
Recovery of iron minerals from Indian iron ore slimes using colloidal magnetic coating
8
Recovery of iron minerals from Indian iron ore slimes using colloidal magnetic coating Subhashree Singh, Hrushikesh Sahoo, Swagat S. Rath, Ashok K. Sahu, Bisweswar Das ⁎ CSIR-Institute of Minerals and Materials Technology, Bhubaneswar 751013, India abstract article info Article history: Received 27 May 2014 Received in revised form 7 August 2014 Accepted 29 August 2014 Available online 6 September 2014 Keywords: Iron ore slime Selective magnetic coating TG–DTA SEM FTIR AFM Recovery of iron values from the Barsua iron ore slimes containing 56% Fe, 4.8% SiO 2 , 7.2% Al 2 O 3 and 7.0% LOI by the addition of synthetic colloidal magnetite and oleate colloidal coating followed by high gradient magnetic separation technique was investigated. The effects of concentration of colloidal magnetite, pH, and magnetic field strength were studied. The detailed characterization studies of the slime samples carried out by SEM, FTIR, and AFM analysis suggested the coating of magnetic material on iron oxide surface. AFM studies of slime and slime coated with colloidal magnetite provided information about the average height and roughness on the calculated area. The image profile of iron ore slimes equilibrated by oleate colloidal magnetite indicated the maximum height due to the presence of an oleate group, which has a strong affinity for iron atoms. Finally, an iron concentrate of 62.6% Fe, 2.0% SiO 2 , and 3.5% Al 2 O 3 with 72% recovery was achieved at pH 7 and at colloidal magnetite concentration of 10–40 g/t at 12 kG, whereas the recovery was only 62.4% without the addition of colloidal magnetite at the same magnetic field intensity. © 2014 Elsevier B.V. All rights reserved. 1. Introduction During the mining and processing of iron ores in India, around 10–12 million tons of slimes of below 0.15 mm size containing around 48–62% Fe with high silica and alumina are generated every year and discarded into the tailing ponds. The huge quantity of super fines or slimes that are being generated during the process of washing is also due to the soft and friable nature of the iron ores. These slimes in the form of slurry occupy a lot of land space and pollute the environment. There have been reports of accidents relat- ed to the tailing dam-breaks [1]. Moreover, they contain some heavy metals like lead and cadmium contaminating the surrounding areas, which are not acceptable from the environmental point of view [2]. The heavy metal ions get accumulated in the organisms and eventu- ally enter the food chain. It has been estimated that the mining of iron ore, and subsequently the slime generation will steadily increase in India due to the increase in the demand for steel. There- fore, there is a serious environmental threat, which needs to be handled by proper utilization and disposal strategy of these slimes. One possible way is the recovery of iron concentrate from these slimes by using suitable beneficiation techniques, which can be used to produce iron pellets for iron and steel making. The iron concentrate in the form of pellets can be utilized either in electric arc furnaces or blast furnaces. Thus, the iron ore slime, which is now considered as a hazardous waste, can be a potential resource for the next generation. However, beneficiation and utilization of these slimes still remain a challenging task. Conventional mineral processing techniques such as hydrocyclone, magnetic separation, and selective flocculation were attempted from time to time to recover the iron values from the slimes [3–6]. As the gangue constituents present in the slime samples are preferentially accumulated in finer sizes, hydrocyclone as a classifier was attempted to upgrade the iron values. Effects of different operating parameters of hydrocyclone in the recovery of iron values from slimes were studied by conducting designed experiments. Parameters such as spigot diame- ter, vortex finder diameter, solids consistency, pressure, and dispersant were optimized to maximize the recovery of iron values from iron ore slime. In a typical case, the maximum iron grade of 65% Fe with 60% recovery was predicted from a slime sample containing 57.84 Fe, 6.0% Al 2 O 3 , and 6.7% SiO 2 [7]. The study on Kiriburu iron ore slimes using hydrocyclone followed by spiral concentration showed that it was possible to achieve 64.17% Fe at a yield of 37.3% with a simultaneous decrease in the alumina content to 1.17% [8]. The slimes generated at the Barsua, Bolani and Kiriburu iron ore washing plants were studied by the combination of hydrocyclone and high intensity magnetic separation. Depending on the iron content in the slime, it was possible to achieve concentrates assaying 60–65% Fe at 60–80% of iron recovery [9]. In some instances, classification of slimes by hydrocyclone followed by flotation was applied to achieve a suitable iron concentrate [10,11]. A comparative study of cationic and anionic flotation of the Vale iron ore slime had indicated that the overall Fe recovery in anionic flotation using fatty acids was significantly higher than cationic flotation by Powder Technology 269 (2015) 38–45 ⁎ Corresponding author: Tel.: +91 6742379334; fax: +91 674 2567160. E-mail address: [email protected] (B. Das). http://dx.doi.org/10.1016/j.powtec.2014.08.065 0032-5910/© 2014 Elsevier B.V. All rights reserved. Contents lists available at ScienceDirect Powder Technology journal homepage: www.elsevier.com/locate/powtec
Transcript of Recovery of iron minerals from Indian iron ore slimes using colloidal magnetic coating

Powder Technology 269 (2015) 38–45
Contents lists available at ScienceDirect
Powder Technology
j ourna l homepage: www.e lsev ie r .com/ locate /powtec
Recovery of iron minerals from Indian iron ore slimes using colloidalmagnetic coating
Subhashree Singh, Hrushikesh Sahoo, Swagat S. Rath, Ashok K. Sahu, Bisweswar Das ⁎CSIR-Institute of Minerals and Materials Technology, Bhubaneswar 751013, India
⁎ Corresponding author: Tel.: +91 6742379334; fax: +E-mail address: [email protected] (B. Das).
http://dx.doi.org/10.1016/j.powtec.2014.08.0650032-5910/© 2014 Elsevier B.V. All rights reserved.
a b s t r a c t
a r t i c l e i n f oArticle history:Received 27 May 2014Received in revised form 7 August 2014Accepted 29 August 2014Available online 6 September 2014
Keywords:Iron ore slimeSelective magnetic coatingTG–DTASEMFTIRAFM
Recovery of iron values from the Barsua iron ore slimes containing 56% Fe, 4.8% SiO2, 7.2% Al2O3 and 7.0% LOI bythe addition of synthetic colloidal magnetite and oleate colloidal coating followed by high gradient magneticseparation technique was investigated. The effects of concentration of colloidal magnetite, pH, and magneticfield strength were studied. The detailed characterization studies of the slime samples carried out by SEM,FTIR, and AFM analysis suggested the coating of magnetic material on iron oxide surface. AFM studies of slimeand slime coated with colloidal magnetite provided information about the average height and roughness onthe calculated area. The image profile of iron ore slimes equilibrated by oleate colloidal magnetite indicatedthe maximum height due to the presence of an oleate group, which has a strong affinity for iron atoms. Finally,an iron concentrate of 62.6% Fe, 2.0% SiO2, and 3.5% Al2O3with 72% recoverywas achieved at pH 7 and at colloidalmagnetite concentration of 10–40 g/t at 12 kG, whereas the recovery was only 62.4% without the addition ofcolloidal magnetite at the same magnetic field intensity.
© 2014 Elsevier B.V. All rights reserved.
1. Introduction
During the mining and processing of iron ores in India, around10–12 million tons of slimes of below 0.15 mm size containingaround 48–62% Fe with high silica and alumina are generated everyyear and discarded into the tailing ponds. The huge quantity ofsuper fines or slimes that are being generated during the process ofwashing is also due to the soft and friable nature of the iron ores.These slimes in the form of slurry occupy a lot of land space andpollute the environment. There have been reports of accidents relat-ed to the tailing dam-breaks [1]. Moreover, they contain some heavymetals like lead and cadmium contaminating the surrounding areas,which are not acceptable from the environmental point of view [2].The heavy metal ions get accumulated in the organisms and eventu-ally enter the food chain. It has been estimated that the mining ofiron ore, and subsequently the slime generation will steadilyincrease in India due to the increase in the demand for steel. There-fore, there is a serious environmental threat, which needs to behandled by proper utilization and disposal strategy of these slimes.One possible way is the recovery of iron concentrate from theseslimes by using suitable beneficiation techniques, which can beused to produce iron pellets for iron and steel making. The ironconcentrate in the form of pellets can be utilized either in electricarc furnaces or blast furnaces. Thus, the iron ore slime, which is
91 674 2567160.
now considered as a hazardous waste, can be a potential resourcefor the next generation. However, beneficiation and utilization ofthese slimes still remain a challenging task.
Conventional mineral processing techniques such as hydrocyclone,magnetic separation, and selective flocculation were attempted fromtime to time to recover the iron values from the slimes [3–6]. As thegangue constituents present in the slime samples are preferentiallyaccumulated in finer sizes, hydrocyclone as a classifier was attemptedto upgrade the iron values. Effects of different operating parameters ofhydrocyclone in the recovery of iron values from slimes were studiedby conducting designed experiments. Parameters such as spigot diame-ter, vortex finder diameter, solids consistency, pressure, and dispersantwere optimized to maximize the recovery of iron values from iron oreslime. In a typical case, the maximum iron grade of 65% Fe with 60%recovery was predicted from a slime sample containing 57.84 Fe, 6.0%Al2O3, and 6.7% SiO2 [7]. The study on Kiriburu iron ore slimes usinghydrocyclone followed by spiral concentration showed that it waspossible to achieve 64.17% Fe at a yield of 37.3% with a simultaneousdecrease in the alumina content to 1.17% [8]. The slimes generated atthe Barsua, Bolani and Kiriburu iron ore washing plants were studiedby the combination of hydrocyclone and high intensity magneticseparation. Depending on the iron content in the slime, it was possibleto achieve concentrates assaying 60–65% Fe at 60–80% of iron recovery[9]. In some instances, classification of slimes by hydrocyclone followedby flotation was applied to achieve a suitable iron concentrate [10,11].A comparative study of cationic and anionic flotation of the Vale ironore slime had indicated that the overall Fe recovery in anionic flotationusing fatty acids was significantly higher than cationic flotation by

Fig. 2. (a) Colloform texture and (b) banding texture of goethite with limonite.
39S. Singh et al. / Powder Technology 269 (2015) 38–45
amines [12]. The flotation of Joda iron ore slimes of India indicated thatit was possible to achieve 58.89% Fe, 4.68% SiO2 and 5.28% Al2O3 from afeed grade of 54.4% Fe, 6.72% SiO2 and 6.80% Al2O3 [13]. In anotherstudy, slime with 58% Fe, 6.21% SiO2, and 5.7% Al2O3 could be upgradedto 58.54% Fe, 5.29% SiO2, and 4.77% Al2O3 with a weight recovery of86.90% [14]. It was also observed that very fine-sized particles presentin slimes are detrimental to the process and need separation prior toflotation. The processing of ultrafine tailings (d90 ~ 10.9 μm) by reversecationic column flotation with high dosages of dispersant to producepellet grade concentrate was carried out. It was possible to achieve67.4% Fe from a feed containing around 36% Fe. The characterizationstudies suggested that quartz and hematite particles were fullyliberated [15].
Separation of ultrafine mineral particles by selective coating withfine magnetite material to enhance the magnetic susceptibility wasexplored both experimentally and theoretically [16,17]. The sepa-ration process is known as magnetic carrier technology. In thistechnique, a small proportion of ultrafine natural magnetite or acolloidal magnetic material is added into the material slurry undercontrolled conditions, so as to coat the target mineral species selec-tively. Once the selective coating takes place, the coated materialsare then separated out from the uncoated species by subjecting itto magnetic separation at appropriate magnetic field intensity. Theadsorption of fine magnetite onto the particle surface and the selec-tivity of magnetic coating generally depend on factors similar tohydrophobic agglomeration and shear flocculation [18]. In thiscontext, the separation of hematite fines from a synthetic mixtureof hematite, quartz and corundum using selective magnetic coatingfollowed by magnetic separation technique was thoroughlydiscussed [19]. Synthetic mixtures assaying around 45–72% Fe2O3
could be upgraded to 90–92% with a recovery level of 90–96% at amagnetic intensity of 7.8 kG. The work also contained the mechanis-tic study of magnetite coating in the removal of iron from an Indianbauxite [20] and recovery of iron values from the Joda iron ore slimesof India [21]. Other than typical mineral engineering applications,this technique was also applied to remove turbidity from wastewa-ter by adding magnetite in conjunction with some polyelectrolyte[22,23].
In the present investigation, a typical Indian iron ore slime samplecollected from the Barsua iron ore mines was considered. It contains
Fig. 1. Stereo photo micrographs, showing the presence of quartz (Q), gibbsite (Gi) andclay (C).
around 56% Fe, 4.8% SiO2, 7.2% Al2O3 and 7.0% LOI. Earlier we havecarried out its intensive characterization studies using an X-ray diffrac-tion (XRD) spectroscope, a scanning electron microscope (SEM–EDS), afield emission scanning electron microscope (FESEM) and a quanti-tative mineralogical evaluation by scanning electron microscope(QEMSCAN) [24]. The findings suggested that the mineral phases likehematite, goethite, gibbsite, kaolinite and quartz are present in acomplex and intricate way. As per detailed SEM–EDS and QEMSCANstudies, significant amounts of aluminum are found to be associatedwith both ochreous and vitreous goethites. The aluminum is mostlyassociated with clay and gibbsite minerals. The liberation of hematiteparticles in the slime sample (−500 μm) is only 40%. The beneficiationwork involving size classification, three units of hydrocyclone followedby two stages of high intensity magnetic separation could produce aniron concentrate containing 62.3% Fe with 70.7% weight recovery [24].However, the presentwork is about exploring the possibility of recover-ing iron values by using an approach of colloidal magnetic coating inmagnetic separation. The other objective of the study is to comparethe performance of this process with that of the conventional magneticseparation. The intention is also to rendermagnetic separation of slimesin a lesser field of magnetic intensity by incorporating a small dosage ofcolloidal or oleate colloidal magnetite on the surface of the iron oxidespecies.
2. Materials and methods
2.1. Slime sample
Iron ore slime sample from the Barsua iron ore mines, which supplyiron ore to Rourkela steel plant was taken for the detailed studies.500 kg of the representative sample was collected from the existingslime pond and brought to the laboratory for detailed coating andmagnetic separation studies. The slime generated at the Barsua minesis very different compared to other slimes of India. It containshigh amounts of clay thereby contributing higher amount of alumina[9]. The sample of different particle sizes viz: −150, −100, −75,and −45 μm was prepared after grinding the bulk tailings and takenfor the investigation. Different mineralogical and micro structural char-acterization studies were carried out that allowed the identification ofiron and gangue bearing minerals and their occurrences.

Fig. 3. (a) TG and (b) DTA curves for slime, concentrate and tailing samples.
40 S. Singh et al. / Powder Technology 269 (2015) 38–45
2.2. Characterization studies
Microscopic studies using a stereomicroscope and a reflectedlight microscope of iron ore slime sample were taken up to identifydifferent mineral phases. The TG–DTA studies were carried out byusing the NetzschSta 449 C equipment that can heat the sample toa maximum temperature of 1000 °C. SEM studies of slime samplecoated with colloidal magnetite and oleate colloidal magnetitewere done using a Hitachi 3400N scanning electron microscope.FTIR spectra of the samples were recorded on a Shimadzu FTIR inthe range of 400–4000 cm−1 over a KBr disc in order to investigatethe possible interaction of colloidal/oleate colloidal with iron oxidesurfaces.
Atomic force microscopy (Dualscope 95-200, Denmark) imageswere first obtained for the uncoated iron ore slime sample afterbeing immersed and equilibrated with distilled water. In the secondstage, a known concentration of coating agent like colloidal magne-tite or oleate colloidal magnetite was added to the slime sampleand equilibrated thoroughly for 30 min. The AFM images wererecorded after preparing the discs in a hydraulic press. Topographi-cal AFM images for each experiment along with their image profilewere recorded. The contact AFM mode was selected to obtain thetopographical images during the contact between the surface andthe colloidal solutions. The values for surface roughness and maxi-mum height were recorded. All the surface analyses of the imageswere carried out by use of the software supplied along with theequipment.
2.3. Preparation of colloidal magnetite
The colloidal magnetite was prepared by combination of ferrousand ferric salts in 1:2 proportions. FeCl2.4H2O and FeCl3.6H2O were
50
55
60
65
70
75
6 8 10 12 14
Fe re
cove
ry, %
Magnetic intensity, kG
150µm
100µm
75µm
45µm
a
Fig. 4. Effect of magnetic intensity on the (a) recovery and (b
dissolved separately in doubly distilled water. The two solutions weremixed and heated slowly to 70 °C. Sodium hydroxide aqueous solutionwas then slowly added to the resulting solution with constant stirring.The black precipitate of magnetite, thus obtained, was allowed tostand, and the supernatant liquid was removed. The precipitatedmagnetite was washed several times with distilled water to removesalt and excess sodium hydroxide. The total volume after washing was50 cm3 from which the oleate dispersed colloidal material wasprepared. It was prepared by the addition of 50 cm3 of 2 × 10−2 Msodium oleate to the colloidal magnetite suspension. The pH wasadjusted to ~11.3 and the solution was boiled for around 20 to 30 minuntil the magnetite was fully dispersed. The volume of suspensionwas made up to 100 cm3.
2.4. Selective magnetic coating
The coating studies of iron ore slimes were carried out in a standard1 L glass beaker facilitated with continuous stirring so as to keep theparticles in suspension. Different proportions of slimes with waterwere put into the suspensions and stirred continuously by the additionof colloidal magnetite or oleate colloidal magnetite. The pH of the solu-tion was regulated with dilute sodium hydroxide or hydrochloric acid.The magnetic separation studies were carried out at 15% solids byusing SALA high gradient magnetic separator (HGMS). In HGMS, thecoated iron oxide particles remained inside the canister and separatedout by back flushing and were treated as the magnetics. The materialsthat simply passed through the separator without any attraction weretaken as the non-magnetics.
The high gradient magnetic separator is versatile equipment usedfor many applications in mineral engineering including the processingof iron ore, rare earths and industrial minerals. In the present studies,the laboratory unit of high gradient magnetic separators (HGMS 10-
59.0
60.0
61.0
62.0
63.0
6 8 10 12 14
Fe g
rade
, %
Magnetic intensity, kG
100µm
150µm
75µm
45µm
b
) grade of iron values at different particle sizes of slime.

69.00
71.00
73.00
75.00
9 14 19 24 29 34 39
Fe re
cove
ry, %
Colloidal magnetite dosage, g/t
150µm
100µm
75µm
45µm
59.00
60.00
61.00
62.00
9 14 19 24 29 34 39
Fe g
rade
, %
Colloidal magnetite dosage, g/t
150µm
100µm
75µm
45µm
a b
Fig. 5. Effect of variation of dosage of colloidal magnetite on (a) Fe recovery and (b) Fe grade at different particle sizes of slime.
41S. Singh et al. / Powder Technology 269 (2015) 38–45
15-20, Sala Magnetics Inc) was used for the experimental studies. Theeffect of particle size, magnetic field strength, pH and concentration ofcoating agents were varied during the course of the investigations.
The operating principle of magnetic separation lies on the simpleattraction of force on magnetic particles
Fx ¼ μ0χwm Hx∂Hx
∂x
� �
where Fx is themagnetic force, μ0 is themagnetic permeability,χw is thespecific magnetic susceptibility, m is the mass of particles, Hx is themagnetic field intensity and ∂Hx
∂x is the magnetic field gradient.
3. Results and discussions
3.1. Characterization studies of iron ore slime
Stereo microscope studies of Barsua slime sample revealed thepresence of quartz, clay and gibbsite (Fig. 1). Quartz was invariablypresented as anhedral grainswith slightly roundedmargins. It exhibiteda dull gray color. Both quartz and clay were found as isolated entities.Sometimes the quartz occurred as grains while at places, it occurs as acrystalline transparent material within the sample. Our earlier studieshad indicated that the liberation size of the slime sample is below150 μm [24]. The reflected light microscopic studies revealed that thesample consists of hematite as the major opaque iron ore mineralwhile goethite and limonite occur in subordinate quantities. Magnetite,in very small quantity, was found as fine inclusionswithin the hematite.Goethite was associated with limonite in the banding texture (Fig. 2).
25.0
32.5
40.0
47.5
55.0
62.5
70.0
77.5
2 4 6 8 10 12 14
Fe re
cove
ry, %
Magnetic intensity, kG
Slime
Slime with CM
Slime with OCM
a
Fig. 6. Effect of magnetic field intensity on (a) recovery and (b) grade of iron
3.2. Thermal analysis
Fig. 3 shows the thermo-gravimetric (TG) and the correspondingdifferential thermal analysis (DTA) curves of the feed slime sample,concentrate and tailings generated during the experimental studies. Inthe TG curve, there are four mass loss steps observed in the feed andthe tailing samples,whereas three steps against the concentrate sample.The first mass loss step begins at 36 °C and maximizes to 240 °Crepresenting the vaporization of free water [25]. The second mass lossstep initiates at 248 °C and maximizes at 350 °C, with significant endo-thermic peak in the DTA curve, which may be due to the loss of crystalwater and dehydroxylation of goethites [26]. The third mass loss stepis found at 390 °C and maximizes at 530 °C, which represents the lossof structural hydroxyl group due to the dehydration of kaolinite phases[27]. The fourthmass loss step starts at 560 °C and has amaximummassloss rate at 1000 °C, which is attributed to the decomposition ofdehydrated kaolinite. However, in the case of concentrate sample,there is no mass loss step found in that temperature range. The totalmass loss in the DTA temperature range of 290 °C to 1000 °C is 6.97%in the feed, 8.0% in the tailing and 4.8% in the concentrate, which isclearly observed in Fig. 3.
3.3. Beneficiation of Barsua iron ore slimes by colloidal magnetic coating
The associated gangueminerals present in the Barsua iron ore slimesare quartz, gibbsite, and kaolinite. The selective magnetic coatingstudies carried out earlier on the syntheticmixtures of hematite, quartz,corundum and kaolinite had indicated that the recovery of hematitewas more than 90% at pH 7.2 by applying a magnetic intensity of7.7 kG. This magnetic intensity was much lesser than the required
60.0
61.0
62.0
63.0
64.0
65.0
66.0
2 4 6 8 10 12 14
Fe g
rade
, %
Magnetic intensity, kG
Slime
Slime with CM
Slime with OCM
b
ore slime, by the addition of colloidal magnetite and oleate magnetite.

65.0
70.0
75.0
80.0
5 6 7 8 9 10 11 12
Fe re
cove
ry, %
pH
CM (10g/t)
OCM (10g/t)
60.0
61.0
62.0
63.0
64.0
65.0
5 6 7 8 9 10 11
Fe g
rad
e, %
pH
OCM (10g/t)
CM (10g/t)
a b
Fig. 7. Effect of pH on (a) recovery and (b) grade of slime of−100 μm size material with the addition of colloidal magnetite (CM) and oleate colloidal magnetite (OCM).
42 S. Singh et al. / Powder Technology 269 (2015) 38–45
intensity for hematite separation in any wet magnetic separation tech-nique. It was also established that only 0.25 mL of colloidal suspensionper gram of hematite is sufficient to increase the iron grade and recov-ery significantly. The improved separation of hematite from quartzand corundum was achieved by using small dosages of sodiumhexametaphosphate (NaHMP) as the dispersant. The separation processwas explained further from the zeta potential measurements. It wasexplained that the coating of colloidal magnetite on hematite takesplace due to electrostatic interaction or due to van der Waals forces.The maximum coating and separation of hematite takes place atpH 7.1, whichwas verified by the experimental results. Hence the selec-tive coating of the oleate magnetite on hematite surface was broughtabout by controlling the pH of the suspension. The quartz and kaoliniteparticles,which are negatively charged at pH7.0 or above, donot adsorbelectrostatically on hematite or colloidalmagnetite [17,19]. It can there-fore be inferred that the response tomagnetic separation is enhanced bythe addition of a small amount of colloidal magnetite or in conjunctionwith a surfactant. The addition of oleate magnetite further facilitatedselective attachment with the hematite surface, similar to the effectsof flotation. As the efficacy of selective magnetic coating on the separa-tion of iron oxide from kaolinite, quartz, and gibbsite established theseparation process at a lower magnetic intensity, further experimentswere conducted on natural slime samples of the Barsua washing plant.
The iron ore slime sample under study from Barsua mines of Indiacontains 56% Fe, 4.8% SiO2, 7.2% Al2O3 and 7.0% LOI. Initially, the effect ofmagnetic intensity ondifferent particle sizeswithout any addition of coat-ing material was investigated. The results of the high gradient magneticseparation studies on different particle sizes such as −150, −100, −75and−45 μm presented in Fig. 4 indicate that in a conventional magnetic
Slime Slime coatin
a b
Fig. 8. SEM of (a) slime, (b) slime coated with colloidal magnetite (C
separation technique, the maximum iron grade of 60–62% Fe could beachieved by applying the magnetic intensity of around 12 kG. In all theparticle sizes, the iron recovery increases by increasing the magnetic in-tensity. The figure indicates that there is an increase in Fe recovery inthe case of −150 μm size materials, but the Fe grade is found to be less.At 75 μm size fraction, the recovery has gone up to 72.2% with ~59.8%Fe at 14.5 kG. The results also suggest that in all the size fractions, athigher magnetic intensity, the Fe grade decreases. But it can be observedfrom thefigure that at 100 μmsize fraction, the grade aswell as the recov-ery is better compared to other particle size fractions. At 100 μm size,62.4% recovery with 61.4% Fe grade could be achieved at around 12 kGof magnetic field intensity. This may be due to adequate liberation ofiron minerals at this size fraction. However, when the particle size is de-creased to finer sizes, there may be better liberation, but the HGMS isnot able to capture the ultrafines.
The grade and recovery of iron values obtained through HGMStechnique were not quite satisfactory. Further experiments were thuscarried out by addition of colloidal magnetite. The selective coatingexperiments on iron ore slimes were carried out by varying differentvariables such as magnetic intensity, amount of colloidal magnetiteand pH, in order to achieve the maximum Fe grade and recovery. Thecolloidal magnetite concentration was varied from 10 g/t to 40 g/t fordifferent sizes of slime materials at a constant magnetic field intensityof 12 kG. The results shown in Fig. 5 indicate the effect of colloidalmagnetite concentration on the grade and recovery of the slime sample.It is observed that, without addition of colloidalmagnetite, the Fe recov-ery is only 62.4% at 12 kG for 100 μmsize sample,whereas after additionof 10 g/t of colloidal magnetite, the recovery has increased to 71% at thesame magnetic field intensity. The grade of iron is slightly higher in
g with CM Slime coating with OCM
c
M), and (c) slime coated with oleate colloidal magnetite (OCM).
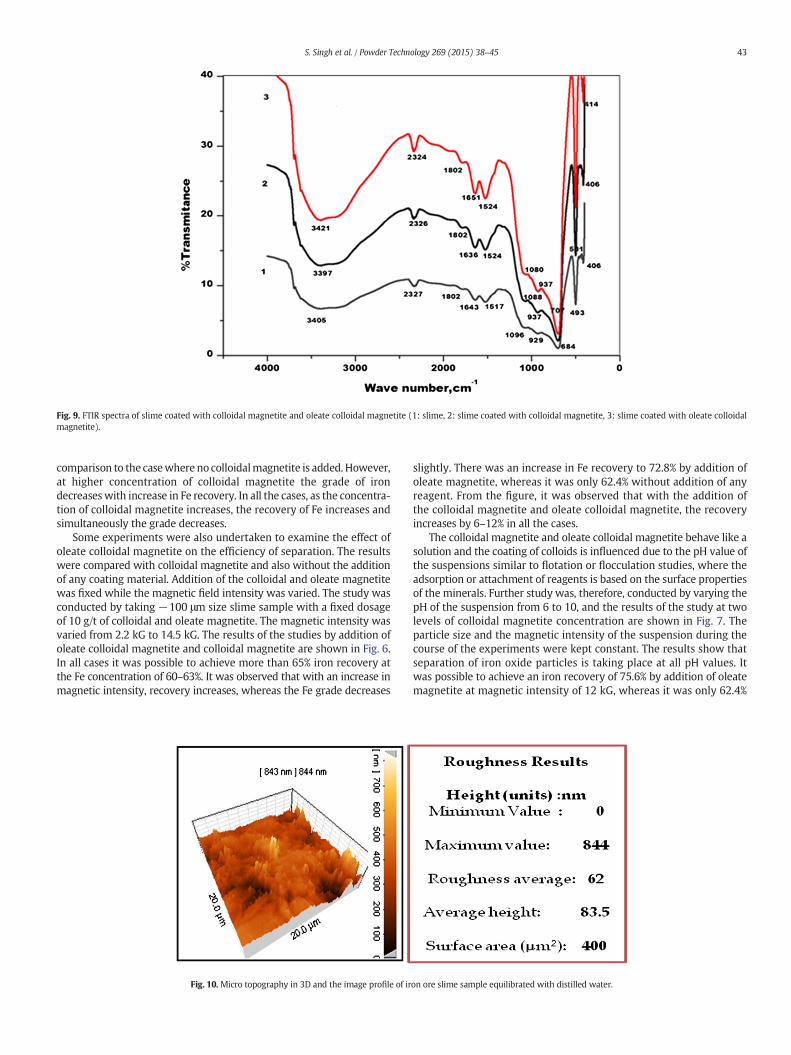
Fig. 9. FTIR spectra of slime coated with colloidal magnetite and oleate colloidal magnetite (1: slime, 2: slime coated with colloidal magnetite, 3: slime coated with oleate colloidalmagnetite).
43S. Singh et al. / Powder Technology 269 (2015) 38–45
comparison to the casewhere no colloidalmagnetite is added. However,at higher concentration of colloidal magnetite the grade of irondecreaseswith increase in Fe recovery. In all the cases, as the concentra-tion of colloidal magnetite increases, the recovery of Fe increases andsimultaneously the grade decreases.
Some experiments were also undertaken to examine the effect ofoleate colloidal magnetite on the efficiency of separation. The resultswere compared with colloidal magnetite and also without the additionof any coating material. Addition of the colloidal and oleate magnetitewas fixed while the magnetic field intensity was varied. The study wasconducted by taking −100 μm size slime sample with a fixed dosageof 10 g/t of colloidal and oleate magnetite. The magnetic intensity wasvaried from 2.2 kG to 14.5 kG. The results of the studies by addition ofoleate colloidal magnetite and colloidal magnetite are shown in Fig. 6.In all cases it was possible to achieve more than 65% iron recovery atthe Fe concentration of 60–63%. It was observed that with an increase inmagnetic intensity, recovery increases, whereas the Fe grade decreases
Fig. 10. Micro topography in 3D and the image profile of ir
slightly. There was an increase in Fe recovery to 72.8% by addition ofoleate magnetite, whereas it was only 62.4% without addition of anyreagent. From the figure, it was observed that with the addition ofthe colloidal magnetite and oleate colloidal magnetite, the recoveryincreases by 6–12% in all the cases.
The colloidal magnetite and oleate colloidal magnetite behave like asolution and the coating of colloids is influenced due to the pH value ofthe suspensions similar to flotation or flocculation studies, where theadsorption or attachment of reagents is based on the surface propertiesof the minerals. Further study was, therefore, conducted by varying thepH of the suspension from 6 to 10, and the results of the study at twolevels of colloidal magnetite concentration are shown in Fig. 7. Theparticle size and the magnetic intensity of the suspension during thecourse of the experiments were kept constant. The results show thatseparation of iron oxide particles is taking place at all pH values. Itwas possible to achieve an iron recovery of 75.6% by addition of oleatemagnetite at magnetic intensity of 12 kG, whereas it was only 62.4%
on ore slime sample equilibrated with distilled water.
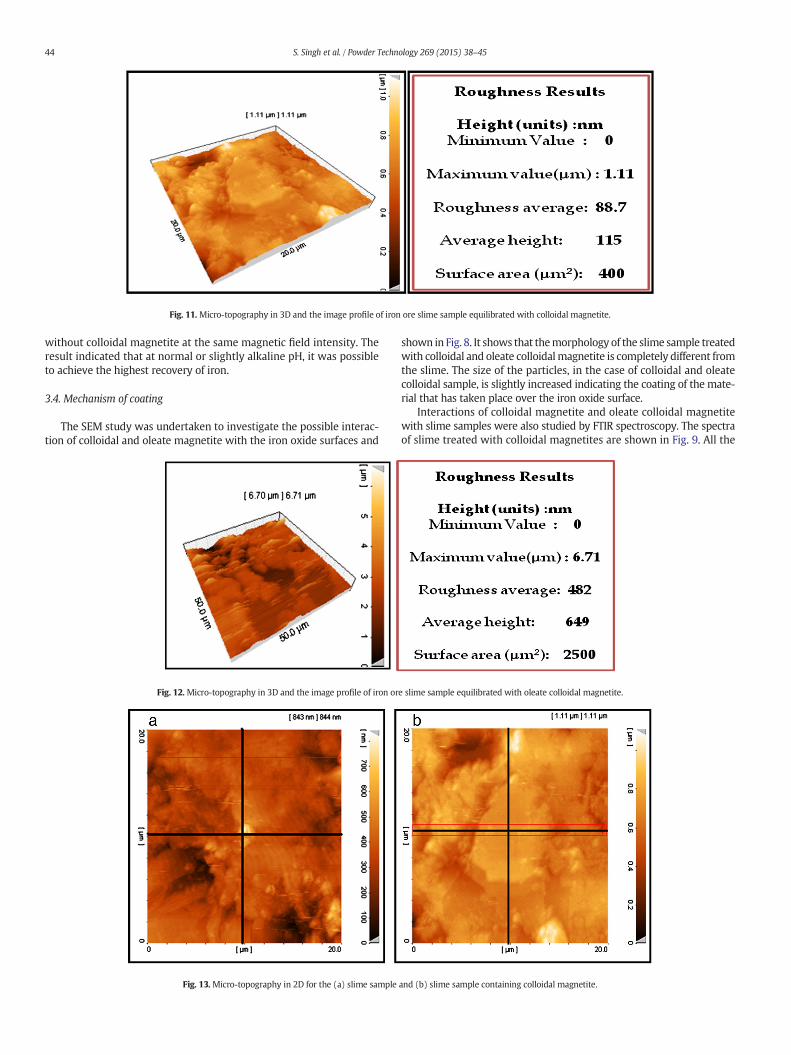
Fig. 11.Micro-topography in 3D and the image profile of iron ore slime sample equilibrated with colloidal magnetite.
44 S. Singh et al. / Powder Technology 269 (2015) 38–45
without colloidal magnetite at the same magnetic field intensity. Theresult indicated that at normal or slightly alkaline pH, it was possibleto achieve the highest recovery of iron.
3.4. Mechanism of coating
The SEM study was undertaken to investigate the possible interac-tion of colloidal and oleate magnetite with the iron oxide surfaces and
Fig. 12. Micro-topography in 3D and the image profile of iron or
Fig. 13. Micro-topography in 2D for the (a) slime sample
shown in Fig. 8. It shows that themorphology of the slime sample treatedwith colloidal and oleate colloidalmagnetite is completely different fromthe slime. The size of the particles, in the case of colloidal and oleatecolloidal sample, is slightly increased indicating the coating of the mate-rial that has taken place over the iron oxide surface.
Interactions of colloidal magnetite and oleate colloidal magnetitewith slime samples were also studied by FTIR spectroscopy. The spectraof slime treated with colloidal magnetites are shown in Fig. 9. All the
e slime sample equilibrated with oleate colloidal magnetite.
and (b) slime sample containing colloidal magnetite.

45S. Singh et al. / Powder Technology 269 (2015) 38–45
three spectra indicate the presence of O\H stretching frequency around3400 cm−1. The slight shift of O\H peak indicates hydrogen bonding inthe case of the treated slime sample. The characteristic adsorption bandat 1088 cm−1 due to the silane group confirmed the presence of magne-tite with silica [28]. The peak around 1524 cm−1 indicates the presenceof ferric oleate [19] due to the presence of oleate magnetite [29]. Thecharacteristic peaks of hematite around 400 to 700 cm−1 remained un-changed suggesting the occurrence of no chemical reaction [19]. Thepeak at 1650 cm−1 attributes to the bending vibration of OH groupshowing the presence of bound water molecules in the samples [30],and the slight shift in peak position indicates the interaction of colloidalmagnetite and oleate colloidal magnetite on the slime surface [29,31].
The atomic force microscopy of the slime sample given in Fig. 10shows themicro-topography in three-dimensional and the correspond-ing image profile for the iron ore slime sample immersed only indistilled water. The AFM images display the surface to be almost homo-geneous. The image in Fig. 10 provides information about the averageheight, roughness and the calculated area. The graphics reveal an aver-age height of 83.5 nm calculated for the area of 20× 20 μm2. The imagesin Figs. 11 and 12 show themicro-topographs in 3D for the slime sampleconditioned with colloidal magnetite and oleate colloidal magnetitesolutions. The figures and the corresponding graphs reveal the averageroughness value of 88.5 and 482 nm for the area of 20 × 20 μm2 and50 × 50 μm2 respectively. The average heights in the case of the sampleequilibrated with water, colloidal magnetite and oleate colloidalmagnetite are found to be 83.5, 115 and 649 nm respectively. Fig. 13shows the 2Dmicro-topographs of slime and slime coatedwith colloidalmagnetite. It was observed that the height is more in the case of oleatecolloidal magnetite due to the presence of an oleate group, which has astrong affinity for iron atoms. This could be interpreted that in bothcases, it was due to the formation of colloidal magnetite coating overthe surface of iron particles present in slimes. Similar AFM studies onthe interaction of oleate and di-oleate collector on the surface of calcitewere carried out which indicated the precipitation and formation of aninorganic compound on the surface of calcite [32,33].
4. Conclusions
Recovery of iron values from the Barsua iron ore slimes has beenattempted by selective colloidal magnetite coating. The objective ofthis study was to enhance the magnetic susceptibility of the iron oxidespecies by incorporating small quantities of magnetic materials. Themechanism of coating could be established vide the changes in FTIRpeaks and morphology in SEM. Increase in the average height androughness as indicated by AFM studies confirmed the coating of colloidalmagnetite andoleate colloidalmagnetite particles over the ironoxide sur-faces. The separation of iron particles from the slimes could be achieved ata magnetic intensity of 12 kG, at pH 7 and by the addition of colloidalmagnetite at a concentration of 10–40 g/t. It was possible to achieve aniron concentrate of 62.6% Fe with an appreciable recovery of 72% from aslime feed containing 56% Fe. In comparison, the conventional magneticseparation could result in 62.4% Fe with 61.6% recovery.
Acknowledgments
The authors are thankful to the Director, CSIR-IMMT, Bhubaneswarfor his kind permission to publish this paper.
References
[1] L. Chao, S. Henghu, B. Jing, L. Longtu, The recovery of iron from iron ore tailings usingmagnetic separation after magnetizing roasting, Innovative methodology forcomprehensive utilization of iron ore tailings: part 1, J. Hazard. Mater. 174 (2010)71–77.
[2] M.K. Ghose, P.K. Sen, Characteristics of iron ore tailing slime in India and its test forrequired pond size, Environ. Monit. Assess. 68 (1) (2001) 51–61.
[3] B. Das, S. Prakash, S.K. Bhaumik, B.K. Mohapatra, K.S. Narasimhan, Beneficiation ofiron ore slimes using hydrocyclone, Miner. Metall. Process. 9 (2) (1992) 101–103.
[4] B. Das, S. Prakash, S.K. Bhaumik, B.K. Mohapatra, K.S. Narasimhan, Magneticseparation of iron ore slimes by wet high intensity magnetic separator, Trans.Indian Inst. Met. 44 (5) (1991) 335–357.
[5] S. Roy, A. Das, Characterization and processing of low grade iron ore slime fromJilling area of India, Miner. Process. Extr. Metall. Rev. 29 (2008) 213–231.
[6] K. Hanumantha Rao, K.S. Narasimhan, Selective flocculation applied to Barsuan ironore tailings, Int. J. Miner. Process. 14 (1) (1985) 67–75.
[7] S. Mohanty, B. Das, Optimization studies of hydrocyclone for beneficiation of ironore slimes, Miner. Process. Extr. Metall. Rev. 31 (2010) 86–96.
[8] M.P. Srivastava, S.K. Pan, N. Prasad, B.K. Mishra, Characterization and processing ofiron ore fines of Kiriburu deposit of India, Int. J. Miner. Process. 61 (2001) 93–107.
[9] Pradip, Beneficiation of alumina-rich Indian iron-ore slimes, Met. Mater. Process. 6(1994) 170–194.
[10] S.J. Thella, A.K. Mukherjee, N.G. Srikakulapu, Processing of high alumina iron oreslimes using classification and flotation, Powder Technol. 217 (2012) 418–426.
[11] B. Das, S. Prakash, P.S.R. Reddy, S.K. Biswal, V.N. Misra, Studies on the beneficiationof Indian iron ore slimes using the flotation technique, Centenary of FlotationSymposium, Brisbane, 2005.
[12] X. Ma, M. Marques, C. Gontijo, Comparative studies of reverse cationic/anionicflotation of Vale iron ore, Int. J. Miner. Process. 100 (2011) 179–183.
[13] D.S. Rao, T.V.V. Kumar, S.S. Rao, S. Prabhakar, G.B. Raju, Effectiveness of sodiumsilicate as gangue depressants in iron ore slimes flotation, Int. J. Miner. Metall.Mater. 18 (5) (2011) 515–522.
[14] T.V.V. Kumar, D.S. Rao, S.S. Rao, S. Prabhakar, G.B. Raju, Column flotation studies onlow grade iron ore slimes of an operating plant in India, J. Min. Metall. Sect. A 49 (1)(2013) 57–66.
[15] L. Rocha, R.Z.L. Cançado, A.E.C. Peres, Iron ore slimes flotation, Miner. Eng. 23(11–13) (2010) 842–845.
[16] G.N. Nastassakis, Separation of finemineral particles by selectivemagnetic coating, J.Colloid Interface Sci. 256 (1) (2002) 114–120.
[17] P. Parsonage, Principles of mineral separation by selective coating, Int. J. Miner.Process. 24 (1988) 269–293.
[18] O. Liu, F.J. Friedlaender, Fine particle processing bymagnetic carrier methods, Miner.Eng. 7 (4) (1994) 449–463.
[19] S. Prakash, B. Das, J.K. Mohanty, R. Venugopal, The recovery of fine iron mineralsfrom quartz and corundum mixtures using selective magnetic coating, Int. J.Miner. Process. 57 (1999) 87–103.
[20] S. Prakash, B. Das, R. Venugopal, Surface properties of Indian hematite andbauxite andtheir coating mechanismwith colloidal magnetite, J. Sci. Ind. Res. 58 (1999) 436–442.
[21] S. Prakash, B. Das, B.K. Mohapatra, R. Venugopal, Recovery of iron values from iron oreslimes by selective magnetic coating, Sep. Sci. Technol. 35 (16) (2000) 2651–2662.
[22] R.S. Rohella, B. Rath, S. Prakash, B. Das, S.K. Biswal, P.S.R. Reddy, Application of thesynthetic polyelectrolytes with magnetite for purification of drinking water,Indian, J. Technol. 5 (1998) 48–52.
[23] B. Rath, S. Prakash, B. Das, S.K. Biswal, P.S.R. Reddy, R.S. Rohella, Portable watertreatment using synthetic polyelectrolyte's with magnetic particles, J. Surf. Sci.Technol. 13 (2–4) (1997) 220–228.
[24] S.K. Jena, H. Sahoo, S.S. Rath, D.S. Rao, S.K. Das, B. Das, Characterization and process-ing of iron ore slimes for recovery of iron values, Miner. Process. Extract. Metall. Rev.(2014), http://dx.doi.org/10.1080/08827508.2014.898300.
[25] J. Biswas, R.K. Jana, V. Kumar, P. Dasgupta, M. Bandyopadhyay, S.K. Sanyal,Hydrometallurgical processing of anode slime for recovery of valuable metals,Environ. Waste Manag. (ISSN: 0971-9407) (1998) 216–224.
[26] S.K. Das, B. Das, R. Sakthivel, B.K. Mishra, Mineralogy, microstructure, and chemicalcomposition of goethites in some iron ore deposits of Orissa, India, Miner. Process.Extr. Metall. Rev. 31 (2010) 97–110.
[27] C.O. Mgbemena, N.O. Ibekwe, A.A.P. Mohamed, R. Sukumar, A.R.R. Menon, Thermalbehavior and UV properties of organo modified kaolin oleochemically derived fromrubber seed oils (Hevea brasiliensis) and tea seed oils (Camellia sinensis), J. Surf. Eng.Mater. Adv. Technol. 3 (2013) 163–168.
[28] P.E.G. Casillas, C.A.R. Gonzalez, C.A.M. Pérez, Infrared spectroscopy of functionalizedmagnetic nanoparticles, in: Theophanides Theophile (Ed.), Infrared Spectroscopy —
Materials Science, Engineering and Technology, InTech, ISBN: 978-953-51-0537-4,2012, http://dx.doi.org/10.5772/35481.
[29] S. Prakash, B. Das, R. Venugopal, Magnetic separation of calcite using selectivemagnetite coating, Magn. Electr. Sep. 10 (1999) 1–19.
[30] B. Kar, H. Sahoo, S.S. Rath, B. Das, Investigations on different starches as depressantsfor iron ore flotation, Miner. Eng. 49 (2013) 1–6.
[31] K. Hanumantha Rao, B.H. Antti, J.M. Cases, E. Forssberg, Studies on the adsorption ofoleate from aqueous solution onto apatite development inmineral processing, in: K.S.E. Forssberg (Ed.), Proc. XVIth Int. Min. Proc. Cong., Stockholm, Elsevier,Amsterdam, 1988, pp. 625–635.
[32] K. Fa, A.V. Nguyen, J.D. Miller, Interaction of calcium dioleate collector collloids withcalcite and fluorite surface as revealed by AFM force measurements and moleculardynamics simulation, Int. J. Miner. Process. 81 (3) (2006) 166–177.
[33] P.R.P. Paiva, M.B.M. Monte, R.A. Simão, J.C. Gaspar, In situ AFM study of potassiumoleate adsorption and calcium precipitate formation on an apatite surface, Miner.Eng. 24 (5) (2011) 387–395.




![Index [application.wiley-vch.de]...– paclitaxel 230 cleavage 201 clusters of beads 87 co-assembling systems 31 coercive field 182 colloidal chemistry 142 colloidal iron oxide, advantage](https://static.fdocuments.in/doc/165x107/608523d8949515076164661b/index-a-paclitaxel-230-cleavage-201-clusters-of-beads-87-co-assembling.jpg)













