
SOP for Safe@Work for Manufacturing and its Related ... - MPMA

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
INTRODUCTION MPMA – The Metal Packaging Manufacturers Association represents the interests of companies involved in the production of light metal containers, closures and components in the United Kingdom and the Republic of Ireland. Member Companies range from large international organisations to small independent specialist manufacturers. In particular, the Association represents members’ views to government and other regulatory bodies, both at home and in Europe and develops industry standards. This CD-Rom contains recommended purchase specifications for Beer and Carbonated Soft Drink can bodies and ends. These have been agreed between the manufacturers currently producing these cans. - CROWN Bevcan, Europe & Middle East
- Rexam Beverage Can Europe and Asia - Ball Packaging Europe
Although adoption of the specifications by packers is entirely voluntary, the major objective of this publication is to assist mechanical interchangeability of cans and ends on the user's filling, seaming and handling equipment. This CD will be reviewed annually in order to keep abreast of technological advances and changes in the Industry. All enquiries and orders for additional copies should be directed to the MPMA Ltd., SoanePoint, 6-8 Market Place, Reading, Berkshire, RG1 2EG. Tel: 01189 255523 Fax: 01189 255888 E-Mail: [email protected]: Web site: www.mpma.org.uk.
ISSUE 2004 Section 1 Page1.1

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
INDEX (Page 1 of 2) Section 1 Section 5 Double Seam Operating Standards 1.1 – 1.3 Introduction and Index 5.1 Introduction 5.2 – 5.4 50mm (200) Mini Seam Double Seam Specifications Section 2 Specifications Covered and Requirements 5.5 – 5.7 52mm (202) Mini Seam Double Seam Specifications 5.8 – 5.11 Chuck and Roll Profiles for 50mm and 52mm Mini Seam End Seams 2.1 Can and End Sizes 5.12 Explanatory Notes – 50mm and 52mm Mini Seam End Seams 2.2 – 2.4 Requirements 5.13 – 5.15 52mm (202) SuperEnd ® End Double Seam Specifications 2.5 Terminology 5.16 – 5.18 Chuck and Roll Profiles for 52mm SuperEnd ® End Seam 5.19 Explanatory Notes for 52mm SuperEnd ® End Seams Section 3 Ends 5.20 – 5.22 57mm (206) Mini Seam Double Seam Specifications 5.23 – 5.25 Chuck and Roll Profiles for 57mm Mini Seam End Seams 3.1 – 3.2 Easy Open Aluminium Ends 5.26 Explanatory Notes for 57mm Mini Seam End Seams 3.3 Compound Specifications 5.27 Nominal Seam Thickness table 3.4 – 3.5 Stress Corrosion 5.28 Double Seam Visual Evaluation 5.29-30 Double Seam – Body Hook Butting Section 4 Cans 5.31 Double Seam – Tightness Rating 4.1 Manufacturers’ Can Coding Section 6 Capacities and Weights 4.2 – 4.3 53/50mm Nominal Diameter 4.4 – 4.5 66/52mm Nominal Diameter 6.1 Can Capacities and Freeboard and Reference
to Can Weights 4.6 – 4.7 66/57mm Nominal Diameter
ISSUE 2004 Section 1 Page1.2

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
INDEX (Page 2 of 2) Section 7 Defect Descriptions 7.1 Attribute Defect Descriptions 7.2 Two-Piece Can Critical Defect Descriptions 7.3 Easy Open End Critical Defect Descriptions Section 8 Packaging of Empty Cans & Ends 8.1 – 8.2 Introduction 8.3 Typical Empty Can Pack 8.4 Typical Plastic Empty Can Pallet 8.5 Typical Timber Empty Can Pallet 8.6 Typical End Pallets Timber and Plastic 8.7 Typical Layer Pad For Empty Can Pallet Pack 8.8 Typical Top Frames – Timber and Plastic 8.9 Bar Coded Pallet Labels 8.10 Typical End Pack 8.11 – 8.14 Return of Packaging Materials Section 9 Stacking of Filled Cans 9.1 Stacking of Filled Cans Section 10 Quality Measurement Appendix 1 Stress Corrosion – Technical Bulletin SuperEnd ® is a registered trademark of Crown Holdings Inc.
ISSUE 2004 Section 1 Page1.3

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
CAN AND END SIZES These Recommended Industry Specifications cover the following sizes of cans and ends used for the packaging of soft drinks, beers and other carbonated beverages.
Nominal Content (ml) Diameter (mm) Nominal Height (mm)
150 53/50 88
200 53/50 111
250 53/50 134
275 66/57 99
330 66/57 and 66/52 115
375 66/57 and 66/52 130
440 66/57 and 66/52 150
470 66/57 and 66/52 160
500 66/57 and 66/52 168
530 66/57 and 66/52 178
568 66/57 and 66/52 188
Note: Other can sizes may be used to meet specific requirements.
ISSUE 2004 Section 2 Page2.1

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
REQUIREMENTS General Can bodies and ends must be so manufactured, packaged and transported so as to be suitable for the canning, packaging and distribution of the specified product. The principal requirements are: 1. A suitable construction including sealants for end seams which will: a) prevent leakage,
b) resist the pressures normally encountered during filling, processing and storage without peaking, collapse or undue bulging. As a general rule, except where otherwise agreed between customer and supplier, containers will be specified as:
containers which, by prior agreement with the supplier, are required to withstand an internal pressure of a minimum of 6.2 bars above
atmospheric pressure. 2. An adequate material specification, including the appropriate internal coatings, which will:
a) sustain the desirable properties of the product such as flavour, aroma, clarity and carbonation for reasonable periods of storage,
b) be free from any undesirable tastes or odours which may be imparted to the product,
c) not knowingly give any risk to the consumer and will have been approved by internationally recognised authorities and conform to legislation on materials and articles coming into contact with food as appropriate.
ISSUE 2004 Section 2 Page2.2

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
3. An agreed appearance, including decoration and protection, which will: a) conform to the design agreed with the customer. b) retain its attractive appearance for reasonable periods of exposure to normal pasteurisation, can handling and storage. c) provide a level of mobility to facilitate satisfactory transfer between and through each stage of the filling, seaming and pasteurising processes. Note: Experience has shown that some chemicals and lubricants, notably sanitisers used in pasteurisers and warmers, can have a bleaching effect on the pigments in certain inks and coatings. Although the majority of inks are resistant to the recommended dosages, few are totally resistant to these materials. Total resistance restricts the range of colours available and adds significantly to the cost of inks. Canners should be aware of the potential danger and are advised to take the following precautions: a) check with material suppliers whether their products have been tested for compatibility with printing inks,
b) use materials only at the dosage and method recommended by the supplier,
c) keep can suppliers informed of the use of materials which are in contact with the cans, particularly in pasteurisers, and of proposed changes in materials used or method and level of dosage,
d) sulphur dioxide, sulphates, copper, nitrates and chlorides need to be controlled within the beverage formulation to avoid internal corrosion and reduction in shelf life.
e) A prolonged exposure to direct sunlight may change colour of certain systems.
4. Adequate identification and packaging for transport and storage
ISSUE 2004 Section 2 Page2.3

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
Can Weights In recognition of the need for the calculation of accurate tare weights, can suppliers will provide canners with nominal weights for each can size. Individual can weights would be expected to fall within + 4% of nominal for steel cans and + 5% for aluminium. Dimensional Cans, loose ends and seaming chucks for double seamers must be so dimensioned as to assist the mechanical interchangeability of components from each manufacturer in the user's filling, closing, can handling and packaging operations, subject to the following limitations: 1. On any given diameter, cans and ends of any given style can be seamed using common chucks and rolls on a given type of double seamer. 2. It is not possible to guarantee the use of identical machine settings for all types of can, although the objective is to minimise the need for re-setting. 3. Due to inevitable variations in cans, ends and machine settings, each within the recommended standard, it cannot be guaranteed that adjustments will not be necessary between deliveries of a common can or end type - even from a single source of supply. It is considered, however, that the standards quoted will ensure that the need for adjustment is minimised. 4. Can suppliers will advise on recommended machine settings and set-up standards for any given can and end combination. This recommendation is primarily intended
to ensure that the double seamer is set up in a balanced way against the operating standards. It is further recommended that, when problems arise, the set-up procedure should be used as a base to ensure that machine settings are correct. Note: It is possible that future developments in technology may lead to a requirement for special chucks, rolls and machine settings; accordingly, they may be examined for possible technical or commercial merit.
ISSUE 2004 Section 2 Page2.4

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
TERMINOLOGY Double Seamer: A machine designed to form the double seam between the closing end and the filled can. It may incorporate apparatus for introducing steam
or other gas into or withdrawing air from the can as it is sealed. Chuck: A device used for holding the can end. It locates and supports the countersink wall during formation of the double seam between can and end. Knock-out Pad: A device in the centre of the chuck which serves to free the end from the chuck on completion of the double seaming operation. Compound: A polymer based sealant applied to a can end in order to form an hermetic seal in the double seam. Two-Piece Can: A can made from two main components - body with integral bottom and top end - and with reduced diameter at the open end of the body
to enable an end component of smaller diameter to be used. Nominal Content: Trade description of can size. Gross Lidded Volume: Interior volume of the closed can measured in accordance with the method for Determination of Capacity given in International Standard
BS EN ISO 90/1.
Freeboard (Based on Nominal Content): The distance from the top of the open can to the upper surface of the liquid when the amount of liquid contained in the can equals the
nominal content.
Brim Full: The volume of the unclosed can filled to the horizontal level of the flange. Fill Volume: The Internal Volume of the can at the Nominal Freeboard.
ISSUE 2004 Section 2 Page2.5

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
EASY OPEN ALUMINIUM ENDS
Typical Standard Aperture SOT End Typical Large Opening Aperture SOT End
Small variations in pour aperture will exist dependent on end design. END IDENTIFICATION This will be provided by each supplier.
ISSUE 2004 Section 3 Page3.1

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
EASY OPEN ALUMINIUM ENDS DIMENSIONS NOMINAL END DIAMETER (MM) 50 Mini Seam 52 Mini Seam 52 SuperEnd ® 57 Mini Seam F Outside Curl Diameter 57.00 + 0.25 59.45 + 0.25
59.45 + 0.25
64.70+ 0.25
G Curl Opening (min) 2.72 2.72
Not Applicable
2.72
H Countersink Depth (See Note 2) Either 6.60 + 0.15
or 6.72 + 0.15 (see Notes 1 & 2)
6.85 + 0.15 6.35 + 0.15 6.35 + 0.15
J Inside Curl Diameter (min) 55.20 57.65
57.81
62.70
K Countersink Diameter (Ref. only)
47.50 49.60 Not Applicable 54.60
L Curl Height Either 2.03 + 0.20 or 2.11 + 0.20 (Note 1)
2.08+ 0.20 2.08 + 0.20 2.08+ 0.20
Notes:
1. Nominal quoted dimensions are average values for specific technologies. However, a correctly set seamer infeed will accommodate all suppliers’ components.
2. Countersink depth H is the average of two measurements, i.e. with the pouring aperture representing 12 o’clock the countersink should be measured at 9 o’clock and 3 o’clock.
All dimensions in millimetres unless shown otherwise.
ISSUE 2004 Section 3 Page3.2

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
COMPOUND SPECIFICATION EASY OPEN ALUMINIUM ENDS Due to:
- different products being filled - different compound placements (HOS or Standard) - different specific gravities of compound giving different film weights for a given volume
it is not practical to specify common compound parameters. REFER TO YOUR SUPPLIER FOR DETAILED COMPOUND SPECIFICATIONS
ISSUE 2004 Section 3 Page3.3

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
End Usage Issues Prevention of Environmental Stress Corrosion of Aluminium Alloy Beverage Ends
Introduction This section provides a brief insight into the causes and prevention of stress corrosion of aluminium ends, being a summary of the points contained in the industry’s Technical Bulletin which may be found in Appendix 1 to these specifications. This type of failure is preventable by following and implementing the guidance advice provided in this section. The Key to prevention is to ensure that Cans and Ends are clean and dry prior to packaging. The processes to ensure this are the direct responsibility of the Can Filling Plant.
Causes 1. Moisture: Corrosion will not occur without moisture being present. Chlorides, sulphates and nitrates within the moisture will accelerate corrosion. 2. High Storage Temperatures will increase internal pressure. These conditions will increase the stress on the end which will accelerate the failure process. 3. Humid storage conditions
Such conditions slow down the drying process of the ends, prolonging drying time and allowing stress corrosion to develop. Products with higher CO2 content will be more prone to failure than those with low CO2 as this will affect internal pressure.
What is Stress Corrosion?
A unique type of corrosion, accelerated by the presence of external moisture, high internal pressure and humid storage conditions. Key elements causing failure 1. Material must be susceptible. The alloy used is not considered overly susceptible and has unique
properties of strength and formability which make it desirable over other alloys. The reasons for failure are due to causes external to the end. 2. High Residual Stresses. All ends are stressed during manufacture to ensure that the score tears during the opening process. Stresses are also caused by internal
pressure, resulting from high product carbonation and storage temperatures. 3. Environment conducive to Corrosion. This is an electrochemical process requiring an electrolyte e.g. moisture. Chlorides, sulphates and nitrates in the moisture will accelerate the corrosion process, compounded by high storage temperatures.
ISSUE 2004 Section 3 Page3.4

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
Target Areas to reduce the risk of Stress Corrosion. 1. Washing. Wash cans and ends after filling to remove product contamination. Heated water is preferable for chilled or ambient filling lines. Ensure that cans are
raised to temperatures above the dew point and change the warmer water frequently to avoid contamination with soap or product. No slat lubricant should be left on the end. Always ensure that, prior to packaging, can temperatures are raised above the dew point or condensation may occur, which will directly lead to circumstances conducive to stress corrosion. Control warmer and pasteuriser water to maintain pH levels within range 7 to 8. The quality of rinse water is critical, it should be treated and demineralised and have a pH between 6 and 8. Chlorides must be below 10ppm; sulphates and nitrates must each be below 15ppm.
2. Drying. Drying prior to packaging is best achieved by the use of air knives. This provides the best means of removing moisture from the ends and bodies of the cans. Air knives must be correctly adjusted to maintain the best possible performance.
3. Packaging. Perforated shrink film will aid pack ventilation and assist moisture evaporation, in particular on shrink-wrap only packs. Packs should also be open at each end to allow good airflow through the pack.
4. Storage. Filled goods should be stored with air gaps between rows to allow air circulation. This will minimise condensation and help evaporation of residual moisture.
5. Temperature. Avoid cyclic storage temperatures as this adds further stresses to the end which promotes corrosion. 6. Inspection. Stocks should be inspected regularly and any packs affected by leaking cans should be removed. 7. Ventilation. If pallets are stretch-wrapped natural ventilation should be provided. Stress Corrosion WILL NOT occur without the presence of MOISTURE.
ISSUE 2004 Section 3 Page3.5

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
CANS MANUFACTURERS' CAN CODING In the interests of product traceability, beer and carbonated soft drink cans are individually coded generally as below. Individual manufacturers may vary coding for specific circumstances. Consult manufacturer for exact code.
Country of Origin (optional) One letter or digit 1. Factory of Origin One letter 2. Year One digit (0-9) 3. Line One letter or digit 4. Month One letter (see Note 1) 5/6. Day of Month Two digits (0-31) 7. Shift / Time One letter or digit
Note 1. Monthly Code letters are as follows: Jan -A May -E Sep -J Feb -B June -F Oct -K Mar -C July -G Nov -L April -D Aug -H Dec -M Note 2. The position of the manufacturing factory code and the colour in which it is printed are a matter of agreement between manufacturer and customer. Note 3. For details of can logos refer to can suppliers. Note 4. Not recommended to put can code into bar code panel as this can affect the ability to read the bar code correctly.
ISSUE 2004 Section 4 Page4.1

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
TWO PIECE, NECKED-IN CANS 53/50 NOMINAL DIAMETER
DIMENSIONS NOMINAL DIAMETER 53/50
B Outside Diameter
53.4 (max)
C Neck Diameter 50.0 + 0.3
D Flange Radius
1.0 MIN (Tooling Dimension)
E Flange Width (See Note) 2.10 + 0.25
F Neck Seaming Clearance
3.0 (min)
Note: Average of 3 readings around can periphery.
NOMINAL CONTENT (ml)
150 200 250 A Open Can Height (+ 0.3)
88.4
111.2
134.0
Nominal Contents (ml)
150 200 250
V
Freeboard (Nominal) 14.1 14.1 14.1
All dimensions in millimetres unless shown otherwise.
ISSUE 2004 Section 4 Page4.2

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
DESIGN AREA 2-PIECE CANS 53/50 NOMINAL DIAMETER SIZE SOLID DESIGN ESSENTIALS IN DESIGN AREA ESSENTIALS IN AREA HEIGHT PRINTED DESIGN = CAN PRINTED DESIGN (MIN) HEIGHT CIRCUMFERENCE LENGTH 53/50 X 88
83 71 167 156
53/50 X 111
107 96 167 156
53/50 X 134
128 116 167 156
Note: The objective of this recommendation is to achieve interchange of artwork between can suppliers, but it must be recognised that it will still be necessary for each supplier to produce his own films, which are generally not interchangeable. All dimensions in millimetres unless shown otherwise.
ISSUE 2004 Section 4 Page4.3

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
TWO-PIECE, NECKED-IN CANS 66/52 NOMINAL DIAMETER DIMENSIONS NOMINAL DIAMETER 66/52
B Outside Diameter
66.3 (max)
C Neck Diameter 52.4 + 0.30
D Flange Radius
1.0 MIN (Tooling Dimension)
E Flange Width (See Note) 2.13 ± 0.25 Aluminium 2.15 + 0.25 Steel
F Neck Seaming Clearance 3.0 MIN Note: Average of 3 readings around can periphery.
NOMINAL CONTENT (ml)
330 375 440 470 500 530 568 A Open Can Height (+ 0.3)
115.2
130.25
149.9 160.5 168.0 178.5 188.1
V Freeboard (Nominal)
12.2 14.0 14.0 14.0* 14.0 14.0* 14.0
* With widget All dimensions in millimetres unless shown otherwise.
ISSUE 2004 Section 4 Page4.4

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
DESIGN AREA 2-PIECE CANS 66/52 NOMINAL DIAMETER SIZE SOLID DESIGN ESSENTIALS IN DESIGN AREA ESSENTIALS IN AREA HEIGHT PRINTED DESIGN = CAN PRINTED DESIGN (MIN) HEIGHT CIRCUMFERENCE LENGTH
66/52 x 115
105 85 – 89
207 197
66/52 x 130
120 100 – 104
207 197
66/52 x 150
140 120 – 124
207 197
66/52 x 160
150 130 - 134
207 197
66/52 x 168
158 138 – 142
207 197
66/52 x 178
168 148 – 152
207 197
66/52 x 188 178 158 – 162 207 197 Note: The objective of this recommendation is to achieve interchange of artwork between can suppliers, but it must be recognised that it will still be necessary for each supplier to produce his own films, which are generally not interchangeable. Height dimensions quoted allow for differences in neck and base forming technology. All dimensions in millimetres unless shown otherwise.
ISSUE 2004 Section 4 Page4.5

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
TWO-PIECE, NECKED-IN CANS 66/57 NOMINAL DIAMETER DIMENSIONS NOMINAL DIAMETER 66/57 B Outside Diameter 66.3 (max) C Neck Diameter 57.4 + 0.3 D Flange Radius 1.0 MIN (Tooling Dimension) E Flange Width (see note) 2.2 + 0.25 F Neck Seaming Clearance 3.0 (min) Note: Average of 3 readings around can periphery.
NOMINAL CONTENT (ml) 275 330 375 440 470 500 530 568
A Open Can Height
98.95 115.2 130.25 149.9 160.5 168.0 178.5 188.1
V
Freeboard (Nominal) 12.2 12.2 14.0 14.0 14.0* 14.0 14.0* 14.0
* With widget All dimensions in millimetres unless shown otherwise.
ISSUE 2004 Section 4 Page4.6

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
DESIGN AREA 2-PIECE CANS 66/57 NOMINAL DIAMETER SIZE SOLID DESIGN ESSENTIALS IN DESIGN AREA ESSENTIALS IN AREA HEIGHT PRINTED DESIGN = CAN PRINTED DESIGN (MIN) HEIGHT CIRCUMFERENCE LENGTH 66/57 x 99
90 74 207
197
66/57 x 115
106 90 207 197
66/57 x 130
121 105 207 197
66/57 x 150
141 125 207 197
66/57 x 160
151 135 207 197
66/57 x 168
159 143 207 197
66/57 x 178
169 153 207 197
66/57 x 188
179 163 207 197
Note: The objective of this recommendation is to achieve interchange of artwork between can suppliers, but it
be necessary for each supplier to produce his own films, which are Must be recognised that it will still generally not interchangeable. All dimensions in millimetres unless shown otherwise.
ISSUE 2004 Section 4 Page4.7

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
DOUBLE SEAM OPERATING STANDARDS INTRODUCTION This section recommends double seam operating standards for various can and end combinations; it details the parameters and the points at which they should be measured. In evaluating double seams the parameters are divided into two categories as follows: Critical Parameters: These are the essential parameters in double seams for which the standards must be achieved. Other Parameters: In effect, these parameters are the route by which the critical parameters are achieved. However, a measure of flexibility, without detriment to
double seam quality, is permissible.
Can suppliers will advise on appropriate set-up procedures and standards to be used with the enclosed Operating Standards. This section includes the following information:-
Double seam operating standards for 50mm / 52mm / 57mm Mini Seams and 52mm SuperEnd ® End . General explanatory notes for seam control. Seaming chuck and roll profiles Explanatory notes for seam control. Visual evaluation of seaming Body hook butting Tightness rating
Seam setting Satisfactory double seaming is essential to the integrity of the can. Conformance to the double seam operating standards specified in this section is dependent upon the condition and the setting of the double seamer. Compliance with correct maintenance and setting procedures, proper training and supervision of operatives are vital to the continuing production of satisfactory seams.
Measurement, visual assessment and correct maintenance procedures are the keys to good Double Seam Control.
ISSUE 2004
Section 5 Page5.1

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
50mm (200) MINI SEAM DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS
C
A - SEAM LENGTH B - SEAM THICKNESS C - COUNTERSINK DEPTHD - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
B
D
G
AE
F
DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY CRITICAL PARAMETERS OPERATING SPECIFICATIONS Actual overlap 0.75 mm minimum 2nd operation seam thickness Refer to “Nominal Seam Thickness Table”
Tolerance +/- 0.05 mm THE FINISHED SEAM BODY WALL IMPRESSION SHOULD BE VISIBLE AND CONTINUOUS
Body hook butting 72% - 92% for STEEL 72% - 97% for ALUMINIUM
End hook tightness rating 100% Wrinkle free Seam gap (directly after seaming) 0.1 mm maximum (0.05mm recommended) OPERATING PARAMETERS OPERATING STANDARDS 2nd operation seam length 2.55 mm +/- 0.15 mm 2nd operation countersink depth 6.60 mm +/- 0.15 mm Body hook length 1.60 mm +/- 0.20 mm End hook length 1.60 mm +/- 0.20 mm Free space 0.13mm nominal WEEKLY CHECKS SPECIFICATIONS 1st operation countersink depth 6.75 mm maximum 1st operation seam thickness 2.10 mm +/- 0.05 mm 1st operation seam length 1.95 mm +/- 0.05 mm SHOULD THERE BE ANY NEED FOR MACHINE SETTING ADJUSTMENTS, REFER TO “SET UP SPECIFICATIONS & PROCEDURES”. FOR FREE SPACE REFER TO ITEM 4 ON EXPLANATORY NOTES (Page 5.12)
ISSUE 2004 Section 5 Page5.2

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
50mm (200) MINI SEAM DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS
DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY
C
A - SEAM LENGTH B - SEAM THICKNESS C - COUNTERSINK DEPTHD - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
B
D
G
AE
F
RECOMMENDED DOUBLE SEAMER TOOLING Refer to seaming chuck and seaming roll profile drawings SET UP SPECIFICATIONS AND PROCEDURES In the event of any tooling changes or other machinery disruptions, a set up seam check should be carried out. At this set up stage, at least 2 cans from each seaming head are to be measured on all seam parameters. SEAMER PIN HEIGHT - Pin height to be measured at the end of the first operation cycle. CRITICAL PARAMETERS SET UP SPECIFICATIONS Actual overlap 0.90 mm minimum 2nd operation seam thickness Refer to “Nominal Seam Thickness Table”
Tolerance +/- 0.05 mm THE FINISHED SEAM BODY WALL IMPRESSION SHOULD BE VISIBLE AND CONTINUOUS.
Body hook butting 72% - 92% for STEEL 72% - 97% for ALUMINIUM
End hook tightness rating 100% wrinkle free Seam gap (directly after seaming) 0.1 mm maximum
Target (for set up purposes) ≤0.05 mm
ISSUE 2004 Section 5 Page5.3

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
50mm (200) MINI SEAM DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY
C
A - SEAM LENGTH B - SEAM THICKNESS C - COUNTERSINK DEPTHD - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
B
D
G
AE
F
SET UP SPECIFICATIONS AND PROCEDURES (CONTINUED) OPERATING PARAMETERS SET UP SPECIFICATIONS 1st operation seam thickness 2.10 mm +/- 0.05 mm 1st operation seam length 1.95 mm +/- 0.05 mm 1st operation countersink depth 6.66 mm maximum 2nd operation seam length 2.55 mm +/- 0.10 mm 2nd operation countersink depth 6.60 mm +/- 0.10 mm Body hook length 1.60 mm +/- 0.15 mm End hook length 1.60 mm +/- 0.15 mm Free space 0.13 mm nominal FOR FREE SPACE REFER TO ITEM 4 IN EXPLANATORY NOTES (Page 5.12)
ISSUE 2004 Section 5 Page5.4

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
52mm (202) MINI SEAM DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS
DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY
C
A - SEAM LENGTH B - SEAM THICKNESS C - COUNTERSINK DEPTHD - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
B
D
G
AE
F
CRITICAL PARAMETERS OPERATING SPECIFICATIONS Actual overlap 0.75 mm minimum 2nd operation seam thickness Refer to “Nominal Seam Thickness Table”
Tolerance +/- 0.05 mm THE FINISHED SEAM BODY WALL IMPRESSION SHOULD BE VISIBLE AND CONTINUOUS
Body hook butting 72% - 92% for STEEL 72% - 97% for ALUMINIUM
End hook tightness rating 100% Wrinkle free Seam gap (directly after seaming) 0.1 mm maximum (0.05mm recommended)
OPERATING PARAMETERS OPERATING STANDARDS 2nd operation seam length 2.55 mm +/- 0.15 mm 2nd operation countersink depth 6.86 mm +/- 0.15 mm Body hook length 1.60 mm +/- 0.20 mm End hook length 1.60 mm +/- 0.20 mm Free space 0.13mm nominal
WEEKLY CHECKS SPECIFICATIONS 1st operation countersink depth 6.92 mm maximum 1st operation seam thickness 2.10 mm +/- 0.05 mm 1st operation seam length 1.95 mm +/- 0.05 mm SHOULD THERE BE ANY NEED FOR MACHINE SETTING ADJUSTMENTS, REFER TO “SET UP SPECIFICATIONS & PROCEDURES”. FOR FREE SPACE REFER TO ITEM 4 ON EXPLANATORY NOTES (Page 5.12)
ISSUE 2004 Section 5 Page5.5

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
52mm (202) MINI SEAM DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS
DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY
C
A - SEAM LENGTH B - SEAM THICKNESS C - COUNTERSINK DEPTHD - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
B
D
G
AE
F
RECOMMENDED DOUBLE SEAMER TOOLING Refer to seaming chuck and seaming roll profile drawings SET UP SPECIFICATIONS AND PROCEDURES In the event of any tooling changes or other machinery disruptions, a set up seam check should be carried out. At this set up stage, at least 2 cans from each seaming head are to be measured on all seam parameters. SEAMER PIN HEIGHT - Pin height to be measured at the end of the first operation cycle. CRITICAL PARAMETERS SET UP SPECIFICATIONS Actual overlap 0.90 mm minimum 2nd operation seam thickness Refer to “Nominal Seam Thickness Table”
Tolerance +/- 0.05 mm THE FINISHED SEAM BODY WALL IMPRESSION SHOULD BE VISIBLE AND CONTINUOUS.
Body hook butting 72% - 92% for STEEL 72% - 97% for ALUMINIUM
End hook tightness rating 100% wrinkle free Seam gap (directly after seaming) 0.1 mm maximum
Target (for set up purposes) ≤0.05 mm
ISSUE 2004 Section 5 Page5.6

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
52mm (202) MINI SEAM DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY
C
A - SEAM LENGTH B - SEAM THICKNESS C - COUNTERSINK DEPTHD - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
B
D
G
AE
F
SET UP SPECIFICATIONS AND PROCEDURES (CONTINUED) OPERATING PARAMETERS SET UP SPECIFICATIONS 1st operation seam thickness 2.10 mm +/- 0.05 mm 1st operation seam length 1.95 mm +/- 0.05 mm 1st operation countersink depth 6.92 mm maximum 2nd operation seam length 2.55 mm +/- 0.10 mm 2nd operation countersink depth 6.86 mm +/- 0.10 mm Body hook length 1.60 mm +/- 0.15 mm End hook length 1.60 mm +/- 0.15 mm Free space 0.13mm nominal FOR FREE SPACE REFER TO ITEM 4 IN EXPLANATORY NOTES (Page 5.12)
ISSUE 2004 Section 5 Page5.7

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
1ST OPERATION ROLL PROFILE 50/52mm (200/202) MINI SEAM
ISSUE 2004 Section 5 Page5.8

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
2ND OPERATION ROLL PROFILE 50/52mm (200/202) MINI SEAM
ISSUE 2004 Section 5 Page5.9

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
SEAMING CHUCK 50mm (200) MINI SEAM
ISSUE 2004 Section 5 Page5.10

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
SEAMING CHUCK 52MM (202) MINI SEAM
ISSUE 2004 Section 5 Page5.11

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
EXPLANATORY NOTES FOR SEAM CONTROL - DOUBLE SEAM SPECIFICATIONS FOR 50/52mm (200/202) DIAMETER CANS (MINI SEAM) DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY 1. The Specifications identify nominal values and tolerance ranges, these nominal values must be targeted when carrying out a seam adjustment and/or tooling replacement. 2. It is important that the 1st operation is set to the recommended specification. Refer to set up sheet for measurement parameters. 3. Final appraisal of the seam should be based on visual examination of a “torn down” and “sectioned” seam, and achievement of the critical parameters. 4. Free Space is the difference between actual seam thickness and the calculation of :- (3 x measured end thickness) + (2 x nominal can flange thickness) 5. Should any of the parameters measure outside of specification, a second can from the same seaming station (or stations) should be evaluated before any adjustments are made to the double seamer. 6. Caution : As a part of the seam evaluation, regardless of the 2nd operation dimensions, close inspection of the body wall impression should be carried out. On Aluminum cans, body wall fracture may occur if this impression is too deep. 7. To determine the correct seam thickness calculation, refer to the seam thickness matrix. On 50/52mm (200/202) diameter a “common” seamer setting is NOT recommended for steel and aluminium cans. Seam thickness can only be evaluated in conjunction with tightness rating and free space. 8. The specifications and procedures contained in these documents should be considered as the minimum acceptable requirements.
Local conditions may require (or permit) tighter tolerances to be applied.
CRITICAL PARAMETERS MUST ALWAYS BE MAINTAINED
ISSUE 2004 Section 5 Page5.12

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
52mm (202) SuperEnd ® END DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS
DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY CRITICAL PARAMETERS OPERATING SPECIFICATIONS Actual overlap 0.76 mm minimum 2nd operation seam thickness Refer to “Nominal Seam Thickness Table”
Tolerance +/- 0.05 mm THE FINISHED SEAM BODY WALL IMPRESSION SHOULD BE VISIBLE AND CONTINUOUS
Body hook butting 72% - 100% for STEEL and ALUMINIUM End hook tightness rating 90-100% Wrinkle free Seam gap (directly after seaming) 0.1 mm maximum (0.05mm recommended) OPERATING PARAMETERS OPERATING STANDARDS 2nd operation seam length 2.36 mm +/- 0.13 mm 2nd operation countersink depth 6.90 mm +/- 0.20 mm Body hook length 1.55 mm +/- 0.23 mm End hook length 1.55 mm +/- 0.23 mm Free space 0.13mm nominal WEEKLY CHECKS SPECIFICATIONS 1st operation countersink depth 6.99 mm maximum 1st operation seam thickness 1.98 mm +/- 0.05 mm 1st operation seam length 1.83 mm +/- 0.05 mm
A - SEAM LENGTH B - SEAM THICKNESS C - COUNTERSINK DEPTH D - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
SHOULD THERE BE ANY NEED FOR MACHINE SETTING ADJUSTMENTS, REFER TO “SET UP SPECIFICATIONS & PROCEDURES”. FOR FREE SPACE REFER TO ITEM 4 ON EXPLANATORY NOTES (Page 5.19)
ISSUE 2004 Section 5 Page5.13

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
52mm (202) SuperEnd ® END DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS
DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY RECOMMENDED DOUBLE SEAMER TOOLING Refer to seaming chuck and seaming roll profile drawings SET UP SPECIFICATIONS AND PROCEDURES In the event of any tooling changes or other machinery disruptions, a set up seam check should be carried out. At this set up stage, at least 2 cans from each seaming head are to be measured on all seam parameters. SEAMER PIN HEIGHT - Pin height to be measured at the end of the first operation cycle. CRITICAL PARAMETERS SET UP SPECIFICATIONS Actual overlap 0.90 mm minimum 2nd operation seam thickness Refer to “Nominal Seam Thickness Table”
Tolerance +/- 0.05 mm THE FINISHED SEAM BODY WALL IMPRESSION SHOULD BE VISIBLE AND CONTINUOUS.
Body hook butting 80-100% for STEEL and ALUMINIUM End hook tightness rating 100% wrinkle free Seam gap (directly after seaming) 0.05 mm ± 0.03 mm A - SEAM LENGTH
B - SEAM THICKNESS C - COUNTERSINK DEPTHD - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
ISSUE 2004 Section 5 Page5.14

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
52mm (202) SuperEnd ® END DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY SET UP SPECIFICATIONS AND PROCEDURES (CONTINUED) OPERATING PARAMETERS SET UP SPECIFICATIONS 1st operation seam thickness 1.98 mm +/- 0.05 mm 1st operation seam length 1.83 mm +/- 0.05 mm 1st operation countersink depth 6.99 mm maximum 2nd operation seam length 2.36 mm +/- 0.05 mm 2nd operation countersink depth 6.86 mm +/- 0.13 mm Body hook length 1.55 mm +/- 0.13 mm End hook length 1.55 mm +/- 0.13 mm Free space 0.13 mm nominal FOR FREE SPACE REFER TO ITEM 4 IN EXPLANATORY NOTES (Page 5.19)
A - SEAM LENGTH B - SEAM THICKNESS C - COUNTERSINK DEPTHD - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
ISSUE 2004 Section 5 Page5.15

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
1 OPERATION ROLL PROFILE 52mm (202) SuperEnd ® END ST
ISSUE 2004 Section 5 Page5.16

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
2ND OPERATION ROLL PROFILE 52mm (202) SuperEnd ® END
ISSUE 2004 Section 5 Page5.17

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
SEAMING CHUCK – 52MM (202) SuperEnd ® END
ISSUE 2004 Section 5 Page5.18

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
EXPLANATORY NOTES FOR SEAM CONTROL - DOUBLE SEAM SPECIFICATIONS FOR 52mm (202) DIAMETER CANS ( SuperEnd ® END) DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY 1. The Specifications identify nominal values and tolerance ranges, these nominal values must be targeted when carrying out a seam adjustment and/or tooling replacement. 2. It is important that the 1st operation is set to the recommended specification. Refer to set up sheet for measurement parameters. 3. Final appraisal of the seam should be based on visual examination of a “torn down” and “sectioned” seam, and achievement of the critical parameters. 4. Free Space is the difference between actual seam thickness and the calculation of :- (3 x measured end thickness) + (2 x nominal can flange thickness). 5. Should any of the parameters measure outside of specification, a second can from the same seaming station (or stations) should be evaluated before any adjustments are made to the double seamer. 6. Adjustment for countersink is not necessary unless countersinks are found to be consistently at the top of specification (7.06 – 7.11mm). This may adversely affect the body hook, in which case both the roll heights and the seaming shank play (0.05mm max) should be checked against the specification. 7. Caution : As a part of the seam evaluation, regardless of the 2nd operation dimensions, close inspection of the body wall impression should be carried out. On aluminum cans, body wall fracture may occur if this impression is too deep. 8. To determine the correct seam thickness calculation, refer to the seam thickness matrix. On 50/52mm (200/202) diameter a “common” seamer setting is NOT recommended for steel and aluminium cans. Seam thickness can only be evaluated in conjunction with tightness rating and free space. 9. The specifications and procedures contained in these documents should be considered as the minimum acceptable requirements. Local conditions may require (or permit) tighter tolerances to be applied.
CRITICAL PARAMETERS MUST ALWAYS BE MAINTAINED
ISSUE 2004 Section 5 Page5.19

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
57mm (206) MINI SEAM DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY
C
A - SEAM LENGTH B - SEAM THICKNESS C - COUNTERSINK DEPTHD - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
B
D
G
AE
F
CRITICAL PARAMETERS OPERATING SPECIFICATIONS Actual overlap 0.75 mm minimum 2nd operation seam thickness Refer to “Nominal Seam Thickness Table”
Tolerance +/- 0.05 mm THE FINISHED SEAM BODY WALL IMPRESSION SHOULD BE VISIBLE AND CONTINUOUS
Body hook butting 72% - 92% for STEEL 72% - 97% for ALUMINIUM
End hook tightness rating Minimum 90% Wrinkle free Seam gap (directly after seaming) 0.1 mm maximum (0.05mm recommended) OPERATING PARAMETERS OPERATING STANDARDS 2nd operation seam length 2.60 mm +/- 0.15 mm 2nd operation countersink depth 6.36 mm +/- 0.15 mm Body hook length 1.60 mm +/- 0.20 mm End hook length 1.60 mm +/- 0.20 mm Free space 0.13mm nominal WEEKLY CHECKS SPECIFICATIONS 1st operation countersink depth 6.42 mm maximum 1st operation seam thickness 2.08 mm +/- 0.05 mm 1st operation seam length 2.00 mm +/- 0.05 mm SHOULD THERE BE ANY NEED FOR MACHINE SETTING ADJUSTMENTS, REFER TO “SET UP SPECIFICATIONS & PROCEDURES”. FOR FREE SPACE REFER TO ITEM 4 ON EXPLANATORY NOTES (Page 5.26)
ISSUE 2004 Section 5 Page5.20

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
57mm (206) MINI SEAM DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY
FE
A
G
D
B
C
A - SEAM LENGTH B - SEAM THICKNESS C - COUNTERSINK DEPTHD - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
RECOMMENDED DOUBLE SEAMER TOOLING Refer to seaming chuck and seaming roll profile drawings SET UP SPECIFICATIONS AND PROCEDURES In the event of any tooling changes or other machinery disruptions, a set up seam check should be carried out. At this set up stage, at least 2 cans from each seaming head are to be measured on all seam parameters. SEAMER PIN HEIGHT - Pin height to be measured at the end of the first operation cycle. CRITICAL PARAMETERS SET UP SPECIFICATIONS Actual overlap 0.90 mm minimum 2nd operation seam thickness Refer to “Nominal Seam Thickness Table”
Tolerance +/- 0.05 mm THE FINISHED SEAM BODY WALL IMPRESSION SHOULD BE VISIBLE AND CONTINUOUS.
Body hook butting 72% - 92% for STEEL 72% - 97% for ALUMINIUM
End hook tightness rating Minimum 90% wrinkle free Seam gap (directly after seaming) 0.1mm maximum
Target (for set up purposes) ≤0.05 mm
ISSUE 2004 Section 5 Page5.21

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
57mm (206) MINI SEAM DOUBLE SEAM SPECIFICATIONS FOR BEER & BEVERAGE CANS DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY
C
A - SEAM LENGTH B - SEAM THICKNESS C - COUNTERSINK DEPTH D - BODY HOOK E - END HOOK F - OVERLAP G - SEAM GAP
B
D
G
A E
F
SET UP SPECIFICATIONS AND PROCEDURES (CONTINUED)
OPERATING PARAMETERS SET UP SPECIFICATIONS 1st operation seam thickness 2.08 mm +/- 0.05 mm 1st operation seam length 2.00 mm +/- 0.05 mm 1st operation countersink depth 6.42 mm maximum 2nd operation seam length 2.60 mm +/- 0.10 mm 2nd operation countersink depth 6.36 mm +/- 0.10 mm Body hook length 1.60 mm +/- 0.15 mm End hook length 1.60 mm +/- 0.15 mm Free space 0.13mm nominal
FOR FREE SPACE REFER TO ITEM 4 ON EXPLANATORY NOTES (Page 5.26)
ISSUE 2004 Section 5 Page5.22
Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
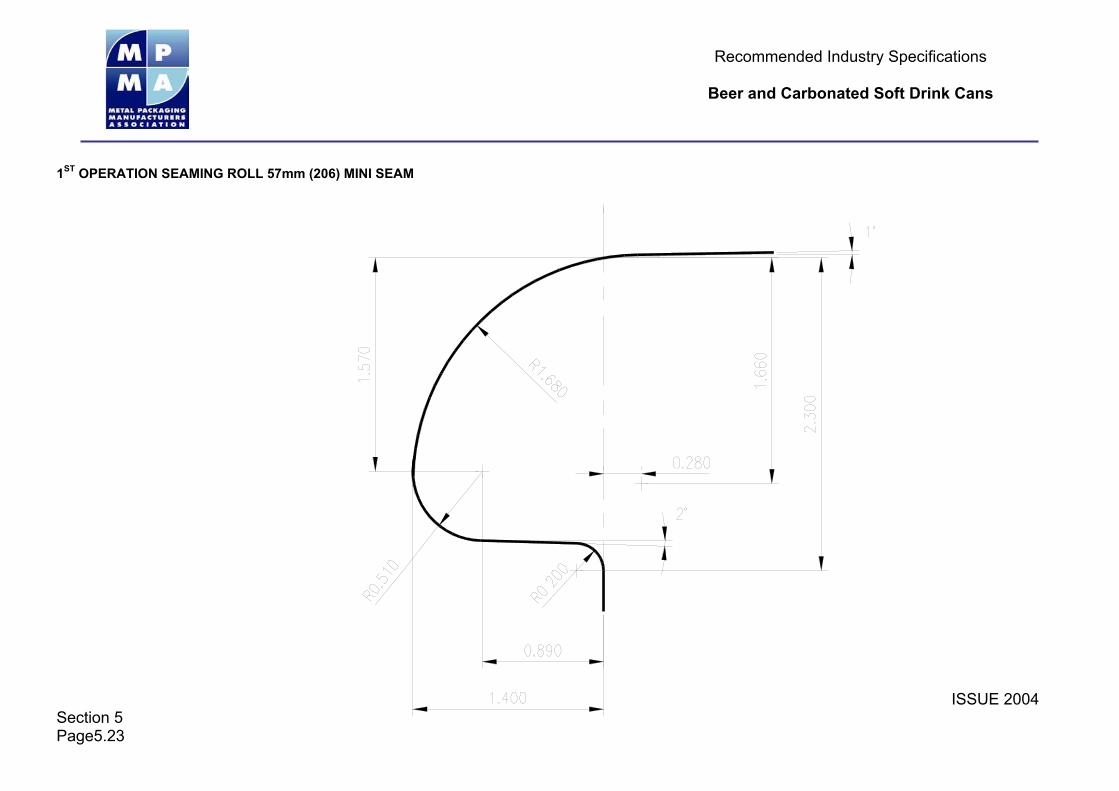
1ST OPERATION SEAMING ROLL 57mm (206) MINI SEAM
ISSUE 2004 Section 5 Page5.23

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
2ND OPERATION SEAMING ROLL 57mm (206) MINI SEAM
ISSUE 2004 Section 5 Page5.24

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
SEAMING CHUCK 57mm (206) MINI SEAM
ISSUE 2004 Section 5 Page5.25

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
EXPLANATORY NOTES FOR SEAM CONTROL DOUBLE SEAM SPECIFICATION FOR 57mm (206) DIAMETER CANS (MINI SEAM) DOUBLE SEAM QUALITY IS THE FILLER’S RESPONSIBILITY 1. The Specifications identify nominal values and tolerance ranges, these nominal values must be targeted when carrying out a seam adjustment and/or tooling replacement. 2. It is important that the 1st operation is set to the recommended specification. Refer to set up sheet for measurement parameters. 3. Final appraisal of the seam should be based on visual examination of a “torn down” and “sectioned” seam, and achievement of the critical parameters. 4. Free Space is the difference between actual seam thickness and the calculation of :- (3 x measured end thickness) + (2 x nominal can flange thickness) 5. Should any of the parameters measure outside of specification, a second can from the same seaming station (or stations) should be evaluated before any adjustments are made to the double seamer. 6. Caution : As a part of the seam evaluation, regardless of the 2nd operation dimensions, close inspection of the body wall impression should be carried out. On Aluminum cans, body wall fracture may occur if this impression is too deep. 7. To determine the correct seam thickness calculation, refer to the seam thickness matrix. Seam thickness can only be evaluated in conjunction with tightness rating and free space. 8. The specifications and procedures contained in these documents should be considered as the minimum acceptable requirements.
Local conditions may require (or permit) tighter tolerances to be applied.
CRITICAL PARAMETERS MUST ALWAYS BE MAINTAINED
ISSUE 2004 Section 5 Page5.26

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
DOUBLE SEAM SPECIFICATIONS Nominal Seam Thickness Table End diameters 50mm (200 dia.) Mini Seam, 52mm (202 dia.) Mini Seam, 52mm (202 dia.) SuperEnd ® End and 57mm (206 dia.) Mini Seam
Actual end material Thickness mm (with lacquer) 0.295 0.290 0.285 0.280 0.275 0.270 0.265 0.260 0.255 0.250 0.245 0.240 0.235 0.230 0.225 0.220 0.215 0.210
0.200 1.41 1.40 1.38 1.37 1.36 1.34 1.33 1.31 1.30 1.28 1.26 1.25 1.24 1.22 1.21 1.19 1.18 1.160.195 1.40 1.39 1.37 1.36 1.35 1.33 1.32 1.30 1.29 1.27 1.25 1.24 1.23 1.21 1.20 1.18 1.17 1.150.190 1.39 1.38 1.36 1.35 1.34 1.32 1.31 1.29 1.27 1.26 1.24 1.23 1.22 1.20 1.19 1.17 1.16 1.140.185 1.38 1.37 1.35 1.34 1.33 1.31 1.30 1.28 1.26 1.25 1.24 1.22 1.21 1.19 1.18 1.16 1.15 1.130.180 1.37 1.36 1.34 1.33 1.32 1.30 1.29 1.27 1.25 1.24 1.23 1.21 1.20 1.18 1.17 1.15 1.14 1.120.175 1.36 1.35 1.33 1.32 1.31 1.29 1.27 1.26 1.24 1.23 1.22 1.20 1.19 1.17 1.16 1.14 1.13 1.110.170 1.35 1.34 1.32 1.31 1.30 1.28 1.26 1.25 1.24 1.22 1.21 1.19 1.18 1.16 1.15 1.13 1.12 1.100.165 1.34 1.33 1.31 1.30 1.29 1.27 1.25 1.24 1.23 1.21 1.20 1.18 1.17 1.15 1.14 1.12 1.11 1.090.160 1.33 1.32 1.30 1.29 1.27 1.26 1.24 1.23 1.22 1.20 1.19 1.17 1.16 1.14 1.13 1.11 1.10 1.080.155 1.32 1.31 1.29 1.28 1.26 1.25 1.24 1.22 1.21 1.19 1.18 1.16 1.15 1.13 1.12 1.10 1.09 1.070.150 1.31 1.30 1.28 1.27 1.25 1.24 1.23 1.21 1.20 1.18 1.17 1.15 1.14 1.12 1.11 1.09 1.08 1.060.145 1.30 1.29 1.27 1.26 1.24 1.23 1.22 1.20 1.19 1.17 1.16 1.14 1.13 1.11 1.10 1.08 1.07 1.050.140 1.29 1.28 1.26 1.25 1.24 1.22 1.21 1.19 1.18 1.16 1.15 1.13 1.12 1.10 1.09 1.07 1.06 1.040.135 1.28 1.27 1.25 1.24 1.23 1.21 1.20 1.18 1.17 1.15 1.14 1.12 1.11 1.09 1.08 1.06 1.05 1.030.130 1.23 1.22 1.20 1.19 1.17 1.16 1.14 1.13 1.11 1.10 1.08 1.07 1.05 1.04 1.02
Nom
inal
Fla
nge
Thic
knes
s
0.125 1.20 1.19 1.17 1.16 1.14 1.13 1.11 1.10 1.08 1.07 1.05 1.04 1.03 1.01 Seam thickness tolerance range = +/- 0.05mm Refer to can supplier for Nominal Flange Thickness
ISSUE 2004 Section 5 Page5.27

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
ISSUE 2004 Section 5 Page5.28
DOUBLE SEAM - VISUAL EVALUATION OF SEAM
Can height is a measurement of less importanceand needs to be checked daily.
When measuring the can height and countersinkdepth, the can must be without internal pressure.
Can
Hei
ght
Cou
nter
sink
Dep
th
Further visual sectional checks should be carried out 4 hourlyin addition to the complete tear down.
Evaluation should always be carried out on consecutive cansfrom numbered seaming stations.
Seam control should begin with visual evaluation. This is theonly way to quickly establish signs of early wear, grossmisadjustment or damage to the seamer tooling.
The following points should be checked several times a day and results should berecorded on the Seam Control sheet in the space marked ‘visual check’. Thepotential defects have been classified as A, B, C, or D as follows:
A Top inside edge of seam - Sharp or rough edgeB Seam area of countersink wall - Dents or bulgesC & D Bottom of seam outside of can - Cut or crack in metal, slivers or fine hairs
A
BC
D
• Can height • Countersink• Overlap • Seam length• End hook • Body hook• Seam thickness• Seam gap
•A 1st operation check should be carried out at least once a week.•Finished seam should be checked by complete tear down and sectioning method once every 8 hours for line speeds up to 1,500cpm and every 4 hrs over 1,500cpm. This is a minimum requirement for seam evaluation frequency.•Each can to be sectioned at a minimum of 2 points.•Re-checks should be carried out if machine disruption has taken place or if component supply source has changed.
EVALUATION FREQUENCY AND DIMENSIONAL ASSESSMENT OF DOUBLE SEAM

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
DOUBLE SEAM – BODY HOOK BUTTING (Please also refer to worked examples on the following page)
Body Hook Length (mm) 1.85 1.80 1.75 1.70 1.65 1.60 1.55 1.50 1.45 1.40
2.65 86% 83% 81% 78% 76% 73% 71% 68% 66% 63% 2.60 88% 86% 83% 81% 78% 75% 73% 70% 67% 65% 2.55 90% 88% 85% 83% 80% 77% 75% 72% 69% 66% 2.50 93% 90% 88% 85% 82% 79% 77% 74% 71% 68% 2.45 95% 93% 90% 87% 85% 82% 79% 76% 73% 70% Se
am L
engt
h (m
m)
2.40 98% 96% 93% 90% 87% 84% 81% 78% 75% 72%
No-go area for steel 92-100% (aluminium 97-100%) No-go area for both steel and aluminium < 72% BHB range: 72 – 97% for aluminium; 72 – 92% for steel Judgement of the seam made from individual measurements entered in the seam control sheet, even when they are ALL within the tolerances, is often not enough by itself. The three seam cross-sections A, B and C (following page) are of double seams which dimensionally are all within tolerance but in which the body hook butting is outside the recommended values. Body hook butting (BHB) is expressed as a percentage of body hook length divided by internal seam length.
ISSUE 2004 Section 5 Page5.29

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
BODY HOOK BUTTING – WORKED EXAMPLES
Example A: Long seam – Short body hook Elevated inside pressure such as that during pasteurisation can cause movement within the seam. The seam gap may increase beyond 0.05 mm. A large seam gap can also permit product ingress which could result in metal pick-up. Example B: Long seam – Long end hook A longer end hook will prevent end of body hook to reach low enough inside the seam to make contact with the compound – necessary for a good seal. Example C: Short seam – Long body hook The long body hook will press against the bottom of the end hook cutting through the compound. In extreme cases, cracks may develop and the seaming wall may burst. Example D: Ideal Seam Ideal seam formation, balanced hooks, mid-range seam length, acceptable seam gap, good overlap and body hook butting.
ISSUE 2004 Section 5 Page5.30

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
DOUBLE SEAM – TIGHTNESS RATING
Key to illustration: A Tightness rating wrinkle-free – smooth end hook – even cut edge B-D Tightness rating from 70-90% - end hook deformed by wrinkles – cut edge wavy E Wrinkles caused by compound – end hook dented – cut edge straight (normal seam check does not cover this fault F Seam too tight – end hook smooth – cut edge over-ironed The wrinkle-free length of the end hook is the measurement of seam tightness. Tightness rating is the critical parameter of seam quality. The minimum acceptable rating is 100% wrinkle-free for 50 mm and 52 mm mini seam ends. The minimum acceptable rating is 90% wrinkle-free for 52 mm SuperEnd ® ends. The minimum acceptable rating is 90% wrinkle-free for 57 mm mini seam ends.
ISSUE 2004 Section 5 Page5.31

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
CAPACITIES AND WEIGHTS FOR TWO-PIECE NECKED CANS FREEBOARD, CAN / END WEIGHTS CAN SIZE FREEBOARD (ml) (mm)
150 14.1
200 14.1
250 14.1
275 12.2
330 12.2
375 14.0
440 14.0
470 14.0 (with widget inserted)
500 14.0
530 14.0 (with widget inserted)
568 14.0 Note: Freeboard is the same for both steel and aluminium cans of the same capacity. Can and end weights are no longer quoted in this Recommended Industry Specification as they may vary between suppliers and be subject to regular change through profile and lightweighting developments. Consult your supplier for detailed weights.
ISSUE 2004 Section 6 Page6.1

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
ATTRIBUTE DEFECT DESCRIPTIONS TWO-PlECE CANS, AND EASY OPEN ALUMINIUM ENDS The attribute defect descriptions listed on the following pages have been prepared to avoid misunderstanding in terminology and defect severity. CLASSIFICATION OF DEFECTS 1 Critical Defects Critical defects which:
a) affect the quality of the package in terms of leakage or spoilage,
b) cause excessive interruption of production and grossly reduce filling line efficiency,
c) occur at a level where information required by law is illegible or missing,
d) internal contamination.
2 Other Defects Other defects are considered non-critical
ISSUE 2004 Section 7 Page7.1

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
TWO-PIECE CANS CRITICAL DEFECT DESCRIPTIONS
1.
Lamination A condition where the can substrate separates into two or more discreet layers due to inclusions, impurities, gas pockets etc.
Any degree
2. Pinhole A perforation in the metal which will allow the passage of product through it. Any degree
3. Severedamage/fractures
Buckling, denting or fracture Where the can would cause hold-ups or leakage on a customer’s filling line
4. Split pleats
Where the neck of the can shows a fold in the metal which has split Any degree
5. Trim on flange
When slivers of metal from the trimming operation are left on the flange Any degree
6. Split flange A fracture of the metal around the periphery of the flange parallel to the radii of the open end.
Where the depth of the split exceeds half the flange width
7. Flange defects Deformation of the flange
Where the degree of deformation prevents the formation of a satisfactory double seam.
8. Mis-sprays
Incomplete internal lacquer or missing areas of lacquer, caused by spiralling Any degree
9. Contamination Foreign matter inside the can Where material is easily visible and is not removed during washing and processing
10. Defective text Where there is a critical text defect in the printed design Where information required by law is missing
or illegible 11. Wrong
specification Mixed designs on same pallet Any degree
ISSUE 2004 Section 7 Page7.2

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
EASY OPEN ENDS CRITICAL DEFECT DESCRIPTIONS
1. Pinhole
A pinhole in any part of the end due to defective material Any degree
2. Curl damage Deformation of the curl Where the degree of deformation prevents the formation of a satisfactory double seam
3. Gaps in lining compound
Breaks in the continuity of the lining compound
To the degree where leakage will occur
4. End fracture Damaged end To the degree where leakage will occur
5. Fractured score A condition where the score is cracked
To the degree where leakage will occur
6. Rivet fracture Where the rivet is cracked Any degree 7. Tab failure/missing Where the tab fails or is not present
Any degree
8. Contamination Foreign matter adhering to the inside of the end Where material is easily visible and is not removed
during processing 9. Wrong specification
Mixed designs on same pallet
Any degree
ISSUE 2004 Section 7 Page7.3

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
PACKAGING OF EMPTY CANS AND ENDS INTRODUCTION
Can and end suppliers accept the need to limit the differences in secondary packaging, thus allowing them to perform efficiently on the customer processes. This can only be achieved on an ongoing basis if the customer, as well as the supplier, treats the packaging in such a way as to meet the basic requirements of providing secondary packaging which will be in direct contact with a food container. In order to achieve these aims, the correct handling and storage of secondary packaging by the filler is of paramount importance to ensure that the requirements of the supply chain can be met. The treatment and quality of secondary packaging returned by the filler should be of the same standard as is expected to be supplied from the can and end supplier.
FACTORS AFFECTING SPECIFICATIONS FOR PACKAGING AND THE PACKING MATERIALS USED A large number of factors in the operations of both can makers and can users need to be taken into account. These include:
Design features of palletising and de-palletising equipment
Materials handling equipment and procedures
Warehousing headspace
Design features of the transport system
Feasible specifications for timber, board-based and plastic materials
Pack quality requirements for cans and ends
Durability requirements and low trip costs for returnable materials
Safety considerations throughout the series of operations
ISSUE 2004 Section 8 Page8.1

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
COMPATIBILITY OF PACKS AND MATERIALS WITH EQUIPMENT There is a considerable variety of equipment and practices among both can users and can makers. Specifications for packs and materials which are compatible with this variety are extremely important to both sides of the industry. Equipment design and specifications for packing materials have evolved over the years and will continue to do so. Clearly, compatibility needs to be maintained and a framework of basic parameters is necessary for designers to take into account. For example, interactions between de-palletising equipment and specifications for packs and materials affect particularly:
In-feed and discharge conveyors
Hoist well entry height and plan dimensions
Hoist travel height
Sensor types and positions
Re-stack units
ISSUE 2004 Section 8 Page8.2

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
CAN COMPRESSION PACKS TYPICAL EMPTY CAN PACK Consult your supplier for specific pack height and strapping details Typical UK Pack 351 cans / layer (66 dia) Typical UK Pack 529 cans / layer (52 dia) Typical Euro Pack 389 cans / layer (66 dia)
ISSUE 2004 Section 8 Page8.3

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
PACKING MATERIALS PLASTIC PALLETS TYPICAL PLASTIC, EMPTY CAN PALLET 12 POST – 4 WAY ENTRY MATERIAL – APPROVED HIGH DENSITY POLYETHYLENE FORK ENTRY GAP – BEVELLED TOP AND BOTTOM FLATNESS – LESS THAN 5MM DEVIATION IN ANY DIRECTION TOP SURFACE OVERHANG BEYOND BLOCKS 20MM MAX WEIGHT – 30KG MAX REFERENCE
DESCRIPTION UKNOMINAL
EURO DIMENSIONS
A 1300 1420B 1120 1120H 138 +2/-3 138 +2/-3 K Entry Height 76min 76 min L Gap Width - short 280 min 280 min M Corner Post – short 150 max 150 max N Corner Post – long 205 max 205 max R Gap Width 240 min 300 min S Strap Gap 125 min 125 min
All dimensions in millimetres unless shown otherwise. PACKING MATERIALS
ISSUE 2004 Section 8 Page8.4

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
TYPICAL TIMBER EMPTY CAN PALLET DIMENSIONS – TYPICAL TIMBER EMPTY CAN PALLET – 9 POST – 4 WAY ENTRY UK / EURO UK EURO REFERENCE DESCRIPTION QUANTITY NOMINAL DIMENSIONS NOMINAL DIMENSIONS
A
1300 1420B 1120 1120H 135 135 J Entry height
(short side) 93 93
K Entry height (long side)
75 75
1 Top Board 7 1300 x 125 x 18 1420 x 125 x 18 2 Stringer 3 1120 x 100 x 24 1120 x 100 x 24 3 Bottom Board 3 1300 x 125 x 18 1420 x 125 x 18 4 Block 9 125 x 100 x 75
125 x 100 x 75
Cans per Layer 351 389
MATERIAL : Good quality approved dry softwood FINISH : Fine sawn WEIGHT: 30kg maximum SQUARENESS: Maximum difference on diagonals – 5mm
For ownership identification refer to can/end supplier. All dimensions in millimetres unless shown otherwise.
ISSUE 2004 Section 8 Page8.5

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
TYPICAL END PALLETS - TIMBER AND PLASTIC
TIMBER
PLASTIC Reference
Description Nominal Dimensions
Reference
Description Nominal Dimensions
A 1200 A 1200B 1000 B 1000H Pallet Heights 138 H Pallet Height 160 J Entry Height – shortside 106 K Entry Height 95 K Entry Height - longside 95 L Gap Width – short 587 L Gap Width – short 357 min M Corner post – short 142 M Corner post – short 90 N Corner post – long 193 N Corner post – long 135 min R Gap Width - long 311 R Gap width – long 417 min T Centre block width 192
MATERIAL – good quality approved dry softwood MATERIAL – approved high density polythene FINISH – fine sawn FORK GAP – bevelled top and bottom WEIGHT – 30kg max FLATNESS – less than 5mm deviation in any direction SQUARENESS – max difference on diagonals 5mm WEIGHT – 25kg max All dimensions in millimetres unless shown otherwise.
ISSUE 2004 Section 8 Page8.6

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
PACKING MATERIALS TYPICAL LAYER PAD FOR EMPTY CAN PALLET PACK
REFERENCE DESCRIPTION NOMINAL DIMENSIONS PLASTIC CHIPBOARD
UK EURO UK EUROA Length 1295 1415 1300 1420
B Width 1115 1115 1120 1120
C Corner Radius
50 or 75 50 or 75 50 or 75 50 or 75
Nominal Thickness 0.8 0.8 1.0 max 1.0 max MATERIAL: Chipboard / Fibreboard or approved plastic All dimensions in millimetres unless shown otherwise.
ISSUE 2004 Section 8 Page8.7

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
PACKAGING MATERIALS TYPICAL TOP FRAMES – TIMBER AND PLASTIC
_____________________________________________________________________________________ REFERENCE NOMINAL DIMENSIONS TIMBER PLASTIC
_____________________________________________________________________________________
UK EURO UK EUROA 1300 1420 1316 1436
B 1120 1120 1136 1136
W 100 100 106 106
MATERIAL: Good quality approved softwood Approved plastic FINISH : Fine Sawn For ownership identification refer to can/end supplier. All dimensions in millimetres unless shown otherwise.
ISSUE 2004 Section 8 Page8.8

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
CAN AND END PACKS BAR CODED PALLET LABELS In response to requests from can users and with their collaboration, MPMA members have developed the basis of a system for using bar coded pallet labels to identify pallets of unfilled cans and loose ends following the recommendations of EAN*UCC for the upstream industry. The bar coding of pallet labels, when linked to computerised ordering, despatch, stock control, etc, provides a mechanism for both suppliers and users to implement product traceability. It is necessary that the can fillers record the information provided by the can and end suppliers in order to fulfil their responsibilities for product traceability. LABEL SPECIFICATION The label consists of three areas; 1) Free Format Suppliers Name and Logo
Product Description Additional Information not represented in the bar code format
2) Human Readable Interpretation of bar-coded information 3) Bar Codes UCC/EAN-128, Minimum 50% magnification and 27mm high EAN Article Number (Application Identifer 01) for standard logistics units
EAN Article Number of Contents (Application Identifiers 02 & 37) for non-standard logistics units Supplier Lot Number (Application Identifier 10) Date of Production (Application Identifier 11)
Serial Shipping Container Code (Application Identifier 00) LABEL LOCATION Refer to supplier and EAN*UCC standards. LABELLING For pack label layout and protocol, consult supplier and EAN*UCC standards.
ISSUE 2004 Section 8 Page8.9

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
TYPICAL END PACK
A NUMBER OF PACK VARIATIONS EXIST. FOR PACK DETAILS – CONSULT YOUR SUPPLIER.
END DIAMETER
PALLET SIZE mm
ENDS / SLEEVE
SLEEVES / LAYER
NO. OF LAYERS
50mm (200) 1000 x 1200 585/600 16 18
52mm (202) 1000 x 1200 585/600 16 30
57mm (206)
1000 x 1200
585
14
15/28
ISSUE 2004 Section 8 Page8.10

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
RETURN OF PACKING MATERIALS - CAN & END PALLETS
1. DO NOT MIX PALLETS FROM DIFFERENT OWNERS – FOR OWNER IDENTIFICATION MARKING CONSULT YOUR CAN SUPPLIER
2. STACK PALLETS NEATLY RIGHT WAY UP
3. STACK ON VEHICLE, IN REGULAR QUANTITIES, UP TO 18 HIGH 4. DO NOT MIX PLASTIC AND TIMBER PALLETS
ISSUE 2004 Section 8 Page8.11

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
RETURN OF PACKAGING MATERIALS TOP FRAMES
1. STACK SQUARELY ON CAN PALLET IN REGULAR QUANTITIES AS REQUIRED BY OWNER 2. ALWAYS BAND TO PALLET FOR SAFE TRANSIT 3. DO NOT USE STACKED FRAMES AS A WASTE BIN 4. RETURN THE PACKAGING IN A CONDITION IN WHICH YOU WOULD BE PREPARED TO ACCEPT IT 5. DO NOT MIX TOP FRAMES FROM DIFFERENT OWNERS. FOR IDENTIFICATION MARKING, CONSULT YOUR CAN SUPPLIER 6. DO NOT MIX PLASTIC AND TIMBER TOP FRAMES RETURN OF PACKAGING MATERIALS
ISSUE 2004 Section 8 Page8.12

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
LAYER PADS
1. STACK SQUARELY ON CAN PALLET TO A MAXIMUM HEIGHT OF 400 MM FOR CARDBOARD (200 MM FOR PLASTIC) LAYER PADS 2. TOP FRAME TO BE PLACED OVER LAYER PADS FOR RETURN AND BANDED TO CAN PALLET PRIOR TO LOADING FOR SAFE TRANSIT 3. DO NOT STACK PALLETS OF RETURNABLE LAYER PADS MORE THAN 5 PALLETS HIGH 4. ALL LAYER PADS MUST BE STORED INDOORS IN A CLEAN AND DRY AREA 5. RETURN THE PACKAGING IN A CONDITION IN WHICH YOU WOULD BE PREPARED TO ACCEPT IT 6. DO NOT MIX PLASTIC AND BOARD LAYER PADS All dimensions in millimetres unless shown otherwise
ISSUE 2004 Section 8 Page8.13

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
RETURN OF PACKAGING MATERIALS HANDLING 1. HANDLE ALL ITEMS CAREFULLY. 2. DO NOT FOLD OR TEAR LAYER PADS. 3. DO NOT DROP PALLETS OR TOP FRAMES. 4. CHECK AND MAINTAIN EQUIPMENT OPERATION TO ENSURE THAT CAN / END PACKAGING IS NOT DAMAGED AND IS RETURNED TO THE CAN / END SUPPLIER IN THE CONDITION PRESCRIBED IN THIS PUBLICATION. 5. STACK SECONDARY PACKAGING TIDILY ON REMOVAL FROM THE PACK. 6. ENSURE THAT STRAPPING IS REMOVED FROM THE PACK AND DISPOSED OF IN THE FILLING OPERATION. IT SHOULD NOT BE RETURNED WITH ANY SECONDARY PACKAGING. 7. DO NOT MIX SECONDARY PACKAGING FROM DIFFERENT CAN / END SUPPLIERS. 8. DO NOT USE SECONDARY PACKAGING FOR ANY PURPOSE OTHER THAN THAT FOR WHICH IT HAS BEEN SUPPLIED.
ISSUE 2004 Section 8 Page8.14

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
STACKING OF FILLED CANS Stacking practices can be affected by carbonation level and pallet configuration. It is recommended, regardless of these differences, that filled can pallets should not be stacked more than three pallets high. For guidance – consult your can supplier.
ISSUE 2004 Section 9 Page9.1

Recommended Industry Specifications
Beer and Carbonated Soft Drink Cans
QUALITY MEASUREMENT Through Statistical Process Control or Total Quality regimes, and the use of in line measurement techniques, quality levels achieved on customer-critical parameters
are very high and generally do not require duplicate testing at the filler. Additionally, there will be a variety of modern techniques and means of measurement used by
the can makers not easily replicated at the filling sites.
For details of the quality systems and measuring equipment used in the manufacture of cans and ends, consult your individual supplier.
ISSUE 2004 Section 10 Page10.1


















