, the disparity between technical devel-opment and funding allocations will increase.
To remain globally competitive, the funding profile mustsupport the development process. The Defense SystemAcquisition Management Process funding allocations shouldbe analyzed and appropriately modified to maximize con-current engineering concept benefits. A funding profile thatallows effective resource allocations for concurrent engi-neering must be developed.
5.2 PRODUCTION
ENVIRONMENTAL ISSUES
Composite Disposal
McDonnell Douglas maintains capabilities for manu-facturing items made from graphite-epoxy pre-preg com-posite materials. It has been seen that scrap and surplusmaterial is being disposed of by discarding the materialand subsequently sending it to landfills. New materialaverages $40-$50 per pound, and there is an industry-wideproblem with this material because there is no known wayof re-using the material or recycling it. It is suggested thatan economical process be developed to reuse or recycle thematerial.
35

37A-1
A P P E N D I X A
TABLE OF ACRONYMS
ACRONYM DEFINITION
ACT Advanced Composite TechnologyATP Advanced Technology ProgramARTS Assessment Results Tracking Systems
BRT Bend Radius Template
CALS Computer-Aided Acquisition and Logistics SupportCalSIP California Supplier Improvement ProgramCAR Corrective Action RequestCE Concurrent EngineeringCITIS Contractor Integrated Technical Information ServicesCQC Company Quality Council
DC-X Delta Clipper Experimental VehicleDOE Design of Experiments
ECC Electronic Change Control
FIT Factory Improvement Team
GRIP Graphic Interactive ProgrammingGTA Gas Tungsten Arc
IPD Integrated Product DevelopmentIPEMS Integrated Production Engineering
Management Systems
MDA McDonnell Douglas Aerospace
OBMS Operations Business Management SystemOSHE Occupational Safety, Health, and Environment
RAPIDS Rapid Prototyping and Integrated Design SystemSBO Strategic Business ObjectiveSLA StereolithographySOO Survey of OrganizationSQP Strategic Quality PlanSSRT Single Stage Rocket Technology
TQMS-IE Total Quality Management System -Improvement Evaluation
VPPA Variable Polarity Plasma Arc

B-1
A P P E N D I X B
BMP SURVEY TEAM
NAME ACTIVITY FUNCTION
Larry Robertson Crane Division Team Chairman(812) 854-5336 Naval Surface Warfare Center
Crane, IN
Amy Scanlan BMP Representative Technical Writer(206) 679-9008 Oak Harbor, WA
TEAM A
Don Hill Naval Air Warfare Center Team Leader(317) 353-7221 Aircraft Division-Indianapolis
Indianapolis, IN
Steve Ratz Naval Air Warfare Center Team Leader(317) 353-7151 Aircraft Division-Indianapolis
Indianapolis, IN
Jerry Hudson National Defense Center for(814) 269-2804 Environmental Excellence
Johnstown, PA
TEAM B
Richard Purcell BMP Representative Team Leader(703) 271-0366 Washington, DC
Larry Halbig Naval Air Warfare Center(317) 353-3838 Aircraft Division-Indianapolis
Indianapolis, IN

C-1
A P P E N D I X C
NAVY CENTERS OF EXCELLENCE
Automated Manufacturing Research Facility(301) 975-3414
The Automated Manufacturing Research Facility (AMRF) –a National Center of Excellence – is a research test bed at theNational Institute of Standards and Technology located inGaithersburg, Maryland. The AMRF produces technicalresults and transfers them to the Navy and industry to solveproblems of automated manufacturing. The AMRF supportsthe technical work required for developing industry standardsfor automated manufacturing. It is a common ground whereindustry, academia, and government work together to addresspressing national needs for increased quality, greater flexibil-ity, reduced costs, and shorter manufacturing cycle times.These needs drive the adoption of new computer-integratedmanufacturing technology in both civilian and defense sec-tors. The AMRF is meeting the challenge of integrating thesetechnologies into practical, working manufacturing systems.
Electronics Manufacturing Productivity Facility (317) 226-5607
Located in Indianapolis, Indiana, the Electronics Manufac-turing Productivity Facility (EMPF) is a National Center ofExcellence established to advance state-of-the-art electronicsand to increase productivity in electronics manufacturing.The EMPF works with industry, academia, and governmentto identify, develop, transfer, and implement innovative elec-tronics manufacturing technologies, processes, and practices.The EMPF conducts applied research, development, andproof-of-concept electronics manufacturing and design tech-nologies, processes, and practices. It also seeks to improveeducation and training curricula, instruction, and necessarydelivery methods. In addition, the EMPF is striving toidentify, implement, and promote new electronics manufac-turing technologies, processes, materials, and practices thatwill eliminate or reduce damage to the environment.
National Center for Excellence in MetalworkingTechnology(814) 269-2420
The National Center for Excellence in MetalworkingTechnology (NCEMT) is located in Johnstown, Pennsyl-vania and is operated by Concurrent Technologies Corpo-ration (CTC), a subsidiary of the University of PittsburghTrust. In support of the NCEMT mission, CTC’s primaryfocus includes working with government and industry todevelop improved manufacturing technologies includingadvanced methods, materials, and processes, and transfer-ring those technologies into industrial applications. CTCmaintains capabilities in discrete part design, computer-ized process analysis and modeling, environmentally com-pliant manufacturing processes, and the application ofadvanced information science technologies to product andprocess integration.
Center of Excellence for Composites ManufacturingTechnology(414) 947-8900
The Center of Excellence for Composites ManufacturingTechnology (CECMT), a national resource, is located inKenosha, Wisconsin. Established as a cooperative effortbetween government and industry to develop and dis-seminate this technology, CECMT ensures that robustprocesses and products using new composites are avail-able to manufacturers. CECMT is operated by the GreatLakes Composites Consortium. It represents a collabora-tive approach to provide effective advanced compositestechnology that can be introduced into industrial pro-cesses in a timely manner. Fostering manufacturingcapabilities for composites manufacturing will enable theU.S. to achieve worldwide prominence in this criticaltechnology.

D-1
A P P E N D I X D
PROGRAM MANAGER’S WORKSTATION
The Program Manager's Workstation (PMWS) is a seriesof expert systems that provides the user with knowledge,insight, and experience on how to manage a program, addresstechnical risk management, and find solutions that industryleaders are using to reduce technical risk and improve qualityand productivity. This system is divided into four maincomponents; KNOW-HOW, Technical Risk Identificationand Mitigation System (TRIMS), BMP Database, and BestManufacturing Practices Network (BMPNET).
• KNOW-HOW is an intelligent,automated method that turns“Handbooks” into expert systems,or digitized text. It provides rapidaccess to information in existinghandbooks including AcquisitionStreamlining, Non-DevelopmentItems, Value Engineering, NAVSOP-6071 (Best Practices Manual),MIL- STD-2167/2768, SecNav5000.2A and the DoD 5000 seriesdocuments.
• TRIMS is based on DoD 4245.7-M (the transitiontemplates), NAVSO P-6071 and DoD 5000 eventoriented acquisition. It identifies and ranks the highrisk areas in a program. TRIMS conducts a full rangeof risk assessments throughout the acquisition processso corrective action can be initiated before risks de-velop into problems. It also tracks key project docu-mentation from concept through production includinggoals, responsible personnel, and next action dates forfuture activities in the development and acquisitionprocess.
• The BMP DATABASE draws information from in-dustry, government, and the academic communities toinclude documented and proven best practices in de-sign, test, production, facilities, management, and
Powerful
Consistent
Integrated
Easy
PROGRAM MANAGER’S WORKSTATION
PMWS1. Knowledge 2. Insight 3. Experience
logistics. Each practice in the database has been ob-served and verified by a team of experienced govern-ment engineers. All information gathered from BMPsurveys is included in the BMP DATABASE, includ-ing this survey report.
• BMPNET provides communication between allPMWS users. Features include downloading of allprograms, E-mail, file transfer, help “lines”, Special
Interest Groups (SIGs), electronicconference rooms and much more.Through BMPNET, IBM or com-patible PC's and Macintosh com-puters can run all PMWS programs.
• To access BMPNET effi-ciently, users need a special modemprogram. This program can be ob-tained by calling the BMPNET us-ing a VT-100/200 terminal emula-tor set to 8,N,1. Dial (703) 538-7697 for 2400 baud modems and(703) 538-7267 for 9600 baud and
14.4 kb. When asked for a user profile, type: DOWNPCor DOWNMAC <return> as appropriate. This willautomatically start the Download of our specialmodem program. You can then call back using thisprogram and access all BMPNET functions. TheGeneral User account is:
USER PROFILE: BMPNET
USER I.D.: BMP
Password: BMPNET
If you desire your own personal account (so that you mayreceive E-Mail), just E-Mail a request to either ErnieRenner (BMP Director) or Brian Willoughby (CSC Pro-gram Manager). If you encounter problems please call(703) 538-7799.

E-1
A P P E N D I X E
NEW BEST MANUFACTURING PRACTICES PROGRAMTEMPLATES
Since 1985, the BMP Program has applied the templatesphilosophy with well-documented benefits. Aside from thevalue of the templates, the templates methodology hasproven successful in presenting and organizing technicalinformation. Therefore, the BMP program is continuingthis existing “knowledge” base by developing 17 newtemplates that complement the existing DoD 4245.7-M orTransition from Design to Production templates.
The development of these new templates was based inpart on Defense Science Board studies that have identifiednew technologies and processes that have proven success-ful in the last few years. Increased benefits could be realizedif these activities were made subsets of the existing, com-patible templates.
Also, the BMP Survey teams have become experiencedin classifying Best Practices and in technology transfer.
The Survey team members, experts in each of theirindividual fields, determined that data collected, whilerelated to one or more template areas, was not entirelyapplicable. Therefore, if additional categories were avail-able for Best Practices “mapping,” technology transferwould be enhanced.
Finally, users of the Technical Risk Identification andMitigation System (TRIMS) found that the program per-formed extremely well in tracking most key program docu-mentation. However, additional categories – or templates– would allow the system to track all key documentation.
Based on the above identified areas, a core group ofactivities was identified and added to the “templates base-line.” In addition, TRIMS was modified to allow individualusers to add an unlimited number of user-specific catego-ries, templates, and knowledge-based questions.

F-1
A P P E N D I X F
PREVIOUSLY COMPLETED SURVEYS
BMP surveys have been conducted at the companies listed below. Copies of older survey reports may obtained throughDTIC or by accessing the BMPNET. Requests for copies of recent survey reports or inquiries regarding the BMPNET maybe directed to:
Best Manufacturing Practices Program2101 Crystal Plaza Arcade
Suite 271Arlington, VA 22217-5660
Attn: Mr. Ernie Renner, DirectorTelephone: (703) 696-8483
FAX: (703) 271-9059
COMPANIES SURVEYED
Litton Honeywell, IncorporatedGuidance & Control Systems Division Undersea Systems DivisionWoodland Hills, CA (Alliant Tech Systems, Inc.)October 1985 and February 1991 Hopkins, MN
January 1986
Texas Instruments General DynamicsDefense Systems & Electronics Group Pomona DivisionLewisville, TX Pomona, CAMay 1986 and November 1991 August 1986
Harris Corporation IBM CorporationGovernment Support Systems Division Federal Systems DivisionSyosset, NY Owego, NYSeptember 1986 October 1986
Control Data Corporation Hughes Aircraft CompanyGovernment Systems Division Radar Systems Group(Computing Devices International) Los Angeles, CAMinneapolis, MN January 1987December 1986 and October 1992
ITT Rockwell International CorporationAvionics Division Collins Defense CommunicationsClifton, NJ Cedar Rapids, IASeptember 1987 October 1987
UNISYS MotorolaComputer Systems Division Government Electronics Group(Paramax) Scottsdale, AZSt. Paul, MN March 1988November 1987

48F-2
General Dynamics Texas InstrumentsFort Worth Division Defense Systems & Electronics GroupFort Worth, TX Dallas, TXMay 1988 June 1988
Hughes Aircraft Company Bell HelicopterMissile Systems Group Textron, Inc.Tucson, AZ Fort Worth, TXAugust 1988 October 1988
Litton GTEData Systems Division C3 Systems SectorVan Nuys, CA Needham Heights, MAOctober 1988 November 1988
McDonnell-Douglas Corporation Northrop CorporationMcDonnell Aircraft Company Aircraft DivisionSt. Louis, MO Hawthorne, CAJanuary 1989 March 1989
Litton LittonApplied Technology Division Amecom DivisionSan Jose, CA College Park, MDApril 1989 June 1989
Standard Industries Engineered Circuit Research, IncorporatedLaMirada, CA Milpitas, CAJune 1989 July 1989
Teledyne Industries Incorporated Lockheed Aeronautical Systems CompanyElectronics Division Marietta, GANewbury Park, CA August 1989July 1989
Lockheed Corporation WestinghouseMissile Systems Division Electronic Systems GroupSunnyvale, CA Baltimore, MDAugust 1989 September 1989
General Electric Rockwell International CorporationNaval & Drive Turbine Systems Autonetics Electronics SystemsFitchburg, MA Anaheim, CAOctober 1989 November 1989
TRICOR Systems, Incorporated Hughes Aircraft CompanyElgin, IL Ground Systems GroupNovember 1989 Fullerton, CA
January 1990
TRW MechTronics of Arizona, Inc.Military Electronics and Avionics Phoenix, AZDivision April 1990San Diego, CAMarch 1990

49
Boeing Aerospace & Electronics Technology Matrix ConsortiumCorinth, TX Traverse City, MIMay 1990 August 1990
Textron Lycoming Norden Systems, Inc.Stratford, CT Norwalk, CTNovember 1990 May 1991
Naval Avionics Center United Electric ControlsIndianapolis, IN Watertown, MAJune 1991 June 1991
Kurt Manufacturing Co. MagneTek Defense SystemsMinneapolis, MN Anaheim, CAJuly 1991 August 1991
Raytheon Missile Systems Division AT&T Federal Systems AdvancedAndover, MA Technologies and AT&T Bell LaboratoriesAugust 1991 Greensboro, NC and Whippany, NJ
September 1991
Tandem Computers Charleston Naval ShipyardCupertino, CA Charleston, SCJanuary 1992 April 1992
Conax Florida Corporation Texas InstrumentsSt. Petersburg, FL Semiconductor GroupMay 1992 Military Products
Midland, TXJune 1992
Hewlett-Packard Watervliet U.S. Army ArsenalPalo Alto Fabrication Center Watervliet, NYPalo Alto, CA July 1992June 1992
Digital Equipment Company Naval Aviation DepotEnclosures Business Naval Air StationWestfield, MA and Pensacola, FLMaynard, MA November 1992August 1992
NASA Marshall Space Flight Center Naval Aviation DepotHuntsville, AL Naval Air StationJanuary 1993 Jacksonville, FL
March 1993
Department of Energy-Oak Ridge FacilitiesOperated by Martin Marietta Energy Systems, Inc.Oak Ridge, TNMarch 1993
F-3