
RDL-701 1-21 Jan 2015 lecture slides.pptx
82
RDL701 RURAL INDUSTRIALISATION: POLICES PROGRAMMES AND CASES Prof. Rajendra Prasad Centre for Rural Development and Technology
-
Upload
saurabh-prakash -
Category
Documents
-
view
5 -
download
0
Transcript of RDL-701 1-21 Jan 2015 lecture slides.pptx

RDL701RURAL INDUSTRIALISATION:
POLICES PROGRAMMES AND CASES
Prof. Rajendra PrasadCentre for Rural Development and Technology

Technology, Culture, and Empire: The Colonial Age
• In 1498 Vasco da Gama opened sea route to India
• Before 1498, the civilizations of Europe and India virtually, and in a greatly limited sense, geographically isolated from one another.
• Rise of Islam: Changez Khan and Temurlang.
• Even after 1498, in fact till the year 1800, the relation between East and west still continued to be conducted within a framework and on terms established by Asian nations.
Vasco da Gama
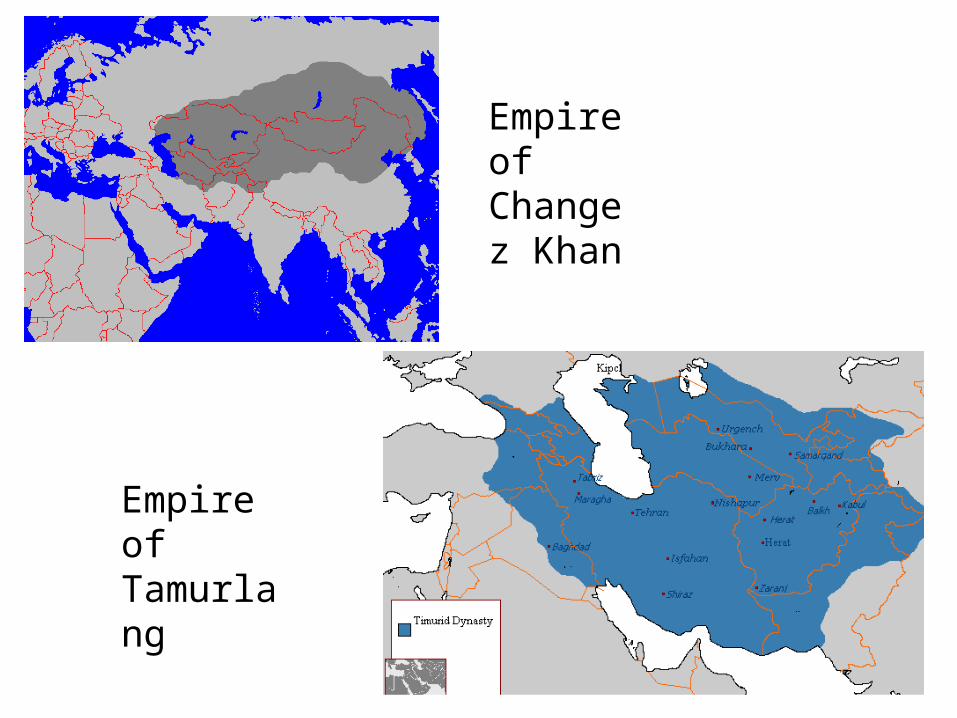
Empire of Changez Khan
Empire of Tamurlang
• For the two hundred and thirty years after Albuquerque’s disastrous attempt to challenge the power of the Zomorin of Calicut (1506)-he had to be carried unconscious to his ship-no European nation attempted any military conquest or tried to bring any ruler under control. In 1739, for example, the Dutch who came up against the Raja of Travancore had to surrender.
• Company settlement made possible in Madras in 1708 after grant of 5 villages by regime in Delhi.
• In addressing the Emperor one of the Englishmen described himself as “the smallest particle of sand, John Russell, President of East India Company with his forehead at command rubbed on the ground”
• Europe at the time had but little to offer to Asian Countries
• Founding of East India Company in 1600

• Company’s attempt to establish trade with China were unsuccessful
• Tried to dispose English woollen cloth on spice-islander• Discovered: only commodity acceptable was Indian
textiles and it prompted it to seek a market for its woollen goods in India
• Ideas was to buy inn return the Indian cotton and silks wanted by spice-islands
• English ships reached Surat (Gujarat) in 1608.• In 1611 the company's factor wrote top directors in
England “ Concerning cloth, which is the main staple commodity of our land.....it is so little regarded by the people of this country that they use it but seldom”

• Decade later company abandoned hope for big Asian market for English cloths
• Some other commodity had to be battered if company wished to get hands on spices and pepper of Malay
• Other alternatives: looking glasses, sword blades, oil paintings, drinking glasses, quicksilver, coral and lead.
• To simulate the demand for English lead, it was decided to send out “plumbers to teach them the use of pumps for their gardens and spouts on their houses”.
• Followed by scheme to persuade Jahangir to pay for erection of waterworks for the supply of Agra.
• London Directors heard “ Indians are superstitious and wash their hands whenever they go to their worship”, immediately ordered the dispatch of a consignment of wash-basin for trial sale
• It was concluded that “no commodity brought out is staple enough to provide (in return) cargo for one ship”

• Company was compelled to fall back on the export of bullions (in form of gold and silver) for purchase of goods in India
• The Moghul empire declined in the first half of the eighteenth century: more precisely, effective central control over the Empire’s territories was loosened and lost after the death of Bhadur Shah-I in 1712.
• The decline of central Moghul power did not mean much to economy is evident from a quick look at the trade figures of the economy after Moghul decline.
• In 1708, Britain imported goods from India worth 4,93,257 pounds and exported in return goods worth 1,68,357 pounds.
• By 1730, while the imports to England rose to 10,59,759, the exports fell to 1,35,484 pound .
• In 1748, imports into Britain were still 10,98,712 and the exports had declined further to 27224 pounds. The balance was paid by Britain in bullion.
• In fact between 1710 and 1745, India received 17047173 pound in bullion.
• By 1757, the East India Company, with the support of a powerful Hindu capitalist, had gained a foothold in politics of Bengal.
• Hindu merchants were keen to associate with foreigners to reap huge profits.
• The east India company received the right of revenue of a district: the twenty-four Pargannahs.
• By 1764 Moghul emperor was forced to extend the revenue rights of the company to other territories in Bengal, Bihar and Orissa.
• The company’s early administered in Bengal is too sordid: it used its monopoly positions to impose taxes of numerous kinds on different products including salt, betel–nut, tobacco .
• The Indian textile industry declined before the industrial revolution in Britain. The displacement of Muslim aristocracy simultaneously displaced domestic demand.
• A famine in Bengal in 1770 decreased Bengal’s population by a third.
• The company’s behaviour toward the weaver was deleterious.
• Political power of English allowed entire good to be sold to them.
• A document of that time noted: “ they trade.....in all kind of grains, linen and whatever other commodities are provided in the country. In order to purchase these articles, they force their money on the riots and having by these oppressive methods bought the goods at a low rate, they oblige the inhabitants and the shopkeepers to take them at a high price, exceeding what is paid in the markets. There is now scarce anything left in the country”
• After the company took over the administration of Bengal, the once favourable balance of trade was reversed.
• In 1773, a report made to parliament calculated revenue collections to be 1,30,66,761 pounds for six years. And expenditure was 90,27,609 pounds. Company was left with 40,37,152 pounds.
• This surplus was used to purchase Indian products for exports into Britain: thus did the colonial “drain” begin.

• Bengal had a surplus on trade with other parts of India and these revenues were used by East India Company to finance military campaign in Madras and Bombay.
• Also to finance local cost of servants and private traders.
• The annual net transfer of resources to the U.K. Amounted to about 1.8 million pounds in 1780.
• Indian cotton manufactures continued to be to be imported into Britain.
• It reached peak in 1798 and in 1813 it was about 2 million pounds.
• Industrial revolution in England revolutionized textile industry, the cost dropped to nearly nine-tenths.
• But Indian goods were still in demand: WHY?• Even thirty years after industrial revolution,
Indian goods were still cheaper than machine made goods.
• This was due to the fact that the weaving process in England was not extensively mechanized.
• Historian H.H. Wilson said: “It was stated in evidence ( In 1813) that the cotton and silk goods of India up to the period could be sold for a profit in the British market at a price from 50 to 60 per cent lower than those fabricated in England. It consequently became necessary to protect the latter by duties of 70 and 80 per cent on their value, or by positive prohibition. Had this not been the case, had not such prohibitory duties and decrees existed, the mills of Paisley and Manchester would have been stopped in their outset, and could scarcely have been again set in motion even by the power of steam…. The foreign ultimately strangle a competitor with whom he could not have contended on equal terms”.
• In Britain, the power-loom was being used on a wider scale after 1815.
• In 1814, the quantity of cotton goods exported to India from Britain had been a mere 818,208 yards; in 1835, the figure had risen to 51,777,277 yards.
• Duties on Indian goods imported into Britain were finally repealed in 1846, when Britain legally accepted the laissez-faire ideology
• By then, the British factory system’s foundations had been firmly cemented
• There still remained the problem of silk: fine silks could not be woven by power
• Yet a great deal of raw silk had been continuously imported into Britain in the 1820s, where it was worked and later exported to European markets
• Till the thirties, British silk goods had done well in France, where Indian goods were officially prohibited.
• Once the prohibition was removed, the entire British trade collapsed in favor of Indian silks.
• The export of raw silk from India began to decline; in 1829, India had exported silk worth $920,000.
• By 1831, this raw silk export had fallen to $ 540,000: more raw silk was being used in India for manufactures for export
• In 1832 British silk exports to France had been valued in the region of $5,500 and India’s stood at $168,500.
• The duty on Indian finished silk goods into Britain was fixed at 20 per cent.
• While British finished silk goods to India paid a nominal duty of about 3-1/2 per cent.
• A proposal to equalize the duties was rejected by a Select committee, to protect British labourers.
• The following discussion between Mr. Cope, a silk weaver in Britain, is not only significant, but has contemporary connotations too:

Mr. Brocklehurst: What would be the effect upon this branch of your trade if the present duty on East Indian silk goods were reduced from 20 to 3-1/2 per cent?
Mr. Cope: In my opinion, it would have the effect of destroying this branch to trade; and if so it would rob of their employment, and consequently of the means of living honestly by their labour, all those parties which I have named, and would make them destitute and reckless, and cause them to become a burden to the rest of society, whose burdens are already too heavy. It would throw out of employment a large amount of capital and would give into the hands of foreigners that employment by which we ought to be supported.
Mr. Elliott: Do you think that a labourer in this country who is able to obtain better good has a right to say, we will keep the labourer in the East Indies in that position in which he shall be able to get nothing for his food but rice?
Mr. Cope: I certainly pity the East Indian labourer , but at the same time I have a greater feeling for my own family than for the East Indian labourer’s family; I think it is wrong to sacrifice the comforts of my family for the sake of the East Indian labourer Because his condition happens to be worse than mine; and I think it is not good legislation to take away our labour and to give it to the East Indian because his condition is worse than ours.
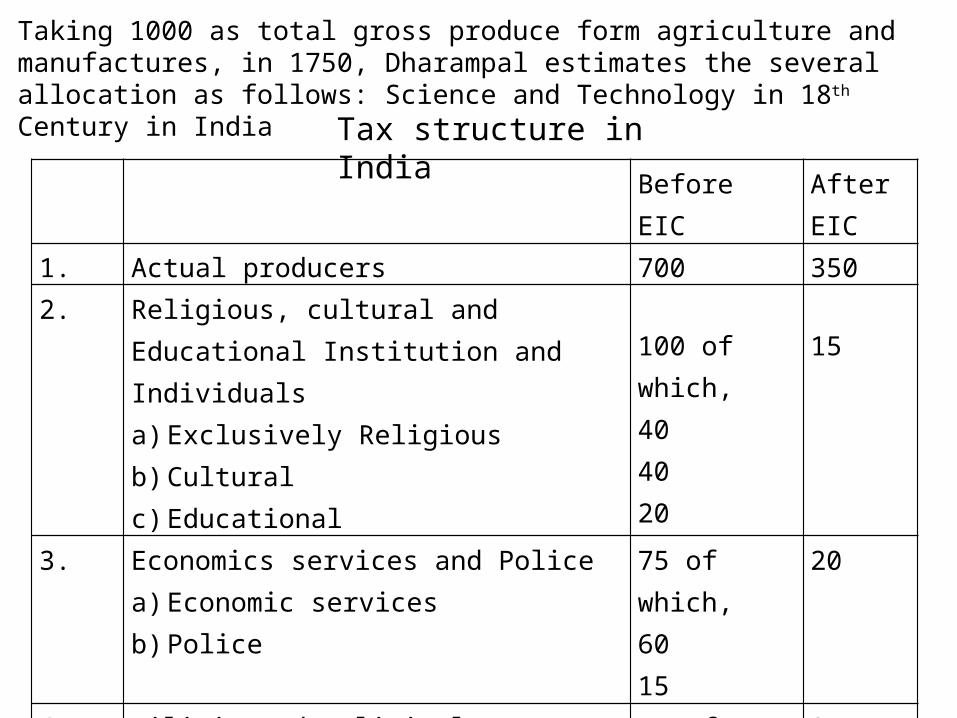
Before EIC After EIC1. Actual producers 700 3502. Religious, cultural and Educational Institution
and Individualsa) Exclusively Religiousb) Culturalc) Educational
100 of which,404020
15
3. Economics services and Policea) Economic servicesb) Police
75 of which,6015
20
4. Militia and Political Aristocracya) Militiab) Aristocracy
75 of which,6015
25
5. Central Authority 50 5906. Grand Total 1000 1000
Tax structure in India
Taking 1000 as total gross produce form agriculture and manufactures, in 1750, Dharampal estimates the several allocation as follows: Science and Technology in 18th Century in India
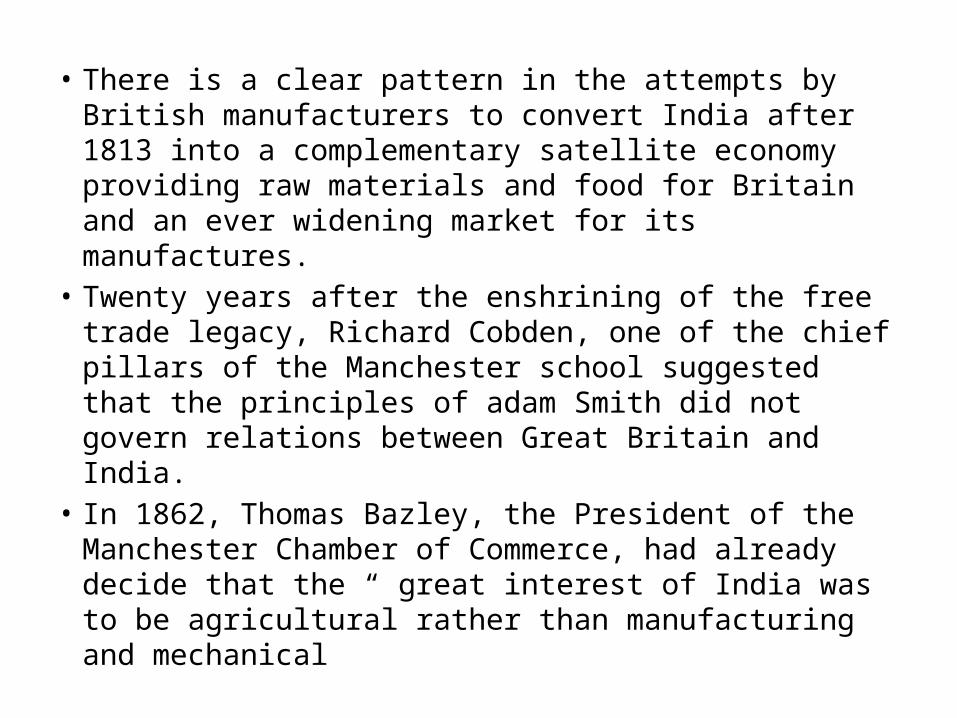
• There is a clear pattern in the attempts by British manufacturers to convert India after 1813 into a complementary satellite economy providing raw materials and food for Britain and an ever widening market for its manufactures.
• Twenty years after the enshrining of the free trade legacy, Richard Cobden, one of the chief pillars of the Manchester school suggested that the principles of adam Smith did not govern relations between Great Britain and India.
• In 1862, Thomas Bazley, the President of the Manchester Chamber of Commerce, had already decide that the “ great interest of India was to be agricultural rather than manufacturing and mechanical

• The free traders with their laissez-faire attitudes were irked beyond reason by those nominal duties the Indian colonial government levied on English imports into India.
• As Harnetty notes: “The full development of India as a source of agricultural raw materials (and this meant, of course, cotton) was inhibited by the Indian cotton duties which, by protecting native manufactures, caused the consumption in India of large quantities of raw cotton that otherwise, i.e., under “ free competition” would be exported to Great Britain. It followed that the duties must be abolished, thereby enhancing the supply of cotton for british industry and enlarging the market in India for British manufacturing goods. Such a policy could be justified on theoretical grounds by the doctrine of free trade”.

• But to encourage India as a producer of raw materials required more than economic freedom. It also involved a contradictory policy of governmental paternalism. Lancashire demanded that the Government of India inspire the development of private enterprise in the Indian empire by financing some of this development. In line with this demand. The authorities in India guaranteed railway construction and undertook numerous public works. They also undertook the experimental cultivation of cotton and, in this connection, made the first attempt at state interference in India in the fields of production, marketing and trade
• In 1860, the East India and China Association was still protesting that a new increase in the cotton duties in India (necessitated by a deficit in the Indian budget) would give a “ false and impolitic stimulus to yarn spun in India, thereby serving to keep alive the ultimately unsuccessful contest of manual power against steam machinery”.
• Another petition from the Manchester chamber of Commerce in 1860 could continue to claim that any new tariff on British imports into India would harm not only the manufacturer of Great Britain but also the population of India “by diverting their industry from agricultural pursuits into much less productive channels under the stimulus of false system of protection.
• Sir Charles Trevelyan, finance minister of India in 1860s, was anxious to see the disappearance of Indian weaver as a class, a development he thought best for both Britain and India.
• India would benefit because of weaver, faced with competition from machine made goods, would be forced to give up his craft and turn to agriculture; the increased labour supply would then raise output and England would benefit since makers of cloth would be converted into consumers of Lancashire goods.

• It comes as no surprise to learn that when the cotton duties were totally abolished in 1882.
• The viceroy of India at that time, lord Ripon was privately willing to admit that it was pressure rather than fiscal arguments which had led to their general repeal, and that India had been sacrificed on the altar of Manchester.
• Chief commissioner of central province argue that construction of a railway would not only secure the more rapid export of raw cotton but also would lower the cost of imported Lancashire piece goods.
• This in turn would divert, labour from spinning and weaving to agriculture and so lead to an extension of areas under cultivation.
• The Scottish firm Fergusson & Co. Established the first cotton mill in India at Bowreah, Calcutta with 20,000 spindles and 100 looms.
• Fergusson & Co. Also imported Scottish lassies to work as operatives in the mill-to begin with it was shutdown in 1840.
• In 1817, the semi-fuedal labour-thekedar apparently had yet not made his appearance, bringing with him the impoverished peasant to be turned to industrial worker with option of starvation, and bare subsistence under the asurious board of the thekedar and his principal- a legacy which still continues
• It was in 1859 that the full implication of a restless, alienated, mobile rural manpower were realized, not surprisingly in Bengal through the enactment of the permanent tenancy laws.
• In 1829, at Pondicherry the second cotton mill was opened, in 1830 another at Calcutta with its supply from south.
• These mills were producing yarn primarily for china market and had local advantage of reduced freightage.
• The task of displacing the weaver and the spinner was being pursued by imported piece-goods especially at urban centres.
• The task of collection and distribution of raw cotton was done among others by the mill owners themselves.
• The multiplication of cotton mills came later in a decade’s time.
• The German war broke out, and with it started the hemp supply from Russia to mills in Dundee
• Feudal Russia converted itself into a semi-feudal one with its program of import of continental capital and equipment and machinery.
• The disrupted cotton supplies from American slave plantation, following civil war in USA (1861-1865), stimulated a cotton epidemic in India.
• After the end of civil war, there were bankruptcy but the mills survived.
• The bankruptcy of 1865 must have left a deep and lasting impressing on Jamshed Tata, then cotton merchant, who had been rescued by his income from army supplies.
• In 1860 Jamshed Tata bought an old cotton mill at Bombay and try to recondition it. In 1877 he started the empress mills at Nagpur, well in the interior of cotton growing area with Tata as managing agents to it
• By 1889 there had been 17 cotton mills with 4 lakh spindles, 4600 looms and 10,000 as labour force, along with European mangers, engineers and technician

• Till 1900 domestic consumption totally from handloom, mills mainly for china market.
• In 1927 cloth woven by handloom continued to supply 26% of total cloth consumption in country.
• In 1930, Arno Pearse, a Manchester man, made a study tour in India to observe its cotton industry. “it is estimated”, he wrote: “that there are in India intermittently at work 5,00,00,000 spinning wheels (charkhas) which yield 48 lbs of yarn per spindle per year, and almost 20,00,000 handlooms.
• Report of the Letchemporam Iron Works; thinking that Indian manufacture, may prove of essential benefit.
• Excursion to the diamond mines of Mallavilly, proved favorable.
• Learned on the road, that many places in the Noozeed Zemindary, furnished iron for common use; nearest place was Ramanakapetth.
• 3 coss from Noozeed in the vicinity of some fine large tanks, from which in favorable seasons a very sufficient quantity of water might be furnished to produce a very plentiful harvest of paddy.
• Much better buildings than Noozeed. The streets very broad, houses good and large.
IRON WORKS AT RAMANAKAPETTAHBy Dr. Benjamin Heyne (1st September 1795)

• Famine of 1790-2 reduced the population from 1,00,374 in 1786 to 57,865 at the end of 1793.
• Before the famine there were 40 smelting furnaces, a great number of silver and copper smiths, in a state of affluence; their survivors now poor, in a wretched situation.
• Furnaces now reduced to ten.• I maund, sold for 2 rupees this place, found eminently
deserving of notice, in the event of adopting for any large works of this kind, in the Company’s possessions. The ore can be procured in any quantity, at a less expense than anywhere else. The nearest hills afford wood for coals in plenty; many people who would be glad to be employed in a business.
• Six more in the Noozeed country where iron is constantly fabricated.
• Opportunity afforded by the Government of Bengal
• Survey of districts of Jabalpur, Baragaon, Panna, Katola, and Sagur.
• 170 sers of ore, smelted by 140 of charcoal, produced 70 sers of crude iron in ten hours.
The MODE OF MANUFACTRING IRON IN CENTRAL INDIA
By Major James Franklin, Bengal Army, F.R.S, M.R.A.S., (1829)

FURNACES • Smelting furnaces, crude in appearance, very exact in
their interior proportions. • men ignorant of principle but construct them with
precision. • unit of measure breadth of a middle sized man's
finger; 24 of which constitute their large and 20 their small cubit; a constant ratio of 6 to 5
• it is of the least consequence that their dimensions are larger or smaller, so long as all the parts are in the same proportion.
• length of these measures on an average 19.20 English inches for large cubit, 16 English inches for small one.

• As no standard measure, fingers, span and arm substituted by a piece of stick used in practice.
• large one divided into six parts and small one into five, of four fingers each
• length of these parts on an average 3.20 English inches.
• Geometrical Construction of the Furnace:
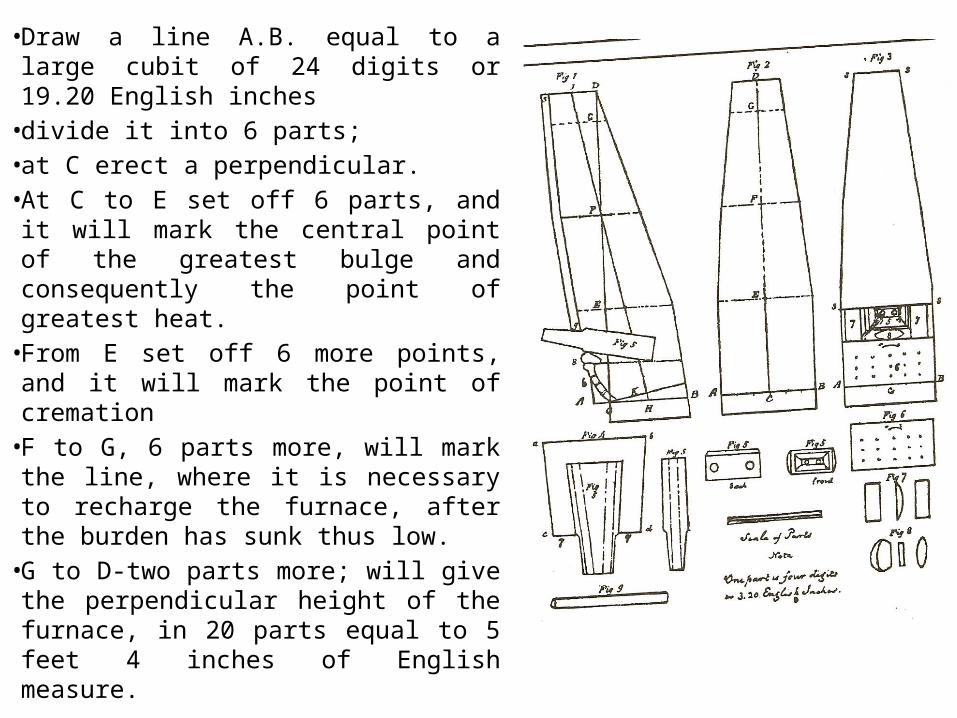
• Draw a line A.B. equal to a large cubit of 24 digits or 19.20 English inches
• divide it into 6 parts; • at C erect a perpendicular. • At C to E set off 6 parts, and it will
mark the central point of the greatest bulge and consequently the point of greatest heat.
• From E set off 6 more points, and it will mark the point of cremation
• F to G, 6 parts more, will mark the line, where it is necessary to recharge the furnace, after the burden has sunk thus low.
• G to D-two parts more; will give the perpendicular height of the furnace, in 20 parts equal to 5 feet 4 inches of English measure.

• To construct the interior, rule lines parallel to the base, through points E, F, G, and D, and from D. (fig 1) set off three parts to the left hand for the top.
• bisect it at J, bisect also the bottom at H.
• draw H, J, right angled at K, the oblique axis of the furnace (fig 1. K-J) bisecting all the parallels corresponding with CD (fig 2).
• make the parallels AB six parts,-E six parts, F five parts, and D three parts.
• rule lines through all these points.• geometrical outline will be
completed

• Appendages-Gudaira, Pachar, Garrairi, and Akaira.
• Akaira most extraordinary implement. (Diagram I, figs 4 and 5; and Diagram 2. fig 1+);
• externally a clumsy mass of clay enveloping the wind tubes (Diagram I. fig 9) the complete fusion of this mass, and the perfect completion of the smelting process must be simultaneous
• if it is too small, or too large, its effect will immediately be perceived; in the former case the masset of crude iron will be full of impurity, and in the latter the iron will be consumed, and if it cracks during the operation of smelting, no remedy-short of dismantling the furnace and commencing the work again.
Diagram II
• mean length 4-1/2 parts, breadth 3 parts, and mean thickness 1-1/2 parts
• exactly equal a twentieth part of the cubic content of furnace.
• Guddaira-wedge of clay used to adjust the vertical position of Akaira when placed in the furnace.
• Pachar an oblong plate of clay, used in walling up the orifice after the Akaira is placed,
• Gurairy (diagram I, fig 6) a convex plate of clay; perforated with holes and used as a grate.

BELLOWS• Made of a single goat skin, 7 parts in breadth
when doubled, and 8 parts in length; for circular bellows of 5 parts diameter, rise 6 parts in height- having 11-1/4 circular folds; the wooden nozzles through which the blast is conveyed into the furnace through Akaira.
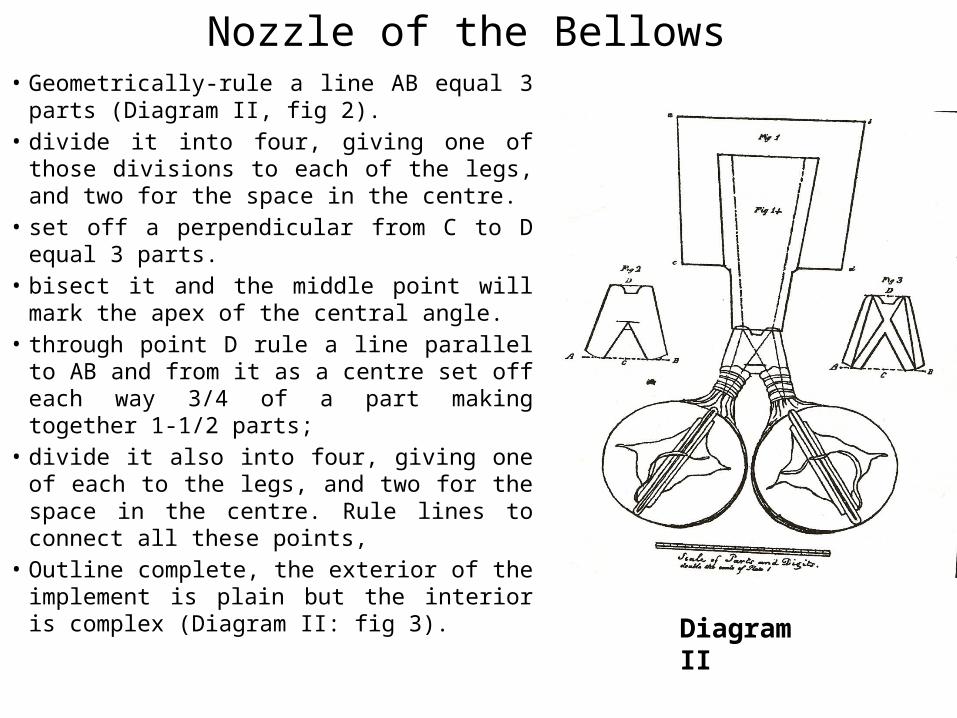
Nozzle of the Bellows • Geometrically-rule a line AB equal 3 parts
(Diagram II, fig 2).• divide it into four, giving one of those
divisions to each of the legs, and two for the space in the centre.
• set off a perpendicular from C to D equal 3 parts.
• bisect it and the middle point will mark the apex of the central angle.
• through point D rule a line parallel to AB and from it as a centre set off each way 3/4 of a part making together 1-1/2 parts;
• divide it also into four, giving one of each to the legs, and two for the space in the centre. Rule lines to connect all these points,
• Outline complete, the exterior of the implement is plain but the interior is complex (Diagram II: fig 3).
Diagram II
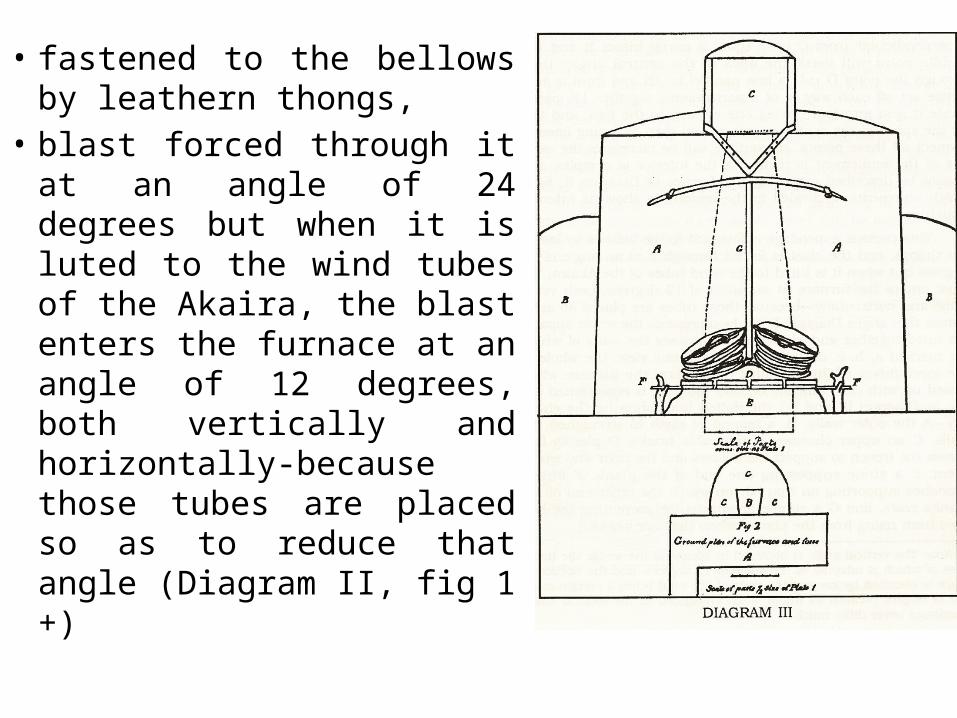
• fastened to the bellows by leathern thongs,
• blast forced through it at an angle of 24 degrees but when it is luted to the wind tubes of the Akaira, the blast enters the furnace at an angle of 12 degrees, both vertically and horizontally-because those tubes are placed so as to reduce that angle (Diagram II, fig 1 +)
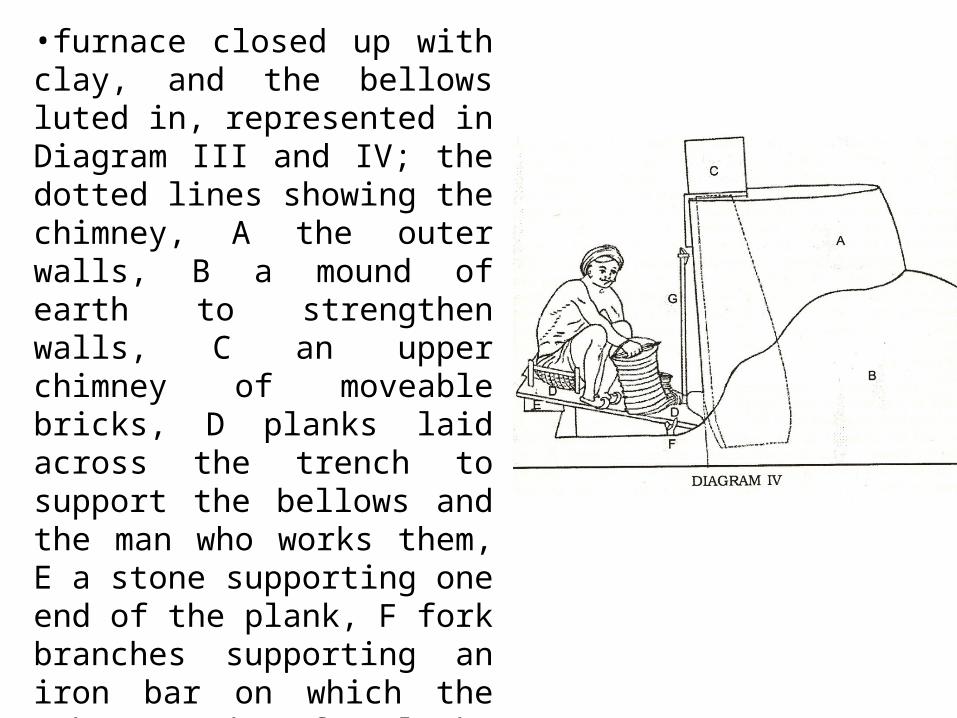
•furnace closed up with clay, and the bellows luted in, represented in Diagram III and IV; the dotted lines showing the chimney, A the outer walls, B a mound of earth to strengthen walls, C an upper chimney of moveable bricks, D planks laid across the trench to support the bellows and the man who works them, E a stone supporting one end of the plank, F fork branches supporting an iron bar on which the other end of planks rests, and G a simple apparatus for preventing the bellows from rising from the planks when they are worked.
• “The angle of the blast is also worthy of notice, as well as the simplicity by which both it and the obliquity of the furnace is obtained; all these serve to show that the original plan of this singular furnace must have been the work of advanced intelligence, and that its geometrical proportions have been preserved by simple measures; hence though its original form may be changed by caprice or ignorance, its principle never can be lost so long as hands and fingers remain”.
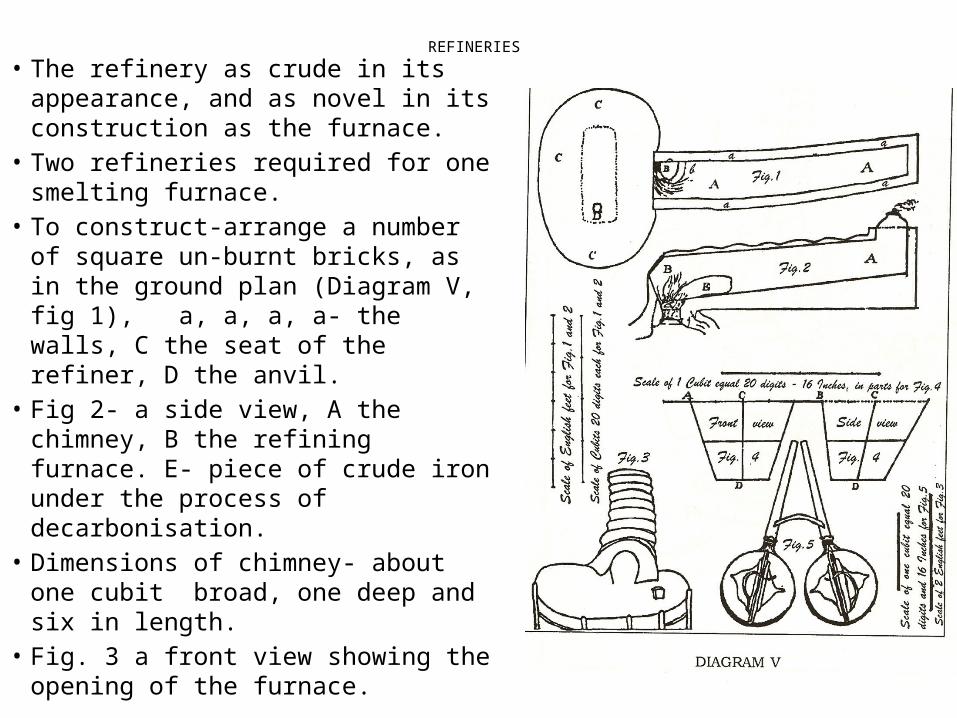
REFINERIES
• The refinery as crude in its appearance, and as novel in its construction as the furnace.
• Two refineries required for one smelting furnace.
• To construct-arrange a number of square un-burnt bricks, as in the ground plan (Diagram V, fig 1), a, a, a, a- the walls, C the seat of the refiner, D the anvil.
• Fig 2- a side view, A the chimney, B the refining furnace. E- piece of crude iron under the process of decarbonisation.
• Dimensions of chimney- about one cubit broad, one deep and six in length.
• Fig. 3 a front view showing the opening of the furnace.

• When the walls of the chimney finished- top covered with un-burnt bricks of an oval shape, flat below and convex above.
• Diagram VI refinery complete, refiner at work on his seat, bellows-man plying the bellows, and various implements lying about, A the outside of the chimney, B a mound of earth to strengthen its wall, C the refining furnace, D a piece of crude iron undergoing the process of decarbonisation (the dotted showing the interior of the furnace
Diagram VI
MODE OF SMELTING AND REFINING
• Indian smelters use charcoal only.• Ore- pieces about the size of a walnut.• fill the chimney of the furnace with charcoal and burn
until all moisture expelled. • Then throw in small basket of ore, and a larger one of
charcoal. • Allowed to sink as low as the line G (Diagram 1. fig 1 and
2) when it is again charged.• Ore and charcoal alternately given in the same
proportions until the operation is complete; • Scoria begin to flow within an hour, and by that time, it is
known whether the furnace will work well or ill-the scoria being a sure indication; it is let out by piercing the grate with an iron spike, and the orifice is again closed with clay as soon as it is drawn off;
• Bellows worked by three men- by turns; constantly playing until the process completed.
• Time ascertained by introducing a hooked piece of iron through the wind tubes, into the furnace, which shows how much of the Akaira remains.
• The appendage should be totally fused before the operation is complete.

• The metal never completely melted by this process-the heterogeneous mixture of the ore alone is fused and thrown off in scoria.
• Iron freed from it falls by its superior gravity to the bottom of the furnace, and coagulates into a mass;
• Bellows removed; front part of the furnace demolished; red hot mass dragged out, divided by large ades* before it has time to cool, the parts of the furnace thus broken up require daily renewal.
PRODUCE• Daily produce of four smelting furnaces,
from the 30th April to 6 June 1827, most unfavourable portion of the year for smelting iron.
• Each furnace yielded upon an average about 18-1/2 Panchseri (5 sers) of crude metal which is 38% of the ore, every hundred sers of crude metal yielded 63 sers of malleable iron which yielded 56% when wrought up into bars fit for the use in the suspension bridge.
QUALITY OF THE IRON
• Captain Presgrave of the Sagar Mint (an officer very capable of judging with regard to its quality) reported:
• “most excellent quality, possessing all the desirable properties of malleability, ductility at different temperatures and of tenacity for all of which cannot be surpassed by best Swedish iron”.

• Particulars Cost (Rupee)
1. Excavation/mining 25
2. four smelting furnaces, 30two refineries, one small round furnace3. Skins, for seven pairs circular bellows 25
Total 80
• Experiment lasted only five weeks, above outlay calculated to last a whole season, so a portion of it is only chargeable to the cost of iron.
• Hammers, anvils and other implement of iron, not being perishable- chargeable only for reasonable repairs.
• Thus proper proportions of outlay is 15 rupees
COST OF THE IRON
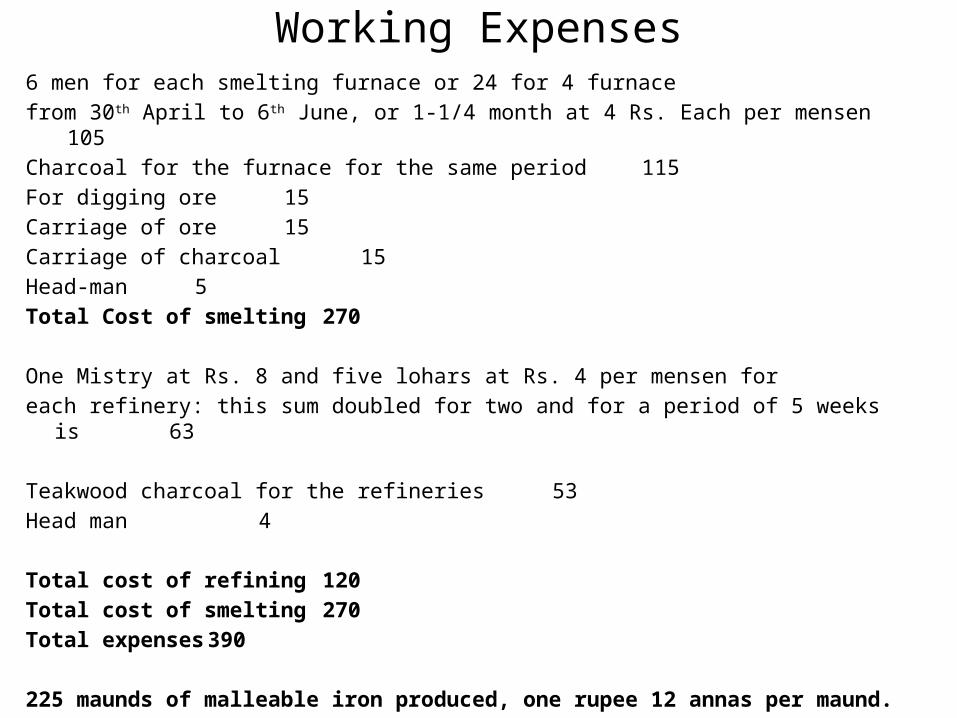
Working Expenses6 men for each smelting furnace or 24 for 4 furnace from 30th April to 6th June, or 1-1/4 month at 4 Rs. Each per mensen 105Charcoal for the furnace for the same period 115For digging ore 15Carriage of ore 15Carriage of charcoal 15Head-man 5Total Cost of smelting 270
One Mistry at Rs. 8 and five lohars at Rs. 4 per mensen for each refinery: this sum doubled for two and for a period of 5 weeks is 63
Teakwood charcoal for the refineries 53Head man 4
Total cost of refining 120Total cost of smelting 270Total expenses 390
225 maunds of malleable iron produced, one rupee 12 annas per maund.

MANUFACTURE OF BAR IRON IN SOUTHERN INDIA By Captain J. Campbell, Assistant Surveyor General. Madras Establishment. (A.D. 1842).
• In the commerce between India and England, a source of deep injury to the former country arises from England having deprived her of the trade in cotton cloth, the manufacture of which was, but a few years ago, one of the most valuable and extensive of Indian products; while from no other having been as yet introduced as an export to balance the imports from England,
• Among the most extensive of the exports of England to India, is the trade of bar iron, which to Madras alone amounts to 1,000 tons per annum; and while India is known to produce malleable iron of a superior quality,

• Informed by Captain Drummond, in journal of the Asiatic Society of Bengal, that carriage of suspension bridge erected in Kernnon, alone cost about 80 rupees per ton, or as much as the iron might have been made for upon the spot.
• because English mode of manufacturing iron has been found to be most profitable in England, it has been supposed that similar process could answer in India.
• This process has also been styled 'scientific', but principles of the mode of operation are still unknown and the manufactures are unable to produce at pleasure a certain result.
• Quantities of the results produced depend upon the weather, and other causes as yet not explained, or beyond the control of the workmen.
• We do not as yet even know what cast iron is; nor with any certainty what its component parts are; nor in what it differs from steel, or the varieties of what are generally called carburets of iron.
• Such being the state of our present Knowledge of this subject, it may be doubted if a careful examination of the principles of the long established, cheap, and simple mode of manufacture of the native of India, might not lead to improvements and modifications, which would be found to answer better, than the operose methods of the English manufacture, which require much capital, costly building, Land, a considerable trade to make them profitable.
• In England the fuel most generally used in smelting the impure iron ores of the coal fields is coke.
• Ore after being first roasted to separate the volatile impurities, as much as possible, is exposed to its action in blast furnaces.
• Generally about forty-five feet in height, but varying sometimes from thirty-six feet to even sixty feet.
• In middle, furnaces are about twelve feet in diameter, at top contracted to about four feet, at bottom, where the blast of air is introduced by pipes from powerful blowing machines, the diameter is only about two feet.
• The pressure upon the air forced into the furnace is about three pounds upon the square inch, and the quantity of air amounts generally to as much as 4,000 cubic feet per minute.
• The cast iron as it forms, falls down into the bottom of the furnace; which is always hot enough to maintain it in a state of fusion; where it is protected from the action of the blast by a covering of fused slag which floats upon it.
• These furnaces are kept in action unremittingly, night and day, for several years together; the metal being allowed to flow out every twelve hours in quantities of about six tons at a time.
• The material used in building the blast furnace is principally fire brick, and a pair of furnaces cost upwards of £1,800 sterling.
• The proportion of coal used in making a ton of cast iron, varies very much, from three tons in Wales, to sometimes eight tons in Derbyshire.
• But the use of heated air in blowing the furnaces has very much increased the quantity of the products of the blast furnace, and has also diminished the expenditure of fuel, but the quality of the cast iron is said to be deteriorated.
• The estimated expense of making a ton of cast iron is about £3 sterling.

• For converting cast iron into bar iron, the first process generally employed in England is called 'refining', and consists in fusing about a ton of cast iron at once in flat open furnaces about three feet square, where it is exposed for two hours or more to the action of a strong blast, by which it is supposed a portion of the carbon it contains is burnt off.
• Much gas escapes from the surface of the metal during the operation, and a large quantity of black bubbly slag separates, after which the metal when run out and allowed to cool, has a white silvery appearance, is full of bubbles, is very brittle, and has acquired the property of hardening by being suddenly cooled. In 'refining' about four or five hundredweight of coals is used to the ton cast iron, and the metal loses from twelve to seventeen per cent; of its weight.
• The 'refined' cast iron, now termed 'fine metal', is then exposed in a reverberatory furnace, called 'puddling furnace’ to the action of the flame of a large coal fire, by which it is first partially melted, then falls into a coarse powder; and on being stirred up and presented to the flame, becomes at last adhesive and tenacious.
• It is then formed into large balls, and after receiving a few blows from a large hammer to consolidate it, is passed between rollers which squeeze out much of the impurities, and form it into 'mill bar iron'.
• This is however too impure for use, and it is necessary to cut the rough bars into pieces and to weld them together afresh, in a 'reheating furnace', and expose them to another rolling, and even to repeat the operation a third time, before good tough bar iron is produced.
• In the 'puddling furnace' about a ton of coals is expended to each ton of 'fine metal', and in the 'reheating furnace', about 150 pounds more are expended; and in each operation a loss of about ten per cent takes place in the weight of metal operated upon.

• Upon an average about nine tons of coal are expended in England in forming one ton of finished bar iron, and it is probable, that if the above processes were attempted upon any smaller scale than that of the English works, a still greater quantity would be used. Some of these works cost £27,000, and turn out 120 tons of iron per week.
• The mode of smelting iron used by the natives of India appears to be very much the same from the Himalayas down to Cape Comorin.
• The material used for the native furnaces, is the common red potter’s clay of India, which carefully selected, sufficient to fuse cast iron, but by mixing it with sand, and by concentrating the heat in the centre of the furnace as much as possible by a projecting blast pipe, the reduction of the ore is effected before the furnace has become much more than red hot; the operation being completed in about a couple of hours
Josiah’s Adventure• Josiah Marshall heath resigned from the East India company in
1825 to set up an Iron and Steel Works in India. In barest terms: a British firm in Calcutta, presumably, a house of agency, advanced him a loan; he spent four years in England gathering technical information and came back with equipments and workers to erect his works in 1830 at Porto Novo in Salem region. It was about a ton per day unit with 2 large and 2 small furnaces producing bar iron so produced received approbation even in England. Josiah ran out of money; the Government of east India company gave him Rs 1 lakh desired and 25 years exclusive right as was given by the British parliament to Boulton and Watt of England; but there was difficulty using charcoal as fuel- 12 unsuccessful trial runs were made. Again he was in financial troubles and the Porto Novo works virtually came to an end by the middle of the nineteenth century.
• The works did not terminate because the financier foreclosed on debts or due to risk because of technical difficulties; the works continued for 20 years, the expected life of the plant and equipments; other works came up in 1839 at Barker, Bengal, and another in 1855 at Raniganj-both undoubtedly based on coal.
• Around 1830, East India company not only financed an Iron and Steel Works, further they paid Josiah the highest complement of analogy with Boultan and Watt.
• James Watt was of an indigent family, an artisan instrument maker and an avid collaborator and supplier of researches of Joseph black in the Science of heat quantifies. Boultan was relatively petty entrepreneur-owner of a machine shop noted for precision jobs.
• Boultan and watt even as they struggled and innovated dreamt of the world as market for their steam-engine and the Birmingham works in the 18th century were famous as the Science School of Soho.
• James watt and Joseph Black became symbols of emulation for the mechanics and artisans flocking to the mechanics institute during the period when Josiah was in England surely Josiah must have been moved as he visited the iron works of England.
• There is a document dated 1841, authored by J. Campbell, titled ‘Public Consultations. Madras Records-Indian Iron & Steel Company of Porto Novo Weekly. This document contains story of Josiah.
• Why did Josiah venture into iron and steel works? Why did he chose Salem, and then port? Why did he choose charcoal? And Why did not the works grow into a movement despite apparent support?
• In the 19th century in the region of Salem there were indigenous ironsmiths producing bar iron, using charcoal, using furnaces built by them out of red potter’s clay and sand.
• The bar iron of these virtually cottage industries here cheaper than the cheapest bar iron imported from England; the worst in quality was equal to the quality of England. Indian iron was preferred by British for producing steel of good quality.
• Josiah must have compared and concluded that charcoal was for India the cheapest fuel.
• Josiah must have gone through the economics of the processes and concluded that the product from larger furnaces of England would be cheaper but the high transport cost reduced its competitive quality in the Indian market.
• He might have foreseen the prospect of reduced shipping cost by steam vessels touching India in 1821.
• The other answer-growth and dynamism.

• Readymade distribution channels and extant users, the internal market to be taken over to generate the profits, to create the fabrication works on Indian soil, to absorb the scattered iron smelters and blacksmiths of Salem into new form of industry-to create the Liebig’s and Lyon Plafair’s to scientifically the efficiencies of blast furnaces to improve upon them-to create on soils of India at the work at the Salem the Science School of Soho? Visionary? Yes!
• Had not Josiah faced bankruptcy and persisted in 12 costly unsuccessful trial runs in his attempt to use the indigenously available charcoal and overcome these difficulties, perhaps through his doggedness of purpose, perhaps by employing “the indigenous species growing wild”-the first ever example of indigenous RDD on process industry.
• His initiative did not multiply and grow, his vision did not take on the hue of tangible reality.
• The postulated internal market was not seized, nor did the new mode of production take root.
• Had the times changed since 1825-undoubtly yes. Had the merchant distributors, descendant of the Shreshthis not cooperated, did they take fright at this new mode of industrial production seeking to organize the scattered divided smelter into forms of organization and knowledge which meant the end of their old age dominance as merchants over the artisans;
• did the smelters not came forth, or were they shackled by their bondages to the merchants distributors and unable to break a hold that tradition had forged.

• And by same token was the supply of ore and charcoal subject to hazards? The merchants distributors did not rise to challenge the English competition by the only tried and true means-Advancement of production, the creation of indigenous technology or invention. The social distances were too great unbridgeable to indigenously achieve this.
• It was less disturbing to retain their dominance as merchant distributors and more profitable distributing the imported English steel. For this involved only the extinction of indigenous iron smelter of Salem of India

• In 1875 the Bengal iron company had come into being to meet the needs of railways for components frequently required-wars had confirmed their necessity
• However in 1881 the point had yet to be grasped, the Iron Works was in financial trouble-lack of demand.
“The shareholders have asked the government.......or assist the present company with money or certain concessions as the purchase of Government stores. It is pity that a new industry of this kind should be ruined for want of a little capital, and the government might be little more liberal in interpreting the phrase, ‘development of the resources of the country”
• In 1882 the government took it over and seven years later sold it to Martin & Co., to become the Bengal Iron and Steel Co.

• By 1907 the issue was clear; permission was given by the government for yet another steel plant, and that too under Indian ownership; war was in the air.
• In 1910 the construction of the iron and steel was well in advance. It was reported:
“The success of the undertaking will be of great importance to Bengal and to India. The government of India has recognized this fact in a practical manner by agreeing to purchase annually from the company for a minimum period of 10 years, at least 20,000 tonnes of steel rail subject to government specifications being complied with the prices comparing favourably with the rates at which similar rails could be delivered if imported into India”.
• And in 1912, Ratan J. Tata reported success:“The company's big iron has secured a world
wide reputation and repeated orders are coming on from Japan, where the products has found a large and unexpected market”.
The Sugar Refinery• Established at Aska, a small estate in Orissa not far
from GopaIpur on sea. • In the 1840s a house of agency of Madras, its
constituent partners, their London agents and a London importer with long contacts with the house of agency, invested their money to set up the Aska sugar refinery.
• The Aska refinery was built around the 'most-up-to-date machinery imported in the 1850s from the well known firm of Glasgow.
• The quality of the sugar was good, and yet "the Aska concern seemed perpetually in trouble” why?
• One learns that 'keeping down the native debts' was not working, the debt piled up.
• The money advanced ‘to a contractor to assist in the cultivation of cane' did not imply that the contractor would supply the jaggery to the Aska concern for refining into white sugar.
• He sold the jaggery to others. • Nor did the Madras Board of Revenue permit
the sale of the land of the contractor-obviously a land owner-to realize the debts.
• What is noteworthy also is that the Aska unit was not an integrated one buying cane for crushing and processing.
• It was only a step in the processing chain, buying jaggery for refining into white sugar. Obviously without assured supplies, the Aska unit would have idle capacity and be ‘perpetually in trouble'.
• One may well ask: Why did not the land owning contractor not honour the contract by supplying jaggery? Who was the other buyer of jaggery? What compelled the landowner to break his contract and sell to another?
• Who was the other buyer? Sugar had been an item of export to Asian countries long before the British arrived-well established traditional channels already existed.
• The peasant would cultivate the cane, do bullock-powered crushing on the field and the juice was converted on the field or near it to gur or jaggery with baggasse as fuel.
• The jaggery was consumed locally, and the surplus sent on to a manufactory for processing into the khand, and from whence on to export through trade networks up to the port and on the ship thereon.
• The jaggery unit was perhaps owned by a richer peasant in Ryotwari areas, or by a zamindar or by the manufactory owner, a merchant/money-lender
• To the manufactory owner, and the merchant network the export of unrefined sugar by the British may have meant merely the substitution of one exporting community by another on whom the taboo of sea travel did not apply-there was no further basic change in internal relationships.
• But in the case of white sugar refinery, the case was different, not only did the product have greater commercial significance by virtue of its longer shelf-life, the refinery was jeopardizing the existence of the merchant-moneylender himself.
• The Madras Board of Revenue baulked at what should have been a reasonable request; the peasant had to pay his cash land tax, the merchant-moneylender was crucial for buying up the cash crops and supplying to the port merchants for export, and in the reverse for distribution of imports.
• Clearly the Board of Revenue would not be a party to the dismantling of this mercantile network.
• Nor would the merchant-moneylender be a party to his own extinction.
• Sugar to the peasant would be only one of the crops, with jaggery-making a seasonal side-line activity only.
• The merchant-moneylender boycott of his crops spelled the peasants extinction.
• The merchant-moneylender must certainly have exercised, or threatened this dire consequence bringing the break away peasant into line, compelling him to sell the jaggery to the merchant-moneylender, as observed.
• One of the options was to ensure through an attached sugarcane plantation.
• Under European ownership, or that of the refineries –and this was what appears to have been done around 1856 when a name to conjure with in the ‘Indian Planting world’ was inducted to operate the refinery.
• There were other solutions to be applied almost 80 years later. Imported integrated sugar factories owned by the higher echelons of the native merchant-money lending network, assisted by legislation banning gur and jaggery production of supply areas, and additional measures to ensure supplies from the peasant farmers.
• The indigenous manufactories in particular were to extinguish thereby, gur for obvious reasons was not easy to be rendered extinct.














![Auerbach Fiscal Uncertainty presentation slides.pptx [Read ... · Title: Microsoft PowerPoint - Auerbach Fiscal Uncertainty presentation slides.pptx [Read-Only] Author: stampma Created](https://static.fdocuments.in/doc/165x107/5f5d63f24a41b81e521e4dc2/auerbach-fiscal-uncertainty-presentation-read-title-microsoft-powerpoint-.jpg)

![Welcome slides.pptx [Read-Only]](https://static.fdocuments.in/doc/165x107/6272e52117c8794bb82aad71/welcome-read-only.jpg)
