
Crowdsourced Earnings Estimates Vinesh Jha CQA - 24 April 2014.
Quality by Design Approach for Determining Excipient Specifications for a Formulation
M. Kallam, J. Farina, N. Deorkar Avantor Performance Materials, Inc.
Not All Materials are Created Equal and One Size Doesn’t Fit All
• Functionality and specifications depends on formulation • Different materials – different designs • Synergistic excipients – simplified designs • Customize QbD to your needs
2
Outline • Typical Formulation Development Practices • Concept of Quality by Design • Design of Experiments for QbD • Role of High-Functionality Excipients in QbD • Example of QbD application • Validations under QbD • Conclusions
3
4
What works well for Pharma Industry? Which is better ??
Typical Formulation Practices
5
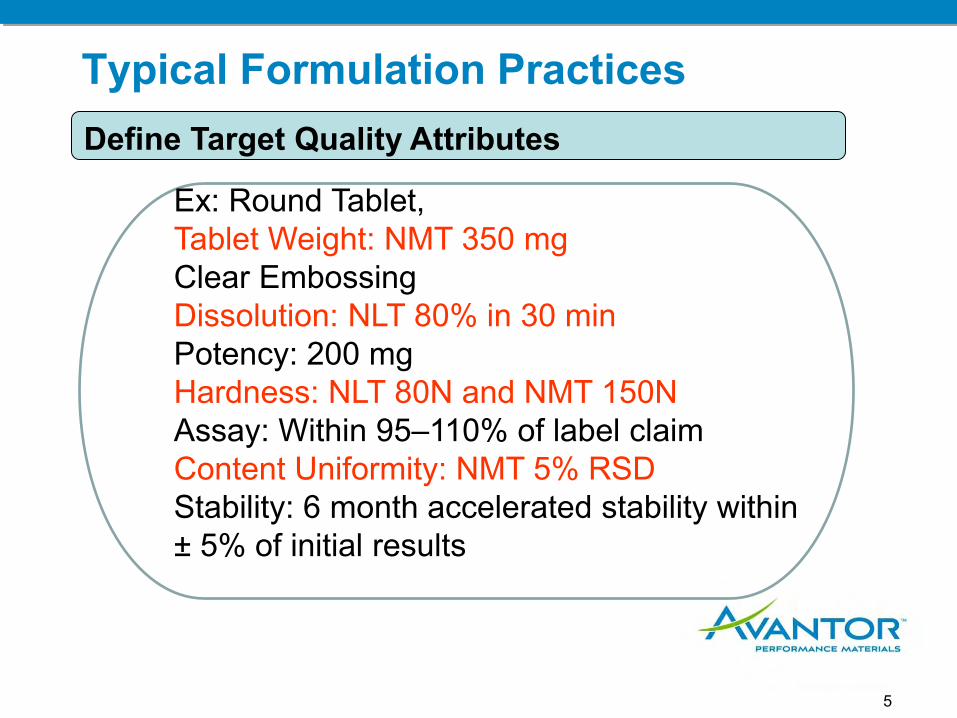
Define Target Quality Attributes
Ex: Round Tablet, Tablet Weight: NMT 350 mg Clear Embossing Dissolution: NLT 80% in 30 min Potency: 200 mg Hardness: NLT 80N and NMT 150N Assay: Within 95–110% of label claim Content Uniformity: NMT 5% RSD Stability: 6 month accelerated stability within ± 5% of initial results
Typical Formulation Practices
6
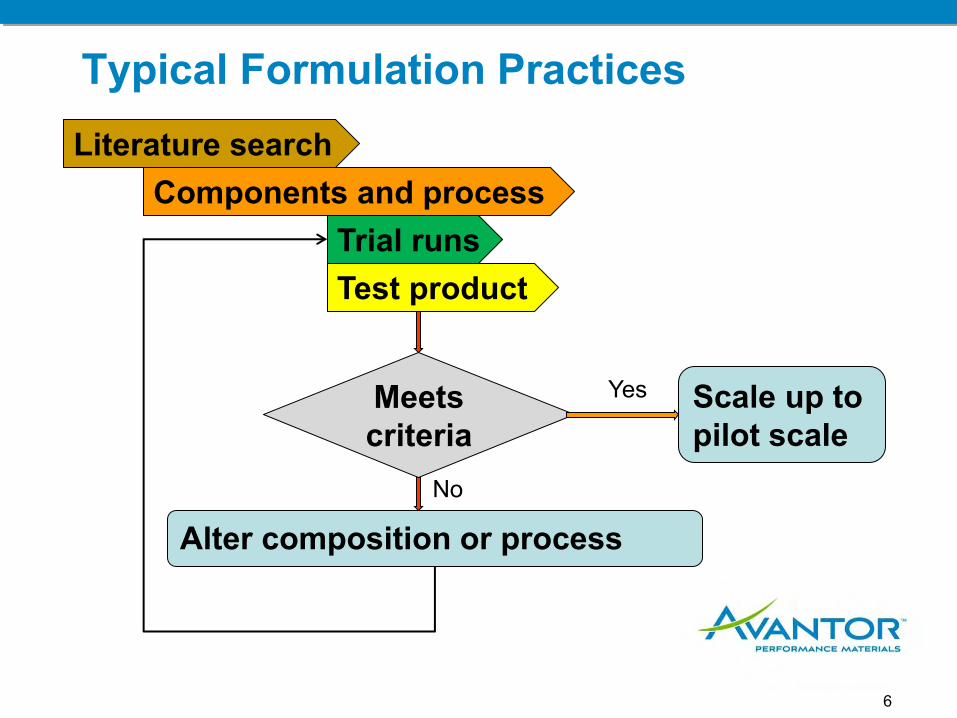
Alter composition or process
Scale up to pilot scale
Meets criteria
Yes
No
Test product
Literature search
Trial runs Components and process
Typical Formulation Practices
7
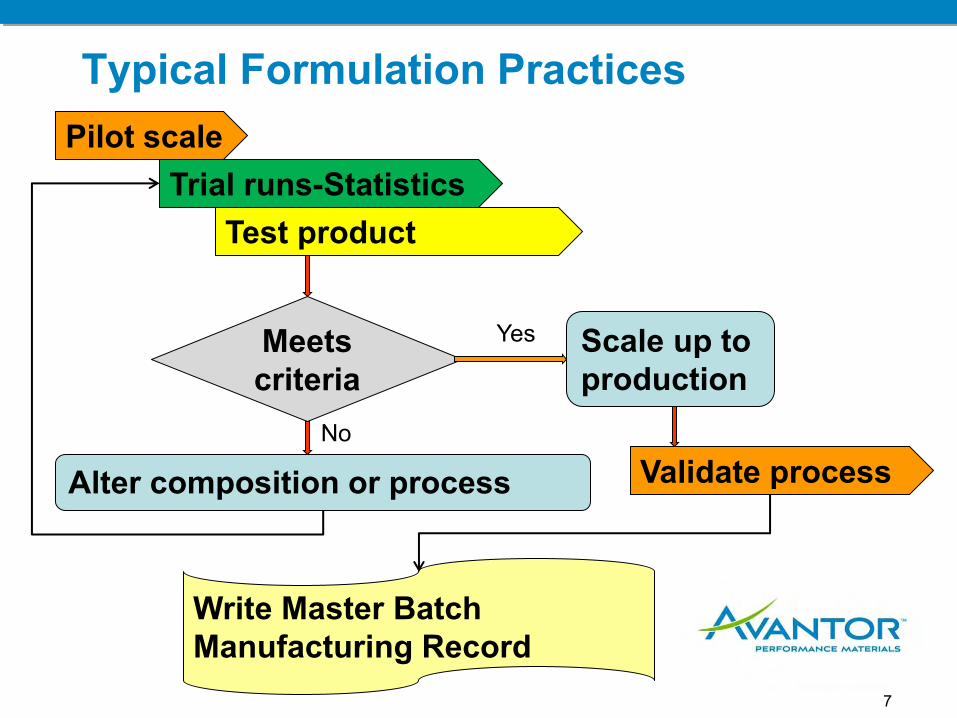
Alter composition or process
Scale up to production
Meets criteria
Yes
No
Test product Trial runs-Statistics
Pilot scale
Validate process
Write Master Batch Manufacturing Record

8
Validated process
Formulation fixed at a specified composition
Process fixed at specified parameters
Any deviation from fixed values calls for investigation and holding batch until resolved or rejecting batch
9
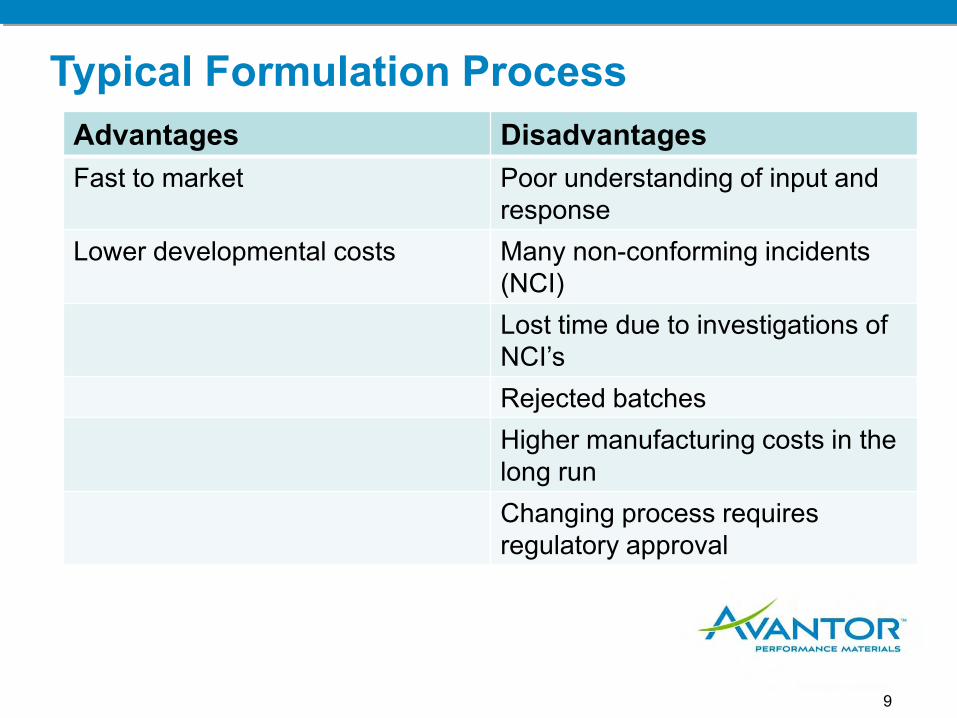
Advantages Disadvantages Fast to market Poor understanding of input and
response Lower developmental costs Many non-conforming incidents
(NCI) Lost time due to investigations of NCI’s Rejected batches Higher manufacturing costs in the long run Changing process requires regulatory approval
Typical Formulation Process

10
Quality by Design
11
Define target quality attributes - same as before
Ex: Round Tablet, Tablet Weight: NMT 350 mg Clear Embossing Dissolution: NLT 80% in 30 min Potency: 200 mg Hardness: NLT 80N and NMT 150N Assay: Within 95–110% of label claim Content Uniformity: NMT 5% RSD Stability: 6 month accelerated stability within ± 5% of initial results
Quality by Design
12
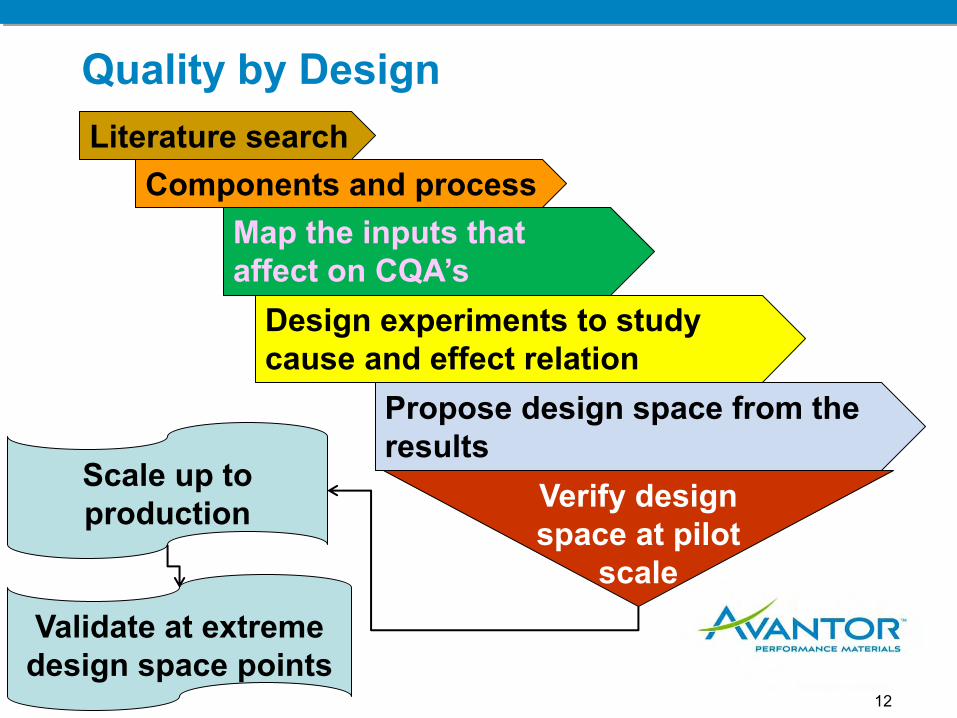
Design experiments to study cause and effect relation
Literature search
Map the inputs that affect on CQA’s
Components and process
Propose design space from the results
Verify design space at pilot
scale
Scale up to production
Validate at extreme design space points
13
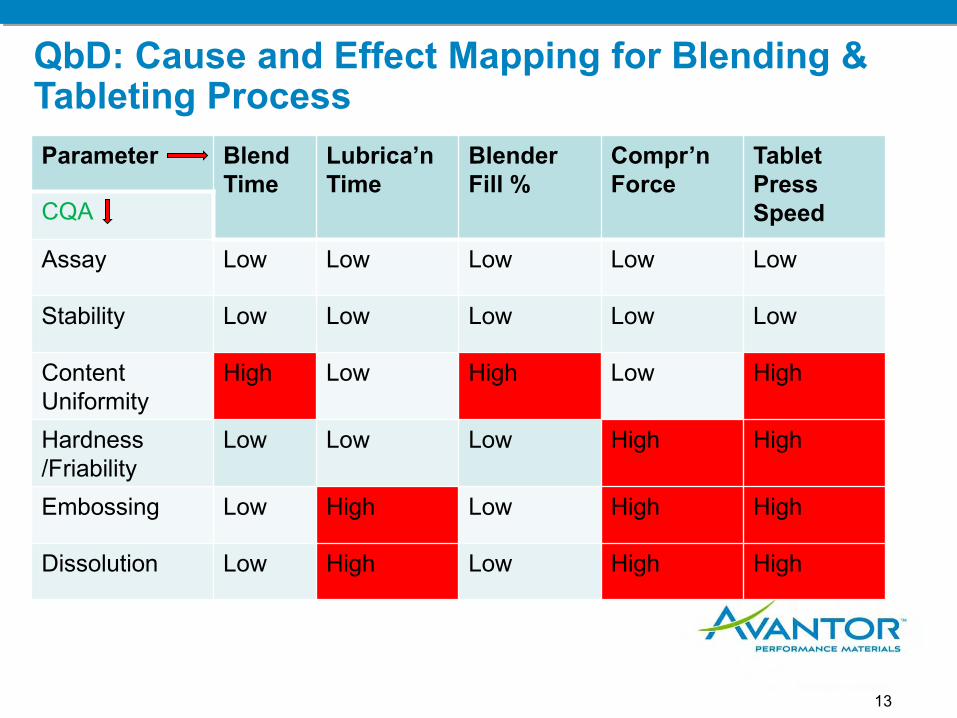
Parameter Blend Time
Lubrica’n Time
Blender Fill %
Compr’n Force
Tablet Press Speed CQA
Assay Low Low Low Low Low
Stability Low Low Low Low Low
Content Uniformity
High Low High Low High
Hardness /Friability
Low Low Low High High
Embossing Low High Low High High
Dissolution Low High Low High High
QbD: Cause and Effect Mapping for Blending & Tableting Process
14
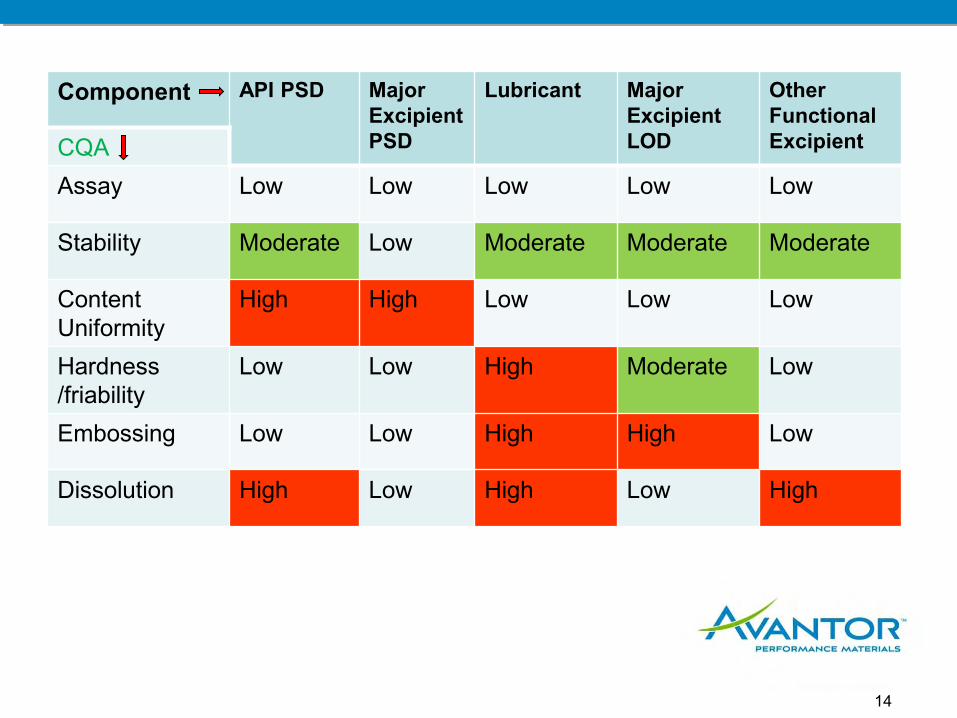
Component API PSD Major Excipient PSD
Lubricant Major Excipient LOD
Other Functional Excipient CQA
Assay Low Low Low Low Low
Stability Moderate Low Moderate Moderate Moderate
Content Uniformity
High High Low Low Low
Hardness /friability
Low Low High Moderate Low
Embossing Low Low High High Low
Dissolution High Low High Low High

Use DOE to Determine Effects
DOE: • Full or factorial designs
or • Available standard
designs or • Custom defined
designs
After experiments: • Replicate each experiment
at least twice. • Analyze the data • Determine effects of each
factor • Develop contour plots • Overlay contour plots • Determine design space
15

Role of Co-Processed Excipients in QbD
• Simplifies the Design • One Input – Multiple Responses • Better Control Strategies – PAT • Low Process Variance • Risk Mitigation • Fast to Market
16
17
Example:
• Objective: • Use QbD principles to determine API and excipient
specifications for formulating 200 mg ibuprofen tablets by direct compression.
• Target Quality attributes: • Tablet weight variation (Content Uniformity) less than
1% RSD at high press speeds • Hardness of 80–120 N • Dissolution of NLT 90% in 5 minutes • Defect free round bi-convex tablets
18
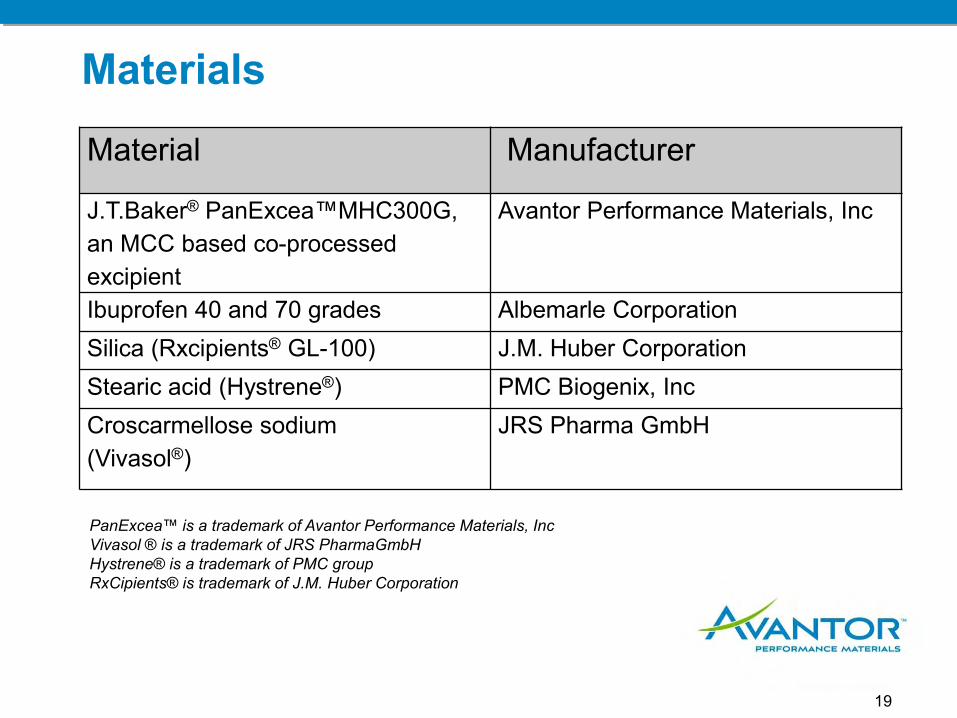
Materials
19
Material Manufacturer
J.T.Baker® PanExcea™MHC300G, an MCC based co-processed excipient
Avantor Performance Materials, Inc
Ibuprofen 40 and 70 grades Albemarle Corporation Silica (Rxcipients® GL-100) J.M. Huber Corporation Stearic acid (Hystrene®) PMC Biogenix, Inc Croscarmellose sodium (Vivasol®)
JRS Pharma GmbH
PanExcea™ is a trademark of Avantor Performance Materials, Inc Vivasol ® is a trademark of JRS PharmaGmbH Hystrene® is a trademark of PMC group RxCipients® is trademark of J.M. Huber Corporation

Factors • Evaluate Effect of the Following on CQA’s:
• API Particle Size • Excipient Particle Size • Excipient LOD
20
Levels • API Particle Size
• Two Levels – (D50 of 40 microns and 70 microns) • Excipient Particle Size
• Two Levels- (D50 of 95 microns and 145 microns) • Excipient LOD
• Two Levels- (LOD of 4.4 and 2.0)
Different Grades of Raw Materials
• May not always be available
• If available • Different Manufacturers • Different Processes • Different Methods
21

Different Grades of Excipient
22
PanExcea™ MHC300G 1400 grams
PanExcea™ MHC300G 700 grams
PanExcea™ MHC300G 700 grams
LOD 4.4, D50= 95 microns
PanExcea™ MHC300G 700 grams
LOD 2.0, D50= 95 microns
Dried for 30 minutes

Different Grades of Excipients
23
PanExcea™ MHC300G 2500 grams
PanExcea™ MHC300G 700 grams
LOD 4.4, D50=145 microns
PanExcea™ MHC300G 700 grams
LOD 2.0, D50=145 microns
Dried for 30 minutes
Sieved using #140 mesh
Discarded Pass through Blended for 10
minutes
Retained

Process
24
Preblend
Mill using Comil
Main Blending Lubricating Tableting
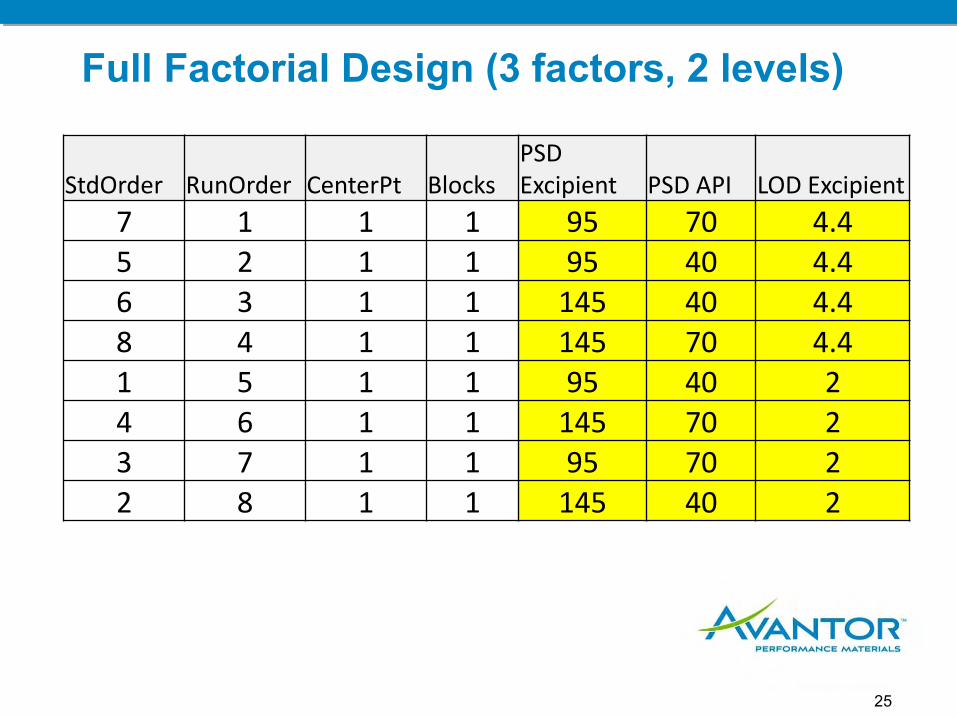
Full Factorial Design (3 factors, 2 levels)
25
StdOrder RunOrder CenterPt Blocks PSD Excipient PSD API LOD Excipient
7 1 1 1 95 70 4.4
5 2 1 1 95 40 4.4
6 3 1 1 145 40 4.4
8 4 1 1 145 70 4.4
1 5 1 1 95 40 2
4 6 1 1 145 70 2
3 7 1 1 95 70 2
2 8 1 1 145 40 2

Results
26
COD AOR Hardness Dis. time Dissoln at
5 min CU % RSD
2 36.9 92 33 98 0.9
6 39.3 82 25 90 1.3
4 39 118 38 97 1.1
2 36.4 94 36 100 0.4
3 39.8 100 37 85 1.1
2 35.6 88 28 84 1.1
3 37.7 89 32 94 1
3 38.1 95 35 84 1.8
COD: Critical Orifice Diameter AOR: Angle of Repose

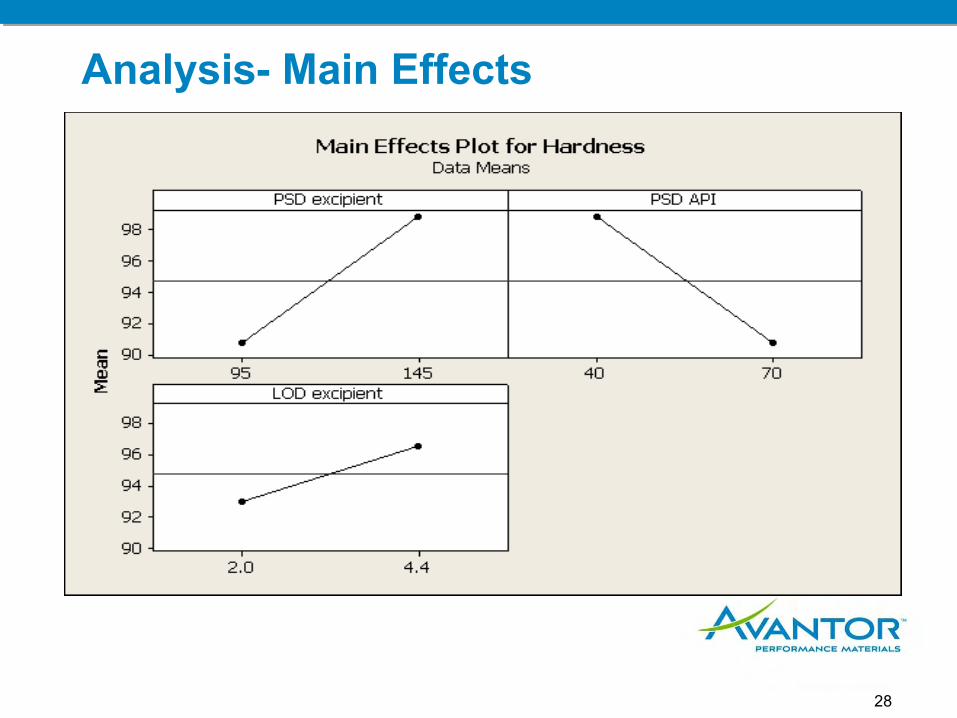
Analysis- Main Effects
27
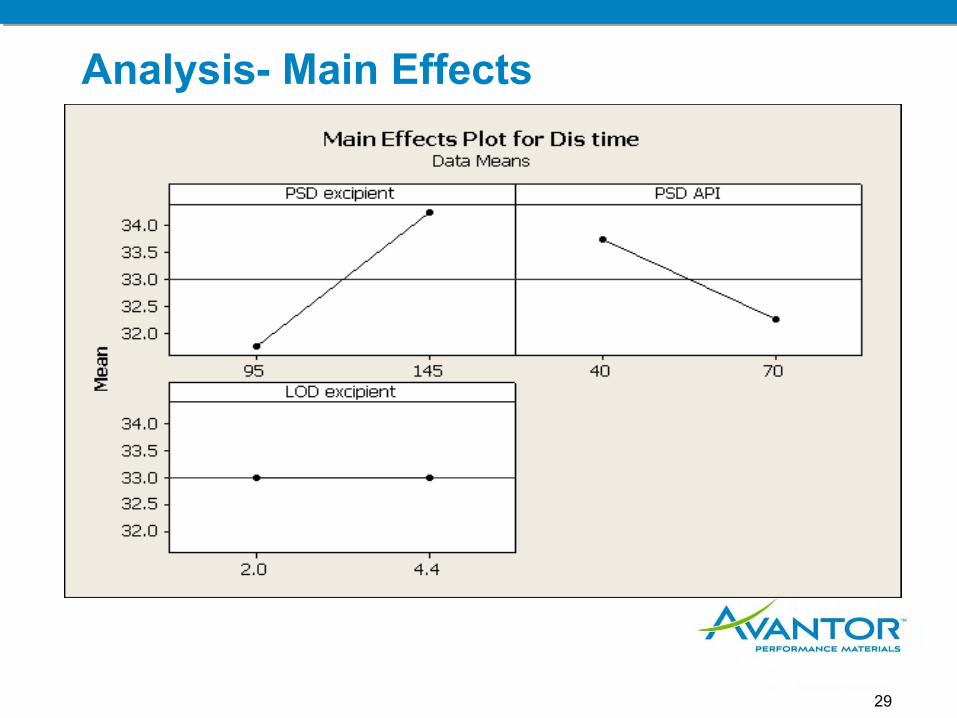
Analysis- Main Effects
28
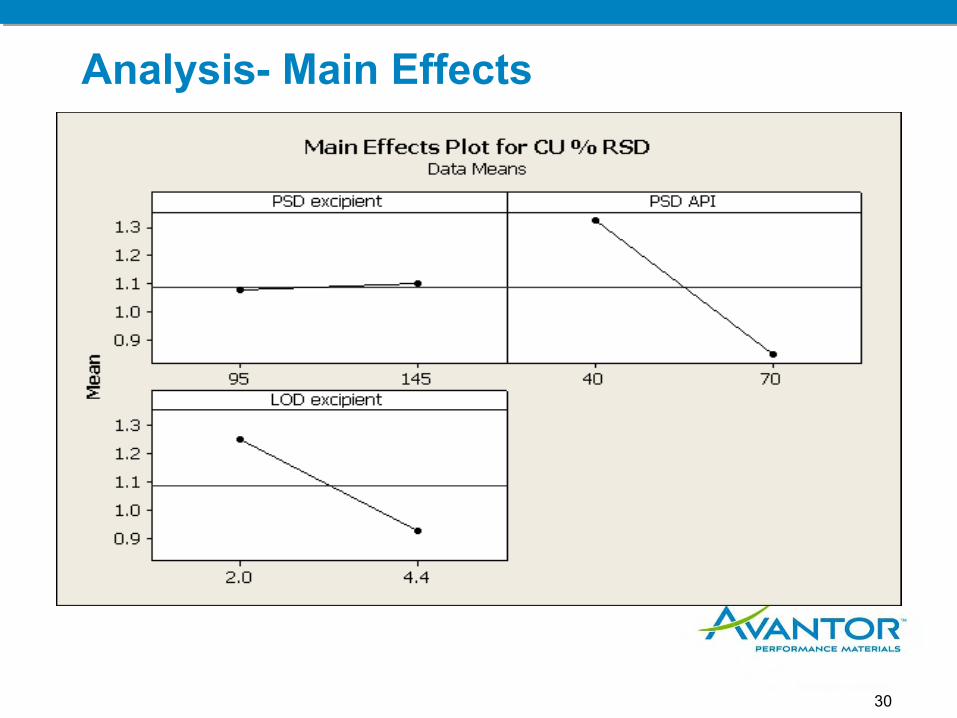
Analysis- Main Effects
29
Analysis- Main Effects
30
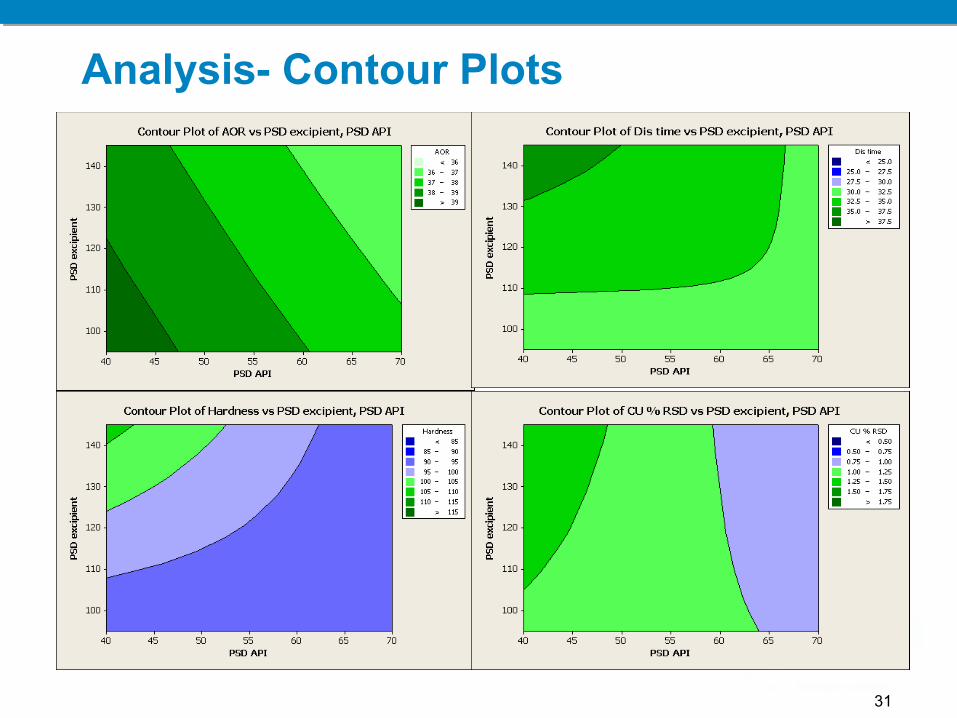
Analysis- Contour Plots
31
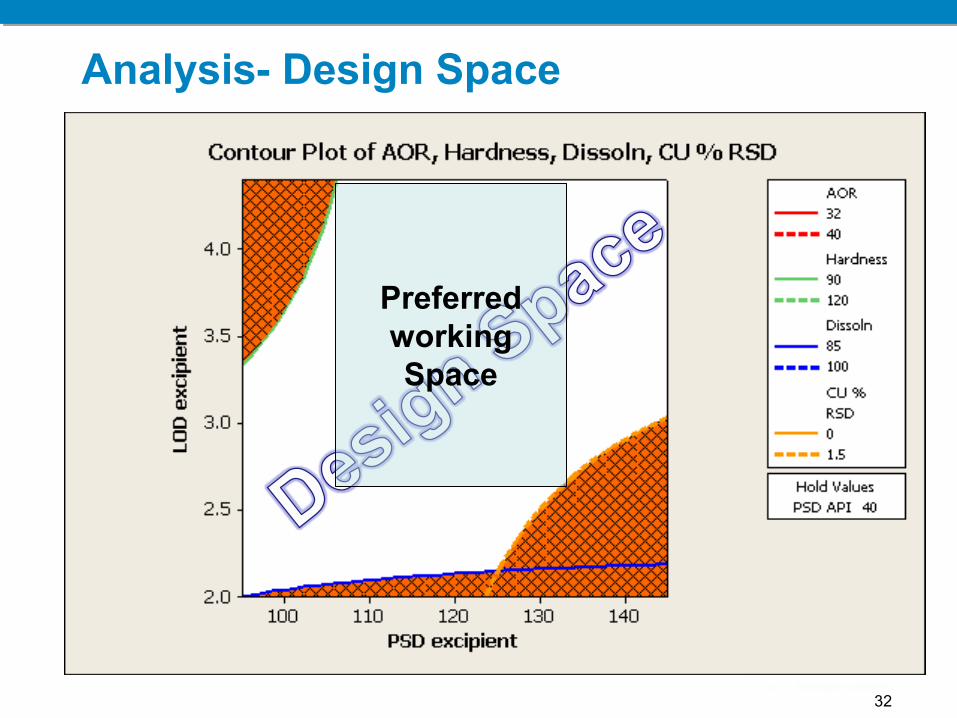
Analysis- Design Space
32
Preferred working Space
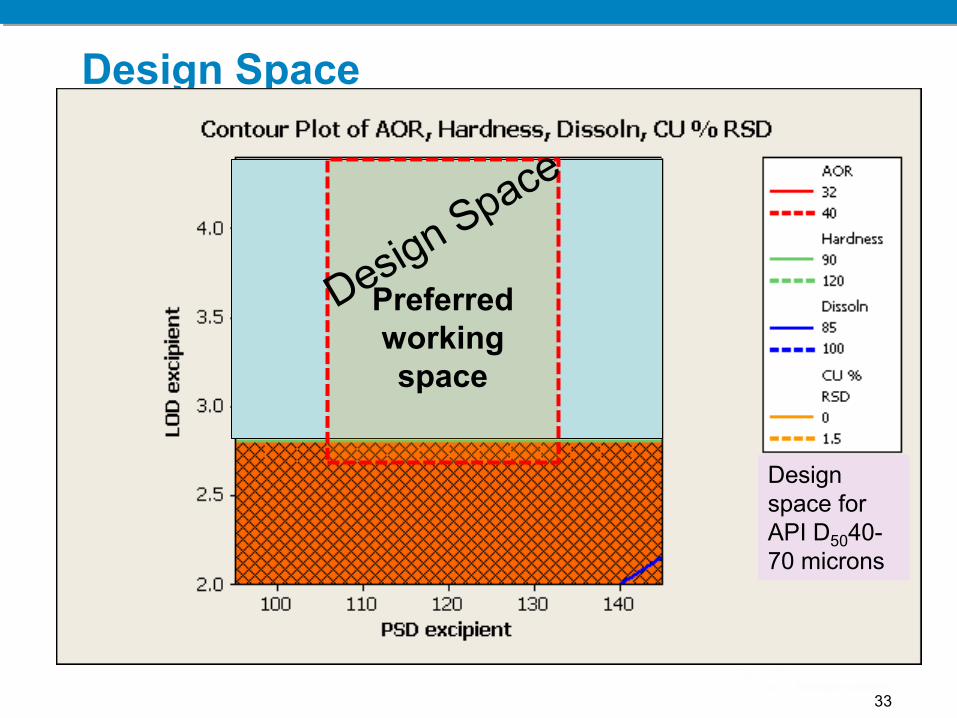
Design Space
33
Design space for API D5040-70 microns
Preferred working space

Analysis- Design Space
34
Preffered working Space
Impact of Different Excipient Type • Design space comparison -
PanExcea™MHC300G and MCC – Poor responses with MCC at similar drug
loading – Unable to evaluate main and interaction
Effects – Unable to propose a design space
35
Process Validation under QbD • Design space must be validated at extremes • Validations at pilot scale or production scale • Process validations are extensive and costly • Advantages:
• Flexibility within design space • Allows in process control instruments (PAT’s) • Robust process • Deviation from batch record within design space • Less downtime for investigations • Less rejects and other wastes
36
Conclusions • QbD can be used to:
• Determine specifications for raw materials • Establish design space for
- Process parameters - Composition
• Develop control strategies to mitigate risks • Reduced quality control testing
37


















