
REDUCING SULFUR DIOXIDE EMISSIONS … · Factors to consider when choosing sulfur removal...
43
International Petroleum Environmental Conference Oct. 30 – Nov. 1, 2017 San Antonio, Texas REDUCING SULFUR DIOXIDE EMISSIONS DOWNSTREAM OF AMINE UNITS WITH DRY SORBENT INJECTION Jonathan Byers, Spartan Energy Partners LP and Jon Norman, UCC Dry Sorbent Injection, LLC Presented by: Colby Meyer, Spartan Energy Partners LP
Transcript of REDUCING SULFUR DIOXIDE EMISSIONS … · Factors to consider when choosing sulfur removal...

International Petroleum Environmental Conference Oct. 30 – Nov. 1, 2017 San Antonio, Texas
REDUCING SULFUR DIOXIDE EMISSIONS DOWNSTREAM OF AMINE UNITS WITH DRY SORBENT INJECTION
Jonathan Byers, Spartan Energy Partners LPand Jon Norman, UCC Dry Sorbent Injection, LLC
Presented by:Colby Meyer, Spartan Energy Partners LP

Presentation Overview
Company Overview Why the Need for this Technology? Using DSI for SO2 Removal - System Overview Summary

COMPANY OVERVIEW

UCC Dry Sorbent Injection Overview
Dry Sorbent Injection (DSI) Experience for Air Pollution Control• Over 100 full-scale DSI tests and temporary systems• Almost 100 large, permanent systems total• Approximately one-half of the DSI systems used for SO2 reduction
UCC is a 97 year old global firm specializing in engineered material handling solutions for power and industrial customers
Spartan Energy Overview
Spartan Energy is a provider of natural gas treating and processing equipment and services globally
Spartan provides turnkey installation, commissioning, operations and maintenance services
EquipmentAmine Plants and Facilities Dehydration Units
Mechanical Refrigeration Units Cooling Units
Condensate Stabilizers JT Units
Natural Gas Compression Natural Gas Gensets

WHY THE NEED FOR THIS TECHNOLOGY?

Why the Need for this Technology?
Produced natural gas high in Hydrogen Sulfide (H2S) can create significant issues for operators
H2S is typically removed from produced natural gas streams using two methods– Scavenger: a liquid or solid media that removes H2S– Amine Treating: a regenerative solvent that removes H2S and CO2
Scavenger and Amine Treating each have their own benefits and disadvantages
The biggest issue with amine treating of high H2S gas is the disposal of H2S rich acid gas

Disposal of H2S
H2S emitted from Amine Unit
Regeneration System
Oxidation into SO2
(Flare or Thermal Oxidizer)
Acid Gas Injection Claus or Liquid Redox Process
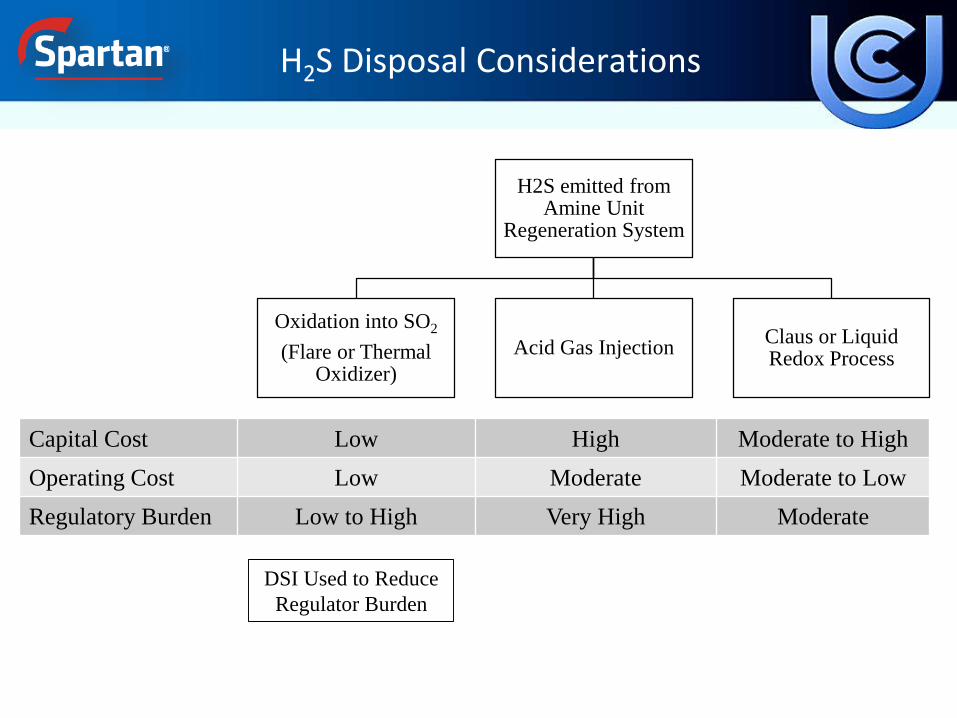
H2S Disposal Considerations
H2S emitted from Amine Unit
Regeneration System
Oxidation into SO2
(Flare or Thermal Oxidizer)
Acid Gas Injection Claus or Liquid Redox Process
Capital Cost Low High Moderate to HighOperating Cost Low Moderate Moderate to LowRegulatory Burden Low to High Very High Moderate
DSI Used to Reduce Regulator Burden

Dry Sorbent Injection Overview
Dry Sorbent Injection is a process of injecting a sorbent into a waste gas stream to remove pollutants
It was commercialized over the last 25 years as a way for power plants to minimize SO2 and other pollutants
It is used extensively in power plants, waste incinerators, and other industrial processes
Spartan and UCC developed a modular DSI system that can be used in the oil and gas industry to reduce pollutant emissions downstream of an amine unit.
Spartan / UCC process is Patent Pending

Evolution of DSI
UCC developed test units for power plants to demonstrate DSI at power plants
The units are modular, trailer-mounted systems that are used to feed sorbent into power plant flue gas
With additional components that Spartan and UCC developed for amine systems, the DSI system can be set upon a site in a few weeks
Using DSI, SO2 pollution can be reduced by up to 90%

Production Limits at NSR Permit Threshold
-
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0
- 1,000 2,000 3,000 4,000 5,000 6,000
Flow
Rat
e (m
msc
fd)
H2S PPM

Production Limits at NSR Permit Threshold
-
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0
- 1,000 2,000 3,000 4,000 5,000 6,000
Flow
Rat
e (m
msc
fd)
H2S PPM
Production limitations Lead time Cost

Production Limits at NSRPermit Limit with DSI
-
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0
- 1,000 2,000 3,000 4,000 5,000 6,000
Flow
Rat
e (m
msc
fd)
H2S PPM

Selection of a Sulfur Removal Technology
Selection of a Sulfur Removal Process requires evaluation of several variables– Concentration of H2S in produced gas– Concentration of CO2 in produced gas– Total gas flow and production curve– Anticipated life of production facilities and future drilling plans– Availability of existing infrastructure for treatment and disposal of
H2S– Operational/Complexity considerations

Traditional Sulfur Removal and Disposal
Solution Scavenger Liquid Redox Sulfur Recovery Unit
Acid Gas Injection
Summary Liquid or Solid media used to remove H2S from process gas
Removal of H2S using a reduction/oxidation reaction using a catalyst
Recovers H2S as elemental sulfur through the Claus Reaction
Injection of H2S and other acid gases into a non-producing formation to prevent emission into atmosphere
DSI
Sorbent injection to remove SO2 from an acid gas stream

All Options have Benefits and Drawbacks
Solution Scavenger DSI Liquid Redox Sulfur RecoveryUnit
Acid Gas Injection
Sulfur Removal “Sweet Spot”
<0.5 TPD 0.3-2 TPD <15 TPD >10 TPD High Volumes
High H2S in gas
Removal of CO2
Amine Required Amine Required Amine Required Amine Required Amine Required
Anticipated Life of Production
Short-Long Term
Short-Medium Term
Long Term Long Term Long Term
Availability of Existing Infrastructure
Limited InfrastructureNeeded
Temporary Equipment
New Facility New Facility Great if Available
Operational Complexity
Minimal Complexity
Minimal Complexity
Moderate Complexity
HighComplexity
High Complexity
Cost Considerations
Low Capital /High Variable
Low Capital/ ModerateVariable
ModerateCapital / Low Variable
High Capital / Low Variable
High Capital / Low Variable

USING DSI FOR SO2 REMOVAL

SO2 Removal – Sorbent Choice
Trona• Use when:
» Moderate SO2 removal needed (approx. 80% or less)
» Must be milled
» Optimum temperature is 275F to 1000F
Sodium Bicarbonate• Use when:
» High removals needed (> 80%)
» Want to minimize waste loading
» Optimum temperature is 275°F to 650°F
Hydrated Lime• Use when:
» Lower removals needed (<60%)
» Optimum temperature is 600 to 1100°F
» Highest usage/waste generation

SO2 Removal – Sorbent Comparison
30 40 50 60 70 80 90 100
Sorb
ent U
sage
% SO2 Removal
Relative Sorbent Usage vs. % Removal
SBC Trona Hydrated Lime

SYSTEM OVERVIEW
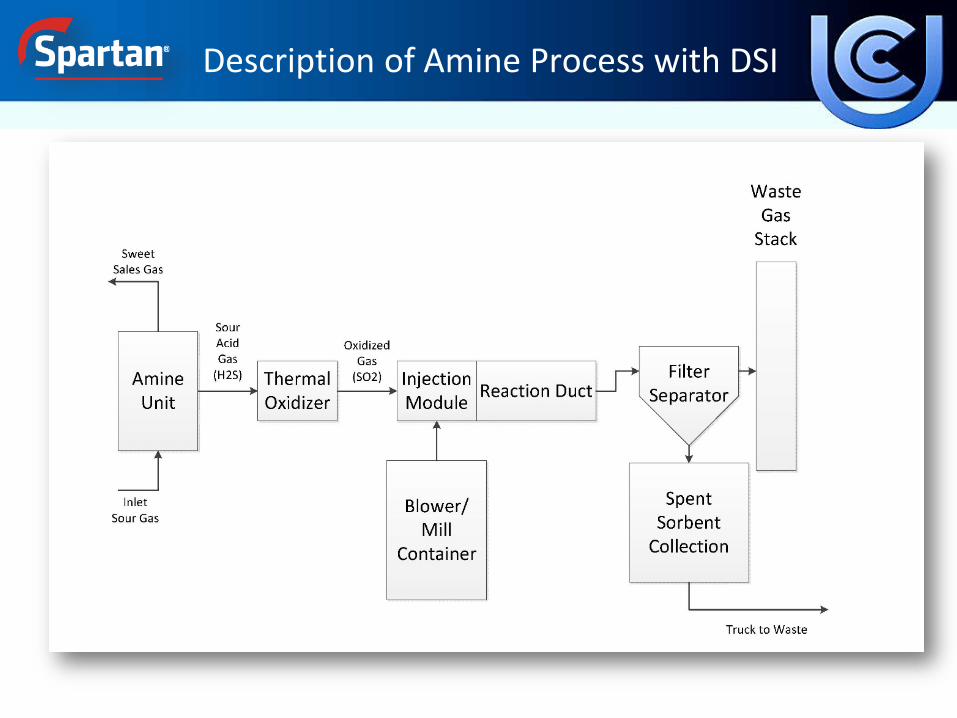
Description of Amine Process with DSI

Dry Sorbent Injection System





Silo and Blower/Mill Trailer

Semi-Mobile System, Sorbent Storage Silo
50 ton capacity (2000 ft3)
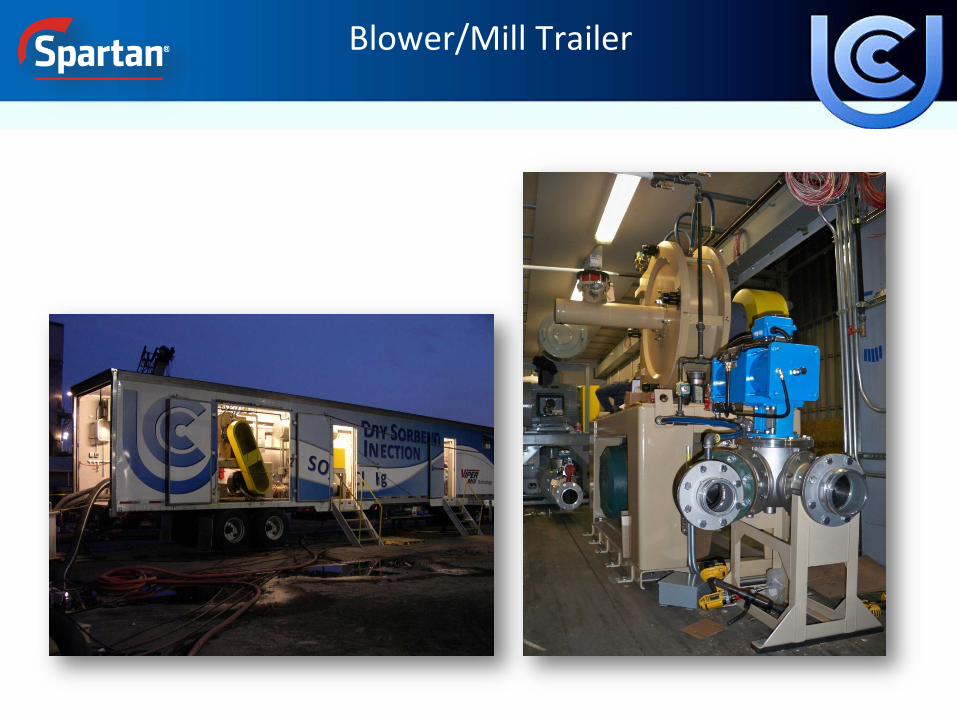
Blower/Mill Trailer

UCC VIPER® Mill(Two Sizes)
2 tph7 tph
Greatest opportunity for increased performance is to reduce particle size
• Increased surface area for reaction
• Increased number of particles/collisions
• Increased dispersion
UCC VIPER® Mill

Automated Cleaning System
Sorbent Inlet
Breather Tee
Discharge Diverter
ValveBearing Oil Lubrication
System
Support Base
Mill Drive Motor
Mill Skid
Cleaning System
Discharge
Sorbent Discharge
Milling TechnologyVIPER® Mill Skid Layout

VIPER® Mill
Unmilled Trona
25-40 µm 12-15 µm
Milled Trona
Unmilled SBC Milled SBC
150-180 µm 15-19 µm

DSI System Design
Splitters/Lances• Splitter design critical for performance and
reliability (auto purge system shown)• Lances designed for optimum dispersion
(COBRA™ Lances shown)

COBRA Lance

Filter Separator and Waste Handling
Collects spent sorbent byproduct directed into
two “dumpsters” using screw feeders
Byproduct disposal is non-hazardous

Installation - Equipment Arrival

Installation - Silo Preparation

Installation - Silo Set Up

SUMMARY

Factors to consider when choosing sulfur removal technology:
• CO2 and H2S amount in gas
• Gas flow and anticipated life of production facilities
• Existing infrastructure and operational/complexity considerations
Reducing SO2 emissions downstream of amine units with DSI
• Economical solution for applications ranging from 500-4000 lbs/day of sulfur, particularly when amine treating is also required.
• Mobile equipment allows for quick set-up and operation
• Enables higher gas production while maintaining permit limits
• Dry system – eliminates water and wastewater concerns
• Proven equipment
Summary

Questions?

For More Information
Jon Norman, PEManager, DSI Sales and Technology
UCC Dry Sorbent Injection, LLCP: 315-440-3244
Jonathan ByersVP, Corporate DevelopmentSpartan Energy Partners LP
Colby MeyerEngineer
Spartan Energy Partners LPP: 281-466-3317


















