Fyou pmec gauges catalog2017(api thread gauges&api thread measuring gauge&block gauges)

Appendix
RECOMMENDED DOWEL DIAMETERS AND WIRE GAUGES FOR BASIC CHAIN TYPES
In chain design the relationship between wire gauge and dowel size is critical to the construction of a successful chain, which to us means a neat, close weave. In general, the low-gauge, heavier wires should be wound on larger dowels while lighter, higher gauge wires need smaller dowels. Usually a limited range of dowel sizes can be used with wire of a particular gauge and one's choice is based on the characteristics desired in the chain. A dowel on the small side gives a compact, more solid-appearing chain while a dowel that is large for the wire produces a lighter, more open look. In Table 1 we recommend a range of dowel diameters and wire gauges appropriate for the basic chain types.
TABLE 1 GAUGEIDOWEL SPECIFICATIONS FOR VARYING BASIC CHAINS
Given in thirty-seconds of an inch to clarify dowel diameter relationships; conversion to simpler fractions can be done using Table 2
IS-gauge 20-gauge 22-gauge 23-gauge 24-gauge 25-gauge 26-gauge
Single 1:1'32" 1%2" %2" %2" 0/32" ')132" %2" 1%2" 1:1'32" %2" 0/32" ')132"
1%2"
Pinched Loop 2%2" 1)t3z" 1}'32" 10/32" %2" %2" 0/32" 20/32" 1%2" 1%2" %2" 2%2" 10/32" 1%2"
Double 10/32" 1%2" %2" 7132" 0/32" 0/32" )-32" 1%2" 10/32" %2" %2" %2"
1<1'32"
Two-way double 1%2" 10/32" %2" %2" %2" 0/32" Y32" 1%2" %2" 7132" 0/32"
Three-way double 10/32" 1%2" %2" %2" 7132" 1}'32" %2" %2"
Two-way single 10/32" %2" %2" %2" 7132" 0/32" 1%2" 1%2" 1%2"
Three-way single 1%2" 10/32" 1%2" %2" 7132" 1%2" %2"
177

DOWEL DIAMETER RELATIONSHIPS
Wooden dowels, especially the smaller ones, often are only approximations of their stated diam-eters; these approximations are usually close enough to work well in our directions. Table 2 gives the metric measurement and the different fractional parts of an inch for the dowel sizes used in this book.
TABLE 2 DOWEL DIAMETER RElATIONSHIPS
Inches
Millimeters Thirty-seconds Halves Quarters Eighths Sixteenths
0.79 132" 1.58 132" Y;l' 2.37 %2" 3.16 %2" Va" YJ.6" 3.95 Y§2" 4.74 %2" Yll' 5.53 7132" 6.32 %2" 14" %" 'Yl6" 7.11 %2" 7.90 1%2" Yl6"
8.69 1132" 9.48 1132" ¥S" 0/16"
10.27 1%z" 11.06 1%2" Yl.6" 11.85 lY§2" 12.64 1%2" Yz" %" %" . o/J.6"
13.43 1/32" 14.22 10/32" VI6" 15.01 1%2" 15.80 2%2" 'is" HYl.6"
16.59 2132" 17.38 2%2" lYi6" 18.17 2%z" 18.96 2%2" %" %" lYJl'
178 RECOMMENDED DOWEL DIAMETERS AND WIRE GAUGES FOR BASIC CHAIN 1YPES
TROY WEIGHTS
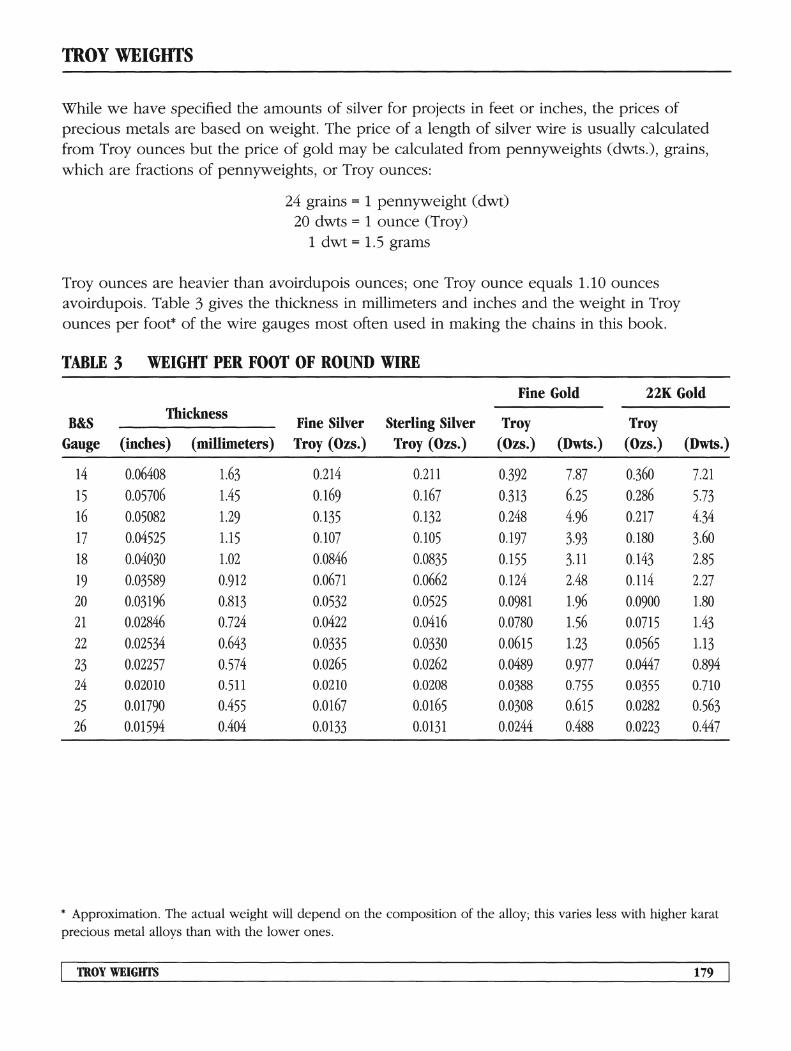
While we have specified the amounts of silver for projects in feet or inches, the prices of precious metals are based on weight. The price of a length of silver wire is usually calculated from Troy ounces but the price of gold may be calculated from pennyweights (dwts.), grains, which are fractions of pennyweights, or Troy ounces:
24 grains = 1 pennyweight (dwt) 20 dwts = 1 ounce (Troy)
1 dwt = 1.5 grams
Troy ounces are heavier than avoirdupois ounces; one Troy ounce equals 1.10 ounces avoirdupois. Table 3 gives the thickness in millimeters and inches and the weight in Troy ounces per foot* of the wire gauges most often used in making the chains in this book.
TABLE 3 WEIGHT PER FOOT OF ROUND WIRE
Fine Gold 22K Gold
B&S Thickness
Fine Silver Sterling Silver Troy Troy Gauge (inches) (millimeters) Troy (Ozs.) Troy (Ozs.) (Ozs.) (Dwts.) (Ozs.) (Dwts.)
14 0.06408 1.63 0.214 0.211 0.392 7.87 0.360 7.21 15 0.05706 1.45 0.169 0.167 0.313 6.25 0.286 5.73 16 0.05082 1.29 0.135 0.132 0.248 4.96 0.217 4.34 17 0.04525 1.15 0.107 0.105 0.197 3.93 0.180 3.60 18 0.04030 1.02 0.0846 0.0835 0.155 3.11 0.143 2.85
19 0.03589 0.912 0.0671 0.0662 0.124 2.48 0.114 2.27 20 0.03196 0.813 0.0532 0.0525 0.0981 1.96 0.0900 1.80 21 0.02846 0.724 0.0422 0.0416 0.0780 1.56 0.0715 1.43 22 0.02534 0.643 0.0335 0.0330 0.0615 1.23 0.0565 1.13 23 0.02257 0.574 0.0265 0.0262 0.0489 0.977 0.0447 0.894 24 0.02010 0.511 0.0210 0.Q208 0.0388 0.755 0.0355 0.710 25 0.01790 0.455 0.0167 0.0165 0.0308 0.615 0.0282 0.563 26 0.01594 0.404 0.0133 0.0131 0.0244 0.488 0.0223 0.447
• Approximation. The actual weight will depend on the composition of the alloy; this varies less with higher karat precious metal alloys than with the lower ones.
TROY WEIGHTS 179
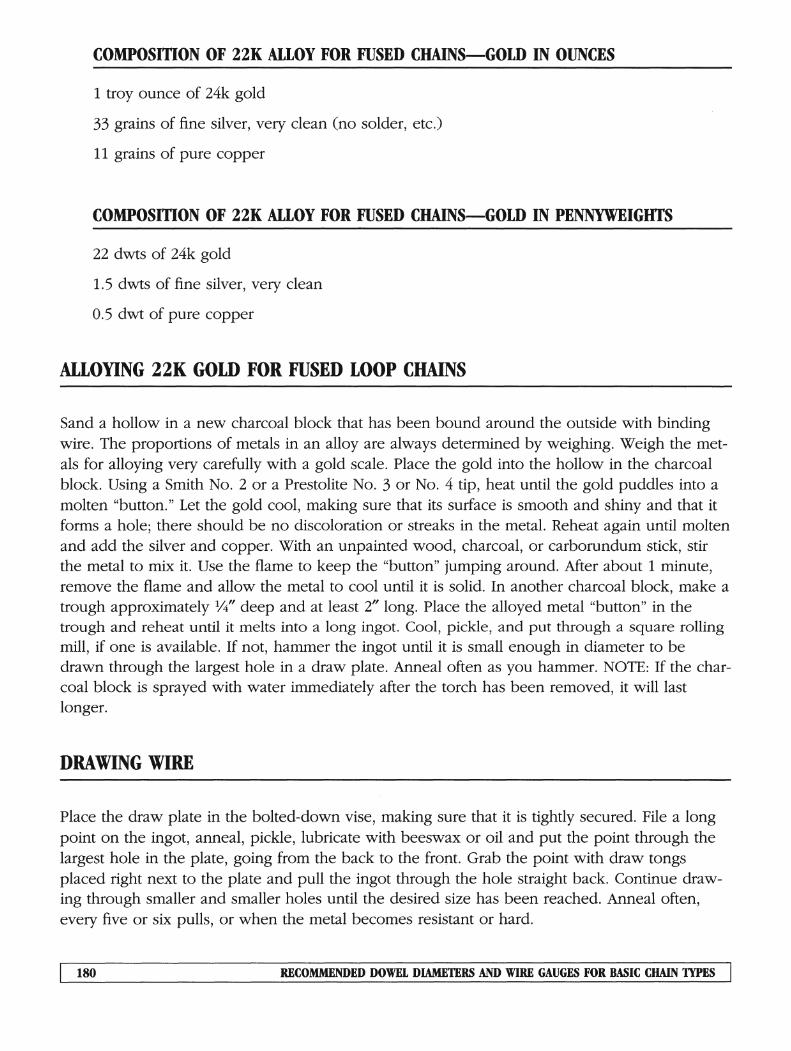
COMPOSITION OF 22K ALLOY FOR FUSED CHAINS-GOLD IN OUNCES
1 troy ounce of 24k gold
33 grains of fine silver, very clean (no solder, etc.)
11 grains of pure copper
COMPOSITION OF 22K ALLOY FOR FUSED CHAINS-GOLD IN PENNYWEIGHTS
22 dwts of 24k gold
1.5 dwts of fine silver, very clean
0.5 dwt of pure copper
ALLOYING 22K GOLD FOR FUSED LOOP CHAINS
Sand a hollow in a new charcoal block that has been bound around the outside with binding wire. The proportions of metals in an alloy are always determined by weighing. Weigh the metals for alloying very carefully with a gold scale. Place the gold into the hollow in the charcoal block. Using a Smith No.2 or a Prestolite No.3 or No.4 tip, heat until the gold puddles into a molten "button." Let the gold cool, making sure that its surface is smooth and shiny and that it forms a hole; there should be no discoloration or streaks in the metal. Reheat again until molten and add the silver and copper. With an unpainted wood, charcoal, or carborundum stick, stir the metal to mix it. Use the flame to keep the "button" jumping around. After about 1 minute, remove the flame and allow the metal to cool until it is solid. In another charcoal block, make a trough approximately V4" deep and at least 2" long. Place the alloyed metal "button" in the trough and reheat until it melts into a long ingot. Cool, pickle, and put through a square rolling mill, if one is available. If not, hammer the ingot until it is small enough in diameter to be drawn through the largest hole in a draw plate. Anneal often as you hammer. NOTE: If the charcoal block is sprayed with water immediately after the torch has been removed, it will last longer.
DRAWING WIRE
Place the draw plate in the bolted-down vise, making sure that it is tightly secured. File a long point on the ingot, anneal, pickle, lubricate with beeswax or oil and put the point through the largest hole in the plate, going from the back to the front. Grab the point with draw tongs placed right next to the plate and pull the ingot through the hole straight back. Continue drawing through smaller and smaller holes until the desired size has been reached. Anneal often, every five or six pulls, or when the metal becomes resistant or hard.
180 RECOMMENDED DOWEL DIAMETERS AND WIRE GAUGES FOR BASIC CHAIN TYPES

WORKING IN GOLD
Fusing links made of 22k gold is actually easier than fusing silver links once the process has been tried and practiced several times. The fuse-point is not as obvious, and the link must be watched carefully so as to see this, but there is more time after the link becomes red before the fusion takes place. The 22k alloy, although still very malleable, has a little more resistance than fine silver. In some instances, particularly when the wire is thinner (higher gauge), this property makes it easier to work; when the wire is fairly heavy (lower gauge), it becomes more difficult to form and weave it. Also, unlike fine silver, 22k gold must be pickled after it has been heated, since the copper in the alloy will oxidize.
TABLE 4 MELTING POINTS OF SILVER AND SILVER SOLDERS
Fine silver Sterling silver (92.5%) Hard silver solder Medium silver solder Easy silver solder
Melting Point (Degrees Fahrenheit)
1761 1640 1460 1390 1325
TABLE 5 MELTING POINTS OF GOLD AND GOLD SOLDERS
Fine gold 22k Gold 18k Gold-hard solder 18k Gold-medium solder 18k Gold--€asy solder
WORKING IN GOLD
Melting Point (Degrees Fahrenheit)
1945 1890 1520 1425 1390
Melting Point (Degrees Centigrade)
961 893 793 754 718
Melting Point (Degrees Centigrade)
1063 1032 827 774 754
181

EQUIPMENT, TOOLS, AND SUPPLIES
The following are lists of the equipment, tools, and supplies needed to make the chains in this book.
WORKROOM EQUIPMENT
Bench with heat-resistant top
Torch and tips (Smith: 00, 0, or No.1, Prestolite: No. la or No.2; for alloying: Smith No. 2 or Prestolite No. 3 or No.4)
Striker
Small kiln (desirable, not absolutely essential)
Flexible shaft
Bench vise
Dowel set (V16", 3/32", Vs", 5/32", V16", 7/32",
II" 9/ " 5/ " 11/ " 3/" 13/ " 7/ " 14 , 132 , 116, 132, 18, 132, 116 ,
15/ " 1/" 9 1 " 51" 111 "31" nd 7/'') 132 , 12 , /16 , 18, 116, 14 , a 18
Charcoal block (new)
HAND TOOLS
Small chain-nose pliers
Small round-nose pliers
Larger round-nose pliers
Grooved 1 Vz" pliers (groove must accommodate 14 gauge wire)
Scissors (small) or snips
Fine tweezers
Tweezers for firing
Files (medium-No.4): barrette, rat-tail, half-round
Optivisor or other magnifying eyeglasses
Third arm or other holding device
Pickle pot (crock pot, lift out kind set at low heat, or a pyrex glass dish on a cupwarming unit)
Pickle-Sparex No. 2
Pickle and copper tongs
Rolling mill (for making gold wire)
Large vise bolted to a solid surface (for making gold wire)
Draw plates and tongs (for making gold wire)
1.4 mm round edge joint file
Scribes, two of the same size
Long scribe with a blunt point
Leather (or plastic) mallet
Small planishing hammer
jeweler's saw and blades (03 and 06)
Two metal blocks
182 RECOMMENDED DOWEL DIAMETERS AND WIRE GAUGES FOR BASIC CHAIN 1YPES

SUPPLIES
Flux-yellow, liquid
Flux brushes
Silver solders-hard, medium, and easy
Ochre and ochre brush
Indelible ink pen
Small metal ruler
Water dish
Empty small screw-cap jars (or empty
Paper towels
Masking tape
35 mm film containers) to be used for holding links
USEFUL ADDITIONS
Wire gauge
Calipers
Micrometer
SOME SOURCES OF EQUIPMENT, TOOLS, AND MATERIALS
METALS
T.B. Hagstoz & Son, 709 Sansom Street, Philadelphia, PA 19106 (215)-922-1627; Nat'l 1-800-922-1006
Hoover and Strong, 10700 Trade Road, Richmond, VA 23236 (804)-794-3700; Nat'l 1-800-225-5510; FAX 804-794-5687
Myron Toback, 25 West 47th Street, New York, NY 10036 NYC (212)-398-8300; NYS 1-800-442-8444; Nat'l 1-800-223-7550; FAX 212-869-0808
TOOLS
Allcraft Tool & Supply, 666 Pacific Street, Brooklyn, NY 11217 (18)-789-2800; Nat'l 1-800-645-7124
Anchor Tool & Supply, P.O. Box 265, Chatham, NJ 07928 (201)-635-2094
Frei & Borel, 119 Third Street, Oakland, CA 94607 (415)-832-0355; 1-800-772-3456; FAX 415-834-6217
SOME SOURCES OF EQUIPMENT, TOOLS, AND MATERIALS 183
Gesswein, 255 Hancock Avenue, Bridgeport, CT 06605 (203)-366-5400; 1-800-243-4466; FAX 203-366-3953
T.B. Hagstoz & Son, 709 Sansom Street, Philadelphia, PA 19106 Phil (215)-922-1627; Nat'l 1-800-922-1006
Rio Grande, 6901 Washington Avenue NE, Albuquerque, NM 87109 1-800-545-6566; Service 1-800-533-3299; FAX 505-344-9671
Myron Toback, 25 West 47th Street, New York, NY 10036 NYC (212)-398-8300; NYS 1-800-442-8444; Nat'l 1-800-223-7550 FAX 212-869-0808
KILNS
Allcraft Tool & Supply, 666 Pacific Street, Brooklyn, NY 11217 (718)-789-2800; Nat'l 1-800-645-7124
J E C Products, Inc., 416 South High Street, P.O. Box 111, Port Byron, IL 61275 (309)-523-2600
Rio Grande, 6901 Washington Avenue NE, Albuquerque, NM 87109 1-800-545-6566; Service 1-800-533-3299; FAX 505-344-9671
184 RECOMMENDED DOWEL DIAMETERS AND WIRE GAUGES FOR BASIC CHAIN TYPES

Glossary
These terms are particularly associated with those techniques used in making classical loop-in-Ioop chains.
Alloy A combination of two or more metals that have been intimately mixed, usually by fusing with heat.
Annealing A process in which metal is heated to remove the hardening that results from its being worked or handled. This process makes the metal softer and more easily worked.
Balling Up Using heat to form a small ball at one end of a wire or link. A modern technique for adding a decorative element to woven chains or clasps.
Butting Bringing the two ends of a link tightly and evenly together.
Double Loop-in-Loop A type of chain made by weaving one link through both loops of the two previous links on a chain.
Fine Gold Pure 24 karat (100%) gold. This is too soft and malleable to be worn or handled without deforming and must be alloyed for most jewelry.
Fine Silver Pure (100%) silver. Although this is similar in malleability to 24 karat gold, a few types of wearable jewelry can be made from it. Sterling silver may have to be used for some parts of a fine silver piece to provide extra strength.
Flux A substance used to prevent oxidation, eliminate surface tension, and guide the flow of metal during soldering.
Fusing The technique of joining metal without soldering by heating under conditions that cause the components to melt and flow into each other.
Join The line where two parts meet.
Joint The construction that unites two parts.
Jump Ring A ring that connects two parts of a piece of jewelry.
Karat (in England carat) The unit indicating the amount of fine gold in an alloy. Fine gold is 24 karat.
Karat Gold Indicates the amount of fine gold in a particular alloy; examples: 22k (91.6%), 18k (75%)' 14k (58.3%).
Loop-in-Loop Chain A type of chain made by weaving permanently closed links, fused or soldered, through each other. After the links are formed into long ovals and bent in half, the
185

loop of the link that is being added is passed through both loops of the most recently incorporated link on the chain.
Malleability The softness or workability of a metal.
Mandrel A tapered tool on which round or oval metal pieces can be shaped. The jaws of round-nose pliers are often used as small mandrels.
Milling Modification of the shape, size, and thickness of a piece of metal by passing it repeatedly between steel rollers.
Multiple A chain that has more than one row of links. Multiples are usually made by soldering links together before weaving or by weaving in two directions.
Ochre An earth pigment used by jewelers to insulate a portion of a metal piece while an adjacent section is being heated. The ochre, which can be removed later, is painted onto the area.
Pickle A weak acid solution used to remove oxide scale and flux from a piece after soldering.
Pinched Loop A type of chain woven like single loop-in-Ioop chains in which the links are constructed with loops at right angles to each other.
Planishing Gently flattening or extending a metal by striking it lightly with a smooth-faced hammer.
Point Soldering The use of the point on a soldering pick to place solder in a joint with precision and control.
Quenching Cooling hot metal by immersing it in water.
Scribe A small, pointed, tapered tool designed principally for marking or scoring metal, but with several other uses in chain making.
Single Loop-in-Loop A type of chain made by weaving a link through both loops of the previous link on a chain.
Solder An alloy with a melting point lower than that of the pieces that it is used to unite. Hard solder is closest to the melting point of the metal (or metals) being joined, medium solder is intermediate, and easy solder has the lowest melting point and can be used only for final soldering.
Soldering Joining two metal pieces with solder by heating in the presence of flux.
Sterling Silver A silver alloy, 92.5% fine silver, 7.5% copper. Sterling silver is stronger and harder than fine silver and is difficult to fuse successfully for chains.
Tamping The final shaping and evening of a chain done by gently tapping it with a leather, plastic, or rubber mallet.
186 GLOSSARY

Terminations Constructions that cover and finish the ends of a chain and that may form part of the clasp.
Truing Final adjustments made to a chain to bring all the links to the same openness and evenness.
Weave-Off A technique for creating two (or more) smaller chains with each originating on loops of a foundation (or initial) chain.
Wire Gauge The thickness of wire. The higher the gauge the thinner and lighter the wire.
Work Hardening The brittleness and loss of malleability that develops in metals as they are worked or handled.
GLOSSARY 187

INDEX
annealing, 11, 12-13
balling-up, 27, 29, 32, 34, 35, 153, 158, 161, 163, 174
basic loop-in-Ioop process, 2, 4, 20
basic tools, 6-12 bowtie link shape, 19-20 broken links, 22 Bronze Age, 2 Byzantine period, 2
Castellani, 3 charcoal block use, 11-12,
116 collar rings, 41, 42, 44, 45, 64,
65, 164 common problems, 21, 24,
47, 68, 90, 99, 110, 116 composite links, 115
dog bone link shape, 19-20 double loop-in-Ioop chains,
2, 67-89, 133 dowels, 9, 182
Egyptian chains, 1, 100 Etruscan chains, 2, 68, 100 evenness in weaving, 20 exclamation point link shape,
19-20
fine silver,S, 183 fluxes, 12, 183 four-way double loop-in-Ioop
chains, 107-108
four-way single loop-in-Ioop chains, 97-99
foxtail chain, 2, 67 fusing, 4, 16-18
graduated links, 116 Greek chains, 2, 54, 68, 80,
100, 123, 145
Hellenistic chains, 2, 123, 133 Hu, Mary Lee, 85
inconsistently formed links, 21,47
insufficiently fused links, 21
Kulicke-Stark Academy of Jewelry Art, 3
kilns, 11, 184
long dog bone link shape, 19-20
loop-in-Ioop chain names, 3 lopsided bowtie link shape,
19-20
malformed links, 21 malleability, 6 Medieval period, 2 multidirectional chains, 2, 4,
90-114 multirow chains, 2, 4,
115-151
Parrish, Louise, 27 pinched loop chains, 2,
46-66, 123, 126, 129
189
pinched loop link forming positions, 47, 48, 52
planishing, 34, 40, 53, 130, 155, 163
quadruple loop-in-Ioop chains (two-way double), 2, 100, 103, 145, 148
repairing broken links, 22 Roman chains, 2, 51, 54, 68,
80, 100, 123, 145
sailor's chains (pinched loop), 2, 46, 59, 123, 126, 129
sectional chains, 71 sextuple loop-in-Ioop chains
(three-way double), 2, 104-106
single loop-in-Ioop chains, 2, 23-24, 46, 91, 116, 130, 138, 142
solders, 12, 182, 183 soldered chains, 115-136 starters, 90, 92, 96, 98, 101,
105, 108 strap necklaces, 2, 145
tamping, 71 tapered chains, 109-114 tapered sections, 113 terminations, 71,169-176 three-way double loop-in-
loop chains, 2, 104-106
three-way single loop-in-loop chains, 94-96
through-bead links, 41-42, 63-66
truing, 24, 28, 32 two-way double loop-in-Ioop
chains, 2, 100-103, 145, 148
two-way double loop-in-Ioop chains, 91-94, 137, 142
190
22 karat gold, 5, 180
use of anannealed and annealed wire, 110
uneven pinched loop chain, 47
Walters Museum, 129 watchmaker's pliers, 10 weave-off chain, 80-84
weave-off links, 81 weaving chain, 5, 20 wooden drawplate, 94, 96,
+03 work hardening, 6 wrapped bead clasp, 164-166 wrapped bead chains, 54-58,
71-76 wrapping into chain, 55-58,
73-76, 155-157
INDEX