A CRITICAL REVIEW OF SINGLE FUEL RAYMOND S. HARTMAN March 1978

Raymond A. Adomaitis
March 7, 2012
To be covered:
Class syllabus (http://www.isr.umd.edu/˜ adomaiti/ench446),grading
Team selection (4 members per team)
Initial project description
Approximate schedule for year
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 1 / 29

What you should know from ENCH444
Flowsheet synthesis, simple material and energy balances,rapid evaluation of design alternatives
Shortcut distillation, absorber column, and flash drumcalculations
Reactor vessel, distillation/absorber column, heat exchanger,pump, and compressor sizing and costing
Return on investment, discounted cash flow calculations,project value
ChemCAD simulation, detailed designs, elements of processoptimization
Process utility calculations, heat exchanger networks, pinchdesign
Separation sequences using simplified distillation columns
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 2 / 29

This semester
Two major chemical process design projects, both addressingcurrent topics in energy engineering:
1 Design of the ethanol purification section of a fuel-gradeethanol plant
Corn is fermented to produce ethanolFocus will be on comparative analysis of alternative separationmethodsIntended to reinforce basic process design and economicanalysis methods
2 Evaluation of shale gas processing systems
Appropriate for use in western MarylandMinimize environmental impact of these processing systemsProject objectives are less well-defined
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 3 / 29

Project 1 overview 1/23/12 10:31 PM
Page 1 of 1http://onlinelibrary.wiley.com.proxy-um.researchport.umd.edu/store…ftp.pdf?v=1&t=gxs9wa54&s=51c71c759be6d67b37bbdcc457f7660141281af1
portation costs or energy requirements for these preprocesses.The cost of all these is assumed to be built into the price ofcorn that is used as feed. The numerical data used in theoptimization and the cost analysis can be obtained from theauthors.
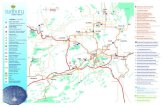
We use as case study a plant producing 61.29 M gal ofethanol a year, operating 360 days per year. The corn feedrate is taken to be 18 kg/s. The ethanol produced is 2.78 gal/bu of corn (1 bu 5 56 lb). On optimizing the energy inputinto the plant without any heat integration or structuralchanges to the distillation columns, a solution of 79,003 kW(or 38,038 BTU/gal of ethanol produced) is obtained as theenergy required to be input into the plant using steam as theutility. This design corresponds to the case when the me-chanical press is placed before the beer column and is shownin Figure 16. Also, note that the corn grit adsorber bed isused together with the molecular sieves. The productioncost for this design is found to be $1.34/gal ethanol andincludes the costs for the process equipment, steam andcooling water costs and other miscellaneous costs. The mis-cellaneous costs include corn cost, electricity cost, generaland administrative expenses, employee salaries, cost ofchemicals, and maintenance costs. Cost estimation for mostof the equipment was done using data from http://www.matche.com/EquipCost/index.htm (as of 10/26/2006)with some adjustments. To calculate the production cost, itwas necessary to predict the annualized capital investment
cost, for which a number of correlations were used for theequipment costing.
Using the flowrates, temperatures, and compositions of thestreams pertaining to various process units in the design, weperform heat integration and are able to reduce the total(steam) energy consumption in the plant to 64,957 kW(equivalently 31,276 BTU/gal of ethanol produced). Onreplacing the distillations columns with multieffect columns(3 columns for the beer column; 2 columns for the rectifica-tion column), and performing an overall heat integration forthe plant, we obtain a design that requires only 45,519 kW(or 21,916 BTU/gal ethanol). The multieffect column struc-tures for the beer column and the rectification column appearin Figures 17a, b, respectively. In these figures, the termsLP, IP, and HP stand for Low Pressure, Intermediate Pres-sure, and High Pressure, respectively.
The energy reduction in the system is shown in Figures18a, b with the help of T–Q diagrams8 for the beer columnand the rectification column.
The overall T–Q curve on using multieffect columnsshows the possibility of further heat integration in the plantand appears in Figure 19. On reducing the reflux ratios in thebeer columns to 1.0, and in the rectification column to 1.5,and using the same combination of multieffect columns andheat integration in the plant, the calculated energy consump-tion reduces to 35,880 kW (equivalent to 17,276 BTU/galethanol produced), which corresponds to a production cost of
Figure 16. Optimal design of bioethanol plant producing 61.29 M gal per year.[Color figure can be viewed in the online issue, which is available at www.interscience.wiley.com.]
AIChE Journal June 2008 Vol. 54, No. 6 Published on behalf of the AIChE DOI 10.1002/aic 1521
From Karuppiah R, Peschel A, Grossmann I, Martin M, Martinson W, and Zullo L, Energy optimization for thedesign of corn-based ethanol plants, AIChE J., 2008 54 1499-1525.
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 4 / 29

Project 1 goals, by week
1 Purification process overall material balance; non-ChemCADdesign of beer and rectification columns (individual projects)
2 ChemCAD design of beer and rectification columns; summaryof utilities; basis for economic analysis
3 Design of molecular sieve absorbers as the final step inproducing fuel-grade ethanol; operation and regeneration ofabsorbers
4 Energy integration and economic analysis of completeseparation system
5 Analysis of multieffect distillation to reduce energyconsumption in the beer and rectification columns
6 Safety issues, final report, group presentation
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 5 / 29

Subproject 1.1
Design basis for the ethanol purification system
60× 106 gal/yr ethanol plant (seehttp://www.neo.ne.gov/statshtml/122.htm for representativeplant capacities)
All calculations are to be done and reported in SI units (m, kg,s, K, etc. with stream compositions given as mole fractions)
Overall ethanol recovery: 99.5% (molar)
Karuppiah et al. report the fermentor effluent as approximately11% ethanol and 35% solids by weight.
After the mechanical press, we estimate the feed to the beercolumn to consist of 17% ethanol by weight and the remainderwater. The stream is at 1 atm pressure and 30o C.
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 6 / 29

Subproject 1.1
Design basis, continued
For the initial design calculations, assume the entirepurification process operates at 1 atm
Use the following initial values for column distillate andproduct stream compositions
1 Beer column distillate ≤ 72% ethanol by weight2 Rectifying column distillate is as close to the azeotrope as
possible3 Absorber effluent is 99.9% ethanol by weight
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 7 / 29

Subproject 1.1
Report (individual assignment)
1 Convert project specifications to SI units
2 Compute an overall material balance for the ethanol andwater components, including the molecular sieve absorbers
3 Appropriate shortcut or McCabe-Thiele design of beer column- report reflux ratio, number of trays, feed tray location,condenser and reboiler operating temperatures
4 McCabe-Thiele design of the rectification column, reportingthe same quantities
5 Typewritten report summarizing the design basis andpreliminary design
6 Validation of VCL usage
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 8 / 29

Binary distillation review
Basic assumption: yn and xn are at equilibrium at stage (tray) n ofN.
A material balance around the top of the column and betweenstages n and n + 1 gives the top (rectifying, enriching) sectionoperating equation:
Vn+1yn+1 = Lnxn + DxD
yn+1 =Ln
Vn+1xn +
D
Vn+1xD
where xD is the distillate concentration of the lower-boilingcomponent.
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 9 / 29

Binary distillation review - continued
Likewise, a material balance around the bottom of the column andbetween stages m and m + 1 gives the bottom (stripping) sectionoperating equation:
Lmxm = Vm+1ym+1 + BxB
ym+1 =Lm
Vm+1xm −
B
Vm+1xB
where xB is the bottoms concentration of the lower-boilingcomponent.
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 10 / 29

Binary distillation review - continued
Defining the external reflux ratio r as
r =L0D
=liquid returned to column
distillate
we can find by constant molal overflow
LnVn+1
=r
r + 1
Likewise, the external reboil ratio is
s =VN+1
B=
reboiler vapor returned to column
bottoms
and so by CMOLm
Vm+1=
s + 1
s
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 11 / 29

Binary distillation review - continued
This gives the top operating line as
yn+1 =r
r + 1xn +
xDr + 1
the bottom operating line
ym+1 =s + 1
sxm −
xBs
and the feed quality q defined by
hF = qhL,satF + (1− q)hV ,satF
to give
LB − LT = qF
VB − VT = (q − 1)F
y =q
q − 1x − zF
q − 1
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 12 / 29

MATLAB McCabe-Thiele
0 0.2 0.4 0.6 0.8 10
0.2
0.4
0.6
0.8
1
xe
y e
ethanol−water fractionation
123456
7
8
9
VLEenrichingstripping
0 2 4 6 8 1075
80
85
90
95
100
stage
tem
pera
ture
deg
. C
stage temperature
Results produced by column.m for r = s = 3
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 13 / 29

Project 1.1 - my results
Assume plant operates 350 days/year, 17% by wt ethanol to beercolumn, 99.5% (molar) overall ethanol recovery
ethanol product 128.6 mol/s
ethanol to beer column 129.3 mol/swater to beer column 1614 mol/s
F 1743 mol/sxF 0.0742
Mechanical press product stream at 30o C and 101325 Pa.
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 14 / 29

Project 1.1 - my beer column
minimum external reflux ≈ 0.5 =⇒ generally use 1.1 to 2rmin
minimum stages: 3 at total reflux
0 0.2 0.4 0.60
0.1
0.2
0.3
0.4
0.5
0.6
xe
y e
ethanol−water fractionation
1
2
3
456
VLEenrichingqstripping
1 2 3 4 5 685
90
95
100
stage
tem
pera
ture
deg
. C
stage temperature
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 15 / 29

Project 1.1 - my beer column summary
r 2q 1 (preheat feed to bubble point)
NT 4 + partial reboiler + partial condensernF 2
D 269.7 mol/sxD 0.4772Tc 358 K (85o C)
B 1473 mol/sxB 0.00033Tr 373 K (100o C)
Higher reflux ratio to help offset higher-than-expected number ofstages relative to literature.
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 16 / 29

Project 1.1 - my rectification column
minimum external reflux ≈ 2.1 =⇒ generally use 1.1 to 2rmin
minimum stages: 11 at total reflux
0 0.2 0.4 0.6 0.8 10
0.2
0.4
0.6
0.8
1
xe
y e
ethanol−water fractionation
123456789101112131415
16
17
18
1920
VLEenrichingqstripping
0 5 10 15 2075
80
85
90
95
100
stage
tem
pera
ture
deg
. C
stage temperature
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 17 / 29

Project 1.1 - my rectification column summary
r 3q 0 (vapor from beer column condenser)
NT 18 + partial reboiler + partial condensernF 16
D 151.3 mol/sxD 0.85Tc 351 K (78o C)
B 118.3 mol/sxB 0.00034Tr 373 K (100o C)
ethanol recovery:0.85(151.3 mol/s)
129.3 mol/s= 0.9951 (relax this constraint?)
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 18 / 29

Subproject 1.2
Report (group assignment)
1 Cover page with team number, date, honor pledge, groupmembers, member contributions, and summary of contents
2 ChemCAD design of beer and rectification columns: singlepage process flowsheet; single page stream summary; singlepage with summary of both column designs
3 Single page of heating/cooling duties for feed preheat andboth reboilers and condensers
4 Single page summarizing economic basis: interest rate,process equipment cost factors, and estimate of steam,cooling, and electricity costs, all for 2012
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 19 / 29

Subproject 1.3
ObjectiveDesign of molecular sieve absorbers as the final step in producingfuel-grade ethanol; operation and regeneration of absorbers
Based on Karuppiah, Peschel, Grossmann, Martin, Martinson, andZullo, Energy optimization for the design of corn-based ethanolplants, AIChE J., 2008 54 1499-1525, we consider a zeoliteadsorption process with the following characteristics:
1 Adsorption and regeneration processes take place at 368 Kand 101325 Pa
2 Air for drying is available at 303 K and 70% relative humidity
3 The adsorption potential of the zeolite is adsp = 0.08 kgwater/kg zeolite
4 The absorption process vessels are sized such that thesaturation time is ts = 360 s
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 20 / 29

Subproject 1.3
For this project, we further assume that1 We cannot neglect the heat of adsorption during adsorption
and desorption processes - for now, assume the heat ofadsorption equals the latent heat of vaporization
2 No ethanol is adsorbed3 Air leaving the absorber vessel during regeneration is at 368 K
and 70 % relative humidity4 We use two process vessels5 Zeolite density is 1000 kg/m3
Report (group assignment)
1 Report the size of the process vessels2 Report the inlet/exit stream compositions and properties
during the adsorption and regeneration phases of operation3 Propose an industrial zeolite for this process and estimate the
cost of the absorber material
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 21 / 29

Subproject 1.4
Report (group assignment)
1 Revise your absorber design based on the practical constraintsidentified in your preliminary design calculations (e.g., increaseswitching time, increase regeneration air flow rate, etc.)
2 Flowsheet of the complete separation system with no energyintegration
3 Capital and operating costs for base-case design; report as anannualized cost with a 20 year plant life, 10% interest rate
4 Create a table of energy sources and sinks; develop a rigorousstrategy for assessing the maximum reduction possible usingenergy integration assuming a 10o C minimum approachtemperature
5 Flowsheet and economic analysis of energy-integrated design
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 22 / 29

Subproject 1.5
Report (group assignment)
1 Examine your beer and rectification column designs afterenergy integration; which has the higher condenser/reboilerenergy demands and why?
2 Split the beer column feed stream into two equal flows; sendone of the streams to a beer column with design specifications(reflux ratio, total trays, feed tray, etc) exactly the same asyour energy-integrated design.
3 Design a new, higher-pressure column for the remaining feedstream such that its condenser temperature ≥ 100o C +∆Tmin
4 Re-adjust the two feed stream flows so that Qatmreb = −Qhi P
cond
5 Compare the new process utility and capital equipment, andannualized costs to your previous optimized design.
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 23 / 29

Project 1 base case (0), energy integrated (1) costs
1 2 3 4 5 6 7 8 90
5
10
15
20
25
randomized team number
cost
−−
$106
cap0op0cap1op1
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 24 / 29

Annualized costs
Our plant produces 60× 106 gal/yr of anhydrous ethanol, currentlyvalued at about $2.25/gal, resulting in
RG = $135× 106/yr gross revenue
so we compute the fractional cost of our separation process bycomputing the present worth of this annuity over the n = 20 yearproject life at i = 0.1 interest rate:
PRG= RG
(1 + i)n − 1
i(1 + i)n
If PROis the present worth of the annual operating costs, CF and
CW the fixed and working capital investments,
Fractional sep cost = 100CF + CW + PRO
PRG
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 25 / 29

Subproject 1.6
Report (individual assignment)Using the information provided by the Safety and ChemicalEngineering Education Website (www.SAChE.org), write a (max. 2page) report outlining process design changes you can suggest toyour group to improve the separation process safety. Be specificand concise.
Group activities (no group report due next week)
Note that final report and (5 min.) presentation are due intwo weeks.
Finish overall design by considering1 Reasonable pressure drops through columns2 Pumps and control valves3 Steam production on-site using natural gas; cooling towers for
cooling water circuits4 Product storage
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 26 / 29

Project 1: costs after double-effect distillation
1 2 3 4 5 6 7 8 9 10 110
2
4
6
8
10
12
14
16
18
20
randomized team number
cost
−−
$106
cap2op2
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 27 / 29

Subproject 1 final report
Page limit: 10 including title page; not including references andappendices.
1 Title page, including title, team number, members, membercontributions, date, project summary1, honor pledge
2 Process flow diagram3 Process stream summary4 Process equipment summary5 Project assumptions and basis, followed by a concise process
description including energy integration strategy, justificationfor process assumptions/decisions, alternatives considered, etc.
6 Safety and environmental issues7 Plant layout, geographical location, on-site storage8 Capital equipment summary9 Utilities, including on-site steam generation and cooling water1Project summary includes total capital cost, operating costs, separation
system ”fractional” cost, total fresh energy required/fuel energy producedRaymond A. Adomaitis Spring 2012, ENCH446, Project 1 28 / 29

Subproject 1 group presentation
Time limit: 5 minutes with 3 minutes for questions and transitions
1 Use readable text and figures
2 Do not spend time on motivation or the general process flowdiagram: concentrate on your specific design choices andnovel aspects of your design, such as energy integration
3 Summarize costs on a single slide, similar to project summary
4 Discuss safety and environmental aspects
5 Absorber system operation
6 Plant layout, integration with upstream processes
Raymond A. Adomaitis Spring 2012, ENCH446, Project 1 29 / 29