Quality Notes
18
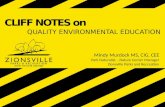
UCL Control Charts 1.0 Introduction A control chart (or Shewhart control charts) is a graphical tool for monitoring the activity of an ongoing process. The values of quality characteristic (eg. Length, diameter, surface roughness, tool wear) are plotted on vertical axis and the horizontal axis represents sample number or subgroup number. Three lines are indicated on the control chart. The centre line, which typically represents the average value of the characteristic being plotted, is an indication of where the process is centred. Two limits, the upper control limit and lower control limit, are used to make decisions regarding the process. If the points plot within the control limits and do not exhibit any identifiable pattern, the process is said to be in statistical control. If a point plots outside the control limits or if an identifiable pattern the process is said to be out of statistical control. 1.1 Benefits 1. A control chart indicates when something may be wrong so that corrective action can be taken. 2. The pattern of the plot on a control chart diagnoses possible causes and hence indicates possible remedial actions. 3. With the help of control chart, we can calculate capability of the process under study. 4. Control chart provides a base line for instituting and measuring quality improvement. 1.2 Causes of variation Variability is a part of any process. Several factors such as methods, equipment, people, materials, and policies influence variability. Environmental factors also contribute to variability. The causes of variation are divided into two categories: common causes and special causes. Control of a process is achieved through elimination of special causes. Improvement of a process is accomplished through the reduction of common causes. Special causes are not inherent in the process. They can be due to use of wrong tool, an improper raw material, or an operator error. Common causes are inherent in the process. They occur due to natural variation in the process and are not in the control of the operator. They cannot be completely eliminated but minimized. 2.0 Design of control charts Design of control charts involves (i) selection of control limits, (ii) frequency of sampling, (iii) selection of sample size, and (iv) criteria for rational sampling (i) Selection of control limits: Control limits normally chosen are corresponding to 3-sigma limits. In this case, the expected value of the quality characteristic of samples is taken as the centre line value. The Upper Control Limit Lower Control Limit Centre Line Sample number Quality Characteristic Figure-1
-
Upload
vaibhav-dixit -
Category
Documents
-
view
31 -
download
0
description
Control charts
Transcript of Quality Notes

UCL
Control Charts
1.0 Introduction
A control chart (or Shewhart control charts) is a graphical tool for monitoring the activity of an ongoing process.
The values of quality characteristic (eg. Length, diameter, surface roughness, tool wear) are plotted on vertical
axis and the horizontal axis represents sample number or subgroup number.
Three lines are indicated on the control chart. The centre line, which typically represents the average value of the
characteristic being plotted, is an indication of where the process is centred. Two limits, the upper control limit
and lower control limit, are used to make decisions regarding the process. If the points plot within the control
limits and do not exhibit any identifiable pattern, the process is said to be in statistical control. If a point plots
outside the control limits or if an identifiable pattern the process is said to be out of statistical control.
1.1 Benefits
1. A control chart indicates when something may be wrong so that corrective action can be taken.
2. The pattern of the plot on a control chart diagnoses possible causes and hence indicates possible
remedial actions.
3. With the help of control chart, we can calculate capability of the process under study.
4. Control chart provides a base line for instituting and measuring quality improvement.
1.2 Causes of variation
Variability is a part of any process. Several factors such as methods, equipment, people, materials, and policies
influence variability. Environmental factors also contribute to variability. The causes of variation are divided into
two categories: common causes and special causes. Control of a process is achieved through elimination of
special causes. Improvement of a process is accomplished through the reduction of common causes. Special
causes are not inherent in the process. They can be due to use of wrong tool, an improper raw material, or an
operator error. Common causes are inherent in the process. They occur due to natural variation in the process
and are not in the control of the operator. They cannot be completely eliminated but minimized.
2.0 Design of control charts
Design of control charts involves (i) selection of control limits, (ii) frequency of sampling, (iii) selection of sample
size, and (iv) criteria for rational sampling
(i) Selection of control limits: Control limits normally chosen are corresponding to 3-sigma limits. In this
case, the expected value of the quality characteristic of samples is taken as the centre line value. The
Upper Control Limit
Lower Control Limit
Centre Line
Sample number
Qu
alit
y C
har
acte
rist
ic
Figure-1

UCL
upper control limit is drawn at a distance of 3-sigma on one side of the centre line and the lower
control limit is drawn at a distance of 3-sigma on the other side of the centre line.
) (1)
UCL= )+3.σ (2)
LCL= )-3.σ (3)
Sometimes probability limits can also be used. It is based on the degree of probability that the
sample statistic falls outside the control limits. Take for example, 3 sigma limits cover 99.73% of
the area under normal distribution curve. That means the probability of a statistic value falling
outside the range is 0.27%. If we want the probability to be (let us say) 0.10%, the upper control
limit is calculated at a distance of 3.29 sigma (obtained from normal distribution tables).
Sometimes the control limits are calculated based on allowable errors such as (i) type I error and
(ii) type II error. Type I error results from inferring that a process is out of control when it is
actually in control. Type II error results from inferring that a process is in control when it is really
out of control.
(ii) Frequency of sampling: Collecting large samples at frequent intervals provides a lot of information.
However, it may not be practicable. Collection of small samples at frequent intervals also does not
provide complete information. Selection of frequency depends on current state of process. If the
current state of process is stable, the frequency can be decreased. Otherwise, it may be increased.
Similarly if the inspection involved is destructive in nature, we cannot afford frequent sampling. If the
process involves greater variability, we have to increase the frequency. Finally the cost of sampling
and inspection also influence the frequency of sampling.
(iii) Selection of sample size: The degree of shift expected to take place will influence the choice of sample
size. Large shifts in the process parameter can be detected by smaller sample sizes than those
needed to detect smaller shifts. Alternatively, if it is important to detect slight changes in the
process, we require smaller sample sizes.
(iv) Rational sampling: The rational sample is chosen in such a manner that the variation within it is
considered to be due only to common causes. So, the samples are selected such that if special causes
are present they will occur between the samples. Therefore, the differences between the samples
will be maximized, and differences within samples will be minimized. Selection of sample
observations is done by either instant of time method (sample is consecutive units of production at
an instant of time) or by sampling interval method (sample is taken from all the units that are
manufactured since last sample is taken.
2.1 Rules for identifying an out of control process
Rule-1: A process is assumed to be out of control if a single point plots outside the control limits.
Rule-2: A process is assumed to be out of control if two out of three points plot outside 2σ warning limits
on the same side of centre line.
Rule-3: A process is assumed to be out of control if four out of five consecutive points fall beyond 1σ limit
on the same side of centre line.
Rule-4: A process is assumed to be out of control if nine or more consecutive points fall on one side of
centre line.
Rule-5: A process is assumed to be out of control if there is a run of six or more consecutive points
steadily increasing or decreasing.

UCL
Rule-6: A process is assumed to be out of control if there are fifteen points in a row within 1σ limits.
Rule-7: A process is assumed to be out of control if there fourteen points in a row alternatively up and
down.
Rule-8: A process is assumed to be out of control if there is unusual non random pattern in the data.
2.2 Control charts for variables
2.2.1 Control charts for variables
Variables are quality characteristics that are measurable on a numerical scale. Examples of variables include
length, diameter, surface roughness and tool wear. The objective of control charts for variable is to control the
mean value of the quality characteristic as well as its variability. The mean gives an indication of central tendency
of a process, and the variability provides an idea of the process dispersion. Therefore, we need information about
both these statistics to keep a process in control.
2.2.2 Advantages and disadvantages
1. Variables provide more information than attributes which deal with qualitative information such as
whether an item is nonconforming. Variables show the degree to which a quality characteristic is
nonconforming.
2. as costs are due to fixed cost of the measuring instruments and variable unit costs in the form of cost of
inspection.
3. These types of charts are best suited for control of process at shop floor environment.
2.2.3 Selection of characteristics for investigation
As it is not possible to maintain control charts separately for all the quality characteristics of a product due to
involvement of large number of characteristics in a product, the management restrict the study to selected
number of quality characteristics. In most industries, the quality characteristics are selected by using Pareto
analysis.
2.3 Design of Control charts for Mean ( ) and Range (R)
The following steps are used to develop the control charts:
Step-1: Using a preselected sampling scheme and sample size, record measurements of the selected quality
characteristic on the appropriate forms.
Step-2: For each sample, calculate the sample mean and range using the following formulas:
(4)
R = Xmax - Xmin (5)
Where Xi represents the ith observation, n is the sample size, Xmax is the largest observation and Xmin is the smallest
observation.
Step-3: Obtain and draw the center line and the trial control limits for each chart. For chart, the center line is
given by
(6)
Where ‘m’ represents the number of samples. For the R-chart, the center line is found from

UCL
(7)
The control limits for and R charts are given by
(8)
= (9)
(10)
The constants A2, D3 and D4 can be obtained from tables.
Step-4: Plot the values of the range on the control chart for range, with the center line and the control limits
drawn. Determine whether the points are in statistical control. If not, investigate the special causes associated
with the out of control points and take appropriate remedial action to eliminate special causes.
An R-chart is analyzed before to determine out of control situations. An R-chart reflects process
variability, which should be brought to control first. Once the variability is in control, we can focus our attention
on
Step-5: Delete the out-of-control points for which remedial actions have been taken to remove special causes and
use the remaining samples to determine the revised center line and control limits for the
These limits are known as revised control limits. The cycle of obtaining information, determining the trial limits,
finding out of control points, identifying and correcting special causes, and determining revised control limits then
continues.
Step-6: Implement the control charts.
The charts should be implemented for future observations, using the revised center line and control limits. The
charts should be displayed in a conspicuous place where they will be visible to operators, supervisors and
managers. Statistical process control will be effective only if everyone is committed to it—from the operator to
the chief executive officer.
2.4 Errors in Making Inferences from Control Charts:
There are two types of errors – Type I and Type II --- that can occur when making inferences from control charts.
Type I errors result from inferring that a process is out of control when it is actually in control. The probability of
Type I error is denoted by ‘α’. Consider a process that is in control. Suppose a point plots outside the control
limits for this process. We tend to conclude that the process is out of control. However, we know very well that
we are covering only ‘3σ’ limits (99.73%) for control charts. We are not covering the rest 0.27% of the points.
Thus there is a chance of getting a point out of this 0.27% though a process is in control.
Similarly Type II errors result from inferring that a process is in control when it is really out of control. The
probability of Type I error is denoted by ‘β’. If no observations fall outside the control limits, we conclude that
the process is in control. Suppose however, that a process is actually out of control. Perhaps the process mean
has changed. In this case, the sample statistic may be within limits and the process is out control. This is type II
error.
2.5 Example Problem:
Table-1

UCL
Sample
number
Observations Mean Range (R)
1 74.03 74.002 74.019 73.992 74.008 74.0102 0.038 2 73.995 73.992 74.001 74.011 74.004 74.0006 0.019 3 73.998 74.024 74.021 74.005 74.002 74.01 0.026 4 74.002 73.996 73.993 74.015 74.009 74.003 0.022 5 73.992 74.007 74.015 73.989 74.014 74.0034 0.026 6 74.009 73.994 73.997 73.985 73.993 73.9956 0.024 7 73.995 74.006 73.994 74 74.005 74 0.012 8 73.985 74.003 73.993 74.015 73.998 73.9988 0.03 9 74.008 73.995 74.009 74.005 74.004 74.0042 0.014
10 73.998 74 73.99 74.007 73.995 73.998 0.017 11 73.994 73.998 73.994 73.995 73.99 73.9942 0.008 12 74.004 74 74.007 74 73.996 74.0014 0.011 13 73.983 74.002 73.998 73.997 74.012 73.9984 0.029 14 74.006 73.967 73.994 74 73.984 73.9902 0.039 15 74.012 74.014 73.998 73.999 74.007 74.006 0.016 16 74 73.984 74.005 73.998 73.996 73.9966 0.021 17 73.994 74.012 73.986 74.005 74.007 74.0008 0.026 18 74.006 74.01 74.018 74.003 74 74.0074 0.018 19 73.984 74.002 74.003 74.005 73.997 73.9982 0.021 20 74 74.01 74.013 74.02 74.003 74.0092 0.02 21 73.988 74.001 74.009 74.005 73.996 73.9998 0.021 22 74.004 73.999 73.99 74.006 74.009 74.0016 0.019 23 74.01 73.989 73.99 74.009 74.014 74.0024 0.025 24 74.015 74.008 73.993 74 74.01 74.0052 0.022 25 73.982 73.984 73.995 74.017 74.013 73.9982 0.035
74.001336 0.02236
From variable control charts tables corresponding to a sample size of 5,
A2 = 0.577; D3 = 0; D4 = 2.115
(i) Computation of control limits
For chart,
= + A2* = 74.001336 + 0.577 * 0.02236 = 74.01423772
= = 74.001336
= -A2* = 74.001336 – 0.577 * 0.02236 = 73.98843428
For R chart,
= D4* = 2.115 * 0.02236 = 0.0472914
= = 0.02236
= D3* = 0
(ii) Construction of control chart
-Chart and R-Chart

UCL
(iii) Computation of standard deviation
From tables corresponding to a sample size of 5,
d2 = 2.326
= = 0.0096
(iv) If the specification limits are 74.000 0.05 mm and the quality characteristic is external
diameter, (a) Proportion of Scrap
Proportion of scrap corresponds to lower specification limit. Lower specification limit = 73.950.
Standard normal deviate (z1) = = = - 5.3475
Corresponding to z1 value of -5.3475, from normal distribution tables, proportion of
scrap is 0 (zero)
(b) Proportion of Rework Proportion of rework corresponds to upper specification limit. Upper specification limit = 74.050
Standard normal deviate (z2) = = = 5.069
Corresponding to z2 value of 5.069, from normal distribution tables, proportion of rework
is 0 (zero)
UCL
LCL
CL
UCL
LCL
CL

UCL
2.6 Control chart patterns and corrective action
A system working under only common causes is said to be in a state of statistical control. Special causes
are due to periodic and persistent disturbances that affect the process intermittently. The objective is
to identify the special causes and take appropriate remedial action. Some of the cases of control chart
patterns are given here. These cases may not cover entire set of control chart patterns normally found
in industries but they give some idea of how to make conclusions.
(i) Natural patterns: A natural pattern is one in which no identifiable arrangement of the plotted
points exists. No point falls outside the control limits, majority of the points are near the
centre line and few points are near the control limits.
(ii) Sudden shifts in the level: Many causes can bring about a sudden change (or jump) in pattern
level on an or R chart. These can happen in shop floor environment due to introduction of
new operators, new equipment, new measuring instruments, new vendors, and new method
of processing.
(iii) Gradual shifts in the level Gradual shifts occur when a process parameter changes gradually
over a period of time. The process stabilizes afterwards. An - chart might exhibit such a
shift because the incoming quality of raw materials or components changed over time, the
maintenance program changed, or the style of supervision changed. An R-chart might exhibit
such a shift because of a new operator, a decrease in worker skill due to fatigue or
monotony, or a gradual improvement in the incoming quality of raw materials because a
vendor has implemented a statistical process control system.
(iv) Trending patterns: Trends differ from gradual shifts in level in that trends do not stabilize or
settle down. Trends represent changes that steadily increase or decrease. An -chart may
exhibit trend because of tool wear, die wear, gradual deterioration of equipment etc. An R-
chart may exhibit a trend because of a gradual improvement in operator skill resulting from
on-the-job training, or a decrease in operator skill due to fatigue.
(v) Cyclic patterns: They are characterized by a repetitive periodic behaviour in the system.
Cycles of low and high points will appear on the control chart. An -chart may exhibit cyclic
behaviour because of a rotation of operators, periodic changes in temperature and humidity,
periodicity in the mechanical or chemical properties of the material, or seasonal variation of
incoming components. An R-chart may exhibit cyclic patterns because of operator fatigue
and subsequent energization following breaks, a difference between shifts, or periodic
maintenance of equipment.
(vi) Wild patterns: A wild pattern is divided into two categories, viz., freaks and bunches. Freaks
are caused by external disturbances that influence one or more samples. Such points usually
fall outside the control limits and are easily distinguishable from the other points on the
chart. Some causes of freaks include sudden, very short-lived power failures; the use of a
new tool for a brief test period; and the failure of a component. Bunches or groups are

UCL
clusters of a several observations that are decidedly different from other points on the plot.
Possible special causes of such behaviour include the use of a new vendor for a short period
of time, use of a different machine for a brief time period, and a new operator used for a
short period.
(vii) Mixture patterns: A mixture pattern is caused by the presence of two or more populations in
the sample and is characterized by points that fall near the control limits, with an absence of
points near the centre line. A mixture pattern can occur when one set of values is too high
and another set too low because of differences in the incoming quality of material from two
vendors. A remedial action would be to have a separate control chart for each vendor..
(viii) Stratification patterns: A stratification pattern has most of the points very close to the centre
line. This may be due to presence of two or more population distributions of the same
quality characteristic. Sometimes, it may be due to manipulation of the samples by the
operator. The method of choosing rational samples should be carefully analyzed so that
component distributions are not mixed when samples are selected.
(ix) Interaction patterns: An interaction pattern occurs when the level of one variable affects the
behaviour of other variables associated with the quality characteristic of interest.
Furthermore, the combined effect of two or more variables on the output quality
characteristic may be different from the individual effect of each variable. An interaction
effect can be detected by changing the scheme of the rational sampling. Suppose that in a
chemical process the temperature and pressure are two important controllable variables that
affect the output quality characteristic of interest. A low pressure and a high temperature
may produce a very desirable effect on the output characteristic, whereas a low pressure by
itself may not have that effect. An effective sampling method would involve controlling the
temperature at several high values and then determining the effect of pressure on the
output characteristic for each temperature value. Samples composed of random
combinations of temperature and pressure may fail to identify the interactive effect of those
variables on the output characteristic.
2.7 Control charts for the mean ( ) and standard deviation ( )
Although an R-chart is easy to construct and use, a standard deviation chart is preferable for larger
samples sizes (greater than 10). For the given data, the control limits for both mean and standard
deviation charts are calculated using the following equations:
-chart
UCL = + A3* (12)
CL = (13)
LCL = -A3* (14)
b) s-chart

UCL
UCL = B4* (15)
CL = (16)
LCL = B3* (17)
Where (18)
2.8 Control charts for Attributes:
An attribute is a quality characteristic for which a numerical value is not specified. It is measured on a nominal
scale. It is characterized as acceptable or unacceptable, or is categorized as exceptional, good, fair, or poor. A
quality characteristic that does not meet certain prescribed standards is said to be nonconformity (or defect).
For example, if the diameter of a shaft is expected to be 25±0.20mm, a diameter of 25.4mm is not acceptable.
The shaft has a defect. In case the shaft does not meet the specifications in regard to its length also, we say shaft
has a defect in regard to length also. As shaft has defect(s), it is called a defective and is rejected. Thus, a
nonconforming item or defective may have more than one defect. The different types of control charts used for
controlling defects and defectives are grouped into three categories. The first category includes control charts
that focus on proportion: the proportion of nonconforming items (p-chart) and the number of nonconforming
items (np-chart). These two charts are based on binomial distributions. The second category deals with three
charts that focus on the nonconformity (defect) itself. The chart for the total number of nonconformities (c-chart)
is based on the Poisson distribution. The chart for nonconformities per unit (u-chart) is applicable to situations in
which the size of the sample unit varies from sample to sample. In the third category, the chart for demerits per
unit (U-chart) deals with combining nonconformities on a weighted basis such that the weights are influenced by
the severity of each nonconformity.
2.9 Advantages and Disadvantages:
Certain quality characteristics are best measured as attributes in order to save time and cost or if the quality
characteristic is qualitative in nature. This is best applicable when a quality is maintained at company level. Once
we move to departmental level, it is better to use variable measurement. Thus, attribute charts assist in going
from the general to a more focussed level.
Attribute information does not give us the exact value of the quality characteristic. How much correction is to be
made in case a quality characteristic is outside limits, remains unanswered. Attribute charts require larger sample
sizes than variable charts to ensure that adequate protection is obtained against a certain level of process
changes.
If no historical information is available, attribute charts are first used. In situations where summary information is
required, attribute charts are better applicable.
2.10 Chart for Proportion of Nonconforming (p-Chart):
The construction of p-chart is based on Binomial distribution. The mean and variance of p-chart is given by ‘p’
and respectively. A p-chart is one of the most versatile control charts. It is used to control the
acceptability of a single quality characteristic (say, the diameter), a group of quality characteristics of the same
type or on the same part (the length, the width, the diameter, or height of the component), or an entire product.
The following procedure is used for construction:

UCL
Step 1: Select the objective: Decide on the level at which the p-chart will be used – that is the plant , the
department, or the operator level. Decide to control a single quality characteristic, multiple characteristics, a
single product, or a number of products. The criteria for selection is influenced by number of potential quality
characteristics, the number of products produced, and the cost and time required for inspection.
Step 2: Determine the sample size and sampling interval: The sample size must be large enough to allow the
opportunity for some nonconforming items to be present on average. The sampling interval –that is the time
between successive samples – is a function of the production rate and the cost of sampling, among other factors.
Step-3: Obtain the data, and record on an appropriate form. A typical data sheet for p-chart includes the date
and time at which the sample is taken, the number of items inspected (sample size), and the number of non
conforming items. The proportion of nonconforming is found by dividing the number of nonconforming items by
the sample size. Usually 25-30 samples should be taken prior to performing an analysis.
Step-4: Calculate the centre line and the trial control limits. Once they are determined, draw them on the p-
chart. Plot the values of the proportion nonconforming ( )for each sample on the chart. Examine the chart to
determine whether the process is in control.
(19)
(20)
(21)
Step-5: Calculate the revised control limits after analysing the plotted values of p and the pattern for out of
control conditions. Typically one or two rules are used concurrently.
Step-6: Implement the chart: use the revised center line and control limits of the p-chart for future observations
as they become available. Periodically revise the chart using guidelines similar to those given for variable charts.
Example Problem: Frozen orange juice concentrate is packed in 6-oz cardboard cans. These cans are formed on
a machine by spinning them from cardboard stock and attaching a metal bottom panel. By inspection of a can,
we may determine whether, when filled, it could possibly leak either on the side seam or around the bottom
joint. Such a nonconforming can has an improper seal on either the side seam or the bottom panel. We wish to
set up a control chart to improve the fraction of nonconforming cans produced by this machine. To establish the
control chart, 30 samples of n = 50 cans each were selected at half hour intervals over a three shift period in
which the machine was in continuous operation. The data are shown in the following table along with
calculations of .
Sample Number
Number of nonconforming cans, Di
Fraction nonconforming,
Sample Number
Number of nonconforming cans, Di
Fraction nonconforming,
1 12 0.24 16 8 0.16
2 15 0.30 17 10 0.20
3 8 0.16 18 5 0.10
4 10 0.20 19 13 0.26
5 4 0.08 20 11 0.22
6 7 0.14 21 20 0.40
7 16 0.32 22 18 0.36
8 9 0.18 23 24 0.48
9 14 0.28 24 15 0.30
Table-2

UCL
10 10 0.20 25 9 0.18
11 5 0.10 26 12 0.24
12 6 0.12 27 7 0.14
13 17 0.34 28 13 0.26
14 12 0.24 29 9 0.18
15 22 0.44 30 6 0.12
Total 6.94
Step-3: p-value for sample number-6 is calculated as follows:
= = 0.14.
Similarly p-values for all the samples is calculated.
Step-4: The Central Line is at average of, . i.e., = 6.94/30 = 0.2313
The trial Upper and Lower control limits are calculated by using the equations 19,20 and 21 given in step-4 of
procedure given above.
= 0.4102
= 0.0524
The control chart is drawn with trial control limits.
It is found from the chart that sample numbers 15 and 23 are out of control limits. These two points are deleted
from the data. The control limits are recalculated as
Sample number
UCL
CL
LCL
Figure-3

UCL
UCL = 0.3893; CL = 0.2150; LCL = 0.0407. The chart is redrawn. After redrawing, it is found that all the points
are within the control limits except sample number 21. There is no undesirable pattern whatsoever in the data.
So the point may be retained and it may be concluded that the process is now in control and this chart can be
used for further analysis. (The point may be excluded from the data and control limits may be recalculated
again).
p-Chart for variable sample size: The following reasons contribute to variation in sample size:
1. Lack of available inspection personnel
2. Change in the unit cost of inspection
3. Change in rate of production
There are two approaches to handle the cases if the sample size ‘n’ varies. The first approach is to take the
average value of sample size ‘n’ of all the samples. If the average is the UCL and LCL for p-chart can be
calculated by usual expressions by substituting instead of ‘n’. The rest of the terms are same as given in
equation no.s 19,20 and 21. The second approach is to calculate the control limits for individual samples by using
the equations 19,20 and 21. We add two columns to Table-2 and Enter the data UCLi and LCLi . Draw a p-chart
with the procedure given before. The UCL and LCL lines are not straight as earlier and a separate point is plotted
for each of the sample as explained in the class.
Example: Twenty random samples are selected from a process that makes vinyl tiles. The sample size as well as
the number of nonconforming tiles is shown in the following table. Calculate control limits for each data value by
using second approach and draw the chart. However, Centre line is calculated by usual formula.
UCL
CL
LCL
Sample number
Figure-4

UCL
Sample ‘i’ No. inspected ni
No. of non conformances
Di
Proportion nonconforming,
pi
UCLi LCLi
1 200 14 0.070 0.128 0.018
2 180 10 0.056 0.131 0.015
3 200 17 0.085 0.128 0.018
4 120 8 0.067 0.144 0.002
5 300 20 0.067 0.118 0.028
6 250 18 0.072 0.122 0.023
7 400 25 0.062 0.112 0.034
8 180 20 0.111 0.131 0.015
9 210 27 0.129 0.126 0.019
10 380 30 0.079 0.113 0.033
11 190 15 0.079 0.129 0.016
12 380 26 0.068 0.113 0.033
13 200 10 0.050 0.128 0.018
14 210 14 0.067 0.126 0.019
15 390 24 0.061 0.112 0.033
16 120 15 0.125 0.144 0.002
17 190 18 0.095 0.129 0.016
18 380 19 0.050 0.113 0.033
19 200 11 0.055 0.128 0.018
20 180 12 0.067 0.131 0.015
Total 4860 353
It appears that only one point is outside the control limits and it may be either omitted or the process may be
continued by including it.
c-Chart: A non conformance (defective) is an article that in some way fails to conform to specifications in one or
more quality characteristics. A non conformity (defect) is a non conformance of one quality characteristic. Thus,
a defective article may result in due to one or more defects.
c-Chart is used to control the number of defects in a defective article. This process control method is assumed to
follow Poisson distribution and the parameter used is ‘λ’. Examples for cases fit for c-Chart include (i) number of
non conforming rivets in an aircraft, (ii) number of breakdowns at weak spots in insulation in a given length of
insulated wire subjected to a specified test voltage, (iii) number of surface imperfections observed in a galvanized
sheet or a painted, plated, or enamelled surface of a given area, (iv) number of seeds observed in a glass bottle,
(v) number of imperfections in a bolt of cloth, (vii) number of errors made in completing a form.
CL
UCL
LCL

UCL
The control limits are calculated by using the following expressions:
L (22,23,24)
Example: The following table gives the numbers of errors of alignment observed at final inspection of a certain
model of an aeroplane.
Airplane number
No. Of alignment errors
Airplane number
No. Of alignment errors
Airplane number
No. Of alignment errors
Airplane number
No. Of alignment errors
201 7 216 15 231 3 247 12
202 6 217 6 232 4 247 9
203 6 218 4 234 6 248 11
204 7 219 13 233 7 249 11
205 4 220 7 235 14 250 8
206 7 221 8 236 18 TOTAL 436
207 8 222 15 237 11
208 12 223 6 238 11
209 9 224 6 239 11
210 9 225 10 240 8
211 8 226 7 241 10
212 5 227 13 242 8
213 5 228 4 243 7
214 9 229 5 244 16
215 8 230 9 245 13
By using equations 22,23 and 24, the control limits are calculated.
= 436/50 =8.72; UCL = 8.72 +3 = 17.52 LCL= max (0, 8.72 -3 = 0
The plot is given in the following figure.
All the points in the plot are in control. This chart may be considered as final and can be used for further analysis.
Warning limits in c-Chart are calculated just by replacing ‘3’ with’2’ in the equations 22 and 24 of UCL and LCL.
UCL
LCL
CL

UCL
Sample number
Observations Mean Range (R)
1 74.012 74.015 74.030 73.986 74.000
2 73.995 74.010 73.990 74.015 74.001
3 73.987 73.999 73.985 74.000 73.990
4 74.008 74.010 74.003 73.991 74.006
5 74.003 74.000 74.001 73.986 73.997
6 73.994 74.003 74.015 74.020 74.004
7 74.008 74.002 74.018 73.995 74.005
8 74.030 74.005 74.000 74.016 73.998
9 74.015 74.000 74.016 74.025 74.000
10 74.001 74.004 73.990 73.996 73.998
11 74.001 73.990 73.995 74.010 74.024
12 74.015 74.020 74.024 74.005 74.019
13 74.035 74.010 74.012 74.015 74.026
14 74.017 74.013 74.036 74.025 74.026
15 74.010 74.005 74.029 74.000 74.020
Sample
number
Observations Mean Range (R)
1 74.012 74.015 74.030 73.986 74.000
2 73.995 74.010 73.990 74.015 74.001
3 73.987 73.999 73.985 74.000 73.990
4 74.008 74.010 74.003 73.991 74.006
5 74.003 74.000 74.001 73.986 73.997
6 73.994 74.003 74.015 74.020 74.004
7 74.008 74.002 74.018 73.995 74.005
8 74.030 74.005 74.000 74.016 73.998
9 74.015 74.000 74.016 74.025 74.000
10 74.001 74.004 73.990 73.996 73.998
11 74.001 73.990 73.995 74.010 74.024
12 74.015 74.020 74.024 74.005 74.019
13 74.035 74.010 74.012 74.015 74.026
14 74.017 74.013 74.036 74.025 74.026
15 74.010 74.005 74.029 74.000 74.020

UCL
Sample
number
Observations Mean Range (R)
1 74.03 74.002 74.019 73.992 74.008
2 73.995 73.992 74.001 74.011 74.004
3 73.998 74.024 74.021 74.005 74.002
4 74.002 73.996 73.993 74.015 74.009
5 73.992 74.007 74.015 73.989 74.014
6 74.009 73.994 73.997 73.985 73.993
7 73.995 74.006 73.994 74 74.005
8 73.985 74.003 73.993 74.015 73.998
9 74.008 73.995 74.009 74.005 74.004
10 73.998 74 73.99 74.007 73.995
11 73.994 73.998 73.994 73.995 73.99
12 74.004 74 74.007 74 73.996
13 73.983 74.002 73.998 73.997 74.012
14 74.006 73.967 73.994 74 73.984
15 74.012 74.014 73.998 73.999 74.007
Sample
number
Observations Mean Range (R)
1 74.03 74.002 74.019 73.992 74.008
2 73.995 73.992 74.001 74.011 74.004
3 73.998 74.024 74.021 74.005 74.002
4 74.002 73.996 73.993 74.015 74.009
5 73.992 74.007 74.015 73.989 74.014
6 74.009 73.994 73.997 73.985 73.993
7 73.995 74.006 73.994 74 74.005
8 73.985 74.003 73.993 74.015 73.998
9 74.008 73.995 74.009 74.005 74.004
10 73.998 74 73.99 74.007 73.995

UCL
Sample
number
Observations Mean Range (R)
1 74.03 74.002 74.019 73.992 74.008
2 73.995 73.992 74.001 74.011 74.004
3 73.998 74.024 74.021 74.005 74.002
4 74.002 73.996 73.993 74.015 74.009
5 73.992 74.007 74.015 73.989 74.014
6 74.009 73.994 73.997 73.985 73.993
7 73.995 74.006 73.994 74 74.005
8 73.985 74.003 73.993 74.015 73.998
9 74.008 73.995 74.009 74.005 74.004
10 73.998 74 73.99 74.007 73.995
11 73.994 73.998 73.994 73.995 73.99
12 74.004 74 74.007 74 73.996
13 73.983 74.002 73.998 73.997 74.012
14 74.006 73.967 73.994 74 73.984
15 74.012 74.014 73.998 73.999 74.007
16 74 73.984 74.005 73.998 73.996
17 73.994 74.012 73.986 74.005 74.007
18 74.006 74.01 74.018 74.003 74
19 73.984 74.002 74.003 74.005 73.997
20 74 74.01 74.013 74.02 74.003
21 73.988 74.001 74.009 74.005 73.996
22 74.004 73.999 73.99 74.006 74.009
23 74.01 73.989 73.99 74.009 74.014
24 74.015 74.008 73.993 74 74.01
25 73.982 73.984 73.995 74.017 74.013
Sample number
Observations Mean Range (R)

UCL
1 74.03 74.002 74.019 73.992 74.008
2 73.995 73.992 74.001 74.011 74.004
3 73.998 74.024 74.021 74.005 74.002
4 74.002 73.996 73.993 74.015 74.009
5 73.992 74.007 74.015 73.989 74.014
6 74.009 73.994 73.997 73.985 73.993
7 73.995 74.006 73.994 74 74.005
8 73.985 74.003 73.993 74.015 73.998
9 74.008 73.995 74.009 74.005 74.004
10 73.998 74 73.99 74.007 73.995
11 73.994 73.998 73.994 73.995 73.99
12 74.004 74 74.007 74 73.996
13 73.983 74.002 73.998 73.997 74.012
14 74.006 73.967 73.994 74 73.984
15 74.012 74.014 73.998 73.999 74.007
16 74 73.984 74.005 73.998 73.996
17 73.994 74.012 73.986 74.005 74.007
18 74.006 74.01 74.018 74.003 74
19 73.984 74.002 74.003 74.005 73.997
20 74 74.01 74.013 74.02 74.003
21 73.988 74.001 74.009 74.005 73.996
22 74.004 73.999 73.99 74.006 74.009
23 74.01 73.989 73.99 74.009 74.014
24 74.015 74.008 73.993 74 74.01
25 73.982 73.984 73.995 74.017 74.013