Radius End Mill for Hardened Steel EPDREH-TH3...Radius End Mill for Hardened Steel w s No.1903E-1...
12
EPDREH-TH3 Epoch Deep Radius Evolution Hard-TH3 Radius End Mill for Hardened Steel New Product News No.1903E-1 2020-4
Transcript of Radius End Mill for Hardened Steel EPDREH-TH3...Radius End Mill for Hardened Steel w s No.1903E-1...

EPDREH-TH3Epoch Deep Radius Evolution Hard-TH3
Radius End Mill for Hardened Steel
New Produc t News No.1903E-1 2020-4
2020-4(K)2019-5:FP
Attentions on Safety
2. Cautions regarding mounting(1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly mounted in the collet chuck, etc.(2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause of the chattering.
4. Cautions regarding regrinding(1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool with one in good condition, or perform regrinding.(2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety cover over the work area and wear safety clothes such as safety
goggles, etc.(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When performing regrinding or similar processing, be sure to handle the
processing in accordance with thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
1. Cautions regarding handling(1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is dropped. Be particularly careful regarding contact with the tool flutes. (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with your bare hands.
3. Cautions during use(1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.(2) The numerical values in the standard cutting conditions table should be used as criteria when starting new work. The cutting conditions should be adjusted as
appropriate when the cutting depth is large, the rigidity of the machine being used is low, or according to the conditions of the work material.(3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting chips may also fly off. Since there is a danger of injury to
workers, fire, or eye damage from such flying pieces, a safety cover should be attached when work is performed and safety equipment such as safety goggles should be worn to create a safe environment for work.
(4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire prevention is necessary.
(5) Do not use the tool for any purpose other than that for which it is intended.
Specifications for the products listed in this catalog are subject to change without notice due to replacement or modification. Printed in JAPAN
Printed using vegetable oil ink.
The diagrams and table data are examples of test results, and are not guaranteed values.“ ” is registered trademarks of MOLDINO Tool Engineering, Ltd.
Official Web Site
Database for selection Cutting Tool Products 【TOOL SEARCH】
http://www.moldino.com/en/Head OfficeHulic Ryogoku Bldg. 8F, 4-31-11, Ryogoku, Sumida-ku, Tokyo, Japan 130-0026International Sales Dept. : TEL +81-3-6890-5103 FAX +81-3-6890-5128
MOLDINO Tool Engineering Europe GmbHItterpark 12, 40724 Hilden,Germany. Tel +49-(0)2103-24820 Fax +49-(0)2103-248230
MOLDINO Tool Engineering (Shanghai), Ltd.Room 2604-2605, Metro Plaza, 555 Loushanguan Road, Changning Disctrict,Shanghai, 200051, China Tel +86-(0)21-3366-3058 Fax +86-(0)21-3366-3050
MITSUBISHI MATERIALS U.S.A. CORPORATIONDETROIT OFFICE Customer service41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A.Tel +1(248) 308-2620 Fax +1(248) 308-2627CHICAGO OFFICE1314B North Plum Grove Road, Schaumburg, IL 60173 U.S.A. Tel +1(847) 252-6371 Fax +1(248) 308-2627
MMC METAL DE MEXICO, S.A. DE C.V.Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, MéxicoTel +52-442-1926800
MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil Tel +55(11)3506-5600 Fax +55(11)3506-5677
MMC Hardmetal(Thailand)Co.,Ltd. HT-DivisionCTI Tower 24 Floor, 191/32 Ratchadapisek Road, Klongtoey, Klongtoey, Bangkok 10110, Thailand Tel: +66-(0)2-661-8170 Fax: +66-(0)2-661-8175
Hitachi Metals (India) Pvt. Ltd.Plot No 94 & 95,Sector 8, IMT Manesar ,Gurgaon-122050 , Haryana, India Tel +91-124-4812315 Fax +91-124-2290015
Search Web
DISTRIBUTED BY:
Europe
China
America
Mexico
Thailand
Brazil
India

Target steel grade
Features and performance
Back draft effect
EPDREH-TH3
φ0.2~φ1 [ 53 Items ](Corner radius R0.02~R0.2)
TH3 Coating
Carbon steelAlloy steel
Stainless steelTool steel
Pre-hardenedsteel
Hardened steel45~55HRC
Hardened steel55~65HRC
Hardened steel65~72HRC
01
02
03
03
02
Guaranteed R accuracy for performing high-precision machining
Coating "TH3" for hardened steel machining
Tool design to pursue high-precision machining
Newly developed coating "TH3" for hardened steel machining
・Hardened steel (especially 50HRC or higher), high-speed steel
Tool design to pursue high-precision machining
01Features Guaranteed R accuracy for performing high-precisionmachining
In case of φ1 - under neck length 8mm,
13% of deflection is suppressed compared to conventional neck shape(Theoretical value by our calculation)
Backdraft effect enables good-quality processed surfaces to be achieved.Inherits the reliable backdraft shape to enable chattering to be reduced by performing point cutting.
⇒Interference area is different from conventional products (EPDRE-ATH). Please use CAD/CAM Support Data Pack Vol.7 for checking interference area. For details, please visit our web site.
http://www.moldino.com/en/
Guaranteed corner R accuracy based on tool-center-axis enables furtherhigh-precision finishing for molds & dies.
High-accuracy corner R
Comparison of conventional shape
Adopted a tool specification that guarantees R accuracy based on the tool center axis.Controls the variation of accuracy than conventional tools,
and achieves high-precision machining.
R centerposition
Reference point = tool dia.
Peripheralcutting edge
Corner Rcutting edgeEnd cutting
edge
Effect on tool accuracy = Variance of tool dia.+ Variance of radius
General radius end mill(R accuracy : based on tool dia.)
R center position
Reference point= Tool center axis
Peripheral cutting edge
Corner Rcutting edgeEnd cutting
edge
RR
Effect on tool accuracy = Variance of radius
EPDREH-TH3(R accuracy : based on tool center axis)
When tool diameter is used as a reference, R center position changes by the tolerance.
R center position does not change since tool center axis is a reference.
Neck shape with a smaller amount of deflection than conventional tools has been adopted.
The long-awaited small diameter radius end mills have been added to the TH3 series.Performs excellent wear resistance when cutting hardened steel and contributes to high precision machining of mold & dies.
Features of EPDREH-TH3
Applications
Parts processingMold making
Features
Features
Conventional coatingBig destruction
Carbide Carbide
Small destructionCutting force
Carbide Carbide
! TH3 coating achieves to reduce destruction unit of layer by applying "nano-size composition".Point
Carbide
Coating structure
TH3 coating
・High hardness coating with excellent wear resistance and heat resistance・Has excellent thermal shock resistance enables to suppress sudden chipping・Long tool life when cutting high-hardness materials (50HRC or higher) such as hardened steel
Funcitional layer withexcellent thermal shock resistance
New layer with excellent wear resistance and heat resistance
Applies nano-sizecomposition
Cutting force
0302
Case of under neck length is 4mm
Projection amount is different even if under neck length is same as conventional tools.
EPDREH-TH3
EPDRE-ATH (conventional)

Target steel grade
Features and performance
Back draft effect
EPDREH-TH3
φ0.2~φ1 [ 53 Items ](Corner radius R0.02~R0.2)
TH3 Coating
Carbon steelAlloy steel
Stainless steelTool steel
Pre-hardenedsteel
Hardened steel45~55HRC
Hardened steel55~65HRC
Hardened steel65~72HRC
01
02
03
03
02
Guaranteed R accuracy for performing high-precision machining
Coating "TH3" for hardened steel machining
Tool design to pursue high-precision machining
Newly developed coating "TH3" for hardened steel machining
・Hardened steel (especially 50HRC or higher), high-speed steel
Tool design to pursue high-precision machining
01Features Guaranteed R accuracy for performing high-precisionmachining
In case of φ1 - under neck length 8mm,
13% of deflection is suppressed compared to conventional neck shape(Theoretical value by our calculation)
Backdraft effect enables good-quality processed surfaces to be achieved.Inherits the reliable backdraft shape to enable chattering to be reduced by performing point cutting.
⇒Interference area is different from conventional products (EPDRE-ATH). Please use CAD/CAM Support Data Pack Vol.7 for checking interference area. For details, please visit our web site.
http://www.moldino.com/en/
Guaranteed corner R accuracy based on tool-center-axis enables furtherhigh-precision finishing for molds & dies.
High-accuracy corner R
Comparison of conventional shape
Adopted a tool specification that guarantees R accuracy based on the tool center axis.Controls the variation of accuracy than conventional tools,
and achieves high-precision machining.
R centerposition
Reference point = tool dia.
Peripheralcutting edge
Corner Rcutting edgeEnd cutting
edge
Effect on tool accuracy = Variance of tool dia.+ Variance of radius
General radius end mill(R accuracy : based on tool dia.)
R center position
Reference point= Tool center axis
Peripheral cutting edge
Corner Rcutting edgeEnd cutting
edge
RR
Effect on tool accuracy = Variance of radius
EPDREH-TH3(R accuracy : based on tool center axis)
When tool diameter is used as a reference, R center position changes by the tolerance.
R center position does not change since tool center axis is a reference.
Neck shape with a smaller amount of deflection than conventional tools has been adopted.
The long-awaited small diameter radius end mills have been added to the TH3 series.Performs excellent wear resistance when cutting hardened steel and contributes to high precision machining of mold & dies.
Features of EPDREH-TH3
Applications
Parts processingMold making
Features
Features
Conventional coatingBig destruction
Carbide Carbide
Small destructionCutting force
Carbide Carbide
! TH3 coating achieves to reduce destruction unit of layer by applying "nano-size composition".Point
Carbide
Coating structure
TH3 coating
・High hardness coating with excellent wear resistance and heat resistance・Has excellent thermal shock resistance enables to suppress sudden chipping・Long tool life when cutting high-hardness materials (50HRC or higher) such as hardened steel
Funcitional layer withexcellent thermal shock resistance
New layer with excellent wear resistance and heat resistance
Applies nano-sizecomposition
Cutting force
0302
Case of under neck length is 4mm
Projection amount is different even if under neck length is same as conventional tools.
EPDREH-TH3
EPDRE-ATH (conventional)

EPDREH2 TH3.- - -
Item code Stock
EPDREH2002-0.5-002-TH3EPDREH2002-1-002-TH3EPDREH2002-0.5-005-TH3EPDREH2002-1-005-TH3EPDREH2003-1-002-TH3EPDREH2003-2-002-TH3EPDREH2003-1-005-TH3EPDREH2003-2-005-TH3EPDREH2004-1-002-TH3EPDREH2004-2-002-TH3EPDREH2004-1-005-TH3EPDREH2004-2-005-TH3EPDREH2004-1-01-TH3EPDREH2004-2-01-TH3EPDREH2005-1-002-TH3EPDREH2005-2-002-TH3EPDREH2005-3-002-TH3EPDREH2005-1-005-TH3EPDREH2005-2-005-TH3EPDREH2005-3-005-TH3EPDREH2005-1-01-TH3EPDREH2005-2-01-TH3EPDREH2005-3-01-TH3EPDREH2006-2-002-TH3EPDREH2006-4-002-TH3EPDREH2006-2-005-TH3EPDREH2006-4-005-TH3EPDREH2006-2-01-TH3EPDREH2006-4-01-TH3EPDREH2008-2-002-TH3EPDREH2008-4-002-TH3EPDREH2008-2-005-TH3EPDREH2008-4-005-TH3EPDREH2008-2-01-TH3EPDREH2008-4-01-TH3EPDREH2008-2-02-TH3EPDREH2008-4-02-TH3
0.510.51121212121212312312324242424242424
0.15
0.25
0.3
0.35
0.4
0.5
0.17
0.27
0.37
0.47
0.57
0.77
50
50
50
50
50
50
4
4
4
4
4
4
13.99 13.16 14.05 13.21 13.12 11.7 13.17 11.73 13.07 11.62 13.12 11.66 13.21 11.73 13.03 11.55 10.37 13.08 11.59 10.4 13.16 11.66 10.46 11.47 9.31 11.51 9.33 11.58 9.38 11.3 9.09 11.35 9.12 11.42 9.16 11.56 9.25
0.571.090.571.081.092.121.082.121.092.121.082.121.082.121.092.123.151.082.123.151.082.123.152.124.192.124.192.124.182.124.192.124.192.124.182.114.18
Actual effective lengthin incline angles
0.5° 1° 1.5° 3°2°
Tooldia.Dc
Cornerradius
r
Under necklengthR2
FlutelengthR
Neckdia.D1
Overalllength
L
Shankdia.Ds
●:Stocked Items.
0.591.120.591.121.122.191,122.191.122.191.122.191.122.191.122.193.261.122.193.261.122.193.262.194.332.194.332.194.332.194.332.194.332.194.332.184.32
0.611.160.611.161.162.271.162.271.162.271.162.271.152.261.162.273.381.162.273.381.152.263.372.274.492.274.482.264.482.274.492.274.482.264.482.254.47
0.631.210.631.21.212.361.22.351.212.361.22.351.192.341.212.363.511.22.353.51.192.343.492.364.662.354.652.344.642.364.662.354.652.344.642.334.63
0.681.30.671.31.32.551.32.541.32.551.32.541.282.531.32.553.791.32.543.781.282.533.772.555.032.545.032.535.012.555.032.545.032.535.012.54.99
φD
1
φDc φD
s
RR2
L
r θκTolerance on Corner radius : ±0.005mm (Central axis)
●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●
0.2
0.3
0.4
0.5
0.6
0.8
1
0.02
0.05
0.02
0.05
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.2
2 Flutes
Radius
0504
Size(mm) Interferenceangleθκ(°)
EPDREH2 TH3.- - -
EPDREH2010-2-002-TH3EPDREH2010-4-002-TH3EPDREH2010-6-002-TH3EPDREH2010-8-002-TH3EPDREH2010-2-005-TH3EPDREH2010-4-005-TH3EPDREH2010-6-005-TH3EPDREH2010-8-005-TH3EPDREH2010-2-01-TH3EPDREH2010-4-01-TH3EPDREH2010-6-01-TH3EPDREH2010-8-01-TH3EPDREH2010-2-02-TH3EPDREH2010-4-02-TH3EPDREH2010-6-02-TH3EPDREH2010-8-02-TH3
2468246824682468
0.8 0.94 50 4
●●●●●●●●●●●●●●●●
0.02
0.05
0.1
0.2
15°
72HRC
h5
2.184.246.318.382.184.246.318.382.174.246.318.382.174.246.318.37
2.254.396.538.672.254.396.538.672.254.396.538.672.244.386.528.66
2.334.556.778.982.334.556.768.982.334.546.768.972.314.536.758.96
2.424.727.029.322.424.727.029.322.414.717.019.312.394.696.999.29
2.62 5.1 7.59 10.07 2.61 5.09 7.58 10.07 2.6 5.08 7.57 10.06 2.57 5.06 7.55 10.03
11.04 8.8 7.32 6.26 11.08 8.83 7.34 6.27 11.16 8.88 7.37 6.29 11.3 8.97 7.43 6.34
Helix 30°
Draft angle
The effectiveunder-neck length
Interferenceangleθκ
The actual effective length in incline angles is different from Epoch Deep Radius Evolution EPDRE-ATH.Please recheck the interference area.
【Note】
× ×EPDREH-TH3 Epoch Deep Radius Evolution Hard-TH3
Product Name Outer Dia. EndShapeRe-grinding compatibility
range(mm)Item Code
Re-grinding compatibility range table
L ine Up
Carbide TH3Coated
Item code StockActual effective length
in incline angles
0.5° 1° 1.5° 3°2°
Tooldia.Dc
Cornerradius
r
Under necklengthR2
FlutelengthR
Neckdia.D1
Overalllength
L
Shankdia.Ds
Size(mm) Interferenceangleθκ(°)

EPDREH2 TH3.- - -
Item code Stock
EPDREH2002-0.5-002-TH3EPDREH2002-1-002-TH3EPDREH2002-0.5-005-TH3EPDREH2002-1-005-TH3EPDREH2003-1-002-TH3EPDREH2003-2-002-TH3EPDREH2003-1-005-TH3EPDREH2003-2-005-TH3EPDREH2004-1-002-TH3EPDREH2004-2-002-TH3EPDREH2004-1-005-TH3EPDREH2004-2-005-TH3EPDREH2004-1-01-TH3EPDREH2004-2-01-TH3EPDREH2005-1-002-TH3EPDREH2005-2-002-TH3EPDREH2005-3-002-TH3EPDREH2005-1-005-TH3EPDREH2005-2-005-TH3EPDREH2005-3-005-TH3EPDREH2005-1-01-TH3EPDREH2005-2-01-TH3EPDREH2005-3-01-TH3EPDREH2006-2-002-TH3EPDREH2006-4-002-TH3EPDREH2006-2-005-TH3EPDREH2006-4-005-TH3EPDREH2006-2-01-TH3EPDREH2006-4-01-TH3EPDREH2008-2-002-TH3EPDREH2008-4-002-TH3EPDREH2008-2-005-TH3EPDREH2008-4-005-TH3EPDREH2008-2-01-TH3EPDREH2008-4-01-TH3EPDREH2008-2-02-TH3EPDREH2008-4-02-TH3
0.510.51121212121212312312324242424242424
0.15
0.25
0.3
0.35
0.4
0.5
0.17
0.27
0.37
0.47
0.57
0.77
50
50
50
50
50
50
4
4
4
4
4
4
13.99 13.16 14.05 13.21 13.12 11.7 13.17 11.73 13.07 11.62 13.12 11.66 13.21 11.73 13.03 11.55 10.37 13.08 11.59 10.4 13.16 11.66 10.46 11.47 9.31 11.51 9.33 11.58 9.38 11.3 9.09 11.35 9.12 11.42 9.16 11.56 9.25
0.571.090.571.081.092.121.082.121.092.121.082.121.082.121.092.123.151.082.123.151.082.123.152.124.192.124.192.124.182.124.192.124.192.124.182.114.18
Actual effective lengthin incline angles
0.5° 1° 1.5° 3°2°
Tooldia.Dc
Cornerradius
r
Under necklengthR2
FlutelengthR
Neckdia.D1
Overalllength
L
Shankdia.Ds
●:Stocked Items.
0.591.120.591.121.122.191,122.191.122.191.122.191.122.191.122.193.261.122.193.261.122.193.262.194.332.194.332.194.332.194.332.194.332.194.332.184.32
0.611.160.611.161.162.271.162.271.162.271.162.271.152.261.162.273.381.162.273.381.152.263.372.274.492.274.482.264.482.274.492.274.482.264.482.254.47
0.631.210.631.21.212.361.22.351.212.361.22.351.192.341.212.363.511.22.353.51.192.343.492.364.662.354.652.344.642.364.662.354.652.344.642.334.63
0.681.30.671.31.32.551.32.541.32.551.32.541.282.531.32.553.791.32.543.781.282.533.772.555.032.545.032.535.012.555.032.545.032.535.012.54.99
φD
1
φDc φD
s
RR2
L
r θκTolerance on Corner radius : ±0.005mm (Central axis)
●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●●
0.2
0.3
0.4
0.5
0.6
0.8
1
0.02
0.05
0.02
0.05
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.2
2 Flutes
Radius
0504
Size(mm) Interferenceangleθκ(°)
EPDREH2 TH3.- - -
EPDREH2010-2-002-TH3EPDREH2010-4-002-TH3EPDREH2010-6-002-TH3EPDREH2010-8-002-TH3EPDREH2010-2-005-TH3EPDREH2010-4-005-TH3EPDREH2010-6-005-TH3EPDREH2010-8-005-TH3EPDREH2010-2-01-TH3EPDREH2010-4-01-TH3EPDREH2010-6-01-TH3EPDREH2010-8-01-TH3EPDREH2010-2-02-TH3EPDREH2010-4-02-TH3EPDREH2010-6-02-TH3EPDREH2010-8-02-TH3
2468246824682468
0.8 0.94 50 4
●●●●●●●●●●●●●●●●
0.02
0.05
0.1
0.2
15°
72HRC
h5
2.184.246.318.382.184.246.318.382.174.246.318.382.174.246.318.37
2.254.396.538.672.254.396.538.672.254.396.538.672.244.386.528.66
2.334.556.778.982.334.556.768.982.334.546.768.972.314.536.758.96
2.424.727.029.322.424.727.029.322.414.717.019.312.394.696.999.29
2.62 5.1 7.59 10.07 2.61 5.09 7.58 10.07 2.6 5.08 7.57 10.06 2.57 5.06 7.55 10.03
11.04 8.8 7.32 6.26 11.08 8.83 7.34 6.27 11.16 8.88 7.37 6.29 11.3 8.97 7.43 6.34
Helix 30°
Draft angle
The effectiveunder-neck length
Interferenceangleθκ
The actual effective length in incline angles is different from Epoch Deep Radius Evolution EPDRE-ATH.Please recheck the interference area.
【Note】
× ×EPDREH-TH3 Epoch Deep Radius Evolution Hard-TH3
Product Name Outer Dia. EndShapeRe-grinding compatibility
range(mm)Item Code
Re-grinding compatibility range table
L ine Up
Carbide TH3Coated
Item code StockActual effective length
in incline angles
0.5° 1° 1.5° 3°2°
Tooldia.Dc
Cornerradius
r
Under necklengthR2
FlutelengthR
Neckdia.D1
Overalllength
L
Shankdia.Ds
Size(mm) Interferenceangleθκ(°)

Work material
Ratio to standard depth of cut
Pre-hardenedSteels
(35~45HRC)
Hardened Steels
(45~55HRC)Hardened Steels
(55~65HRC)
Tool dia.Dc(mm)
Cornerradius
(mm)
ap(mm)
Under necklength(mm)
Hardened Steels
(68~72HRC)100% 85% 80% 65%
Hardened Steels
(65~68HRC)55%
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
1 2 3 4 5
Please refer to P.8 about high accuracy cutting conditions
Work material
Ratio to standard depth of cut
Pre-hardenedSteels
(35~45HRC)
Hardened Steels
(45~55HRC)Hardened Steels
(55~65HRC)
Tool dia.Dc(mm)
Cornerradius
(mm)
ap(mm)
Under necklength(mm)
Hardened Steels
(68~72HRC)100% 85% 80% 65%
Hardened Steels
(65~68HRC)55%
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
1 2 3 4 5
0.016
0.011
0.02
0.014
0.016
0.011
0.021
0.012
0.016
0.013
0.025
0.016
0.033
0.028
0.016
0.013
0.01
0.03
0.023
0.017
0.035
0.03
0.02
0.016
0.013
0.028
0.019
0.035
0.024
0.023
0.016
0.038
0.026
0.047
0.032
0.081
0.056
550
550
550
550
550
440
550
440
620
560
620
560
620
560
620
620
470
620
620
470
620
620
470
770
590
770
590
770
590
1,110
890
1,110
890
1,110
890
1,110
890
450
450
450
450
440
360
440
360
510
460
510
460
510
460
510
510
380
510
510
380
510
510
380
640
480
640
480
640
480
900
720
900
720
900
720
900
720
37,500
37,500
37,500
37,500
36,000
29,160
36,000
29,160
28,800
28,800
28,800
28,800
28,800
28,800
28,800
28,800
23,330
28,800
28,800
23,330
28,800
28,800
23,330
28,800
23,330
28,800
23,330
28,800
23,330
30,000
30,000
30,000
30,000
30,000
30,000
30,000
30,000
42,500
42,500
42,500
42,500
40,800
33,050
40,800
33,050
32,260
32,260
32,260
32,260
32,260
32,260
32,260
32,260
26,440
32,260
32,260
26,440
32,260
32,260
26,440
32,260
26,440
32,260
26,440
32,260
26,440
34,000
34,000
34,000
34,000
34,000
34,000
34,000
34,000
710
710
710
710
730
590
730
590
790
710
790
710
790
710
790
790
630
790
790
630
790
790
630
990
790
990
790
990
790
1,410
1,130
1,410
1,130
1,410
1,130
1,410
1,130
35,000
35,000
35,000
35,000
33,600
27,220
33,600
27,220
26,730
26,730
26,730
26,730
26,730
26,730
26,730
26,730
21,770
26,730
26,730
21,770
26,730
26,730
21,770
26,730
21,770
26,730
21,770
26,730
21,770
28,000
28,000
28,000
28,000
28,000
28,000
28,000
28,000
31,500
31,500
31,500
31,500
30,240
24,490
30,240
24,490
24,050
24,050
24,050
24,050
24,050
24,050
24,050
24,050
19,600
24,050
24,050
19,600
24,050
24,050
19,600
24,050
19,600
24,050
19,600
24,050
19,600
25,200
25,200
25,200
25,200
25,200
25,200
25,200
25,200
410
410
410
410
400
320
400
320
460
410
460
410
460
410
460
460
340
460
460
340
460
460
340
570
430
570
430
570
430
810
650
810
650
810
650
810
650
320
320
320
320
310
250
310
250
360
320
360
320
360
320
360
360
270
360
360
270
360
360
270
440
330
440
330
440
330
630
510
630
510
630
510
630
510
31,880
31,880
31,880
31,880
30,600
24,790
30,600
24,790
24,480
24,480
24,480
24,480
24,480
24,480
24,480
24,480
19,830
24,480
24,480
19,830
24,480
24,480
19,830
24,480
19,830
24,480
19,830
24,480
19,830
25,500
25,500
25,500
25,500
25,500
25,500
25,500
25,500
0.5
1
0.5
1
1
2
1
2
1
2
1
2
1
2
1
2
3
1
2
3
1
2
3
2
4
2
4
2
4
2
4
2
4
2
4
2
4
0.2
0.3
0.4
0.5
0.6
0.8
0.02
0.05
0.02
0.05
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.2
0.016
0.013
0.01
0.008
0.046
0.027
0.017
0.016
0.065
0.038
0.024
0.024
0.11
0.07
0.04
0.04
1,420
1,290
1,050
930
1,420
1,290
1,050
930
1,420
1,290
1,050
930
1,420
1,290
1,050
930
1,160
1,060
860
760
1,160
1,060
860
760
1,160
1,060
860
760
1,160
1,060
860
760
29,620
27,000
21,870
19,440
29,620
27,000
21,870
19,440
29,620
27,000
21,870
19,440
29,620
27,000
21,870
19,440
33,440
30,600
24,790
22,030
33,440
30,600
24,790
22,030
33,440
30,600
24,790
22,030
33,440
30,600
24,790
22,030
1,810
1,650
1,340
1,190
1,810
1,650
1,340
1,190
1,810
1,650
1,340
1,190
1,810
1,650
1,340
1,190
27,710
25,200
20,410
18,140
27,710
25,200
20,410
18,140
27,710
25,200
20,410
18,140
27,710
25,200
20,410
18,140
24,940
22,680
18,370
16,330
24,940
22,680
18,370
16,330
24,940
22,680
18,370
16,330
24,940
22,680
18,370
16,330
1,050
950
770
680
1,050
950
770
680
1,050
950
770
680
1,050
950
770
680
810
740
600
530
810
740
600
530
810
740
600
530
810
740
600
530
25,170
22,950
18,590
16,520
25,170
22,950
18,590
16,520
25,170
22,950
18,590
16,520
25,170
22,950
18,590
16,520
2
4
6
8
2
4
6
8
2
4
6
8
2
4
6
8
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
(1) ap is shown as the criteria for Group1 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.(2) When performing cutting where cutting chips may cause clogging, such as for rib cutting, blind grooves, etc., cutting depth setting should be set by multiplying a cutting depth factor to calculate the cutting depth amount, and this amount should then be reduced to 80% of the calculated value.(3) Adjust by setting ae to (5 or less)×(ap)×(cutting depth ratio). When performing finishing cutting, calculate the theoretical cusp height and set accordingly.(4) The recommended slope entrance angle when engraving is 1° or less. In addition, feed rate should be adjusted to 70% or less of the values in the cutting condition table.(5) When slotting such engraving letters, adjust feed rate to 50% or less and ap to 30% or less of the values shown. In addition, cutting by reciprocal cutting is recommended.
Cutting depth setting example: When cutting rib groove contours in hardened steel (50HRC) using an EPDREH2010-2-02-TH3 tool:
【Note】
Cutting depth = 0.11 (ap) × 0.85 (cutting depth factor for Group 2 hardened steel) × 0.8 (for closed-area cutting) = 0.075mm
High efficiencycuttiing condition
High accuracy cuttiing condition
1
0.02
0.05
0.1
0.2
0706
Recommended Cutting Conditions

Work material
Ratio to standard depth of cut
Pre-hardenedSteels
(35~45HRC)
Hardened Steels
(45~55HRC)Hardened Steels
(55~65HRC)
Tool dia.Dc(mm)
Cornerradius
(mm)
ap(mm)
Under necklength(mm)
Hardened Steels
(68~72HRC)100% 85% 80% 65%
Hardened Steels
(65~68HRC)55%
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
1 2 3 4 5
Please refer to P.8 about high accuracy cutting conditions
Work material
Ratio to standard depth of cut
Pre-hardenedSteels
(35~45HRC)
Hardened Steels
(45~55HRC)Hardened Steels
(55~65HRC)
Tool dia.Dc(mm)
Cornerradius
(mm)
ap(mm)
Under necklength(mm)
Hardened Steels
(68~72HRC)100% 85% 80% 65%
Hardened Steels
(65~68HRC)55%
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
1 2 3 4 5
0.016
0.011
0.02
0.014
0.016
0.011
0.021
0.012
0.016
0.013
0.025
0.016
0.033
0.028
0.016
0.013
0.01
0.03
0.023
0.017
0.035
0.03
0.02
0.016
0.013
0.028
0.019
0.035
0.024
0.023
0.016
0.038
0.026
0.047
0.032
0.081
0.056
550
550
550
550
550
440
550
440
620
560
620
560
620
560
620
620
470
620
620
470
620
620
470
770
590
770
590
770
590
1,110
890
1,110
890
1,110
890
1,110
890
450
450
450
450
440
360
440
360
510
460
510
460
510
460
510
510
380
510
510
380
510
510
380
640
480
640
480
640
480
900
720
900
720
900
720
900
720
37,500
37,500
37,500
37,500
36,000
29,160
36,000
29,160
28,800
28,800
28,800
28,800
28,800
28,800
28,800
28,800
23,330
28,800
28,800
23,330
28,800
28,800
23,330
28,800
23,330
28,800
23,330
28,800
23,330
30,000
30,000
30,000
30,000
30,000
30,000
30,000
30,000
42,500
42,500
42,500
42,500
40,800
33,050
40,800
33,050
32,260
32,260
32,260
32,260
32,260
32,260
32,260
32,260
26,440
32,260
32,260
26,440
32,260
32,260
26,440
32,260
26,440
32,260
26,440
32,260
26,440
34,000
34,000
34,000
34,000
34,000
34,000
34,000
34,000
710
710
710
710
730
590
730
590
790
710
790
710
790
710
790
790
630
790
790
630
790
790
630
990
790
990
790
990
790
1,410
1,130
1,410
1,130
1,410
1,130
1,410
1,130
35,000
35,000
35,000
35,000
33,600
27,220
33,600
27,220
26,730
26,730
26,730
26,730
26,730
26,730
26,730
26,730
21,770
26,730
26,730
21,770
26,730
26,730
21,770
26,730
21,770
26,730
21,770
26,730
21,770
28,000
28,000
28,000
28,000
28,000
28,000
28,000
28,000
31,500
31,500
31,500
31,500
30,240
24,490
30,240
24,490
24,050
24,050
24,050
24,050
24,050
24,050
24,050
24,050
19,600
24,050
24,050
19,600
24,050
24,050
19,600
24,050
19,600
24,050
19,600
24,050
19,600
25,200
25,200
25,200
25,200
25,200
25,200
25,200
25,200
410
410
410
410
400
320
400
320
460
410
460
410
460
410
460
460
340
460
460
340
460
460
340
570
430
570
430
570
430
810
650
810
650
810
650
810
650
320
320
320
320
310
250
310
250
360
320
360
320
360
320
360
360
270
360
360
270
360
360
270
440
330
440
330
440
330
630
510
630
510
630
510
630
510
31,880
31,880
31,880
31,880
30,600
24,790
30,600
24,790
24,480
24,480
24,480
24,480
24,480
24,480
24,480
24,480
19,830
24,480
24,480
19,830
24,480
24,480
19,830
24,480
19,830
24,480
19,830
24,480
19,830
25,500
25,500
25,500
25,500
25,500
25,500
25,500
25,500
0.5
1
0.5
1
1
2
1
2
1
2
1
2
1
2
1
2
3
1
2
3
1
2
3
2
4
2
4
2
4
2
4
2
4
2
4
2
4
0.2
0.3
0.4
0.5
0.6
0.8
0.02
0.05
0.02
0.05
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.2
0.016
0.013
0.01
0.008
0.046
0.027
0.017
0.016
0.065
0.038
0.024
0.024
0.11
0.07
0.04
0.04
1,420
1,290
1,050
930
1,420
1,290
1,050
930
1,420
1,290
1,050
930
1,420
1,290
1,050
930
1,160
1,060
860
760
1,160
1,060
860
760
1,160
1,060
860
760
1,160
1,060
860
760
29,620
27,000
21,870
19,440
29,620
27,000
21,870
19,440
29,620
27,000
21,870
19,440
29,620
27,000
21,870
19,440
33,440
30,600
24,790
22,030
33,440
30,600
24,790
22,030
33,440
30,600
24,790
22,030
33,440
30,600
24,790
22,030
1,810
1,650
1,340
1,190
1,810
1,650
1,340
1,190
1,810
1,650
1,340
1,190
1,810
1,650
1,340
1,190
27,710
25,200
20,410
18,140
27,710
25,200
20,410
18,140
27,710
25,200
20,410
18,140
27,710
25,200
20,410
18,140
24,940
22,680
18,370
16,330
24,940
22,680
18,370
16,330
24,940
22,680
18,370
16,330
24,940
22,680
18,370
16,330
1,050
950
770
680
1,050
950
770
680
1,050
950
770
680
1,050
950
770
680
810
740
600
530
810
740
600
530
810
740
600
530
810
740
600
530
25,170
22,950
18,590
16,520
25,170
22,950
18,590
16,520
25,170
22,950
18,590
16,520
25,170
22,950
18,590
16,520
2
4
6
8
2
4
6
8
2
4
6
8
2
4
6
8
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
(1) ap is shown as the criteria for Group1 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.(2) When performing cutting where cutting chips may cause clogging, such as for rib cutting, blind grooves, etc., cutting depth setting should be set by multiplying a cutting depth factor to calculate the cutting depth amount, and this amount should then be reduced to 80% of the calculated value.(3) Adjust by setting ae to (5 or less)×(ap)×(cutting depth ratio). When performing finishing cutting, calculate the theoretical cusp height and set accordingly.(4) The recommended slope entrance angle when engraving is 1° or less. In addition, feed rate should be adjusted to 70% or less of the values in the cutting condition table.(5) When slotting such engraving letters, adjust feed rate to 50% or less and ap to 30% or less of the values shown. In addition, cutting by reciprocal cutting is recommended.
Cutting depth setting example: When cutting rib groove contours in hardened steel (50HRC) using an EPDREH2010-2-02-TH3 tool:
【Note】
Cutting depth = 0.11 (ap) × 0.85 (cutting depth factor for Group 2 hardened steel) × 0.8 (for closed-area cutting) = 0.075mm
High efficiencycuttiing condition
High accuracy cuttiing condition
1
0.02
0.05
0.1
0.2
0706
Recommended Cutting Conditions

Work material
Ratio to standard depth of cut
Pre-hardenedSteels
(35~45HRC)
Hardened Steels
(45~55HRC)Hardened Steels
(55~65HRC)
Tool dia.Dc(mm)
Cornerradius
(mm)
ap(mm)
Under necklength(mm)
Hardened Steels
(68~72HRC)100% 85% 80% 65%
Hardened Steels
(65~68HRC)55%
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
1 2 3 4 5
Please refer to P.6 about high efficiency cutting conditions
0.016
0.011
0.02
0.014
0.016
0.011
0.021
0.012
0.016
0.013
0.025
0.016
0.033
0.028
0.016
0.013
0.01
0.03
0.023
0.017
0.035
0.03
0.02
0.016
0.013
0.028
0.019
0.035
0.024
0.023
0.016
0.038
0.026
0.047
0.032
0.081
0.056
180
180
180
180
340
300
340
300
320
290
320
290
320
290
380
380
320
380
380
320
380
380
320
390
280
390
280
390
280
400
320
400
320
400
320
400
320
160
160
160
160
320
290
320
290
270
240
270
240
270
240
320
320
260
320
320
260
320
320
260
320
230
320
230
320
230
360
290
360
290
360
290
360
290
50,000
50,000
50,000
50,000
50,000
45,000
50,000
45,000
40,000
36,000
40,000
36,000
40,000
36,000
30,000
30,000
27,000
30,000
30,000
27,000
30,000
30,000
27,000
28,200
23,600
28,200
23,600
28,200
23,600
20,000
20,000
20,000
20,000
20,000
20,000
20,000
20,000
50,000
50,000
50,000
50,000
50,000
45,000
50,000
45,000
50,000
45,000
50,000
45,000
50,000
45,000
40,000
40,000
36,000
40,000
40,000
36,000
40,000
40,000
36,000
37,830
27,800
37,830
27,800
37,830
27,800
28,000
28,000
28,000
28,000
28,000
28,000
28,000
28,000
210
210
210
210
460
420
460
420
460
410
460
410
460
410
460
460
410
460
460
410
460
460
410
600
440
600
440
600
440
650
520
650
520
650
520
650
520
50,000
50,000
50,000
50,000
50,000
45,000
50,000
45,000
36,000
34,000
36,000
34,000
36,000
34,000
28,000
28,000
24,500
28,000
28,000
24,500
28,000
28,000
24,500
23,000
21,000
23,000
21,000
23,000
21,000
20,000
20,000
20,000
20,000
20,000
20,000
20,000
20,000
45,000
45,000
45,000
45,000
45,000
40,500
45,000
40,500
32,400
30,600
32,400
30,600
32,400
30,600
25,200
25,200
22,050
25,200
25,200
22,050
25,200
25,200
22,050
20,700
18,900
20,700
18,900
20,700
18,900
18,000
18,000
18,000
18,000
18,000
18,000
18,000
18,000
140
140
140
140
290
260
290
260
240
220
240
220
240
220
280
280
230
280
280
230
280
280
230
290
210
290
210
290
210
320
260
320
260
320
260
320
260
110
110
110
110
220
200
220
200
190
170
190
170
190
170
220
220
180
220
220
180
220
220
180
220
160
220
160
220
160
250
200
250
200
250
200
250
200
42,500
42,500
42,500
42,500
42,500
38,250
42,500
38,250
30,600
28,900
30,600
28,900
30,600
28,900
23,800
23,800
20,830
23,800
23,800
20,830
23,800
23,800
20,830
19,550
17,850
19,550
17,850
19,550
17,850
17,000
17,000
17,000
17,000
17,000
17,000
17,000
17,000
0.5
1
0.5
1
1
2
1
2
1
2
1
2
1
2
1
2
3
1
2
3
1
2
3
2
4
2
4
2
4
2
4
2
4
2
4
2
4
0.2
0.3
0.4
0.5
0.6
0.8
0.02
0.05
0.02
0.05
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.2
0.016
0.013
0.01
0.008
0.046
0.027
0.017
0.016
0.065
0.038
0.024
0.024
0.11
0.07
0.04
0.04
960
820
660
590
960
820
660
590
960
820
660
590
960
820
660
590
800
670
540
480
800
670
540
480
800
670
540
480
800
670
540
480
26,730
24,300
19,680
17,500
26,730
24,300
19,680
17,500
26,730
24,300
19,680
17,500
26,730
24,300
19,680
17,500
30,290
27,540
22,310
19,830
30,250
28,920
24,540
19,830
30,290
27,540
22,310
19,830
30,290
27,540
22,310
19,830
1,210
1,040
840
750
1,210
1,130
930
750
1,210
1,040
840
750
1,210
1,040
840
750
24,950
22,680
18,370
16,330
24,950
22,680
18,370
16,330
24,950
22,680
18,370
16,330
24,950
22,680
18,370
16,330
22,450
20,410
16,530
14,700
22,450
20,410
16,530
14,700
22,450
20,410
16,530
14,700
22,450
20,410
16,530
14,700
720
600
490
430
720
600
490
430
720
600
490
430
720
600
490
430
560
470
380
340
560
470
380
340
560
470
380
340
560
470
380
340
21,210
19,280
15,620
13,880
21,210
19,280
15,620
13,880
21,210
19,280
15,620
13,880
21,210
19,280
15,620
13,880
2
4
6
8
2
4
6
8
2
4
6
8
2
4
6
8
0.02
0.05
0.1
0.2
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
(1) ap is shown as the criteria for Group1 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.(2) When performing cutting where cutting chips may cause clogging, such as for rib cutting, blind grooves, etc., cutting depth setting should be set by multiplying a cutting depth factor to calculate the cutting depth amount, and this amount should then be reduced to 80% of the calculated value.(3) Adjust by setting ae to (5 or less)×(ap)×(cutting depth ratio). When performing finishing cutting, calculate the theoretical cusp height and set accordingly.(4) The recommended slope entrance angle when engraving is 1° or less. In addition, feed rate should be adjusted to 70% or less of the values in the cutting condition table.(5) When slotting such engraving letters, adjust feed rate to 50% or less and ap to 30% or less of the values shown. In addition, cutting by reciprocal cutting is recommended.
Cutting depth setting example: When cutting rib groove contours in hardened steel (50HRC) using an EPDREH2010-2-02-TH3 tool:
【Note】
Cutting depth = 0.11 (ap) × 0.85 (cutting depth factor for Group 2 hardened steel) × 0.8 (for closed-area cutting) = 0.075mm
Recommended Cutting Conditions
High efficiencycuttiing condition
High accuracycuttiing condition
Work material
Ratio to standard depth of cut
Pre-hardenedSteels
(35~45HRC)
Hardened Steels
(45~55HRC)Hardened Steels
(55~65HRC)
Tool dia.Dc(mm)
Cornerradius
(mm)
ap(mm)
Under necklength(mm)
Hardened Steels
(68~72HRC)100% 85% 80% 65%
Hardened Steels
(65~68HRC)55%
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
1 2 3 4 5
1
0908

Work material
Ratio to standard depth of cut
Pre-hardenedSteels
(35~45HRC)
Hardened Steels
(45~55HRC)Hardened Steels
(55~65HRC)
Tool dia.Dc(mm)
Cornerradius
(mm)
ap(mm)
Under necklength(mm)
Hardened Steels
(68~72HRC)100% 85% 80% 65%
Hardened Steels
(65~68HRC)55%
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
1 2 3 4 5
Please refer to P.6 about high efficiency cutting conditions
0.016
0.011
0.02
0.014
0.016
0.011
0.021
0.012
0.016
0.013
0.025
0.016
0.033
0.028
0.016
0.013
0.01
0.03
0.023
0.017
0.035
0.03
0.02
0.016
0.013
0.028
0.019
0.035
0.024
0.023
0.016
0.038
0.026
0.047
0.032
0.081
0.056
180
180
180
180
340
300
340
300
320
290
320
290
320
290
380
380
320
380
380
320
380
380
320
390
280
390
280
390
280
400
320
400
320
400
320
400
320
160
160
160
160
320
290
320
290
270
240
270
240
270
240
320
320
260
320
320
260
320
320
260
320
230
320
230
320
230
360
290
360
290
360
290
360
290
50,000
50,000
50,000
50,000
50,000
45,000
50,000
45,000
40,000
36,000
40,000
36,000
40,000
36,000
30,000
30,000
27,000
30,000
30,000
27,000
30,000
30,000
27,000
28,200
23,600
28,200
23,600
28,200
23,600
20,000
20,000
20,000
20,000
20,000
20,000
20,000
20,000
50,000
50,000
50,000
50,000
50,000
45,000
50,000
45,000
50,000
45,000
50,000
45,000
50,000
45,000
40,000
40,000
36,000
40,000
40,000
36,000
40,000
40,000
36,000
37,830
27,800
37,830
27,800
37,830
27,800
28,000
28,000
28,000
28,000
28,000
28,000
28,000
28,000
210
210
210
210
460
420
460
420
460
410
460
410
460
410
460
460
410
460
460
410
460
460
410
600
440
600
440
600
440
650
520
650
520
650
520
650
520
50,000
50,000
50,000
50,000
50,000
45,000
50,000
45,000
36,000
34,000
36,000
34,000
36,000
34,000
28,000
28,000
24,500
28,000
28,000
24,500
28,000
28,000
24,500
23,000
21,000
23,000
21,000
23,000
21,000
20,000
20,000
20,000
20,000
20,000
20,000
20,000
20,000
45,000
45,000
45,000
45,000
45,000
40,500
45,000
40,500
32,400
30,600
32,400
30,600
32,400
30,600
25,200
25,200
22,050
25,200
25,200
22,050
25,200
25,200
22,050
20,700
18,900
20,700
18,900
20,700
18,900
18,000
18,000
18,000
18,000
18,000
18,000
18,000
18,000
140
140
140
140
290
260
290
260
240
220
240
220
240
220
280
280
230
280
280
230
280
280
230
290
210
290
210
290
210
320
260
320
260
320
260
320
260
110
110
110
110
220
200
220
200
190
170
190
170
190
170
220
220
180
220
220
180
220
220
180
220
160
220
160
220
160
250
200
250
200
250
200
250
200
42,500
42,500
42,500
42,500
42,500
38,250
42,500
38,250
30,600
28,900
30,600
28,900
30,600
28,900
23,800
23,800
20,830
23,800
23,800
20,830
23,800
23,800
20,830
19,550
17,850
19,550
17,850
19,550
17,850
17,000
17,000
17,000
17,000
17,000
17,000
17,000
17,000
0.5
1
0.5
1
1
2
1
2
1
2
1
2
1
2
1
2
3
1
2
3
1
2
3
2
4
2
4
2
4
2
4
2
4
2
4
2
4
0.2
0.3
0.4
0.5
0.6
0.8
0.02
0.05
0.02
0.05
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.02
0.05
0.1
0.2
0.016
0.013
0.01
0.008
0.046
0.027
0.017
0.016
0.065
0.038
0.024
0.024
0.11
0.07
0.04
0.04
960
820
660
590
960
820
660
590
960
820
660
590
960
820
660
590
800
670
540
480
800
670
540
480
800
670
540
480
800
670
540
480
26,730
24,300
19,680
17,500
26,730
24,300
19,680
17,500
26,730
24,300
19,680
17,500
26,730
24,300
19,680
17,500
30,290
27,540
22,310
19,830
30,250
28,920
24,540
19,830
30,290
27,540
22,310
19,830
30,290
27,540
22,310
19,830
1,210
1,040
840
750
1,210
1,130
930
750
1,210
1,040
840
750
1,210
1,040
840
750
24,950
22,680
18,370
16,330
24,950
22,680
18,370
16,330
24,950
22,680
18,370
16,330
24,950
22,680
18,370
16,330
22,450
20,410
16,530
14,700
22,450
20,410
16,530
14,700
22,450
20,410
16,530
14,700
22,450
20,410
16,530
14,700
720
600
490
430
720
600
490
430
720
600
490
430
720
600
490
430
560
470
380
340
560
470
380
340
560
470
380
340
560
470
380
340
21,210
19,280
15,620
13,880
21,210
19,280
15,620
13,880
21,210
19,280
15,620
13,880
21,210
19,280
15,620
13,880
2
4
6
8
2
4
6
8
2
4
6
8
2
4
6
8
0.02
0.05
0.1
0.2
① Use the appropriate coolant for the work material and machining shape.② These Recommended Cutting Conditions indicate only the rule of a thumb for the cutting conditions. In actual machining, the condition should be adjusted according to the machining shape, purpose and the machine type. ③ If the rpm of the machine is low, lower the feed rate also to put the rpm and feed rate in the same ratio.
(1) ap is shown as the criteria for Group1 workpieces. For other groups, adjust the cutting depth according to the cutting depth factors in the above table.(2) When performing cutting where cutting chips may cause clogging, such as for rib cutting, blind grooves, etc., cutting depth setting should be set by multiplying a cutting depth factor to calculate the cutting depth amount, and this amount should then be reduced to 80% of the calculated value.(3) Adjust by setting ae to (5 or less)×(ap)×(cutting depth ratio). When performing finishing cutting, calculate the theoretical cusp height and set accordingly.(4) The recommended slope entrance angle when engraving is 1° or less. In addition, feed rate should be adjusted to 70% or less of the values in the cutting condition table.(5) When slotting such engraving letters, adjust feed rate to 50% or less and ap to 30% or less of the values shown. In addition, cutting by reciprocal cutting is recommended.
Cutting depth setting example: When cutting rib groove contours in hardened steel (50HRC) using an EPDREH2010-2-02-TH3 tool:
【Note】
Cutting depth = 0.11 (ap) × 0.85 (cutting depth factor for Group 2 hardened steel) × 0.8 (for closed-area cutting) = 0.075mm
Recommended Cutting Conditions
High efficiencycuttiing condition
High accuracycuttiing condition
Work material
Ratio to standard depth of cut
Pre-hardenedSteels
(35~45HRC)
Hardened Steels
(45~55HRC)Hardened Steels
(55~65HRC)
Tool dia.Dc(mm)
Cornerradius
(mm)
ap(mm)
Under necklength(mm)
Hardened Steels
(68~72HRC)100% 85% 80% 65%
Hardened Steels
(65~68HRC)55%
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
Revolutionn
min-1
Feed ratev f
mm/min
1 2 3 4 5
1
0908

1110
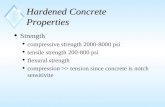
Tool wear after 60 minutes machining of STAVAX (52 HRC). Application for vertical wall finishing.
Tool wear after 66 minutes machining of PD613 (58 HRC).
Comparison of wall surface finishing accuracy PD613 (58HRC)
EPDREH-TH3 Conventional 4flutesradius end mill
EPDREH-TH3 Conventional 2flutesradius end mill
Conventional 2flutesradius end mill
Flank wear 19μm
Flank wear 43μm Flank wear 65μm
Flank wear 38μm Flank wear 46μm
Tool size :φ1(r0.05) Under neck length 2mmWork material :STAVAX (52HRC)Machine :Vertical MC (HSK-F63)Cutting method :Flat machiningCutting conditions :n=28,662min-1
(vc=90m/min) vf=1,376mm/min (2flutes:fz=0.024mm/t) (4flutes:fz=0.012mm/t) ap0.02mm ae 0.1mm Dry(Air blow)
Tool size :φ0.8(r0.05)Under neck length 2mmWork material :PD613(58HRC)Machine :Vertical MC (HSK-F63)Cutting method :Contour pocketing (Pocket size:10×10×0.5mm)Cutting conditions :n=23,000min-1(vc=58m/min) vf=700mm/min (fz=0.015mm/t) ap0.02mm ae 0.16mm Mist blow
Tool size :φ0.8(r0.2)Under neck length 4mmWork material :PD613(58HRC) Machine :Vertical MC (HSK-E25)Cutting conditions :n=23,000min-1 (vc=57.8m/min) vf=600mm/min(2flutes fz=0.013mm/t, 4flutes fz=0.0065mm/t) ap0.015mm ae0.05mm Mist blow
0.05mm
0.1mm
Wear is less than half of conventional tools by the effect of TH3. Excellent wear even under the same cutting conditions as a 4-flute end mill.
Performs superior wear resistance in high hardness steel machining compared to conventional tools.
Reduces cutting remain approx. 60% compared to conventional tools
20mm 19.6mm 4mm4mm
Incline angle : 0° (Vertical wall)
EPDREH-TH3
6.0
16.5
0.85
4.0
Conventional2flutes radius end mill
EPDREH-TH3 Conventional
Conventional4flutes radius end mill
30
25
20
15
10
5
0Cut
ting
rem
ain
per o
ne s
ide
on v
ertic
al w
all
(μm
)
10
5
0
Cut
ting
rem
ain
of m
achi
ned
verti
cal w
all
(μm
)
16.5
※Finishing allowance : 0.05mm Figure Machining shape
FInishing time : 10min
Machine : Vertical MC(HSK-E32), Work material: STAVAX(52HRC) Coolant : Mist blow
Process
Rouging
Semi-finishing
FInishing
Tools
EHHRE6040-S6-TH3
EPDREH2008-2-005-TH3
EPDREH2008-2-005-TH3
4
0.8
0.8
0.397
0.05
0.05
3
2.5
2.5
6
2
2
6,400
25,000
25,000
80
63
63
3,840
800
800
0.1
0.016
0.016
0.04
0.03
0.03
2.8
0.25
0.1
0.1
0.03
0
56min
177min
124min
Tooldia.
Cornerradius
L/D No. offlutes
Finishingallowance
(mm)
Machiningtimen
(min-1)vc
(m/min)v f
(mm/min)fz
(mm/t)ap
(mm)ae
(mm)
■ Measurement result of convex part (After machining 20 pieces)※Set CAM with nominal diameter
Work shape
(Unit:mm)
For high-precision machining
※Set CAM with nominal diameter
General radius end mill(R accuracy : based on tool dia.)
EPDREH-TH3(R accuracy : based on tool center axis)
For high-precision machining,it is necessary to measure
the tool diameter and input themeasured value to CAM.
High precision machining is possibleby inputting nominal diameter to CAM.
Cutting remain should increaseif the measured value is not input to CAM.
R accuracy based on tool center axis reduces cutting remain than conventional tools.
PointEPDREH-TH3 enables high precision finishing even inputting nominal diameter to CAM since corner R accuracy is guaranteed with basis of tool center axis as same as ball end mill.
←Target ←Target
4555
Convex part :5.0×9.0×1.9mm
Measurement point
1.9
9.0 5.0
EPDREH-TH3 reduces the cutting remain,and enables high-precision machining close to the target dimensions.
Field data

1110
Tool wear after 60 minutes machining of STAVAX (52 HRC). Application for vertical wall finishing.
Tool wear after 66 minutes machining of PD613 (58 HRC).
Comparison of wall surface finishing accuracy PD613 (58HRC)
EPDREH-TH3 Conventional 4flutesradius end mill
EPDREH-TH3 Conventional 2flutesradius end mill
Conventional 2flutesradius end mill
Flank wear 19μm
Flank wear 43μm Flank wear 65μm
Flank wear 38μm Flank wear 46μm
Tool size :φ1(r0.05) Under neck length 2mmWork material :STAVAX (52HRC)Machine :Vertical MC (HSK-F63)Cutting method :Flat machiningCutting conditions :n=28,662min-1
(vc=90m/min) vf=1,376mm/min (2flutes:fz=0.024mm/t) (4flutes:fz=0.012mm/t) ap0.02mm ae 0.1mm Dry(Air blow)
Tool size :φ0.8(r0.05)Under neck length 2mmWork material :PD613(58HRC)Machine :Vertical MC (HSK-F63)Cutting method :Contour pocketing (Pocket size:10×10×0.5mm)Cutting conditions :n=23,000min-1(vc=58m/min) vf=700mm/min (fz=0.015mm/t) ap0.02mm ae 0.16mm Mist blow
Tool size :φ0.8(r0.2)Under neck length 4mmWork material :PD613(58HRC) Machine :Vertical MC (HSK-E25)Cutting conditions :n=23,000min-1 (vc=57.8m/min) vf=600mm/min(2flutes fz=0.013mm/t, 4flutes fz=0.0065mm/t) ap0.015mm ae0.05mm Mist blow
0.05mm
0.1mm
Wear is less than half of conventional tools by the effect of TH3. Excellent wear even under the same cutting conditions as a 4-flute end mill.
Performs superior wear resistance in high hardness steel machining compared to conventional tools.
Reduces cutting remain approx. 60% compared to conventional tools
20mm 19.6mm 4mm4mm
Incline angle : 0° (Vertical wall)
EPDREH-TH3
6.0
16.5
0.85
4.0
Conventional2flutes radius end mill
EPDREH-TH3 Conventional
Conventional4flutes radius end mill
30
25
20
15
10
5
0Cut
ting
rem
ain
per o
ne s
ide
on v
ertic
al w
all
(μm
)
10
5
0
Cut
ting
rem
ain
of m
achi
ned
verti
cal w
all
(μm
)
16.5
※Finishing allowance : 0.05mm Figure Machining shape
FInishing time : 10min
Machine : Vertical MC(HSK-E32), Work material: STAVAX(52HRC) Coolant : Mist blow
Process
Rouging
Semi-finishing
FInishing
Tools
EHHRE6040-S6-TH3
EPDREH2008-2-005-TH3
EPDREH2008-2-005-TH3
4
0.8
0.8
0.397
0.05
0.05
3
2.5
2.5
6
2
2
6,400
25,000
25,000
80
63
63
3,840
800
800
0.1
0.016
0.016
0.04
0.03
0.03
2.8
0.25
0.1
0.1
0.03
0
56min
177min
124min
Tooldia.
Cornerradius
L/D No. offlutes
Finishingallowance
(mm)
Machiningtimen
(min-1)vc
(m/min)v f
(mm/min)fz
(mm/t)ap
(mm)ae
(mm)
■ Measurement result of convex part (After machining 20 pieces)※Set CAM with nominal diameter
Work shape
(Unit:mm)
For high-precision machining
※Set CAM with nominal diameter
General radius end mill(R accuracy : based on tool dia.)
EPDREH-TH3(R accuracy : based on tool center axis)
For high-precision machining,it is necessary to measure
the tool diameter and input themeasured value to CAM.
High precision machining is possibleby inputting nominal diameter to CAM.
Cutting remain should increaseif the measured value is not input to CAM.
R accuracy based on tool center axis reduces cutting remain than conventional tools.
PointEPDREH-TH3 enables high precision finishing even inputting nominal diameter to CAM since corner R accuracy is guaranteed with basis of tool center axis as same as ball end mill.
←Target ←Target
4555
Convex part :5.0×9.0×1.9mm
Measurement point
1.9
9.0 5.0
EPDREH-TH3 reduces the cutting remain,and enables high-precision machining close to the target dimensions.
Field data

EPDREH-TH3Epoch Deep Radius Evolution Hard-TH3
Radius End Mill for Hardened Steel
New Produc t News No.1903E-1 2020-4
2020-4(K)2019-5:FP
Attentions on Safety
2. Cautions regarding mounting(1) Before use, check the outside appearance of the tool for scratches, cracks, etc. and that it is firmly mounted in the collet chuck, etc.(2) If abnormal chattering, etc. occurs during use, stop the machine immediately and remove the cause of the chattering.
4. Cautions regarding regrinding(1) If regrinding is not performed at the proper time, there is a risk of the tool breaking. Replace the tool with one in good condition, or perform regrinding.(2) Grinding dust will be created when regrinding a tool. When regrinding, be sure to attach a safety cover over the work area and wear safety clothes such as safety
goggles, etc.(3) This product contains the specified chemical substance cobalt and its inorganic compounds. When performing regrinding or similar processing, be sure to handle the
processing in accordance with thelocal laws and regulations regarding prevention of hazards due to specified chemical substances.
1. Cautions regarding handling(1) When removing the tool from its case (packaging), be careful that the tool does not pop out or is dropped. Be particularly careful regarding contact with the tool flutes. (2) When handling tools with sharp cutting flutes, be careful not to touch the cutting flutes directly with your bare hands.
3. Cautions during use(1) Before use, confirm the dimensions and direction of rotation of the tool and milling work material.(2) The numerical values in the standard cutting conditions table should be used as criteria when starting new work. The cutting conditions should be adjusted as
appropriate when the cutting depth is large, the rigidity of the machine being used is low, or according to the conditions of the work material.(3) Cutting tools are made of a hard material. During use, they may break and fly off. In addition, cutting chips may also fly off. Since there is a danger of injury to
workers, fire, or eye damage from such flying pieces, a safety cover should be attached when work is performed and safety equipment such as safety goggles should be worn to create a safe environment for work.
(4) There is a risk of fire or inflammation due to sparks, heat due to breakage, and cutting chips. Do not use where there is a risk of fire or explosion. Please caution of fire while using oil base coolant, fire prevention is necessary.
(5) Do not use the tool for any purpose other than that for which it is intended.
Specifications for the products listed in this catalog are subject to change without notice due to replacement or modification. Printed in JAPAN
Printed using vegetable oil ink.
The diagrams and table data are examples of test results, and are not guaranteed values.“ ” is registered trademarks of MOLDINO Tool Engineering, Ltd.
Official Web Site
Database for selection Cutting Tool Products 【TOOL SEARCH】
http://www.moldino.com/en/Head OfficeHulic Ryogoku Bldg. 8F, 4-31-11, Ryogoku, Sumida-ku, Tokyo, Japan 130-0026International Sales Dept. : TEL +81-3-6890-5103 FAX +81-3-6890-5128
MOLDINO Tool Engineering Europe GmbHItterpark 12, 40724 Hilden,Germany. Tel +49-(0)2103-24820 Fax +49-(0)2103-248230
MOLDINO Tool Engineering (Shanghai), Ltd.Room 2604-2605, Metro Plaza, 555 Loushanguan Road, Changning Disctrict,Shanghai, 200051, China Tel +86-(0)21-3366-3058 Fax +86-(0)21-3366-3050
MITSUBISHI MATERIALS U.S.A. CORPORATIONDETROIT OFFICE Customer service41700 Gardenbrook Road, Suite 120, Novi, MI 48375-1320 U.S.A.Tel +1(248) 308-2620 Fax +1(248) 308-2627CHICAGO OFFICE1314B North Plum Grove Road, Schaumburg, IL 60173 U.S.A. Tel +1(847) 252-6371 Fax +1(248) 308-2627
MMC METAL DE MEXICO, S.A. DE C.V.Av. La Cañada No.16, Parque Industrial Bernardo Quintana, El Marques, Querétaro, CP 76246, MéxicoTel +52-442-1926800
MMC METAL DO BRASIL LTDA. Rua Cincinato Braga, 340 13° andar.Bela Vista – CEP 01333-010 São Paulo – SP ., Brasil Tel +55(11)3506-5600 Fax +55(11)3506-5677
MMC Hardmetal(Thailand)Co.,Ltd. HT-DivisionCTI Tower 24 Floor, 191/32 Ratchadapisek Road, Klongtoey, Klongtoey, Bangkok 10110, Thailand Tel: +66-(0)2-661-8170 Fax: +66-(0)2-661-8175
Hitachi Metals (India) Pvt. Ltd.Plot No 94 & 95,Sector 8, IMT Manesar ,Gurgaon-122050 , Haryana, India Tel +91-124-4812315 Fax +91-124-2290015
Search Web
DISTRIBUTED BY:
Europe
China
America
Mexico
Thailand
Brazil
India